Sudarea in Mediu de Gaz Protector
47
MINISTERUL EDUCAŢIEI, CERCETĂRII ŞI INOVĂRII Proiectul Phare TVET RO 2006/018-147.04.01.02.01.03.01 AUXILIAR CURRICULAR CLASA a XI -a SUDAREA ÎN MEDIU DE GAZ PROTECTOR DOMENIU: MECANIC NIVEL: 2 CALIFICARE: SUDOR MECI–CNDIPT / UIP
-
Upload
myhaelaiacob -
Category
Documents
-
view
571 -
download
7
Transcript of Sudarea in Mediu de Gaz Protector

MINISTERUL EDUCAŢIEI, CERCETĂRII ŞI INOVĂRII
Proiectul Phare TVET RO 2006/018-147.04.01.02.01.03.01
AUXILIAR CURRICULAR
CLASA a XI -a
SUDAREA ÎN MEDIU DE GAZ PROTECTOR
DOMENIU: MECANIC
NIVEL: 2
CALIFICARE: SUDOR
Martie 2009
MECI–CNDIPT / UIP

AUTORI,
Salai Maria – profesor, Grup Şcolar Industrial “Alexandru Popp” Reşiţa
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
2

CUPRINS
1. COMPETENŢE SPECIFICE MODULULUI DE PRACTICĂ ……………………………. 5
2. INFORMAŢII DESPRE SPECIFICUL AGENŢILOR ECONOMICI LA CARE SE
DESFĂŞOARĂ STAGIUL DE PRACTICĂ ………………………………………………. 5
Descrierea activităţilor derulate de agentul economic cu care unitatea şcolară a
încheiat convenţia cadru ……......................................................... 5
Descrierea locaţiei unde îşi desfăşoară activitatea agentul economic…… 6
Departamentele în care se poate efectua practica …………………………... 6
Facilităţile pe care le oferă agentul economic elevilor aflaţi în practică….. 6
Obligaţiile elevului practicant faţă de agentul economic ………………….... 7
3. MODALITĂŢI DE ORGANIZARE A PRACTICII ……………………………………….... 8
Deosebirile de organizare ale practicii comasate de practica curenta …... 8
Perioada in care se desfăşoara practica ………………………………………. 8
4. RECOMANDĂRI PRIVIND RESPECTAREA NORMELOR DE SĂNĂTATE ŞI
SECURITATEA MUNCII ……………………………………………………………………. 8
5. INSTRUMENTE DE LUCRU ALE ELEVULUI NECESARE DESFĂŞURĂRII
PRACTICII ………………………………………………………………………………….. 10
6. ORGANIZAREA EVALUĂRII …………………………………………………………….. 13
Evaluarare formativă ……………………………………………………………... 13
Evaluarea sumativă ………………………………………………………………. 14
7. ANEXE ………………………………………………………………………………………. 15
ANEXA 1 – Fişa de observaţie nr. 1 …………………………………………… 16
ANEXA 2 - Fişa de observaţie nr. 2 ……………………………………………. 17
ANEXA 3 - Fişa de observaţie nr. 3 ……………………………………………. 18
ANEXA 4 - Fişa de observaţie nr. 4 ……………………………………………. 19
ANEXA 5 – WPS pentru exerciţiul 1.1. ………………………………………… 20
ANEXA 6 – Fişa de lucru pentru exerciţiul 1.1. ……………………………… 21
ANEXA 7 – WPS pentru exerciţiul 1.2. ………………………………………… 22
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
3

ANEXA 8 – Fişa de lucru pentru exerciţiul 1.2. ……………………………… 23
ANEXA 9 – WPS pentru exerciţiul 1.3. ………………………………………… 24
ANEXA 10 – Fişa de lucru pentru exerciţiul 1.3. …………………………….. 25
ANEXA 11 - Studiu de caz nr. 1 ………………………………………………... 26
ANEXA 12 - Studiu de caz nr. 2 ………………………………………………... 27
ANEXA 13 - Studiu de caz nr. 3 ………………………………………………... 28
ANEXA 14 - Studiu de caz nr. 4 ………………………………………………... 29
ANEXA 15 – WPS pentru evaluarea finală ……………………………………. 30
ANEXA 16 – Jurnal de practică ………………………………………………… 31
BIBLIOGRAFIE …………………………………………………………………………….. 32
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
4

1. COMPETENŢE SPECIFICE MODULUI DE PRACTICĂ
1.1. Alege materialul de adaos în funcţie de materialul de sudat
1.2. Utilizeazã instalaţiile de sudare în mediu de gaz protector
1.3. Executã îmbinãri sudate prin procedeele de sudare în mediu de gaz protector
2. INFORMAŢII DESPRE SPECIFICUL AGENŢILOR ECONOMICI LA CARE SE
DESFĂŞOARĂ STAGIUL DE PRACTICĂ
2.1. Descrierea activitatilor derulate de agentul economic cu care unitatea şcolară a
incheiat convenţia cadru pentru calificarea din care am desprins modulul.
Între domeniile cu cele mai dinamice ritmuri de dezvoltare, puternic implicate în
industria modernă, sudura ocupă un loc imporatnt datorită avantajelor pe care le conferă în
realizarea unor produse de înaltă complexitate. În ţara noastră aproximativ 50% din producţia
de oţel este destinată pentru realizarea de structuri şi produse sudate. Sunt relevante în
acest sens realizarea de utilaje tehnologice de mare capacitate din industria chimică,
petrolieră, construcţii navale, aparatură de mecanică fină, produse de electronică şi
microelectronică. De asemenea s-a realizat sudarea cu succes a componentelor centralelor
termonucleare, rachetelor şi avioanelor, sateliţilor artificiali care lucrează la parametri severi
de exploatare. Din aceste considerente există tot mai mulţi agenţi economici care realizează
lucrări specifice de sudură. Şcolile care specializează elevii în calificarea Sudor, găsesc cu
uşurinţă agenţi economici, care au în dotare ateliere/secţii de sudură, dotate corespunzător
cu echipamente de sudare moderne.
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
5

