Sudarea Metalelor Si Aliajelor
26
Click here to load reader
-
Upload
vivaaemulus -
Category
Documents
-
view
949 -
download
0
Transcript of Sudarea Metalelor Si Aliajelor

Sudarea metalelor şi aliajelor Definitie Sudarea este procedeul tehnologic de asamblare nedemontabila a metalelor si aliajelorprin topire localacu sau farametal de adaos
Sudarea poate fi executată cu sau fără exercitarea unei forţe exterioare de apăsare a eselor care se asambleazăLocul de icircmbinare se numeşte sudurălinia de icircmbinare cordon de sudură sau cusătură Asamblările prin sudare prezintă următoarele avantaje 1048729se poate aplica unei game largi de metale şi aliaje feroase şi neferoase 1048729realizează economii de metal (15-20) icircn raport cu nituirea sau turnarea 1048729capacitatea de etanşare icircn raport cu nituirea este superioară 1048729elimină zgomotul care se icircntacirclneşte la nituire 1048729construcţiile sudate sunt mai uşoare decacirct cele turnate 1048729preţul de cost al asamblărilor sudate este mai redus 1048729procedeul de sudare se pretează automatizării
Sudabilitatea este proprietatea tehnologica a metalelor si aliajelor de a putea fi sudate Sudabilitatea metalelor şi aliajelor este influenţată de următorii factori 1048729compoziţia chimică 1048729structura cristalină 1048729calitatea materialelor
Oţelurile sunt 1 oţeluri uşor sudabile (maxim 025 C) 2 oţeluri cu sudabilitate medie (maxim 060 C) 3 oţeluri greu sudabile (minim 06 C şi alte elemente de aliereSiNiW)
Piesele din fontă se sudează numai cu preicircncălzire la 600-650 0CPiesele din cuprualuminiu se sudează icircn condiţii speciale
Clasificarea procedeelor de sudare 1048729după tehnologia de execuţie 1048729sudare prin topire 1048729sudare prin presiune
1048729după forma rostului de sudare 1048729după poziţia elementelor icircmbinării
AIcircmbinare cap la cap BIcircmbinare cu margini suprapuseCIcircmbinare de colţ DIcircmbinare de colţ
AIcircmbinare cap la cap B Icircmbinare cu margini răsfracircnte C Icircmbinare icircn T D Icircmbinare cu margini suprapuse 1048729după poziţia cordonului de sudură
Sudarea cu flacără oxigaz Pentru sudarea cu flacără oxigaz sunt necesare următoarele 1048729gaze combustibile 1048729oxigenul 1048729materiale de adaos 1048729fluxuri sau fondanţi de sudare
Acetilena (C2H2) 1048729puterea calorică 54410 KJm3N 1048729temperatura dezvoltată prin ardere icircn oxigen 3100-3200 0C 1048729prezintă pericolul de explozie
Acetilena se obţine prin reacţia chimică dintre carbid şi apă C arbidul se livrează icircn butoaie de tablă icircnchise ermeticAcestea se păstrează icircn condiţii optime de umiditate şi temperatură Carbidul cu granulaţie mare se utilizează icircn generatoarele de acetilenăiar carbidul cu granulaţie mică icircn staţii de acetilenăIcircn urma reacţiei chimice dintre carbid şi apă se dezvoltă căldură Acetilena dizolvată se produce icircn staţiile de acetilenă şi se livrează icircn buteliiEa prezintă următoarele avantaje 1048729este mai pură
1048729prezintă mai multă siguranţă icircn exploatare Gazul metan (C2H4)
1048729puterea calorică este 35830 KJm3N
CaC2 +2H2O = C2H2 + Ca(OH)2 + Q(căldură)
Gazele combustibile
1048729prin ardere icircn oxigen dezvoltă temperatura de 2000 0C
1048729se utilizează pentru sudarea aliajelor uşor fuzibile şi la tăiere Hidrogenul (H2) 1048729puterea calorică este 10710 KJm3N 1048729prin ardere icircn oxigen se dezvoltă temperatura de 2200 0C
1048729se utilizează pentru sudarea aliajelor uşor fuzibile şi a tablelor subţiri Propanulbutanul 1048729se utilizează la tăiere şi lipire
1048729puterea calorică este 9000 KJm3N Vaporii de benzină 1048729prin ardere icircn oxigen se dezvoltă temperatura de 2550 0C
1048729se utilizează pentru sudarea aliajelor uşor fuzibile şi la tăiere
Oxigenul(O2) Oxigenul se obţine prin distilarea aerului lichidEste un gaz care icircntreţine arderea P entru formarea cordonului de sudură este necasară prezenţa materialelor de adaos Aceste Materialul a trebuie să prezinte aceeaşi compoziţie chimică cu cea a metalului de bază de adaos se utilizează sub formă de sacircrmevergelecolacifacircşii de tablă Sudarea oţelurilor
1048729S10 001 C 1048729S10X puritate deosebită Sudarea fontelor
1048729VT-S30 3-35 Si 1048729VT-S36 36-48 Si Sudarea aluminiului 1048729vergele de aluminiu pentru conductoareconducte
1048729vergele de aluminiu-cupru pentru duraluminiu 1048729vergele turnate din siluminiu
Materiale de adaos Sudarea cuprului
1048729sacircrmă de cupru electrolitic CuE 1048729vergele de cupru-argint
Sudarea alamei 1048729sacircrme şi vergele din alamă
Se prezintă sub formă de prafpastă sau lichideAu rolul 1048729evită formarea de oxizi icircn baia de metal topit
1048729separă zgura din baia de metal topit 1048729asigură o răcire lentă cordonului de sudură Fluxurile au următoarele proprietăţi 1048729sunt uşor fuzibile 1048729sunt vacircscoase icircn stare topită 1048729dizolvă pelicula de oxizi
1048729greutatea specifică este mai mică decacirct a metalului de bază 1048729nu formează produse gazoase Fluxurile utilizate sunt
1048729borax 100 borax 50bicarbonat de sodiu 47 şi acid sulfuric 3(pentru sudarea oţelurilor) 1048729borax 70clorură de sodiu 20 şi acid boric 10(sudarea cuprului şi a alamei)
Instalaţia de sudare
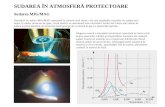
1generator de acetilenă 2butelie de oxigen 3reductor de presiune 4furtun 5supapa de siguranţă 6furtun 7arzător 8masă 9sistem de ventilaţie
Clasificarea generatoarelor de acetilenă 1048729după producţia orară 104872908 m3h 1048729125 m3h
10487292 m3h 104872932 m3h 1048729după contactul dintre carbid şi apă 1048729cu contact intermitent
1048729cu contact carbid icircn apă 1048729cu contact apă peste carbid 1048729după presiunea de lucru
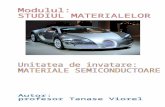
1048729cu presiune joasă 01 x 105 Pa 1048729cu presiune medie 01-15x105 Pa Fig52211Generatorul de acetilenă
Generatorul de acetilenă cu contact intermitent
1 Rezervorul se confecţionează din tablă de oţel avacircnd formă cilindrică
2 Plutitorul are rolul de acumulare a acetilenei produseAsigură contactul intermitent icircntre carbid şi apă 3 Tija are rolul de rezemare a plutitorului pe marginea rezervorului 4 Clopotul are rolul de dirijare a acetilenei produse către arzător 5 Coşul de carbid se confecţionează din bare de oţel 6 Tava pentru reziduuri 7 Ţeava de legătură 8 Ţeava de legătură 9 Ţeava de legătură 10 Epuratorul are rolul de purificare a acetilenei 11 Supapa hidraulică de siguranţă are rolul de a evita icircntoarcerea flăcării de la arzător la generatorul de acetilenă 12 Robinet 13 Conductă
Părţi componente
Funcţionarea generatorului de acetilenă
1rezervor 2tija 3tijă 4clopot 5coş pentru carbid 6tavă pentru reziduuri 7conductă 8ţeavă 9 ţeavă 10epurator 11robinet de nivel 12robinet pentru acetilenă 13conductă
G eneratorul de acetilenă funcţionează cu contact intermitentcu refularea apei
cacircnd se realizează o anumită presiune a acetileneiEl se compune din rezervorul 1 icircn care se află plutitorul 2fixat de rezervor prin tija 3iar icircn plutitor este introdus clopotul 4 icircn care se află coşul de carbid 5 şi tava de reziduuri 6acetilena produsă la contactul carbidului cu apa treceprin ţevile de legătură 789epuratorul 10supapa hidraulică de şi robinetul 12 la arzător D siguranţă 11acă consumul de acetilenă este mic sau dacă robinetul 12 este icircnchisacetilena trece prin conducta 13 şi se acumulează icircn plutitorcacircnd presiunea acetilenei creşteapa este refulată deasupra plutitorului şi se icircntrerupe contactul carbidului cu apa Dacă se deschide robinetul 12pe măsură ce acetilena este consumatăapadatorită presiunii pătrunde din nou sub clopot şi vine icircn contact cu carbidulgeneracircnd acetilenă Butelia de oxigen este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea oxigenului icircn butelie este de 150x105 PaSe vopseşte cu albastru şi inscripţia OXIGEN cu alb Butelia de acetilenă este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea acetilenei icircn butelie este de 16x105 Pa Se vopseşte cu roşu şi inscripţia ACETILENA cu alb
Robinet
Inel de cauciuc
Corp
Suport
Reductor de presiune
Icircn interiorul buteliei se introduce masă poroasă pentru a evita explozia şi acetona care favorizează icircnmagazinarea acetilenei icircn stare lichidă Epuratorul are rolul de a reţine impurităţile şi umiditateaIcircn cilindru se introduce cocs sau bucăţi mici de cărămidăgazul intră pe la partea inferioară a epuratorului şi iese pe la partea superioară
Are rolul de a evita icircntoar- cerea flăcării de la arzător la generatorul de acetilenă Sunt de două tipuri 1048729cu ţevi paralele 1048729cu ţevi concentrice
Elementele principale ale unei supape sunt 1048729robinetul pentru controlul nivelului apei 1048729dop de golire 1048729robinet de icircnchidere
manometru de icircnaltă presiune
manometru de joasă presiune
supapă de siguranţă
robinet de icircnchidere
şurub pentru reglarea brută a presiunii
piuliţă olandeză Reductorul de presiune are două funcţii 1 reduce presiunea oxigenului de la 150 atm la 25 atmşi a acetilenei de la 15-16 atm la 03-04 atm 2 menţine presiunea de lucru constantă
Funcţia de reducere a presiunii P entru obţinerea presiunii de lucru se roteşte şurubul de reglare 1 pacircnă cacircnd manometrul de joasă presiune 9 indică presiunea dorităŞrubul de reglare tensionează arcul 2şi acestaprin intermediul membranei elastice 3 şi a cuiului icircmpingător 4ridică supapa 5 de pe scaunul eiOxigenul trece din camera de icircnaltă presiune 6prevăzută cu
camera de icircnaltă presiune 7icircn camera de joasă presiune 8prevăzută cu manometru de joasă presiune 9gazul se destinde şi presiunea scadeRobinetul 10 fiind deschisoxigenul din camera de joasă presiune trece prin niplul 12 la arzătorul de sudareArcul 11 are rolul de a menţine supapa pe scaunul eiatunci cacircnd reductorul nu funcţionează
Funcţia de menţinere constantă a presiunii M enţinerea constantă a presiunii se realizează fără intervenţia sudoruluiDacă debitul de oxigen este mai mareatunci presiunea din camera de joasă presiune tinde să scadăIcircn urma scăderii presiunii oxigenuluiforţa exercitată de presiunea oxigenului asupra membranei devine mai mică decacirct forţa exercitată de arc asupra membraneişi membrana se ridicăOdată cu membrana se ridică cuiul icircmpingător şi supapamărindu-se astfel secţiunea de trecere a oxigenului din camera de icircnaltă presiune icircn camera de joasă presiunepermiţacircnd admisia unei cantităţi mai mari de oxigen icircn camera de joasă presiune
Cacircnd debitul de oxigen este mai mic fenomenul este invers celui descris
1şurub de reglare a presiunii 2arc 3membrană de cauciuc 4cui 5supapă 6camera de icircnaltă presiune 7manometru de icircnaltă presiune 8camera de joasă presiune 9 manometru de joasă presiune 10robinet 11arc 12niplu 14supapădesiguranţă Arzătorul pentru sudare este aparatul icircn care se face amestecul acetilenei cu oxigenul şi la extremitatea căruia are loc ieşirea şi arderea amestecului de gaze
Arzătorul are următoarele funcţii 1048729amestecă gazele 1048729reglează debitul gazelor 1048729produce flacăra 1048729reglează flacăra 1048729dirijează flacăra Amestecul gazelor se face prin intermediul injectorului icircn camera de amestec
Icircn procesul de sudare cu flacără oxiacetilenică mai sunt necesare 1048729trusa de sudare 1048729echipament de protecţie
1048729masa de lucru 1048729ciocane de oţelperii de sacircrmădălţipile
Bec
Ţeavă de amestec
Macircner
Robinet pentru oxigen
Robinet pentru acetilenă
Cameră de amestec InjectorMetodele de sudare sunt determinate de 3 factori icircnclinarea flăcăriiicircnclinarea şi poziţia sacircrmei de adaos şi orientarea icircn spaţiu a sudurii de executat
Sudarea spre stacircnga (icircnainte) Metoda se aplică la sudarea tablelor cu grosimi de 4-5 mm la oţel şi 3 mm la aliaje cu conductivitate termică mare
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn urma flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Sudarea spre dreapta (icircnapoi) Sudarea spre dreapta se aplică icircn cazul tablelor cu grosimi mai mari de 4 mmpentru oţeluri şi peste 3 mm la aliajele cu conductivitate termică ridicată Fig5232Sudarea spre dreapta
Flacăra oxiacetilenică
Icircn interiorul arzătorului se produce amestecul de gaz combustibil şi oxigen care la ieşire se aprindeDupă raportul celor două gaze sunt următoarele tipuri de flacără 1 flacără normală O2C2H2 =11-12
2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

