Proiectare TCM

of 6
-
Upload
gabriel-marius -
Category
Documents
-
view
19 -
download
0
description
Indrumar proiectare util studentilor TCM
Transcript of Proiectare TCM
TEMA PROIECTULUI
ACESTA ESTE UN EXEMPLU SI TREBUIE CONSIDERAT CA ATARE, FIECARE STUDENT VA TREBUI SA MODIFICE TEXTUL IN RAPORT CU TEMA SA, RESPECTIV SA COMPLETEZE CU INFORMATII CORESPUNZATOARE REPERULUI SAU, CU ASPECTE MENTIONATE LA PREDAREA ETAPEI. TEMA PROIECTULUI
PARTEA I: prelucrarea unei piese pe maini-unelte universale
Tema proiectului: s se proiecteze tehnologia de prelucrare mecanic a reperului din Anexa 1, plecnd de la urmtoarele date iniiale:
- Desenul de execuie a piesei;
- Echipamentul disponibil: cel corespunztor seciei de prelucrri mecanice de la societatea comercial ( atelierele de prelucrari mecanice de la CMMI), cu posibilitatea de a propune achiziionarea a cel mult dou maini-unelte, n raport cu cele existente;
- Volumul produciei: buc /.. luni
- Fond de timp: corespunztor unui schimb (8 ore pe zi)
- Criteriul principal: cost minim.
Observatie: pentru tema proiectului se poate respecta formularea din prima sedinta de proiect, care sper sa coincide cu cea mai sus scrisa!
Etape proiect TCM:
1. Verificarea desenului de execuie
2. Analiza tehnologicitii de fabricaie piesei3. Alegerea semifabricatului4. Alegerea masinilor - unelte
5. Stabilirea traseului tehnologic6. Determinarea mrimii adaosurilor de prelucrare i a dimensiunilor intermediare 7. Determinarea parametrilor regimului de prelucrare8. Determinarea normelor de timp9. Analiza tehnico-economic10. Elaborarea documentaiei tehnologice
Se va insera o schita a piesei, o imagine continand si cotarile1. Verificarea desenului de execuie
(Capitolul 3.1.1/pag.15, Indrumar Pruteanu et al. [P1])Capitol 2.1, pag.128-161 din Indrumar Pico et al. [V1]
Reperul din anexa 1 reprezinta un ax./arbore, surub conducator .., avnd rol de susinere a ???, fixare???, rol funcional de transmitere a miscarii de rotatie dintre., respectiv a unui moment de torsiuneetc?? In timpul functionarii arborele este solicitat la la incovoiere?, torsiune?, intindere? compresiune?
n urma analizei desenului de execuie, s-au constatat urmtoarele:
-desenul a/nu a fost executat pe format standardizat A3(420x297);
- pentru explicitarea corect i complet a piesei n desen sunt necesare dou/ trei vederi;
-cotele existente sunt cele necesare, toate lanurile de dimensiuni nchizndu-se;
-toleranele pentru cotele libere vor fi conform STAS 2300-88;-suprafeele ce alctuiesc piesa sunt tehnologice, ele putndu-se executa pe maini-unelte universale, piesa avand doar suprafete de revolutie, plane, filetate, ?? .
- Se recomanda completarea desenului de executie cu :..
- abateri de forma de tip. pentru suprafata. Intrucat.....???
- abateri de pozitie de tip . intre suprafetele..
A se lua in considerare toate criteriile ce s-au mentionat la sedinta de proiect si alte criterii din indrumarul de proiectare cap.2 [V1] !!2. Determinarea ritmului necesar de fabricaie:
Ritmul rj se calculeaz cu relaia:
[min/buc],
n care Fn este fondul nominal de timp disponibil a fi utilizat pentru activiti productive, n minute, iar Nj volumul asumat al produciei, n buci (Nj= buci).