2.2. Descrierea locaţiei unde îşi desfăşoara activitatea agentul economic
Pentru dobândirea competenţelor specializate, specifice calificării de Sudor, elevii
practicanţi trebuie să efectueze practica comasată la un agent economic care realizează
structuri/produse sudate din diferite domenii, utilizând procedee de sudare variate. Este
indicat ca agentul economic sa deţină echipamente de sudare şi să realizeze lucrări prin
următoarele procede de sudare:
- sudarea cu flacără de gaze;
- sudarea cu electrozi înveliţi;
- sudarea în mediu de gaz protector;
- sudarea prin presiune prin rezistenţă.
Activitatea specifică calificării de sudor se desfăşoară în secţii de sudare amplasate
corespunzător prevederilor Normelor de Sănătate şi Securitatea Muncii. Fiecare secţie de
sudare are sisteme de aspiraţie locală pentru prevenirea poluării aerului şi la fiecare loc de
muncă permanent sunt afişate instrucţiunile de folosire a utilajului şi indicatoare de securitate.
2.3. Departamenul in care se poate desfasura practica
Elevii îşi pot realiza pregătirea practică la orice agent economic care realizează lucrări de
sudare de orice fel, folosind procedeele de sudare cu arc electric:
- Sudarea în mediu de gaz protector cu electrod fuzibil MIG/MAG:
- Sudarea în mediu de gaz protector cu electrod nefuzibil WIG.
Locul de muncă unde elevii practicanţi îşi desfăşoara activităţile trebuie să fie îngrădit cu
paravane având înălţimea minimă de 2 m pentru a preveni pătrunderea radiaţiilor emise de
arcul electric în afara zonei de lucru. Se vor prevedea indicatoare de securitate cu inscripţia:
ATENŢIE, SE SUDEAZĂ PERICOL DE ORBIRE!
2.4. Facilitatile pe care le ofera agentul economic elevilor aflaţi in practică
În funcţie de prevederile convenţie cadru încheiată între agentul economic şi şcoală,
agentul economic are următoarele obligaţii faţă de elevii aflaţi în practică la unitatea
respectivă:
- să asigure toate condiţiile pentru ca maistrul instructor să-şi îndeplinească sarcinile în ceea
ce priveşte pregătirea elevilor;
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
6

- să informeze elevii practicanţi asupra condiţiilor de muncă şi asupra elementelor care
privesc desfăşurarea relaţiilor de muncă;
- să acorde elevului practicant toate drepturile ce decurg din convenţia cadru încheiată între
şcoală şi agentul economic;
- să elibereze, la cerere, toate documentele care atestă calitatea de elev practicant a
solicitantului;
- să asigure confidenţialitatea datelor cu caracter personal ale elevului;
- să asigure verificarea periodică a locului de desfăşurare a activităţii elevului;
- să îl sprijine pe elev în toate acţiunile sale care privesc pregătirea teoretică şi practică;
- să asigure elevului, în cazul în care raporturile maistrului sau tutore de practică se
suspendă sau încetează, continuarea pregătirii profesionale;
- să nu îl utilizeze pe elev la prestarea unor munci care nu au legătură cu calificarea sau
ocupaţia pentru care se pregăteşte;
2.5. Obligatiile elevului practicant faţă de agentul economic
- de a respecta prevederile cuprinse în convenţia cadru, încheiată între agenul economic şi
şcoală;
- de a respecta indicaţiile maistrului instructor în vederea pregătirii profesionale;
- de a respecta disciplina muncii;
- de a respecta regulamentul de ordine internă şi programul de lucru al agentului economic;
- de a respecta măsurile de securitate şi sănătate a muncii în unitate;
- de a cunoaşte specificul şi produsele realizate în atelierul/secţia de sudare unde îşi
desfăşoară activitatea de instruire practică;
- de a respecta secretul de serviciu sau secrete de fabricaţie;
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
7

3. MODALITĂŢI DE ORGANIZARE A PRACTICII
3.1. Deosebirile de organizare ale practicii comasate de practica curentă.
Modulul Sudarea în mediu de gaz protector se desfăşoară pe durata a 60 ore: 15
ore laborator tehnologic şi 45 ore instruire practică. Parcurgerea modulului de către elevii din
clasa a XI-a, anul de completare, va asigura dobândirea de către aceştia a acelor
competenţe specializate care să le permită integrarea într-un loc de muncă sau continuarea
studiilor la Nivelul 3.
Spre deosebire de practica săptămânala efectuată o zi pe săptămână, stagiile de
pregătire practică oferă elevilor avantajul de a dobândi mult mai uşor competenţele specifice
alificării. Efectuând practica la agenţii economici, elevii se încadrează în programul agentului
economic şi după terminarea studiilor se pot adapta mai uşor la statutul de angajat. Agentul
economic urmareşte modul de realizare a sarcinilor de catre elevii practicanţi si selectează
din rândul acestora viitorii angajaţi, conform calificării obţinute.
3.2. Perioada in care se desfaşoară practica
Stagiile de pregatire practica reprezinta o perioada compacta, de 6 săptămâni pe an
şcolar. În această perioada vor fi parcurse următoarele module: Sudarea cu flacără de gaze
şi tăierea oxigaz, Sudarea manuală cu electrozi înveliţi, Sudarea în mediu de gaz protector şi
Sudarea prin presiune. Fiecare modul are alocat 45 de ore de instruire parctică comasată şi
15 ore de laborator tehnologic. Este preferabil ca pregătirea practică comasată să se
realizeze după finalizarea orelor de laborator tehnologic, unde elevii înţeleg noţiunile tehnice
referitoare la aceste procedee de sudare.
4. RECOMANDĂRI PRIVIND RESPECTAREA NORMELOR DE SĂNĂTATE ŞI
SECURITATE A MUNCII POTRIVIT MODULULUI
Elevii care lucrează cu echipamente de sudare manuală, semi-mecanizată,
mecanizată în mediu de gaze protectoare etc., trebuie să fie periodic instruiţi asupra
pericolelor la care sunt expuşi atunci când se execută operaţiile de sudare.
Pentru ca munca să se desfăşoare în condiţii normale trebuie luate măsuri preventive
de siguranţă contra electrocutării, acţiunii dăunătoare a gazelor care se degajă prin arderea
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
8