AIcircmbinare cap la cap BIcircmbinare cu margini suprapuseCIcircmbinare de colţ DIcircmbinare de colţ
AIcircmbinare cap la cap B Icircmbinare cu margini răsfracircnte C Icircmbinare icircn T D Icircmbinare cu margini suprapuse 1048729după poziţia cordonului de sudură
Sudarea cu flacără oxigaz Pentru sudarea cu flacără oxigaz sunt necesare următoarele 1048729gaze combustibile 1048729oxigenul 1048729materiale de adaos 1048729fluxuri sau fondanţi de sudare
Acetilena (C2H2) 1048729puterea calorică 54410 KJm3N 1048729temperatura dezvoltată prin ardere icircn oxigen 3100-3200 0C 1048729prezintă pericolul de explozie
Acetilena se obţine prin reacţia chimică dintre carbid şi apă C arbidul se livrează icircn butoaie de tablă icircnchise ermeticAcestea se păstrează icircn condiţii optime de umiditate şi temperatură Carbidul cu granulaţie mare se utilizează icircn generatoarele de acetilenăiar carbidul cu granulaţie mică icircn staţii de acetilenăIcircn urma reacţiei chimice dintre carbid şi apă se dezvoltă căldură Acetilena dizolvată se produce icircn staţiile de acetilenă şi se livrează icircn buteliiEa prezintă următoarele avantaje 1048729este mai pură
1048729prezintă mai multă siguranţă icircn exploatare Gazul metan (C2H4)
1048729puterea calorică este 35830 KJm3N
CaC2 +2H2O = C2H2 + Ca(OH)2 + Q(căldură)
Gazele combustibile
1048729prin ardere icircn oxigen dezvoltă temperatura de 2000 0C
1048729se utilizează pentru sudarea aliajelor uşor fuzibile şi la tăiere Hidrogenul (H2) 1048729puterea calorică este 10710 KJm3N 1048729prin ardere icircn oxigen se dezvoltă temperatura de 2200 0C
1048729se utilizează pentru sudarea aliajelor uşor fuzibile şi a tablelor subţiri Propanulbutanul 1048729se utilizează la tăiere şi lipire
1048729puterea calorică este 9000 KJm3N Vaporii de benzină 1048729prin ardere icircn oxigen se dezvoltă temperatura de 2550 0C
1048729se utilizează pentru sudarea aliajelor uşor fuzibile şi la tăiere
Oxigenul(O2) Oxigenul se obţine prin distilarea aerului lichidEste un gaz care icircntreţine arderea P entru formarea cordonului de sudură este necasară prezenţa materialelor de adaos Aceste Materialul a trebuie să prezinte aceeaşi compoziţie chimică cu cea a metalului de bază de adaos se utilizează sub formă de sacircrmevergelecolacifacircşii de tablă Sudarea oţelurilor
1048729S10 001 C 1048729S10X puritate deosebită Sudarea fontelor
1048729VT-S30 3-35 Si 1048729VT-S36 36-48 Si Sudarea aluminiului 1048729vergele de aluminiu pentru conductoareconducte
1048729vergele de aluminiu-cupru pentru duraluminiu 1048729vergele turnate din siluminiu
Materiale de adaos Sudarea cuprului
1048729sacircrmă de cupru electrolitic CuE 1048729vergele de cupru-argint
Sudarea alamei 1048729sacircrme şi vergele din alamă
Se prezintă sub formă de prafpastă sau lichideAu rolul 1048729evită formarea de oxizi icircn baia de metal topit
1048729separă zgura din baia de metal topit 1048729asigură o răcire lentă cordonului de sudură Fluxurile au următoarele proprietăţi 1048729sunt uşor fuzibile 1048729sunt vacircscoase icircn stare topită 1048729dizolvă pelicula de oxizi
1048729greutatea specifică este mai mică decacirct a metalului de bază 1048729nu formează produse gazoase Fluxurile utilizate sunt
1048729borax 100 borax 50bicarbonat de sodiu 47 şi acid sulfuric 3(pentru sudarea oţelurilor) 1048729borax 70clorură de sodiu 20 şi acid boric 10(sudarea cuprului şi a alamei)
Instalaţia de sudare
1generator de acetilenă 2butelie de oxigen 3reductor de presiune 4furtun 5supapa de siguranţă 6furtun 7arzător 8masă 9sistem de ventilaţie
Clasificarea generatoarelor de acetilenă 1048729după producţia orară 104872908 m3h 1048729125 m3h
10487292 m3h 104872932 m3h 1048729după contactul dintre carbid şi apă 1048729cu contact intermitent
1048729cu contact carbid icircn apă 1048729cu contact apă peste carbid 1048729după presiunea de lucru
1048729cu presiune joasă 01 x 105 Pa 1048729cu presiune medie 01-15x105 Pa Fig52211Generatorul de acetilenă
Generatorul de acetilenă cu contact intermitent
1 Rezervorul se confecţionează din tablă de oţel avacircnd formă cilindrică
2 Plutitorul are rolul de acumulare a acetilenei produseAsigură contactul intermitent icircntre carbid şi apă 3 Tija are rolul de rezemare a plutitorului pe marginea rezervorului 4 Clopotul are rolul de dirijare a acetilenei produse către arzător 5 Coşul de carbid se confecţionează din bare de oţel 6 Tava pentru reziduuri 7 Ţeava de legătură 8 Ţeava de legătură 9 Ţeava de legătură 10 Epuratorul are rolul de purificare a acetilenei 11 Supapa hidraulică de siguranţă are rolul de a evita icircntoarcerea flăcării de la arzător la generatorul de acetilenă 12 Robinet 13 Conductă
Părţi componente
Funcţionarea generatorului de acetilenă
1rezervor 2tija 3tijă 4clopot 5coş pentru carbid 6tavă pentru reziduuri 7conductă 8ţeavă 9 ţeavă 10epurator 11robinet de nivel 12robinet pentru acetilenă 13conductă
G eneratorul de acetilenă funcţionează cu contact intermitentcu refularea apei
cacircnd se realizează o anumită presiune a acetileneiEl se compune din rezervorul 1 icircn care se află plutitorul 2fixat de rezervor prin tija 3iar icircn plutitor este introdus clopotul 4 icircn care se află coşul de carbid 5 şi tava de reziduuri 6acetilena produsă la contactul carbidului cu apa treceprin ţevile de legătură 789epuratorul 10supapa hidraulică de şi robinetul 12 la arzător D siguranţă 11acă consumul de acetilenă este mic sau dacă robinetul 12 este icircnchisacetilena trece prin conducta 13 şi se acumulează icircn plutitorcacircnd presiunea acetilenei creşteapa este refulată deasupra plutitorului şi se icircntrerupe contactul carbidului cu apa Dacă se deschide robinetul 12pe măsură ce acetilena este consumatăapadatorită presiunii pătrunde din nou sub clopot şi vine icircn contact cu carbidulgeneracircnd acetilenă Butelia de oxigen este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea oxigenului icircn butelie este de 150x105 PaSe vopseşte cu albastru şi inscripţia OXIGEN cu alb Butelia de acetilenă este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea acetilenei icircn butelie este de 16x105 Pa Se vopseşte cu roşu şi inscripţia ACETILENA cu alb
Robinet
Inel de cauciuc
Corp
Suport
Reductor de presiune
Icircn interiorul buteliei se introduce masă poroasă pentru a evita explozia şi acetona care favorizează icircnmagazinarea acetilenei icircn stare lichidă Epuratorul are rolul de a reţine impurităţile şi umiditateaIcircn cilindru se introduce cocs sau bucăţi mici de cărămidăgazul intră pe la partea inferioară a epuratorului şi iese pe la partea superioară
Are rolul de a evita icircntoar- cerea flăcării de la arzător la generatorul de acetilenă Sunt de două tipuri 1048729cu ţevi paralele 1048729cu ţevi concentrice
Elementele principale ale unei supape sunt 1048729robinetul pentru controlul nivelului apei 1048729dop de golire 1048729robinet de icircnchidere
manometru de icircnaltă presiune
manometru de joasă presiune
supapă de siguranţă
robinet de icircnchidere
şurub pentru reglarea brută a presiunii
piuliţă olandeză Reductorul de presiune are două funcţii 1 reduce presiunea oxigenului de la 150 atm la 25 atmşi a acetilenei de la 15-16 atm la 03-04 atm 2 menţine presiunea de lucru constantă
Funcţia de reducere a presiunii P entru obţinerea presiunii de lucru se roteşte şurubul de reglare 1 pacircnă cacircnd manometrul de joasă presiune 9 indică presiunea dorităŞrubul de reglare tensionează arcul 2şi acestaprin intermediul membranei elastice 3 şi a cuiului icircmpingător 4ridică supapa 5 de pe scaunul eiOxigenul trece din camera de icircnaltă presiune 6prevăzută cu
camera de icircnaltă presiune 7icircn camera de joasă presiune 8prevăzută cu manometru de joasă presiune 9gazul se destinde şi presiunea scadeRobinetul 10 fiind deschisoxigenul din camera de joasă presiune trece prin niplul 12 la arzătorul de sudareArcul 11 are rolul de a menţine supapa pe scaunul eiatunci cacircnd reductorul nu funcţionează
Funcţia de menţinere constantă a presiunii M enţinerea constantă a presiunii se realizează fără intervenţia sudoruluiDacă debitul de oxigen este mai mareatunci presiunea din camera de joasă presiune tinde să scadăIcircn urma scăderii presiunii oxigenuluiforţa exercitată de presiunea oxigenului asupra membranei devine mai mică decacirct forţa exercitată de arc asupra membraneişi membrana se ridicăOdată cu membrana se ridică cuiul icircmpingător şi supapamărindu-se astfel secţiunea de trecere a oxigenului din camera de icircnaltă presiune icircn camera de joasă presiunepermiţacircnd admisia unei cantităţi mai mari de oxigen icircn camera de joasă presiune
Cacircnd debitul de oxigen este mai mic fenomenul este invers celui descris
1şurub de reglare a presiunii 2arc 3membrană de cauciuc 4cui 5supapă 6camera de icircnaltă presiune 7manometru de icircnaltă presiune 8camera de joasă presiune 9 manometru de joasă presiune 10robinet 11arc 12niplu 14supapădesiguranţă Arzătorul pentru sudare este aparatul icircn care se face amestecul acetilenei cu oxigenul şi la extremitatea căruia are loc ieşirea şi arderea amestecului de gaze
Arzătorul are următoarele funcţii 1048729amestecă gazele 1048729reglează debitul gazelor 1048729produce flacăra 1048729reglează flacăra 1048729dirijează flacăra Amestecul gazelor se face prin intermediul injectorului icircn camera de amestec
Icircn procesul de sudare cu flacără oxiacetilenică mai sunt necesare 1048729trusa de sudare 1048729echipament de protecţie
1048729masa de lucru 1048729ciocane de oţelperii de sacircrmădălţipile
Bec
Ţeavă de amestec
Macircner
Robinet pentru oxigen
Robinet pentru acetilenă
Cameră de amestec InjectorMetodele de sudare sunt determinate de 3 factori icircnclinarea flăcăriiicircnclinarea şi poziţia sacircrmei de adaos şi orientarea icircn spaţiu a sudurii de executat
Sudarea spre stacircnga (icircnainte) Metoda se aplică la sudarea tablelor cu grosimi de 4-5 mm la oţel şi 3 mm la aliaje cu conductivitate termică mare
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn urma flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Sudarea spre dreapta (icircnapoi) Sudarea spre dreapta se aplică icircn cazul tablelor cu grosimi mai mari de 4 mmpentru oţeluri şi peste 3 mm la aliajele cu conductivitate termică ridicată Fig5232Sudarea spre dreapta
Flacăra oxiacetilenică
Icircn interiorul arzătorului se produce amestecul de gaz combustibil şi oxigen care la ieşire se aprindeDupă raportul celor două gaze sunt următoarele tipuri de flacără 1 flacără normală O2C2H2 =11-12
2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

