Prezentare Linie Grisine-crochete
39
Prezentare lucrare Tehnologie si utilaj,drd. Tulbure Anca,an I,Inginerie industriala sectiunea I PREZENTARE LINIE TEHNOLOGICA CONTINUA PENTRU CROCHETE SI GRISINE COMPONENTA LINIE GRISINE-CROCHETE Laminator aluat „No stress” Mod. NPS 400 Grup formator grisine pentru un singur diametru, cu dispozitiv de largire, pe arcuri , mod. SPE 401 Banda tansportoare, cu structura montata pe roti Grup formator crochete, pentru o latime Sistem de aromatizare/ pulverizare a aluatului, cu diuze Distribuitor susan mod ZUC -401 Distribuitor brânză mod FOR-401 Cilindru rotativ, pentru presare aluat Circuit automat tavi coacere Serie transport în linie dreaptă “tava dupa tava” „Turn” urcare la 1 tavă “tava peste tava” „Turn” coborâre la 1 tavă “tava peste tava” CAMERA DE DOSPIRE: 90/60 minute, pentru 36 niveluri, de 3+3 tăvi, cu translator mobil Izolatia şi condiţionarea camerei de dospire Umidificator produs in tavi Distribuitor sare pe suprafata produsului, in tavi , mod. SAL-401 Cameră de răcire pe 17 niveluri, de 1+1 tavă Descărcător cu perii pentru grisine Benzi de alimentare, pentru masina de ambalat pe verticala Descarcator cu perii translant, pentru crochete Dispozitiv de curăţare cu 2 perii Tablou electric general pentru gestionarea liniei Set tavi Malaxor cuva extractibila, ASE 250- Cuva extractibila 250 kg - suplimentara Rasturnator cu descarcare frontala Cuptor tunel 38 x 1,4 mt Masina de ambalat pe orizontala CROCHETE/GRISINE 1
-
Upload
dragos-laurentiu -
Category
Documents
-
view
78 -
download
1
description
cercetare aprofundata asupra liniei de productie produs - Grisine .
Transcript of Prezentare Linie Grisine-crochete
Oferta nr
Prezentare lucrare Tehnologie si utilaj,drd. Tulbure Anca,an I,Inginerie industriala
sectiunea I
PREZENTARE LINIE TEHNOLOGICA CONTINUA
PENTRU CROCHETE SI GRISINE
COMPONENTA LINIE GRISINE-CROCHETE
Laminator aluat No stress Mod. NPS 400
Grup formator grisine pentru un singur diametru, cu dispozitiv de largire, pe arcuri , mod. SPE 401
Banda tansportoare, cu structura montata pe roti
Grup formator crochete, pentru o latime
Sistem de aromatizare/ pulverizare a aluatului, cu diuze
Distribuitor susan mod ZUC -401
Distribuitor brnz mod FOR-401
Cilindru rotativ, pentru presare aluat
Circuit automat tavi coacere
Serie transport n linie dreapt tava dupa tava
Turn urcare la 1 tav tava peste tava
Turn coborre la 1 tav tava peste tava
CAMERA DE DOSPIRE: 90/60 minute, pentru 36 niveluri, de 3+3 tvi, cu translator mobil
Izolatia i condiionarea camerei de dospire
Umidificator produs in tavi
Distribuitor sare pe suprafata produsului, in tavi , mod. SAL-401
Camer de rcire pe 17 niveluri, de 1+1 tav
Descrctor cu perii pentru grisine
Benzi de alimentare, pentru masina de ambalat pe verticala
Descarcator cu perii translant, pentru crochete
Dispozitiv de curare cu 2 perii
Tablou electric general pentru gestionarea liniei
Set tavi
Malaxor cuva extractibila, ASE 250-
Cuva extractibila 250 kg - suplimentara
Rasturnator cu descarcare frontala
Cuptor tunel 38 x 1,4 mt
Masina de ambalat pe orizontala CROCHETE/GRISINE
Descriere componente si materiale standard, Mixer spiral
DESCRIEREMATERIALE
StructuraOtel
CuvaOtel inox
Componente electrice
Descrierea componentelor si materialelor standard
DESCRIEREMATERIALENOTE
Tmplrie mainiTubulatur i tabl din oel Aisi 304Electrosudur
Grupuri de laminareStructur portant din oel Aisi 304dulapuri cu ui
Cilindri Oel Aisi 304 rectificat
Arbori oel carbon tratat
Benzi transportoareBenzi inel nchis
Cilindri rulare acoperii cu cauciuc aplicat la rece
Cilindri transmisie oel carbonZincat
Planuri culisare oel Aisi 304
Raclete din material plasticPE 500 alb
Protecii de siguranPri mobile: transport tvi: oel inox cu plas metalic deschidere cu cheia