metalelor, fluxurilor şi învelişurilor electrozilor şi arsurilor provocate de stropii de metal şi
zgură.
Regulile mai importante privind tehnica securităţii muncii în timpul lucrului cu
instalaţiile şi echipamentele de sudare sunt următoarele:
4.1. Lucrările de sudură pot fi executate numai de elevii practicanţi, care cunosc
instalaţiile, aparatura şi procedeele de lucru.
4.2. Conducătorii procesului de instruire practică trebuie să asigure elevilor practicanti
echipamentele de lucru şi de protecţie necesare, prevăzute în normative, în funcţie
de procedeul de sudare aplicat. La sudarea electrică nu este admisă folosirea
echipamentului de protecţie prevăzut cu nituri, capse ori accesorii metalice.
4.3. Pentru protecţia împotriva scânteilor, a stropilor de metal topit împroşcaţi, precum
şi radiaţiilor luminoase, infraroşii şi ultraviolete, elevilor practicanti trebuie să
folosească în timpul lucrului mijloace adecvate de protecţie a ochilor ca ochelari
metalici rabatabili prevăzuţi cu vizori corespunzători şi măşti pentru sudori
prevăzute cu plăci din sticlă filtrantă corespunzătoare.
4.4. Îmbrăcămintea operatorilor sudori trebuie să fie din materiale greu inflamabile (sau
ignifugate), închisă în nasturi, strânsă la încheietura mâinii, fără manşete, revere şi
buzunare deschise; nu se admite introducerea pantalonilor în încălţăminte.
Îmbrăcămintea de lucru murdărită cu substanţe uşor inflamabile, ulei, grăsimi,
petrol, nu va fi folosită.
4.5. Piesele care se sudează trebuie să fie asigurate în prealabil împotriva răsturnării
sau deplasării.
4.6. Se interzice sudarea instalaţiilor aflate sub tensiune şi a recipientelor aflate sub
presiune.
4.7. Folosirea portelectrozilor defecţi sau cu izolaţia deteriorată este interzisă. Se
interzice categoric ţinerea portelectrodului sub braţ, pentru a preveni scurgerea
curentului electric prin corp.
4.8. Conductorii electrici mobili folosiţi la racordarea la reţea şi cablurile pentru
alimentarea circuitului de sudare trebuie să fie feriţi împotriva deteriorării în timpul
exploatării şi al transportului şi în mod special împotriva contactului cu stropi de
metal topit, precum şi a trecerii peste ei a mijloacelor de transport.
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
9

4.9. Cablurile de alimentare ale circuitului de sudare cu izolaţia deteriorată se vor
înlocui.
4.10. Sursele de sudare folosite la sudarea cu arc electric trebuie să respecte condiţiile
impuse în prescripţiile de electrosecuritate.
4.11. Amplasarea sursei de sudare se face pe un podium de lemn uscat sau din alt
material izolant.
4.12. La sudarea cu arc electric se vor folosi covoraşe şi platforme electro-şi
termoizolante.
4.13. Înainte de începerea lucrului este necesar ca instalaţia să fie controlată şi în mod
special contactele circuitelor electrice. Contactele arse trebuie să fie înlocuite.
4.14. Nu se permite descomplectarea sau modificarea tablourilor de comandă montate
pe echipament sau a instalaţiilor electrice din pupitru de comandă. Nu este permis
a se folosi instalaţii electrice defecte sau improvizate.
4.15. Portelectrodul şi respectiv capul de sudare la sudarea semimecanizată va avea o
gardă care să protejeze mâna sudorului de stropi.
4.16. La sudarea în medii cu gaze protectoare se vor respecta regulile de manipulare şi
utilizare a buteliilor de gaz.
5. INSTRUMENTE DE LUCRU ALE ELEVULUI NECESARE DESFĂŞURĂRII PRACTICII
Elementul de lucru al elevului pe perioada de instruire practică este fişa tehnologică/WPS-ul
(Welding Procedure Specification)
Ce este un WPS ( Specificaţia procedurii de sudare)?
O specificaţie a procedurii de sudare, WPS este prezentată în ANEXA 5, ANEXA 7şi
ANEXA 9. Ea se mai numeşte fişa de date sau fişa tehnologică de sudare, dar cel mai
adesea se numeşte simplu WPS.
Un WPS este o sumă de instrucţiuni pentru sudor, care descrie modul în care se
îmbină diversele repere din structura sudată. În ANEXA 5 şi ANEXA 7 sunt prezentate fişe
tehnologice/WPS-uri pentru realizarea îmbinărilor sudate în poziţia orizontală PA, respectiv
orizontală cu perete vertical PB, prin procedeul MIG-MAG, folosind ca material de adaos
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
10

