SINTEZA - old.unitbv.roold.unitbv.ro/Portals/31/Burse...
53
1 Investeşte în oameni! FONDUL SOCIAL EUROPEAN Programul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013 Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării societăţii bazate pe cunoaştere” Domeniul major de intervenţie 1.5. „Programe doctorale şi post-doctorale în sprijinul cercetării” Titlul proiectului: Burse doctorale si postdoctorale pentru cercetare de excelenta Numărul de identificare al contractului: POSDRU/159/1.5/S/134378 Beneficiar: Universitatea Transilvania din Braşov SINTEZA TITLU UNELE DIN CELE MAI NOI ECO-PRODUSE SI ECO-TEHNOLOGII DESCOPERITE SI IMPLEMENTATE IN INDUSTRIA LEMNULUI LA SFARSITUL SECOLULUI XX SI INCEPUTUL SECOLULUI XXI, CARE ADUC O REALA CONTRIBUTIE LA DEZVOLTAREA DURABILA IN ACEST DOMENIU AUTORI: prof univ dr ing. BADESCU Loredana Anne-Marie, prof univ dr ing. CISMARU Ivan, conf univ dr ing. COSEREANU Camelia 1INTRODUCERE Dezvoltarea durabilă pe teritoriul României, conservarea biodiversităţii şi calităţii mediului cat şi minimizarea efectelor modificărilor globale pot fi asigurate numai prin gasirea unor eco solutii rationale care sa poata fi implementate in productie si care sa conduca la proiectarea eco tehnologiilor si eco produselor. Aceste solutii insa, decurg numai in urma unor studii si cercetari aprofundate privind functionarea sistemelor tehnologice existente si identificarea factorilor generatori de noxe.[4] Industria lemnului, ca si celelalte industrii este si ea generatoare de factori poluanti, care trebuie diminuati sau chiar eliminati acolo unde este posibil. Promovarea activitatilor de cercetare inter si transdisciplinare care sa fundamenteze din punct de vedere stiintific si operational gestionarea relatiilor complexe directe si indirecte dintre componentele „mediului” si cele ale sistemelor socio- economice, in vederea asigurarii conditiilor pentru dezvoltare durabila devine o obligatie a cercetatorilor secolului XXI [7]. In lume, domeniul industriei lemnului este considerat ca fiind un domeniu strategic pentru economia mondiala, intrucat are ca obiect de activitate gestionarea si valorificarea masei lemnoase. Aceasta resursa naturala a devenit din ce in ce mai importanta, mai ales in ultimele 5-6 decenii cand,
Transcript of SINTEZA - old.unitbv.roold.unitbv.ro/Portals/31/Burse...

1
Investeşte în oameni!
FONDUL SOCIAL EUROPEAN
Programul Operaţional Sectorial Dezvoltarea Resurselor Umane 2007 – 2013
Axa prioritară 1 „Educaţie şi formare profesională în sprijinul creşterii economice şi dezvoltării
societăţii bazate pe cunoaştere”
Domeniul major de intervenţie 1.5. „Programe doctorale şi post-doctorale în sprijinul cercetării”
Titlul proiectului: Burse doctorale si postdoctorale pentru cercetare de excelenta
Numărul de identificare al contractului: POSDRU/159/1.5/S/134378
Beneficiar: Universitatea Transilvania din Braşov
SINTEZA
TITLU
UNELE DIN CELE MAI NOI ECO-PRODUSE SI ECO-TEHNOLOGII DESCOPERITE SI
IMPLEMENTATE IN INDUSTRIA LEMNULUI LA SFARSITUL SECOLULUI XX SI
INCEPUTUL SECOLULUI XXI, CARE ADUC O REALA CONTRIBUTIE LA
DEZVOLTAREA DURABILA IN ACEST DOMENIU
AUTORI:
prof univ dr ing. BADESCU Loredana Anne-Marie,
prof univ dr ing. CISMARU Ivan,
conf univ dr ing. COSEREANU Camelia
1INTRODUCERE
Dezvoltarea durabilă pe teritoriul României, conservarea biodiversităţii şi calităţii mediului cat şi
minimizarea efectelor modificărilor globale pot fi asigurate numai prin gasirea unor eco solutii
rationale care sa poata fi implementate in productie si care sa conduca la proiectarea eco tehnologiilor
si eco produselor. Aceste solutii insa, decurg numai in urma unor studii si cercetari aprofundate
privind functionarea sistemelor tehnologice existente si identificarea factorilor generatori de
noxe.[4] Industria lemnului, ca si celelalte industrii este si ea generatoare de factori poluanti, care
trebuie diminuati sau chiar eliminati acolo unde este posibil. Promovarea activitatilor de cercetare inter
si transdisciplinare care sa fundamenteze din punct de vedere stiintific si operational gestionarea
relatiilor complexe directe si indirecte dintre componentele „mediului” si cele ale sistemelor socio-
economice, in vederea asigurarii conditiilor pentru dezvoltare durabila devine o obligatie a
cercetatorilor secolului XXI [7].
In lume, domeniul industriei lemnului este considerat ca fiind un domeniu strategic pentru
economia mondiala, intrucat are ca obiect de activitate gestionarea si valorificarea masei lemnoase.
Aceasta resursa naturala a devenit din ce in ce mai importanta, mai ales in ultimele 5-6 decenii cand,
2
odata cu evolutia fara precedent a progreselor tehnicii, poluarea a crescut in progresie geometrica la
nivel mondial. Sunt cunoscute binefacerile aduse omenirii de « aurul verde », binefaceri care pleaca de
la asigurarea sanatatii, a ozonului atat de necesar vietii pe Terra, ameliorarea climei stabilizarea si
fertilizarea solului, generator al conditiilor de viata pentru animale, factor antipoluant, producator
natural de hrana (pentru animale si om), materiale pentru constructii, industria de mobila, chimica,
imbracaminte, medicamente, hartie etc. Iata deci, ca nu exista domeniu de activitate in care lemnul sa
nu fie utilizat intr-o proportie mai mica sau mai mare. In acest context, desi lemnul este unul din
putinele materiale naturale care se regenereaza, utilizarea rationala si cu randamente ridicate a
masei lemnoase devine un deziderat pentru dezvoltarea si asigurarea conditiilor de viata pe
Terra. [5]
Valoarea sociala a lemnului este afectata de o gama complexa de factori, iar disponibilitatea
lemnului in diferite domenii de utilizare, inclusiv mobilier se raporteaza de cele mai multe ori la
capacitatea industriei de a spori valoarea adaugata, utilizarea sa rationala si, din ce in ce mai insistent,
stimularea regenerabilitatii sale. Galeano [38] si Hyde [46], coordonatori ai unor echipe de cercetare
internationale, anticipau de acum zece ani ca proiectiile efectului activitatii umane de recoltare a
lemnului din paduri in viitor trebuie sa reflecte schimbari in componentele care conecteaza
consumatorii, producatorii si forestierii la natura, intr-o conceptie mai larga, gestionarea materiei
prime. In mare masura cercetarile, English [31], Hilton [42], pe plan european in domeniul metodelor
de valorificare a masei lemnoase excluzand domeniul mobilierului se indreapta spre industria
materialelor compozite, prelucrarea chimica a lemnului, identificand tehnologii alternative. [32] indica
o suita de consideratii economice nu numai in gestionarea padurilor ci si in posibilitatile de recoltare a
resurselor lemnoase secundare, indicand, pentru SUA, potentialul pe care acesta il ofera.
Eco-tehnologii, eco-conceptie, structuri speciale din lemn
In Statele Unite specialistii in cercetare aplicativa promoveaza in revista Fine Woodworking (ISSN
0361-3453) eco-tehnologii, pe grupuri mici de operatii, mai rar in sistemul industrial, de cele mai
multe ori in contextul productiei de unicate si serii mici. De asemenea confirma reusite in
experimentarea unor eco-tehnologii Konkle[51], Standish[68] referitoare la adezivarea ecologica si
lacuirea cu uscare UV a peliculei, aplicate in micro-intreprinderi de mobilier si alte obiecte din lemn.
Swensson [69] si Jewitt [50] transfera tehnici artizanale ale lemnului in zona performantelor
industriale, prin valorificarea cercetarilor in domeniul pregatirii operationale a unor structuri din lemn
masiv de foioase realizate prin imbinari in dinti drepti, coada de randunica, strapunse si semiascunse
realizate cu mare precizie. Privitor la imbinarile si comportamentul rondelelor obtinute prin taierea
transversala sau oblic-transversala a crengilor si a partii superioare a trunchiului, sunt putine informatii
disponibile. Specificul unor structuri obtinute pe baza acestor rondele este in mica masura cunoscut:
comportare la green-glueing, parametrii de uscare, contragere si umflare, abateri dimensionale,
modificari structurale de textura si de culoare in urma tratamentelor termice, efectele slefuirii asupra
calitatii suprafetelor acestora, nu au fost inca studiate. Desigur, unii parametri, unele regimuri de
uscare, procedeele de incleiere si altele asemenea, sunt probabil derivate din cele clasice, comportarea
la procesarea mecanica si finlizarea in produse, raman inca necunoscute.
Metodele si instrumentele eco-conceptiei se bazeaza in mare parte pe o abordare matriciala a
ciclului de viata, ilustrata prin grilele de evaluare care variaza prin continut si nivelul detaliilor. De
cele mai multe ori abordarea matriciala este insuficient adaptata evaluarii precise si complete a
produselor, asa cum o face ACV (Analiza Ciclului de Viata). Instrumentele de ameliorare a conceptiei
3
ecologice sunt folosite in cazul ACV prin selectia axelor de ameliorare in cautarea unor solutii optime
[53].
2 ECO-PRODUSE DESCOPERITE SI IMPLEMENTATE IN INDUSTRIA
LEMNULUI LA SFARSITUL SECOLULUI XX SI INCEPUTUL SECOLULUI XXI, CARE
ADUC O REALA CONTRIBUTIE LA DEZVOLTAREA DURABILA IN ACEST DOMENIU
În evoluţia societăţii au existat şi există preocupări pentru găsirea de noi materiale şi combinaţii
pe bază de lemn, care să conducă la diminuarea unor defecte ale lemnului masiv (higroscopicitatea,
instabilitatea dimensională, rezistenţa la atac foto-chimic, inflamabilitatea etc.) şi să pună mai bine în
valoare calităţile naturale ale acestuia (densitatea scăzută, prelucrabilitatea uşoară, conductivitatea
termică scăzută, izolarea fonică ridicată, costuri relativ mici, posibilităţi nelimitate de utilizare,
nepoluante etc.
Omenirea se străduieşte de milenii să reducă instabilitatea dimensională a lemnului şi în tot
atâtea milenii a învăţat să realizeze structuri din lemn stabile, apelând la soluţii de compromis: lăsarea
unor spaţii necesare umflării şi contragerii sau prin "blocarea" lemnului în dimensiuni fixe.
Utilajele şi tehnologiile pentru obţinerea materialelor compozite din lemn au fost puse la punct
într-un timp îndelungat. Mecanizarea fazelor şi chiar automatizarea completă a proceselor au
determinat trecerea de la meşteşugul tradiţional manual al prelucrării lemnului la tehnologiile
moderne, aproape integral automatizate.
Arheologii datează cu mult timp în urmă, ca prime succese ale omenirii în domeniul prelucrării
lemnului, fabricarea lamelelor subţiri din lemn. Cu 2000 de ani î.Hr. meşteşugarii Egiptului antic
reuşeau producerea furnirului şi implicit a placajului şi intarsiilor. Următoarele generaţii de
tâmplari, datorită evoluţiei tehnicii, dar şi a gusturilor, reuşesc să taie lemnul în piese foarte subţiri,
promovand principiul reducerii grosimii lemnului care duce la scaderea fenomenelor de umflare
contragere. Paralel cu utilizarea lemnului ca material de construcţie, hârtia a fost un alt compozit datând de
la începuturile "industrializării" acestuia. Tot anticii egipteni au pus bazele apariţiei acesteia prin
fabricarea papirusului. În anul 105 d.Hr., chinezii au realizat prima hârtie din lemn în urma fierberii
până la "dezintegrarea" părţii interioare a cojii de dud. Pasta rezultată era mărunţită, amestecată cu
apă, "turnată" în forme şi apoi uscată ca foi fibroase. Cu toate acestea, numai în anul 1799, în Franţa,
a putut fi patentată prima maşină care a produs industrial hârtia.
Furnirele s-au confecţionat iniţial manual, prin ferăstruire şi apoi mecanizat cu circulare şi
gatere speciale. Numai în anul 1818 a fost patentat primul derulor în vederea producerii furnirelor
tehnice. Prima maşină de tăiat plan pentru realizarea furnirelor estetice a fost pusă în funcţiune în
anul 1870. Aceste două invenţii: derulorul şi maşina de tăiat plan, cu modernizările şi evoluţiile tehnice
corespunzătoare, sunt folosite şi astăzi la fabricarea furnirelor. În anul 1934 au fost perfecţionate
sistemele de adezivi bazaţi pe răşini sintetice rezistente la apă, care au făcut posibilă realizarea
placajului de uz exterior şi a panelului.

4
PLACAJ [89] PANEL [90]
Originea plăcilor din aşchii de lemn (PAL) se află în Germania. Prima menţionare despre
realizarea unor asemenea plăci este făcută în anul 1887, când Hubbard a realizat aşa-zisul "lemn
artificial” din făină de lemn amestecată cu cleiuri albuminice, solidificate sub acţiunea temperaturii şi
presiunii.
Kramer obţine în anul 1889 un patent german pentru metoda sa de încleiere plană a aşchiilor pe
suport din ţesătura de in, pe care apoi le-a stratificat şi încleiat, ca în cazul placajului, cu orientare
perpendiculară alternativă.
Watson (SUA) pune la punct în anul 1905 o metodă de producere a unor plăci din particule
subţiri din lemn. Acest patent stă la baza realizării plăcilor din aşchii late (flakeboard), care cunosc în
ultimele decenii pe teritoriul Americii de Nord o utilizare deosebită.
FLAKEBOARD [91]
Beckmann (Germania) propune, în anul 1918 o tehnica de fabricare a plăcilor stratificate cu
miez din aşchii sau făină de lemn şi cu feţe din furnire, predecesor ai produsului cunoscut astăzi drept
PAL furniruit sau placaj cu miez din aşchii (eng. Com-Ply).
PAL FURNIRUIT [92]
Freudenberg (Germania) aminteşte în anul 1926 despre utilizarea tocăturii fine de lemn încleiată cu
adezivii atunci existenţi în vederea obţinerii unor plăci.

5
Nevin (SUA) recomanda în anul 1934, amestecarea făinii de lemn şi aşchiilor cu adezivi şi întărirea
sub acţiunea temperaturii pentru producerea de plăci.
Antoni (Franţa) realiza, în acelaşi an plăci rezultate dintr-o combinaţie între fibre, particule şi aşchii
de lemn, încleiate cu răşini tip ureo- sau fenol-formaldehidice.
Samsonow (Franţa) recomandă, în anul 1935, utilizarea unor fâşii de furnire, dispuse în straturi cu
orientare perpendiculară, rezultând plăci din aşchii structurate asemănătoare produselor actuale (eng.
OSB).
Satow (Japonia) obţine în anul 1935 un patent american cu privire la fabricarea unor plăci din aşchii
lungi de 75 mm (eng. strandboards), orientate care să micşoreze deformaţiile (OSB).
OSB [93]
Roher (Germania) discuta în acelaşi an despre posibilităţile lipirii pe straturile de miez din furnire a
unor particule din lemn încleiate într-o singură operaţie de presare
Carson (SUA) pune în funcţiune în 1935 o linie de fabricaţie pentru producerea PAL. În 1936,
Loetscher (SUA) aducea prin patentul său referinţe interesante despre producerea PAL în regim
automat.
Chappuis (Elveţia) descrie, în anul 1937, producerea plăcilor din aşchii uscate prin aplicarea unor
răşini sub formă de pulbere tip bachelită.
Un alt elveţian Phol prezenta. într-un patent din anul 1936, posibilitatea utilizării unor fâşii de furnire
lungi, care astăzi îşi găsesc utilizarea la fabricarea structurilor materiale compozite portante (eng.
LVL).
LVL [94]
În timpul celui de al 2-lea Război mondial, când producţia de răşini sintetice a fost perfecţionată, s-au
realizat şi primele încercări pentru fabricarea industrială de PAL. Prima producţie de PAL s-a realizat
în anul 1946 cu utilaje tip Novopan, legate direct de numele Fahrni Kreibaum. Germania a produs
între anii 1947-1949 primele plăci din aşchii extrudate, care îşi găsesc şi astăzi deplină utilizare în
industria uşilor.

6
[95]
PAL extrudat pentru uşi
Utilizarea preselor etajate sau continue a fost următoarea etapă în dezvoltarea tehnologiei de fabricare
a PAL, care în scurt timp a cucerit şi păstrat supremaţia pe piaţa materialelor compozite din lemn.
Domeniul plăcilor compozite ligno-celulozice a cunoscut începând cu anii 1950 o evoluţie fâră
precedent. Posibilitatea confecţionării aşchiilor şi fibrelor cu dimensiuni şi geometrii diversificate,
utilizarea de noi tipuri de răşini sintetice, de tehnologii moderne şi utilaje specializate, fiabile, parţial
sau complet automatizate au creat baza necesară "exploziei" materialelor compozite din lemn, care a
determinat apariţia unei noi ere, nu numai a plăcilor, dar şi a altor produse din lemn şi alte materiale.
STRUCTURI
A. Materiale clasice
B. Structuri avansate din lemn (EWP-engineered wood products)
C. Structuri alternative si bio-materiale (GREEN PRODUCTS)
A. Materiale clasice: A.I. Lemnul,
A.II. Panouri din lemn masiv,
A.III. PANEL-ul.
B. Structuri avansate din lemn, EWP
B.I. materiale compozite fibroase
B.II. materiale compozite stratificate
B.III. materiale compozite armate cu particule
Engineered wood products se numesc si compozite pe baza de lemn si include produse derivate din
lemn, obtinute prin incleiere de lemn de dimensiuni mici, particule, fibre sau furnir cu ajutorul
adezivilor. EWP sunt astfel proiectate si realizate, incat sa respecte standardele internationale
referitoare la testarea materialelor.
Material compozit – orice material lemnos realizat din bucăţi mici, încleiate între ele.
EWP se folosesc in aplicatii similare lemnului masiv. Deseori structurile avansate sunt preferate
lemnului masiv datorita unor avantaje:
Ele pot fi proiectate cu destinatii speciale, motiv pentru care vor fi fabricate si testate pentru a
realiza proprietati performante in acel domeniu
Se poate utiliza lemnul rezultat din procesul de productie.
Lemnul cu defecte si cel de mici dimensiuni se poate utiliza la fabricarea panourilor din fibre si
aschii de lemn.
Dezavantaje ale EWP:

