Prelucrare Prin Ultrasunete
5
1 PROCESAREA CU ULTRASUNETE Introducere Sunetele sunt oscilaţii mecanice ale unui mediu elastic, cu frecvenţe percepute de urechea omului, adică în domeniul 20 Hz - 20 kHz, iar ultrasunetele sunt oscilaţii mecanice cu o frecvenţă mai mare decât cea sonoră, curent în domeniul 20 kHz - 10 MHz. O perturbaţie produsă local într-un mediu elastic se propagă din aproape în aproape, prin oscilaţiile particulelor, ca undă mecanică. Spectrul sonor evidenţiază trei zone: - zona subsonică, cu f < 16Hz ; - zona sonică, cu 16Hz < f < 20kHz ; - zona ultrasonică, cu f > 20Hz . Spre deosebire de lumină sau radiaţia electromagnetică, ultrasunetele se pot propaga numai în medii materiale. Pentru ultrasunete se iau în considerare următorii parametrii şi proprietăţi: viteza de propagare, impedanţa acustică, reflexia - refracţia şi atenuarea. Modalităţi de producere a ultrasunetelor Există mai multe căi de producere a ultrasunetelor, reflectând etapele de progres tehnologic în acest domeniu. a. Generarea ultrasunetelor pe cale aero sau hidrodinamică, se face folosind cavităţi rezonante. Se obţin, astfel, ultrasunete la frecvenţe de (5 - 20) kHz, la puteri reduse (sub 100 W) şi randamente mici. b. Generarea de ultrasunete pe cale ionică se realizează cu ajutorul unui gaz prealabil ionizat în câmp electric alternativ, cu frecvenţă ultrasonoră. Ionii se deplasează antrenând moleculele gazoase, dând naştere unei oscilaţii acustice, de frecvenţa câmpului excitator (până la 40 kHz). Metoda este foarte puţin folosită în practică. c. Generarea de ultrasunete pe cale electrodinamică se bazează pe principiul unui difuzor, la care membrana este înlocuită cu un bloc metalic având frecvenţă proprie de rezonanţă în domeniul ultrasunetelor. Când frecvenţa curentului în bobina de excitaţie devine egală cu frecvenţa proprie a blocului metalic, amplitudinea vibraţiei atinge valori importante. Ultrasunetele obţinute au o singură frecvenţă, dar randamentul conversiei este bun. d. Generarea ultrasunetelor prin efect magnetostrictiv foloseşte proprietatea unor materiale feromagnetice (materiale magnetostrictive) de a se comprima sau dilata dacă sunt plasate într-un câmp magnetic. Reciproc, orice întindere sau compresiune a materialului aflat într-un câmp magnetic se traduce într-o modificare a fluxului magnetic ce îl traversează. e. Generarea ultrasunetelor prin efect piezoelectric foloseşte proprietatea unor materiale (numite piezoe/ectrice) de a se deforma dacă sunt plasate într-un câmp electric. Principiul prelucrării dimensionale cu ultrasunete Prelucrarea dimensională cu ultrasunete se bazează pe prelevarea de material din piesa supusă prelucrării, prin intermediul unor particule abrazive activate ultrasonic. În mediile pe care le străbat, vibraţiile ultrasonice declanşează fenomene precum:
-
Upload
moldovan-gheorghe -
Category
Documents
-
view
694 -
download
27
Transcript of Prelucrare Prin Ultrasunete

1
PROCESAREA CU ULTRASUNETE
Introducere
Sunetele sunt oscilaţii mecanice ale unui mediu elastic, cu frecvenţe percepute de urechea
omului, adică în domeniul 20 Hz - 20 kHz, iar ultrasunetele sunt oscilaţii mecanice cu o frecvenţă
mai mare decât cea sonoră, curent în domeniul 20 kHz - 10 MHz. O perturbaţie produsă local
într-un mediu elastic se propagă din aproape în aproape, prin oscilaţiile particulelor, ca undă
mecanică.
Spectrul sonor evidenţiază trei zone:
- zona subsonică, cu f < 16Hz ;
- zona sonică, cu 16Hz < f < 20kHz ;
- zona ultrasonică, cu f > 20Hz .