Laminare: plci de policarbonat i aluminiu cu sistem de nchidere, pistoane pneumatice, micron siguran
Componente mecaniceSuporturi oscilante cu lubrifiere
Cuzinei pe sfere, role
Reductoare i variatoare mecanice
Angrenaje oel carbon
Arbori oel carbon tratat
Lanuri din oel carbon
ntinztoare automate pentru lanuri
Curele dinate i trapezoidale
Buloane din oel cromatCap rotund
Indicatori de grosime
Picioare susinere reglabileReg. 50 mm
Componente pneumaticeCilindri cu dublu efect in normele ISO
Electrovalve cu dispozitive de prindereTensiune 24 V
Grup reductor - lubrificator
Tablouri de comand din oel vopsit
Racorduri Bronz / PVC
Componente electriceVariatoare de frecven
PLC
Display operator
Encoder
Capt curs
ntreruptoare generale
Tablou de siguran
Telentreruptoare, protecii termice
Relee
Temporizatoare
Cutii derivaiePVC alb
Canal port cabluriTabl zincat
Teci port cabluContra tierii
Cabluri electrice antiflacr
Motoare asincrone trifazice
Servomotoare
Tmplrie tablouriVopsit
Descriere componente si materiale standard, Termopan
DESCRIEREMATERIALE
StructuraTubulatura si tabla otel inox AISI 304
Arzatoare
Componente
electrice
Descriere componente si materiale standard, Record
DESCRIEREMATERIALE
StructuraOtel inox AISI 304
MotorizareTip Brushless
Componente
electricePLC
0. MALAXOR CUVA EXTRACTIBILA SPIRAL
Producator: Mixer
Model: ASE 250
Import: Italia
Dimensiuni: 930x1960x1410h mm
Structura externa: otel vopsit
Capacitate aluat: 14-250 kg
Capacitate faina: 9-150 kg
Capacitate apa: 6-100 Lt
Turatiebrat: viteza 1/viteza 2: 92/183 rpm
Turatie cuva: viteza 1/viteza2: 10/20 rpm
Putere electrica instalata: 7,1 12,1 kW
Gabarit: 1120 kg
a. Cuva extractibila suplimentara 250 kg aluat
-cuva din inox
-caruciorul cuvei este din otel vopsit
b. Rasturnator cu descarcare frontala pentru cuve suplimentare
Inaltime de descarcare la 500 mm. Control in prezenta unui operator.
Structura din otel vopsit gri RAL 9007
Sistem de ridicare cu cilindru pneumatic pe ulei
Panou de comanda cu posibilitate de control al operatorului , pe ambele laturi
Motor cu protectie la supraincarcare si suprasolicitare.
Tensiune: 400V-50Hz-trifazic
4 metrii de cablu cu priza CEE
TRANSPORT, LAMINARE, FORMARE, DOSPIRE, RACIRE, CURATARE TAVI, MONTAJ, TABLOU ELECTRIC
1. LINIE DE LAMINARE SI FORMARE DE CROCHETE/ GRISINE
a. BANDA TRANSPORTOARE PENTRU ALIMENTARE CU ALAUT IN ZONA EXTRUSORULUI
-Banda de alimentare este sincronizata electronic, cu grupul de extrudare
-Realizata din material plastic, corespunzator pentru uzul alimentar
b. LAMINATOR ALUAT NO STRESS Mod NSLPD 400
Compus din: b.1 NCRCTOR AUTOMAT EXTRUZOR ALUAT cu 1 cale
Corespunzator pentru primirea aluatului provenit din zona de malaxare, prin intermediul benzii de alimentare cu aluat, a extrusorului.
Capacitate tremie: 250 litri
nlimea de ncrcare: 2,9 m
- tremie aluat din oel inox cu interior teflonat
b.2 SERIE BENZI TRANSPORTOARE
Permit avansarea aluatului la grupurile de laminare.
b.3 SERIE VENTILATOARE SAU DISPOZITIVE DE PRESARARE FAINA, PENTRU ALUAT
b.4 EXTRUZOR CU 5 CILINDRI
Permite obtinerea unei laminari continue a aluatului, la o grosime de cca. 40 mm.
Grosimea aluatului rezultat, este reglabila, prin intermediul unei rotite , localizate pe laterala masinii.
- Recipient de recuperare a aluatului, din material plastic alimentar
- 2 cilindri superiori din oel inox, cu suprafata superficial rifluita
- 3 cilindri inferiori din oel inox, cu suprafata superficial rifluita
- deschiderea dintre cilindri inferiori, pentru ieirea aluatului, este reglabila intre 25 si 50
mm
- Reglare manual pentru grosimea aluatului la ieire
b.5 GRUP MULTIRULARE CU 9 CILINDRI
Permite micsorarea grosimii aluatului fara sa agrezese masa de aluat.
