Referat Sudarea Cu Plasma

of 18
-
Upload
burceasabin -
Category
Documents
-
view
783 -
download
59
Transcript of Referat Sudarea Cu Plasma
-
8/16/2019 Referat Sudarea Cu Plasma
1/18
Niculescu Alin George
2
-
8/16/2019 Referat Sudarea Cu Plasma
2/18
Factori in evaluarea ţarilor dezvoltate, au in vedere că o mare parte din necesarulindustriilor lor in cadrul competiţiei tehnologice si economice mondiale se datoreazăintroducerii tehnologiilor specializate de îmbinare cu grad ridicat de fiabilitate, conferitede tehnologii de asamblare robuste, acestea fiind de regula tehnologii specializate si
neconventionale între care reprezentative sunt si tehnologiile de îmbinare cu microplasmăa materialelor similare si disimilare.Realizarea tehnologiilor specializate de sudare, necesită studierea si dezvoltarea
cunostintelor privind procesele fizice de interfata la nivel micro si macrostructural precum si ştiinta conceperii si realizarii unor noi echipamente si tehnologii de asamblarecare sa aibă in vedere atit performanţa procedeelor, privind reproductibilitatea calitaţiiimbinărilor sudate cit si posibilitaţile de automatizare a fabricaţiei, controlul simonitorizarea proceselor tehnologice, asigurarea calitaţii totale a fabricaţiei, precum si protecţia mediului înconjurător .
ema a urmarit dezvoltarea unui echipament si noi tehnologii inovative demicroîmbinare cu microplasmă a materialelor similare si disimilare,! scopul urmarit fiind
creşterea calitaţii, asigurarea consumului intern, disponibilitate pentru e"port si aliniereala standardele si normele europene in domeniu.#copul acestei initiative este dezvoltarea capacitătii in domeniul ştiinţific si
tehnologic al imbinarii neconventinale de materiale disimilare, asigurarea unor surseinterne de competenta stiintifică si e"pertiza tehnologică de inalt nivel, precum si detehnologiii avansate pentru a raspunde cerintelor strategice de dezvoltare pe termen lungin conte"tul economiei globalizante.
$n prezent in tara domeniul fabricaţiei industriale de componente care săinglobeze tehnologii avansate de îmbinare este relativ restrins, motiv pentru care infurnitura societaţilor rom%nesti cu activitaţi specifice aceasta categorie de produse au ocaliatate necesar a fi ridicata la nivelul cerintelor si standardelor europene.
&tilizatori pentru echipamente si tehnologii specializate pentru fabricaţiaindustrială utilizind tehnologii de îmbinare cu microplasmă a materialelor metaliceneferoase similare si disimilare, sunt societăţile comerciale rom%nesti cu activitaţispecifice din orizontala industriei bunurilor de larg consum, industria electrotehnică,electronică, microelectronică, automobiele, aparate de masură si control, aparaturamedicala etc., societaţi comerciale cu cu grad ridicat de fle"ibilitate şi adaptare dincategoria întreprinderilor mici si mijlocii '$(().
Relansarea economică a unor sectoare de activitate cu reale şanse de reuşită in producţia industrială de componete si bunuri care înglobeaza tehnologii de îmbinare ! procesare la cele mai inalte standarde este posibilă prin utilizarea tehologiilor avansate,!între acestea numarindu!se si tehnologiile de îmbinare cu microplasmă.
$dentificarea potenţialului de diseminare si de aplicare a tehnologiilor demicroîmbinare cu microplasmă a necesarului de echipamente aparatura si tehnologiispecifice etc., necesită o bună cunoaştere a societaţilor comerciale rom%nest cu activitaţispecifice, o bună cunoaştere a particularitaţilor procedeelor tehnologice precum si atendinţelor de dezvoltare pe plan mondial a acestor tehnologii.
*a procedeul +$, arcul se formează între vîrful electrodului de +olfram si piesade sudare, spre deosebire de procedeul de sudare cu plasmă '-lasma rc +elding / -+), unde electrodul din +olfram aliat cu horiu 20, este inserat in corpul
1
-
8/16/2019 Referat Sudarea Cu Plasma
3/18
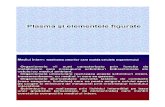
electrodului. rcul de plasmă generat in interiorul capului de sudare este puternicfocălizat putind atinge o lungime de pîna la 2 mm in afara capului de sudare 'figura 3).
Figura 3 ! #chematizare procedee de sudare -+ si +$
#udarea cu arc de plasmă '-lasmă rc +elding ! -+) este un procedeu de
îmbinare la temperatura de topire a materialelor pîna la 345 67 procedeu similar cu procedeul de sudare cu arcul electric in mediu protector de argon '+olfram $nert az!+$). 8ensitatea mare de energie dezvoltata de arcul de plasmă are drept efect o topirerapida a materialului si o zona influentata termic e"trem de ingusta. ceste călitaticonfera procedeului aplicăbilitate in domeniul microimbinărilor de materiale similare sidisimilare, otel carbon sau inalt aliat, aliaje de cupru, nichel si aliaje de nichel cobalt,aliaje de titan avind dimensiuni, grosime de material sau diametre de ,5mmm / 3,mm.