1048729prin ardere icircn oxigen dezvoltă temperatura de 2000 0C
1048729se utilizează pentru sudarea aliajelor uşor fuzibile şi la tăiere Hidrogenul (H2) 1048729puterea calorică este 10710 KJm3N 1048729prin ardere icircn oxigen se dezvoltă temperatura de 2200 0C
1048729se utilizează pentru sudarea aliajelor uşor fuzibile şi a tablelor subţiri Propanulbutanul 1048729se utilizează la tăiere şi lipire
1048729puterea calorică este 9000 KJm3N Vaporii de benzină 1048729prin ardere icircn oxigen se dezvoltă temperatura de 2550 0C
1048729se utilizează pentru sudarea aliajelor uşor fuzibile şi la tăiere
Oxigenul(O2) Oxigenul se obţine prin distilarea aerului lichidEste un gaz care icircntreţine arderea P entru formarea cordonului de sudură este necasară prezenţa materialelor de adaos Aceste Materialul a trebuie să prezinte aceeaşi compoziţie chimică cu cea a metalului de bază de adaos se utilizează sub formă de sacircrmevergelecolacifacircşii de tablă Sudarea oţelurilor
1048729S10 001 C 1048729S10X puritate deosebită Sudarea fontelor
1048729VT-S30 3-35 Si 1048729VT-S36 36-48 Si Sudarea aluminiului 1048729vergele de aluminiu pentru conductoareconducte
1048729vergele de aluminiu-cupru pentru duraluminiu 1048729vergele turnate din siluminiu
Materiale de adaos Sudarea cuprului
1048729sacircrmă de cupru electrolitic CuE 1048729vergele de cupru-argint
Sudarea alamei 1048729sacircrme şi vergele din alamă
Se prezintă sub formă de prafpastă sau lichideAu rolul 1048729evită formarea de oxizi icircn baia de metal topit
1048729separă zgura din baia de metal topit 1048729asigură o răcire lentă cordonului de sudură Fluxurile au următoarele proprietăţi 1048729sunt uşor fuzibile 1048729sunt vacircscoase icircn stare topită 1048729dizolvă pelicula de oxizi
1048729greutatea specifică este mai mică decacirct a metalului de bază 1048729nu formează produse gazoase Fluxurile utilizate sunt
1048729borax 100 borax 50bicarbonat de sodiu 47 şi acid sulfuric 3(pentru sudarea oţelurilor) 1048729borax 70clorură de sodiu 20 şi acid boric 10(sudarea cuprului şi a alamei)
Instalaţia de sudare
1generator de acetilenă 2butelie de oxigen 3reductor de presiune 4furtun 5supapa de siguranţă 6furtun 7arzător 8masă 9sistem de ventilaţie
Clasificarea generatoarelor de acetilenă 1048729după producţia orară 104872908 m3h 1048729125 m3h
10487292 m3h 104872932 m3h 1048729după contactul dintre carbid şi apă 1048729cu contact intermitent
1048729cu contact carbid icircn apă 1048729cu contact apă peste carbid 1048729după presiunea de lucru
1048729cu presiune joasă 01 x 105 Pa 1048729cu presiune medie 01-15x105 Pa Fig52211Generatorul de acetilenă
Generatorul de acetilenă cu contact intermitent
1 Rezervorul se confecţionează din tablă de oţel avacircnd formă cilindrică
2 Plutitorul are rolul de acumulare a acetilenei produseAsigură contactul intermitent icircntre carbid şi apă 3 Tija are rolul de rezemare a plutitorului pe marginea rezervorului 4 Clopotul are rolul de dirijare a acetilenei produse către arzător 5 Coşul de carbid se confecţionează din bare de oţel 6 Tava pentru reziduuri 7 Ţeava de legătură 8 Ţeava de legătură 9 Ţeava de legătură 10 Epuratorul are rolul de purificare a acetilenei 11 Supapa hidraulică de siguranţă are rolul de a evita icircntoarcerea flăcării de la arzător la generatorul de acetilenă 12 Robinet 13 Conductă
Părţi componente
Funcţionarea generatorului de acetilenă
1rezervor 2tija 3tijă 4clopot 5coş pentru carbid 6tavă pentru reziduuri 7conductă 8ţeavă 9 ţeavă 10epurator 11robinet de nivel 12robinet pentru acetilenă 13conductă
G eneratorul de acetilenă funcţionează cu contact intermitentcu refularea apei
cacircnd se realizează o anumită presiune a acetileneiEl se compune din rezervorul 1 icircn care se află plutitorul 2fixat de rezervor prin tija 3iar icircn plutitor este introdus clopotul 4 icircn care se află coşul de carbid 5 şi tava de reziduuri 6acetilena produsă la contactul carbidului cu apa treceprin ţevile de legătură 789epuratorul 10supapa hidraulică de şi robinetul 12 la arzător D siguranţă 11acă consumul de acetilenă este mic sau dacă robinetul 12 este icircnchisacetilena trece prin conducta 13 şi se acumulează icircn plutitorcacircnd presiunea acetilenei creşteapa este refulată deasupra plutitorului şi se icircntrerupe contactul carbidului cu apa Dacă se deschide robinetul 12pe măsură ce acetilena este consumatăapadatorită presiunii pătrunde din nou sub clopot şi vine icircn contact cu carbidulgeneracircnd acetilenă Butelia de oxigen este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea oxigenului icircn butelie este de 150x105 PaSe vopseşte cu albastru şi inscripţia OXIGEN cu alb Butelia de acetilenă este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea acetilenei icircn butelie este de 16x105 Pa Se vopseşte cu roşu şi inscripţia ACETILENA cu alb
Robinet
Inel de cauciuc
Corp
Suport
Reductor de presiune
Icircn interiorul buteliei se introduce masă poroasă pentru a evita explozia şi acetona care favorizează icircnmagazinarea acetilenei icircn stare lichidă Epuratorul are rolul de a reţine impurităţile şi umiditateaIcircn cilindru se introduce cocs sau bucăţi mici de cărămidăgazul intră pe la partea inferioară a epuratorului şi iese pe la partea superioară
Are rolul de a evita icircntoar- cerea flăcării de la arzător la generatorul de acetilenă Sunt de două tipuri 1048729cu ţevi paralele 1048729cu ţevi concentrice
Elementele principale ale unei supape sunt 1048729robinetul pentru controlul nivelului apei 1048729dop de golire 1048729robinet de icircnchidere
manometru de icircnaltă presiune
manometru de joasă presiune
supapă de siguranţă
robinet de icircnchidere
şurub pentru reglarea brută a presiunii
piuliţă olandeză Reductorul de presiune are două funcţii 1 reduce presiunea oxigenului de la 150 atm la 25 atmşi a acetilenei de la 15-16 atm la 03-04 atm 2 menţine presiunea de lucru constantă
Funcţia de reducere a presiunii P entru obţinerea presiunii de lucru se roteşte şurubul de reglare 1 pacircnă cacircnd manometrul de joasă presiune 9 indică presiunea dorităŞrubul de reglare tensionează arcul 2şi acestaprin intermediul membranei elastice 3 şi a cuiului icircmpingător 4ridică supapa 5 de pe scaunul eiOxigenul trece din camera de icircnaltă presiune 6prevăzută cu
camera de icircnaltă presiune 7icircn camera de joasă presiune 8prevăzută cu manometru de joasă presiune 9gazul se destinde şi presiunea scadeRobinetul 10 fiind deschisoxigenul din camera de joasă presiune trece prin niplul 12 la arzătorul de sudareArcul 11 are rolul de a menţine supapa pe scaunul eiatunci cacircnd reductorul nu funcţionează
Funcţia de menţinere constantă a presiunii M enţinerea constantă a presiunii se realizează fără intervenţia sudoruluiDacă debitul de oxigen este mai mareatunci presiunea din camera de joasă presiune tinde să scadăIcircn urma scăderii presiunii oxigenuluiforţa exercitată de presiunea oxigenului asupra membranei devine mai mică decacirct forţa exercitată de arc asupra membraneişi membrana se ridicăOdată cu membrana se ridică cuiul icircmpingător şi supapamărindu-se astfel secţiunea de trecere a oxigenului din camera de icircnaltă presiune icircn camera de joasă presiunepermiţacircnd admisia unei cantităţi mai mari de oxigen icircn camera de joasă presiune
Cacircnd debitul de oxigen este mai mic fenomenul este invers celui descris
1şurub de reglare a presiunii 2arc 3membrană de cauciuc 4cui 5supapă 6camera de icircnaltă presiune 7manometru de icircnaltă presiune 8camera de joasă presiune 9 manometru de joasă presiune 10robinet 11arc 12niplu 14supapădesiguranţă Arzătorul pentru sudare este aparatul icircn care se face amestecul acetilenei cu oxigenul şi la extremitatea căruia are loc ieşirea şi arderea amestecului de gaze
Arzătorul are următoarele funcţii 1048729amestecă gazele 1048729reglează debitul gazelor 1048729produce flacăra 1048729reglează flacăra 1048729dirijează flacăra Amestecul gazelor se face prin intermediul injectorului icircn camera de amestec
Icircn procesul de sudare cu flacără oxiacetilenică mai sunt necesare 1048729trusa de sudare 1048729echipament de protecţie
1048729masa de lucru 1048729ciocane de oţelperii de sacircrmădălţipile
Bec
Ţeavă de amestec
Macircner
Robinet pentru oxigen
Robinet pentru acetilenă
Cameră de amestec InjectorMetodele de sudare sunt determinate de 3 factori icircnclinarea flăcăriiicircnclinarea şi poziţia sacircrmei de adaos şi orientarea icircn spaţiu a sudurii de executat
Sudarea spre stacircnga (icircnainte) Metoda se aplică la sudarea tablelor cu grosimi de 4-5 mm la oţel şi 3 mm la aliaje cu conductivitate termică mare
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn urma flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Sudarea spre dreapta (icircnapoi) Sudarea spre dreapta se aplică icircn cazul tablelor cu grosimi mai mari de 4 mmpentru oţeluri şi peste 3 mm la aliajele cu conductivitate termică ridicată Fig5232Sudarea spre dreapta
Flacăra oxiacetilenică
Icircn interiorul arzătorului se produce amestecul de gaz combustibil şi oxigen care la ieşire se aprindeDupă raportul celor două gaze sunt următoarele tipuri de flacără 1 flacără normală O2C2H2 =11-12
2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