Grosimea aluatului rezultat, este reglabila, prin intermediul unei rotite, localizata pe laterala masinii.
Raport de reducie maxim: 8:1
- Grup multirulare motorizat, cu diametrul 450 mm, compus dintr-un numr de 9 cilindri cu diametrul de 80 mm, din oel inox
- Cilindru de contrast din oel inox, cu 165 mm
- Reglare manual grosime aluat la ieire
c. SISTEM DE AROMATIZARE/ PULVERIZARE A ALUATULUI, CU DIUZE
Permite pulverizarea continua a foii de aluat, cu solutie aromatizanta sau apa, pe intreaga sa latime, inainte de taierea longitudinala si implicit cea transversala.
Serie de diuze cu con plin si ace de autocurare ( se evita infundarea diuzelor).
Filtru i regulator presiune
- Sistem de baz cu instalaii electronice i pneumatice
- Bra cu duze de pulverizare/ stropire, din oel inoxidabil
-Panou de comand i control, al sistemului, din oel inoxidabil
-senzor pentru detectarea produsului n tava.
d. DISTRIBUITOR SUSAN Mod. ZUC 401 pentru partea superioara a aluatului
-cuplaj rapid pentru demontarea grupului de distribuire susan de grupul motor
- fante cu reglaj manual, pentru gestionarea dozarii susanului
- tremie de depozitare din otel inoxidabil cu capacitate de 15 kg
- cilindru distribuitor rifluit
- Invertor si potentiometru pentru reglarea cantitatii de distribuire a susanului
e. DISTRIBUITOR BRNZ pentru partea superioara a aluatului
- dozaj n continuu pe toat suprafaa de lucru
- posibilitate de reglare a cantitii de brnz dozat prin intermediul unui invertor
Distribuitorul de branza este compus din:
- tremie de depozitare din oel inoxidabil de 25/30 litri
- Sistem rotativ de antrenare a brnzei n interiorul tremiei
- Prile care vin n contact cu produsul sunt din otel inox AISI 304 i material alimentar.
- Motorizare controlata electronic
- Invertor i poteniometru situate ntr-un compartiment lateral
f. CILINDRU ROTATIV, PENTRU PRESARE ALUAT
Corespunzator pentru fixarea substantelor aromatizante, susan, branza, depuse pe suprafata aluatului in fazele precedente.
-compus dintr-un cilindru din aluminiu anodizat, cu miscare rotativa
-reglarea inaltimii de lucru prin intermediul unei rotite laterale
-motorizarea prin intermediul unui motor cu viteza variabila, controlata prin inverter.
-structura de sustinere din otel inoxidabil AISI 304.
g. GRUP FORMATOR GRISINE, PENTRU UN SINGUR DIAMETRU , CU DISPOZITIV DE LARGIRE PE ARCURI, Mod. SPE 401
Adaptat linei de productie cu ncrcare automat, pentru un diametru de fitil grisina.
Compus din:
g.1 SERIE BENZI TRANSPORTOARE DE LEGTUR
Permit avansarea aluatului la diferitele grupuri de lucru, care constituie grupul formator.
Motorizare controlata electronic de la tablou.
g.2 SERIE DE VENTILATOARE SAU PRESARATOARE FAINA
Se folosesc pentru a impiedica lipirea aluatului de benzile transportoare. g.3 CUPLU DE CILINDRI CALIBRATORI CU FLANE
. - Cilindri din oel inoxidabil rectificat 215 mm
- Raclete cilindrice pretensionate cu recipient de recuperare
- Dispozitiv automatic pentru alimentare aluat
- Controlul tensiunii aluatului (fluxului de aluat) cu o fotocelul analogic
- Reglare manual grosime aluat la ieire
g.4 CUPLU DE CILINDRI FORMATORI GRISINE
Permit formarea automata a filamentelor longitudinale de grisine.
1 pereche de cilindri din oel special, cu ntrirea suprafeei i canale.
Dispozitiv de alimentare aluat, automatic controlat de fotocelul.
La iesirea din cilindrii formatori, sunt prezente cutite longitudinale pentru curatirea externa a aluatului ( resturile rezultate sunt recuperate de o banda de colectare).
g.5 ECHIPAMENT DE INDEPARTARE A FILAMENTELOR DE GRISINE
Sistem de indepartare a fitilelor longitudinale, cu un echipament pe baza de arcuri.
g.6 MAIN DE TIAT CU LAM TRANSLANT
Cutitul de tiere din oel inox,este mbrcat n material antiaderent.
Micare mecanic de urcare/coborre i translaie cutit.
g.7 BAND NCLINATA PENTRU NCRCARE AUTOMAT a fitilelor de grisine, in tavile ondulate.