Spre deosebire de lumină sau radiaţia electromagnetică, ultrasunetele se pot propaga
numai în medii materiale. Pentru ultrasunete se iau în considerare următorii parametrii şi
proprietăţi: viteza de propagare, impedanţa acustică, reflexia - refracţia şi atenuarea.
Modalităţi de producere a ultrasunetelor
Există mai multe căi de producere a ultrasunetelor, reflectând etapele de progres
tehnologic în acest domeniu.
a. Generarea ultrasunetelor pe cale aero sau hidrodinamică, se face folosind cavităţi
rezonante. Se obţin, astfel, ultrasunete la frecvenţe de (5 - 20) kHz, la puteri reduse (sub 100 W)
şi randamente mici.
b. Generarea de ultrasunete pe cale ionică se realizează cu ajutorul unui gaz prealabil
ionizat în câmp electric alternativ, cu frecvenţă ultrasonoră. Ionii se deplasează antrenând
moleculele gazoase, dând naştere unei oscilaţii acustice, de frecvenţa câmpului excitator (până la
40 kHz). Metoda este foarte puţin folosită în practică.
c. Generarea de ultrasunete pe cale electrodinamică se bazează pe principiul unui
difuzor, la care membrana este înlocuită cu un bloc metalic având frecvenţă proprie de rezonanţă
în domeniul ultrasunetelor. Când frecvenţa curentului în bobina de excitaţie devine egală cu
frecvenţa proprie a blocului metalic, amplitudinea vibraţiei atinge valori importante.
Ultrasunetele obţinute au o singură frecvenţă, dar randamentul conversiei este bun.
d. Generarea ultrasunetelor prin efect magnetostrictiv foloseşte proprietatea unor
materiale feromagnetice (materiale magnetostrictive) de a se comprima sau dilata dacă sunt
plasate într-un câmp magnetic. Reciproc, orice întindere sau compresiune a materialului aflat
într-un câmp magnetic se traduce într-o modificare a fluxului magnetic ce îl traversează.
e. Generarea ultrasunetelor prin efect piezoelectric foloseşte proprietatea unor
materiale (numite piezoe/ectrice) de a se deforma dacă sunt plasate într-un câmp electric.
Principiul prelucrării dimensionale cu ultrasunete
Prelucrarea dimensională cu ultrasunete se bazează pe prelevarea de material din piesa
supusă prelucrării, prin intermediul unor particule abrazive activate ultrasonic.
În mediile pe care le străbat, vibraţiile ultrasonice declanşează fenomene precum:

2
- ridicarea temperaturii;
- favorizarea unor reacţii chimice;
- transportul şi concentrarea de energii considerabile;
- reflexie, refracţie, difuziune, etc.
Datorită acestora, ultrasunetele şi-au găsit utilizare şi la prelucrările prin eroziune
abrazivă şi cavitaţională a unor materiale. Aceasta este una din aplicaţiile active în care energiile
sunt suficient de mari pentru a produce modificări în structura mediului pe care îl străbat . La
prelucrarea cu ultrasunete se folosesc în special emiţătoare magnetostrictive, a căror funcţionare
se datorează modificării dimensiunilor unui corp feromagnetic, care se află într-un câmp
magnetic variabil.
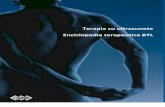
Schema de principiu a instalaţiei de prelucrare cu ultrasunete este prezentată în Fig.1.
Fig. 1. Schema de principiu a instalaţiei de prelucrare cu ultrasunete
Vibratorul magnetostrictiv transformă energia câmpului magnetic variabil în energie
mecanică de vibraţie, care este amplificată prin intermediul concentratorului. Fenomenul intim
de erodare se datorează transmiterii energiei cinetice a sculei (care vibrează cu frecvenţă
ultrasonică) particulelor abrazive care se află în suspensie în lichid, acesta având o mişcare
dirijată. Datorită şocurilor repetate care sunt transmise prin particulele abrazive la suprafaţa
piesei, aici apar microfisuri şi desprinderi de material, care sunt îndepărtate prin circulaţia forţată
a emulsiei. Acest fenomen eroziv este însoţit şi de cavitaţia ultrasonică în mediu lichid, care
grăbeşte distrugerea materialului din zona de lucru. Particulele abrazive trebuie să aibă o duritate
cel puţin egală cu cea a materialului supus erodării.