sârma de sudare G2Si conform SR EN 440. ANEXA 9 prezintă o fişă tehnologică pentru
realizarea unei îmbinări sudate în poziţie orizontală/PA, prin procedeul de sudare WIG.
La sudarea în mediu de gaz protector cele mai importante informaţii pentru o sudură de
calitate sunt:
- viteza de avans a sârmei electrod/curentul de sudare ce trebuie utilizat;
- tensiunea arcului ce trebuie utilizată;
- viteza de sudare ce trebuie utilizată;
- metalul de adaos ce trebuie utilizat;
- tipul îmbinării sudate;
- poziţia de sudare ce trebuie utilizată;
- gazul de protecţie;
- lungimea capătului liber ce trebuie utilizată;
- succesiunea operaţiilor de sudare, etc. ;
Atât WPS-ul cât şi instrucţiunile de lucru, presupun o serie de cunoştiinţe de bază, pentru
a putea executa corect exerciţiile, respectiv îmbinarea sudată. Exerciţiile practice vor ajuta
elevii să realizeze diferite specificaţii menţionate în WPS.
Pentru a fi mai uşor pentru elevii practicanti, la început se vor preciza câteva puncte
importante din WPS pentru a obţine bune rezultate. Informaţiile vor fi graduale şi vor ajuta
elevii să înţeleagă şi să realizeze conţinutul WPS-ului.
Diferitele variabile din WPS sunt internaţionale, deci un WPS însuşit într-o limbă va ajuta
elevii să-l rezolve în orice altă limbă, fără probleme.
Trebuie să ştiţi unele lucruri înainte de a începe exerciţiile practice:
poziţiile de sudare;
ce este o îmbinare în colţ, cap la cap;
ce se înţelege prin lungimea capătului liber;
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
11

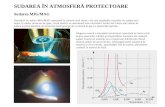
Fig. 1 Poziţii
de sudare
a-PA, b-PB, c-PD, e-PE, f-PF, g-PG,
h-orientare în spaţiu
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
Poziţii de sudare
Îmbinările sudate pot fi realizate în
următoarele poziţii de sudare (Fig. 1):
PA – orizontală şi orizontală în jgheab;
PB- orizontală cu perete vertical;
PC – orizontală pe perete vertical;
PD – orizontală peste cap;
PE – peste cap;
PF – verticală ascendentă ;
PG – verticală descendentă ;
Poziţia de sudare este definită de poziţia
capătului liber faţă de orizontală. PA arată
că electrodul este poziţionat vertical.
Rosturi de sudare
Spaţiul dintre piese se numeşte rost.
După sudare acelaşi spaţiu care uneşte cele 2
piese este sudura sau îmbinarea sudată.
Îmbinări in colţ
Când două piese sunt sudate sub un unghi,
îmbinarea este îmbinare sudată in colţ.
Lungimea capătului liber
Lungimea capătului liber, “stick-out”, este distanţa
dintre duza de contact curent şi vârful
electrodului. Sudorul poate influenţa lungimea
capătului liber prin ridicarea sau coborârea
capului de sudare. Ridicarea capului de sudare
prea mult determină o creştere a lungimii
capătului liber şi prin aceasta o protecţie scăzută
a zonei de sudare. Protecţia insuficientă duce la
apariţia porilor în sudură.12

Pentru a înţelege procesul tehnologic de obţinere a unor produse ca structuri sudate,
grinzi metalice sau stâlpi de hală, se va observa cu atenţie modul de pregătire, utilajele
folosite, materiale de bază şi de adaos indicate, tehnica de lucru, metodele de control a
îmbinărilor sudate folosite la realizarea acestor produse. In ANEXA 1, ANEXA 2, ANEXA 3
şi ANEXA 4 sunt date informaţii referitoare la produsele obţinute în secţiile de sudare. După
ce s-a observat cu atenţie tot procesul tehnologic de realizare a acestor componente se vor
completa fişele de observaţie cu cerinţele indicate în ceste anexe.
Se vor analiza cu atenţie fişele tehnologice/WPS-urile date în ANEXA 5, ANEXA 7 şi
ANEXA 9. Imaginea din forma îmbinării vă prezintă ce fel de îmbinare sudată trebuie să
realizaţi, PA sau PB. Se va urmări succesiunea operaţiilor, detaliile de sudare, parametrii
regimului de sudare indicati, datele referitoare la materialul de bază şi de adaos.
După ce sau studiat cu atenţie aceste WPS-uri, se vor realiza îmbinările sudate cerute şi
completa tabelele din fişele de lucru prezentate în ANEXA 6, ANEXA 8 şi ANEXA 10.
La Modulul : Documentaţia tehnică pentru prelucrări la cald, s-a învăţat cum se
realizează detaliat şi simplificat o îmbinare sudată. Se vor studia cu atenţie reprezentările
îmbinărilor sudate prezentate în ANEXA 11, ANEXA 12, ANEXA 13 şi ANEXA 14 şi se vor
realiza cerinţele din aceste studii ce caz.
6. ORGANIZAREA EVALUĂRII
6.1.Evaluarea formativă
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
13

Evaluarea formativă/în vederea învăţării are loc în perioada de practică comasată, principalul
scop fiind acela de a oferi elevului feedback imediat, pentru a-l sprijini în următoarele activităţi de
învăţare şi dezvoltare.
Prin evaluarea formativă elevul practicant este sprijinit în cadrul procesului de învăţare. Prin
această evaluare, maistrul instructor află ce ştie elevul la un moment dat, dacă există discrepanţe
din punct de vedere al înţelegerii cunoştinţelor teoretice şi practice. De exemplu, atunci când
maistrul instructor face aprecieri în legătură cu activităţile practice ale unui elev practicant. Această
evaluare este realizată de maistrul instructor prin analiza fişelor de observaţie, a fişelor de lucru, a
fişelor tehnologice (WPS-uri) completate de către elevul cursant în perioada de pregătire practică.
6.2. Evaluarea sumativă
Evaluarea sumativă stabileşte dacă elevul practicant a promovat sau nu stagiul de
pregătire practică, dobândind astfel competenţele specifice modului Sudarea în mediu de gaz
protector. Evaluarea sumativă necesită un grad mai mare de sprijin acordat elevilor din
partea maistrului instructor decât evaluarea formativă.
La sfirsitul perioadei de practică elevul trebuie să prezinte un portofoliu care să conţină :
- fişele de observaţie pentru fiecare produs/structură sudată;
- WPS-urile/fişele tehnologice;
- fisele de lucru pentru fiecare probă sudată realizată;
- studiile de caz realizate conform cerinţelor;
Pregătirea elevilor la sfârşitul perioadei de stagiu de pregătire practică poate fi testată
printr-o verificare practică. Toate informaţiile necesare realizării probei sudate se găsesc în
WPS-ul pentru evaluarea finală din ANEXA 16
Timpul necesar pentru realizarea unei probe este de 1,5 ore. Se vor pregăti din timp cele
necesare: scule, probe, sârme electrod, echipament de sudare, etc.
Testul constă din realizarea unei îmbinări sudate în colţ, în poziţia PB.
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
14