Sistem pentru descrcarea de pe banda si incarcarea automata a fitilelor in tavile ondulate.
Extremitate inclinata pentru o mai bun aranjare a fitilelor, pe tav.
Sincronizare automat a vitezei de transport
g.8 TRANSPORT INTERN TVI
ncrcare la 90 i descrcare n linie cu maina
Micarea tavilor prin intermediul lanurilor de traciune.
h. BANDA TRANSPORTOARE, CU STRUCTURA MONTATA PE ROTI
Structura montata pe roti pivotante, se va insera in locul grupului de cilindri formatori pentru obtinerea grisinelor.
Structura de sustinere din otel inoxidabil.
Reglarea manuala a tensionarii benzii. Banda este din material plastic, alimentar, in conformitate cu normele FDA.
Dispozitive de razuire pentru curatirea benzii, prevazute cu sertare pentru recuperarea resturilor.
Motorizare controlata electronic, de la panou.
i. GRUP FORMATOR PENTRU CROCHETE
-Cutite de taiere independente montate pe un singur suport, care permit taierea a 28 de fasii de aluat
-Reglare micrometrica a inaltimii de lucru
-Lamele de taiere si structura de sustinere din otel inoxidabil AISI 304
2. CIRCUIT AUTOMAT TVI COACERE
CARACTERISTICI GENERALE TRANSPORTATOR TVI
Permite deplasarea automata a tavilor in toate fazele de formare a produsului (alimentare, dospire, coacere, racire, etc).
Comenzi lanuri cu motoare independente pozitionate n zona lateral, fa de transportator i n interiorul liniei.
Micri controlate de PLC care conecteaz prin intermediul reelelor toate sistemele de reglare al circuitului de tvi, necesare la sincronizarea micrii tvilor.
Deplasare tvi: lan din material plastic pentru a reduce frecrile
Refazatori pneumatici pentru oprire i sincronizare tvi.
Instalaii i dispozitive de urgen conform normelor CE
a. TRANSPORT TVI RECTILINIU TAVA DUPA TAVA
b. TURN PENTRU URCAREA TVILOR, TAVA PESTE TAVA
c. TURN PENTRU COBORAREA TVILOR, TAVA PESTE TAVA
d. CURB ORTOGONAL TAVA DUPA TAVA -1 buc
e. Accesorii:
SET TAVI
Tavi din otel pentru grisine, dim: 1.380 x 800 cu 60 de canale-teflonate
Tavi din otel inox, drepte, dim:1.380 x 800 mm-neteflonate
TAVI CU CANALE PENTRU GRISINE-310
- Materiale : otel conform cu normele alimentare (antirugina)
- Tava : grosime 4 / 10
- Cadru: tubular 20x20x1,2 mm
- Canale : sudate si rotunjite
- Vopsite: culoare neagra pe verso (rezistenta la temperatura)
-Teflonare: superioara pentru impiedicarea lipirii produsului
-structura: cu intarituri transversale pentru o stabilitate marita.
TAVI DIN INOX DREPTE DE 1.380 X 800 mm-390
- Materiale : otel inox conform cu normele alimentare (antirugina)
- Tava : grosime 6/ 10
- Cadru: tubular 20x20x1,2 mm
- Canale : sudate si rotunjite
- Vopsite: culoare neagra pe verso (rezistenta la temperatura)
-structura: cu intarituri transversale pentru o stabilitate marita.
3. CAMERA DE DOSPIRE ALUAT 90/60 minute, pentru 36 niveluri , de 3+3tavi, cu TRANSLATOR MOBIL-1 buc
Structura portant :din oel zincat
Planuri port-tvi :din oel inox
Axe si angrenaje : din oel, protejate cu vopsea antioxidant
Grilaj de protectie: : din plasa zincat
a. INSTALATIA DE CONDITIONARE A CAMEREI DE DOSPIRE Caracteristici interne camera de dospire
Temperatura intern: variabil de la 30C la 36C
Umiditatea intern relativ variabil de la 70% la 90%
Condiii de lucru: 35C la 85% umiditate
Caracteristici panouri de izolatie:
- Panouri sandwich, grosime 60 mm, la exterior din tabl zincoplastifiat i n interior din oel inox 18/8 AISI 304, izolate cu poliuretan expandat rigid completat cu profile ndoite prin presare
- Nr. 2 ui cu tampon din PVC cu structur asiu din oel inoxidabil, suprafaa net ui
900 x 2000 h
- Iluminare intern cu lmpi cu neon
Circuit distribuie aer i componenta acestuia
- Circuit de evacuare i preluare, din oel inox
- Sonde de afiare umiditate i temperatura pe circuitul de preluare
- Valve modulante, valve by-pass
Unitate pentru tratarea aerului
- Capac aer extern / recirculare superioar
- Seciune ventilant la joas presiune la evacuare
- Baterie Cu/ Al de nclzire cu ap cald - Baterie Cu/ Al de rcire cu ap rece refrigerata
- Tub inox de umidificare cu aburi saturai. Aburul provine de la un generator de aburi - Separator de picturi cu colector de condens
Tablou electric de control i gestionare
- Poziionare n vecintatea Unitatii de Tratare a Aerului
- Tablou de comand i control cu termostat digital electronic
- Canale din oel zincat, sisteme de prindere cabluri, garnituri
- 1 regulator de temperatur i 1 regulator de umiditate4. UMIDIFICATOR SI DISTRIBUITOR SARE, IN TAVI
Compus din:
a. UMIDIFICATOR PULVERIZATOR TAVI1
Corespunzator pentru pulverizarea automata a apei pe toata suprafata tavii.
