Prezentare Curs 5

of 4
-
Upload
bucurionut -
Category
Documents
-
view
214 -
download
0
Transcript of Prezentare Curs 5
-
7/25/2019 Prezentare Curs 5
1/4
Tehnologii deAsamblare Prezentare curs
- 31 -
3.1.2. Uniti structurale ale proceselor de montaj
Procesul de montaj al unui produs complexeste format dinprocesul de montaj finalal unitiide asamblare care reprezintprodusul (ansamblul general) i dinprocesele de premontajale unitilorde asamblare din structura produsului (ansamblurile, subansamblurile i seturile din schema tehnologicde dezasamblare a produsului). Fiecare proces de montaj al unei uniti de asamblare conine unitistructurale de tip operaie,faz, trecerei micare.
1)
Operaia de montajeste un grup de activiti din procesul de montaj al unei uniti de asamblaren care se acioneazcontinuu, la un loc de munc(post operaional), asupra unor componenteale unitii de asamblare de ctre aceeai executani (oameni i maini), ntr-un ciclu de lucrucare se repetla reluarea operaiei asupra altor componente de acelai fel.
n funcie de categoriile de activiti coninute, operaia de montaj poate fi:
- Operaie de baz, care conine cel puin o activitate de baz(de ex. operaie de asamblare);
- Operaie auxiliar, care nu include activiti de baz(de ex. operaie de control sau de ambalare).
Operaia de asamblareeste operaia de bazprincipaldin procesul de montaj al unei uniti de
asamblare, n care se realizeazn mod continuu una sau mai multe legturi ntre componentele unitii deasamblare de ctre executanii aflai la un loc de munc. Pe parcursul operaiei, componenta de bazaunitii de asamblare poate avea mai multe poziii i prinderi n dispozitivul de asamblare.
Tehnologii deAsamblare Prezentare curs
- 32 -
2)Faza de montajeste un grup de activiti din operaia de montaj n care executaii acioneazcontinuu, cu aceleai mijloace tehnologice, procedeu tehnologic i regim de lucru, asupra unorcomponente de acelai fel ale unitii de asamblare pentru atingerea unui singur obiectiv tehnologic.
n funcie de categoriile de activiti coninute, faza de montaj poate fi:
- Fazde baz, care conine cel puin o activitate de baz(de ex. fazde asamblare);
- Fazauxiliar, care nu include activiti de baz(de ex. fazde control, fazde prindere a componentei
de baza ansamblului n dispozitivul de asamblare).
Faza de asamblareeste faza de bazprincipaldin operaia de asamblare, n care se realizeazn
mod continuu, total sau parial, una sau mai multe legturi identice ntre componentele unitii de asamblare,cu aceleai mijloace tehnologice (main, instalaie, echipament i substande lucru), procedeu tehnologici regim de lucru. Pe parcursul fazei, componenta de baza unitii de asamblare poate avea o singurpoziie i prindere n dispozitivul de asamblare.
3) Trecerea de montajeste o parte a fazei de montaj care se repetidentic i implico singurdeplasare a organului de execuie al fazei (de ex. un SDV sau mna lucrtorului) asupra componentelorunitii de asamblare (de ex. nurubarea unui urub dintre cele care fixeazo legtur, percuia repetatacapului de nchidere al unui nit cu ciocanul de nituit).
4)Micareaeste cel mai simplu element al activitii executantului unei fazei de montaj, care poate
consta ntr-o deplasare, luare de contact (prindere) sau desprindere de componentele unitii deasamblare sau de mijloacele tehnologice utilizate n cadrul fazei (toate micrile efectuate deexecutantul uman al fazei pentru realizarea unei activiti din fazreprezinto mnuire).
-
7/25/2019 Prezentare Curs 5
2/4
Tehnologii deAsamblare Prezentare curs
- 33 -
3.2. Structura sistemelor tehnologice de montaj
Structura sistemului de montajal unui produs indicmodul de grupare tehnico-organizatoricacomponentelor umane (lucrtori i operatori) i tehnice (maini, instalaii, echipamente i spaii de producie)din sistem n uniti structurale din ce n ce mai complexe care pot realiza operaiile i procesele de montajale unitilor de asamblare din structura produsului. Structura sistemului de montaj este influenatde gradulde mecanizare-automatizare.
3.2.1. Grade de mecanizare-automatizare ale sistemelor de montaj
Clasificarea sistemelor de montaj d.p.d.v. al gradului de mecanizare-automatizare este:
1) Sisteme de montaj manual, n care omul (lucrtorul) folosete numai energia proprie pentruefectuarea activitilor de montaj cu mine sale i, eventual, cu SDV-uri acionate manual;
2) Sisteme de montaj mecanizate simplu, n care omul (lucrtorul) folosete energia proprie pentrumanipularea unor maini portabile (cu sursde energie separat) ale cror SDV-uri realizeazactivitile de montaj;
3) Sisteme de montaj mecanizate complex, n care omul (operatorul) comandi supravegheazfrconsum de energie proprie mainile i instalaiile care efectueazactivitile de montaj;
4) Sisteme de montaj automatizate rigid, n care omul doar supravegheazfuncionarea unor mainii instalaii automate nereprogramabile care realizeazactivitile de montaj prin cicluri delucru unice sau modificabile n limite restrnse (de ex. prin reglarea poziiei unor limitatori de curs,
prin comutarea unui echipament ntr-o altpoziie de lucru) astfel nct asiguro productivitate ridicatla montajul de serie mare sau de masal unor produse similare constructiv i de complexitateredus(de ex. rulmeni, lanuri, bujii);
Tehnologii deAsamblare Prezentare curs
- 34 -
5) Sisteme de montaj automatizate flexibil, n care omul supravegheazfuncionarea unor mainii instalaii automate reprogramabile care realizeazactivitile de montaj prin cicluri de lucrumodificabile uor i radical (de ex. prin programarea numerica comenzii mainii) astfel nct asigurdurate scurte de pregtire a fabricaiei i costuri de producie reduse la montajul de serie micsau mijlocie al unor produse diferite constructiv i de complexitate ridicat.