ANEXE
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
15

ANEXA 1
Fişă de observaţie nr.1.
a procesului tehnologic de obţinere a reperului/produsului
structură sudată
1. Se va supune atenţiei unul din produsele executate în secţiile de sudare în care
se desfăşoară stagiul de pregătire practică. Se vor observa cu atenţie etapele
procesului tehnologic de pregătire şi de realizare a produsului /structură sudată.
2. După încheierea activităţii de observare, se va completa fişa de mai jos.
Care este
materialul de
bază folosit la
realizarea
structurii
sudate?
Cum s-a
realizat
debitarea
materialului,
prin ce
procedeu de
debitare?
Cum s-a
prelucrat
rostul de
sudare?
Ce
procedu
de sudare
s-a
folosit?
Care sunt
materialele
de adaos
folosite la
sudare?
Ce
exchipament
de sudare s-a
folosit?
Care sunt
elementele
componente
ale instalaţiei
de sudare
utilizate?
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
16

Observaţii ale maistrului instructor, responsabil cu practica desemnat de unitatea
şcolară:----------------------------------------------------------------------------------------------------------------
----------------------------------------------------------------------------------------------------------------------------
ANEXA 2
Fişă de observaţie nr.2.
a procesului tehnologic de obţinere a produsului
structură sudată
1. Se va supune atenţiei unul din produsele executate în secţiile de sudare în care
se desfăşoară stagiul de pregătire practică. Se vor observa cu atenţie etapele
procesului tehnologic de pregătire şi de realizare a produsului/ structură sudată.
2. După încheierea activităţii de observare, se va completa fişa de mai jos.
Cum s-au
stabilit
parametrii
regimului de
sudare?
Care a fost modul
operator utilizat?
Cum s-a
realizat
controlul
îmbinărilor
sudate?
Ce defecte de
sudare au fost
depistate în
urma
controlului?
Precizaţi
metodologia
de omologare
a produsului.
Care a fost
rezultatul
omologării?
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
17

Observaţii ale maistrului instructor, responsabil cu practica desemnat de unitatea
şcolară:----------------------------------------------------------------------------------------------------------------
----------------------------------------------------------------------------------------------------------------------------
ANEXA 3
Fişă de observaţie nr.3.
a procesului tehnologic de obţinere a produsului
grindă metalică
1. Se va supune atenţiei unul din produsele executate în secţiile de sudare în care
se desfăşoară stagiul de pregătire practică. Se vor observa cu atenţie etapele
procesului tehnologic de pregătire şi de realizare a produsului/ grindă metalică.
2. După încheierea activităţii de observare, se va completa fişa de mai jos.
Care este
materialul de
bază folosit la
realizarea
grinzii
sudate?
Cum s-a
realizat
debitarea
materialului,
prin ce
procedeu de
Cum s-a
prelucrat
rostul de
sudare?
Prin ce
proceu de
sudare a
fost
realizat
Care sunt
materialele de
adaos folosite
la sudare?
Ce
exchipament
de sudare s-a
folosit?
Care sunt
elementele
componente
ale instalaţiei
de sudare
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
18

debitare? produsul? utilizate?
Observaţii ale maistrului instructor, responsabil cu practica desemnat de unitatea
şcolară:----------------------------------------------------------------------------------------------------------------
----------------------------------------------------------------------------------------------------------------------------
ANEXA 4
Fişă de observaţie nr.4.
a procesului tehnologic de obţinere a produsului
stâlp de hală
1. Se va supune atenţiei unul din produsele executate în secţiile de sudare în care
se desfăşoară stagiul de pregătire practică. Se vor observa cu atenţie etapele
procesului tehnologic de pregătire şi de realizare a produsului/ stâlp de hală.
2. După încheierea activităţii de observare, se va completa fişa de mai jos.
Cum s-a
prelucrat rostul
de sudare?
Care sunt
materialele de
adaos folosite la
sudare?
Cum s-au
satbilit
parametrii
regimului de
Care a fost
modul operator
utilizat?
Ce
exchipament
de sudare s-a
folosit?
Cum s-a realizat
controlul
îmbinărilor
sudate?
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
19

sudare?
Observaţii ale maistrului instructor, responsabil cu practica desemnat de unitatea
şcolară:
----------------------------------------------------------------------------------------------------------------------------
---------------------------------------------------------------------------------------------------------------
ANEXA 5
WPS pentru
EXERCIŢIUL1.1.
Specificaţia procedurii de sudare
WPS
WPS nr. 1.1
Pagina: 1/1
Întocmit: Data:
Procesul verbal de calificare a procedurii de sudare WPAR nr.:
Metalul de bază S235J2G3/SR EN 10025 Grosimea: 2 – 3 mm
Temperatura minimă de lucru:………..ºC
Temperatura între treceri:……………..ºC
Nivelul de acceptare a defectelor: B conform SR EN 25817
(Clasa de calitate a execuţiei îmbinării sudate)
Prescripţii pentru materialul de adaos:
Conform recomandărilor producătorului
Metoda de pregătire:perie de sârmă şi eventual polizare
Curăţarea zgurii:
Poziţia de sudare: PA Susţinerea rădăcinii: -
Dispunerea rândurilor: -
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
20