Sistem de dozare apa prin intermediul atomizatorilor pneumatici.
Dispozitiv de actionare de la panoul electric.
Reglarea manuala a cantitatii de apa dozate.
Fixare pe sistemul de transport tavi.
Senzor pentru detectarea prezentei tavilor.
Posibilitatate de reglare a inaltimii si latimii de lucru.
b.DISTRIBUITOR SARE PE SUPRAFATA PRODUSULUI IN TAVI mod. SAL-401.
-Cuva din otel inoxidabil capacitate 15 kg
-Cilindru distribuitor rifluit din otel inoxidabil
-Invertor si potentiometru pentru reglarea cantitatii distribuite
-Priza pentru legarea la reteaua electrica 5. GRUP DE RCIRE SI DESCARCARE PRODUSE
a. CAMERA DE RCIRE pe 17 niveluri, de 1+1 tava
Pasarele de inspecie : cu plan antialunecare, din aluminiu
Structura portant :din oel zincat profiluri nchise
Planuri port-tvi : din oel inox
Axuri si angrenaje : din oel protejate cu vopsea antioxidant
Grilaj protectie: : partea inferioar din grilaj
Scri interne : scri verticale cu protecie mpotriva accidentelor
Camera de racire este prevazuta cu etaje, pe care sunt incarcate tavile cu produsul in vederea racirii. Durata de timp este suficienta pentru efectuarea urmatoarei descarcari si ambalari.
DESCRIERE
Compus dintr-un nr. de 2 turnuri cu planuri i translatoare liniara, aezata n partea superioar.
Sincronizarea micrilor este gestionat de PLC
Dispozitiv de transport tvi montat pe asiu mobil pus n micare de curelele laterale comandate de un grup motoreductor cu vitez fix.
Toat construcia este dotat cu dispozitive de control i de siguran.
b. DESCRCTOR CU PERII PENTRU GRISINE
Permite descrcarea grisinelor, in gramezi , prin intermediul unor perii ce directioneaza produsul, spre benzile care transporta grisinele la masina de ambalat pe verticala
b.1 GRUP DE DESCRCARE
Perii de descrcare produse din material plastic alimentar
Grup comand de descrcare prin intermediul unui cilindru pneumatic
b.2 LINIE DE RECOLTARE PRODUS
Spatule pentru curirea tavilor cu recuperarea resturilor in recipiente de colectare.
Motorizare electronica prin intermediul unui tablou de comanda.
c. BENZI PENTRU TRANSPORTUL PRODUSULUI LA MASINA DE AMBALAT
Structura de sustinere din otel inoxidabil.
Cilindrii de tractare si intoarcere banda, din otel zincat.
Placi laterale din aluminiu pentru motorizarea benzii.
Banda din material plastic pentru uz alimentar, conform normelor FDA.
Dispozitive manuale pentru pozitionarea, tensionarea si centrarea benzii
Dispozitive de razuire pentru curatirea benzii, cu sertar pentu recuperarea resturilor.
Motorizare si viteza fixa, printr-un motoreductor.
d. DESCARCATOR CU PERII, TRANSLANT, PENTRU CROCHETE
Permite descarcarea automata a produselor pe o banda speciala de colectare.
GRUP DE DESCARCARE TRANSLANT
Potrivit pentru a descarca din tavi continutul pe o banda de colectare.
Perii pentru descarcarea produselor, din material plastic, potrivit pentru uzul alimentar.
Perii cu miscare translanta, pentru evacuarea perpendiculara, pe banda de colectare.
Structura de sustinere din otel inoxidabil AISI 304.
Panou de protectie conform normeleor CE.
Sincronizare electronica pentru transportul tavilor.
Gestiune si control de la panoul electric.
BANDA PENTRU COLECTAREA PRODUSULUI.
Structura de sustinere din otel inoxidabil.
Cilindrii pentru tractarea si intoarcerea benzii, din otel zincat.