Sudarea alamei 1048729sacircrme şi vergele din alamă
Se prezintă sub formă de prafpastă sau lichideAu rolul 1048729evită formarea de oxizi icircn baia de metal topit
1048729separă zgura din baia de metal topit 1048729asigură o răcire lentă cordonului de sudură Fluxurile au următoarele proprietăţi 1048729sunt uşor fuzibile 1048729sunt vacircscoase icircn stare topită 1048729dizolvă pelicula de oxizi
1048729greutatea specifică este mai mică decacirct a metalului de bază 1048729nu formează produse gazoase Fluxurile utilizate sunt
1048729borax 100 borax 50bicarbonat de sodiu 47 şi acid sulfuric 3(pentru sudarea oţelurilor) 1048729borax 70clorură de sodiu 20 şi acid boric 10(sudarea cuprului şi a alamei)
Instalaţia de sudare
1generator de acetilenă 2butelie de oxigen 3reductor de presiune 4furtun 5supapa de siguranţă 6furtun 7arzător 8masă 9sistem de ventilaţie
Clasificarea generatoarelor de acetilenă 1048729după producţia orară 104872908 m3h 1048729125 m3h
10487292 m3h 104872932 m3h 1048729după contactul dintre carbid şi apă 1048729cu contact intermitent
1048729cu contact carbid icircn apă 1048729cu contact apă peste carbid 1048729după presiunea de lucru
1048729cu presiune joasă 01 x 105 Pa 1048729cu presiune medie 01-15x105 Pa Fig52211Generatorul de acetilenă
Generatorul de acetilenă cu contact intermitent
1 Rezervorul se confecţionează din tablă de oţel avacircnd formă cilindrică
2 Plutitorul are rolul de acumulare a acetilenei produseAsigură contactul intermitent icircntre carbid şi apă 3 Tija are rolul de rezemare a plutitorului pe marginea rezervorului 4 Clopotul are rolul de dirijare a acetilenei produse către arzător 5 Coşul de carbid se confecţionează din bare de oţel 6 Tava pentru reziduuri 7 Ţeava de legătură 8 Ţeava de legătură 9 Ţeava de legătură 10 Epuratorul are rolul de purificare a acetilenei 11 Supapa hidraulică de siguranţă are rolul de a evita icircntoarcerea flăcării de la arzător la generatorul de acetilenă 12 Robinet 13 Conductă
Părţi componente
Funcţionarea generatorului de acetilenă
1rezervor 2tija 3tijă 4clopot 5coş pentru carbid 6tavă pentru reziduuri 7conductă 8ţeavă 9 ţeavă 10epurator 11robinet de nivel 12robinet pentru acetilenă 13conductă
G eneratorul de acetilenă funcţionează cu contact intermitentcu refularea apei
cacircnd se realizează o anumită presiune a acetileneiEl se compune din rezervorul 1 icircn care se află plutitorul 2fixat de rezervor prin tija 3iar icircn plutitor este introdus clopotul 4 icircn care se află coşul de carbid 5 şi tava de reziduuri 6acetilena produsă la contactul carbidului cu apa treceprin ţevile de legătură 789epuratorul 10supapa hidraulică de şi robinetul 12 la arzător D siguranţă 11acă consumul de acetilenă este mic sau dacă robinetul 12 este icircnchisacetilena trece prin conducta 13 şi se acumulează icircn plutitorcacircnd presiunea acetilenei creşteapa este refulată deasupra plutitorului şi se icircntrerupe contactul carbidului cu apa Dacă se deschide robinetul 12pe măsură ce acetilena este consumatăapadatorită presiunii pătrunde din nou sub clopot şi vine icircn contact cu carbidulgeneracircnd acetilenă Butelia de oxigen este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea oxigenului icircn butelie este de 150x105 PaSe vopseşte cu albastru şi inscripţia OXIGEN cu alb Butelia de acetilenă este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea acetilenei icircn butelie este de 16x105 Pa Se vopseşte cu roşu şi inscripţia ACETILENA cu alb
Robinet
Inel de cauciuc
Corp
Suport
Reductor de presiune
Icircn interiorul buteliei se introduce masă poroasă pentru a evita explozia şi acetona care favorizează icircnmagazinarea acetilenei icircn stare lichidă Epuratorul are rolul de a reţine impurităţile şi umiditateaIcircn cilindru se introduce cocs sau bucăţi mici de cărămidăgazul intră pe la partea inferioară a epuratorului şi iese pe la partea superioară
Are rolul de a evita icircntoar- cerea flăcării de la arzător la generatorul de acetilenă Sunt de două tipuri 1048729cu ţevi paralele 1048729cu ţevi concentrice
Elementele principale ale unei supape sunt 1048729robinetul pentru controlul nivelului apei 1048729dop de golire 1048729robinet de icircnchidere
manometru de icircnaltă presiune
manometru de joasă presiune
supapă de siguranţă
robinet de icircnchidere
şurub pentru reglarea brută a presiunii
piuliţă olandeză Reductorul de presiune are două funcţii 1 reduce presiunea oxigenului de la 150 atm la 25 atmşi a acetilenei de la 15-16 atm la 03-04 atm 2 menţine presiunea de lucru constantă
Funcţia de reducere a presiunii P entru obţinerea presiunii de lucru se roteşte şurubul de reglare 1 pacircnă cacircnd manometrul de joasă presiune 9 indică presiunea dorităŞrubul de reglare tensionează arcul 2şi acestaprin intermediul membranei elastice 3 şi a cuiului icircmpingător 4ridică supapa 5 de pe scaunul eiOxigenul trece din camera de icircnaltă presiune 6prevăzută cu
camera de icircnaltă presiune 7icircn camera de joasă presiune 8prevăzută cu manometru de joasă presiune 9gazul se destinde şi presiunea scadeRobinetul 10 fiind deschisoxigenul din camera de joasă presiune trece prin niplul 12 la arzătorul de sudareArcul 11 are rolul de a menţine supapa pe scaunul eiatunci cacircnd reductorul nu funcţionează
Funcţia de menţinere constantă a presiunii M enţinerea constantă a presiunii se realizează fără intervenţia sudoruluiDacă debitul de oxigen este mai mareatunci presiunea din camera de joasă presiune tinde să scadăIcircn urma scăderii presiunii oxigenuluiforţa exercitată de presiunea oxigenului asupra membranei devine mai mică decacirct forţa exercitată de arc asupra membraneişi membrana se ridicăOdată cu membrana se ridică cuiul icircmpingător şi supapamărindu-se astfel secţiunea de trecere a oxigenului din camera de icircnaltă presiune icircn camera de joasă presiunepermiţacircnd admisia unei cantităţi mai mari de oxigen icircn camera de joasă presiune
Cacircnd debitul de oxigen este mai mic fenomenul este invers celui descris
1şurub de reglare a presiunii 2arc 3membrană de cauciuc 4cui 5supapă 6camera de icircnaltă presiune 7manometru de icircnaltă presiune 8camera de joasă presiune 9 manometru de joasă presiune 10robinet 11arc 12niplu 14supapădesiguranţă Arzătorul pentru sudare este aparatul icircn care se face amestecul acetilenei cu oxigenul şi la extremitatea căruia are loc ieşirea şi arderea amestecului de gaze
Arzătorul are următoarele funcţii 1048729amestecă gazele 1048729reglează debitul gazelor 1048729produce flacăra 1048729reglează flacăra 1048729dirijează flacăra Amestecul gazelor se face prin intermediul injectorului icircn camera de amestec
Icircn procesul de sudare cu flacără oxiacetilenică mai sunt necesare 1048729trusa de sudare 1048729echipament de protecţie
1048729masa de lucru 1048729ciocane de oţelperii de sacircrmădălţipile
Bec
Ţeavă de amestec
Macircner
Robinet pentru oxigen
Robinet pentru acetilenă
Cameră de amestec InjectorMetodele de sudare sunt determinate de 3 factori icircnclinarea flăcăriiicircnclinarea şi poziţia sacircrmei de adaos şi orientarea icircn spaţiu a sudurii de executat
Sudarea spre stacircnga (icircnainte) Metoda se aplică la sudarea tablelor cu grosimi de 4-5 mm la oţel şi 3 mm la aliaje cu conductivitate termică mare
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn urma flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Sudarea spre dreapta (icircnapoi) Sudarea spre dreapta se aplică icircn cazul tablelor cu grosimi mai mari de 4 mmpentru oţeluri şi peste 3 mm la aliajele cu conductivitate termică ridicată Fig5232Sudarea spre dreapta
Flacăra oxiacetilenică
Icircn interiorul arzătorului se produce amestecul de gaz combustibil şi oxigen care la ieşire se aprindeDupă raportul celor două gaze sunt următoarele tipuri de flacără 1 flacără normală O2C2H2 =11-12
2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