Prinderea provizorie: -
Temperatura minimă: -
Lungimea prinderilor provizorii: -
Numărul total al prinderilor provizorii: -
Număr prinderi provizorii/metru: -
Poziţia de sudare: PA,
Important:
Unele depuneri sunt plate.
Cu experienţă şi şansă veţi putea depune rânduri plate.
RândProcedeul
de sudare
Materialul de
adaosDiametrul
Marca sârmei
cf. SR EN 440
Gazul de protecţie
cf. SR EN 439
Debitul
(l/min)
1 135 Sârmă plină 0,8 G2Si M21 (80%Ar+20%CO2) 7-12
RândPolaritatea
curentului
Curentul
de
sudare
Viteza *
de avans
a sârmei
Lungimea
capătului
liber
Tensiunea
arcului
Viteza de
sudare
Energia
liniarăInductanţa
- - (A) (m/min) (mm) (V) (cm/min) (kJ/cm) -
1 CC+ 70-110 4-5 10-15 15-18 20-40 1,6-5,9
Important:
Ţineţi arcul scurt; Îndepărtaţi stropii după sudare
* Prin modificarea vitezei de avans a sârmei electrod se reglează intensitatea curentului de sudare
ANEXA 6
Fişă de lucru nr.1.1.
Se sudează în poziţia de sudare PA( orizontală) conform WPS pentru EXERCIŢIUL 1.1.
Maistrul instructor va asista la alegerea sârmei electrod potrivită. Sârma electrod potrivită
pentru acest exerciţiu este G2Si/G3Si1, conform SR EN 440 sau SG2, conform DIN 8559.
Aspecte importante de reţinut în timpul sudării
Duza de gaz trebuie menţinută curată. Dacă duza este obturată cu stropi de metal,
debitul de gaz scade şi pot apărea pori în sudură.
Este esenţial să se menţină o viteză uniformă de sudare şi o valoare constantă a
lungimii capătului liber. Se va începe prin a suda cu arc scurt.
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
21

Se utilizează sudarea “înainte” şi de asemenea “înapoi” (tragerea sau împingerea
arcului).
Multe surse nu au aparate de măsură montate pe ele pentru a indica curentul şi
tensiunea. În acest caz se va solicita maistrului instructor să regleze curentul de
sudare şi tensiunea arcului cu aparate portabile, astfel încât să existe o bună corelaţie
între viteza de avans a sârmei electrod şi tensiunea arcului.
Pentru a măsura precis viteza de avans a sârmei se va derula sârma timp de 30 de
secunde şi se va măsura lungimea derulată. Se va înmulţi lungimea derulată cu 2
pentru a obţine viteza reală pe minut. Se compară valoarea obţinută cu valoarea
indicată de echipament.
Pe întreaga durată a exerciţiului, se vor păstra constante valorile vitezei de avans a sârmei şi
a debitului de gaz prescrise.
Se va completa tabelul cu datele şi valorile parametrilor tehnologici de sudare utilizaţi
RândProcedeul de sudare
Materialul de adaos
DiametrulMarca sârmeicf. SR EN 440
Gazul de protecţiecf. SR EN 439
Debitul(l/min)
1135
RândPolaritatea curentului
Curentul de
sudare
Vitezade avansa sârmei
Lungimea capătului
liber
Tensiunea arcului
Viteza de sudare
Energia liniară
Inductanţa
- - (A) (m/min) (mm) (V) (cm/min) (kJ/cm) -
1CC+
ANEXA 7
WPS pentru EXERCIŢIUL1.2.
Specificaţia procedurii de sudareWPS
WPS nr. 1.2Pagina: 1/2
Întocmit: Data: Procesul verbal de calificare a procedurii de sudare WPAR nr.:Metalul de bază S235J2G3/SR EN 10025 Grosimea: 3 – 5 mm Temperatura minimă de lucru:………..ºCTemperatura între treceri:……………..ºC
Nivelul de acceptare a defectelor: B conform SR EN 25817(Clasa de calitate a execuţiei îmbinării sudate)
Prescripţii pentru materialul de adaos:
Conform recomandărilor producătorului
Metoda de pregătire:perie de sârmă şi eventual polizareCurăţarea zgurii:
Poziţia de sudare: PB Susţinerea rădăcinii: - Dispunerea rândurilor: -
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
22

Prinderea provizorie: 135Temperatura minimă: -Lungimea prinderilor provizorii: 10 mmNumărul total al prinderilor provizorii: 2Număr prinderi provizorii/metru: -Poziţia de sudare: PB
Important: Parametrii tehnologici sunt valabili pentru sudarea cu arc scurt.Grosimea sudurii la o trecere: a = 3 mm.
RândProcedeul de sudare
Materialul de adaos
DiametrulMarca sârmeicf. SR EN 440
Gazul de protecţiecf. SR EN 439
Debitul(l/min)
1-n 135 Sârmă plină 0,8 G2Si M21 (80%Ar+20%CO2) 7-12
RândPolaritatea curentului
Curentul de
sudare
Viteza *de avansa sârmei
Lungimea capătului
liber
Tensiunea arcului
Viteza de sudare
Energia liniară
Inductanţa
- - (A) (m/min) (mm) (V) (cm/min) (kJ/cm) -
1-n CC+ 125-140 7,5-9,0 10-15 18-20 25-35 3,9-6,7
Important:Ţineţi arcul scurtÎndepărtaţi stropii după sudare* Prin modificarea vitezei de avans a sârmei electrod se reglează intensitatea curentului de sudare
ANEXA 8
Fişă de lucru nr.1.2.
Se sudează în poziţia de sudare PB, conform WPS pentru EXERCIŢIUL 1.2.
Sudarea îmbinărilor în T în poziţie PB, orizontală cu perete vertical, este o poziţie obişnuită
pentru îmbinări în colţ din table subţiri. La fel ca la poziţia PA, se oferă o bună observare a
băii de sudură şi a capătului liber al electrodului, iar elevul practicant are o poziţie comodă în
timpul exerciţiului.
Se pot utiliza aceleaşi sârme ca şi în exerciţiul precedent.
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
23

