PN 09-160102 –Microimbinarea materialelor neferoase prin ... 13.pdf · vizual, si amprentari...
13
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice 1 Rezumatul fazei 13 Lucrarea „„Microîmbinare termosonică a materialelor disimilare neferoase a conductorilor multifilari” este in faza XIV-a a Proiectului Nucleu PN 09 – 160 102, si se constituie ca faza suplimentara pentru anul 2014, cu denumirea: „Compactare ultrasonica a materialelor similare si disimilare neferoase, a conductorilor multifilari, pentru aplicatii in industria auto“:. Se urmareste elaborarea, dezvoltarea si examinarea de tehnologii de imbinare a materialelor ingineresti din familia cuprului si aluminiului, connductori multifilari, in vederea optimizarii si crearii unei baze interne de date, elaborare de tehnologii si obtinerea de rezultate noi prin experimente factoriale complete. Lucrarea este structurata pe 5 capitole si anume: Capitolul 1 Compactare ultrasonica a materialelor similare si disimilare neferoase, a conductorilor multifilari, pentru aplicatii in industria auto realizate pentru prezenta faza In acest capitol se prezinta stadiul actual al compactarii ultrasonice la ISIM Timisoara, din categoria conectorilor multifilari pentru industria auto, electronica si electrotehnica, utilizind energie ultrasonica, la fecventa de 20 kHz si 40 kHz. In privinta mecanismelor si tehnologiilor de sudare asistate ultrasonic, si a analizarii fenomeneor ce insotesc sau determina chiar prelucrarea cu ultrasunete exista in prezent un numar mare de cercetari si realizari tehnologice , fiind formulate ipoteze bazate fie pe observatia procesului tehnologic al fenomenului prelucrarii cu mijloace perfectionate de investigatie si pe baza unor experimente laborioase , rezultind modele functionale de masini specializate de imbinare cu asistare ultrasonica precum si masini unelte specializate furnizate de producatori consacrati. Se prezinta standul multifunctional de imbinare cu ultrasunete la frecveta de 20 khz , interfatat cu automatul programabil parametrizare proces tehnologic de sudare. Compactare cu ultrasunete a conductorilor multifilari pe placi din materiale conductoare incluzand materiale avansate este un procedeu fezabil si care confera avantaje legate de calitatea imbinarilor sudate, lipsa materialelor de adaos, eliminarea automata a oxizilor prin contactul mecanic la frecvente de vibratie ridicate, dar si unele dezavantaje survenite din nevoia unui contact mecanic pe ambele parti ale sudurii, implicit o forta aplicata pieselor ce urmeaza a fi sudate. Astfel geometria suduri este limitata la sudarea prin suprapunere, iar procedeul nu este la fel de rapid ca altele cum ar fi sudarea laser. In fazele precedente ale proiectului s-a prezentat configuraţia constructiva a echipamentului de îmbinare termosonica la frecventa de 40-70 kHz, pregătit in vederea evaluării sistemului de deplasare in coordonate. Echipamentul de îmbinare termosonica fiind un echipament multifuncţional, destinat in principal microimbinarii termosonice a conductorilor monofilari si multifilari din materiale neferoase Cu, AI dar si asimilării tehnologiilor de sudare performante de îmbinări pentru materiale inginereşti, materiale
Transcript of PN 09-160102 –Microimbinarea materialelor neferoase prin ... 13.pdf · vizual, si amprentari...
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
1
Rezumatul fazei 13
Lucrarea „„Microîmbinare termosonică a materialelor disimilare neferoase a conductorilor multifilari” este in faza XIV-a a Proiectului Nucleu PN 09 – 160 102, si se constituie ca faza suplimentara pentru anul 2014, cu denumirea: „Compactare ultrasonica a materialelor similare si disimilare neferoase, a conductorilor multifilari, pentru aplicatii in industria auto“:.
Se urmareste elaborarea, dezvoltarea si examinarea de tehnologii de imbinare a materialelor ingineresti din familia cuprului si aluminiului, connductori multifilari, in vederea optimizarii si crearii unei baze interne de date, elaborare de tehnologii si obtinerea de rezultate noi prin experimente factoriale complete.
Lucrarea este structurata pe 5 capitole si anume: Capitolul 1 Compactare ultrasonica a materialelor similare si disimilare neferoase, a conductorilor multifilari, pentru aplicatii in industria auto realizate pentru prezenta faza In acest capitol se prezinta stadiul actual al compactarii ultrasonice la ISIM Timisoara, din categoria conectorilor multifilari pentru industria auto, electronica si electrotehnica, utilizind energie ultrasonica, la fecventa de 20 kHz si 40 kHz. In privinta mecanismelor si tehnologiilor de sudare asistate ultrasonic, si a analizarii fenomeneor ce insotesc sau determina chiar prelucrarea cu ultrasunete exista in prezent un numar mare de cercetari si realizari tehnologice , fiind formulate ipoteze bazate fie pe observatia procesului tehnologic al fenomenului prelucrarii cu mijloace perfectionate de investigatie si pe baza unor experimente laborioase , rezultind modele functionale de masini specializate de imbinare cu asistare ultrasonica precum si masini unelte specializate furnizate de producatori consacrati.
Se prezinta standul multifunctional de imbinare cu ultrasunete la frecveta de 20 khz , interfatat cu automatul programabil parametrizare proces tehnologic de sudare.
Compactare cu ultrasunete a conductorilor multifilari pe placi din materiale conductoare incluzand materiale avansate este un procedeu fezabil si care confera avantaje legate de calitatea imbinarilor sudate, lipsa materialelor de adaos, eliminarea automata a oxizilor prin contactul mecanic la frecvente de vibratie ridicate, dar si unele dezavantaje survenite din nevoia unui contact mecanic pe ambele parti ale sudurii, implicit o forta aplicata pieselor ce urmeaza a fi sudate. Astfel geometria suduri este limitata la sudarea prin suprapunere, iar procedeul nu este la fel de rapid ca altele cum ar fi sudarea laser.