10487292 m3h 104872932 m3h 1048729după contactul dintre carbid şi apă 1048729cu contact intermitent
1048729cu contact carbid icircn apă 1048729cu contact apă peste carbid 1048729după presiunea de lucru
1048729cu presiune joasă 01 x 105 Pa 1048729cu presiune medie 01-15x105 Pa Fig52211Generatorul de acetilenă
Generatorul de acetilenă cu contact intermitent
1 Rezervorul se confecţionează din tablă de oţel avacircnd formă cilindrică
2 Plutitorul are rolul de acumulare a acetilenei produseAsigură contactul intermitent icircntre carbid şi apă 3 Tija are rolul de rezemare a plutitorului pe marginea rezervorului 4 Clopotul are rolul de dirijare a acetilenei produse către arzător 5 Coşul de carbid se confecţionează din bare de oţel 6 Tava pentru reziduuri 7 Ţeava de legătură 8 Ţeava de legătură 9 Ţeava de legătură 10 Epuratorul are rolul de purificare a acetilenei 11 Supapa hidraulică de siguranţă are rolul de a evita icircntoarcerea flăcării de la arzător la generatorul de acetilenă 12 Robinet 13 Conductă
Părţi componente
Funcţionarea generatorului de acetilenă
1rezervor 2tija 3tijă 4clopot 5coş pentru carbid 6tavă pentru reziduuri 7conductă 8ţeavă 9 ţeavă 10epurator 11robinet de nivel 12robinet pentru acetilenă 13conductă
G eneratorul de acetilenă funcţionează cu contact intermitentcu refularea apei
cacircnd se realizează o anumită presiune a acetileneiEl se compune din rezervorul 1 icircn care se află plutitorul 2fixat de rezervor prin tija 3iar icircn plutitor este introdus clopotul 4 icircn care se află coşul de carbid 5 şi tava de reziduuri 6acetilena produsă la contactul carbidului cu apa treceprin ţevile de legătură 789epuratorul 10supapa hidraulică de şi robinetul 12 la arzător D siguranţă 11acă consumul de acetilenă este mic sau dacă robinetul 12 este icircnchisacetilena trece prin conducta 13 şi se acumulează icircn plutitorcacircnd presiunea acetilenei creşteapa este refulată deasupra plutitorului şi se icircntrerupe contactul carbidului cu apa Dacă se deschide robinetul 12pe măsură ce acetilena este consumatăapadatorită presiunii pătrunde din nou sub clopot şi vine icircn contact cu carbidulgeneracircnd acetilenă Butelia de oxigen este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea oxigenului icircn butelie este de 150x105 PaSe vopseşte cu albastru şi inscripţia OXIGEN cu alb Butelia de acetilenă este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea acetilenei icircn butelie este de 16x105 Pa Se vopseşte cu roşu şi inscripţia ACETILENA cu alb
Robinet
Inel de cauciuc
Corp
Suport
Reductor de presiune
Icircn interiorul buteliei se introduce masă poroasă pentru a evita explozia şi acetona care favorizează icircnmagazinarea acetilenei icircn stare lichidă Epuratorul are rolul de a reţine impurităţile şi umiditateaIcircn cilindru se introduce cocs sau bucăţi mici de cărămidăgazul intră pe la partea inferioară a epuratorului şi iese pe la partea superioară
Are rolul de a evita icircntoar- cerea flăcării de la arzător la generatorul de acetilenă Sunt de două tipuri 1048729cu ţevi paralele 1048729cu ţevi concentrice
Elementele principale ale unei supape sunt 1048729robinetul pentru controlul nivelului apei 1048729dop de golire 1048729robinet de icircnchidere
manometru de icircnaltă presiune
manometru de joasă presiune
supapă de siguranţă
robinet de icircnchidere
şurub pentru reglarea brută a presiunii
piuliţă olandeză Reductorul de presiune are două funcţii 1 reduce presiunea oxigenului de la 150 atm la 25 atmşi a acetilenei de la 15-16 atm la 03-04 atm 2 menţine presiunea de lucru constantă
Funcţia de reducere a presiunii P entru obţinerea presiunii de lucru se roteşte şurubul de reglare 1 pacircnă cacircnd manometrul de joasă presiune 9 indică presiunea dorităŞrubul de reglare tensionează arcul 2şi acestaprin intermediul membranei elastice 3 şi a cuiului icircmpingător 4ridică supapa 5 de pe scaunul eiOxigenul trece din camera de icircnaltă presiune 6prevăzută cu
camera de icircnaltă presiune 7icircn camera de joasă presiune 8prevăzută cu manometru de joasă presiune 9gazul se destinde şi presiunea scadeRobinetul 10 fiind deschisoxigenul din camera de joasă presiune trece prin niplul 12 la arzătorul de sudareArcul 11 are rolul de a menţine supapa pe scaunul eiatunci cacircnd reductorul nu funcţionează
Funcţia de menţinere constantă a presiunii M enţinerea constantă a presiunii se realizează fără intervenţia sudoruluiDacă debitul de oxigen este mai mareatunci presiunea din camera de joasă presiune tinde să scadăIcircn urma scăderii presiunii oxigenuluiforţa exercitată de presiunea oxigenului asupra membranei devine mai mică decacirct forţa exercitată de arc asupra membraneişi membrana se ridicăOdată cu membrana se ridică cuiul icircmpingător şi supapamărindu-se astfel secţiunea de trecere a oxigenului din camera de icircnaltă presiune icircn camera de joasă presiunepermiţacircnd admisia unei cantităţi mai mari de oxigen icircn camera de joasă presiune
Cacircnd debitul de oxigen este mai mic fenomenul este invers celui descris
1şurub de reglare a presiunii 2arc 3membrană de cauciuc 4cui 5supapă 6camera de icircnaltă presiune 7manometru de icircnaltă presiune 8camera de joasă presiune 9 manometru de joasă presiune 10robinet 11arc 12niplu 14supapădesiguranţă Arzătorul pentru sudare este aparatul icircn care se face amestecul acetilenei cu oxigenul şi la extremitatea căruia are loc ieşirea şi arderea amestecului de gaze
Arzătorul are următoarele funcţii 1048729amestecă gazele 1048729reglează debitul gazelor 1048729produce flacăra 1048729reglează flacăra 1048729dirijează flacăra Amestecul gazelor se face prin intermediul injectorului icircn camera de amestec
Icircn procesul de sudare cu flacără oxiacetilenică mai sunt necesare 1048729trusa de sudare 1048729echipament de protecţie
1048729masa de lucru 1048729ciocane de oţelperii de sacircrmădălţipile
Bec
Ţeavă de amestec
Macircner
Robinet pentru oxigen
Robinet pentru acetilenă
Cameră de amestec InjectorMetodele de sudare sunt determinate de 3 factori icircnclinarea flăcăriiicircnclinarea şi poziţia sacircrmei de adaos şi orientarea icircn spaţiu a sudurii de executat
Sudarea spre stacircnga (icircnainte) Metoda se aplică la sudarea tablelor cu grosimi de 4-5 mm la oţel şi 3 mm la aliaje cu conductivitate termică mare
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn urma flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Sudarea spre dreapta (icircnapoi) Sudarea spre dreapta se aplică icircn cazul tablelor cu grosimi mai mari de 4 mmpentru oţeluri şi peste 3 mm la aliajele cu conductivitate termică ridicată Fig5232Sudarea spre dreapta
Flacăra oxiacetilenică
Icircn interiorul arzătorului se produce amestecul de gaz combustibil şi oxigen care la ieşire se aprindeDupă raportul celor două gaze sunt următoarele tipuri de flacără 1 flacără normală O2C2H2 =11-12
2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

