SUDAREA BOLTURILOR dcfasd

of 21
-
Upload
marin-bogdan -
Category
Documents
-
view
280 -
download
1
Transcript of SUDAREA BOLTURILOR dcfasd
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
1/21
SUDAREA BOLTURILOR (GUJOANELOR)CU ARC ELECTRIC SIPRESIUNE
Prin termenul de „sudare a bolturilor” se intelege in general
sudarea cu arc electric si presiune dar si si procedee conexe,- sudarea prinrezistenta sau prin frecare a bolturilor, procedee mai putin raspindite.
La procedeul de sudare a bolturilor, arcul electric amorsat intrebolt si piesa topeste ambele parti, care dupa un anumit timp se imbinaprin presare.
S-au consacrat mai multe variante ale procedeului care difera prinmodul de amorsare a arcului electric si natura sursei de curent, - amorsareprin ridicare cu sursa de sudare in curent continuu, sau amorsare prin virf fuzibil cu sursa energetica – bateria de condesatoare.
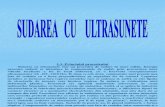
1 Sudarea bolturilor cu arc electric aor!at "ri# ridicare
Variantele de sudare cu arc electric amorsat prin ridicare sunt prezentategeneric in imaginile din gura !, a, b si c
Figura 1 b Sudarea bolturilor cu arc electric in curent continuu
amorsat prin ridicare cu timp scurt ( AR – 10)
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
2/21
Figura 1 c Sudarea bolturilor cu arc electric
amorsat prin ridicare cu energie inmagazinata ( EI)
Principalele carateristici ale procedeelor de sudare a bolturilor cuarc electric amorsat prin ridicare sunt sunt prezentate in tabelul !.
"abelul !
Procedeu de sudare Timp de sudare
[ms]
Diametru bolt
[mm]
Intensitate curent
[A]
Protectie baiesudura
Gr tab
Amorsare prin ridicareAR – 10
min. 100 3-! 00-!00 I"#PG# $
Amorsare prin ridicare
cu timp scurt Ar –10.
10 -100 3-1 ma%. 100 &P#PG#I" 1#'
Amorsare prin ridicarecu ener(ie inma(a)inata
ma%.10 -* ma%. +000 &P#PG 1#1
#$ – inel ceramic% P& – protectie gaz% 'P – fara protectie
(.! 'azele procedeului de sudare a bolturilor in curent continuu cu arcelectric amorsat prin ridicare
Pentru declansarea procesului de sudare, boltul este ridicat printr-un mecanism de ridicare, - intre virful boltului si piesa, amorsindu-se unarc pilot urmat de arcul principal. Prin incalzirea produsa de arcul electric,se topeste capatul boltului si materialul de baza. )upa timpul de trecere acurentului, boltul este impins cu o forta de apasare, - max. !**+, in baiatopita.
#n imaginile din gura , a si b, sunt prezentate generic principalele fazeale procedeului de sudare a bolturilor cu protearea arcului si a baii de
sudare cu inel ceramic, - gura arespectiv cu protearea arcului si a baiide sudare in mediu de gaz inert, gura b.
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
3/21
$i%ura & a' Sudare bolturilor cu i#el ceraic
A- start sudare, – ridicare amorsare arc " – plon/are , d – sirsit sudare
"
D
A
&i(ura b udare bolturilor in mediu de (a) protector A- start sudare, – ridicare amorsare arc " – plon/are , d – sirsit sudare
)in punct de vedere al protectiei baii deosebim urmatoarele procedee
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
4/21
Sudare bolturilor cu inel ceramic / #$0-, inelul ceramic este un„consumabil”, de regula acesta se indeparteaza dupa realizareasudurii%
Sudarea bolturilor in mediu protector de gaz / P&0, - la otel
utilizindu-se preponderent cu asmestec de gaze (1 2r si !(1 $3, iarla aluminiu argon !**1.
sudare bolturilor fara protectia baii/ 'P0, - procedeu aplicabil ladiametre de bolt de max.!* mm si timpi de sudare max. !**ms.