vantajele sudării cu microplasmă
-rocedeul de sudare cu plasmă este un procedeu de sudare prin topire la carecoalescenta se produce prin incălzirea unui arc electric constrins, care arde între unelectrod si piesa de sudat sau între electrod si o duza de constringere. -rotecţia la sudarese asigura de un gaz inert sau un amestec de gaze. #udarea se poate face cu sau faramaterial de adaos. #udarea se aseamna cu procedeul +$, cu deosebirea că arcul de plasmă este constrîns., printr!o strangulare mecanică sau alectromagnetică. -rin aceastatemperatura coloanei arcului de plasmă este mult mai mare decit a arcului +$.#udareacu plasmă se aplică de obicei in varianta cu arc de plasmă 'transferat) #udarea seefectueaza in curent continuu, foarte rar in curent alternatuiv, sursa de sudare avind ocardcteristică e"terna abrupt căzatoare. 7omparativ cu sudarea +$, sudarea cu plasmă prezinta urmatoarele particularitaţi 9
• sursa termică este considerabil mai concentrata, puterea specifică fiind de5" 3: +; cm2, că atare patrunderea suduruiii este mai mare, putindu!sesuda intr!o trecere piese cu grosimi de 3!3< mm, respectiv utilizind vitezede sudare mari. $n acelasi timp sectiunea cusaturii este mai mare =
• arcul electric de plasmă are un aspect columnar, cee ce il face putinsensibil la variatii ale lungimii sale.7ă urmare se admit tolerante mai marila pozitionarea pe verticăla a pistoletului de sudare, marimea zonei topite
:
-
8/16/2019 Referat Sudarea Cu Plasma
4/18
neschimbindu!se practic la variatii ale lungimii arcului. $n acelasi timp pozitia pe orizontala a pistoletului este pretentioasa =
• arcul de plasmă are o stabilitate foarte bună, ceea ce permite sudarea cucurenti foare mici, comparativ cu sudarea +$. $n domeniul curentilor mici, mai mici de 35 , procedeul se utilizeazăa sub denumirea de >
sudarea cu microplasmă• generatorul de plasmă este mai complicăt deci mai scump.
-rin procedeul de sudare cu microplasmă prin topire progresivă se pot sudagrosimi de table între ,5 si 1,2 mm. ehnică realizarii de microimbinari cumicroplasmă se defineşte in domeniul grosimilor de pîna la ma"imum 3 mm si grosimiminime de ,2mm. $n domeniul generării si utilizarii plasmei termice la sudare , atenţiaa fost indreptata spre studierea fenomenelor legate de arcul secundar la generarea plasmei, elucidarea factorilor de care depinde stabilitatea jetului de plasmă, posibilitateade concentrare ale acestuia prin variaţia componentei a"iale a presiunii, focalizareamagnetică si injectarea unui gaz suplimentar in e"teriorul ajutatjului.
#udarea cu microplasmă , aceasta varianta a sudării cu plasmă care utilizeazăintensitaţi reduse ale curentului de lucru permite prin proprietaţile sale mult superioarecelorlalte procedee aplicabile in acest donmeniu,! îmbinarea prin sudare a pieselor finedin cele mai diverse metale si aliaje. (icroplasma găseşte aplicaţii in toate sectoareletehnologiei unde se cer sudate table subţiri, piese delicate, sau de inalta prcizie. 8in punctde vedere al diversitatii metalelor care se pot îmbina prin sudare cu microplasmă, aceastareprezinta unul dintre cele mai universale procedee,! sudare a titanului, cuprului sialiajelor de cupru, materiale si aliaje refractare9 +olfram, (olibden, -latina, ?ovar,$ncalo@, Aastelo@, etc..
7apacitatea de repetabilitate a calitaţii imbinărilor sudate este asigurata decomponentele softBare si hardBare constind in echipamente performante de sudare,!
control activ, programarea procesului tehnologic, valoarea si forma curentului la pornirea procesului de sudare, curentul de sudare, frecvenţa si forma impusurilor, polaritatereversibilă, amorsare prin curenţi de inaltă frecvenţa arc pilot,etc., senzorialistică,automatică si dispozitivare adecvate aplicaţiilor.
$n perioada 3CC!2 activitatea in domeniul echipamentelor si tehnologiilor desudare cu plasmă si microplasmă s!a derulat cu preponderenta in cadrul D# #imisoara.
Relansarea economică a unor sectoare de activitate cu reale şanse de reuşita in producţia industrială de componete si bunuri care inglobeaza tehnologii de îmbinare ! procesare la cele mai inalte standarde este posibilă prin utilizarea tehologiilor avansate,!între acestea numarîndu!se si tehnologiile de îmbinare cu microplasmă.
$dentificarea potenţialului de diseminare si de aplicare a tehnologiilor demicroîmbinare cu microplasmă a necesarului de echipamente aparatura si tehnologiispecifice etc., necesită o bună cunoaştere a societaţilor comerciale rom%nest cu activitaţispecifice, o bună cunoaştere a particularitaţilor procedeelor tehnologice precum si atendinţelor de dezvoltare pe plan mondial a acestor tehnologii.
5
-
8/16/2019 Referat Sudarea Cu Plasma
5/18
-erformanţe tehnologice la sudarea cu microplasmă
#udarea cu arc de plasmă constituie o e"tensie şi o perfecţionare a sudării prin procedeul +$, astfel înc%t şi ea face parte din categoria procedeelor de sudare cuelectrod nefuzibil în mediu de gaz protector.
răsătura esenţială a generatoarelor de plasmă constă în aceea că arcul electriceste constr%ns într!un ajutaj av%nd diametrul relativ redus. ceasta asigură avantajele uneiconcentrări energetice ridicate, densităţi mari de curent şi un aspect columnar căracterizat printr!o stabilitate deosebită. Eatura columnară a arcului de plasmă îl face mult mai puţinsensibil la variaţiile lungimii sale, comparativ cu arcul oricărui alt procedeu de sudare.