In fazele precedente ale proiectului s-a prezentat configuraţia constructiva a echipamentului de îmbinare termosonica la frecventa de 40-70 kHz, pregătit in vederea evaluării sistemului de deplasare in coordonate. Echipamentul de îmbinare termosonica fiind un echipament multifuncţional, destinat in principal microimbinarii termosonice a conductorilor monofilari si multifilari din materiale neferoase Cu, AI dar si asimilării tehnologiilor de sudare performante de îmbinări pentru materiale inginereşti, materiale
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
2
biocompatibile, compozite, cu memorie formei, cu aplicaţii in industria electrotehnica, a aparatelor de măsura si control, electronica si microelectronica, automobile, aparatura medicala si se compune in principal din: generatorul de ultrasunete, partea de sudare cu sistemul transductor ultrasonic, platou micrometric x-y cu programare digitala, sistem optic de vizualizare si control al zonei de îmbinare. S-au realizat experimentari tehnologice de sudare ale conductorilor multifilari din cupru, pe table de Cu si Al, ca un experiment aleator, având ca scop identificarea zonelor de imbinare.
O alta activitate realizata in faza precedenta o reprezintă evaluarea performanţelor tehnice şi tehnologice, ale echipamentelor prin elaborarea de tehnologii optimizate de microîmbinare a materialelor si utilizarea metodei experimentelor factoriale, in vederea cuantificării rezultatelor programelor experimentale are drept scop o mai buna legătura cauza efect sau legătura dintre factorii de influenta si funcţia obiectiv.
Prin experimentele sistematice de sudare s-au demonstrat performanţele tehnice şi tehnologice, ale echipamentelor realizate, iar pentru aceata etapa s-au realizat tehnologii explopratorii de imbinera hibrida, electric prin presiune si cu ultrasunete pentru conductori multifilari din cupru si sirme de aluminu.
S-a realizat procesul de simulare si calibrare cu programe specializate a sonotrodelor si transformatoarelor de amplitudine pentru îmbinarea termosonica 40-70 kHz, necesara in realizare programului experimental. S-a realizat simularea constructiva si dimensionala a unor sonotrode la frecventa de 20 respectiv 40 kHz care a fost realizata si testata in vederea interfaţării acestei in construcţia ansablului rezontor mecanic, si a sistemului flexibil de imbinare interfatat cu automatul programabil la cele doua echipamente specializate modele funcţionale care au fost construite si testate in cadrul programului nucleu de sudare cu ultrasunete 20 si 40 kHz.
S-a utilizat sistemul flexibil de imbinare si compactare conductori multifilari cu ultrasunete si materiale utilizate in programul experimental, realizat in cadrul proiectului nucleu si a programelor de cercetare anterioare la frecventa de 20 kHz si 40 kHz.
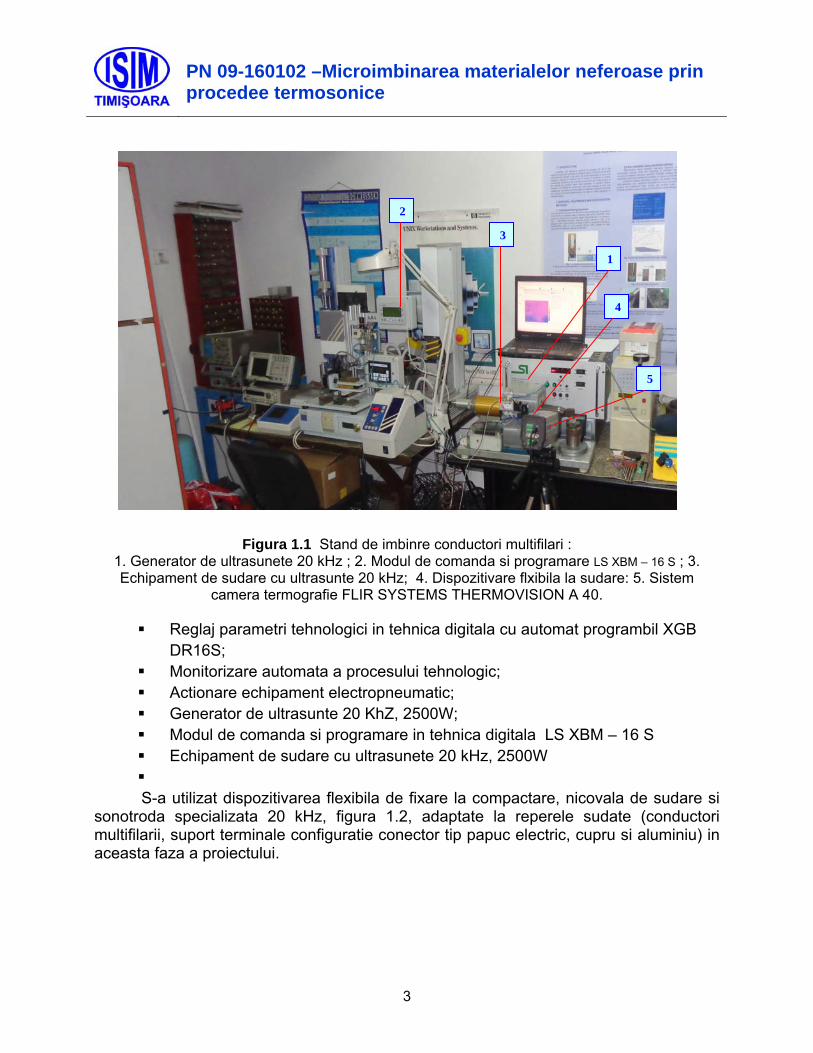
Sistemul flexibil de imbinare conductori multifilari cu ultrasunete pentru programul experimental al acestei etape, 20 kHz, este prezentat in figura 1.1 si are urmatoarele caracteristici:
Tensiunea de alimentare: 240 V / 50 Hz Frecventa de lucru: 20 kHz Generator de ultrasunete: in tehnica PWM Puterea maxima: 3000 W Transductor cu generator piezoceramic
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
3
Figura 1.1 Stand de imbinre conductori multifilari : 1. Generator de ultrasunete 20 kHz ; 2. Modul de comanda si programare LS XBM – 16 S ; 3. Echipament de sudare cu ultrasunte 20 kHz; 4. Dispozitivare flxibila la sudare: 5. Sistem
camera termografie FLIR SYSTEMS THERMOVISION A 40.