Procedeul de sudare a bolturilor in curent continuu cu arc amorsat prinridicare este aplicabil la sudarea materialelor similare si disimilare ,conform celor prezentate in tabelul
"abelul
2aterial bolt#
2aterial de ba)a
tel nealiat pentru constructii
4 – 35-3
Alte
teluri nealiate
teluri ino%idabile teluri termore)istente Aalal
tel pentru constructiisimilar- 4 35 4 !
1 3 0
Alte oteluri nealiate 3 0
teluri ino%idabile 3 3 1 3 0
teluri termore)istente 0
Aluminiu si alia/e dealuminiu 0 0 0 0 1
S#icatia #otatiilor 1* +oarte bi#e( "e#tru co#!tructii "orta#te)
&* bi#e ( "e#tru co#!tructii "orta#tecu liitari),
-* co#ditio#at ( #u "e#tru co#!tructii "orta#te)
. / #u !e "oate !uda0
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
5/21
Prin acest procedeu se pot suda bolturi cu sectiune rotunda, parata ,dreptung4iulara etc.. sudate cel mai frecvent pe suprafete plane . #ninmaginea din gura sunt prezentate forme diverse de „bolturi”,sudabile prin procedeul cu arc amorsat prin ridicare in variantel#$5P&.
$i%ura & $ore dier!e de 2bolturi3' !udabile "ri# "rocedeul cu arcaor!at "ri# ridicare
i# aria#tele IC4PG0
6olturile se sudeaza in preponderent in pozitie verticala, perpendicular pesuprafata piesei, ind posibile insa toate pozitiile. #n cazul bolturilor dinotel sudate prin procedeul27 – !**, se sudeaza astfel
in pozitei orizontala, max. ) 8 9 mm%
in pozitie verticala, max. ) 8 !: mm / cu inel special ) 8 !; mm0%
peste cap, max. ) 8 !; mm.
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
6/21
Pre%atirea "ie!elor "e#tru !udare
Pentru a nu in
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
7/21
4[mm]
P[mm]
4[mm]
P[mm]
* 1* 8! 10 830 00
' 1' 8! 10 83!
10 0 8! 1! 8+0
13 ! 830 1! 8+!
1* 30 30 0 !0 100
19 3! +0 ! !!
+! +0 30 *!
& Sudarea bolturilor cu e#er%ie i#a%a5i#ata' cu aor!are "ri ir+ +u5ibil
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
8/21
La aceasta varianta de aprocedeului de sudare a bolturilor s e utilizeaza un asa zis virf fuzibil realizat in partea frontala a boltului care se sudeaza, virf fuzibil care face posibilaamorsarea arcului prin vaporizarea sa la trecerea curentului de sudare. 2cest mod deamorsare se utilizeaza numai in cazul sudarii cu energie inmagazinata, deosebindu-sedoua te4nici de sudare, prezentate generic in gura B, a si b
2. sudarea bolturilor cu energie inamagazinata cu contact initial%
6. sudarea bolturilor cu energie inamagazinata fara contact initial%
'igura B . Sudarea cu energie inmagazinata a bolturilor
A0 !udarea bolturilor cu e#er%ie i#aa%a5i#ata cu co#tact i#itial,
B0 !udarea bolturilor cu e#er%ie i#aa%a5i#ata +ara co#tact i#itial%
#n cazul sudarii fara contact initial, in varianta 6, se obtine un timp desudare si mai scurt, boltul ind intr-o pozitie initiala, la o distanta reglabilade piesa, spre care ploneaza in momentul declansarii procesului desudare. 2plicarea acestei te4nici este avantaoasa in cazul sudariialuminiului si aliaelor sale. La sudrea pe placi de grosime mare se
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
9/21
recomanda varianta de sudare 2. Procedeul nu nedesita inele ceramicesau gaze de protectie.
Prin procedeul de sudare a bolturilor cu ener(ie inma(a)inata in baterie decondesatoare se pot suda bolturi din otel nealiat si aliat dar si din aluminiu cupru alama
combinatiile de materiale incercate iind pre)entate in tabelul 1.1. Datorita topirii supericiale:cca. 01mm adancime; si timpului scurt de sudare se pot suda materiale cu proprietatidierite dar pentru o aplicatie data se impune 6eriicarea imbinarii pentru a se constata dacasatisace conditiile de re)istenta mecanica cerute.