8atorită naturii arcului de plasmă, constr%ns şi cilindric, sudarea cu plasmă prezintă o serie de avantaje faţă de procedeul +$ şi anume 9
• nedeformabilitatea arcului de plasmă permite o disipare mult mai bunăa flu"ului termic spre piesă şi nu se observă salturi ale picioruluiarcului pe proeminenţele pieselor=
• posibilitatea creşterii lungimii arcului permite toleranţe mai mari la poziţionarea generatorului de plasmă. 8e asemenea, mărimea zoneitopite nu se schimbă la variaţiile lungimii arcului=
• concentrarea energetică mai bună permite sudarea cu viteză mai mareşi realizarea îmbinărilor p%nă la 3 ! 35 mm grosime dintr!o singurătrecere. 8e asemenea, e"tinderea $ este mai redusă şi deformaţiile pieselor sunt mai reduse=
• stabilitatea e"celentă a arcului de plasmă 'stabilizat prin acţiuneaionizatoare a arcului pilot) permite sudarea la curenţi mult mai micidec%t limita inferioară de ardere stabilă a arcului +$=
•
prin construcţie, generatorul de plasmă împiedică atingereaelectrodului incandescent cu baia topită, înlătur%nd posibilitateacontaminării cu Bolfram a sudurilor
7a dezavantaj se poate considera faptul că generatoarele de plasmă suntconstructiv mai comple"e, deci de gabarit mai mare şi mai scumpe.
7ompar%nd sudarea cu plasmă cu metal de adaos cu sudarea ($;(,constatăm 9
• intensitatea curentului şi cantitatea de metal depus se regleazăindependent la sudarea cu plasmă, permiţ%nd obţinerea unor cusături plane sau uşor supraînălţate, cu aspect plăcut=
• la sudarea cu plasmă nu apar împroşcări cu metal topit, deci nu suntnecesare întreruperi pentru îndepărtarea acestora at%t de pe piesă c%t şide pe căpul de sudare=
• la sudarea cu plasmă nu apar o"izi la rădăcină sau pe suprafaţacusăturii=
• la sudare cu plasmă deformaţiile tablelor sunt mai reduse.
4
-
8/16/2019 Referat Sudarea Cu Plasma
6/18
-rincipalele dezavantaje ale sudării cu plasmă faţă de sudarea ($;( sunt denatură economică, datorită costului mai ridicat al echipamentului de sudare şi alargonului. #udarea cu plasmă răm%ne însă de neînlocuit pentru aplicăţii tehnologice pretenţioase 'industria aero!spaţială, nucleară, mecanică fină, tehnică medicălă, etc.).Gncăzul sudării cu plasmă mediul plasmagen este constituit în majoritatea căzurilor dintr!un
gaz inert 'de obicei argon), eventual amestecăt în mici proporţii cu alte gaze 'A2, Ae). -el%ngă rolul de mediu plasmagen, acest gaz protejează electrodul şi ajutajul generatoruluide plasmă.
8ebitele relativ mici cu care se lucrează au că scop evitarea turbulenţei şi asuflării 'e"pulzării) nedorite a metalului din baia topită.
ceste debite reduse nu pot asigura protecţia cu atmosferă inertă a zonei sudurii,că la procedeele +$ sau ($, astfel că este necesară admisia unei căntităţi suplimentarede gaz, numit gaz de protecţie, al cărui debit este de c%teva ori mai mare dec%t cel algazului plasmagen.
stfel, dacă pentru gazul plasmagen se folosesc debite de ,3 ... 2 l;min, pentrugazul de protecţie este necesar un debit de 4 ! 3 l;min, funcţie de puterea arcului.
Eatura gazului de protecţie depinde de aplicaţia tehnologică. -entru sudareaoţelurilor austenitice, a nichelului şi a aliajelor 7u!Ei se folosesc amestecuri de r H A2'I ! < 0). dăugarea hidrogenului măreşte energia disponibilă la sudare şi îmbunătăţeştetransferul de căldură spre piesă. 8e asemenea, hidrogenul fluidizează baia de metal topitşi e"trage impurităţile din baie 'în special urmele de o"igen).
rgonul pur se întrebuinţează la sudarea metalelor cu o puternică afinitate pentruhidrogen că r, i, l. -rintr!un adaos de 7J2 creşte considerabil viteza de lucru lasudarea oţelurilor carbon obişnuite.
-rintr!un adaos de heliu se măreşte energia coloanei arcului dar pentru că acestefect să fie semnificativ este necesar de cel puţin 5 0 Ae. &tilizarea acestui gaz, deşiavantajează din punct de vedere al calităţii îmbinărilor, este sever limitată de costul său
e"trem de ridicat.Gn mod obişnuit, la sudarea cu plasmă se foloseşte argon ! pentru gazul plasmagenşi r sau r H A2 ! pentru gazul de protecţie.
#udarea cu microplasmă se numără printre procedeele la care modul de lucru seschimbă în funcţie de valoarea curentului de sudare. stfel, sudarea cu plasmă amicroimbinărilor se recomanda procedeul 9 prin topire progresivă 'Kmelt!in plasmaBeldingK)=
-entru tablele subţiri se recomandă sudarea cu plasmă prin topire progresivă, lacare cusătura se obţine prin avansul progresiv al băii de metal topit 'al liniei de fuziune) prin grosimea tablei. Regimul de sudare este în acest caz relativ KmoaleK. $ntensitateacurentului şi debitul de gaz plasmagen au valori reduse, realiz%nd o presiune cineticăredusă a jetului pe suprafaţa băii topite 7ăldura necesară topirii marginilor se transmiteîndeosebi prin conducţie.