Reglaj parametri tehnologici in tehnica digitala cu automat programbil XGB DR16S;
Monitorizare automata a procesului tehnologic; Actionare echipament electropneumatic; Generator de ultrasunte 20 KhZ, 2500W; Modul de comanda si programare in tehnica digitala LS XBM – 16 S Echipament de sudare cu ultrasunete 20 kHz, 2500W S-a utilizat dispozitivarea flexibila de fixare la compactare, nicovala de sudare si
sonotroda specializata 20 kHz, figura 1.2, adaptate la reperele sudate (conductori multifilarii, suport terminale configuratie conector tip papuc electric, cupru si aluminiu) in aceasta faza a proiectului.
1
2
3
4
5

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
4
Figura 1.2 Dispozitivare la sudare nicovala de sudare si sonotroda specializata 20 kHz, 40 kHz.
1. Sonotroda specializate cu doi lobi 2. Nicovala de sudare ; 3,4. Suport cupru, conductor multifilar cupru ;
Pentru experimentari s-au folosit materiale dupa cum urmeaza :
• Materiale de compactare: a) 5 Conductori multifilari Cu 99.95 1,25 mm2, diametrul de 0,17 mm, 35 fire; b) 7 Conductori multifilari Cu 99.95 1,25 mm2, diametrul de 0,17 mm, 35 fire; c) 8 Conductori multifilari Cu 99.95 1,25 mm2, diametrul de 0,17 mm, 35 fire; d) 2 Conductori multifilari Al99,5 1,25 mm2 diametrul de 0,17 mm, 20 fire e) 4 Conductori multifilari Al99,5 1,25 mm2 diametrul de 0,17 mm, 20 fire
Echipamentul dispune de un sistem centralizat de achizitie si urmarire a datelor
de proces, care include, posibilitatea urmaririi si controlului temperaturii procesului cu camera termografica, urmarirea parametrilor de proces timp de sudare, amplitudine, forta de apasare si timp de mentinere, iar ca mod de lucru se poate opta pentru secventiere la sudare in timp sau energie. Capitolul 2 Elaborararea de tehnologii exploratorii de compactare ultrasoniaca conductori multifilari. Simulare configuratie sonotrode specializate 20kHz 2.1 Sonotrode specializate pentru sudare, 20 kHz
Simularea cu program specializat, a permis cunoasterea parametrilor de stare de solicitare ai sonotrodelor dezvoltate si utilizate in programul experimental, coeficient de amplificare, amplsarea nodurilor si ventrelor, marimea amplitudinii, curbele de variatie ale pierderilor si a starilor de solicitare interna a sonotrodei. Starea de solicitare interna a
2
1
2
2
3,4
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
5
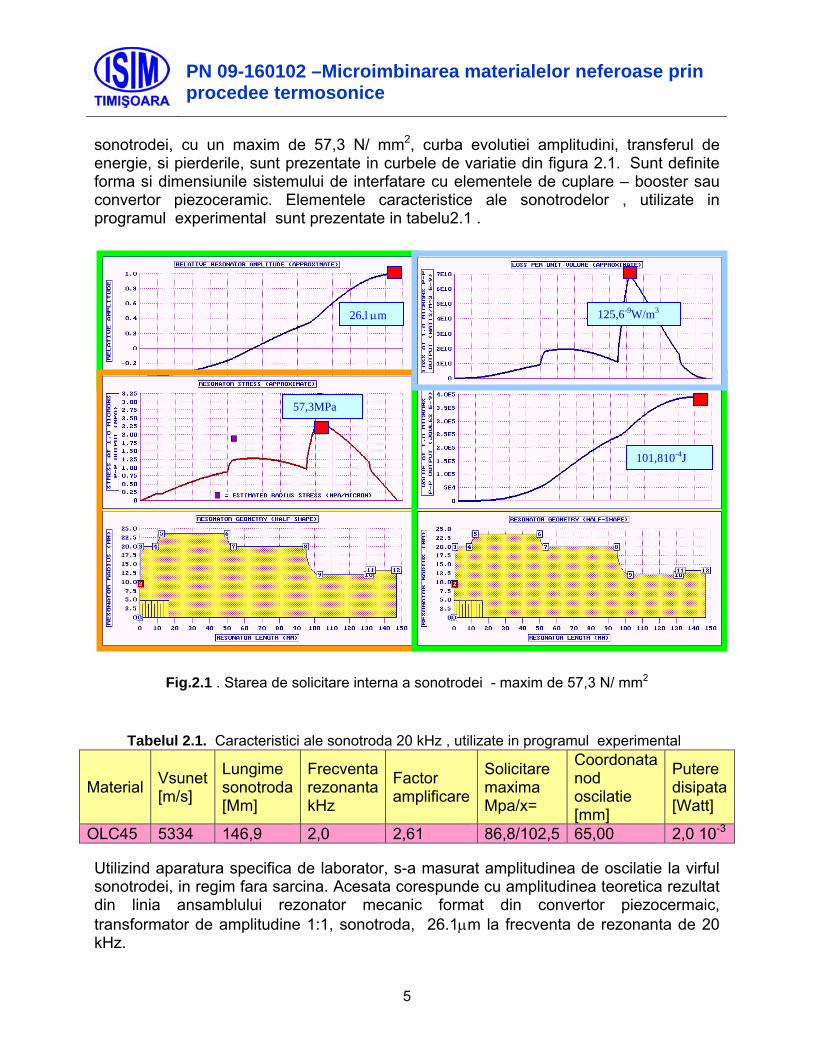
sonotrodei, cu un maxim de 57,3 N/ mm2, curba evolutiei amplitudini, transferul de energie, si pierderile, sunt prezentate in curbele de variatie din figura 2.1. Sunt definite forma si dimensiunile sistemului de interfatare cu elementele de cuplare – booster sau convertor piezoceramic. Elementele caracteristice ale sonotrodelor , utilizate in programul experimental sunt prezentate in tabelu2.1 .