Sunt utilizate, în principal, două metode de prelucrare:
- prelucrarea ultrasonică cu suspensie abrazivă;
- prelucrarea ultrasonică cu sculă abrazivă.
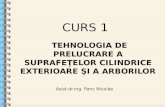
În cazul primului procedeu, în spaţiul dintre suprafaţa piesei de prelucrat şi suprafaţa
activă a sculei este adusă o suspensie abrazivă cu concentraţia în greutate de circa 50%,
particulele abrazive trebuind să aibă duritatea mai mare decât a piesei prelucrate (Fig.2.a).

3
a) b) .
Fig. 2. Metode de prelucrare cu ultrasunete: a. - cu suspensie abrazivă; b. - cu sculă abrazivă.
Aducerea suspensiei abrazive în zona de lucru se poate realiza prin trei scheme de
recirculare şi anume:
- prin stropire;
- prin aspiraţie prin interiorul sculei;
- prin injecţie prin interiorul sculei.
Prelevarea de particule de material din piesă se explică prin acţiunea coroborată a trei
agenţi erozivi: granulele abrazive, bulele de cavitaţie ultrasonică şi undele de şoc hidraulic.
a) Granulele abrazive au efect dominant în eroziune. Între sculă şi piesă se exercită o
forţă de apăsare statică, şi se creează premisele transmiterii şocurilor dinamice ale sculei, care
vibrează axial cu o frecvenţă ultrasonică. Sub efectul acestor şocuri, granulele mai mari sau
aglomerările de granule, aflate în contact direct atât cu scula cât şi cu piesa, produc microfisuri în
stratul superficial al piesei. Microfisurile progresează în adâncime, iar sub acţiunea altor granule,
presate sau accelerate de vibraţiile sculei, se desprind microparticule din piesă.
b) Sub acţiunea vibraţiei ultrasonice a sculei, în lichidul purtător de granule abrazive apar
solicitări de întindere şi compresiune. În faza de îndepărtare a sculei, apar eforturi de întindere,
care produc ruperi în masa lichidului, formându-se microbule de cavitaţie. În fazele de apropiere
ale sculei, se produc solicitări de compresiune a lichidului, iar microbulele se distrug prin
implozie, ducând la presiuni locale ce depăşesc 1000 daN / cm2 . Se produc microfisuri, precum
şi prelevare de material din piesă.
c) Ultrasunetele produc în lichid unde de şoc hidraulic. Sub acţiunea lor lichidul pătrunde
în reţeaua fină de microfisuri create pe suprafaţa piesei, având efect de pană hidraulică în
prelevarea de material.
În cazul celui de al doilea procedeu, acţiunea abrazivă este realizată chiar de scula
activată ultrasonic la frecvenţe de (20 – 30) kHz, (Fig.2.b). Scula abrazivă apasă asupra piesei de
prelucrat cu o presiune de (20 – 30) daN/cm2, efectul de abraziune mecanică fiind realizat prin
mişcare relativă (de rotaţie sau translaţie – în funcţie de forma profilului prelucrat) între sculă şi
piesă. În acest caz, pentru protejarea sculei împotriva şocurilor mecanice, amplitudinea
vibraţiilor acesteia trebuie să aibă valori mai mici de 15 μm.
Prelucrarea cu ultrasunete se aplică la acele materiale care au fragilitate ridicată, densitate
nu prea mare şi nu suferă deformaţii plastice înainte de rupere (ceramica, sticla, safirele,
alumina, cuarţul, siliciul, feritele, etc.). Cu bune rezultate se pot prelucra şi aliaje dure: carburi
metalice, oţelurile aliate, aliaje de titan.

4
Materialele cu plasticitate ridicată (oţelurile moi, cupru, aluminiul) nu se pot prelucra,
căci ultrasunetele nu produc dislocaţii de material, iar particulele abrazive se pot încastra în
material.
Instalaţia de prelucrare cu ultrasunete
În funcţie de modul şi locul lor de utilizare, maşinile-unelte ultrasonice pot fi portabile
sau fixe. Cele portabile au, în general, dimensiuni gabaritice mici, putând fi folosite la executarea
unor operaţii de gravare, marcare, inscripţionare a unor materiale ceramice, sticlă, piatră, etc.