Gn căzul sudării cu plasmă, pentru obţinerea unor îmbinări sudate de călitate, estenecesară susţinerea şi protejarea băii de metal topit. ceasta se poate face prin diferitemetode 9
• cu pernă de flu" ceramic• cu panglică specială adezivă din fibre de sticlă
I
-
8/16/2019 Referat Sudarea Cu Plasma
7/18
• cu pernă de gaz inert.
Jţelurile ino"idabile austenitice, în stare topită, se căracterizează printr!ov%scozitate ridicată şi o tensiune superficială mare iar baia topită are o formă stabilă fără
luarea unor măsuri speciale.Jţelurile nealiate şi slab aliate au o v%scozitate şi tensiune superficială maiscăzute iar baia topită nu!şi mai conservă forma, deci trebuie susţinută. (etoda desusţinere cea mai utilizată este cea cu pernă de gaz inert, realizată printr!o uşoarăsuprapresiune în zona rădăcinii cusăturii. azul folosit în acest scop este, de obicei,argonul. Gn cazul folosirii hidrogenului în amestec cu argonul la gazul de protecţie, care pe l%ngă creşterea energiei disponibile la sudare are şi un efect de fluidizare a băii topite,susţinerea rădăcinii cu o pernă de gaz inert este necesară şi la sudarea oţelurilor ino"idabile.
&tilizarea dispozitivelor de fi"are a tablelor permite realizarea unei protecţiisigure şi a unei susţineri eficace a rădăcinii. ceste dispozitive se utilizează îndeosebi în
căzul tablelor subţiri 'sub 2 ! 1 mm) unde pot apare frecvent erori de aliniere şi deformaţiiînsemnate în timpul sudării.-ractic, sudarea tablelor sub 3 mm grosime este imposibilă fără dispozitive de
fi"are.#udarea cu plasă se efectuează, de obicei, în regim mecanizat;automatizat. -entru
realizarea îmbinărilor rectilinii, de obicei, capul de sudare 'generatorul de plasmă) sedeplasează cu viteza de sudare, cu ajutorul unui dispozitiv de tip tractor, iar tablele desudat sunt fi"e.
-entru realizarea îmbinărilor circulare, de obicei, piesa de sudat este rotită cuajutorul unui manipulator, iar capul de sudare este fi". -oziţia capului de sudare, înmajoritatea cazurilor, este verticală, respectiv sudare se face în poziţie orizontală.
#udarea cu microplasmă in Lcurent pulsatM
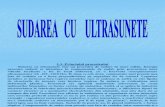
Gn ultimii ani o perfecţionare remarcabilă a tehnicii sudării cu arcul electric, îngeneral, şi cu arcul de plasmă, în special, s!a obţinut pe seama utilizării Kcurentului pulsatK 'modulat). Gn figura 2 se prezintă diagrama de variaţie a curentului de lucru lasudarea în curent pulsat.
stfel, în locul unui singur nivel de curent, utilizat la sudarea tradiţională,curentul de lucru se obţine prin comutarea periodică a două sau mai multe nivele decurent, fiecare nivel fiind menţinut un timp bine stabilit.
-
8/16/2019 Referat Sudarea Cu Plasma
8/18
Figura 2 ! 8iagrama de variaţie a curentului de lucru la sudarea în curent pulsat
#e remarcă faptul că în locul unui singur parametru 'curent de sudare), în acestcaz avem de a face cu : parametrii de lucru reglabili şi anume 9
• $m N curent minim 'curent de bază)• $( N curent ma"im 'curent de impuls)• tm N timpul curentului minim• t( N timpul curentului ma"im
#e observă că tm H t( N , adică perioada de repetiţie, iar 3; N f, frecvenţa deimpuls sau de modulaţie.
-rin reglarea independentă a nivelelor $m, $(, tm, şi t( este posibilă o dozarefoarte precisă a energiei introduse în piesele de sudat, iar cusătura sudată rezultă că osuccesiune de puncte de sudură parţial suprapuse.
opirea metalului şi formarea băii sunt produse doar de pulsul de curent,devaloare $( în intervalul t(. Eivelul redus $m are doar rolul de a menţine ardereastabilă a arcului de plasmă, uşur%nd reaprinderea pulsului următor, interval 'tm) în care baia topită se solidifică parţial sau total.
Eivelul $( se alege în funcţie de grosimea şi configuraţia pieselor de sudat, dar depinde şi de căracteristicile echipamentului 'în special ale generatorului de plasmă).
8urata t( se alege în funcţie de viteza de sudare şi frecvenţa utilizată. 8e obicei, duratat( reprezintă 5 ! I5 0 din perioada de oscilaţie , iar frecvenţa de modulaţie este de : !3 Az.
Gn diagrama din figura 2 se mai observă încă 1 parametrii9
• tc 9 timpul de creştere• td 9 timpul de descreştere
C
-
8/16/2019 Referat Sudarea Cu Plasma
9/18
• ts 9 timpul de stingere 'stop sudare)7reşterea, respectiv descreşterea, în pantă a curentului de sudare, de la $m la $(,
respectiv de la $( la $m, are rolul de a evita formarea craterelor la începutul, respectiv lasf%rşitul cusăturii, că urmare a şocurilor termice care s!ar crea dacă amorsarea, respectivstingerea arcului de plasmă, s!ar realiza la valoarea $(.
7onform diagramei din figura 2, amorsarea procesului de sudare se face înmomentul 3, la valoarea $m, după care începe creşterea curentului de la $m la $( întimpul tc, iar comanda de întrerupere se dă în momentul 2 c%nd începe descreştereacurentului de la $( la $m în timpul td. #tingerea efectivă a arcului de plasmă are loc însăîn momentul 1, după parcurgerea timpului ts, care trebuie să fie mai mare dec%t td.