7
Ard mult mai repede decat lemnul masiv.
Necesita mai multa manopera de prelucrare.
Adezivul utilizat poate fi toxic (rasinile formaldehidice), produsele rezultate in acest caz
degajand formaldehida.
Procesarea EWP poate expune muncitorii la constituenti toxici (praful de lemn din anumite
specii).
EWP sunt mai putin rezistente la apa, unele structuri chiar absorb apa (PAL, PFL, MDF) si
favorizeaza dezvoltarea fungiilor.
B.I. Materiale compozite fibroase
Se obtin din fibre de diverse forme şi dimensiuni înglobate într-o matrice.
Fibre: - naturale - lemn, in. cânepă etc. - sintetice - organice termoplastice şi termorigide,
- anorganice (sticlă, bor. carbon etc).
Matricea poate fi realizată din materiale organice, metalice sau ceramice şi are densitate şi rezistenţă
mai mică decât fibrele.
Comparaţie între caracteristicile mecanice ale unor fibre
Tip fibră Diametrul * Greutatea
specifică
y'103
Rezistenţa la
întindere o
Rezistenţa
specifică
a/y
Modulul de
elasticitate
E
Elasticitatea
specifica
E/y
;*m W/m3 GPa km GPa Mm
Aluminiu 5 2S.3 0,6 24 73 2,8
Titan - 46.1 1.9 41 115 2.5
Otel 12.7 76.5 4,1 54 207 27
E-Sticlă 5-15 25.0 3,4 136 72 2.9
S-Sticlâ 5-15 24,4 4.8 197 86 3,5
Carbon - 13,8 1.7 123 190 14
Beriliu 125 18.2 1,7 93 300 16
Bor <125 25.2 3.4 137 400 16
Grafit 5-10 13.8 1.7 123 250 18
Kevlar - 14 2 2.7 190 130 9
Lemn - 12,0 0,6-1,2 50-100 30-50 4,2
Fibre de carbon:
[98]
8
B.II. Materiale compozite stratificate
Materiale compozite stratificate constituite din cel puţin două lamine reunite.
Din această categorie fac parte materialele compozite:
-obţinute din elemente, tratate sau impregnate cu diferite substanţe chimice şi prelucrate
într-un mod corespunzător {presate, uscate etc);
-armate cu fibre, realizate dintr-o succesiune de straturi suprapuse şi orientate pentru a se
obţine o cât mai bună rezistenţă şi rigiditate cum ar fi de exemplu masele plastice armate, fierul-
beton. sticlă securit);
-protejate prin acoperiri cu folii, foi, pelicule din metal, mase plastice, lemn etc, cu proprietăţi
îmbunătăţite ca rezistenţă la uzură, apă. foc, substanţe chimice, uneori cu efecte decorative.
B.III. Materiale compozite armate cu particule
Materiale compozite armate cu particule rezultate prin înglobarea în matrice a
mai multor elemente de natură organică sau anorganică:
-particulele pot fi de origine ceramică, metalică, lemnoasă, mase plastice, adezivi care
introduse în masa matricei conduc la îmbunătăţirea proprietăţilor acesteia;
-matricea poate fi constituită din metal, ciment, mase plastice şi trebuie să permită înglobarea distribuţia
uniformă şi compatibilitatea cu particulele pentru ca în final să se poată obţine performanţe tehnice
superioare
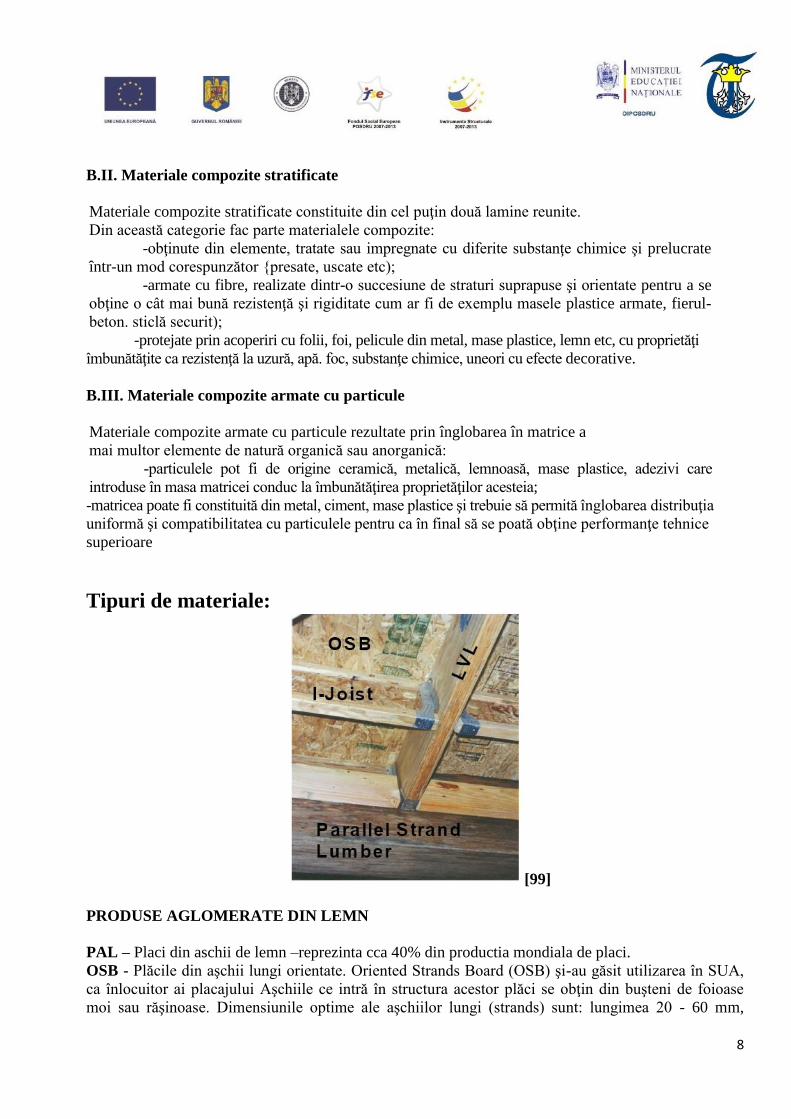
Tipuri de materiale:
[99]
PRODUSE AGLOMERATE DIN LEMN
PAL – Placi din aschii de lemn –reprezinta cca 40% din productia mondiala de placi.
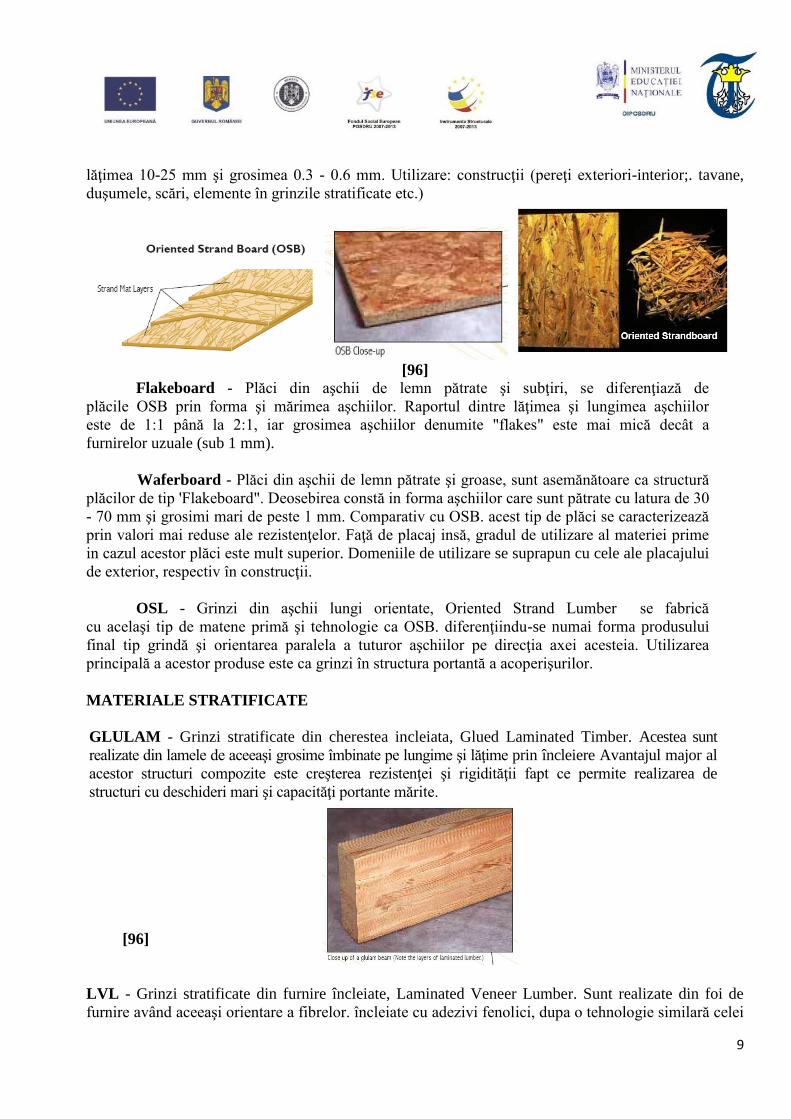
OSB - Plăcile din aşchii lungi orientate. Oriented Strands Board (OSB) şi-au găsit utilizarea în SUA,
ca înlocuitor ai placajului Aşchiile ce intră în structura acestor plăci se obţin din buşteni de foioase
moi sau răşinoase. Dimensiunile optime ale aşchiilor lungi (strands) sunt: lungimea 20 - 60 mm,
9
lăţimea 10-25 mm şi grosimea 0.3 - 0.6 mm. Utilizare: construcţii (pereţi exteriori-interior;. tavane,
duşumele, scări, elemente în grinzile stratificate etc.)
[96]
Flakeboard - Plăci din aşchii de lemn pătrate şi subţiri, se diferenţiază de
plăcile OSB prin forma şi mărimea aşchiilor. Raportul dintre lăţimea şi lungimea aşchiilor
este de 1:1 până la 2:1, iar grosimea aşchiilor denumite "flakes" este mai mică decât a
furnirelor uzuale (sub 1 mm).
Waferboard - Plăci din aşchii de lemn pătrate şi groase, sunt asemănătoare ca structură
plăcilor de tip 'Flakeboard". Deosebirea constă in forma aşchiilor care sunt pătrate cu latura de 30
- 70 mm şi grosimi mari de peste 1 mm. Comparativ cu OSB. acest tip de plăci se caracterizează
prin valori mai reduse ale rezistenţelor. Faţă de placaj insă, gradul de utilizare al materiei prime
in cazul acestor plăci este mult superior. Domeniile de utilizare se suprapun cu cele ale placajului
de exterior, respectiv în construcţii.
OSL - Grinzi din aşchii lungi orientate, Oriented Strand Lumber se fabrică
cu acelaşi tip de matene primă şi tehnologie ca OSB. diferenţiindu-se numai forma produsului
final tip grindă şi orientarea paralela a tuturor aşchiilor pe direcţia axei acesteia. Utilizarea
principală a acestor produse este ca grinzi în structura portantă a acoperişurilor.
MATERIALE STRATIFICATE
GLULAM - Grinzi stratificate din cherestea incleiata, Glued Laminated Timber. Acestea sunt
realizate din lamele de aceeaşi grosime îmbinate pe lungime şi lăţime prin încleiere Avantajul major al
acestor structuri compozite este creşterea rezistenţei şi rigidităţii fapt ce permite realizarea de
structuri cu deschideri mari şi capacităţi portante mărite.
[96]
LVL - Grinzi stratificate din furnire încleiate, Laminated Veneer Lumber. Sunt realizate din foi de
furnire având aceeaşi orientare a fibrelor. încleiate cu adezivi fenolici, dupa o tehnologie similară celei
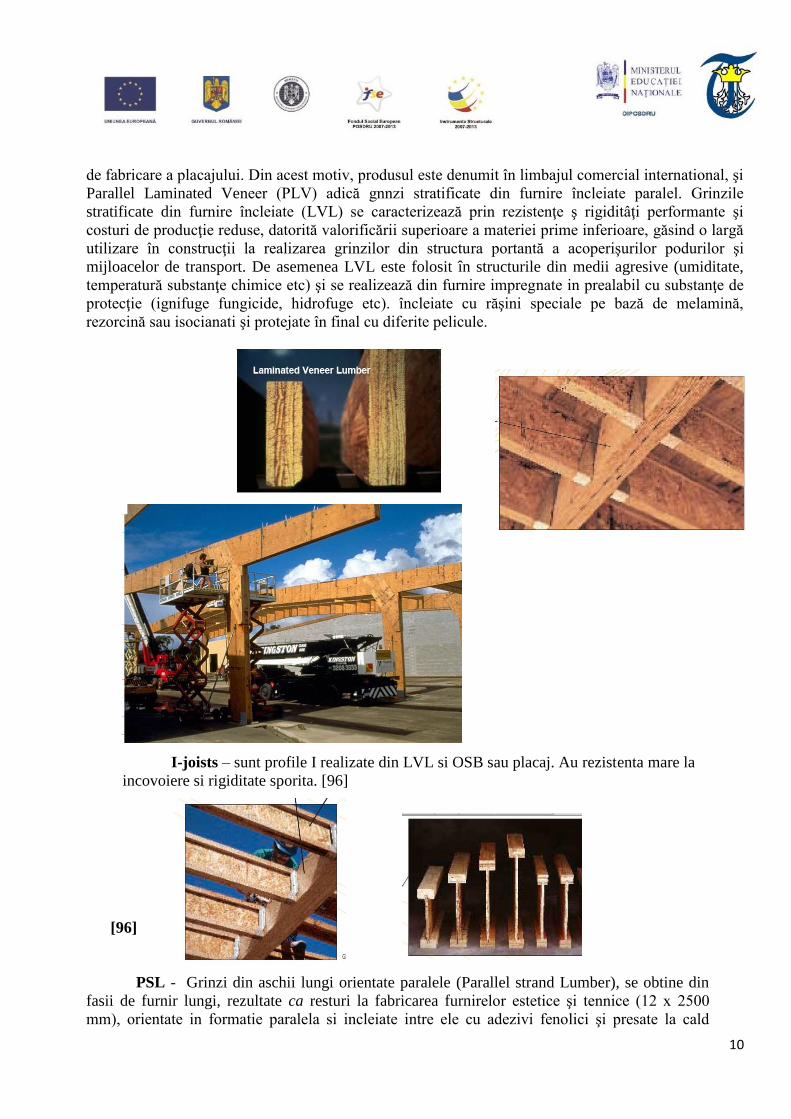
10
de fabricare a placajului. Din acest motiv, produsul este denumit în limbajul comercial international, şi
Parallel Laminated Veneer (PLV) adică gnnzi stratificate din furnire încleiate paralel. Grinzile
stratificate din furnire încleiate (LVL) se caracterizează prin rezistenţe ş rigiditâţi performante şi
costuri de producţie reduse, datorită valorificării superioare a materiei prime inferioare, găsind o largă
utilizare în construcţii la realizarea grinzilor din structura portantă a acoperişurilor podurilor şi
mijloacelor de transport. De asemenea LVL este folosit în structurile din medii agresive (umiditate,
temperatură substanţe chimice etc) şi se realizează din furnire impregnate in prealabil cu substanţe de
protecţie (ignifuge fungicide, hidrofuge etc). încleiate cu răşini speciale pe bază de melamină,
rezorcină sau isocianati şi protejate în final cu diferite pelicule.
I-joists – sunt profile I realizate din LVL si OSB sau placaj. Au rezistenta mare la
incovoiere si rigiditate sporita. [96]
[96]
PSL - Grinzi din aschii lungi orientate paralele (Parallel strand Lumber), se obtine din
fasii de furnir lungi, rezultate ca resturi la fabricarea furnirelor estetice şi tennice (12 x 2500
mm), orientate in formatie paralela si incleiate intre ele cu adezivi fenolici şi presate la cald
11
continuu. Se utilizeaza pentru grinzi, acolo unde se cere o rezistenta sporita. Cunoscută sub
denumirea comercială consacrată Parallam. Valorile performante permit utilizarea acestui
material la fabricarea structurilor mecanice puternic solicitate (grinzi, stâlpi etc.).
[96]
Scrimber este un nou produs stratificat realizat în 1980 în Australia pnn incleierea materialului
rezultat din zdrobirea intre role a buştenilor şi crăcilor foarte subţiri. Iniţial, elementele rezultate sunt
uscate, apoi încleiate şi aşezate în forme, iar în final consolidate prin presare la cald. Varianta japoneză
recent lansată pe piaţa poartă denumirea comercială de Zephyr. Aceste produse se utilizează ca
material de construcţii cu proprietăţi termoizolante şi fonoabsorbante.
Placaj – produs stratificat din foi de furnir orientate perpendicular.
LSD – lemn stratificat densificat. Este un produs realizat dupa o
tehnologie asemănătoare placajului, din furnire de foioase tari sau
esenţe exotice încleiate cu răşini fenolice (pulberi şi filme), realizat la
presiuni şi temperaturi înalte, atingându-se astfel densităţi de 1.3-1.4
g/cm: şi grosimi de 4-100 mm. Acest produs se caracterizează prin:
rezistente mari la tracţiune, compresiune încovoiere, stabilitate
[97] dimensională şi şoc.
Com-Ply - Plăci şi grinzi cu feţe din furnire şi miez din aşchii orientate uni- sau multistratificate .
Aceste produse au apărut în anul 1970 şi în funcţie de destinaţie pot fi concepute ca plăci sau grinzi.
Au câte un singur strat de furnir dispus pe ambele feţe ale unui miez realizat din aşchii orientate,
dispuse perpendicular pe directa fibrelor lemnului (furnirului). Grinzile care necesita perfomanţe
superioare, au feţele realizate din mai multe straturi de furnire sau placaje cu fibrele orientate paralel
cu axa grinzii iar structura miezului poate fi uni- sau multistrat din aşchii speciale (flakes). Domeniul
de utilizare: construcţii, la fabricarea panourilor şi grinzilor orizontale supuse acţiunii unor sarcini
normale pe suprafaţă
Structuri armate cu inserţii sunt realizate în general din mai multe straturi de furnir, fibre sau aşchii
între care se introduc inserţii sub formă de ţesături, fire. fibre, reţele, foliişi foi din diferite materiale
(metale, mase plastice, materiale organice şi anorganice). Avantajelece rezultă în urma armării constau
in creşterea rezistenţei la încovoiere, a ngiditătii. stabilităţiiuni- sau bidimensionale. în condiţiile
menţinerii sau scăderii greutăţii Pot apare însă o serie de inconveniente ca:
- incompatibilitatea între materialele structurii care generează fenomenul de delaminare;
- prelucrabilitatea dificilă şi implicit uzura rapidă a sculelor;
- îngreunarea reciclabilitaţii produsului.