Dispozitive manuale pentru pozitionarea si centrarea benzii.
Reglare manuala a tensiunii benzii.
Banda din material plastic, pentru uz alimentar.
Dispozitive de razuire pentru curatarea benzii, cu sertar pentru recuperarea resturilor.
Motorizare prin intermediul unui motor controlat electronic de la panou.
6. DISPOZITIV DE CURATARE A TAVILOR, CU DOUA PERII
Permite curatarea tavilor cu ajutorul unor perii care se rotesc in contrasens, una fata de cealalta.
Format din doua dispozitive de sustinere, dispuse deasupra sistemului de transport al tavilor
Pe aceste dispozitive sunt montate 2 perii din nylon cu diametrul de 220 mm
Motorizarea se face printr-un moto-reductor independent pentru fiecare perie
Sertare din otel inoxidabil , extractibile, dispuse sub sistemul de transport al tavilor si in laterala periilor, pentru colectarea reziduurilor rezultate in urma curatirii tavilor.
Grup format din reductori actionati de arbori care se rotesc in jurul unui excetric, pentru reglarea inaltimii de lucru pentru perii.
Sistem de gestiune si control de la panoul electric.
7. MONTAJ I TABLOU ELECTRIC
a. TABLOU ELECTRIC GENERAL PENTRU GESTIONAREA LINIEI
Cu ajutorul panourilor de operare, prezente in tablourile electrice, se vor seta toti parametrii de functionare ai liniei.
-temperatura interna a camerei de dospire
-umiditatea in interiorul camerei de dospire
- semnale de alarma
-setari masina (viteza de lucru)
Instalaia electric este realizat pentru centralizarea tuturor comenzilor mainilor pe linie.
- Automatizare cu PLC pentru gestionare linie.
- Panouri operator dispuse de-a lungul liniei cu afiaj Touch Screen
- Spaiu convertitori de frecven pentru varierea vitezei motoarelor.
- Cablaj linie cu canalizare aerian sprijinit numai de structura mainilor.
- Instalaie electric ce respect n ntregime normele CE
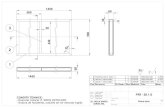
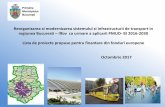
8. CUPTOR TUNEL 38x1,4 mt
SISTEMUL DE INCALZIRE CU CICLU DE CALDURA
Sistemul de incalzire, cu ciclu de caldura, asigura utilizarea maxima a combustibilului
si o utilizare optima a caldurii. Gazele fierbinti produse de arzator (A) si conduse de
ventilatorul circular (B), curg continuu prin radiatoarele impermeabile (C) localizate
in jurul camerei de coacere (D), bucatile de aluat fiind expuse la caldura prin radiatie,
fapt ce are o influenta specifica in rezultatul coacerii.
Distributie aer cald
Conducta de retur a aerului rece
1 Cuptor tunel
1.1. Cuptor automat cu banda transportoare tip plasa universala, tip tunel
1400 / 38, cu incalzire pe gaz, cu o suprafata de coacere de 53,20 m2.
Sistem de incalzire ciclotermal.
1.2. CARACTERISTICI
Descriere cuptor
Cuptorul cu banda transportoare tip plasa dispune de 3 (trei) unitati de incalzire .Fiecare unitate este formata dintr-un arzator, radiatori si ventilatoare circulare, formand un sistem inchis de incalzire cu un curent virtual constant. Ciclul termal de incalzire este incorporat in sistem. Fiecare unitate de incalzire este impartita in 5 zone independente care sunt ajustabile atat in partea de sus cat si cea de jos. La alimentarea cuptorului se afla o zona de pre-incalzire.
Structura cuptorului
Cuptorul este realizat dintr-o structura metalica interna, compusa dintr-o serie de radiatori si elemente de incalzire care sunt impartite in zone care pot fi reglate, fara nici o distinctie, prin dispozitivele de control corespunzatoare.
Tevile pentru alimentarea si evacuarea gazului sunt localizate in partea de sus si toate elementele de incalzire sunt localizate in zona frontala de sus, avand partea externa invelita intr-o rama de metal ce poate fi usor dezasamblata.
Cuptorul este realizat in totalitate din metal, cu material izolant intre structura si captuseala pentru a se evita pierderile de caldura.
Partile captuselei sunt realizate din placa metalica, pe interior galvanizata si pe exterior din PVC.
Fetele alimentarii si evacuarii sunt realizate din otel inoxidabil cu tremii realizate din acelasi material ca cel pentru colectarea vaporilor.
Cuptorul este echipat cu jaluzele ajustabile sau usi la intrarea si la evacuarea cuptorului.