Sistemul de montaj al unui produs poate snu fie caracterizat de acelai grad de mecanizare-automatizare n ntregime, ci doar n anumite pri din structura sa.
3.2.2. Uniti structurale ale sistemelor de montaj
Sistemul de montaj al unui produs complexeste format prin conectarea n spaiul de producieal ntreprinderii a sistemelor de montaj ale unitilor de asamblare din structura produsului. Fiecare sistemde montaj al unei uniti de asamblare poate conine uniti structurale de tippost operaional, celulilinie de montaj.
1)Postul operaional de montajeste partea din spaiul de producie al ntreprinderii organizatpentru realizarea unei operaii de montaj de ctre unul sau mai muli executani (care ocupposturile de lucru) asupra unor componente ale unitii de asamblare n curs de montaj (careocuppostul de montaj).
2) Celula de montajeste un grup de posturi operaionale dispuse compact, sub formde reea
n spaiul de producie al ntreprinderii, pentru realizarea eficienta unui grup de operaii demontaj ale unitii de asamblare (celulele se creeazpe baza unor tehnologii de grup astfel nctpermit organizarea montajului de serie micsau mijlocie al ansamblurilor cu fluxuri tehnologicediferite dupprincipiile produciei de mas).
-
7/25/2019 Prezentare Curs 5
3/4
Tehnologii deAsamblare Prezentare curs
- 35 -
3)Linia de montajeste un grup de posturi operaionale dispuse compact n spaiul de producie,n ordinea operaiilor efectuate, pentru realizarea eficienta unui grup de operaii de montaj aleunitii de asamblare (linia se organizeazpentru montajul de serie mare sau de masal unuisingur ansamblu sau pentru montajul de serie micsau mijlocie al mai multor ansambluri cufluxuri tehnologice asemntoare, pe baza unei tehnologii de grup).
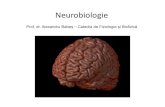
n funcie de complexitatea produsului i de modul de descompunere tehnologicn uniti deasamblare, sistemul su de montaj poate ocupa un spaiu de producie dintr-un atelier de montajsau dintr-
o secie de montajcu mai multe ateliere (v. fig. 3.1).
Fig. 3.1. Secie de montaj pentru produsul AUTOTURISM
Tehnologii deAsamblare Prezentare curs
- 36 -
3.2.3. Structura unui post operaional de asamblare
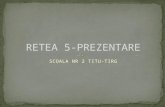
Postul operaional de asamblareeste partea din spaiul de producie al ntreprinderii amenajatpentru efectuarea unei operaii de asamblare. Structura postului operaional de asamblare depinde denumrul de executani (oameni i maini) care realizeazoperaia (v. ex. postului operaional PO din fig. 3.2,care are un singur post de lucru PL pentru un singur executant al opera iei).
Fig. 3.2. Structura unui post operaional de asamblare
-
7/25/2019 Prezentare Curs 5
4/4
Tehnologii deAsamblare Prezentare curs
- 37 -
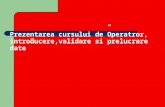
Tipurile de spaii de producie amenajate la un post operaional de asamblare(v. fig. 3.2) sunt:
1)Postul de montaj (PM), care este ocupat de unitatea de asamblare n curs de montaj n operaie;
2)Postul de lucru (PL), care este ocupat de executantul operaiei de asamblare (de ex. un lucrtor);
3) Spaiile de stocare operaional(SSO) pentru componente i materiale (CM)i SDV (SDV),care sunt ocupate de echipamentele de stocare (de ex. un container de piese, un buncr de materiale,un magazin de scule, o paletpurttoare de piese i scule);
4)
Cile de alimentare operaional(CAO) cu componente, materiale i SDV, care sunt ocupatede echipamentele de alimentare care preiau componentele, materialele i SDV-urile din spaiilede stocare i le livreazorientate la PL (de ex. o bandrulant, un jgheab vibrator, un robot de manipulare).
Direciile i sensurile de aciune tehnologicla postul operaional de asamblare(v. fig. 3.2) sunt:
1)Direcia i sensul de transfer operaional (DTO), n care unitatea de asamblare n curs de montajeste adusla PM la nceputul operaiei i este evacuatde la PM la sfritul operaiei;
2)Direcia i sensul de aciune operaional(DAO), n care se desfoaractivitile de asamblarede la PL (condiii optime de asamblare asigurDAO rectilinie i vertical, n sensul gravitaiei);
3)Direciile
i sensurile de alimentare opera
ional
(Dao)
, n care PL este alimentat cu componente,materiale i SDV-uri necesare pentru asamblare (Dao, DAO i DTO se intersecteazla PM npunctul de aciune operaional, 0).