12
Datorită costurilor relativ ridicate aceste structuri îşi găsesc aplicabilitate numai in domeniile de vârf-
construcţii aero-spaţiaie, industria transporturilor şi electrotehnică.
Produse stratificate din lemn tip "sandwich"
- PANEL – structura clasica, utilizata si in constructia mobilierului de arta.
- placi celulare
- Produse mulate din furnire
- placi lamelare stratificate (lemn reconstituit)
MATERIALE DIN FIBRE DE LEMN
PRODUSE AGLOMERATE DIN FIBRE OE LEMN, cunoscute generic cu prescurtări ca
- PFL
- MDF
- HDF
PRODUSE AGLOMERATE DIN FIBRE ŞI AŞCHII DE LEMN
- SuperPan - sub formă de placă cu miez din aşchii şi feţe din fibre (1-2 mm). Avantajul acestui
nou tip de placă este posibilitatea finisării directe a suprafeţelor, densitatea redusă, consum de adeziv
scăzut în condiţiile unei capacităţi de mulare superioare.
Produse aglomerate mulate din fibre şi aşchii de lemn. Spre deosebire de procedeele clasice de
realizare a structurilor din lemn, caracterizate prin forme de bază; rame. panouri, cutii etc. prin
procedeul de mulare se poate realiza o gamă impresionantă de forme. Obţinerea produselor de
configuraţie complexă caracterizate de suprafeţe plane şi curbe, se poate realiza cu consum sporit de
energie şi manoperă prin mooificarea formei geometrice naturale a lemnului.
Hârtia se obţjne din fibre lemnoase individuale, în mănunchiuri sau fragmente uniformizate la
aceeaşi lungime, rezultate în urma defibrăriî chimice, termo-chimice şi/sau mecanice.
C. STRUCTURI ALTERNATIVE SI BIO-MATERIALE (GREEN PRODUCTS)
PRODUSE PE BAZA DE CELULOZA DIN ELEMENTE VEGETALE (BIOMASA)
- fibre vegetale de orez
- faina de grau
- trestie de zahar
- bambus
- fibre textile de iuta, canepa
13
ECOPANEL,
Ag Boards - panouri din paie de orez sau grau, mai puternice decat MDF-ul si cu un aspect placut,
fara a fi necesar un liant, deoarece la presiuni si temperature ridicate are loc o sudare la nivel
microscopic intre elementele vegetale.
STRUCTURI LEMN_METAL
STEELAM- structura realizata din cherestea imbinata si armata cu benzi metalice zimtate.
STRUCTURI LEMN_PLASTIC
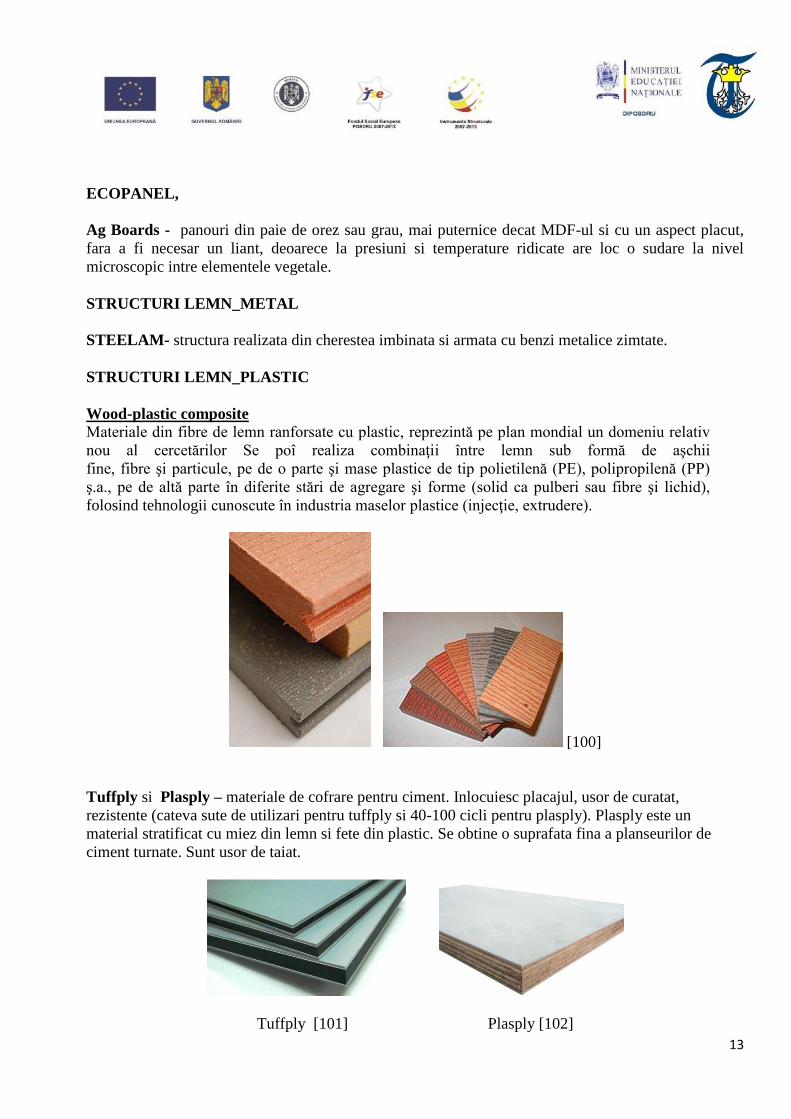
Wood-plastic composite Materiale din fibre de lemn ranforsate cu plastic, reprezintă pe plan mondial un domeniu relativ
nou al cercetărilor Se poî realiza combinaţii între lemn sub formă de aşchii
fine, fibre şi particule, pe de o parte şi mase plastice de tip polietilenă (PE), polipropilenă (PP)
ş.a., pe de altă parte în diferite stări de agregare şi forme (solid ca pulberi sau fibre şi lichid),
folosind tehnologii cunoscute în industria maselor plastice (injecţie, extrudere).
[100]
Tuffply si Plasply – materiale de cofrare pentru ciment. Inlocuiesc placajul, usor de curatat,
rezistente (cateva sute de utilizari pentru tuffply si 40-100 cicli pentru plasply). Plasply este un
material stratificat cu miez din lemn si fete din plastic. Se obtine o suprafata fina a planseurilor de
ciment turnate. Sunt usor de taiat.
Tuffply [101] Plasply [102]
14
[103]
STRUCTURI BIOMASA_CIMENT
Fly Ash – compozit inlocuitor al cimentului, obtinut din cenusa
[104]
STRUCTURI CU HARTIE
Composite siding – hartie de ziar, fibre de lemn amestecate cu plastic reciclat si agenti de incleiere
Homasote – structura realizata din hartie de ziar reciclata, pe post de fibre de rezistenta.
STRUCTURI TERMOIZOLATOARE
SIP - Structural Insulated Panels – reprezinta panouri cu feţe din material rezistent (OSB sau placaj) si
un miez de polistiren, paie sau poliuretan. Avantaje : greutate redusa si capacitate de izolare termica
mare.
15
[105]
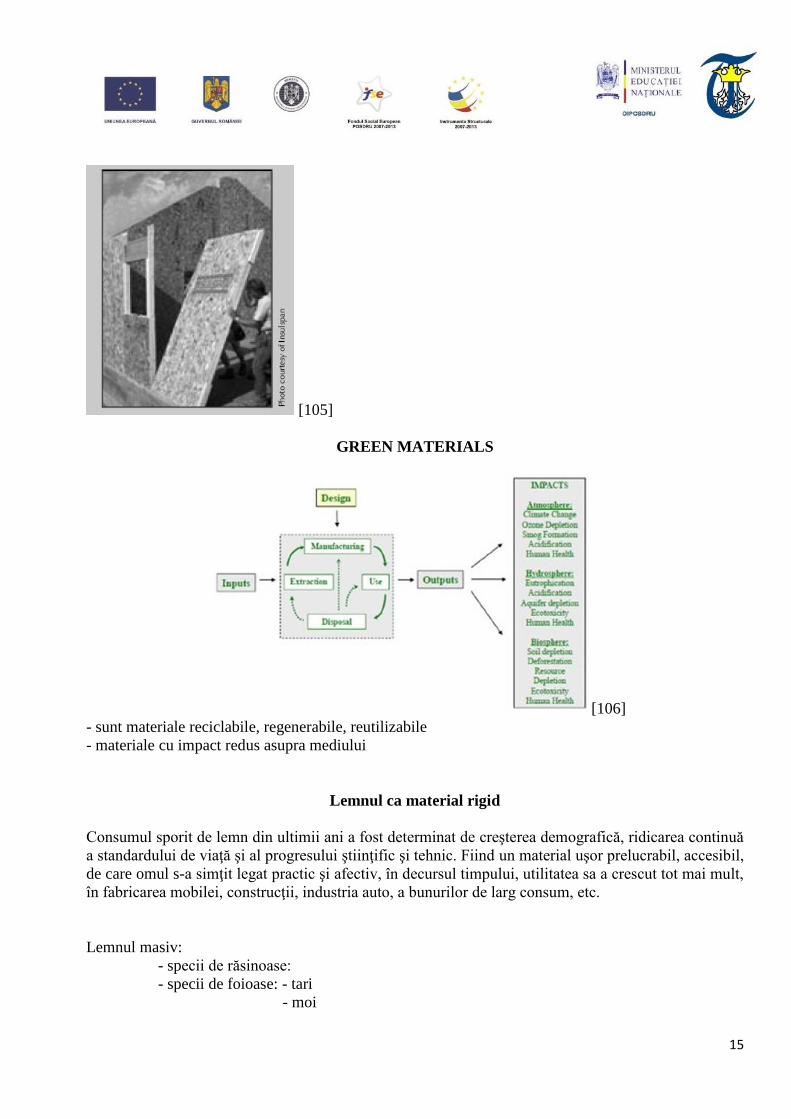
GREEN MATERIALS
[106]
- sunt materiale reciclabile, regenerabile, reutilizabile
- materiale cu impact redus asupra mediului
Lemnul ca material rigid
Consumul sporit de lemn din ultimii ani a fost determinat de creşterea demografică, ridicarea continuă
a standardului de viaţă şi al progresului ştiinţific şi tehnic. Fiind un material uşor prelucrabil, accesibil,
de care omul s-a simţit legat practic şi afectiv, în decursul timpului, utilitatea sa a crescut tot mai mult,
în fabricarea mobilei, construcţii, industria auto, a bunurilor de larg consum, etc.
Lemnul masiv:
- specii de răsinoase:
- specii de foioase: - tari
- moi
16
a) b) c)
d) e) f
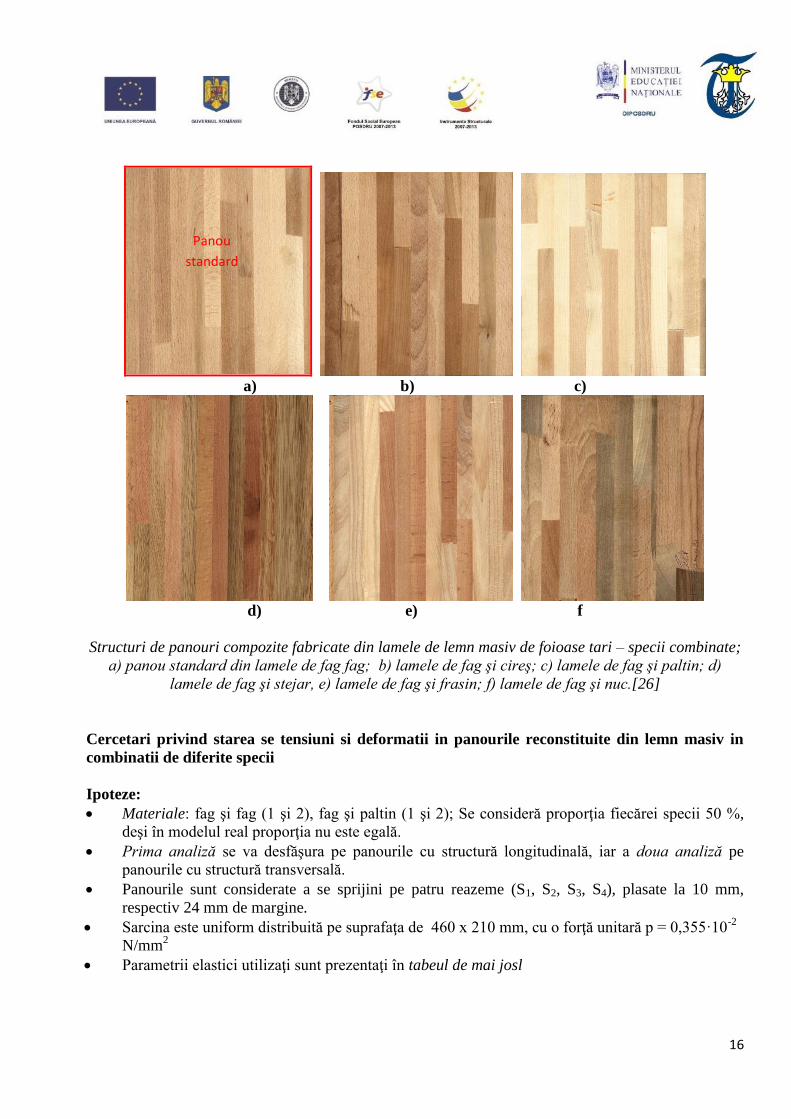
Structuri de panouri compozite fabricate din lamele de lemn masiv de foioase tari – specii combinate;
a) panou standard din lamele de fag fag; b) lamele de fag şi cireş; c) lamele de fag şi paltin; d)
lamele de fag şi stejar, e) lamele de fag şi frasin; f) lamele de fag şi nuc.[26]
Cercetari privind starea se tensiuni si deformatii in panourile reconstituite din lemn masiv in
combinatii de diferite specii
Ipoteze:
Materiale: fag şi fag (1 şi 2), fag şi paltin (1 şi 2); Se consideră proporţia fiecărei specii 50 %,
deşi în modelul real proporţia nu este egală.
Prima analiză se va desfăşura pe panourile cu structură longitudinală, iar a doua analiză pe
panourile cu structură transversală.
Panourile sunt considerate a se sprijini pe patru reazeme (S1, S2, S3, S4), plasate la 10 mm,
respectiv 24 mm de margine.
Sarcina este uniform distribuită pe suprafaţa de 460 x 210 mm, cu o forţă unitară p = 0,355·10-2
N/mm2
Parametrii elastici utilizaţi sunt prezentaţi în tabeul de mai josl
Panou
standard

17
20Ex=EL
500
Ez=ER
20
Ey=ET
y
xz
250
20
Ey=ET
500
Ex=
EL
z
x
Ez=ER y
250
20
Modelul teoretic al panourilor reconstituite.
=
10
240
10500
S1
S3
192
=
S2
S4
p
Poziţia reazemelor panoului.
Parametrii elastici utilizaţi în analiza MEF
Specia lemnoasă Fag, (W1) Paltin, (W2)
Masa volumică ρ, g/cm3 0.75 0.59
EL
·103 MPa
14 10.2
ER 2.28 1.55
ET 1.16 0.89
GLR 1.97 1.15
GLT 9.5 1.13
GRT 4.67 2.87
νTR 0.36 0.40
νRT 0.75 0.82
νLT 0.51 0.50
νTL 0.044 0.038
νRL 0.073 0.083
νLR 0.45 0.46
u, % 11 10
Discretizarea cu elemente finite este prezentată mai jos pentru structura longitudinală, respectiv cea
transversală.

18
Discretizarea cu elemente finite pentru
structura longitudinală; W1-fag; W2-paltin.
Discretizarea cu elemente finite pentru
structura transversală; W1-fag; W2-paltin.
(2) Aplicarea restricţiilor, a încărcărilor şi obţinerea soluţiilor
Tensiunile normale (sx) rezultate în urma analizei 1 (pentru structurile longitudinale) pentru
combinaţia fag – fag sunt prezentate mai jos
Tensiunile normale (sx) rezultate în urma
analizei 1 pentru combinaţia fag-fag.
Tensiunile normale (sy) rezultate în urma
analizei 1 pentru combinaţia fag-fag.
Tensiunile normale (sx) rezultate în urma
analizei 1 pentru combinaţia fag-paltin.
Tensiunile normale (sy) rezultate în urma
analizei 1 pentru combinaţia fag-paltin.
W1
sau
W2
W1
W1
sau
W2
W1
19
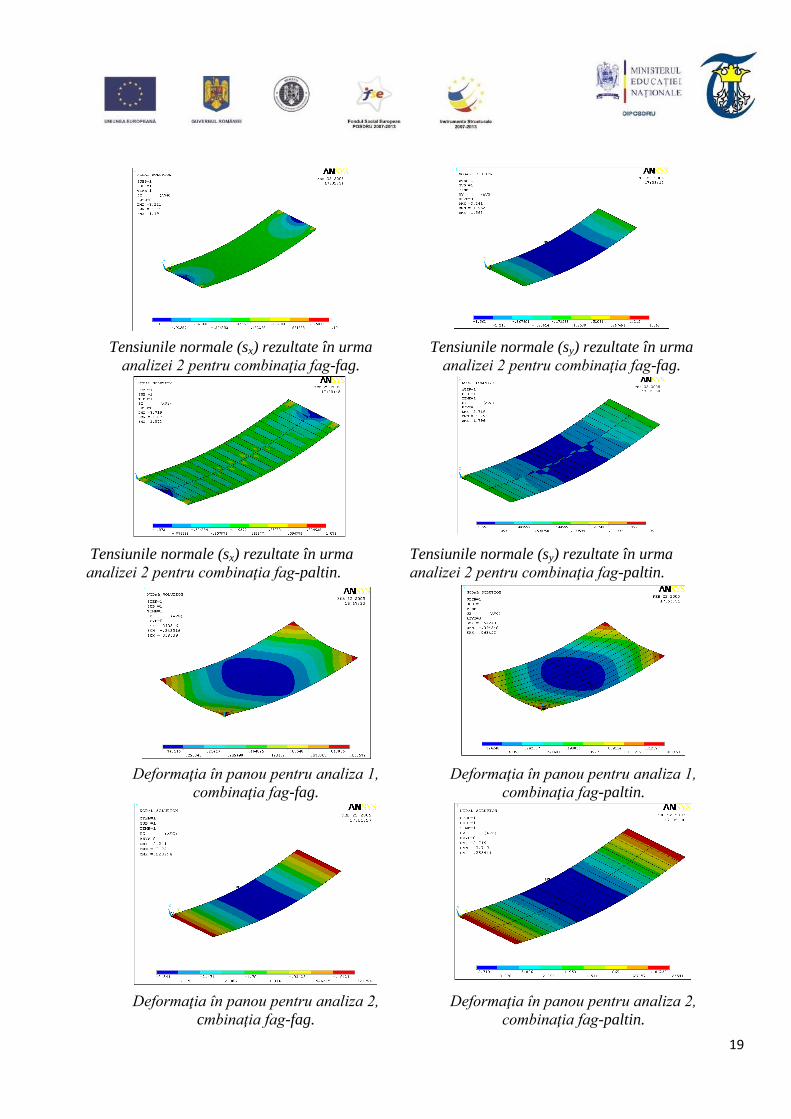
Tensiunile normale (sx) rezultate în urma
analizei 2 pentru combinaţia fag-fag.
Tensiunile normale (sy) rezultate în urma
analizei 2 pentru combinaţia fag-fag.
Tensiunile normale (sx) rezultate în urma
analizei 2 pentru combinaţia fag-paltin.
Tensiunile normale (sy) rezultate în urma
analizei 2 pentru combinaţia fag-paltin.
Deformaţia în panou pentru analiza 1,
combinaţia fag-fag.
Deformaţia în panou pentru analiza 1,
combinaţia fag-paltin.
Deformaţia în panou pentru analiza 2,
cmbinaţia fag-fag.
Deformaţia în panou pentru analiza 2,
combinaţia fag-paltin.
20
Se poate observa că deformaţiile maxime sunt concentrate în zona centrală a panourilor (culoarea
albastru închis), atât pentru varianta de structură longitudinală, cât şi pentru cea transversală. Valorile
deformaţiilor însă sunt de 7 – 10 ori mai mari pentru structura transversală, curbarea panoului de acest
tip în zona centrală fiind mult mai mare decât cealaltă structură.
ECOPRODUSE DIN LEMN REALIZATE ÎN ROMANIA
Incepând cu anul 1960 în Romania s-a trecut masiv la dezvoltarea construcţiilor de tip bloc, urmare a
politicii de după al II lea război mondial când s-a pus problema realizării unor locuinţe cu costuri
minime.
Construcţiile de tip bloc au schimbat complet structura elementelor din lemn, participante la
compartimentarea speţiilor interioare şi exterioare.
Dacă la o casă particulară există minim două uşi de exterior, o uşă de verandă şi restul sunt de interior
(4-6) la o construcţie de tip bloc în funcţie de numărul de etaje şi apartamente pe nivel există o singură
uşă de exterior (cea de intrare în bloc), maxim două uşi de balcon (pentru fiecare apartament) restul de
ordinul sutelor sunt uşi de interior, care au doar rol de compartimentare deci nefiindu-le necesare
structuri de rezistenţă solide.
S-a ajuns astfel la ideea şi conceperea unor alte structuri şi produse mai simple şi ecologice:
Uşile de tip celular [24] realizate din materiale lemnoase simple şi ecologice:
elemente de rezistenţă – sub formă de rame din rigle de chereste de răşinoase (molid) –
fixate prin capsare cu capse metalice;
elementele de placare realizate din placaj – obţinut din furnire şi adezivi fără formaldehidă;
elementele de acoperire – furnir din lemn din specii diverse – fag, stejar, nuc, paltin,
mahon, etc – fixate cu adezivi ecologici;
structura celulară realizată din materiale ecologice:
o rondele din crengi de răşinoase; plop sau salcie;
o rondelele din tulpini de floarea soarelui;
o rondele din tulpini de trestie;
o melci din lemn obţinuţi prin rindeluire plană
o caroiaje obţinute din lamele din lemn de răşinoase sau plop.
Au rezultat astfel structuri uşoare, suficient de rezistente în timp la solicitările simple la care sunt
supuse, la costuri incomparabile mai mici faţă de uşile ramă cu tăblie şi fără emanaţii de formaldehidă
sau alte noxe, care să polueze interioarele.
Structuri ale acestor uşi sunt prezentate în figura de mai jos.
21
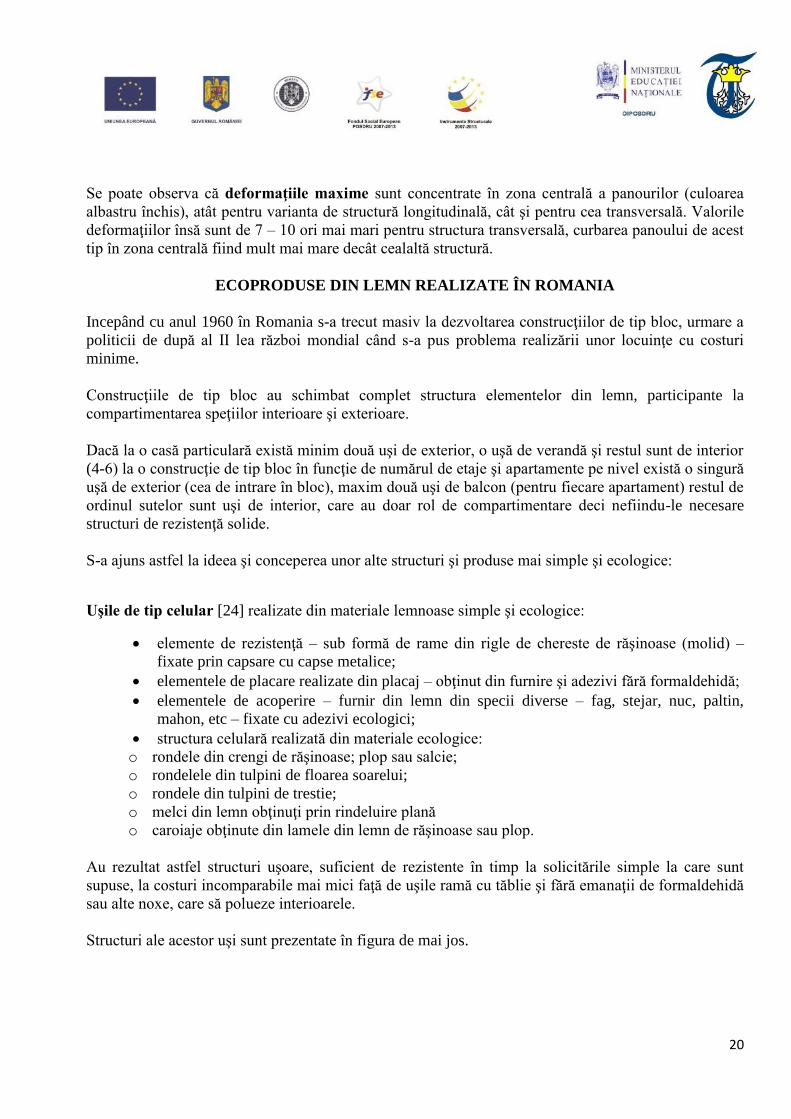
Structura uşilor celulare – produse ecologice [24]
1. montanţi laterali; 2. traverse (superioare sau inferioare); 3. adaosuri pentru broaşte; 4
adaosuri pentru balamale; 5. elemente (panouri) de placare; 6. elemente de acoperire; 7.
elemente de acoperit canturi; 8. structură celulară
a.
b.
c.
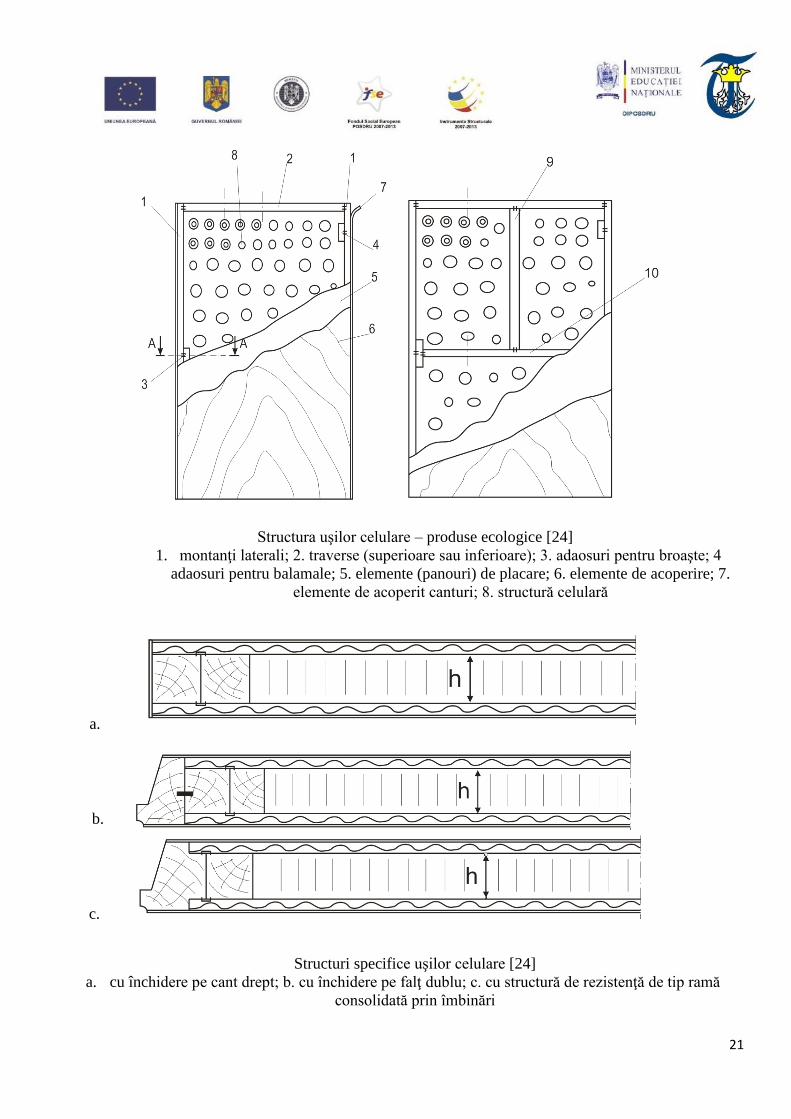
Structuri specifice uşilor celulare [24]
a. cu închidere pe cant drept; b. cu închidere pe falţ dublu; c. cu structură de rezistenţă de tip ramă
consolidată prin îmbinări