Aspecte importante de reţinut în timpul sudării
Duza de gaz trebuie menţinută curată.
Este esenţial să se menţină o viteză uniformă de sudare şi o valoare constantă a
lungimii capătului liber.
Se va ăstra capul de sudare în unghi corect faţă de margini şi sensul de înaintare
Se foloseşte sudarea “înainte” şi de asemenea “înapoi” (tragerea sau împingerea
arcului).
Se va începe prin a suda cu arc scurt.
Pe întreaga durată a exerciţiului, se vor păstra constante valorile vitezei de avans a
sârmei şi a debitului de gaz prescrise.
Se va completa tabelul cu datele şi valorile parametrilor tehnologici de sudare utilizaţi
Rând
Procedeul de sudare
Materialul de adaos
DiametrulMarca sârmeicf. SR EN 440
Gazul de protecţiecf. SR EN 439
Debitul(l/min)
1-n 135
Rând
Polaritatea curentului
Curentul de
sudare
Vitezade avansa sârmei
Lungimea capătului
liber
Tensiunea arcului
Viteza de sudare
Energia liniară
Inductanţa
- - (A) (m/min) (mm) (V) (cm/min) (kJ/cm) -
1-n CC+
ANEXA 9
WPS pentru EXERCIŢIUL1.3.
Specificaţia Tehnologiei de Sudare a producătorului
Welding procedure specification
WPS nr.Pagina:Data:
Localitatea: Examinator sau organism de verificare:Nr. de referinţă a procedurii de sudare ............................................................................a producătorului: WPAR No 1 Metoda de pregătire şi curăţare a rostului:Producător: Curatire la luciu metalic prin polizare cu FLEXNumele sudorului: Specificaţia metalului de bază:Procedeul de sudare: 141 cf.ISO 4063 EN 10020-X70CrNi18-8 (AISI 304) Tipul îmbinării: BW cf.EN 287-1 Grosimea materialului de bază (mm): 4,0Poziţia de sudare: PA cf.ISO 6947 Diametrul exterior (mm): -Detalii de pregătire a îmbinării:
Schema de pregătire a îmbinării Succesiunea operaţiilor de sudare
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
24

Prinderea provizorie: 141Lungime prinderi provizorii: 8-10 mmNumar prinderi provizorii; 2Pozitia de sudare: PAOrdinea de sudare: vezi figura
Detalii de sudare:Rând Procedeul
desudare
Diametrul electrodului
(sârmei)(mm)
Curentul de sudare
(A)
Tensiunea arcului
(V)
Natura curentului/ polaritatea curentului
Viteza de
avans a sârmei
(m/min)
Viteza de
sudare
cm/min
Energia
liniară
kJ/cm1 141 2,4 130 10-11 cc- - 8-10 6,5-6,32 141 2,4 140 10-11 cc- - 10-11 6,3-6,1
Metalul de adaos, codificare şi marca Informaţii suplimentare (de ex.):de fabricaţie: EN 1668-2000 W2Cr18 Ni8Ti Pendulare (lăţimea max. a rândului (mm):- Prescripţii speciale de uscare: - Oscilaţie (amplitudine, frecvenţă, temporizare): -Fluxul/Gazul de protecţie: EN 439 I1
- la rădăcină: - Debitul gazului:- de protecţie:8 l/min
- la rădăcină:- Poziţionarea pistoletului:Electrodul de wolfram (tipul, diametrul): - lungimea capătului liber lcl =:5-6 mmEN 26848 WT20- 2,4 mmDetalii pentru scobire/Suport la rădăcină: - - distanţa duză de gaz/piesă :8-10 mm
- lungimea arcului: la=2-3 mmTemperatura de preîncălzire:- - unghiul de înclinare al capului desudare: =10-15
- sensul de sudare: spre stanga-impingereTemperatura între straturi:- Tratamentul termic postsudare şi/sau de îmbătrânire: - timp, temperatură, metodă:-- viteza de încălzire şi de răcire:-
ANEXA 10
Fişă de lucru nr.1.3.
Se sudează în poziţia de sudare PA, conform WPS pentru EXERCIŢIUL 1.3.
Sudarea îmbinărilor cap la cap orizontale/poziţie PA, este o poziţie obişnuită pentru
îmbinările realizate prin procedeul WIG. Materialul de adaos folosit este EN 1668-2000
W2Cr18 Ni8Ti conform WPS pentru exerciţiul 1.3.
Aspecte importante de reţinut în timpul sudării
Duza de gaz trebuie menţinută curată.
Este esenţial să se menţină o viteză uniformă de sudare.
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
25

Se păstrează capul de sudare în unghi corect faţă de margini şi sensul de înaintare,
conform detaliilor din WPS.
Se va începe prin a suda cu arc scurt.
După ce s-a analizat cu atenţie WPS-ul pentru acest exerciţiu, respectând toate datele
indicate, se va realiza îmbinarea sudată şi se va completa tabelul cu datele şi valorile
parametrilor tehnologici de sudare utilizaţi.
RândProcedeul de sudare
Materialul de adaos
DiametrulMarca sârmei
cf. En1668-2000Gazul de protecţie
cf. EN 439 I1Debitul(l/min)
1 141
2 141
RândPolaritatea curentului
Curentul de sudare
Tensiunea arcului Viteza de sudare Energia liniară
- - (A) (V) (cm/min) (kJ/cm)
1 cc-
2cc-
ANEXA 11
Studiu de caz nr.1
Observaţi cu atenţie reprezentările detaliate
pentru îmbinărilor sudate din figurile alăturate.
Precizaţi următoarele:
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
26