Tabelul +
Material
tabla
Material bolt
Otel pentruconstructii
nealiat
(Cr max 0,3 %)
Tablezincate
din OL
OteluriCr-Ni
CuZn3
!l"#3 !l$$,
!l"#
&i
OL 37-3 1 2 1 1 0 0 0
OL CrNi 14301/14303 1 2 1 2 0 0 0
CuZn 37(Am63) 1 1 2 1 0 0 0
AlMg3 0 0 0 0 1 2 1
Al!" 0 0 0 0 2 1 2
Al#i12 0 0 0 0 1 2 1
! - bine sudabil
- sucient de bine sudabil, functie de aplicatie
* - nesudabil
Forma boltului
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
10/21
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
11/21
ormare mai intensa a porilor in cusatura pentru ca a)otul din aer este antrenat mai intens in)ona arcului electic. 4a intensitati mari ale curentului de sudare 6aporii de metal ormati dearcul electric prote/ea)a baia topita. @tili)and (a) de protectie se pot obtine imbinari sudateara pori pentru o (ama mai lar(a a intensitatii curentului de sudare.
Parametrii de sudare. 2arimea parametrilor de sudare este in unctie de diametrulcapatului de bolt care se sudea)a. ?%perienta a demonstrat ca pentru un anumit capat de bolt
produsul intre curentul si timpul de sudare este constant.
Domeniul abaterii curentului de sudare limitat la ±10 se datorea)a luctuatiilortensiunii retelei. Ale(and curentul si timpul de sudare corelate cu diametrul boltului se obtinre)ultate bune la sudare.
7alori orientati6e pentru apro%imarea curentului respecti6 timpului de sudare necesarse pot obtine cu relatiile B
I :A; C '0.d :mm; - pentru bolturi cu diametrul de ma%im 1mm,
I :A; C 90.d :mm; - pentru bolturi cu diametrul intre 1-1!mm ,
t :s; C 00+.d
4a imbinarile sudate ale bolturilor pe table cu acoperiri de protectie se remarca aptul ca odata cu cresterea 6alorii tensiuniila sudare e%pul)arile sunt mai puternice uniorm distribuite si eectul de inne(rire mai accentuat. 4a bolturile care au un(uler de dimensiuni mai mari eectul de inne(rire este mai estompat datorita (ulerului e%istent.
2.1. onsiderente generale pri!ind sudarea bolturilor pe table cu acoperiri de protectie
"ablele cu acoperiri de protectie se utilizeaza din ce in ce mai multin fabricatia de serie a autove4iculelor. )in motive economice si micsorarea greutatii se prefera utilizarea tablelor cu grosime mica si care sanecesite prelucrari ulterioare minime.
Sudarea bolturilor pe table cu grosimi in domeniul *,9 - Bmm seefectueaza cu variante ale procedeului care sa asigure o patrundere mica.La astfel de grosimi de tabla se preteaza sudarea bolturilor cu diametrulmaxim de (mm, dar mai ales cu diametre cuprinse intre B - :mm.
La sudarea tablelor cu acoperiri de protectie energia de sudaretrebuie sa e sucient de mare pentru a asigura o calitate constanta asudurii. Pentru aceasta, acoperirea de protectie trebuie indepartataintegral e in arcul electric, e in prealabil in zona sudurii cu un altprocedeu diferit de cel de sudare. Pe de alta parte, pentru a evitadeteriorarea suprafetei tablei opusa celei pe care are loc sudarea, si careeste de obicei tot acoperita, este necesar ca energia de sudare sa esucient de mica.
3 alta conditie care trebuie respectata pentru a putea obtine
suduri de calitate corespunzatoare este ca piesa sa e bine xata si sa seevite c4iar si cele mai mici deplasari in timpul procesului de sudare.
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
12/21
)e asemenea stropii care se formeaza la sudare sau afumareatablei care are loc prin arderea arcului electric pot deteriora acoperirea deprotectie a tablei.
Sudarea bolturilor pe table zincate
"ablele zincate au o mare pondere in domeniul tablelor acoperitepe care se sudeaza bolturi. "emperatura de vaporizare a zincului estede ;*:* $ si este mult mai mica decat temperaturile care se ating lasudarea bolturilor. )in aceasta cauza se formeaza cantitati mari de vaporide zinc. )aca timpul de sudare este prea scurt, zincul vaporizat producepori in zona metalului topit al imbinarii sudate.