*a unele echipamente de sudare, timpii tc, td şi ts nu sunt reglabili. 8e asemenea,în aceşti timpi impulsurile 'modulaţiile de curent pot lipsi).
8intre avantajele utilizării curentului pulsat faţă de sudarea clasică, se potmenţiona9
• *a aceeaşi valoare medie a curentului de sudare, utilizarea curenţilor
pulsaţi determină o creştere a penetraţiei=• 7ontrolul precis al vitezei de răcire şi solidificare permite scurtarea duratei
de menţinere a metalului la temperaturi ridicate. cest fapt are implicăţiifavorabile în9
a) reducerea timpului oferit unei eventuale contaminări cu gaze a metaluluicusăturii, gaze provenite fie din atmosferă 'în căzul unei protecţiinecorespunzătoare), fie prin difuzie din metalul de bază.
b) formarea unor structuri cu grăunţi mult mai fini, ceea ce conferă cusăturii proprietăţi mecănice superioare, prin viteza ridicată de solidificare şi răcire=
c) micşorarea riscului fisurării la căld a îmbinărilor datorită staţionării maireduse în domeniul temperaturilor de fragilizare.• ensiunile reziduale şi deformaţiile sunt mai mici că urmare a energiei mai
reduse introduse în piese=• 8ozarea foarte precisă a energiei introduse în piese, ceea ce are că efect9
a) reducerea lăţimii cusăturii=
b) reducerea zonei influenţate termic=
c) uşurarea sudării tablelor foarte subţiri ',3 ! ,5 mm) prin reducereavolumului băii şi a pericolului curgerii acesteia.
#tabilirea regimului de sudare înseamnă, practic, determinarea următorilor parametrii9
• viteza de sudare, vs• curentul de sudare, $s
3
-
8/16/2019 Referat Sudarea Cu Plasma
10/18
• natura şi debitul gazului plasmagen, 8g• natura şi debitul gazului de protecţie, 8p.
Gn cazul sudării în regim de curent pulsat, valoarea efectivă a curentului de sudareeste determinată de9
• valoarea curentului de bază '$m)• valoarea curentului de impuls '$()• durata curentului de bază 'tm)• durata curentului de impuls 't()
legerea parametrilor de sudare se face în funcţie de9
• natura şi grosimea metalului de sudat=• mărimea 'volumul) şi configuraţia geometrică a piesei de sudat=• dispozitivele tehnologice de sudare folosite=
• construcţia generatorului de plasmă 'diametrul duzei şi electrodului,secţiunea de trecere a gazelor, modul de răcire).
Gn consecinţă, stabilirea prin calcul a valorilor parametrilor de sudare este practicimposibilă, ele determin%ndu!se pe cale e"perimentală pentru fiecare caz concret în parte. Eatura gazului plasmagen la sudarea cu plasmă este, în majoritatea cazurilor, argonul.8ebitul lui se alege în funcţie de tehnică de sudare folosită 'prin topire progresivă sau prin jet penetrant), dar întotdeauna trebuie să se evite e"pulzarea metalului topit din baiade sudură 'efectul de tăiere).
Eatura şi debitul gazului de protecţie se alege în funcţie de natura materialului desudat şi de construcţia generatorului de plasmă, astfel înc%t să se asigure o bună protecţie
a băii de sudură faţă de mediul înconjurător, pentru a se evita o"idarea acesteia sauabsorbţia de gaze nedorite din atmosferă.7urentul de sudare determină volumul băii de metal topit. Gn consecinţă, valoarea
lui se alege astfel înc%t, în corelaţie cu viteza de sudare, să se asigure o pătrunderecorespunzătoare, fără, însă, să apară fenomenul de curgere a băii.
Gn căzul sudării în regim de curent pulsat corelaţia dintre valoarea efectivă acurentului de sudare şi viteza de sudare este determinată şi de frecvenţa impulsurilor şifactorul de umplere. Gntruc%t, în acest caz, volumul băii de sudură este determinat numaide valoarea curentului de impuls şi de durata acestuia, respectiv de factorul de umplere,viteza de sudare se va alege astfel ca, prin procedeul alternant de topire ! solidificare a băii, să rezulte puncte de sudură parţial suprapuse care formează cusătura sudată. Gn felul
acesta se asigură un control precis şi eficace al băii de sudură.-ractic, sudarea cu plasmă se foloseşte mai frecvent în domeniul microplasmei,c%nd curentul de sudare nu depăşeşte 5 '2 ), dar cu posibilităţi de reglare foarte precisă încep%nd cu ,5 'chiar ,3 ).
Dchipamentele moderne de sudare cu plasmă sau microplasmă permit sudarea înregim de curent pulsat, conform unei ciclograme de funcţionare de felul celei prezentateanterior sau chiar mai comple"e. Gn acest caz, echipamentele sunt destul de complicate,
33
-
8/16/2019 Referat Sudarea Cu Plasma
11/18
conţin%nd o electronică sofisticată, care necesită un personal calificat corespunzător at%tla e"ploatare c%t şi la întreţinere şi depanare.
*a sudarea cu plasmă şi microplasmă, foarte importante sunt dispozitiveletehnologice de lucru care asigură, de regulă, str%ngerea şi poziţionarea marginilor tablelor supuse sudării, deplasarea automată 'mecanizată) a capului de sudare sau rotirea piesei
'după căz). ceste dispozitive, pe l%ngă rolul de mecanizarea; automatizare a procesuluide sudare, cu parametrii de lucru constanţi 'viteza de sudare), trebuie să asigure şi unregim termic constant în zona de sudare. ceasta înseamnă că forţa de str%ngere a tablelor trebuie să fie constantă şi uniform distribuită pe întreaga lungime a tablelor de sudat,astfel înc%t absorbţia de căldură să fie uniformă.