22
a. b.
c.
d.
e.
f.
Structuri celulare utilizabile la uşile ecologice [24]
a. cu dopuri din crengi; b. cu dopuri din tulpini de floarea soarelui; c. cu melci din
23
O altă etapă în domeniul construcţiilor (în prima etapă a celor de tip barăci de şantier şi apoi a
celor industriale şi apoi a celor de locuit), a avut în vedere realizarea de structuri uşoare, modulare,
ieftine, demontabile pentru a putea fi desfăcute şu refăcute odată cu mutarea şantierului sau a
depozitului sau halei industriale. In cazul construcţiilor de locuit (de tip casă particulară) soluţiile s-au
păstrat dar nu în ideea demontabila ci în structuri fixe.
Aceste construcţii realizate pe structuri dominante din lemn au avut la bază ideea panourilor celulare –
folosite iniţial în structura uşilor – dar aduse la dimensiuni capabile să asigure nu numai rezistenţa
construcţiei ci şi confortul în utilizare prin rezolvarea factorilor de atenuare fonică şi transfer termic.
PANOURILE CELULARE PENTRU CONSTRUCŢII [25]– utilizate exclusiv în constructii
pentru realizarea structurilor, atât pentru pereţi exteriori cât şi pentru pereţi interiori – realizate
ecologic, unde s-au folosit materiale nepoluante şi anume:
- pentru structura de rezistenţă s-au folosit stâlpi şi grinzi şi diafragme din lemn masiv de
răşinoase;
- pentru consolidarea structurii de rezistenţă s-au folosit accesorii matelice (şuruburi,
buloane, plăci metalice de strângere, profile metalice, etc);
pentru placare s-au folosit scânduri din lemn masiv de răşinoase (în prima etapă) şi apoi
panouri din PAL şi placaj realizate cu adezivi ecologici;
- pentru umplerea structurilor s-au folosit din paie presate, compozite din paie cu argilă,
compozite din aşchii şi coajă de lemn cu lianţi minerali de tip argilă cu nisip şi var;
- pentru acoperire s-au folosit tencuieli aplicate pe suprafeţele panourilor pe care s-a fixat
iniţial reţea de sârmă împletită;
- pentru finisare s-a folosit laptele de var sau humă;
- constituirea structurilor s-a format prin îmbinări în lemn şi cu accesorii metalice (şuruburi,
scoabe, buloane, tiranţi, etc).
ECOMATERIALE DE TAPIŢERIE ŞI CONSTRUCŢII
COVOARELE ÎMPÂSLITE – utilizate ca materiale de umplutură în realizarea structurilor tapiţate
de la paturi, saltele individuale, scaune, canapele şi fotolii care au înlocuit materialele tradiţionale
(lâna şi bumbacul) şi poliuretanul – produs chimic neecologic.
o covorul împâslit din fibre din coaja nucii de cocos (ZEGAAS), obţinut prin procesarea nucilor
de cocos, pentru exragerea structurii fibroase, curăţirea prin uscare şi spălare, dărăcirea şi
împâslirea realizată industrial pe linii tehnologice specializate. S-a produs prin coasere directă
cu aţă de iută sau prin coasere pe pânză de sac din fibre de iută sau pe pânze rare din cânepă
sau in. Covorul rezultat se prezintă sub forma unor plăci plane cu grosimea cuprinsă între
20÷80 mm, la livrare fiind sub forma de suluri sau placi (panouri) plane.
o covorul împâslit din iarbă de mare – obţinut prin valorificarea unei specii de iarbă de mare
caracterizată prin fibre lungi şi rezistenţă relaziv mare la rupere – în stare uscată.
Se produce si se livrează în aceleaşi condiţii ca şi covorul din fibre de cocos.
24
o covorul „împâslit” din lână de lemn, realizat din „lână de lemn” – obţinută pe instalaţii
speciale de realizare prin tragerea lemnului peste cuţite sub forme de ghiare, rezultând fâşii
lungi cu secţiunea de 4-5mm lăţime şi 0,5÷1 mm grosime. Lâna de lemna fost folosită mult
timp ca „amortizor” de protecţie a mărfurilorcasante, transportate în cutii.
În ultima perioadă prin aplicarea unui strat de adeziv ecologic (prin pulverizare) şi „comprimarea” în
matrite plane sau spaţiale s-au obţinut:
- panouri plane cu densitatea cuprinsă între 30 ÷ 300Kg/m3 şi grosimi cuprinse între 20mm –
180 mm, folosite pentru placări interioare şi ca materiale de umplutură pentru pardoseli şi panouri tip
sandwich folosite în construcţii, precum şi ca structură celulară folosită la uşile din construcţii
industruiale, garaje.[2], [3], [19]
- panouri spaţiale cu densitate între 30 ÷ 300kg/m3
şi grosimi cuprinse între 20 – 180 mm
folosite ca elemente de placare sau ca umplutură în construcţii pentru zonele neplane – Aceste
„panouri” pot fi realizate atât industrial cât şi pe şantier. [2], [3], [19]
- panouri plane cu durităţi cuprinse între 30 ÷ 100kg/m3 pentru umplutură la tavanele de tip
sandwich din cadrul structurilor din lemn; [2], [3], [19]
- panouri plane de umplutură la realizarea mansardelor.
o covorul împâslit din resturi textile – se obţin din colectarea selectivă a deşeurilor textile (care
provin din produse textile care şi-au finalizat ciclul de viaţă) sau resturile tehnologice de la
fabricile de produse textile sau stofe, etc.
După o spălare, igienizare şi uscare re realizează o tocare a lor urmată de o dărăcire şi afânare.
Pe linii tehnologice specializate se realizează covoare cu grosimi şi durităţi diferite care sunt cusute
direct sau pe suport din pânză de sac, livrându-se sub formă de plăci sau suluri. Produsele obţinute cu
grosimea 20 ÷ 150 mm şi o duritate de 40 ÷ 250 kg/m3 şi sunt folosite pentru:
- material de umplutură în tapiţeriile de mobilă ca şi covoarele de tip Zegras sau din iarbă de
mare;
- material de umplutură pentru panouri sandwich folosite ca pereţi în construcţiile din lemn,
izolaţii termice în structura pardoselilor, acoperişurilor, tavanelor;
Aceste covoare au un transfer termic foarte mic şi în general sunt folosite şi în sisteme termice ca
izolatoare, la temperaturi mai mici de 1500C (izolaţii rezervoare, recipienţi, cuve, etc).
Realizarea acestor produse sub formă de plăci cu densităţi diferite cuprinse între 100 ÷ 500 kg/m3 şi
grăşimi cuprinse între 20 ÷ 200mm este posibilă pe linii tehnologice specializate rezultând plăci cu
grosimi şi durităţi diferite, în funcţie de domeniul de aplicaţie (pentru placare sau ca materiale de
umplutură).
o compozite cu structura (matricea) de bază lignocelulozică şi lianţi minerali, se obţin
din aşchii de lemn sau din fibre de lemn şi lianţi minerali: ciment, ghips şi alte materiale nisip şi var.
Compozitele astfel obţinute se prezintă sub formă de plăci sau calupuri [2], [1], [19]şi sunt folosite
pentru:

25
- plăcile – la placările interiore sau exterioare (în anumite condiţii) a structurilor
construcţiilor, atunci când au grosimi cuprinse între 15 ÷ 40mm şi densităţi cuprinse între
600 ÷ 1400 în funcţie de liantul folosit (ciment sau ghips) şi gradul de presare (densificare).
Cercetările efectuate au demonstrat că aceste tipuri de plăci trebuie să ţină cont de faptul că
procentul masic de aşchii sau fibre de lemn să fie cuprins între 5 ÷ 15% - asigurând astfel
condiţii similare de utilizare cu produsul RIGIPS – pentru construcţii. Compozitele de tip
„Fibrogips” sau „Asrogips” au densităţi mai mici (folosesc ghipsul ca liant) şi nu pot fi
utilizate decât pentru placări de interior. conductivitatea termică este mai mică decât la
Rigips cu 50 ÷ 60 %;[1]
- calupurile – la material de umplutură atât pentru panourile de tip sandwich, cât şi pentru
umplerea prin zidire, a golurilor din cadrul structurilor de beton ale construcţiilor. Aceste
produse au grosimi mari şi un grad de „afânare” mare duritatea tinzând spre valori
inferioare, în funcţie de dimensiunile aşchiilor şi specia lemnoasă din care sunt obţinute.
Cercetările au demonstrat că în cazul calupurilor participarea procentuală masică a
aşchiilor sau fibrelor de lemn trebuie să fie cuprinsă între 15 ÷ 35%. La valori mai mari
produsele se dezintegrează uşor. [1]
Trebuie menţionat că astfel de produse au mai fost realizate şi în alte ţări după reţete proprii având ca
denumiri comerciale de: COROLIT în rusia, SASMAX în Franţa, ARBOREX în Germania,
FERMACELL în Germania, ELTOMATION în Filipine, DURIPANEL în Franţa, etc. [pag 24], asa
cum rezultă şi din figura [33], [34], [36], ]37].
Tehnologia generală de realizare a compzitelor lignocelulozice [1]
Deseuri de lemn şi
hârtie
Apa Ipsos
Aditivi
Defibrator
Malaxor
Formare, turnare
Presare cu role
Prelucrare şi
stivuire
Uscare şi finisare
26
Cerccetările în acest domeniu al compozitelor cu matrice lignocelulozică sunt în plin interes de
realizare, încercându-se întotdeauna în structură şi a tocăturii de hârtie, tocăturii de materiale plastice,
tocături de materiale textile, aşa încât gama produselor ce vor rezulta să poată rezolva o plajă cât mai
largă a condiţiilor posibile de utilizare din punct de vedere al greutăţii, atenuării fonice şi transferului
termic simultan cu preţurile.
ECOMATERIALE PENTRU ÎNCLEIERI ŞI FINISĂRI
Materiale tehnologice pentru încleierea lemnului
Adezivii sintetici utilizaţi în ultimii 30 - 50 ani au venit să substituie pe cei „clasici” obţinuţi din pielea
animalelor, oaselor şi unghiile animalelor. Substituţia a avut loc datorită dezvoltării explozive a
mobilierului realizat din panouri de tip PAL sau PFL care pe lângă adezivul propriu din structura
acestor panouri, impunea şi un consum mare de adezivi pentru furniruirea suprafeţelor. Adezivii
sintetici folosiţi până acum 15 – 20 de ani emanau cantităţi mari de formaldehidă liberă – în timp
destul de lung după ieşirea lor din procesele tehnologice – fiind astfel catalogaţi ca fiind cu o toxicitate
ridicată a mediului (aerului).
In ultimii 15-20 de ani adezivii ureoformaldehidici sau fenolformaldehidici au fost înlocuiţi cu:
- adezivii realizaţi din produse naturale – cazeină şi albumină cu grad zero de toxicitate;
- adezivii cu alte tehnologii de procesare proveniţi din prelucarrea lemnului şi a cojii
arborilor anumitor specii;
- adezivii proveniţi din extragerea şi prelucrarea ligninei naturale obţinută din lemn şi
materiale lignocelulozice;
- adezivii proveniţi din procesarea inovativă (modernă) a colagenului obţinut din produsele
animaliere terestre şi acvatice.
Toţi adezivii aflaţi în procesele tehnologice din industria lemnului, din ultimii 15-20 de ani, sunt
ecologici adică netoxici pentru mediul şi fiinţa umană sau cu grade de toxicitate mici, admisibile
conform standardelor şi restricţiilor actuale.
Materiale tehnologice pentru colorarea lemnului
Coloranţii sintetici pe care i-a utilizat industria mobilei pentru a creşte valoarea estetică a unor specii
„nevaloroase” erau produşi industriali, cu grad de toxicitate ridicat (pentru om şi pentruapele în care se
deversau resturile tehnologice).
In ultimii 20 – 25 de ani colorarea lemnului s-a trecut pe folosirea coloranţilor obţinuţi industrial dar
din extarcte naturale obţinute din plante sau animale:
- coloranţii obţinuţi din frunze şi coajă de nuc;
- coloranţii obţinuţi fin frunzele şi coaja de stejar;
- coloranţii obţinuţi din prelucrarea lemnului şi a coji de anin;
- coloranţii obţinuţi din minereuri de fier, cupru, zinc, ...etc, prin prelucrare industrială –
rezultând o gamă largă de culori;
- coloranţii obţinuţi din roci vulcanice (pufuri vulcanice) cu gamă largă de nuanţe de culori
de la roşu-gri până la negru;
- coloranţi obţinuţi din negru de fum – prin incinerarea substanţelor netoxice (inclusiv
lemnul);