La o zincare galvanica cu o grosime a stratului de cca. 9µm sepoate utiliza aproape ecare varianta de sudare a bolturilor, inclusiv cea
cu varf fuzibil. Se prefera totusi varianta sudarii cu energie inmagazinatacu amorsarea prin varf fuzibil cu contact initial. La table zincate cugrosimea stratului de protectie de !9-9 µm se poate utiliza procedeul deamorsare prin varf fuzibil pentru bolturi cu diametrul pana la :mm,calitatea sudurilor neind insa constanta.
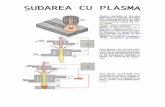
#n imaginile din gura A 2 si 6 sunt prezentate regimuri te4nologicedeterminate experimental la sudarea bolturilor cu energie inmagazinata.
Sunt prezentate imbinari sudate realizate pe table zincate electroc4imiccu grosimea de *,9 mm, cu bolturi din otel cuprat si din otel inoxidabil, cu
varf conic si fuzibil, remarcandu-se faptul ca odata cu cresterea valoriitensiunii la sudare expulzarile sunt mai puternice, uniform distribuite siefectul de innegrire mai accentuat. Pe partea opusa imbinarii nu seobserva amprentari mecanice sau termice.
A
"aterial
tabla Zincata electroc'
bolt Otel cuprat
&tareasupraetei
tablei
Curatire locala abrazia
*rosime
tabla0, mm
+iametru bolt "
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
13/21
Tip ar bolt uzibil
Tensiune
incarcare () .00 ..0
./
0 .30 .0
&uport racire 1laca Cu
2
"aterial
tabla Zincata ele
bolt Otel inox
&tarea supraetei
tableiCuratire locala abrazi
*rosime tabla 0, mm
+iametru bolt "
Tip ar bolt uzibil
Tensiune incarcare()
./0 .30
&uport racire 1laca Cu
Figura " Regimuri te#nologice de sudare a bolturilor pe table cu acoperiri
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
14/21
La sudarea bolturilor letate se remarca faptul ca odata cucresterea valorii tensiunii la sudare la peste !B*V incepe sa apara efectulde innegrire. &ulerul cu care este prevazut ecare din aceste doua tipuride bolturi acopera eventualele usoare innegriri determinand un aspectestetic placut. Pe partea opusa imbinarii nu apar amprentari mecanice sau
termice.
-Ec6i"ae#te de !udare a bolturilor0 A"licatii re"re5e#tatie
-01 Sc6ee de "ri#ci"iu "e#tru ec6i"ae#tele de !udare
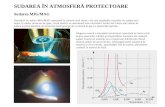
Cn ec4ipament de sudare a bolturilor pe principiul cu arc electric amorsatprin ridicare, consta dintr-un pistol de sudare sau cap de sudare in care sexeaza mandrina cu boltul de sudat. 2ctionarea pistoletului la cursa deridicare se realizeaza printr-un sistem pneumatic sau electromagnetic. #nimagine din gura 9 este prezentata structura unui ec4ipamant de sudarea bolturilor in curent continuu cu amorsare prin ridicare.
$i%ura 7 !tructura u#ui ec6i"aa#t de !udare a bolturilor i# cure#t co#ti#uu cuaor!are "ri# ridicare0
1 / !i!te de ridicare' &* a#dri#a' - / bolt ' 8* i#el ceraic' 7 / "laca de ba5a
9 / a#dri#a :are co#tact' ; / ec6i"ae#t'* !ura e#er%etica !i !i!te decoa#da
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
15/21
Cn ec4ipament de sudare cu energie inmagazinata, in varianta cuamorsare prin virf fuzibil, consta dintr-o baterie de condesatoare, o partede comanda care asigura incarcarea si descarcarea acesteia si capul desudare care are in compunere mandrina de pozitionarea si xare a boltuluisi un sistem care asigura delasarea acestuia. #n imagine din gura : este
prezentata structura unui ec4ipamant de sudare a bolturilor cu energieinmagazinata cu amorsare prin virf fuzibil.