Fig.2.1 . Starea de solicitare interna a sonotrodei - maxim de 57,3 N/ mm2
Tabelul 2.1. Caracteristici ale sonotroda 20 kHz , utilizate in programul experimental
Utilizind aparatura specifica de laborator, s-a masurat amplitudinea de oscilatie la virful sonotrodei, in regim fara sarcina. Acesata corespunde cu amplitudinea teoretica rezultat din linia ansamblului rezonator mecanic format din convertor piezocermaic, transformator de amplitudine 1:1, sonotroda, 26.1μm la frecventa de rezonanta de 20 kHz.
Material Vsunet [m/s]
Lungime sonotroda [Mm]
Frecventa rezonantakHz
Factor amplificare
Solicitare maxima Mpa/x=
Coordonata nod oscilatie [mm]
Putere disipata[Watt]
OLC45 5334 146,9 2,0 2,61 86,8/102,5 65,00 2,0 10-3
57,3MPa
26,1μm 125,6-9W/m3
101,810-4J
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
6
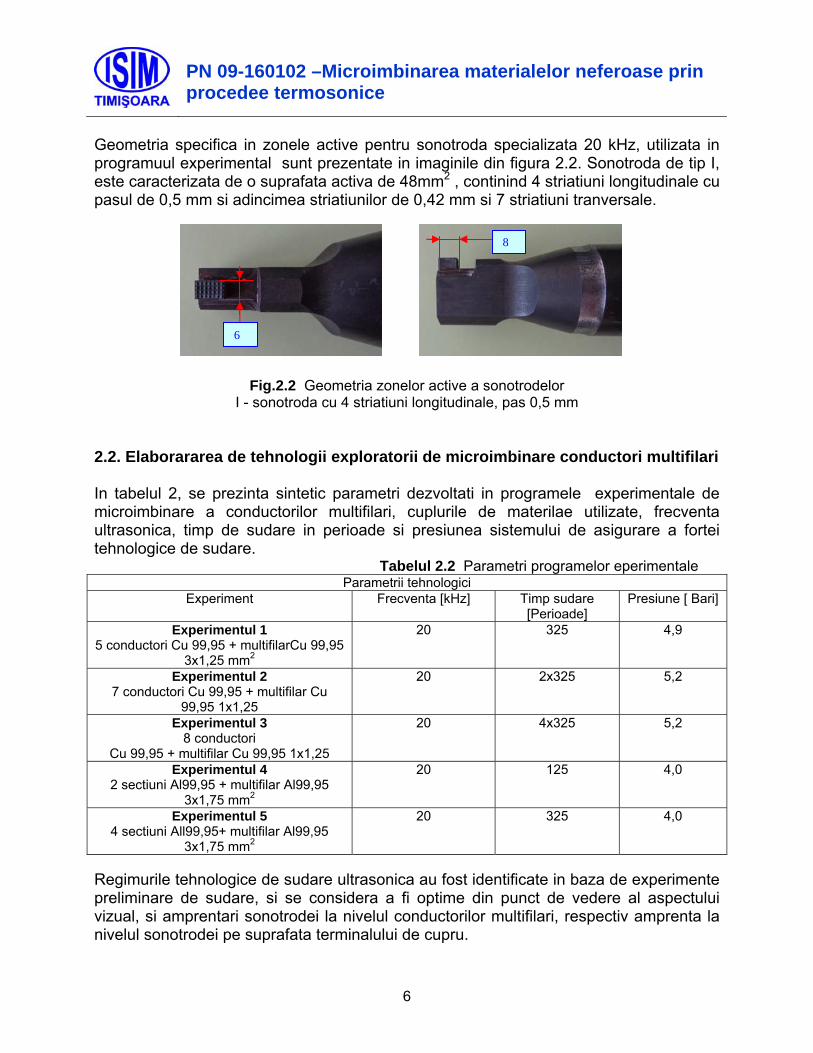
Geometria specifica in zonele active pentru sonotroda specializata 20 kHz, utilizata in programuul experimental sunt prezentate in imaginile din figura 2.2. Sonotroda de tip I, este caracterizata de o suprafata activa de 48mm2 , continind 4 striatiuni longitudinale cu pasul de 0,5 mm si adincimea striatiunilor de 0,42 mm si 7 striatiuni tranversale.
Fig.2.2 Geometria zonelor active a sonotrodelor I - sonotroda cu 4 striatiuni longitudinale, pas 0,5 mm
2.2. Elaborararea de tehnologii exploratorii de microimbinare conductori multifilari In tabelul 2, se prezinta sintetic parametri dezvoltati in programele experimentale de microimbinare a conductorilor multifilari, cuplurile de materilae utilizate, frecventa ultrasonica, timp de sudare in perioade si presiunea sistemului de asigurare a fortei tehnologice de sudare. Tabelul 2.2 Parametri programelor eperimentale
Parametrii tehnologici Experiment Frecventa [kHz] Timp sudare
[Perioade] Presiune [ Bari]
Experimentul 1 5 conductori Cu 99,95 + multifilarCu 99,95
3x1,25 mm2
20 325 4,9
Experimentul 2 7 conductori Cu 99,95 + multifilar Cu
99,95 1x1,25
20 2x325 5,2
Experimentul 3 8 conductori
Cu 99,95 + multifilar Cu 99,95 1x1,25
20 4x325 5,2
Experimentul 4 2 sectiuni Al99,95 + multifilar Al99,95
3x1,75 mm2
20 125 4,0
Experimentul 5 4 sectiuni All99,95+ multifilar Al99,95
3x1,75 mm2
20 325 4,0
Regimurile tehnologice de sudare ultrasonica au fost identificate in baza de experimente preliminare de sudare, si se considera a fi optime din punct de vedere al aspectului vizual, si amprentari sonotrodei la nivelul conductorilor multifilari, respectiv amprenta la nivelul sonotrodei pe suprafata terminalului de cupru.