27
- coloranţii obţinuţi din alge marine, din animale marine, etc;
- coloranţi obţinuţi din mierea de albine şi din prelucrarea propolisului.
Toţi aceşti coloranţi obţinuţi în regim industrial sunt netoxici şi reuşesc să acopere paleta coloristică
necesară în industria mobilei.
Materiale tehnologice pentru finisarea suprafeţelor lemnoase
Lacurile produse prin sinteză industrială din „răşini sintetice” au creat mari probleme privind poluarea
mediului, datorită faptului că întărirea lor se realiza prin evaporarea solventului (în principal toluen şi
benzen – produşi toxici pentru mediul ambiant).
In ultimii 15 – 20 de ani s-a trecut masiv la prelucrarea şi utilizarea lacurilor:
- obţinute pe bază de ceruri naturale – solubile în apă care se întăresc prin evaporarea apei
din soluţiile de lac;
- obţinute sub formă de paste fluide realizate din ceruri naturale sau parafină care se întăresc
prin evaporarea solventului care este acoolul;
- obţinute prin prelucrarea răşinilor naturale extrase din lemnul speciilor bogate în răşini şi
prelucrate industrial sub formă de emulsii pe bază de apă sau alcool;
Toate aceste lacuri sunt folosite în procent dominant la mobilă şi finisări ale lemnului de la interiorul
construcţiilor.
3. ECO-TEHNOLOGII DESCOPERITE SI IMPLEMENTATE IN INDUSTRIA
LEMNULUI LA SFARSITUL SECOLULUI XX SI INCEPUTUL SECOLULUI XXI, CARE
ADUC O REALA CONTRIBUTIE LA DEZVOLTAREA DURABILA IN ACEST DOMENIU
Problema majoră a omenirii o constituie faptul că a descoperit ”prea târziu” că resursele materiale ale
Terrei sunt limitate și că până acum s-a consumat prea mult (mai mult decât trebuia) și ineficient și
nerațional. Spaima mare a apărut în ultimii 50 de ani când explozia demografică a venit cu calcule care
demonstrează că nivelul consumului de rezerve ale Terrei va crește și că ”durata de viață” a omenirii
se va scurta mult dacă nu se va ”raționaliza” consumul în raport cu ce oferă planeta. În plus în
acești ultimi 50 de ani pe lângă faptul că s/a consumat mare parte din rezerva planetei (petrol, gaze,
minerale, metalifere și nematalifere) - la un nivel scăzut de eficiență economică și tehnologică – s-a
realizat și o poluare excesivă a atmosferei, solului și apelor planetei, pentru că în general s-au utilizat
tehnologii ”fără filtre” antipoluarea. S-a exploatat și s-a prelucrat cu orice preț, în orice condiții și fără
restricții din punct de vedere al poluării. În ultimii 30-40 de ani omenirea s-a trezit la ”o realitata
sumbră” când si-a dat seama de nivelul de poluare al mediului în care v-a trebui să existe de acum
înainte.
Măsurile propuse de foruri internaționale referitoare la renunțarea la tehnologiile poluante și folosirea
cu exclusivitate a tehnologiilor ecologice au fost respectate ”parțial”, având în vedere că prin
cercetările efectuate (și nu suficient de bine direcționate) nu au putut oferi rapid alternative la
tehnologiile poluante existente în funcțiune. În această situație dificilă în care a ajuns omenirea încă
folosește tehnologii poluante (prelucrarea minereurilor metalifere) ca și tehnologii din industria
28
chimică / cu riscuri foarte mari pentru mediu. Se încearcă, ”toaletări” ale tehnologiilor poluante care să
devină mai puțin poluante și nu înlocire cu tehnologii nepoluante.
Așa cum era de așteptat omenirea s-a gândit să producă, să realizeze produse necesare oamenilor și
niciodată nu si-a pus problema – ce se va întâmpla cu aceste produse după ce –și vor finaliza ciclul de
viață. Cum vor putea fi făcute să dispară fără să polueze mediul?!
Volumul de deșeuri care rezultă din societatea umană este uluitor de mare și ridică probleme deosebite
privind gestionarea lor. S-au încercat (și se practică) trei mari procedee și anume:
- incinerarea deșeurilor și transformarea lor în energie termică folosită pentru încălzirea
spațiilor de încălzit sau pentru diverse activități în sere sau drept căldură tehnologică în
diverse fabrici care cu tehnologiiloe axate pe suport termic;
- depozitarea deșeurilor, în depozite speciale, ecologice, cu o structură care să nu permită
scurgerea apelor care le traversează și pătrunderea în pânza freatică;
- înglobarea deșeurilor (în special a celor cu ciclu degradabil foarte lung sau care poluează
puternic prin ardere – plastical și cauciucal), în diverse compozite care săaibă posibilitatea
valorificării ulterioare ca materiale de construcții sau pentru izolații termice sau fonice, etc.
O parte din deșeurile biodegradabile pot fi transformate în compost (pământ fertil) - utilizat în
agricultură pentru început prin aplicare pe terenurile pe care se vor cultiva plante tehnice (cânepă, in,
bumbac, lavandă, mentă....).
Deci pe lângă conceperea unei tehnologii nepoluante pentru realizarea unui anumit produs, de acum
încolo trebuie proiectate și tehnologii de valorificare ecologică a acestor produse – la terminarea
ciclului de utilizare.
Societatea mondială de consum, spre care se îndreaptă omenirea, precum și organizarea transportului
mărfurilor pe glob, au ca rezultat creșterea volumului de deșeuri într/un ritm îngrijorător. Nu degeaba
a început să circule sloganul ”Ne acoperă gunoaiele”. Da, începe să fie adevărat acest slogan nu numai
în mediul urban ci și în cel rural. Si nu este numai necazul invadării localităților de către gunoaie ci
este si pericolul real al infectării solului, apelor, aerului și al vieții și existenței noastre. Acestea sunt
motivele reale, de netăgăduit, care obligă omenirea să îndrepte ce s-a greșit până acum. Se impune ca
rolul cercetării și inovării în societatea umană să ocupe o altă poziție de interes, așa încât printr-o
susținere reală să fie capabilă să furnizeze tehnologii ecologice atât de fabricația produselor cât și de
valorificare (reciclare) a produselor care și-au epuizat durata de viață. De asemenea se impune din ce
în ce mai mult ca statele lumii, administrația mondială și locală să managerieze mult mai responsabil
activitatea de producție din punct de vedere al gradului de poluare pe care-l induce ăn mediul
înconjurător.
În principiu activitatea de cercetare trebuie să furnizeze tehnologii noi de producție care:
- să fie nepoluante sau cu grad mic de poluare asupra mediului înconjurător și implicit asupra
vieții oamenilor și animalelor;
- să prezinte riscuri minime în aplicarea (implementarea lor) atât pentru cei care vor lucra
efectiv în cadrul acestor tehnologii cât și pentru mediile de viață adiacente ale oamenilor;
- să fie concepute și funcționale cu un consum mic de energie și cu consul minim de
materiale poluante;
- să fie aplicabile la nivelul unor randamente ridicate de valorificarea materiilor prime;
- produsele pe care le realizează să poată fi reciclate simplu și nepoluant – la finalizarea
ciclului de viață;

29
- să-și poată neutraliza singure eventualele produse poluante care rezultă ca efect al
proceselor tehnologice (gaze, mirosuri, particule solide, etc.).
Misiunea omenirii în perioada următoare de 30÷50 de ani este să îndrepte ce a greșit să producă atât
cât trebuie – pe baza unor studii și analize corecte la nivel mondial, iar producția să nu afecteze
mediul. Se ajunge astfel la gândirea unor tehnologii care să aibă ca efect depoluarea mediului – deja
poluat, impunându-se cercetarea spre:
1 depoluarea aerului și crearea unui echilibruprocentual al gazelor de bază din atmosferă
(hidrogen, oxigen, azot) , aceasta fiind posibilă pentru politica mondială masivă de:
reîmpădurire a terenurilor defrișate nerațional și apoi neîntreținute sau abandonate
din punct de vedere silvicultural;
împădurirea terenurilor neutilizabile în agricultură (degradate, zone de alunecări,
zone de inundații) prin acțiuni minore de îmbunătățiri funciare;
împădurirea terenurilor care provin din exploatări miniere de suprafață închise, din
exploatări de minerale – carierele de balast, rocă pentru var, etc.;
împădurirea terenurilor unde a apărut fenomenul de deșertificare.
2 depoluarea apelor și crearea unui mediu adecvat dezvoltării formei acvatice prin:
politici de urmărire performantă a calității deversării apelor sau produșilor
industriali auxiliari – în amisarii apropiați;
politici de regularizare a cursurilor de ape, în special în zonele unde s-au constatat
frecvent inundații;
politici de educare a populației privind păstrarea și valorificarea gunoaielor produse
în gospodării, fără a le arunca în cursurile de apă (în caz contrar sancțiunea
drastică);
politici de neacceptare a amplasării în apropierea apelor curgătoare a unor fabrici cu
tehnologii care produc resturi tehnologice greu utilizabile (ex. fabrici de cherestea
care produc rumeguș, fabrici de prelucrare primară a cărnii, crescătorii de animale,
etc) și care sunt tentate să arunce aceste resturi în apele apropiate;
politici de realizare a unor structuri administrative care să urmărească permanent
cursul apelor;
educația copiilor încă din gradinițe pentru participare și implicare la protecția
mediului în care trăim.
3 depoluarea solului și aducerea lui la faza în care culturile realizate să nu fie infestate cu
diverse substanțe toxice sau metale grele, extrem de periculoase pentru om si biosferă
aceasta putând fi realizată prin:
politici de neutralizare prin procedee chimice sau biologice a solurilor infectate în
timp de către diverși poluatori;
politici de culticare a perioadă definită (prin cercetare științifică) cu plante care să
aibă drept efect neutralizarea și depoluarea solului;
politici de plantare de pădure pe aceste soluri – folosindu-se specii lemnoase repede
crescătoare (25 - 40 ani) și ulterior redarea agriculturii a acestor terenuri;
politici de aplicare a unor cantități mari de îngrășăminte naturale (composturi) și
înglobarea lor în sol la adândimi de peste 40 cm, cu efect de ”diluare” a poluării.
Se poate spune că trebuie schimbate regulile de existență umană în următorii 20 - 50 de ani astfel
încât:

30
volumul de deșeuri să se micșoreze (în general prin reducerea ambalajelor și
trecerea la recircularea lor);
deșeurile rezultate atât în industrie cât și în viața socială să fie în procent maxim
biodegradabile;
produsele pe care le va folosi omenirea să aibă posibilitatea de reciclare sau
reutilizare fără a fi poluante (la terminarea ciclului lor de viață);
managementul gunoaielor să devină generalizator din punct de vedere al sortării și
valorificării diferențiate nepoluante a lor;
In concordanta cu aceste noi viziuni care satisfac conceptele dezvoltarii durabile, in ultimele decenii
cercetatorii din domeniul industriei lemnului in colaborare cu cercetatori din domenii conexe au lansat
noi productii stiintifice. Una dintre acestea se refera la tehnologia de SUDAREA LEMNULUI.
Tehnologia de sudare a lemnului, ca metodă alternativă de îmbinare a unor elemente sau structuri din
lemn nu a mai fost abordată în România, aceasta făcând parte dintr-un nou domeniu de cercetare. La
nivel internaţional, în anul 2005 o echipă franco-elveţiană de cercetători, a deschis calea către
cercetări aprofundate privind sudarea lemnului. Sudarea lemnului este definită în literatura (Gerber,
2005) ca fiind “un procedeu de fricţiune care permite asamblarea pieselor de lemn între ele fără să
utilizeze adezivi”. Avantajele acestei tehnologii sunt de ordin economic şi ecologic (îmbinarea a două
piese de lemn nu necesită adeziv). Procedeul de topire (sudare) a lemnului constă în modificarea
efectivă a celulozei şi a ligninei la un aşa nivel, încât structura şi proprietăţile chimice ale acestor
materiale si implicit ale lemnului sunt total schimbate. Se poate obţine astfel un material
termoplastic, un lemn ce se înmoaie si se topeşte la temperatura la care în mod normal s-ar degrada
termochimic si s-ar aprinde. La temperaturi ridicate generate prin fricţiune (frecare mecanica - mai
mare de 180 º C) caracteristicile ligninei si hemicelulozei se modifica, iar pereţii celulelor din lemn
intra în faza de “topire”. Acest procedeu poate fi aplicat pentru sudarea a doua piese de aceeaşi esenţa
sau a doua piese de esenţe diferite. Tehnica nu necesită un alt material de legătura, lignina
transformata jucând rolul de liant, aceasta tehnica de sudare prezentând rezistente bune.(Pizzi,
2005)[51]
Modalităţi de îmbinare prin sudare (Pizzi, 2005; Gerber, 2005) [34];[51]
Zona de sudare Zona de sudare
Imbinare lemn
40x100x3000 (mm)
31
Examinarea comportamentului materialului în timpul procesului de sudare prin frecare circulară a
fost efectuată de către Bernhard Stam în cadrul tezei sale de doctorat (Bernhard, 2005) [10]. Tipul de
îmbinare investigat în acest studiu este cel de formă laminară. Testele au fost efectuate la catedra de
construcţii din lemn, Institutul Federal Elveţian de Tehnologie din Lausanne (EPFL) şi au avut scopul
de a determina influenţa parametrilor de prelucrare cum ar fi presiunea de sudare, frecvenţa, timpul de
sudare şi amplitudinea mişcării circulare (a aparatului de sudare) asupra procesului de sudare şi aportul
de energie la interfaţă [13] (Bernhard, Natterer, Navi, 2005).
Rezultatele au arătat că sudarea prin frecare circulară este influenţată în mod semnificativ de tipul de
lemn şi orientarea inelelor anuale. Umiditatea lemnului este un alt parametru luat în considerare.
Influenţa acesteia asupra comportării materialului şi a rezistenţei conexiunii este de asemenea
importantă, arată cercetătorul. În acest sens, cercetări cu privire la rezistenţele la forfecare ale
îmbinărilor de tip lamelar din lemn de molid s-au efectuat de către cercetătorii elveţieni. Acestea au
arătat că la umidităţi mari rezistenţa la forfecare se reduce semnificativ. Rezistenţa fiind de 5,1 MP
faţă de 2,7 MP. (Bernhard, St., 2011) [10]. Un aspect ce are impact şi asupra condiţiilor de depozitare
ulterioară a pieselor obţinute din lemn sudat.
Pentru stabilirea unor parametrii de sudare: s-au efectuat cercetări pe lemn de fag şi lemn de pin cu o
umiditate iniţială de 12 %. S-au obţinut rezultate optime pentru un timp de sudare de 3s cu presiune de
1,3 MPa urmat de presare timp de 5s la 2,0 MPa. Practic, s-a stabilit că sudarea lemnului este posibilă
la o anumită presiune (0,4-2,7 MPa) a celor două interfeţe prin mişcări oscilatorii longitudinale cu o
amplitudine de 1-3 mm şi o frecvenţa de 100 Hz timp de 2-5 s până la topirea materialului la nivelul
interfeţelor. Urmând apoi faza de presare, respectiv de menţinere sub presiune a pieselor până la
solidificarea topiturii (2-5 s la 1,33-2,7 MPa). (Gfeller, 2004)[15]. Iniţial primele investigaţii privind
sudarea lemnului s-au efectuat în vederea găsirii unei noi tehnologii de îmbinare pentru industria de
fabricare a uşilor şi ferestrelor din lemn. (Gerber, 2005) [16]. Trebuie menţionat faptul că cercetătorii
şi-au îndreptat ulterior atenţia pe aplicabilitatea tehnologiei şi pentru îmbinarea unor suprafeţe mari de
lemn pentru utilizări în special în construcţii. Testele preliminarii au arătat că îmbinarea este dificilă
dar nu imposibilă, necesitând proiectarea unui nou utilaj pentru capacităţi mari. Şi astfel, s-a dezvoltat
şi producţia de utilaje specifice. (IBOIS)
S-au efectuat cercetări şi în Marea Britanie însă doar la nivel embrionar unde tehnologia de sudare
prin fricţiune liniară, de data aceasta, a fost aplicată pe exemplare de fag şi stejar cu scopul de a testa
viabilitatea acesteia. Cercetătorul Andrews menţionează că sudarea prin frecare liniară a lemnului ar
putea perturba radical utilizarea tradițională a elementelor de fixare și adezivi utilizaţi în fabricarea
mobilei. (Scott Andrews, 2006) [70]. De aceeaşi părere sunt şi cercetătorii francezi. (Gfeller,
2004)[15]
32
Cercetări preliminare pe exemplare de stejar şi fag obţinute prin procesul de sudare prin fricţiune
liniară (Scott Andrews, 2006; Belleville 2012)[70];[12]
În cadrul cercetărilor actuale, efectuate pe plan internaţional, se accentuează caracterul ecologic,
economic şi non-toxic al tehnologiei de sudare precum şi rezistenţa îmbinărilor care este comparabilă
cu cea a adezivilor tradiţionali utilizaţi cu acelaşi scop (Ganne, 2008; Leban , 2005)[55]. Cu privire la
acest aspect, există însă şi contradicţii. Astfel, îmbinările realizate prin sudare nu ating rezistenţele
care pot fi obţinute cu ajutorul adezivilor convenţionali (Bernhard, 2005)[15].
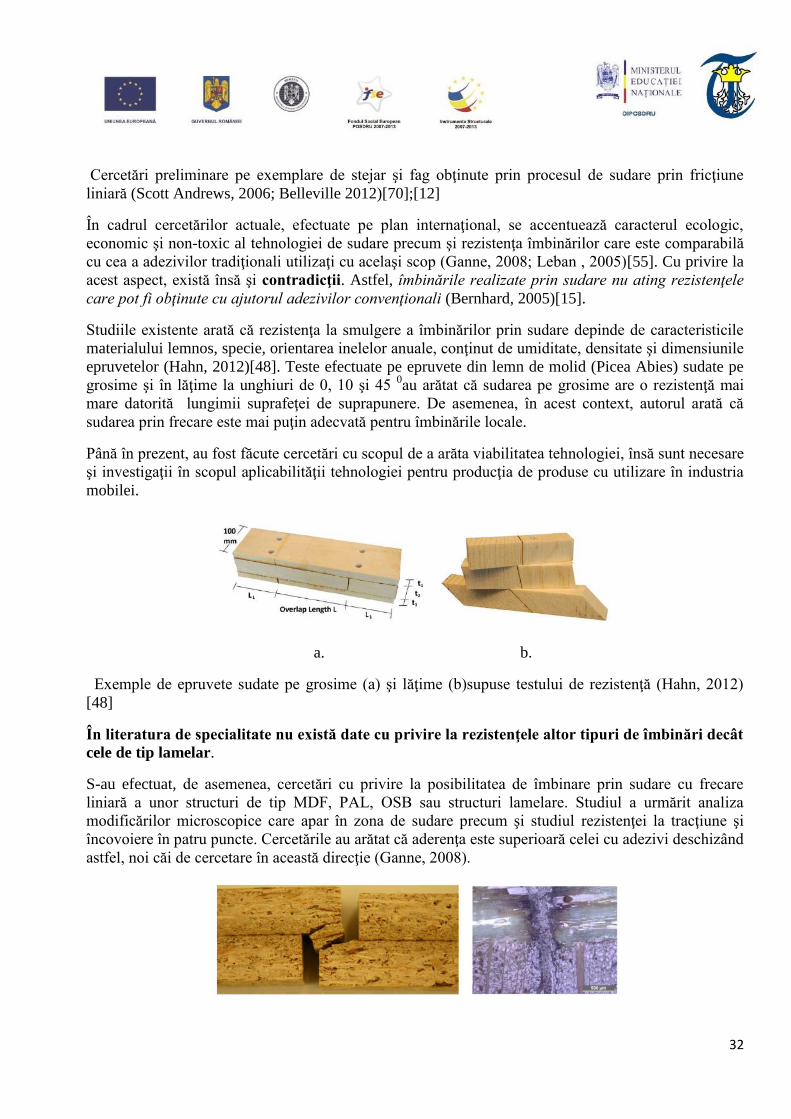
Studiile existente arată că rezistenţa la smulgere a îmbinărilor prin sudare depinde de caracteristicile
materialului lemnos, specie, orientarea inelelor anuale, conţinut de umiditate, densitate şi dimensiunile
epruvetelor (Hahn, 2012)[48]. Teste efectuate pe epruvete din lemn de molid (Picea Abies) sudate pe
grosime şi în lăţime la unghiuri de 0, 10 şi 45 0au arătat că sudarea pe grosime are o rezistenţă mai
mare datorită lungimii suprafeţei de suprapunere. De asemenea, în acest context, autorul arată că
sudarea prin frecare este mai puţin adecvată pentru îmbinările locale.
Până în prezent, au fost făcute cercetări cu scopul de a arăta viabilitatea tehnologiei, însă sunt necesare
şi investigaţii în scopul aplicabilităţii tehnologiei pentru producţia de produse cu utilizare în industria
mobilei.
a. b.
Exemple de epruvete sudate pe grosime (a) şi lăţime (b)supuse testului de rezistenţă (Hahn, 2012)
[48]
În literatura de specialitate nu există date cu privire la rezistenţele altor tipuri de îmbinări decât
cele de tip lamelar.
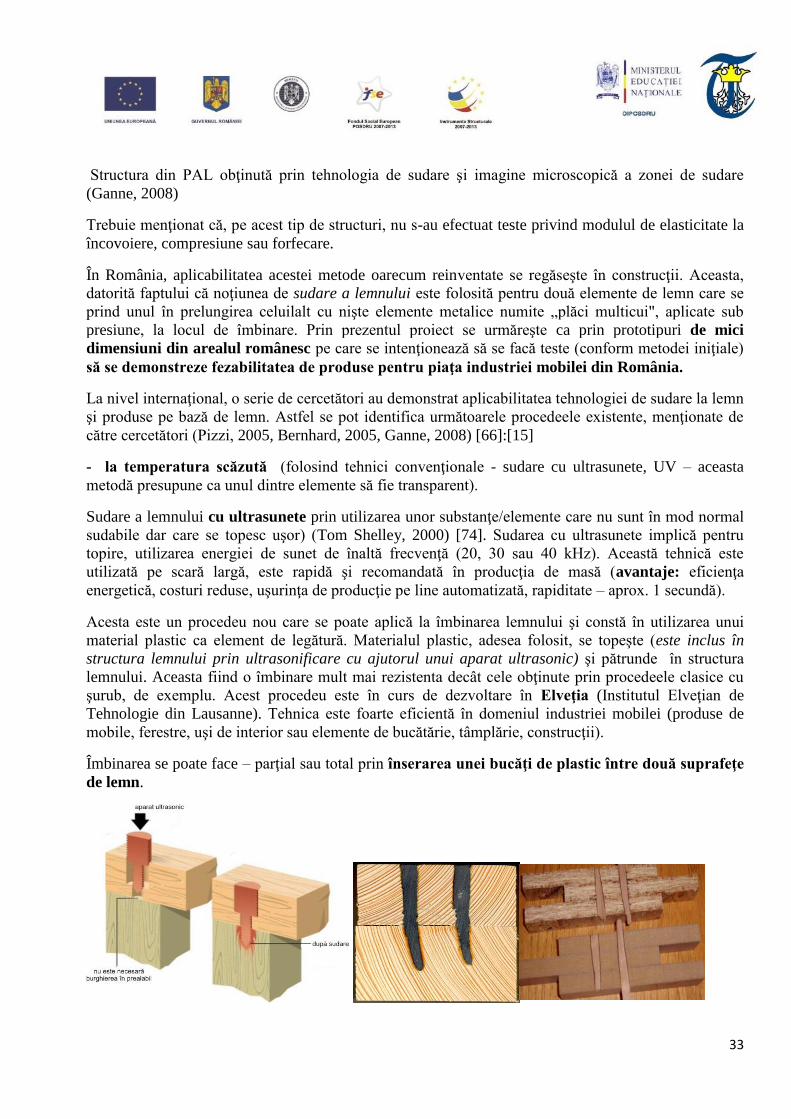
S-au efectuat, de asemenea, cercetări cu privire la posibilitatea de îmbinare prin sudare cu frecare
liniară a unor structuri de tip MDF, PAL, OSB sau structuri lamelare. Studiul a urmărit analiza
modificărilor microscopice care apar în zona de sudare precum şi studiul rezistenţei la tracţiune şi
încovoiere în patru puncte. Cercetările au arătat că aderenţa este superioară celei cu adezivi deschizând
astfel, noi căi de cercetare în această direcţie (Ganne, 2008).
33
Structura din PAL obţinută prin tehnologia de sudare şi imagine microscopică a zonei de sudare
(Ganne, 2008)
Trebuie menţionat că, pe acest tip de structuri, nu s-au efectuat teste privind modulul de elasticitate la
încovoiere, compresiune sau forfecare.
În România, aplicabilitatea acestei metode oarecum reinventate se regăseşte în construcţii. Aceasta,
datorită faptului că noţiunea de sudare a lemnului este folosită pentru două elemente de lemn care se
prind unul în prelungirea celuilalt cu nişte elemente metalice numite „plăci multicui", aplicate sub
presiune, la locul de îmbinare. Prin prezentul proiect se urmăreşte ca prin prototipuri de mici
dimensiuni din arealul românesc pe care se intenţionează să se facă teste (conform metodei iniţiale)
să se demonstreze fezabilitatea de produse pentru piaţa industriei mobilei din România.
La nivel internaţional, o serie de cercetători au demonstrat aplicabilitatea tehnologiei de sudare la lemn
şi produse pe bază de lemn. Astfel se pot identifica următoarele procedeele existente, menţionate de
către cercetători (Pizzi, 2005, Bernhard, 2005, Ganne, 2008) [66]:[15]
- la temperatura scăzută (folosind tehnici convenţionale - sudare cu ultrasunete, UV – aceasta
metodă presupune ca unul dintre elemente să fie transparent).
Sudare a lemnului cu ultrasunete prin utilizarea unor substanţe/elemente care nu sunt în mod normal
sudabile dar care se topesc uşor) (Tom Shelley, 2000) [74]. Sudarea cu ultrasunete implică pentru
topire, utilizarea energiei de sunet de înaltă frecvenţă (20, 30 sau 40 kHz). Această tehnică este
utilizată pe scară largă, este rapidă şi recomandată în producţia de masă (avantaje: eficienţa
energetică, costuri reduse, uşurinţa de producţie pe line automatizată, rapiditate – aprox. 1 secundă).
Acesta este un procedeu nou care se poate aplică la îmbinarea lemnului şi constă în utilizarea unui
material plastic ca element de legătură. Materialul plastic, adesea folosit, se topeşte (este inclus în
structura lemnului prin ultrasonificare cu ajutorul unui aparat ultrasonic) şi pătrunde în structura
lemnului. Aceasta fiind o îmbinare mult mai rezistenta decât cele obţinute prin procedeele clasice cu
şurub, de exemplu. Acest procedeu este în curs de dezvoltare în Elveţia (Institutul Elveţian de
Tehnologie din Lausanne). Tehnica este foarte eficientă în domeniul industriei mobilei (produse de
mobile, ferestre, uşi de interior sau elemente de bucătărie, tâmplărie, construcţii).
Îmbinarea se poate face – parţial sau total prin înserarea unei bucăţi de plastic între două suprafeţe
de lemn.