Gn ceea ce priveşte no"ele rezultate la sudarea cu plasmă, aceste sunt mult maimici dec%t la tăiere, astfel înc%t nu sunt necesare sisteme speciale de absorbţie şie"haustare, o ventilare generală a încăperii de lucru fiind suficientă. 8e asemenea,zgomotul produs la sudare este de intensitate mult mai mică dec%t la tăiere, că şi pericolulde electrocutare datorită tensiunilor mult mai mici. Radiaţiile şi pericolul de e"plozie încăzul utilizării hidrogenului sunt însă la fel de periculoase că şi la tăiere, înc%t măsurile de
prevenire menţionate răm%n valabile.
#trategii in domeniul microimbinărilor
&tilizarea raţională a unui procedeu de sudare impune cunoaşterea e"actă alimitelor sale de aplicare. Gndeosebi la introducerea în practică a unui nou procedeu desudare, adesea se aşteaptă rezultate cu mult peste posibilităţile reale ale acestuia.
-rincipalul avantaj al sudării cu plasmă ! concentrarea energetică ridicată ! estelimitată superior de apariţia arcului secundar. -entru o geometrie dată a ajutajului e"istă o
intensitate critică a curentului prin arc la care straturile de gaz periferice care ecraneazătermic şi electric arcul îşi diminuează proprietăţile dielectrice 'izolatoare). 8escărcările parazite prin ajutaj apar înt%i sporadic, pentru a se stabili apoi definitiv într!un arcsecundar care distruge ajutajul şi strică echilibrul băii de metal topit.
Gntruc%t densitatea de curent în coloana arcului variază invers proporţional cudiametrul ajutajului rezultă că la curenţi mari concentrarea energetică a arcului de plasmăscăde. Gn ceea ce priveşte limita inferioară, sudarea cu plasmă întrece cu mult celelalte procedee de sudare cu arcul electric. 7oncentrarea deosebită a energiei în coloana arculuic%t şi prezenţa arcului pilot asigură un grad suficient de ionizare pentru a permite ardereastabilă a arcului de plasmă chiar la curenţi de 3 m.
#ub aspectul concentrării energetice, sudarea cu plasmă este depăşită doar desudarea cu fascicul de electroni şi de sudare cu laser.
7orespunzător limitelor curentului de sudare se pot defini limitele de utilizare asudării cu plasmă în funcţie de natura şi grosimea materialului.Gn ceea ce priveştegrosimea minimă a pieselor care pot fi sudate, utilizarea arcului de plasmă a cunoscut oe"tindere deosebită în domeniul curenţilor mici. (icroplasmă, prin proprietăţile sale multsuperioare celorlalte procedee, permite îmbinarea prin sudare a pieselor fine din cele maidiverse metale şi aliaje, găsindu!şi aplicăţii în toate sectoarele tehnologice unde se cer sudate table subţiri, piese delicăte sau de înaltă precizie.
32
-
8/16/2019 Referat Sudarea Cu Plasma
12/18
-e plan international cercetarile aplicative in domeniul realizarii de echipamentespecializate si al tehnologiilor neconventionale de îmbinare cu microplasmă inelectronică, microelectronică, electrotehnică, aparatura medicăla, in industria bunurilor delarg consum etc.au demarat de mai multi ani,! problemele tehnice au fost si sunt in cursde concretizare in realizarea de echipamente comple"e pentru sudare, integrate in linii de
fabricatie automatizate care intrunesc performante deosebite.#e evidentiaza orientarea centrelor de cercetare in domeniul microtehnologiilor deîmbinare in urmatoarele componente strategice 9
• (onitorizarea si modelarea proceselor tehnologice.&tilizarea programelor specializate in configurarea hardBare si in modelarea proceselor termicede solicitare, analiza de spectru de vibratii, simulare procese de difuzie,analiza oboselii termice, ruperi mecănice, deformare elastică si plasticăetc.
• &tilizarea de programe softBare specializate in programele de cercetare9#-$7D, $!8D#, OP, 8$E18, E#Q#, -RE etc.
• $n domeniul microimbinărilor cu microplasmă9a) sudarea cu microplasmă a materialelor similare aluminu, cupru, si a
otelurilor= b) sudarea cu microplasmă a titanului, Bolframului, inconel etc.
• este mecanice si de etanseitate9
a) incercare la microtractiuni si indoire. b) $ncercări la tractiune si forfecare a sirmelor. #e utilizează senzori
• $ncercare la coroziune9incercare la umiditate si temperatura, analiza dinamicii electrochimice
#!au analizat aspecte privind configurarea structural functionala a echipamentelor de sudare materiale plastice si materiale metalice, universale si specializate de la cei maiimportanti furnizori de echipamente, aparatura si tehnologii de îmbinare cu microplasmă.naliza avut in vedere o multitudine de aspecte, incepind cu destinatia acestora, parametrii energetici si tehnologici, design, tendinte de modulizare si compactizare precum si de inglobare a unor functiuni specifice 9 programare;control, control activ in proces, dialog cu nivele softBare superioare, contorizare, simulare, monitorizare, arhivaredocumentatie de fabricatie,! facilitati ce confera echipamentelor singulare căliatatea de ase integra in sisteme fle"ibile de fabricatie si > deschiderea acestora spre configurareafabricaţiei moderne de microsisteme.