Fn=60z ksh,
n care z este numrul de zile lucrtoare (260? de zile lucrtoare pe an; n cazul a trei luni, 260/4!), ns numrul de schimburi pe zi (ns=1, 2, 3 ??), h numrul de ore corespunztoare unui schimb de lucru (h=8 ore).
3. Analiza tehnologicitaii de fabricaie a piesei
Prin tehnologicitatea construciei unei piese se nelege ....................Factorii care influeneaz tehnologicitatea construciei sunt:
-prelucrabilitatea prin achiere;
-forma constructiv a piesei;
-stabilirea bazelor tehnologice i de cotare ale piesei;
-gradul de precizie i cel de rugozitate impus suprafeelor;
-gradul de normalizare i de unificare a piesei.
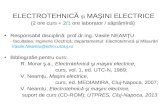
Notarea suprafeelor piesei
1. suprafa frontal;
2. suprafa cilindric exterioar;
3. suprafa frontal;
4. teitur exterioar;
5. suprafa cilindric;
6. suprafa frontal;
7. suprafa cilindric exterioar;
8. teitur exterioar;
9. suprafa frontal;
10.suprafa conic interioar;
11. suprafa cilindric interioar;
12. suprafa cilindric interioar;
13. teitur interioar;
14. 6 guri echidistante x 6;
15. suprafa filetat interioar;
16. suprafa frontal interioar.
Fig. 1. Notarea suprafeelor
(Atentie! O regula a desenului tehnic spune ca liniile pentru numerotare in desenul tehnic nu trebuie sa fie paralele intre ele, iar numerele, simbolurile S1,S2 trebuie sa fie aliniate pe aceeasi linie orizontala sau verticala)Din analiza desenului de execuie se disting urmtoarele tipuri de suprafee:
S1 Suprafa frontal;
S2 Suprafa frontal;
S3 Suprafa filetat exterioar Tr.16x4 mm;
S4 Suprafa filetat M14;
S5 Suprafa cilindric longitudinal pentru fixarea roii dinate 10;
S5 Suprafa cilindric longitudinal fus pentru rulment 10;S6 Suprafa cilindric pt rulment 10;
S7 Suprafa cilindric;
S8 Canal de pan exterior;
S9 Degajare exterioar profilat;
S10 Teitur1x45o;
S11 Teitur 1x45o;
S12 Degajare exterioar profilat;
Tabelul 2. 1. Analiza suprafeelor piesei
SuprafaaForma/tipul suprafeeiDimensiuni nominaleTolerane dimensionaleTolerane
de formTolerane
de poziieTolerane de orientareTolerane
de btaieRugozitateUltima prelucrare aplicatObservaii??
S1, S6frontaleL.
S2cilindric .
S3degajare
S4
S5
Piesa este tehnologic din punct de vedere funcional, al prelucrabilitii prin achiere, al materialului utilizat (oel laminat de calitate OT 400, STAS 880-88), al formei constructive, fiind alctuit din suprafee plane i de revoluie ce pot fi uor obinute prin achiere, deci nu (sau ba da??) necesit pelucrarea pe maini unelte speciale.
Deoarece piesa nu prezint suprafee cu tolerane i rugoziti mici, nu necesit prelucrare pe maini de precizie ridicat
Forma constructiv a piesei asigur numeroase posibiliti de strngere i fixare n dispozitiv: Pentru operatia de strunjire piesa va fi fixata in.
Pentru operatia de frezare??? piesa va fi fixata in.
Pentru operatia de ??? rectificare piesa va fi fixata in.
Producia este de serie mijlocie??? (500 buc/an) - Tabelul 3.14 TCM (ndrumar de proiectare Pruteanu,1980).
4. Alegerea semifabricatuluiAvnd n vedere dimensiunile de gabarit, form i precizie impus prin desenul de execuie de ctre proiectant se alege un semifabricat tip bar cu seciune circular.
Materialul utilizat pentru executarea urubului conductor este .., SR EN 10083/1
Caracteristici tehnologice, ale materialului din care se realizeaz piesa sunt:
Compozitia chimica:
Rezisten la rupere la traciune: Rm = ?????? [MPa]; Limita de curgere: RP = ??????????/ [MPa]; Limita la oboseal: T-1 = ????????/ [MPa]; Duritate: ?????? HB; Tratamente termice caracteristice: - cementare.