8
6
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
7
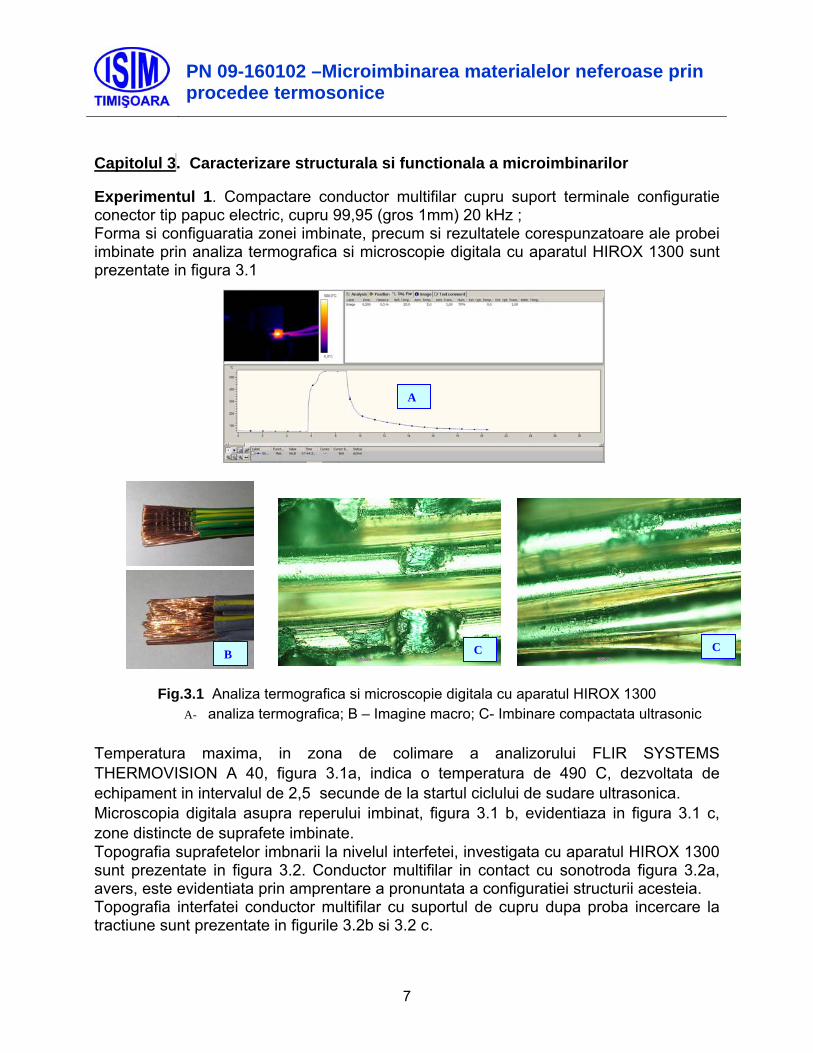
Capitolul 3 . Caracterizare structurala si functionala a microimbinarilor Experimentul 1. Compactare conductor multifilar cupru suport terminale configuratie conector tip papuc electric, cupru 99,95 (gros 1mm) 20 kHz ; Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.1
Fig.3.1 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A- analiza termografica; B – Imagine macro; C- Imbinare compactata ultrasonic
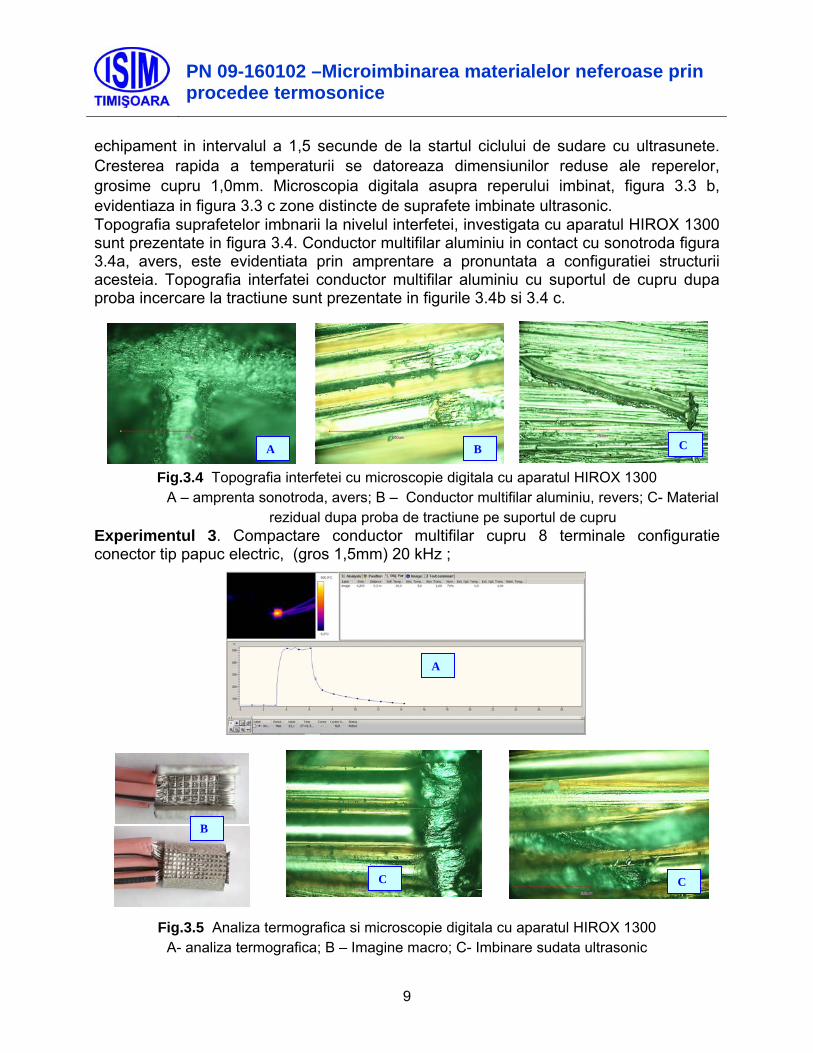
Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A 40, figura 3.1a, indica o temperatura de 490 C, dezvoltata de echipament in intervalul de 2,5 secunde de la startul ciclului de sudare ultrasonica. Microscopia digitala asupra reperului imbinat, figura 3.1 b, evidentiaza in figura 3.1 c, zone distincte de suprafete imbinate. Topografia suprafetelor imbnarii la nivelul interfetei, investigata cu aparatul HIROX 1300 sunt prezentate in figura 3.2. Conductor multifilar in contact cu sonotroda figura 3.2a, avers, este evidentiata prin amprentare a pronuntata a configuratiei structurii acesteia. Topografia interfatei conductor multifilar cu suportul de cupru dupa proba incercare la tractiune sunt prezentate in figurile 3.2b si 3.2 c.