Maşinile-unelte ultrasonice pot fi universale – utilizate la prelucrarea diferitelor tipuri de
suprafeţe şi care pot executa o varietate mare de operaţii – sau speciale şi specializate, destinate
executării numai anumitor tipuri de profile într-un număr restrâns de operaţii.
În funcţie de puterea generatoarelor ultrasonice cu care sunt echipate, maşinile
ultrasonice fixe se clasifică în trei grupe:
− maşini ultrasonice de putere mică, P = (30 … 200) W;
− maşini ultrasonice de putere medie, P = (250 …1200) W;
− maşini ultrasonice de putere mare, P = (1300 … 4000) W.
După direcţia mişcării vibratorii ultrasonice, aceste instalaţii pot fi: verticale, orizontale şi
înclinate.
Tendinţele viitoare prevăd proiectarea şi realizarea unor tipuri de instalaţii ultrasonice,
specializate sau cu caracter universal, într-o gamă gabaritică variată, care să permită prelucrări
diverse, de la componente şi circuite electronice până la piese din industria aeronautică.
Realizarea acestora este puternic influenţată de tipul generatoarelor (putere şi domeniu de
frecvenţă).
Schema constructivă de principiu a unei instalaţii electroacustice de prelucrare este dată
în Figura 3.
Batiul maşinii susţine sania longitudinală şi sania transversală, care permit deplasarea
cuvei de lucru în plan orizontal, în sistemul de axe xOy. În cuva de lucru este fixată piesa de
prelucrat. Suspensia abrazivă din rezervor este omogenizată cu un agitator şi vehiculată prin
conducte cu ajutorul unei pompe.
Convertorul de energie electromagnetică în energie acustică este transductorul de tip
magnetostrictiv. Pe miezul magnetostrictiv se află înfăşurarea de curent alternativ alimentată de
la generatorul electric de înaltă frecvenţă, realizat cu tranzistoare de putere BJT sau MOSFET.
Premagnetizarea miezului se realizează cu ajutorul unei înfăşurări parcurse de curent continuu
provenit de la o sursă adecvată. Rigorile cerute de la sursa de curent continuu, în ceea ce priveşte
filtrarea, sunt mari. În alte variante constructive, premagnetizarea miezului se realizează prin
magneţi permanenţi plasaţi între cele două coloane ale miezului.
Blocul ultrasonic, închis într-o carcasă etanşă, este răcit forţat cu apă, pentru a evacua
căldura creată prin încălzirea miezului. Un amortizor sonic (din cauciuc) este plasat în partea
superioară, iar în partea inferioară, în contact direct cu miezul transductorului, este fixat
concentratorul, care are funcţia de transfer şi concentrare a energiei mecanice spre piesă.
Concentratorul (aici de formă exponenţială) amplifică vibraţiile ultrasonore ale miezului.
Lungimea concentratorului este un multiplu întreg al semilungimii de undă, astfel încât să
asigure la scula de lucru oscilaţii de amplitudine maximă.

5
Scula de lucru, având forma cerută de forma prelucrării piesei, este fixată pe concentrator
prin înfiletare. Poziţionarea concentratorului la carcasa blocului ultrasonic se face la distanţa
λ/4 de miez, deci într-un nod de oscilaţie, astfel că în această zonă nu apar solicitări mecanice.
Sistemul de avans automat realizează avansul vertical pe parcursul prelucrării. Capul de
lucru se poziţionează pe verticală prin mecanismul şurub - piuliţă, iar echilibrarea greutăţii
acestuia se face cu o contragreutate.
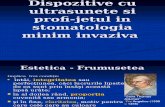
Fig. 3. Maşina de lucru universală:
1 – batiul maşinii; 2 - sania transversală; 3 – sania longitudinală; 4 – piesa de prelucrat;
5 – cuva de lucru; 6 – pompa pentru trimiterea suspensiei abrazive; 7 – suspensia abrazivă;
8 – circuitul de transfer; 9 – rezervorul; 10 – agitatorul de uniformizare a suspensiei abrazive;
11 – concentrator; 12 – scula de prelucrare cu profil corespunzător; 13 – generator;
14 – transformator; 15 – redresor; 16 - bobină de şoc; 17 – condensator; 18 – sistem de avans;
19 – sistem de poziţionare a capului de lucru pe poziţie verticală; 20 – sistem de echilibrare;
21 – transductor; 22 – carcasa blocului ultrasonic.