34
Modul de sudare cu material plastic, la temperatură scăzută şi posibilitate de obţinere a unor panouri
din OSB şi MDF prin sudare cu lemn (Tom Shelley, 2000; Gerber, 2006) [74];[13]
- la temperaturi ridicate generate prin fricţiune (frecare mecanică - mai mare de 180ºC)
caracteristicile ligninei şi hemicelulozei se modifică iar pereţii celulelor din lemn intră în faza de
“topire”. Acest procedeu poate fi aplicat pentru sudarea a două piese de aceeaşi esenţa sau a două
piese de esenţe diferite. Tehnica nu necesită un alt material de legătură ca în cazul anterior şi nu
se poate efectua într-un mediu umed. Cercetătorii francezi arată că şi această tehnică de sudare
prezintă în general rezistenţe bune.
Procedeul de topire (sudare) a lemnului constă în modificarea efectivă a celulozei şi a ligninei la un
aşa nivel, încât structura şi proprietăţile chimice ale acestor materiale şi implicit ale lemnului să fie
total schimbate (Bernhard, 2005) [15].
Modalităţi de îmbinare prin sudare: multistrat (Pizzi, 2005; Gerber, 2005; Bernhard, 2005)[74];[39]
Datorită căldurii de frecare suprafeţele se pot încălzi şi până la 420-450ºC arată cercetătorii. (Weinand
Y., Bernhard St., 2006) [76] Se poate obţine astfel un material termoplastic, un lemn ce se înmoaie şi
se topeşte la temperatura la care în mod normal s-ar degrada termochimic şi s-ar aprinde.
Există 2 tipuri principale de sudare prin frecare (vibraţie) :
- sudarea prin frecare tip Rotary - atunci când între două elemente de lemn are loc o frecare circulară
(sudura axială);
- sudarea prin frecare tip Linear - atunci când între două elemente are loc o mişcare liniară
(funcţionează la frecvenţe mult mai mici decât la sudarea cu ultrasunete; amplitudine şi forţe de
prindere mari). Această frecare generează o cantitate uriaşă de energie termică în zona de contact care
Zona de sudare Zona de sudare
Imbinare lemn
40x100x3000
(mm)

35
duce la o descompunere a componentelor din lemn de bază. Odată ce se opreşte mişcarea de frecare şi
materialul începe să se răcească, se întăreşte formând o nouă structură cu un strat solid de contact.
Principalii parametri care influenţează producerea de căldură sunt următorii: pe de o parte parametrii
de reglare a maşinii, cum ar fi frecvenţa, amplitudinea, presiunea şi timpul de sudare, respectiv de
deplasare de sudură; pe de alta parte, proprietăţile din lemn cum ar fi umiditatea, orientarea inelelor
de creştere, densitatea, tipul de lemn, etc. Cercetările au arătat că sudarea prin mişcarea liniară
paralelă cu direcţia fibrelor lemnului, datorită densităţii care în zona de suprapunere creşte,
înregistrează o rezistenţă mai bună comparativ cu cea circulară (Leban, 2004)[55]
- frecare de fricţiune cu arbore rotativ - atunci când se foloseşte cu arborele rotativ cu umăr ce
acoperă orice urma vizibilă de sudare.(Gfeller, 2004)[40]
Produse din lemn obţinute prin sudare:
Produse de mobilă obţinute prin tehnologia inovativă de sudare a lemnului (Resch L. et all, 2006,
designer Thomas Walde, Culdesac Company)
Pe piaţa producţiei de mobilă, se pot identifica foarte puţine produse obţinute prin noua tehnologie de
sudare, fapt pentru care promovarea unor noi soluţii constructive, noi structuri realizate prin acest
procedeu ar însemna un pas către evoluţie şi către mediul industrial.
Tehnologia sudarii lemnului se evidenţiază prin conexiunea subtilă dintre biofizică şi industria
lemnului. Studiul biofizicii structurilor realizate din lemn sudat implică o serie de cunoştinţe din
diverse domenii precum matematică, fizică, anatomie, lemn, chimie. Pe de altă parte eco-tehnologia de
sudare a lemnului implică de asemenea, pe lângă cele menţionate, şi o serie de domenii de cunoaştere
precum mecanică, rezistenţă, ecologie, mediu.
36
Aşadar, pentru implementarea în industrie a unei noi tehnologii şi a unor noi produse ecologice este
necesară delimitarea cercetărilor astfel:
- comportamentul structurilor din lemn supuse procedeului de sudare
- comportamentul structurilor sub acţiunea forţelor externe
Aceasta va genera, aşadar: creşterea gradului de industrializare şi valorificare a lemnului la nivel
superior, conform strategiei de dezvoltare durabilă pentru România; promovarea unui mediu propice
vieţii; stimularea curiozităţii pentru utilizarea unui nou proces tehnologice pentru obţinerea unor
structuri ecologice, competitive pe piaţa europeană.
Aceste produse vor fi ca un răspuns la necesitatea crescândă a industriei pentru produsele ecologice şi
tehnologiile curate. Promovarea unei noi tehnologii eco-eficiente pe piaţa naţională va accelera
creşterea competitivităţii/sporirea cererii şi producţiei de echipamente necesare în întreprinderile şi
sectoarele economice - conform Strategiei de dezvoltare durabilă pentru România Orizonturi 2013-
2020-2030.
O alta categorie de cercetari privind ecotehnologii descoperite şi implementate în industria lemnului in
ultimele decenii, care vizeaza subiectul prezentei sinteze se refera la acoperirea necesarului unor
materiale din domeniul constructiilor. Printre aceste tehnologii se pot enumera urmatoarele:
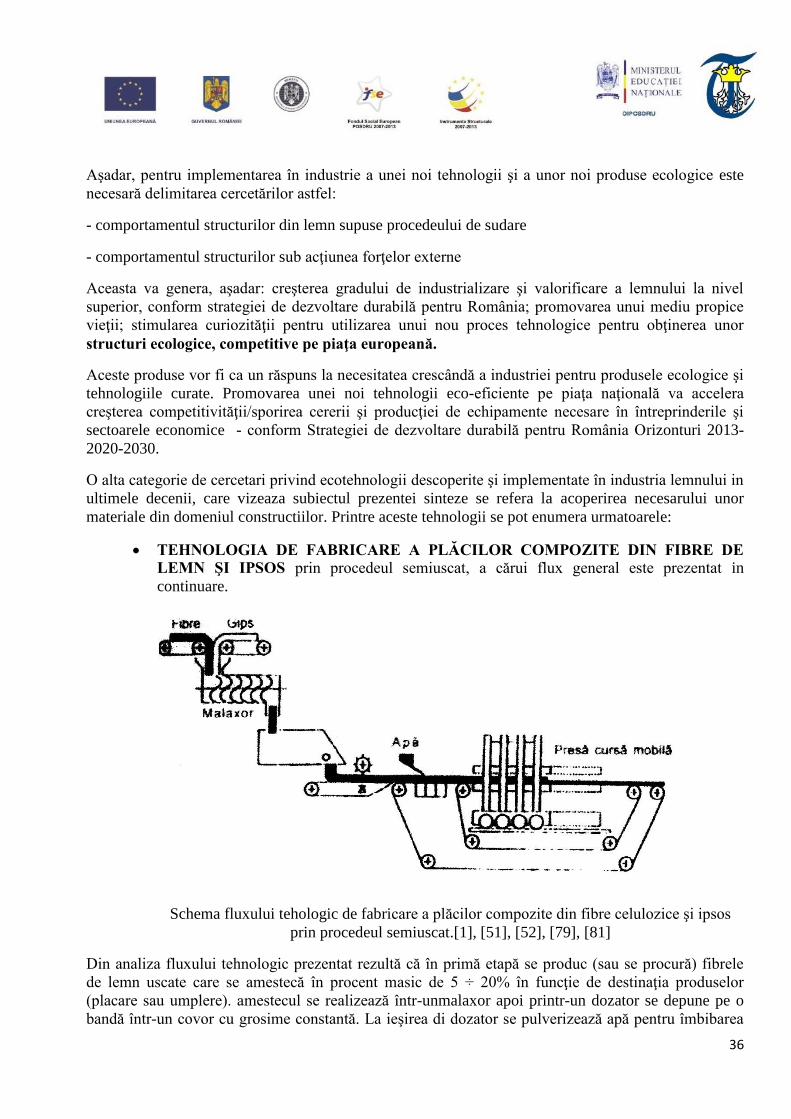
TEHNOLOGIA DE FABRICARE A PLĂCILOR COMPOZITE DIN FIBRE DE
LEMN ŞI IPSOS prin procedeul semiuscat, a cărui flux general este prezentat in
continuare.
Schema fluxului tehologic de fabricare a plăcilor compozite din fibre celulozice şi ipsos
prin procedeul semiuscat.[1], [51], [52], [79], [81]
Din analiza fluxului tehnologic prezentat rezultă că în primă etapă se produc (sau se procură) fibrele
de lemn uscate care se amestecă în procent masic de 5 ÷ 20% în funcţie de destinaţia produselor
(placare sau umplere). amestecul se realizează într-unmalaxor apoi printr-un dozator se depune pe o
bandă într-un covor cu grosime constantă. La ieşirea di dozator se pulverizează apă pentru îmbibarea

37
covorului după care se introduce în prese unde se realizează „stoarcerea” excedentului de apă şi
întărirea ghipsului respectiv a păcilor.
Plăcile rezultate din presă pot fi livrate ca atare sau pot fi acoperite de feţe cu hârtie sau înlocuitori
diverşi, rezultând materiale cu proprietăţi diverse.
TEHNOLOGII DE FABRICARE A PLĂCILOR COMPOZITE DIN AŞCHII DE
LEMN ŞI CIMENT prin procedeu „clasic” [1], [79], [81]
– pentru plăci standard – cu duritate mare şi prin procedee actualizate pentru plăci uşoare
a. b.
Fluxul tehnologic de fabricare a plăcilor compozite din aşchii de lemn şi ciment
a. procedeul clasic pentru plăci standard. b. procedeul modern pentru plăci uşoare
Tehnologia propusă este bazată pe un procedeu umed unde comentul cu aşchiile de lemn se amestecă
în malaxoare, introducându-se şi emulgatorul, procentul de aşchii fiind cuprins între 5-15% pentru
panourile de placare şi 15-25% pentru calupuri de umplere. Pastaobţinută se aplică înmatriţe sub
formă de rame urmând o presare la rece pentru eliminarea excedentului de apă şi omogenizarea
volumică a durităţii. Formele sunt trecute printr-un tunel de uscare după care se extrag din forme se
formatizează, se calibrează şi se aplică vopsea sau hârtie pe suprafeţe.
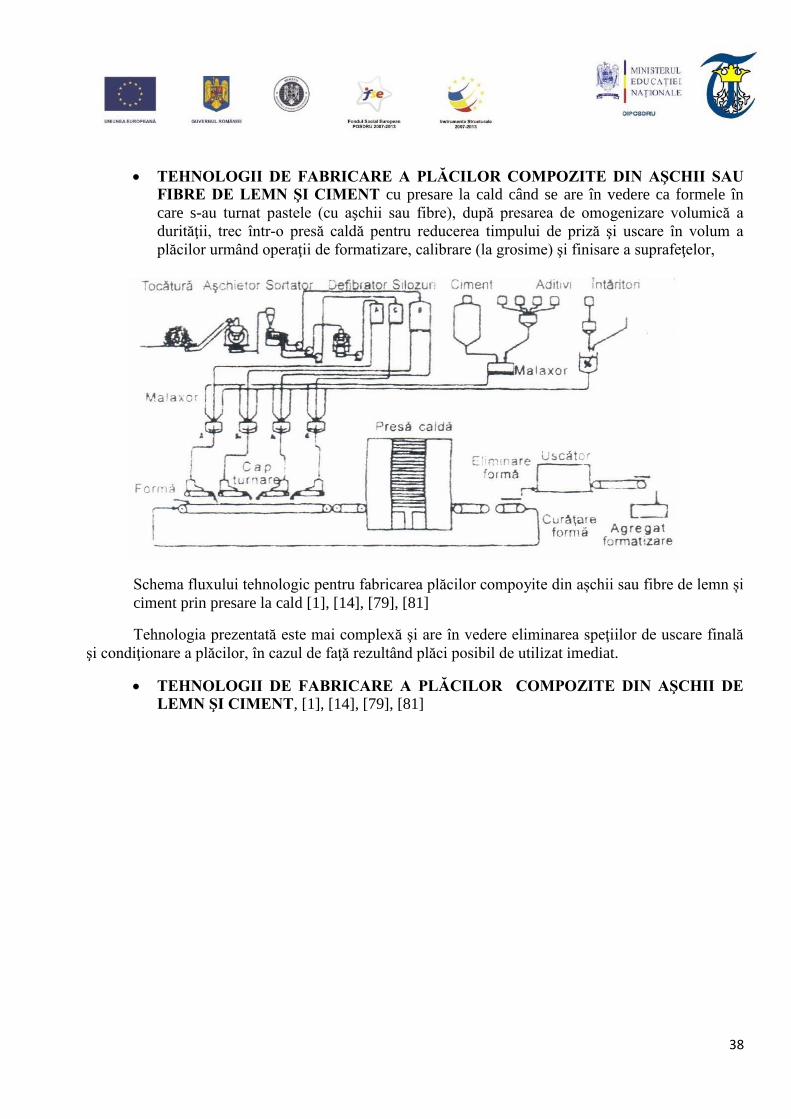
38
TEHNOLOGII DE FABRICARE A PLĂCILOR COMPOZITE DIN AŞCHII SAU
FIBRE DE LEMN ŞI CIMENT cu presare la cald când se are în vedere ca formele în
care s-au turnat pastele (cu aşchii sau fibre), după presarea de omogenizare volumică a
durităţii, trec într-o presă caldă pentru reducerea timpului de priză şi uscare în volum a
plăcilor urmând operaţii de formatizare, calibrare (la grosime) şi finisare a suprafeţelor,
Schema fluxului tehnologic pentru fabricarea plăcilor compoyite din așchii sau fibre de lemn și
ciment prin presare la cald [1], [14], [79], [81]
Tehnologia prezentată este mai complexă şi are în vedere eliminarea speţiilor de uscare finală
şi condiţionare a plăcilor, în cazul de faţă rezultând plăci posibil de utilizat imediat.
TEHNOLOGII DE FABRICARE A PLĂCILOR COMPOZITE DIN AŞCHII DE
LEMN ŞI CIMENT, [1], [14], [79], [81]
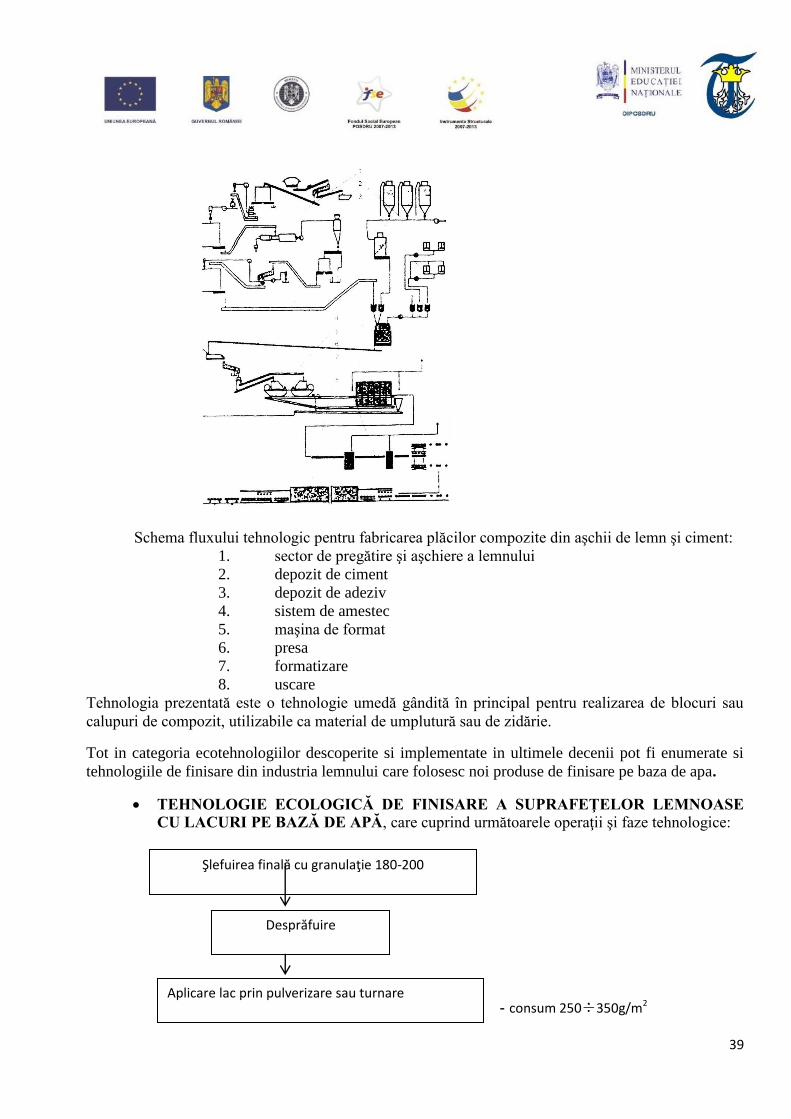
39
Schema fluxului tehnologic pentru fabricarea plăcilor compozite din aşchii de lemn şi ciment:
1. sector de pregătire şi aşchiere a lemnului
2. depozit de ciment
3. depozit de adeziv
4. sistem de amestec
5. maşina de format
6. presa
7. formatizare
8. uscare
Tehnologia prezentată este o tehnologie umedă gândită în principal pentru realizarea de blocuri sau
calupuri de compozit, utilizabile ca material de umplutură sau de zidărie.
Tot in categoria ecotehnologiilor descoperite si implementate in ultimele decenii pot fi enumerate si
tehnologiile de finisare din industria lemnului care folosesc noi produse de finisare pe baza de apa.
TEHNOLOGIE ECOLOGICĂ DE FINISARE A SUPRAFEŢELOR LEMNOASE
CU LACURI PE BAZĂ DE APĂ, care cuprind următoarele operaţii şi faze tehnologice:
Şlefuirea finală cu granulaţie 180-200
Desprăfuire
Aplicare lac prin pulverizare sau turnare - consum 250÷350g/m2