A
CB C
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
8
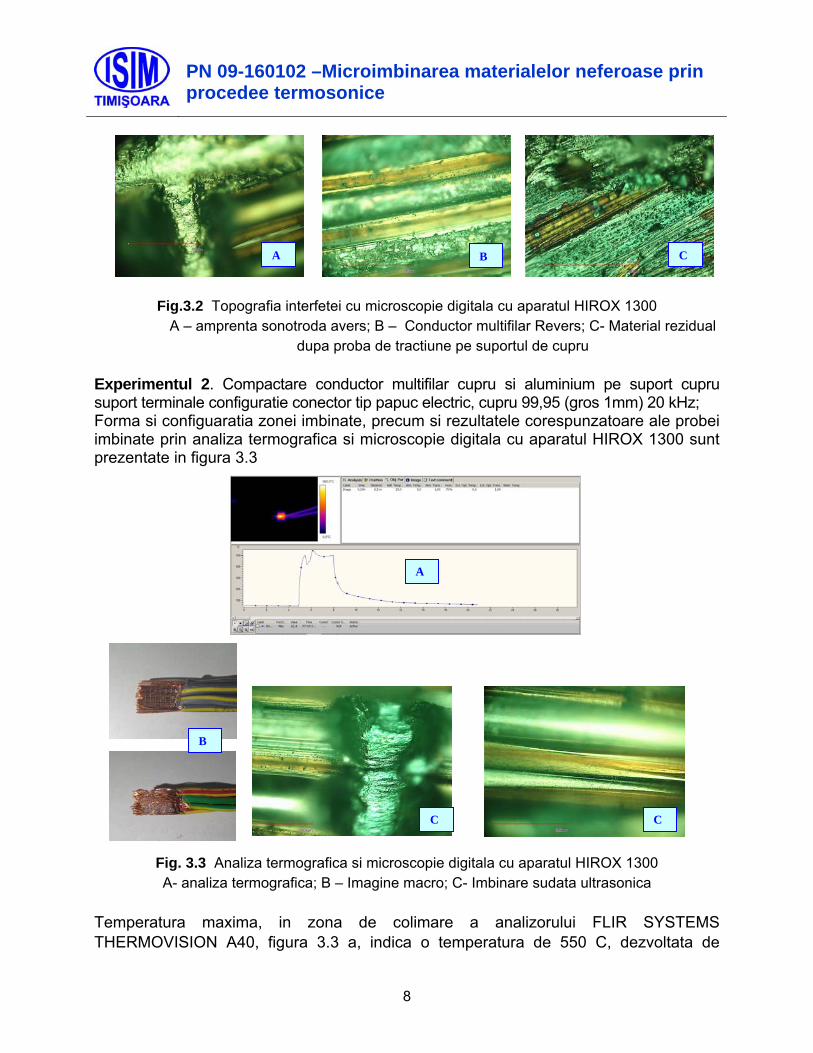
Fig.3.2 Topografia interfetei cu microscopie digitala cu aparatul HIROX 1300 A – amprenta sonotroda avers; B – Conductor multifilar Revers; C- Material rezidual
dupa proba de tractiune pe suportul de cupru
Experimentul 2. Compactare conductor multifilar cupru si aluminium pe suport cupru suport terminale configuratie conector tip papuc electric, cupru 99,95 (gros 1mm) 20 kHz; Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.3
Fig. 3.3 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A- analiza termografica; B – Imagine macro; C- Imbinare sudata ultrasonica
Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A40, figura 3.3 a, indica o temperatura de 550 C, dezvoltata de
A B C
A
B
C C
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
9
echipament in intervalul a 1,5 secunde de la startul ciclului de sudare cu ultrasunete. Cresterea rapida a temperaturii se datoreaza dimensiunilor reduse ale reperelor, grosime cupru 1,0mm. Microscopia digitala asupra reperului imbinat, figura 3.3 b, evidentiaza in figura 3.3 c zone distincte de suprafete imbinate ultrasonic. Topografia suprafetelor imbnarii la nivelul interfetei, investigata cu aparatul HIROX 1300 sunt prezentate in figura 3.4. Conductor multifilar aluminiu in contact cu sonotroda figura 3.4a, avers, este evidentiata prin amprentare a pronuntata a configuratiei structurii acesteia. Topografia interfatei conductor multifilar aluminiu cu suportul de cupru dupa proba incercare la tractiune sunt prezentate in figurile 3.4b si 3.4 c.