'igura : Structura ec4ipamant de sudare a bolturilor cu energie inmagazinata cuamorsare prin virf fuzibil.!- sistem de ridicare, - mandrina, B – bolt, A –
mandrina xare piesa, 9 – sistem de sudare cu baterie de condesatoare
#n imaginea din gura D este prezentat un sistem de sudare a bolturilor incurent continuu cu amorsare cu arc electric prin ridicare, si protectie a baiicu gaz de protectie, precum si pistoletul de sudare .
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
16/21
'igura D Sistem de sudare a bolturilor in curent continuu cu amorsare cu arcelectric prin ridicare in mediu de gaz protector
#n imaginea din gura ( este prezentat un sistem de sudare a bolturilor incurent continuu cu amorsare cu arc electric prin ridicare, si protectie a baiicu inel ceramic, precum si pistoletul de sudare .
'igura ( Sistem de sudare a bolturilor in curent continuu cu amorsare cu arcelectric prin ridicare si inele de protectie
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
17/21
#n imaginea din gura ; este prezentat un sistem de sudare a bolturilorin cu energie inmagazinata cu amorsare cu virf fuzibil, precum sipistoletul de sudare.
'igura ; Sistem de sudare a bolturilor in cu energie inmagazinata cu amorsarecu virf fuzibil
#n imaginile din gura !*, 2,6 si $ sunt prezentate imagini de imbinari reprezentative,realizate prin procedeele de sudare a bolturilor in curent continuu cu arc amorsat prin ridicare inmediu de gaz protector
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
18/21
$i%ura 1.' A Ibi#ari re"re5e#tatie a bolturilor cu arc aor!at "ri#ridicare
i# ediu de %a5 "rotector
$i%ura 1.' B Ibi#ari re"re5e#tatie a bolturilor cu arc aor!at "ri#ridicare
cu "rotectie abaii cu i#el ceraic
$i%ura 1.' C Ibi#ari re"re5e#tatie a bolturilor cu arc aor!at cu ir+ +u5ibil
cu e#er%ie i#a%a5i#ata0
-
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
19/21
#mbinarile sudate cu bolturi sunt supuse urmatoarelor vericari
2. #ncercari nedistructive
controlul vizual al imbinarii%
controlul parametrilor de sudareE
controlul scurtarii la sudare%
incercarea la tractiune cu incarcare limitata%
incercarea la indoire cu incarcare limitata%
controlul cu ultrasunete la )F !A mm
6. #ncercari distructive
incercarea la tractiune sudura este buna daca se rupe in =6%
incercarea la indoire cu crestatura consta in ruperea prin lovirein zona imbinarii sudate /gura !!0, urmarindu-se evidentierea unoreventuale defecte de sudare si aspectul rupturii / pori, suri, incluziuni,etc.0
Pentru imbinari sudate cu bolturi de otel 3L BD S"2S 9**5 – (*
conform S"2S !B*!; – ;!, suma suprefetelor tuturor defectelor trebuiesa e mai mica de 91 din sectiunea transversala a blotului, iardiametrul ecarui defect sa nu depaseasca *1 din diametrul boltului.Porii cu diametrul mai mic de *,9 mm nu se iau in considerare.
#ncercarea la indoire prin lovire, consta in deformarea plastca prinlovire a unei imbinari sudate cu bolturi, pina la indoirea cu unung4i α sau pina la aparitia surilor in zona sudata. Cng4iul deindoire α, trebuie sa e minim :**, daca nu se prevede altfel dedocumentatie te4nica de produs.
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
20/21
Fig. 11. Incercarea la indoire cu crestatura a bolturilor
Fig. 12. Incercarea la indoire a bolturilor
#ncercarea la indoire se executa prin lovituri de ciocan conformgurii !, dar se poate realiza si prin utilizarea unei tevi pentru realizareamomentului necesar indoirii.
Examinaraea macroscopica, urmareste evidentierea unor defectemetalograce in sudura. Se examineaza suprafetele pregatite, vericindu-se existenta unor pori, suri, defecte de legatura si ncluziuni. Pe ambelesuprafete diametrul defectelor trebuie sa e mai mic de *1 dindiametrul boltului.
-
8/18/2019 SUDAREA BOLTURILOR dcfasd
21/21
Incrcarea la duritate, urmareste evidentierea modicarii valorilor deduritate ale materialelor la sudare. )uritatea zoneiin