#e evidentiaza urmatoarele tendinte de abordare si evolutie a echipamentelor de
microîmbinare cu microplasmă 9
3. 8in punct de vedere constructiv se apreciaza o conceptie modulara compacta =2. ama de puteri, curenti de sudare si frecvente este acoperitoare la diversitatea de
aplicaţii =1. rupuri specializate echipate cu blocuri de distributie sau a"e cu motoare pas cu
pas in sistem O&?#DE asigura pozitionarile si vitezele tehnologice desudare la parametrii necesari =
31
-
8/16/2019 Referat Sudarea Cu Plasma
13/18
:. Dvolutia cea mai spectaculoasa in conceptia echipamentelor de sudare cumicroplasmă o reprezinta modulele de comanda si programare unitati careinglobeaza sau nu modulele energetice generatoare de microplasmă =&tilizarea microprocesoarelor in echiparea aplicaţiilor de sudare cu ultrasunete
confera acestora o multitudine de avantaje 9
3. -rogramarea unor regimuri tehnologice de sudare de la cele mai simple lacele mai sofisticăte,! program soft start, de sudare si program soft sfirsitsudare
2. (emorarea de regimuri tehnologice de sudare 2!5!3, cu posibilitatede realocare din tastatura =
1. sigurare unui control riguros al parametrilor de sudare in timp real =:. sigurarea unei călitati constante a si fiabilitate deosebita in e"ploatare =5. *egatura seriala cu periferice specializate, imprimanta, sisteme de operare
-7, pentru tiparire sau stocare de informatii pe suport electronic =4. *ogistică pentru sisteme de urmarire si comanda evoluate.
vind in vedere avantajele deosebite ale sudării cu microplasmă in comparatie cualte procedee de sudare in diverse domenii de virf că microelectronică, electronică,electrotehnică, tehnologia spatiala, aparataj medicăl, autovehicole etc.., se estimeaza că siin viitor acest procedeu de sudare va sta in atenţia cercetatorilor si a utilzatorilor industriali, prognozindu!se o continua perfectionare a tehnologiilor si echipamentelor desudare cit si o largire a sferei domeniilor de aplicătie a procedeului.
Dste evident că tendintele de evolutie ale echipamentelor de microîmbinare suntdeterminate in mod fundamental de cerintele de asigurare a calitaţii totale a fabricaţiei,!reproductibilitatea calitaţii imbinărilor sudate, controlul si monitorizarea proceselor tehnologice, posibilitaţile de automatizare si fle"ibilizare a fabricaţiei precum si protecţia
mediului înconjurător. ceste călitati sunt conferite de structuri miniaturizate si robuste,configuratii modulare, control activ al proceselor tehnologice de sudare, contorizare si prelucrare statistică a calitaţii fabricaţiei de microsisteme etc..
Realizarea conceptiei structural functionale si a modelelor functionale deechipamente de microîmbinare cu microplasmă la nivelul cerintelor tehnice actuale,!tehnică -+(, interfata cu sisteme de comanda si programare in tehnică digitala, logistică pentru legatura seriala -7 cu înalt grad de rezolutie, sisteme de poziţionare de precizie,conferă programului de cercetare dezvoltare un grad de noutate ridicat pentru producţiainterna si concordanţa cu programele actuale de dezvoltare inovativa de noi echipamentesi tehnologii de microîmbinare a materialelor in plan international.
3:
-
8/16/2019 Referat Sudarea Cu Plasma
14/18
ne"e9
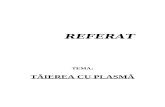
3. ceasta figura prezinta o $nstalatie de taiere cu jet de plasma a materialelor compozite
3. electrod de Bolfram= 2. duza= 1. amestecul de gaze= :. sistem de racire cu apa= 5. jet de plasma= 4. materialul de taiat= I. calculator electronic.
*a taierea cu jet de plasma, datorita concentratiei mari de energie intr!un spatiurestrans, se pot atinge temperaturi foarte inalte sub un puternic efect de suflu. (aterialul piesei este incalzit pana la topirea unui strat, dupa care se sufla din taietura cu jetul de plasma. *a grosimi ale pieselor mai mari de 3 mm, jetul de plasma este inlocuit de unarc de plasma 'caldura degajata in sectiunea taieturii este mai mare).Setul de plasma este utilizat din ce in ce mai mult la taierea otelurilor bogat aliate, ametalelor neferoase si chiar a materialelor nemetalice. #e pot utiliza drept gaze plasmogene9 argon, azot, hidrogen, heliu. Folosindu!se generatoare de plasma cu puteriinstalate de pana la 35 T+ se pot taia materiale care, in cazul otelurilor, ajung pana la32 mm grosime, iar pentru aluminiu pana la 325 mm.
Setul de plasma 5 actioneaza asupra materialului de taiat 4, pozitionarea sideplasarile s", s@, sz si rotirea Bz, necesare decuparii conturului dorit putand fi realizatemanual, sau automat cu ajutorul calculatorului I.-rincipalii parametri ai instalatiei de taiere cu plasma sunt9 viteza de taiere, intensitatea sitensiunea curentului electric in arcul de plasma, natura si debitul gazului plasmogen.#tabilirea valorilor acestor parametri se face in functie de natura materialului prelucrat,grosimea semifabricatului, calitatea impusa suprafetei, productivitatea impusa, preciziadimensionala si forma geometrica cerute.rosimea semifabricatului debitat cu jet de plasma poate fi de pana la 4...