Fig.3.4 Topografia interfetei cu microscopie digitala cu aparatul HIROX 1300 A – amprenta sonotroda, avers; B – Conductor multifilar aluminiu, revers; C- Material
rezidual dupa proba de tractiune pe suportul de cupru Experimentul 3. Compactare conductor multifilar cupru 8 terminale configuratie conector tip papuc electric, (gros 1,5mm) 20 kHz ;
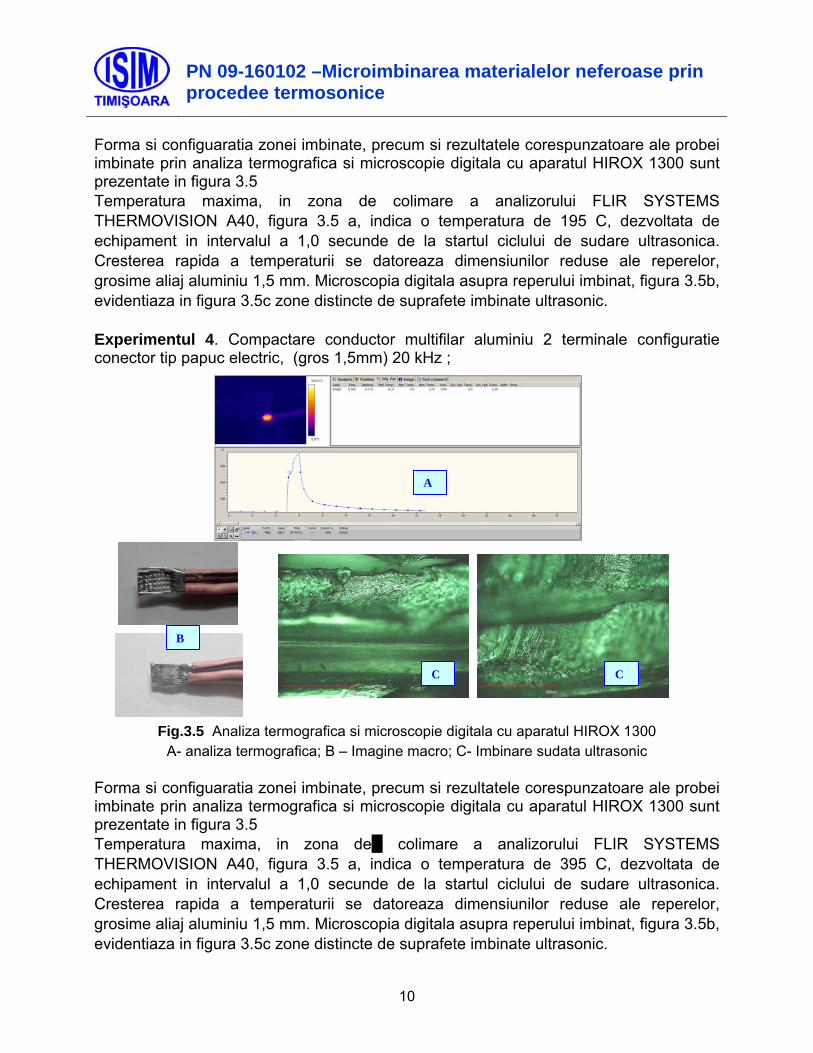
Fig.3.5 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A- analiza termografica; B – Imagine macro; C- Imbinare sudata ultrasonic
CBA
A
B
CC
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
10
Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.5 Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A40, figura 3.5 a, indica o temperatura de 195 C, dezvoltata de echipament in intervalul a 1,0 secunde de la startul ciclului de sudare ultrasonica. Cresterea rapida a temperaturii se datoreaza dimensiunilor reduse ale reperelor, grosime aliaj aluminiu 1,5 mm. Microscopia digitala asupra reperului imbinat, figura 3.5b, evidentiaza in figura 3.5c zone distincte de suprafete imbinate ultrasonic. Experimentul 4. Compactare conductor multifilar aluminiu 2 terminale configuratie conector tip papuc electric, (gros 1,5mm) 20 kHz ;
Fig.3.5 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A- analiza termografica; B – Imagine macro; C- Imbinare sudata ultrasonic
Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.5 Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A40, figura 3.5 a, indica o temperatura de 395 C, dezvoltata de echipament in intervalul a 1,0 secunde de la startul ciclului de sudare ultrasonica. Cresterea rapida a temperaturii se datoreaza dimensiunilor reduse ale reperelor, grosime aliaj aluminiu 1,5 mm. Microscopia digitala asupra reperului imbinat, figura 3.5b, evidentiaza in figura 3.5c zone distincte de suprafete imbinate ultrasonic.
A
CCC
A
B
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
11
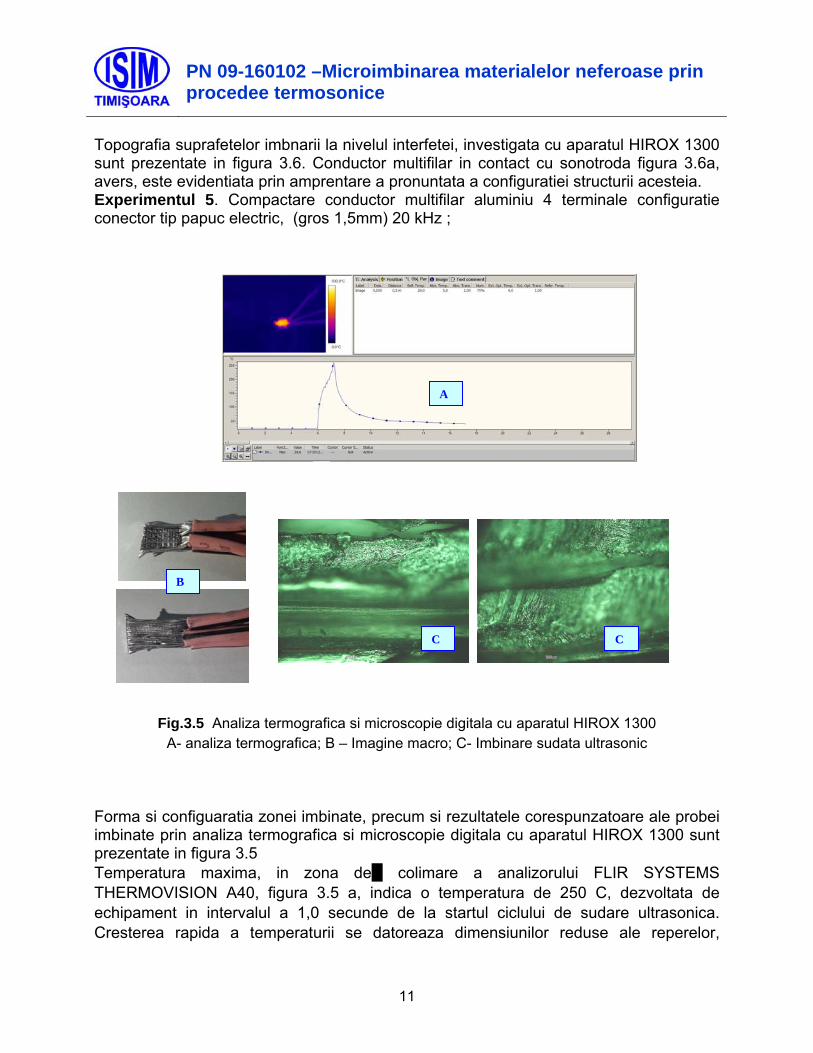
Topografia suprafetelor imbnarii la nivelul interfetei, investigata cu aparatul HIROX 1300 sunt prezentate in figura 3.6. Conductor multifilar in contact cu sonotroda figura 3.6a, avers, este evidentiata prin amprentare a pronuntata a configuratiei structurii acesteia. Experimentul 5. Compactare conductor multifilar aluminiu 4 terminale configuratie conector tip papuc electric, (gros 1,5mm) 20 kHz ;
Fig.3.5 Analiza termografica si microscopie digitala cu aparatul HIROX 1300 A- analiza termografica; B – Imagine macro; C- Imbinare sudata ultrasonic
Forma si configuaratia zonei imbinate, precum si rezultatele corespunzatoare ale probei imbinate prin analiza termografica si microscopie digitala cu aparatul HIROX 1300 sunt prezentate in figura 3.5 Temperatura maxima, in zona de colimare a analizorului FLIR SYSTEMS THERMOVISION A40, figura 3.5 a, indica o temperatura de 250 C, dezvoltata de echipament in intervalul a 1,0 secunde de la startul ciclului de sudare ultrasonica. Cresterea rapida a temperaturii se datoreaza dimensiunilor reduse ale reperelor,
CCC
B
A

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
12