40
Trebuie menţionat că la faza de lustruire se impune un control asupra următorilor parametrii:
- viteza de lustruire
- presiunea de lustruire
La faza de lustruire se pot folosi jeturi de răcire cu aer rece, suflat în zona de contact a sculei cu
suprafaţa.
Tot in acest sens, o noua tehnologie care sa contribuie de aceasta data la protejarea personalului de
executie din industrie, tehnologie inca in faza de cercetare, se profileaza
TEHNOLOGIA DE FINISARE PRIN PULVERIZARE A PRODUSELOR PROFILATE
ROBOTIZATA ( CU ROBOTI PASITORI).
Din experiența specialiștilor s-a afirmat că cele mai periculoase surse de poluare din industria lemnului
sunt emisiile de compusi organici volatili (COV) din sectorul finisaj, pulberile de lemn emisii
provenite din procesele de prelucrare mecanica (fabricarea panourilor lignocelulozice si a elementelor
de mobilier), zgomotul din sectorul de prelucrari mecanice, precum și emisiile centralelor termice,
care folosesc combustibili solizi[44,45]. Remodelarea fluxurilor de producție în cadrul industriei
lemnului pentru reducerea emisiilor de noxe si asigurarea unor echipamente individuale de protecție
pentru fiecare angajat în functție de factorii de risc la care este expus a arătat un interes imens în
România încă de la începutul anului 2006. Costurile necesare dezvoltării unor astfel de fluxuri de
producție și echipamente s-au dovedit însă a fi extrem de semnificative și nu cu o siguranță de
eliminare a riscului de expunere mai mare de 50%[8,9,10]. Pentru a soluţiona problemele menţionate
mai sus proiectul își propune eliminarea în proporție de peste 90% a pericolului de expunere a
personalului din sectoarele de activitate din industria lemnului, unde nivelul noxelor este ridicat.
Introducerea unor echipe de roboți pășitori asistenți care permit să fie controlați de la distanță, vor
oferi noi perspective de dezvoltare durabilă pentru domeniul industriei lemnului, prin trecerea de la
tehnologiile convenţionale la eco-tehnologii care de altfel constituie prioritatea Strategiei de
Dezvoltare Durabilă pentru România. În urma cercetărilor se urmăreşte obţinerea unei baze de date
care să conţină sarcinile de execuție a echipei de roboți pașitori, care alcătuiesc fie operații complexe
Uscare în tunele T = 50÷600C; t = 3÷5 min
Şlefuire suprafeţe finisate Granulaţie 400-500
Desprăfuire
Lustruire Tamburi sau benzi textile
41
sau simple și a unei interfețe prietenoase și usor de folosit prin care inginerii de producție să comande
echipa de roboți care își desfasoară activitatea in mediile periculoase din punct de vedere al poluarii,
eliminându-se astfel expunerea personalului uman în astfel de sectoare
Cunoaşterea are un rol determinant in dezvoltarea unei societati şi reprezintă elementul central care
determină competitivitatea”. Fie ca este vorba de mediul înconjurător, economic sau social,
dezvoltarea durabilă urmareşte şi încearcă să găsească un cadru teoretic stabil pentru luarea deciziilor
în orice situaţie în care se regăseşte un raport de tipul om/mediu.
Industria prelucrarii lemnului reprezinta o ramura importantă din activitatea economică a României şi
nu numai. Aceasta cuprinde un număr mare de muncitori, majoritatea activand în producerea mobilei
şi a altor produse finite din lemn. Mulţi dintre acestia sunt expusi emisiilor de praf, COV sau zgomot,
care nu foarte rar depasesc valorile admisibile recomandate de normativele in vigoare. Iata de ce ne
propunem sa intervenim in acest domeniu cheie pentru a contribui la dezvoltarea durabila a industriei
lemnului
Pentru a prezenta doar câteva repere cu privire la importanța industriei lemnului pentru Regiunea
Centru vom menționa că acest sector înseamnă:
27 mii salariați
20% din producția națională de mobilă
40% din producția națională de cherestea
Exporturi de aproape 900 milioane euro/ an
Necesarul de materie prima pentru multe domenii precum [9]: construcții, auto, aviație,
ambarcațiuni, instrumente muzicale etc
Prezenta unor importante companii multinaționale din domeniul lemnului: Holzindustrie
Schweighofer și Kronospan din Austria, Losan din Spania and Parisot din Franța
Diverse domenii care folosesc si lemnul ca materie primă
Prelucrarea lemnului a cunoscut în ultimele decenii o largă dezvoltare, lemnul, ca materie primă fiind
deosebit de căutat. În prezent, la nivelul Uniunii Europene, în industria lemnului şi a mobilei activează
aproximativ 3,6 milioane de persoane din toate cele 27 de ţări membre ale uniunii. Acest sector
reprezintă 6% din totalul activităţilor industriale şi atinge o cifră de afaceri anualǎ de peste 270
miliarde de euro. Industria lemnului cunoaşte tradiţii multiseculare, este un motor permanent al
INDUSTRIA MOBILEI
UTILIZĂRI SPECIALE :
DOMENIUL CONSTRUCŢIILOR
Foto: http://www.strahan.ie/images
Ex: decoraţiuni auto
Foto: www.formwood.com
Ex: diverse elemente modulate
Foto: www.delignit.de
AUTOVEHICULE RUTIERE:
AVIAŢIE:
AMBARCAŢII/
INSTRUMENTE
MUZICALE etc.
Ex: ambarcații
Foto:
http://www.strahan.ie/i
mages
AMBARCAŢII/ INSTRUMENTE
MUZICALE etc.
UTILIZĂRI SPECIALE :
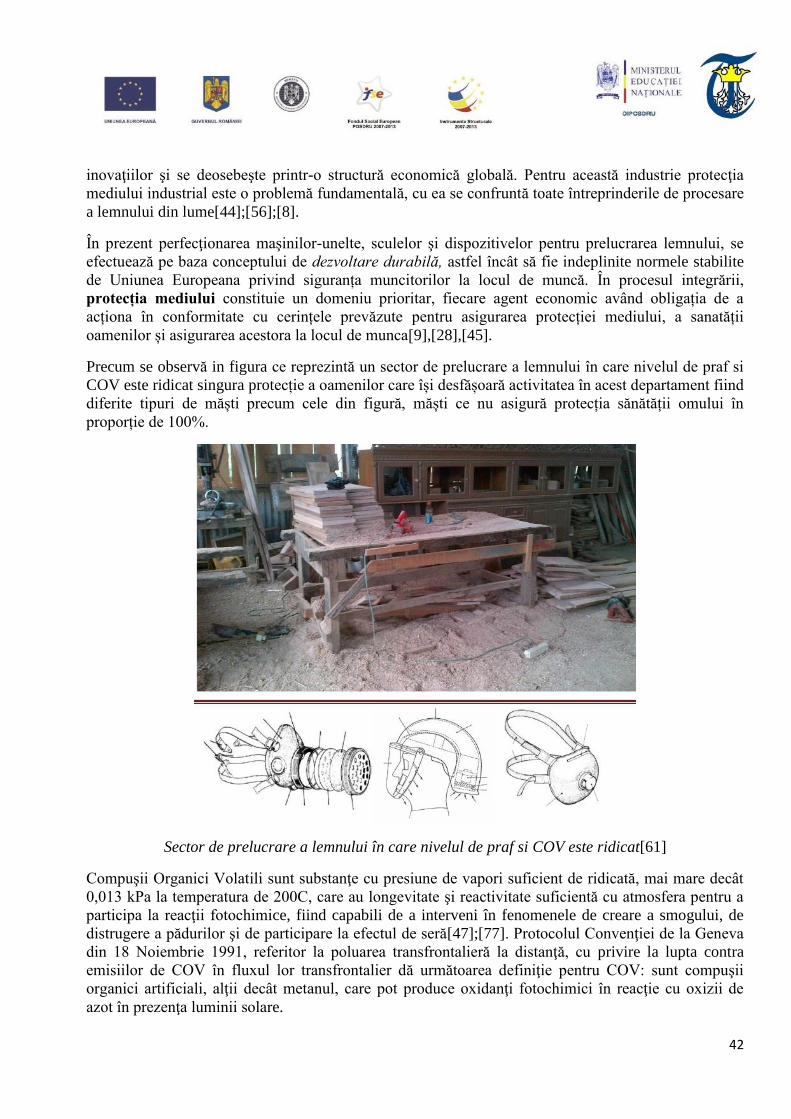
42
inovaţiilor şi se deosebeşte printr-o structură economică globală. Pentru această industrie protecţia
mediului industrial este o problemă fundamentală, cu ea se confruntă toate întreprinderile de procesare
a lemnului din lume[44];[56];[8].
În prezent perfecţionarea maşinilor-unelte, sculelor şi dispozitivelor pentru prelucrarea lemnului, se
efectuează pe baza conceptului de dezvoltare durabilă, astfel încât să fie indeplinite normele stabilite
de Uniunea Europeana privind siguranța muncitorilor la locul de muncă. În procesul integrării,
protecția mediului constituie un domeniu prioritar, fiecare agent economic având obligația de a
acționa în conformitate cu cerințele prevăzute pentru asigurarea protecției mediului, a sanatății
oamenilor și asigurarea acestora la locul de munca[9],[28],[45].
Precum se observă in figura ce reprezintă un sector de prelucrare a lemnului în care nivelul de praf si
COV este ridicat singura protecție a oamenilor care își desfășoară activitatea în acest departament fiind
diferite tipuri de măști precum cele din figură, măști ce nu asigură protecția sănătății omului în
proporție de 100%.
Sector de prelucrare a lemnului în care nivelul de praf si COV este ridicat[61]
Compuşii Organici Volatili sunt substanţe cu presiune de vapori suficient de ridicată, mai mare decât
0,013 kPa la temperatura de 200C, care au longevitate şi reactivitate suficientă cu atmosfera pentru a
participa la reacţii fotochimice, fiind capabili de a interveni în fenomenele de creare a smogului, de
distrugere a pădurilor şi de participare la efectul de seră[47];[77]. Protocolul Convenţiei de la Geneva
din 18 Noiembrie 1991, referitor la poluarea transfrontalieră la distanţă, cu privire la lupta contra
emisiilor de COV în fluxul lor transfrontalier dă următoarea definiţie pentru COV: sunt compuşii
organici artificiali, alţii decât metanul, care pot produce oxidanţi fotochimici în reacţie cu oxizii de
azot în prezenţa luminii solare.
43
Astfel, pentru limitarea emisiilor de COV și reducerea efectelor acestora în mediul ambiant în special
al aerului, acționează: Directiva UE 1999/13/CE transpusă în legislația țării noastre prin HG nr.
699/2003 modificată și completată prin HG nr.1902/2006 și HG nr.1339/2006. Industria mobilei nu
intra sub incidența a HG nr. 735/2006 privind limitarea emisiilor de compuși organici volatili datorate
utilizării solvenților organici în anumite vopsele.
Atâta timp cât lucrătorii sunt expuși la locul de muncă la diferiți compuși organici volatili, angajatorul
este obligat să asigure informarea și formarea lucrătorilor cu privire la riscurile generate de expunerea
COV, în special referitor la:
- natura acestor riscuri;
- valorile limită de expunere și valorile de expunere;
- rezultatele evaluării și măsurării COV din sectorul de lucru;
- folosirea corectă a mijloacelor de protecție, în cazul în care sunt astfel de echipamente;
- utilitatea și metoda de depistare și semnalare a diferite simptome de îmbolnăvire;
- practicile profesionale sigure care reduc la minim expunerea la COV;
Toate aceste informări vin totodată și cu respecarea anumitor limitări, limitări de expunere de care s-
ar face abstracție în cazul folosirii în aceste sectoare a echipelor de roboți pășitori.
Introducerea unui sistem inteligent de roboți pășitori în sectoare din industria lemnului în care
nivelul noxelor este ridicat având ca scop eliminarea expunerii în aceste sectoare a lucrătorilor,
controlul sistemul realizându-se de la distanță prin intermediul interfeței dezvoltate va reprezenta o
contribuţie semnificativă în societate, o provocare pentru viitorii cercetători şi va fi în concordanţă cu
prevederile legislative actuale pentru domeniu studiat.
Pentru a înţelege importanţa şi relevanţa temei propuse, se vor aduce argumente clare prin prisma
cercetărilor anterioare în domeniu, prin corelarea cerinţelor actuale cu legislaţia în vigoare, prin
accentuarea şi argumentarea gradului de interdisciplinaritate şi stabilirea aspectelor neelucidate.
Aşadar, cercetările cu privire la aplicabilitatea introducerii echipelor inteligente de roboți pășitori în
sectoarele de activitate din industria lemnului unde nivelul noxelor este ridicat vor contribui la
dezvoltarea socio-ecologică și dezvoltarea cunoaşterii în domeniu pe plan naţional. Prin toate acestea
se accentuează caracterul inovativ şi interdisciplinar al proiectului. Limitarea expunerii personalului
uman în sectoarele vizate de emisiile de compuși organici volatili, ca provocare interdisciplinară, este
un domeniu prioritar pentru industria lemnului şi prin perspectiva cerinţelor provizorii ale Strategiei
naţionale în domeniul cercetării, dezvoltării tehnologice şi inovării pentru perioada 2015 – 2020.
Statisticile din ultimii ani privind numarul de roboți utilizați, atât în mediile industriale cât și în cele
neindustriale, arata sugestiv creșteri majore, ducând la concluzia ca roboții au ajuns sisteme
indispensabile functionarii societatilor de producție și servicii actuale [71,63,64]. Întâlniți atât în
procesele de productie cât si în alte arii de interes precum transporturi, divertisment, medicina,
comunicatii, sau agricultura, roboții contribuie la îmbunatațirea performanțelor de intervenție [43,21],
dar și de raționare în vederea luării deciziilor.
Ex: ambarcatii
Foto:
http://www.strahan.ie/images

44
Echipe de roboți mobili întâlnie în procesele de producție sau alte arii de interes [63],[64]
Roboții actuali sunt învățați cum să lucreze, să se autodepașească și să relaționeze pentru a forma
adevarate comunități. Dorința ca aceștia să copieze și să reproduca în proporție cât mai mare
comportamentul uman este redată în numarul mare de lucrari și experimente dezvoltate în ultima
perioada de timp [62,59,30]. Ca răspuns la nevoia efectuarii mai rapide si mai exacte a unor operații
complexe și la eliminarea pericolelor întâlnite în procesele de productie actuale s-au dezvoltat echipe
de roboți care coopereaza pentru îndeplinirea sarcinilor de lucru. Odata cu evoluția operațiilor care
trebuie rezolvate în mod semi-automat și automat, echipele de roboți se diversifică.