- ce tipuri de îmbinari sudate sunt reprezentate
în fig. a şi b.
- ce reprezintă următoarele notaţii: α, s, b, c?
- cum s-au realizat aceste îmbinări (număr de treceri, Fig.a
mod operator)?
Reprezentaţi simplificat îmbinările sudate indicate
în fig a şi b, conform SR EN 22553, ISO 2553/ 1995,
privind reprezentările simbolice pe desen
Fig.b
ANEXA 12
Studiu de caz nr.2
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
Observaţi cu atenţie reprezentarea detaliată a următoarelor
îmbinări sutate.
Precizaţi următoarele:
- ce fel de îmbinări sudate sunt reprezentate în fig. a, b, c?
- ce repreznită notaţiile specifice fiecărei imbinări sudate?
- cum s-au realizat aceste îmbinări sudate (număr de
treceri, mod operator)?
Reprezentaţi simplificat îmbinările sudate indicate în
fig. a, b şi c, conform SR EN 22553, ISO 2553/ 1995,
privind reprezentările simbolice pe desen
27

Fig.a
Fig.b
Fig.c
ANEXA 13
Studiu de caz nr. 3
În funcţie de numărul de treceri îmbinările sudate pot fi:
- printr-o singură trecere;
- prin treceri multiple;
La sudarea componentelor de grosimi mici (≤ 5 mm) îmbinarea sudată se poate realiza printr-
o singură trecere, iar la grosimi medii sau mari îmbinarea sudată se realizează prin treceri
multiple.
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
28

Indicaţi modul de umplere a unei îmbinări sudate având grosimea de 15 mm şi rostul
prelucrat în U / Y.
ANEXA 14
Studiu de caz nr. 4
În funcţie de poziţia relativă a componentelor de sudat există mai multe tipuri de îmbinări
sudate. Priviţi cu atenţie care este poziţia componentelor de sudat şi precizaţi ce fel de
îmbinări sudate sunt reprezentate detaliat în fig A, B, C, şi D.
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
În imaginea alăturată este prezentată o
îmbinare sudată cap la cap în poziţie
orizontală cu rost în V. Analizaţi cu atenţie
care este modul operator de sudare:
- număr de treceri;
- diferenţa dintre stratul de rădăcină şi
straturile de umplere;
- pendularea electrodului;
- ce grosimi de materiale se sudează cu
un astfel de mod operator?
29

Reprezentaţi simplificat fiecare îmbinare sudată indicată în fig. A, B, C, D, conform SR EN
22553, ISO 2553/ 1995, privind reprezentările simbolice pe desen.
ANEXA 15
WPS pt. evaluarea finalăSpecificaţia procedurii de sudare
WPSWPS nr. Test 1.1Pagina: 1/1
Întocmit: Data: Procesul verbal de calificare a procedurii de sudare WPAR nr.:Metalul de bază: S235J2G3/SR EN 10025 Grosimea: 5 – 13 mm
Temperatura minimă de lucru:………..ºCTemperatura între treceri:……………..ºC
Nivelul de acceptare a defectelor: B conform SR EN 25817. Ideal conform nivelului de acceptare C
Prescripţii pentru materialul de adaos:
Conform recomandărilor producătorului
Metoda de pregătire:curăţire/polizareCurăţarea zgurii: -
Poziţia de sudare: PB Susţinerea rădăcinii: - Dispunerea rândurilor: -
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
30

Prinderea provizorie: 135Temperatura minimă: -Lungimea prinderilor provizorii: 10 mmNumărul total al prinderilor provizorii: 2Număr prinderi provizorii/metru: -Poziţia de sudare: PB
Important:
Prelevarea epruvetelor conf. SR EN 287/1, cap.7.2. Grosimea sudurii “a”:
Var.A.: a = 5 mm Var.B.: a= 6 mm
RândProcedeu
l de sudare
Materialul de adaos
DiametrulMarca sârmeicf. SR EN 440
Gazul de protecţiecf. SR EN 439
Debitul(l/min)
Var.A-1Var.B-1
135135
Sârmă plinăSârmă plină
0,81,2
G2SiG2Si
M21 (80%Ar+20%CO2)
M21 (80%Ar+20%CO2)
7-1215-20
RândPolaritatea curentului
Curentul de
sudare
Viteza *
de avansa sârmei
Lungimea
capătului liber
Tensiunea arcului
Viteza de sudare
Energia liniară
Inductanţa
- - (A) (m/min) (mm) (V) (cm/min) (kJ/cm) -
VarA-1VarB-1
CC+150-170270-300
8-108-10
15-2018-22
20-2430-33
21-2535-40
7,9-11,612,1-17,0
Important:Îndepărtaţi stropii după sudare* Prin modificarea vitezei de avans a sârmei electrod se reglează intensitatea curentului de sudare
ANEXA 16
JURNAL DE PRACTICĂ
Elev:
Perioada:
Locaţia:
Modulul: Sudarea în mediu de gaz protector
Tema:
Sarcina de lucru:
În jurnalul de practică elevul va completa următoarele informaţii:
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
31

1. Care sunt activităţile relevante pentru modulul de practică pe care le-aţi
observat sau le-aţi desfăţurat?
2. Ce lucrări noi aţi învăţat ?
3. Care au fost evenimentele sau lucrările care v-au plâcut ? Motivaţi.
3. Menţionaţi evenimentele care nu v-au plăcut.
BIBLIOGRAFIE
[1]. Aichele, G. – 116 Regului de sudare în mediu de gaz protector
[2]. Burcă, M. Negoiţescu, St. – Sudarea MIG/MAG, Ediţia a II-a, Editura Sudura, 2004
[3]. Miloş, L. Burcă, M. – Curs practice de sudare MAG, Editura Politehnica, Timişoara, 2006
[4]. Miloş, L. – Bazele prelucrării prin sudare, Editura Politehnica, Timişoara, 2003
[4]. Miloş, L. – Procese de sudare, Editura Politehnica, Timişoara, 2006
[5]. Tusz, F. – Tratat de sudură, Editura Sudura, 2003
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
32

[6]. *** - Colecţie de standarde comentate în domeniul sudării şi procedeelor conexe, Editura
Sudura, Timişoara, 2002-2004
Acest material a fost elaborat prin finanţare Phare în proiectul de Dezvoltare instituţională a sistemului de învăţământ profesional şi tehnic
33