Banda transportoare tip plasa
Banda transportoare tip plasa, lata de 1400 mm, cu laturi netede din fier otelit si legate prin tije cu sectiune transversala, cu capete in forma de S, traverseaza lungimea camerei de coacere, miscandu-se intre doi tamburi.
Miscarea benzii este transmisa direct prin intermediul unui lant de la motorul reductor, controland viteza printr-un schimbator de viteze.
Banda se misca doar datorita fortei de frecare dintre banda si tambur, care depinde de tensiunea benzii.
Caracteristicile Benzii transportoare:
Analiza chimica %
CSiMnPS
SPIRALE0.060.150.2 0.50.030.03
TIJE0.060.150.2 - 0.50.030.03
Teste mecanice
Putere extensibila (Rm)
SPIRALE664 N / mm2
TIJA722 N / mm2
Temperaturi
Temperatura fiecarei unitati este reglata printr-un termometru ce controleaza temperatura gazelor care circula prin tevile de gaz. Aceasta temperatura este intre 70 si 80o C mai mare decat temperatura de coacere.
Fiecare zona este echipata cu:
un indicator de temperatura digital atasat la panoul principal al cuptorului;
doi curenti: unul sus si unul jos, numerotati de la 1 la 10, si scurgerea proportionala de caldura (sus sau jos) care este reglata in functie de pozitie.
Timpii de coacere
Timpii de coacere sunt controlati printr-un indicator digital programabil si sunt ajustati prin intermediul unui cadran digital, ambii localizati pe panoul de comanda al cuptorului.Arzatorul
Cuptorul este echipat cu trei (3) arzatoare pe gaz, Weishaupt, unul pentru fiecare grup de incalzire cu o putere de la 90 la 630 kW. Tubul de admisie a gazului este de si cu o presiune de 300 mbari
Ventilatoarele
Caldura este distribuita catre diferitele zone prin trei ventilatoare care sunt echipate fiecare cu cate un motor de 7,5kW. Fiecare unitate de incalzire are un ventilator pentru a distribui caldura la diferitele zone ale grupului de incalzire.a. Sistem automat de centrare
Sistemul este realizat dintr-un dispozitiv de actionare electric liniar care misca tamburul de centrare si sensorii si la dreapta si la stanga, care inregistreaza oscilatiile benzii transportoare tip plasa, si la dreapta si la stanga, prin intermediul unui mecanism
b. Tensiometru hidraulic automat pentru banda transportoare tip plasa
Este localizat la mecanismele de evacuare ale cuptorului.
Sistemul este realizat dintr-un grup hidraulic compact cu o greutate tarata a presiunii de lucru care conduc cilindrii hidraulici, care la randul lor, conduc o serie de tamburi la mecanismele de evacuare care tensioneaza banda tip plasa.
Sistemul este complet automat, astfel cand banda tip plasa da comanda de pornire, sistemul hidraulic conecteaza si tensioneaza banda in acelasi timp in care invertorul incepe sa opereze. Daca nu este tensionata dupa o anumita perioada de timp, banda tip plasa se va opri din nou.
Sistemul mentine o presiune constanta minima la banda pe durata intregului proces de coacere. De cate ori presiunea sistemului este mai mica decat cea permisa, grupul hidraulic va porni automat la cresterea presiunii. Tensiometru hidraulic al benziic. Sistem de vaporizare
Sistemul de vaporizare este compus dintr-o instalatie de 5 tuburi de vaporizare care injecteaza vapori pe produs si la gura de admisie a cuptorului.
Fluxul de vapori necesari pentru acest tip de cuptor este de la 175 la 200 kg/h.
d. Debitul vaporilor
Debitul vaporilor din camera se realizeaza prin intermediul a doua hornuri. Primul horn colecteaza vaporii de la intrarea tremiei si din prima zona de evacuare a vaporilor. Al doilea horn are un dispozitiv de extractie care controleaza viteza de evacuare a vaporilor.
d. Controlul cuptorului se realizeaza prin PLC
1.3. DATE TEHNICE
9. 1-MASINA DE AMBALAT PE ORIZONTALA A PRODUSELOR DE TIP GRISINE/CROCHETE
Stil de ambalareFlowpack cu 3 lipiri
Viteza de producie 1. 5060ppm, n funcie de tipul de produs, de materialul de mpachetare utilizat i de sistemul sau forma de alimentare produs
Tip de alimentare1. Manual
CONFIGURAIE MAIN
GESTIUNE ELECTRONIC
Logic de control SIEMENS;
Panou supervizor Touch Screen, multilingual pentru introducerea tuturor parametrilor mainii i memorarea pn la 50 programe.