45
Sisteme robotizate care execută operații de: a - prindere;
b - rearanjare; c - manipulare; d – asamblare [61]
Ideea de a dezvolta un sistem robotic colaborativ pentru efectuarea unor sarcini în mediul din
industria lemnului semi-structurate, este noua spre deosebire de alde domenii unde deja cercetătorii se
luptă cu rezolvarea unei serii de probleme cum ar fi: integrarea echipamentelor hardware, folosirea
unui sistem sensorial capabil să trimită la unitatea de procesare semnale despre mediul de lucru,
folosirea unei surse de energie care să asigure o funcționare continuă pe o durată de timp determinată,
evitarea obstacolelor în timpul mișcărilor roboților, sincronizarea sarcinilor executate de roboți,
asigurarea unei interacțiuni robot-robot cât mai naturale, limitarea situațiilor nesigure, etc.
DE CE Finisarea robotizata?
Într-un studiu danez recent s-a arătat faptul că 15 % dintre muncitorii din sectoarele periculoase din
cadrul industriei lemnului sufera de o gama variată de boli și disfuncții ale organelor respiratorii
provocate de compusii organici volatili si de praf. Scopul acestui proiect este limitarea acestui procent
prin dezvoltarea de cercetări teoretice şi experimentale ce vor avea ca rezultat concret o echipă de
roboți pașitori care cooperează pentru exercitarea unor operații de finisare, prelucrare mecanica, etc a
lemnului, primite de la inginerul de producție printr-o interfață minimala. Aceasta va conduce la

46
crearea unui mediu sanatos de lucru pentru operatorii din industria lemnului, si in consecinta
inscrierea in coordonatele impuse de dezvoltarea durabila.
TEHNOLOGIE ECOLOGICĂ DE FILTRARE A PRAFULUI DE LEMN rezultat la
şlefuire prin folosirea pânzelor de apă pulverizată sau a vaporilor de apă.
Tehnica în sine are în vedere folosirea cicloanelor clasice cu circulaţie elicoidală a curentului de aer cu
particule de praf de lemn în suspensie. În interiorul ciclonului se montează o reţea de duze prin care se
pulverizează foarte fin, apa sau se introduc vapori de apă.
la trecerea aerului cu praf de lemn prin ceaţa formată de apa pulverizată sau aburi are loc aderarea
particulelor de praf la cele de apă care devenind mai grele cad la partea inferioară a ciclonului de unde
se elimină, urmând un traseu tehnologic bine definit şi anume:
Reţinere praf de lemn cu particule de apă
Colectare ape cu praf de lemn în bazine
Separarea parţială a particulelor de praf prin
depunere gravitaţională
Colectare apă în bazin de separare prin flataţie
Raclarea nămolului rezultat prin flotaţie
Presare şi brichetare nămol din praf de lemn
Filtrarea finală a apei prin filtre de rumeguş de
lemn

47
BIBLIOGRAFIE
1 Angelescu, Gh.; - Valorificarea lemnului de mici dimensiuni prin inglobare în
produse industriale utilizabile în construcții – Teză de doctorat, Brasov,
Universitatea Transilvania 2007.
2 Barbu M.C. – Materiale compozite din lemn – Editura LUX LIBRIS – Brasov
1999.
3 Barbu M.C. – Resch, H.; - MDF – Lightboards Made in Austria, Proceedings
of 30th International Particleboard / Composites Materials Symposium,
W.S.U., Pullman
4 Bădescu, L.A.M., (2001) Propunere Grant bilateral Fr-Ro 36/2011 MOS-
ECO-WOOD Cunostinţe avansate, modelare şi optimizare pe componentele
structurale din lemn de noi produse ecologice realizate cu dibluri sudate de
lemn, cu impact direct asupra mediului, în scopul de a promova dezvoltarea
durabilă.
5 Badescu, L.A.M. et al. (2007-2011) MODELE DE TESTAREA
CONDITIILOR DE ADMISIBILITATE A PROCESELOR SI
PRODUSELOR DIN INDUSTRIA LEMNULUI PE PIETELE EUROPENE,
CU IMPACT DIRECT ASUPRA CALITATII MEDIULUI, IN
CONTEXTUL DEZVOLTARII DURABILE - Grant CNCSIS ID-146/2007
6 Badescu, L.A.M. et al. (2004-2007) Retea de excelenta stiintifica pentru
industria lemnului din Romania in contextul integrarii tarii noastre in Uniunea
Europeana in 2007 - Grant CNCSIS A1339/2004
7 Badescu, L.A.M. et al. (2008-2016) “NON TRADITIONAL PROCESSES IN
PRODUCTION TECHNOLOGIES AND INTEGRATION OF THE STUDY
AND RESEARCH IN THE EASTERN AND
8 M, Battista „Controlling noise at work. The Control of Noise at Work
Regulations 2005”. Guidance on Regulations L108 (Second edition) HSE
Books 2005 ISBN 978 0 7176 6164 0
9 Bean, TL 2006, „Wood dust exposure hazard” , Ohio State University, viewed
5 November 2012,<http://ohioline.osu.edu/aex-fact/0595.html>.
10 Bernhard, St., Weinand Y., Hahn, B., Rossmaier, G., (2011) Influence of the
moisture content on the shear strength of welded wood-to-wood,
COSTWorkshop Mechano-chemical transformations of wood during THM
processing, p. 131-133
11 Boeglin N.(1999) La Promotion de la qualite ecologique des produits et des
ecoilabels, Techniques de l’Ingenieur G6 250
12 Belleville B, Stevanovic T, Cloutier A, Salenikovich A, Pizzi A, Blanchet P
(2012) Production and properties of wood-welded panels made from two
Canadian hardwoods, Wood Science and Technology

48
13 Bernhard St., Natterer J., Navi P., (2005) Joining wood by friction welding,
Holz als Roh-und Werkstoff , European Journal of Wood and Wood Products,
p 313-320.
14 Blankenhorn, P.R.; s.a – The use of eastern hardwoods in the U.S. for the
production of cement-bonded particleboard, Proceedings of 2nd International
Inorganic Bonded Wood and Fiber Materials Conference, Idaho, 1990.
15 Bernhard St. (2005) Cercetari privind sudarea prin frecare a lemnului studii
fizice, mecanice si chimice/ Development of friction welding of wood:
physical, mechanical and chemical studies, Teza de doctorat, Swiss Federal
Institute of Technology Lausanne, EPFL Thesis no. 3396. Dir.: Parviz Navi.
16 Bocquet, J.F., Pizzi, A., Despres, A., Mansouri, H.R., Resch, L., Michel, D.,
Letort, F. (2007) Wood joints and laminated wood beams assembled by
mechanically-welded wood dowels, Journal of Adhesion Science and
Technology, Vol. 21, No 3-4 : p.301-317.
17 Bras B.(1997) Incorporating environmental issues in product design and
realisation, Industry and Environment, Vol. 20 Issues.
18 Brissaud D.(2002) Environment and Design. Methods and Tools for
integration and Cooperation
19 Bularca, M., - Fabricarea plăcilor din așchii și fibre de lemn – tehnologii
moderne, Ed. Tehnică București, 1996.
20 D, Camargo „Health and Safety Executive, Noise at woodworking machines”,
[http://www.hse.gov.uk/pubns/wis13.pdf], WIS13(rev1) 09/2007,
http://www.hse.gov.uk/
21 [Charrow ,2012] Benjamin Charrow , Nathan Michael and Vijay Kumar
Cooperative Multi-Robot Estimation and Control for Radio Source
Localization. In Proc. of the Intl. Sym. on Experimental Robotics. Quebec,
Canada, iunie, 2012
22 Christelle G.C., Properzi M., Pizzi, A., Leban J-M et.al (2006) Parameters of
wood welding: A study with infrared thermography, Holzforschung. Volume
60, Issue 4, p 434–438
23 Christelle Ganne-Chedéville (2008) Soudage linéaire du bois : étude et
compréhension des modifications physico-chimiques et développement d’une
technologie d’assemblage innovante. Thèse de doctorat Université Henri-
PoinCaré, Nancy, France, p. 234
24 Cismaru, M., (2003) Structuri din lemn pentru mobilă şi produse finite,
Editura Universităţii Transilvania din Braşov
25 Colberg, R. E. 1996. Emerging trends in southern timber supply and demand
relationships. Paper presented at the International Wood Fiber Conference,
Atlanta, Georgia. Available from Decisions Support, Columbus, Georgia: May
1996.

49
26 Cosereanu, C., (2006) “Contributii la studiul panourilor reconstituite
decorative, din lemn masiv de foioase, folosite in decoratiuni interioare si
mobilier Teza de doctorat Universitatea Transilvania din Brasov
27 Dietz, T. and E. A. Rosa. 1994. Rethinking the environmental impacts of
population, affluence, and technology. Human Ecology Review
Summer/Autumn 1, 277–300.
28 Demers, PA, Kogevinas, M, Boffetta, P, Leclerc, A, Luce, D, Gérin, M,
Battista, G, Belli, S,Bolm Audorf, U & Brinton, LA 1995, 'Wood dust and
sino nasal cancer: Pooled reanalysis of twelve case control studies', American
journal of industrial medicine , vol. 28, no. 2, pp. 151-166.
29 DGfH(2001)Holz=Rohstaff der Zukunft nachhaltig verfugbar und
Unweltgerechtm, Informationdienst Holzm, Munchen, ISSN 0466=2114.
30 Doulgeri, 2006] Z.Doulgeri, and T. Matiakis, A Web Telerobotic System to
Teach Industrial Robot Path Planning and Control, IEEE Transactions on
Education, vol.49, 2006, pp. 263-270.
31 Dumitrascu, R.E., Badescu, L.A.M (2013-2015) CONTRIBUŢII
TEORETICE ŞI EXPERIMENTALE LA BIOFIZICA UNOR STRUCTURI
INOVATIVE REALIZATE PRIN SUDAREA LEMNULUI- Grant
POSDRU-134378-2013
32 Dumitraşcu, R.E (2012) Contribuţii la valorificarea lemnului de fag şi molid
obţinut din rărituri forestiere pentru realizarea unor ecostructuri, Teza de
doctorat, Universitatea Transilvania din Braşov, coordonator prof. univ. dr.
ing. Loredana Anne-Marie BĂDESCU.
33 Elliott, G. K. 1984. .Forests.. Encyclopedia Britannica, 15th ed. 7: 542.
34 English, B. 1994. Wastes into wood: Composites are a promising new
resource. Environmental Health Perspectives 102(2): 168–170
35 Environmental Defense Fund Paper Task Force. 1995. Economic
considerations in forest management. White paper no. 11. Washington, DC:
Environmental Defense Fund
36 Eusebio, D.A.; Kawai, S.A.O. – Bark cement composites. Proceedings of 3rd
Pacific Rim Bio-Based Composites Symposium Kyoto, 2-5 dec. 1996.
37 Evans, P.D., Conroy, J.S.D., Barry, S.C., Creffield, J.W., - Manufacture of a
biodurable particleboard from white cypress pine and radiata pine.
Proceedings 3rd Pacific Rim Bio-Based Composites Symposium Kyoto,
Japan, 2-5 dec. 1996.
38 Fedkin, J. 1989. The evolving use and management of the nation's forests,
grasslands, croplands, and related resources. U.S. Department of Agriculture
(USDA). Forest Service Report GTR-RM-175. Washington, DC.
39 Gerber, C., Gfeller B., Balz (2005) Joint connection with welded
thermoplastic dowels & Wood Welding Technologies, CTI research, Swiss
School of Engineering for the Wood industry, Biel-Bienne, Switzerland.

50
40 Gfeller, B., Lehmann, M., Properzi, M., Pichelin, F., Zanetti, M., Pizzi, A.,
Delmotte, L. (2004) Interior wood joints by mechanical fusion welding of
wood surfaces, Forest Products Journal.
41 Galeano, S.F. (1996). Enhancement of the LCI methodology to reflect forest
products characteristics. Proceedings Technical Association of Pulp and Paper
Industry, Symposium on LCA Applied to Forest Products Atlanta Georgia.
42 Giessen, K(2004). Die zukunft der Fortzirtschaft in Europa. Holz-Zentralblatt
nr. 34m pag. 423.
43 [Giuliani, 2010] Giuliani, M., Lenz, C., Müller, T., Rickert, M., Knoll, A.,
Design Principles for Safety in Human-Robot Interaction, International
Journal of Social Robotics, Springer, Vol. 2(3), pp. 253-274,
doi:10.1007/s12369-010-0052-0, 2010
44 Gerin, M „Occupational Safety & Health Administrations, Noise and Hearing
Conservation Health Effects”,
[http://www.osha.gov/SLTC/noisehearingconservation/health_effects.html],
200 Constitution Avenue 10/03/2007, http://www.osha.gov.
45 Goomez, ME, Sanchez, JF, Cardona, AM, Pioquinto, JF, Torres, P, Sanchez,
LM,Castaneda, RA, Villamizar, RH & Cremades, LV 2010, 'Health and
working conditions incarpenter's workshops in Armenia (Colombia)',
Industrial health, vol. 48, no. 2, pp. 222-230.
46 Gruner C.(2001) Strategy based design for environment. Methodology and
implementation in industry, ICED 01, Glasgow
47 Hayes, RB, Gerin, M, Raatgever, JANW & Bruyn, A 1986, 'Wood-related
occupations, wooddust exposure, and sinonasal cancer', American journal of
epidemiology, vol. 124, no. 4, pp. 569-577.HSE 2012a, 'Selection of
respiratory equipment suitable for use with wood dust', Woodworking
Information Sheet , <www.hse.gov.uk/pubns/wis14.htm>.
48 Hahn, B., Vallee, T., Bernhard, St., Weinand Y., (2012) Experimental
investigations and probabilistic strength prediction of linear welded double lap
joints composed of timer, International Journal of Adhesion & Adhesives, Vol
39, p. 42-48.
49 Hilton M.(2001). Design for sustainable development: success factors
European Foundation for the improvment of living and working conditions.
50 Hyde, W. F. (1997). Policies today and for the future. In National Research
Council: Wood in our future, p. 95. Washington, DC: National Academy
Press.
51 Ince, P. J. (1994). Recycling of wood and paper products in the United States.
A report for the UN Economic Commission for Europe Timber Committee
Team of Specialists on New Products, Recycling, Markets, and Applications
for Forest Products. Madison, WI: USDA Forest Products Laboratory.

51
52 Ince, P. J. (1995). What won't get harvested where and when: The effects of
increased paper recycling on timber harvest. Working paper no. 3, School of
Forestry and Environmental Studies, Yale University.
53 Jewitt, J. (1999). Using Wood Bleach, in May/June
54 Konkle, J. E. (1999). Oscillating-Spindle Drum Sander, in Fine Woodworking,
March/April
55 Leban, J.M, Pizzi, A., et. al (2005) Wood welding: A challenging alternative
to conventional wood gluing, Scandinavian Journal of Forest Research,
Volume
56 P, Leclerc „Noise at work: Guidance for employers on the Control of Noise at
Work Regulations” 2005 Leaflet INDG362(rev1) HSE Books 2005 (single
copy free or priced packs of 10 ISBN 978 0 7176 6165 7)
www.hse.gov.uk/pubns/indg362.pdf
57 Mamet, J.M.(2004) Methodologie d’eco conception applicable dans les PME
francaises de produits d’ameublement, in Procedings ICWSE, Brasov, 2004,
ISBN 973-635-0
58 Mansouri H.R., Leban J.M., Pizzi A., (2010) High density panels obtained by
welding of wood veneers without any adhesives, Journal of Adhesion Science
and Technology, Vol. 24 (Nr. 8), 1529-1534.
59 [Michael ,2012] N. Michael , S. Shen , K. Mohta , Y. Mulgaonkar , V.
Kumar, K. Nagatani , Y. Okada , S. Kiribayashi , K. Otake , K. Yoshida , K.
Ohno , E. Takeuchi and S. Tadokoro, Collaborative Mapping of an
Earthquake-Damaged Building via Ground and Aerial Robots. J.Field
Robotics, 29(5):832-841, 2012.
60 Nielsen P.(2002) Integration of environmental aspects in product
development: a stepwise procedure based on quantitative lifecycle assessment.
Journal of cleaner production. Vol. 10
61 Pamfir A.N., Badescu, L.A.M (2014) CERCETĂRI PRIVIND
INTRODUCEREA ECHIPELOR INTELIGENTE DE ROBOȚI PĂȘITORI
ÎN SECTOARELE DE ACTIVITATE DIN INDUSTRIA LEMNULUI
UNDE NIVELUL NOXELOR ESTE RIDICAT- Grant propunere POSDRU-
Burse doctorale si postdoctorale pentru cercetare de excelenta
62 [Panfir, 2012b] Panfir, A.N; Covaci, A.; Postelnicu, C.C; Mogan G. An
Intelligent Tasks Planning System for Industrial Mobile Robots, MTM &
Robotics 2012 Mechanical Transmissions (MTM) and the International
Conference on Robotics (Robotics’12), ClermontFerrand, France, 6-8 iunie,
pp 308-315, 2012
63 [Panfir, 2012c] Panfir, A. N; Butilă E.; Boboc, R.; Mogan, G; Controlling
humanoid NAO robots using a web interface, 3rd World Conference on
Information Sciences (WCIT-2012) , Barcelona, Spain. 14-16 Noiembrie,
2012.
52
64 [Panfir, 2013a] Panfir, A.N.; Boboc, R. G.; Mogan G. NAO Robots
collaboration for object manipulation, Optirob 2013 Applied Mechanics and
Materials Vol. 332, pp 218-223, 2013
65 Pantea OMRANI Amélioration et nouvelle technologie de soudage linéaire et
rotatif du bois Thèse de doctorat Université Henri-PoinCaré, Nancy, France
66 Pizzi A., Properzi M., et al. Mechanically - Induced Wood Welding, ENSTIB-
LERMAB, University of Nancy 1, Epinal, France.
67 Pfister, S.C., - The influence of Cement-wood Ratio and Cement Type on
Bending Strength and Dimensional Stability of Wood/Cement Particleboard.,
Forest Products, University of Idaho, 1985.
68 Resch L. et al. (2006) Welding-through doweling of wood panels, Holz als
Roh und Werkstoff, p. 423-425.
69 Rogowski, G.(2002) An Edge-Jointing Primer, March/April
70 Saunders, D. 2004. Adding value to small-diameter hardwoods in South-East
England. Proceedings at 4th international Conference Wood Science and
Engineering in the 3rd Millenium.
71 [Senthilkumar, 2012] Senthilkumar, K. S., Bharadwaj, K. ,Multi-robot
exploration and terrain coverage in an unknown environment, Robotics and
Autonomous Systems, Elsevier, Vol. 60(1), pp. 123-132, doi:
10.1016/j.robot.2011.09.005, 2012.
72 Standish, M. (2001) All-Purpose Sawblades, Sept/Oct
73 Swensson, C.(2001) Designing the Wedget Mortise and Tenon, March/April
74 Tom Shelley (2000) - Ways of quickly and inexpensively bonding substances
that are normally hard to join.
75 Timar C.M., (2006) Ştiaţi că lemnul poate fi topit? Revista Intarzia - revistă
lunară de specialitate în domeniul industriei lemnului.
76 Weinand Y., Bernhard St. (2006) Joining Wood by Friction Welding -
Fabrication of Multi- layered Components, World Conference in Timber
Engineering WCTE, Portland, USA.
77 Wood Dust Known to be a human carcinogen First Listed in the Tenth Report
on Carcinogens (2002)
78 *** Wood welding – An award-winning discovery, Nordic Forest Research
Co-operation Committee, 2005.
79 Xiong, G., Fan, C., - Properties of steel strip-reinforced wood shaving-cement
board flexural members. Conferencesâ in Timber Engineering - Seattle, 1988.
80 Young, W.T.(2000) Threated inserts for strong connection, May/June
81 Youngquist, J.A. – Structural composites research – success and future
challenges. Symposium on Forest Products Research Society, vol 6, 1987, p.
22-26.

53
82 Youngquist, J.A.– Wood Based Composites. The Panel and Building
Components on the Future. Proceeding of the Iufro World Congress, 1987, p.
5-22.
83 Zhou, Y.G., Kamdem, D.P., - Effect of cement/wood ratio on the properties of
cement bonded particleboard using CCA-trated wood removed from service.
Forest Prodducts Journal 52 (3), mar.2002.
84 *** http://www.smithindustries.com/Natural tree furnitureTM Blending
Nature with Creative Imagination
85 *** http://www.biophysics.org Biophysical Society, S.U.A
86 *** http://ibois.epfl.ch/page-20697-en.html IBOIS
87 *** Placi usoare din lemn-ciment tip Duripanel - prospect
88 *** Placă din lemn ciment. Prospect BISON- prospect
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
www.placaj.com
www.bricoflor.ro
portuguese.alibaba.com
www.welderomania.ro
depozitmaterialeconstructii.ro
www3.telus.net
www.eurousi.ro
Engineered Wood Products Eco-Link Volume 11, Number 4, disponibil pe:
http://www.forestinfo.org/node/51
www.welderomania.ro
http://en.wikipedia.org/wiki/File:Kohlenstofffasermatte.jpg
Structural Engineered Wood Products in the Pacific Rim and Europe: 2009 –
2013, disponibil pe http://www.bis.com.au/
http://en.wikipedia.org/wiki/File:Wood_plastic_composite.JPG
uber-eng.com.sg
www.alibaba.com
www.ehub.com.sg
http://precast.org/2013/11/the-future-of-fly-ash-use-concrete/
http://buildipedia.com/aec-pros/construction-materials-and-
methods/structural-insulated-panels-vs-coventional-framing
https://www.eng.vt.edu/green/definition