1rezervor 2tija 3tijă 4clopot 5coş pentru carbid 6tavă pentru reziduuri 7conductă 8ţeavă 9 ţeavă 10epurator 11robinet de nivel 12robinet pentru acetilenă 13conductă
G eneratorul de acetilenă funcţionează cu contact intermitentcu refularea apei
cacircnd se realizează o anumită presiune a acetileneiEl se compune din rezervorul 1 icircn care se află plutitorul 2fixat de rezervor prin tija 3iar icircn plutitor este introdus clopotul 4 icircn care se află coşul de carbid 5 şi tava de reziduuri 6acetilena produsă la contactul carbidului cu apa treceprin ţevile de legătură 789epuratorul 10supapa hidraulică de şi robinetul 12 la arzător D siguranţă 11acă consumul de acetilenă este mic sau dacă robinetul 12 este icircnchisacetilena trece prin conducta 13 şi se acumulează icircn plutitorcacircnd presiunea acetilenei creşteapa este refulată deasupra plutitorului şi se icircntrerupe contactul carbidului cu apa Dacă se deschide robinetul 12pe măsură ce acetilena este consumatăapadatorită presiunii pătrunde din nou sub clopot şi vine icircn contact cu carbidulgeneracircnd acetilenă Butelia de oxigen este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea oxigenului icircn butelie este de 150x105 PaSe vopseşte cu albastru şi inscripţia OXIGEN cu alb Butelia de acetilenă este confecţionată din oţelcu grosimea peretelui de 8 mm şi diametrul interior de 220 mmPresiunea acetilenei icircn butelie este de 16x105 Pa Se vopseşte cu roşu şi inscripţia ACETILENA cu alb
Robinet
Inel de cauciuc
Corp
Suport
Reductor de presiune
Icircn interiorul buteliei se introduce masă poroasă pentru a evita explozia şi acetona care favorizează icircnmagazinarea acetilenei icircn stare lichidă Epuratorul are rolul de a reţine impurităţile şi umiditateaIcircn cilindru se introduce cocs sau bucăţi mici de cărămidăgazul intră pe la partea inferioară a epuratorului şi iese pe la partea superioară
Are rolul de a evita icircntoar- cerea flăcării de la arzător la generatorul de acetilenă Sunt de două tipuri 1048729cu ţevi paralele 1048729cu ţevi concentrice
Elementele principale ale unei supape sunt 1048729robinetul pentru controlul nivelului apei 1048729dop de golire 1048729robinet de icircnchidere
manometru de icircnaltă presiune
manometru de joasă presiune
supapă de siguranţă
robinet de icircnchidere
şurub pentru reglarea brută a presiunii
piuliţă olandeză Reductorul de presiune are două funcţii 1 reduce presiunea oxigenului de la 150 atm la 25 atmşi a acetilenei de la 15-16 atm la 03-04 atm 2 menţine presiunea de lucru constantă
Funcţia de reducere a presiunii P entru obţinerea presiunii de lucru se roteşte şurubul de reglare 1 pacircnă cacircnd manometrul de joasă presiune 9 indică presiunea dorităŞrubul de reglare tensionează arcul 2şi acestaprin intermediul membranei elastice 3 şi a cuiului icircmpingător 4ridică supapa 5 de pe scaunul eiOxigenul trece din camera de icircnaltă presiune 6prevăzută cu
camera de icircnaltă presiune 7icircn camera de joasă presiune 8prevăzută cu manometru de joasă presiune 9gazul se destinde şi presiunea scadeRobinetul 10 fiind deschisoxigenul din camera de joasă presiune trece prin niplul 12 la arzătorul de sudareArcul 11 are rolul de a menţine supapa pe scaunul eiatunci cacircnd reductorul nu funcţionează
Funcţia de menţinere constantă a presiunii M enţinerea constantă a presiunii se realizează fără intervenţia sudoruluiDacă debitul de oxigen este mai mareatunci presiunea din camera de joasă presiune tinde să scadăIcircn urma scăderii presiunii oxigenuluiforţa exercitată de presiunea oxigenului asupra membranei devine mai mică decacirct forţa exercitată de arc asupra membraneişi membrana se ridicăOdată cu membrana se ridică cuiul icircmpingător şi supapamărindu-se astfel secţiunea de trecere a oxigenului din camera de icircnaltă presiune icircn camera de joasă presiunepermiţacircnd admisia unei cantităţi mai mari de oxigen icircn camera de joasă presiune
Cacircnd debitul de oxigen este mai mic fenomenul este invers celui descris
1şurub de reglare a presiunii 2arc 3membrană de cauciuc 4cui 5supapă 6camera de icircnaltă presiune 7manometru de icircnaltă presiune 8camera de joasă presiune 9 manometru de joasă presiune 10robinet 11arc 12niplu 14supapădesiguranţă Arzătorul pentru sudare este aparatul icircn care se face amestecul acetilenei cu oxigenul şi la extremitatea căruia are loc ieşirea şi arderea amestecului de gaze
Arzătorul are următoarele funcţii 1048729amestecă gazele 1048729reglează debitul gazelor 1048729produce flacăra 1048729reglează flacăra 1048729dirijează flacăra Amestecul gazelor se face prin intermediul injectorului icircn camera de amestec
Icircn procesul de sudare cu flacără oxiacetilenică mai sunt necesare 1048729trusa de sudare 1048729echipament de protecţie
1048729masa de lucru 1048729ciocane de oţelperii de sacircrmădălţipile
Bec
Ţeavă de amestec
Macircner
Robinet pentru oxigen
Robinet pentru acetilenă
Cameră de amestec InjectorMetodele de sudare sunt determinate de 3 factori icircnclinarea flăcăriiicircnclinarea şi poziţia sacircrmei de adaos şi orientarea icircn spaţiu a sudurii de executat
Sudarea spre stacircnga (icircnainte) Metoda se aplică la sudarea tablelor cu grosimi de 4-5 mm la oţel şi 3 mm la aliaje cu conductivitate termică mare
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn urma flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Sudarea spre dreapta (icircnapoi) Sudarea spre dreapta se aplică icircn cazul tablelor cu grosimi mai mari de 4 mmpentru oţeluri şi peste 3 mm la aliajele cu conductivitate termică ridicată Fig5232Sudarea spre dreapta
Flacăra oxiacetilenică
Icircn interiorul arzătorului se produce amestecul de gaz combustibil şi oxigen care la ieşire se aprindeDupă raportul celor două gaze sunt următoarele tipuri de flacără 1 flacără normală O2C2H2 =11-12
2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

Icircn interiorul buteliei se introduce masă poroasă pentru a evita explozia şi acetona care favorizează icircnmagazinarea acetilenei icircn stare lichidă Epuratorul are rolul de a reţine impurităţile şi umiditateaIcircn cilindru se introduce cocs sau bucăţi mici de cărămidăgazul intră pe la partea inferioară a epuratorului şi iese pe la partea superioară
Are rolul de a evita icircntoar- cerea flăcării de la arzător la generatorul de acetilenă Sunt de două tipuri 1048729cu ţevi paralele 1048729cu ţevi concentrice
Elementele principale ale unei supape sunt 1048729robinetul pentru controlul nivelului apei 1048729dop de golire 1048729robinet de icircnchidere
manometru de icircnaltă presiune
manometru de joasă presiune
supapă de siguranţă
robinet de icircnchidere
şurub pentru reglarea brută a presiunii
piuliţă olandeză Reductorul de presiune are două funcţii 1 reduce presiunea oxigenului de la 150 atm la 25 atmşi a acetilenei de la 15-16 atm la 03-04 atm 2 menţine presiunea de lucru constantă
Funcţia de reducere a presiunii P entru obţinerea presiunii de lucru se roteşte şurubul de reglare 1 pacircnă cacircnd manometrul de joasă presiune 9 indică presiunea dorităŞrubul de reglare tensionează arcul 2şi acestaprin intermediul membranei elastice 3 şi a cuiului icircmpingător 4ridică supapa 5 de pe scaunul eiOxigenul trece din camera de icircnaltă presiune 6prevăzută cu
camera de icircnaltă presiune 7icircn camera de joasă presiune 8prevăzută cu manometru de joasă presiune 9gazul se destinde şi presiunea scadeRobinetul 10 fiind deschisoxigenul din camera de joasă presiune trece prin niplul 12 la arzătorul de sudareArcul 11 are rolul de a menţine supapa pe scaunul eiatunci cacircnd reductorul nu funcţionează
Funcţia de menţinere constantă a presiunii M enţinerea constantă a presiunii se realizează fără intervenţia sudoruluiDacă debitul de oxigen este mai mareatunci presiunea din camera de joasă presiune tinde să scadăIcircn urma scăderii presiunii oxigenuluiforţa exercitată de presiunea oxigenului asupra membranei devine mai mică decacirct forţa exercitată de arc asupra membraneişi membrana se ridicăOdată cu membrana se ridică cuiul icircmpingător şi supapamărindu-se astfel secţiunea de trecere a oxigenului din camera de icircnaltă presiune icircn camera de joasă presiunepermiţacircnd admisia unei cantităţi mai mari de oxigen icircn camera de joasă presiune
Cacircnd debitul de oxigen este mai mic fenomenul este invers celui descris
1şurub de reglare a presiunii 2arc 3membrană de cauciuc 4cui 5supapă 6camera de icircnaltă presiune 7manometru de icircnaltă presiune 8camera de joasă presiune 9 manometru de joasă presiune 10robinet 11arc 12niplu 14supapădesiguranţă Arzătorul pentru sudare este aparatul icircn care se face amestecul acetilenei cu oxigenul şi la extremitatea căruia are loc ieşirea şi arderea amestecului de gaze
Arzătorul are următoarele funcţii 1048729amestecă gazele 1048729reglează debitul gazelor 1048729produce flacăra 1048729reglează flacăra 1048729dirijează flacăra Amestecul gazelor se face prin intermediul injectorului icircn camera de amestec
Icircn procesul de sudare cu flacără oxiacetilenică mai sunt necesare 1048729trusa de sudare 1048729echipament de protecţie
1048729masa de lucru 1048729ciocane de oţelperii de sacircrmădălţipile
Bec
Ţeavă de amestec
Macircner
Robinet pentru oxigen
Robinet pentru acetilenă
Cameră de amestec InjectorMetodele de sudare sunt determinate de 3 factori icircnclinarea flăcăriiicircnclinarea şi poziţia sacircrmei de adaos şi orientarea icircn spaţiu a sudurii de executat
Sudarea spre stacircnga (icircnainte) Metoda se aplică la sudarea tablelor cu grosimi de 4-5 mm la oţel şi 3 mm la aliaje cu conductivitate termică mare
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn urma flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Sudarea spre dreapta (icircnapoi) Sudarea spre dreapta se aplică icircn cazul tablelor cu grosimi mai mari de 4 mmpentru oţeluri şi peste 3 mm la aliajele cu conductivitate termică ridicată Fig5232Sudarea spre dreapta
Flacăra oxiacetilenică
Icircn interiorul arzătorului se produce amestecul de gaz combustibil şi oxigen care la ieşire se aprindeDupă raportul celor două gaze sunt următoarele tipuri de flacără 1 flacără normală O2C2H2 =11-12
2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