MOTORIZARE
1 Servomotor Brushless pentru micarea grupului de alimentare;
1 Servomotor Brushless pentru micarea grupurilor: role lipire i banda de ieire;
1 Servomotor Brushless pentru micarea grupului brae de lipire;
Transmisii mecanice prin intermediul grupurilor motoreductoare
STRUCTURA MAINII
Structur n totalitate din oel inox AISI 304 compus din soclu din evi i corp main din tabl oportun modelat;
Grupuri mecanice fixate rigid pe placa de aluminiu;
Sensul de avansare produse de la stnga ctre dreapta;
Roi orientabile cu blocare manual pentru mutarea mainii;
BANDA DE ALIMENTARE
Band de alimentare cu lan din material Hostaform uor de nlocuit;
Ghidaje produs reglabile i deschidere n partea inferioar pentru ntreinere;
Lungime alimentare util disponibil (standard): 2000 mm;
nlime plan de lucru standard: 850 20 mm;
Limitator de cuplu electronic pe banda de alimentare;
PORTBOBIN FILM
Grup portbobin singular dotat cu conuri nchidere autocentrante i de reglare film n ax la produs cu comand pe partea operatorului;
Dispozitiv de frnare automat pentru controlul constant al tensiunii de desfurare a filmului, reglabil din exterior;
Manet orientabil i rol de ntindere film reglabile n funcie de unghiul de nclinare cerut de ctre mecanismul de dirijare;
Dimensiuni minime i maxime ale bobinei film:
Banda: 100 650 mm;
Diametrul interior: 70 76 mm;
Diametrul exterior: 350 mm;
Greutatea maxim: 35 Kg;
Fotocelul de centrare tiprire dotat cu sistem de reglare a sensibilitii de citire montat pe suport orientabil;
MECANISMUL DE DIRIJARE
1 mecanism de dirijare fix n dotare cu maina baz
LIPIREA LONGITUDINAL
Grup role de lipire compus din modul ermetic autolubrefiat orientabil i din 3 perechi de role cu diametrul difereniat cu posibilitatea de reglare a paralelismului;
Deschiderea automat a rolelor calde comandat pneumatic;
Carcasa din otel inox, uor de demontat pentru o uoar ntreinere;
Predispoziie pentru instalarea de accesorii;
LIPIREA TRANSVERSAL
Grup de lipire cu un singur bra rulant cu reglarea poziiei de lipire n funcie de nlimea produsului, dotat cu dispozitiv de siguran cu oprire imediat a mainii i reluarea fazat a lucrului;
Profil de lipire ale braelor paralel cu lama de tiere;
Dispozitive de reglare a paralelismului, presiunii i centrrii profilului lipit pentru o perfect adaptare la grosimea filmului utilizat;
Reglare micrometric a lamei de tiere;
Limitator de cuplu electronic pe braele de lipit;
Dimensiuni brae: limea 380 x ntre axe 180 mm;
BANDA DE IEIRE
Band de ieire produs cu covor din material plastic;
Lungimea standard covor pe banda de ieire: 820 mm;
PROTECII
Protecii fixe i mobile dotate cu sisteme de siguran conform normelor CE;
Panouri de nchidere din material plastic;
Carter de siguran demontabil din material plastic transparent;
DATE GENERALE
Componistica panourilor electrice SIEMENS, alimentatori si convertitori PHOENIX, fotovelule Wenglor.
Toate materialele plastice utilizate sunt certificate pentru uz alimentar;
Tensiune de reea: standard 380 V (3 faze + mpmntare); n caz de variaii de tensiune mai mari dect 5% se recomand instalarea unui stabilizator de curent;
Frecvena de reea: standard 50;
La cerere este posibil s avei frecvene sau voltaje diferite, care trebuie s fie comunicate la confirmarea comenzii.
Puterea total absorbit n plin sarcin: 5 6 kW;
ACCESORII
Extensie banda de alimentare maina:
Prelungirea benzii de alimentare a mainii. Lungimea extensiei este de 1 m.
CODIFICATOR CU TRANSFER TERMIC I MICARE N CONTINUU 18C:
Cu selectare i compunere cu caractere digitale prin tastatur.
Vitez tiprire 27m./min.
Rezoluie tiprire: 8 dots/mm. (200 dpi)
Arie tiprire max.: 32 mm. X 40 mm.
Memorizare layout: pn la 100.
_340791684.xlsHoja1
Masa de alimentare:2.200 mm.
Lungimea de lucru a cuptorului:38.000 mm.
Masa de evacuare:900 mm.
Lungimea totala:41.100 mm.
Latimea benzii transportoare tip plasa:1.400 mm.
Latimea camerei de coacere:1.555 mm.
Latimea totala a cuptorului:2.595 mm.
Inaltimea camerei de coacere:260 mm.
Inaltimea maxima a cuptorului:2.830 mm.
Suprafata de lucru pentru coacere:53,2 m2
Numarul zonelor:7
Zone de preincalzire1
Timpul de coacere:se va stabili