SAU proiectantul impune utilizarea unui semifabricat turnat, materialul folosit fiind OT 400 cu urmtoarele caracteristici:
rezistena la rupere la traciune Rm=390 N/mm2;
duritatea 110 HB.
innd cont de tipul produciei, de forma piesei i de material, se alege un semifabricat turnat ce are o form asemntoare cu piesa finit.
Dimensiunile efective ale semifabricatului turnat sunt determinate dup etapa de calcul a adaosurilor de prelucrare.
Din tab. 8.5. [1] se alege clasa de precizie a turnrii ca fiind III, iar din tab. 8.2. [1] se extrag abaterile pentru semifabricat:
diametrul exterior 0,8 mm;
diametrul interior 0,7 mm;
laimea 0,5 mm.
5. Alegerea mainilor unelteLund n considerare echipamentul disponibil, se constat c pentru obinerea suprafeelor de tipulS11- suprafa superfinisat cu Ra= 0,4 m, se recomand achiziionarea urmtorului echipament.., (sau proiectarea i execuia unui dispozitiv pentru.. ataabil pe.)..Caracteristicile mainilor unelte
Pentru operaiile 1 i 2, care sunt strunjiri de degroare, analiznd dimensiunile piesei i n urma calculului puterii necesare s-au folosit strunguri SN 400 x 750 care au urmtoarele caracteristici:
-diametrul maxim de prelucrat h= 400 mm;
-lungimea maxim de prelucrat L= 750 mm;
-gama de turaii a arborelui principal, rot/min:
12; 15; 19; 24; 30; 38; 46; 58; se completeeaza toata gama...
-gama de avansuri longitudinale, mm/rot:
0,06; 0,08; 0,10
-gama de avansuri transversale, mm/rot:
0.046; 0,050; 0,075; 0,092; 0..
-puterea P=7,5 kW.
Pentru operaia 3 care este o strujire de finisare care necesit o putere mai redus se folosete SN 250 x 500 care are urmtoarelecaracteristici:
-diametrul maxim de prelucrat h=250 mm;
-lungimea maxim de prelucrat L=500 mm;
-gama de turaii a arborelui principal ,rot/min:
63; 90; 125; 180; 250; 355; 500; 710; 1000; 1410; 1910; 2800.
-gama de avansuri longitudinale, mm/rot:
0,04; 0,05; 0,06; 0,..
-gama de avansuri transversale, mm/rot:
0,012; 0,015; 0,018; 0,021; .
-puterea P=2,2 kW.
Pentru operaia 4 care este gurire, se folosete o main de gurit G25 care are urmtoarele caracteristici principale:
-diametrul de gurire convenional 25, n oel Rm =60 daN/mm2;
-adncimea de gurire maxim 224 mm;
-distana dintre arborele principal i mas 710 mm;
-suprafaa mesei 425 x 530 mm;
-gama de turaii a arborelui principal, rot/min:
40; 50; 80; ..
-avansuri disponibile, mm/rot:
0,10; 0,13; 0,19; ...
-puterea P= 3 kW.
Pentru operaiile 5 i 6, care sunt rectificari, s-au folosit maini universale de rectificat RU-350-1 cu urmtoarele caracteristici:
-limea maxim a discului abraziv 80 mm;
-turaia maxim a discului abraziv 1500 rot/min;
-diametrul maxim al piesei 350 mm;
-greutatea maxim a piesei 300 kg;
-turaia piesei 28-280 rot/min;
-puterea motorului pentru antrenarea discului abraziv 5,5 kW;
-puterea motorului pentru antrenarea piesei 1,1 kW;
-puterea motorului pentru rectificare interioar 1,47 kW;
-puterea total instalat 0,72 kW.
_1507136337.unknown
_1048497230.dwg