camera de icircnaltă presiune 7icircn camera de joasă presiune 8prevăzută cu manometru de joasă presiune 9gazul se destinde şi presiunea scadeRobinetul 10 fiind deschisoxigenul din camera de joasă presiune trece prin niplul 12 la arzătorul de sudareArcul 11 are rolul de a menţine supapa pe scaunul eiatunci cacircnd reductorul nu funcţionează
Funcţia de menţinere constantă a presiunii M enţinerea constantă a presiunii se realizează fără intervenţia sudoruluiDacă debitul de oxigen este mai mareatunci presiunea din camera de joasă presiune tinde să scadăIcircn urma scăderii presiunii oxigenuluiforţa exercitată de presiunea oxigenului asupra membranei devine mai mică decacirct forţa exercitată de arc asupra membraneişi membrana se ridicăOdată cu membrana se ridică cuiul icircmpingător şi supapamărindu-se astfel secţiunea de trecere a oxigenului din camera de icircnaltă presiune icircn camera de joasă presiunepermiţacircnd admisia unei cantităţi mai mari de oxigen icircn camera de joasă presiune
Cacircnd debitul de oxigen este mai mic fenomenul este invers celui descris
1şurub de reglare a presiunii 2arc 3membrană de cauciuc 4cui 5supapă 6camera de icircnaltă presiune 7manometru de icircnaltă presiune 8camera de joasă presiune 9 manometru de joasă presiune 10robinet 11arc 12niplu 14supapădesiguranţă Arzătorul pentru sudare este aparatul icircn care se face amestecul acetilenei cu oxigenul şi la extremitatea căruia are loc ieşirea şi arderea amestecului de gaze
Arzătorul are următoarele funcţii 1048729amestecă gazele 1048729reglează debitul gazelor 1048729produce flacăra 1048729reglează flacăra 1048729dirijează flacăra Amestecul gazelor se face prin intermediul injectorului icircn camera de amestec
Icircn procesul de sudare cu flacără oxiacetilenică mai sunt necesare 1048729trusa de sudare 1048729echipament de protecţie
1048729masa de lucru 1048729ciocane de oţelperii de sacircrmădălţipile
Bec
Ţeavă de amestec
Macircner
Robinet pentru oxigen
Robinet pentru acetilenă
Cameră de amestec InjectorMetodele de sudare sunt determinate de 3 factori icircnclinarea flăcăriiicircnclinarea şi poziţia sacircrmei de adaos şi orientarea icircn spaţiu a sudurii de executat
Sudarea spre stacircnga (icircnainte) Metoda se aplică la sudarea tablelor cu grosimi de 4-5 mm la oţel şi 3 mm la aliaje cu conductivitate termică mare
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn urma flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Sudarea spre dreapta (icircnapoi) Sudarea spre dreapta se aplică icircn cazul tablelor cu grosimi mai mari de 4 mmpentru oţeluri şi peste 3 mm la aliajele cu conductivitate termică ridicată Fig5232Sudarea spre dreapta
Flacăra oxiacetilenică
Icircn interiorul arzătorului se produce amestecul de gaz combustibil şi oxigen care la ieşire se aprindeDupă raportul celor două gaze sunt următoarele tipuri de flacără 1 flacără normală O2C2H2 =11-12
2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

1048729masa de lucru 1048729ciocane de oţelperii de sacircrmădălţipile
Bec
Ţeavă de amestec
Macircner
Robinet pentru oxigen
Robinet pentru acetilenă
Cameră de amestec InjectorMetodele de sudare sunt determinate de 3 factori icircnclinarea flăcăriiicircnclinarea şi poziţia sacircrmei de adaos şi orientarea icircn spaţiu a sudurii de executat
Sudarea spre stacircnga (icircnainte) Metoda se aplică la sudarea tablelor cu grosimi de 4-5 mm la oţel şi 3 mm la aliaje cu conductivitate termică mare
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn urma flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Sudarea spre dreapta (icircnapoi) Sudarea spre dreapta se aplică icircn cazul tablelor cu grosimi mai mari de 4 mmpentru oţeluri şi peste 3 mm la aliajele cu conductivitate termică ridicată Fig5232Sudarea spre dreapta
Flacăra oxiacetilenică
Icircn interiorul arzătorului se produce amestecul de gaz combustibil şi oxigen care la ieşire se aprindeDupă raportul celor două gaze sunt următoarele tipuri de flacără 1 flacără normală O2C2H2 =11-12
2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

2 flacără carburantă O2C2H2 lt11 3 flacără oxidantă O2C2H2 gt12
1Arzător 2Sacircrma de adaos 3Elemente de icircmbinare Cordonul de sudură se află icircn faţa flăcării oxiacetilenice Mişcările necesare sunt 1048729mişcarea de avans icircn lungul cusăturii 1048729mişcarea pendulară
Structura flăcării oxiacetilenice se prezintă astfel 1048729zona I - amestec de gaze neaprins 1048729zona II- nucleul flăcării (conul luminos) 1048729zona III- zona reducătoare a flăcării 1048729zona IV- icircnveliş exterior
Structura flăcării oxiacetilenice Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu flacără
Flacără reducătoare
Flacără carburantă
Flacără oxidantă
Regimuri de sudare Sudarea otelurilor si a fontelor Sudarea oţelurilor carbon Sudarea oţelurilor cu maxim 03 C nu necesită condiţii deosebitePentru grosimi mai mari de 3 mmproductivitatea este mai redusă şi se produc deformaţii mari La sudare se foloseşte ca sacircrmă de adaosS 10 iar pentru sudarea oţelurilor carbon de calitateS 10 XPentru un conţinut mai mare de 03 Cse recomandă preacircncălzirea pieselor la 150-350 0C Tablele cu grosimi de maxim 2 mm se pot suda şi fără sacircrmă de adaos Tablele cu grosimi mai mari de 5-6 mm se sudează icircn straturi suprapuseLa sudarea tablelor cu grosimi inegaleflacăra se orientează spre tabla mai groasă Sudarea aluminiului si a aliajelor de aluminiu Se face curăţirea degresarea şi decaparea tablelor pe o lăţime de 30-40 mmicircn ambele părţi ale rostului de sudareDegresarea se face cu o soluţie de 3-5 hidroxid de sodiu
şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

şi 1-3 silicat de sodiuurmată de o spălare cu apă fierbinte şi o decapare icircntr-o soluţie de 10 acid azoticşi apoi spălare cu apă Icircn funcţie de grosimea tablelorse face o preacircncălzire la 300-350 0C Sudarea alamei
După prelucrarea marginilortablele sunt decapate icircntr-o soluţie de 10 acid azotic apoise spală cu apă fierbinte şi se usucă Ca material de adaos se utilizează AmSnLpsub formă de vergelePentru a evita evaporarea zinculuisudarea se face cu flacără oxidantă Sudarea alamei se face prin metoda de sudare spre stacircnga cu amplasarea sacircrmei de adaos sub un unghi de15-300 faţă de piesăArzătorul se orientează sub un unghi de 70-800 faţă de orizontalăfără mişcare pendulară
Măsuri de tehnică a securităţii muncii la sudarea cu flacără oxigaz La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale
Clasificare 1048729după tipul curentului electric de sudare
1048729surse de curent continuu 1048729convertizoare de sudare 1048729redresoare de sudare
1048729grupuri electrogene 1048729surse de curent alternativ 1048729transformatoare de sudare
1048729după curentul maxim de sudare 1048729surse pentru curenţi de sudare maximum 180 Apentru electrozi icircntre 15-4 mm 1048729surse pentru curenţi de sudare maximum 350 Apentru electrozi icircntre 2-6 mm 1048729surse pentru curenţi de sudare 600-1500 Apentru electrozi groşi peste 8 mm
Convertizorul de sudare CS ndash350 Părţi componente 1 Tabloul de comandă
2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

2 Comutatorul pentru inversarea polarităţii (CIP) 3 Comutatorul stea ndashtriunghi (CST) 4 Pacircrghie 5 Tren cu roţi
6 Carcasa 7 Butoane şi prize 8 Comutatorul pentru reglajul brut al curentului de sudare 9 Comutatorul pentru reglajul fin al curentului de sudare 10 Ampermetru 11 Voltmetru
C onvertizorul de sudare este constituit dintr-un motor electric asincron trifazat
care acţionează generatorul de curent continuu cu rotorul pe acelaşi axAparatul este echipat cu ventilator care asigură o temperatură optimă echipamentului electricTrenul cu roţi asigură posibilitatea deplasării aparatului de sudare Ampermetrul şi voltmetrul permite controlul parametrilor regimului de sudare (intensitatea şi tensiunea electrică) Comutatorul CST asigură pornirea şi oprirea funcţionării convertizoruluiButoanele şi prizele asigură comanda de la distanţă a excitaţiei Comutatorul CФdm asigură reglajul icircn patru trepte a curentului electric de sudare
Funcţionarea şi exploatarea convertizorului de sudare Icircnainte de pornirea convertizorului se execută icircn mod obligatoriu următoarele 1048729se verifică dacă comutatorul stea-triunghi este pe poziţia zero 1048729se verifică integritatea cablurilor utilizate 1048729se verifică existenţa legăturii la pămacircnt a convertizorului
1048729se verifică să nu existe scurt-circuit icircntre portelectrod şi cablul de icircntoarcere După aceste verificări se execută următoarele operaţii 1048729se conectează icircntreruptorul automatului de protecţie 1048729se porneşte convertizorul punacircnd comutatorul CST pe poziţia Υ (stea)se aşteaptă pacircnă cacircnd turaţia devine constantă şi apoi se trece pe poziţia Δ (triunghi) 1048729se stabileşte polaritatea circuitului de sudare cu comutatorul CIP 1048729se stabileşte domeniul de reglaj şi valoarea curentului de sudare cu comutatoarele CФm şi CФdm Este interzisă manevrarea comutatorului CФdm icircn timpul procesului de sudare Transformatorul de sudare prezintă următoarele avantaje 1048729nu necesită ungeri deoarece nu au organe de maşini icircn mişcare 1048729randamentul este dublu icircn raport cu un convertizor de sudare
1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