grosime aliaj aluminiu 1,5 mm. Microscopia digitala asupra reperului imbinat, figura 3.5b, evidentiaza in figura 3.5c zone distincte de suprafete imbinate ultrasonic. Topografia suprafetelor imbnarii la nivelul interfetei, investigata cu aparatul HIROX 1300 sunt prezentate in figura 3.6. Conductor multifilar in contact cu sonotroda figura 3.6a, avers, este evidentiata prin amprentare a pronuntata a configuratiei structurii acesteia. Capitolul 4 - Cerinte pentru calitatea imbinarilor compactate ultrasonica Standardul IPC / WHMA-A-620, este un document de consens pentru industrie, dar nu se poate aborda toate combinațiile posibile de proiectare a produsului. In imaginile din figurile 4.2 a...b, sunt prezentate selectii din standardul IPC / WHMA-A-620, privind criteriile de aceptare la inspectia vizuala a imbinarilor conductorilor multifilari prin tehnologii ultrasonice
Capitolul 5
Concluzii
In cadrul prezentei faze a lucrarii s-au efectuat experimentari tehnologice de compactare ultrasonica in cadrul unui program sistematic pentru conductori multifilari din cupru pe suport dein cupru si aluminiu pe suport din aluminiu, precum si imbinari din materiale disimilare.
5.1 Materialele supuse experimentarilor au fost :
Fig. 4.2a Clasa 1,2,3 • Sfârșitul de izolare este între una
și două diametre de sârmă de la pepită de sudură.
A B
Fig. 4.2b Defect - Clasa 1,2,3 • Izolatia este încorporat în pepită
de sudură. .
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
13
Experimentarile au avut in vedere microimbinarea hibrida electric prin presiune si cu ultrasunete, de materiale de tip conductori multifilari prin tehnologii ultrasonice si tehnologii hibride, sudare rezistiva si cu ultrasunete.
Pentru experimentari s-au folosit materiale dupa cum urmeaza :
• Materiale de compactare: f) 5 Conductori multifilari Cu 99.95 1,25 mm2, diametrul de 0,17 mm, 35 fire; g) 7 Conductori multifilari Cu 99.95 1,25 mm2, diametrul de 0,17 mm, 35 fire; h) 8 Conductori multifilari Cu 99.95 1,25 mm2, diametrul de 0,17 mm, 35 fire; i) 2 Conductori multifilari Al99,5 1,25 mm2 diametrul de 0,17 mm, 20 fire j) 4 Conductori multifilari Al99,5 1,25 mm2 diametrul de 0,17 mm, 20 fire
5.2 Programul experimental exploratoriu a fost realizat pe baza unor tehnologii de imbinare in care parametrii utilizati, respectiv timp de sudare, forta de apasare la sudare si amplitudinea de vibrare ultrasonica, au fost alesi dupa un model experimental programat, si care sa satisfaca cerintele rezultate din documentele normative, cerintele privind aceste categorii de materiale si aplicatii.
1.3 S-au obtinut imbinari ale unor perechi de materiale similare si disimilare si care au fost caracterizate de probele efectuate, prin analiza termografica si microscopie digitala cu aparatul HIROX 1300.
La stabilirea programului experimental s-a proiectat si utilizat un experiment factorial complet, realizat la fazele anterioare din analiza statistica a caruia au rezultat urmatoarele: Se evidentiaza factorul principal de influenta (timp de sudare, forta de apasare la
sudare si amplitudinea) S-au create premisele consolidarii unei banci de date pentru microimbinarea
termosonica pentru materiale similare si disimilare din conductori multifilari. 5.6 Lucrarile realizate corespund in totalitate cu activitatile planificate in cadrul proiectului pentru aceasta etapa.
2. Rezultate, stadiul realizarii obiectivului proiectului nucleu, concluzii si propuneri pentru continuarea proiectului
Responsabil proiect, Dr. Ing.Octavian OANCA