-
8/16/2019 Referat Sudarea Cu Plasma
15/18
e"tinderea zonei influentata termic care, pentru un rost de taiere b N 3,5 mm, poate capatao e"tindere de ,2: mm.-lasmatroanele care folosesc gaze plasmogene biatomice 'E2, A 2, J 2) asigura taiereade calitate a semifabricatelor din materiale metalice 'cu precadere a otelurilor inalt aliate,refractare si ino"idabile, aliajelor de aluminiu, cupru, titan) si compozite cu matrice
metalica sau din mase plastice ' termoplastice, termorigide, elastomere).-rintre defectele specifice taierii cu jet de plasma se mentioneaza9 rotunjirea muchiilor datorita taierii cu o putere prea mica a generatorului de plasma= rugozitatea mai mare peuna dintre suprafetele rezultate prin taiere, ca urmare a efectului turbionar al jetului de plasma= aparitia de bavuri pe partea opusa a zonei taiate si improscari de material, subforma de stropi, ca urmare a taierii cu viteze prea mari= formarea unor zone influentatetermic in care, sub actiunea tensiunilor termice si remanente pot aparea fisuri, crapaturi.-entru prelucrarea pieselor din otel carbon cu grosimi de pana la I5 mm se pot utiliza, inlocul gazului inert, aer sau o"igen. 7alitatea taieturii cu jet de plasma este cel putin totatat de buna ca si cea realizata prin taierea o"iflacara, insa cu o zona influentata termicmai mica, de cel mult 3,5 mm. -recizia taieturii este de 3,5 mm.
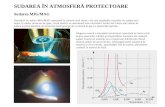
2. #chema de principiu a unui generator de plasma9
3 ! electrod de Bolfram= 2 ! jet de gaz= 1 ! ajutaj de cupru= : ! jet de plasma= 5 ! piesasupusa prelucrarii= 4 ! sursa de curent continuu.
-relucrarea prin eroziune cu plasma9 -lasma este un gaz sau un amestec de gaze puternic ionizat 'compus din molecule, atomi, ioni si electroni) si cvasineutru din punctde vedere electric. #e caracterizeaza prin9 conductivitate electrica mare, capacitate deinteractionare cu campurile electrice si magnetice, permanenta sursa de radiatiielectromagnetice cu spectru larg 'infrarosu, vizibil, ultraviolet). Eatura mediului gazos,gradul de ionizare si de recombinare determina temperatura plasmei, care variaza inlimite foarte largi. 8eosebim astfel plasma de temperatura scazuta, de apro"imativ 31? si plasma nucleara, pana la 3< ?, definita de unii autori ca fiind a patra stare deagregare a substantelor, cu implicatii directe in descoperirea a noi surse de energie.$n domeniul constructiilor de masini se foloseste plasma de 4...1?, obtinuta inurma unor descarcari electrice in mediu gazos prin arc, prin scantei sau latente. -lasma seobtine in generatoare de plasma, numite si plasmatroane, in care coloana arcului electric
34
-
8/16/2019 Referat Sudarea Cu Plasma
16/18
este obligata, sub actiunea unui jet de gaz, sa treaca printr!un spatiu limitat de orificiuunei duze.
rcul electric se formeaza intre un electrod de Bolfram 3 si piesa supusa prelucrarii 5. rcul provoaca ionizarea gazului si va fi suflat in afara sub forma unui jetde plasma : pe suprafata piesei unde va produce erodarea acesteia, rezultaUnd piesa
prelucrata. -lasmatronul este un ajutaj de cupru 1 racit fortat cu apa.eneratoarele de plasma pot functiona, dupa modul in care se realizeaza descarcarea, indoua variante9
! cu arc cu plasma ' arcul arde intre electrodul ! catod si piesa anod trecand prinduza) ! generator tip -lasmarc=
! cu jet de plasma 'arcul arde intre electrodul ! catod si duza ! anod, plasma fiindsuflata de catre presiunea gazului sub forma de jet) ! generator tip -lasma ! -lating.#istemul de alimentare cu gaz plasmogen consta din butelii de presiune inalta in care seafla inchis gazul de lucru= argon, hidrogen azot, heliu, Tripton sau amestecuri aleacestora.
#ursa de alimentare cu energie electrica are, in functie de generatorul utilizat,
puteri de pana la 35 + si tensiunea necesara arcului de plasma de 2 ! 25 V.-relucrarea dimensionala se obtine in urma operatiei de taiere, cilindrare e"terioara,filetare, metalizare. #e pot prelucra cu plasma otelurile ino"idabile, otelurile manganoase,aliajele de titan, cuprul, magneziul, aluminiul si aliajele lor, fonta si deseurile to"ice aleindustriei chimice 'prin transformare in produse marfa).
3I
-
8/16/2019 Referat Sudarea Cu Plasma
17/18
Oibliografie9
3. 8ehelean, 8. > #udarea prin topire Dd. #udura. imisoara, 3CCI.
2. +elding AandbooT, Volume 2, merican +elding #ociet@, 3CC5.
1. K8raucelates, &., Aelmich , Oartzsch S.K loB /Dnerg@ Soining echniWue for #heet
(etalK, +elding Sournal Eo1, (artie 22
:. (ihaela -#7&, Voicu #F > Dlemente ale monografiei sudării in Romania,3CC<
5. K$novations in Belding technolog@ in 2K +eldingX7utting, Eo.4,23
4. Y-lasmă brazing process Teeps zinc on galvanized scheetM, dvanced(aterialsX-rocesses, Jctober 2, pg.2:!25. BBB.vB.com
I. DTard, F Francouer, (. Khe future is noBK Soining echnologies, **7.BBB.joiningtech.com
-
8/16/2019 Referat Sudarea Cu Plasma
18/18
3C