1048729preţul de cost este mai redus cu 20 1048729simplitate constructivă
Dezavantaj nu se utilizează la sudarea cu electrozi bazici sau cu icircnveliş subţire Plăcuţa 7 permite reglarea transformatorului icircn cele două trepte de curent Treapta I 75-230 A Treapat II 220-480 A Prin modificarea poziţiei miezului magnetic mobil se poate face reglajul fin al intensităţii curentului electric de sudare
Scule şi dispozitive utilizate la sudare Cleştele portelectrod Permite conducerea electrodului prins icircn el pentru realizarea cordonului de sudură Cleştele portelectrod trebuie să fie uşor de manevrat şi să asigure protecţie la electrocutare Cablurile de sudare Se folosesc pentru conducerea curentului electric şi sunt construcţie multifilară
aicircnfăşurarea primară bicircnfăşurarea secundară 1carcasă 2cadru magnetic 3miez magnetic mabil 45icircnfăşurăre primară 6icircnfăşurăre secundară 7plăcuţă 8mecanism şurub-piuliţă Clema de contact Are rolul de a icircnchide circuitul curentului electric de sudare
Sculele necesare sudorului sunt 1048729ciocanul de sudor pentru curăţarea zgurii 1048729ciocanul cu cap rotund pentru cordonul de sudură
1048729dălţiperii de sacircrmă Echipamentul de protecţie trebuie să cuprindă următoarele 1048729mănuşi 1048729şorţ 1048729ochelari 1048729bocancijambieri
Electrozi Clasificarea electrozilor 1048729după prezenţa icircnvelişului 1048729icircnveliţi
1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

1048729neicircnveliţi
Icircnvelişul prezintă următoarele funcţii 1 măreşte stabilitatea arcului electric 2 crează perdea protectoare de gazeevitacircnd formarea oxizilor 3 separă zgura din baia de metal topit 4 asigură răcire lentă cordonului de sudură 5 introduce elemente de aliere icircn baia de metal topit 1048729după diametru 104872916 2 25 315 325 4 5 6
1048729după grosimea icircnvelişului 1048729cu icircnveliş subţire 1048729cu icircnveliş mediu 1048729cu icircnveliş gros 1048729după natura icircnvelişului 1048729acid(A)bazic(B)celulozic(C)oxidant(O)rutilic(R)titanic(T)
Sudarea spre stacircnga (icircnainte) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură MB-metalul de bază MA-metalul de adaos R-rostul de sudare CP-cleştele portelectrod CS-cordonul de sudură
Sudarea spre dreapta (icircnapoi) Mişcările necesare realizării operaţiei de sudare sunt 1 Mişcarea de avans a electrodului icircn lungul cusăturii-permite realizarea cordonului de sudură pe o anumită lungime 2 Mişcarea de avans a electrodului icircn lungul său-asigură distanţa optimă icircntre electrod şi metalul de bază 3 Mişcarea pendulară (transversală)-permite realizarea lăţimii cordonului de sudură Fig53412Sudarea spre dreapta
Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

Sudarea cu polaritate directă Sudarea cu polaritate inversă Schema tehnologică Distanţa optimă icircntre electrod şi metalul de bază este 2-5 mmDupă formarea arcului electricelectrodul se icircnclină cu 20-300 faţă de verticală Pentru sudarea icircn poziţie orizontalăicircn jgheabelectrodul se ţine pe bisectoareicircnclinat cu 60-700 faţă de cordonul de sudurăPentru sudarea icircn mai multe straturielectrodul va o mişcare pendulară specifică fiecăruia
Sudarea fontelor Sudarea de bună calitate a fontelor se poate face numai la caldPiesele se preacircncălzesc la 650-750 0CSudarea se face cu electrod din fontănumai icircn poziţie orizontală icircn locaşuri delimitate de plăci de grafitProcesul de sudare trebuie să fie neacircntrerupt şi de aceea se recomandă ca piesele mari să fie sudate de doi sudori Pentru detalii suplimentare se poate accesa fişierul Power Point Sudarea cu arc electric Pentru evaluare se poate accesa fişierul Word 2000 Test 3-Sudarea
atable cu grosimea sub 1 mm-se sudează prin suprapunere btable cu grosimea 1-2 mm-se sudează fără rost de sudare ctable cu margini răsfracircnte Cazurile abc utilizează garnitură de cupru Tablele cu grosimea 2-3 mm se sudează cap la cap cu rost de sudare Tablele cu grosimi 3-6 mm se sudează icircn IVY Tablele cu grosimi peste 6 mm se sudează cumarginiprelucrateicircnstraturi
S udarea icircn puncte se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea plaselor din sacircrmăcarcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice
Sudarea icircn puncte Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiunePrin sudare icircn puncte se pot realiza simultan unul sau mai multe puncte de sudură Icircn funcţie de configuraţia circuitului electric de sudaresudarea icircn puncte poate fi 1 dintr-o parte 2 din două părţi
Sudarea icircn puncte din două părţi
Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

Electrod mobil
Electrod fix
Punct de sudură
Schema de principiu P rocedeul constă icircn realizarea presiunii după care se conectează transformatorul de sudareIcircntre cei doi electrozi apare un curent de densitate marecare trece şi prin rezistenţa de contact icircntre cele două pieseCăldura care se dezvoltă prin efectul Joule determină o creştere a temperaturii icircn zona de contactPe măsură ce metalul se icircncălzeşterezistenţa termică de contact se reduceiar rezistivitatea creşteastfel că sursa termică se dezvoltă icircn jurul rezistenţei de contactformacircnd un nucleu de metal topit Icircntreruperea curentului electric după formarea punctului topit determină solidificarea metalului şi creşterea rezistenţei mecaniceRealizarea unei succesiuni de puncte formează o cusătură rezistentă
1electrod mobil 2elemente de icircmbinare 3electrod fix 4transformator electric 5reostat cu ploturi 6pedală de acţionare 7sistem de forţă
S udarea icircn puncte se execută prin presarea tablelor de sudat cu o anumită forţă icircntre cei doi electrozi din cupru care sunt răciţi forţat cu apăPrin electrozi şi piese se icircnchide icircnfăşurarea secundară a transformatorului de sudareDupă exercitarea presiuniise icircnchide circuitul electric şi are loc procesul de formare a unui punct de sudurăDeschiderea circuitului electric va avea loc icircnainte de icircnlăturarea presiunii exterioare aplicate
Regimul de sudare Regimul de sudare cuprinde următorii parametrii 1048729densitatea curentului de sudare Amm2
1048729timpul de sudare s 1048729presiunea de lucru Pa Sunt două regimuri de sudare Regimul moale
1048729timpul de sudare- 15-3 s
1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

1048729presiunea de lucru- lt5x105 Pa 1048729densitatea de curent- 70-160 Amm2 Regimul moale se aplică la sudarea oţelurilor moi cu grosimea peste 1 mm Regimul tare 1048729timpul de sudare- 002-15 s
1048729presiunea de lucru- gt5x105 Pa 1048729densitatea de curent- 160-400 Amm2 Regimul tare se aplică la sudarea oţelurilor inoxidabilea aluminiului şi a aliajelor salea oţelurilor foarte subţiri a altor aliaje neferoase
Măsuri de tehnică a securităţii muncii Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare 1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare
Sudarea prin presiune icircn linie S udarea icircn linie se aplică icircn industria de autoturismeautobuzeicircn aeronautică (avioane)icircn transporturi feroviare (vagoane)Se mai foloseşte la executarea carcaselor pentru armarea betonuluiicircn domeniul construcţiilor metalice şi pentru obiecte casnice Se realizează icircn principiuprin trecerea unui curent electric printr-un contact metalic şi icircncălzirea contactului la temperaturi ridicateurmată de presarea şi răcirea sub presiuneSudare icircn linie se poate realiza 1048729icircn linie continuă 1048729icircn linie icircntreruptă Sudarea icircn linie icircntreruptă se obţine prin icircnchiderea şi deschiderea circuitului electric la anumite intervale de timp
Defectele pieselor sudate Defectele exterioare sunt
1048729abateri dimensionale şi de formă ale cordonului de sudură 1048729şanţuri de margini sau muşcături
1048729revărsări sau scurgeri de metal
1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

1048729străpungeri 1048729fisuri exterioare
Defectele interioare sunt 1048729fisuri interioare 1048729porozităţi 1048729incluziuni de zgură 1048729nepătrunderi la rădăcină
Controlul icircmbinărilor sudate
Pentru asigurarea calităţii prescriseicircmbinările sudate trebuie supuse celor trei faze ale operaţiei de control tehnic 1 controlul preventiv 2 controlul interfazic 3 controlul final Icircmbinările sudate pot fi cotrolate prin următoarele metode 1048729examinarea exterioară a cusăturilor cu ochiul liber sau cu lupa 1048729controlul cu ajutorul epruvetelor 1048729controlul cu raze X 1048729controlul magnetic 1048729controlul ultrasonic La locul de muncă este necesară o găleată cu apă pentru cufundarea arzătoruluiicircn cazul refulării flăcării Sudorii trebuie să poarte echipamentul de protecţie a muncii
Generatoarele şi butelii de acetilenă se vor amplasa icircn afara locului de sudareDistanţa dintre generator şi orice sursă de foc trebuie să fie de minimum 10 m La terminarea lucrului restul de acetilenă se va evacua icircn atmosferăReziduurile se vor icircnlăturaGeneratoarele se vor feri de icircngheţButoaiele de carbid se vor păstra icircn condiţii speciale Buteliile de oxigen se vor păstra icircn cabinele de lucru icircn poziţie verticalăButeliile robinetele şi reductoarele de presiune se vor feri de uleiuri şi grăsimideoarece se pot produce explozii Dacă arzătorul s-a icircncălzit prea tarese icircnchide robinetul de acetilenăiar cu robinetul de oxigen puţin deschisarzătorul se cufundă icircn găleata cu apă Orificiile becurilor se vor curăţa numai cu sacircrme de alamă curate Prin nerespectarea regulilor de tehnică a securităţii muncii se pot produce următoarele accidente 1048729electrocutare
1048729afecţiuni ale ochilor şi arsuri ale pielii 1048729intoxicare cu gaze şi fum
1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă

1048729incendii datorate unor scacircntei Sursele de curent pentru sudare trebuie să fie legate la pămacircntSudorul trebuie să lucreze numai pe covoare de cauciuc sau grătare de lemn şi să fie echipat corespunzător Se interzice sudarea pieselor vopsite sau icircn apropierea substanţelor inflamabile Cablurile de sudare trebuie să fie icircn perfectă stare Ecranele şi măştile trebuie să protejeze complet sudorul contra radiaţiilor ultraviolete şi a stropilor de metal topit La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele şi fumul ce se degajă icircn timpul sudării La sudarea pe şantiere icircn locuri periculoasesudorii vor purta centuri de siguranţă