PN 09-160102 –Microimbinarea materialelor neferoase prin ... 102_f7.pdf · unei transformari de...
15
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice 1 Rezumatul fazei 7 Lucrarea „Microimbinarea materialelor neferoase prin procedee termosonice”, este in faza VII-a a Proiectului Nucleu PN 09 – 160 102, si se constituie ca faza suplimentara pentru anul 2012, cu denumirea „Cercetarea comportării la sudare prin procedee de microîmbinare termosonică / termocompresie a materialelor noi, biocompatibile si cu memoria formei din grupelor de materiale de bază Ti6 Al4 V, NiTiCu, CuZnAl.” Se urmareste elaborarea, dezvoltarea si examinarea de tehnologii de imbinare a materialelor ingineresti, in vederea optimizarii si crearii unei baze interne de date, elaborare de tehnologii si obtinerea de rezultate noi prin experimente factoriale complete. Capitolul 1. Stadiul actual al microimbinarilor materialeor avansate, cu memorie a formei, biocompatibile, compozite amorfe utilizind energie ultrasonica. Se prezinta stadiul microimbinarilor pe plan mondial si avanatajele sudarii ultrasonice, precum si stadiul national al cercetarii in domeniu. Vibratiile mecanice produse de ultrasunete pot fi folosite cu succes pentru generarea de energie in scopul microsudarii materialelor noi, fiind reduse ca amplitudine mecanica (<100 μm) si de frecventa ridicata (20 - 70 kHz). Sunt cunoscute si utilizate doua tehnici curente de microimbinare: Materialele noi sunt materiale cu proprietati anizotrope, formate din mai multe componente, a caror organizare si elaborare permite folosirea celor mai bune caracteristici ale componentelor, astfel incit aceasta sa aiba proprietati finale in general superioare componentelor din care sunt alcatuite. Materialele compozite fac parte din categoria „materialelor avansate” respectiv a „noilor materiale” alaturi de materialele ceramice, polimeri tehnici, aliaje cu memoria formei. In prezent se poate vorbi de aranjarea si asocierea materialelor de baza diferite [metale (ferose, neferoase); polimeri (elastomeri, materiale plastice tehnce) si alte materiale ( sticla, materiale ceramice, elemente de tip bor, carbon, fosfor, lemn etc..), delimitarea clara a diferitelor stiinte / discipline (fizica, fizica solidului, chimia minerala, chimia anorganica si chimia polimerilor, modelarea etc..) respetiv tehnologiilor si tratamentelor speciale (turnarea, extrudarea, plstifierea, cristalizare , criogenie, metalurgia pulberilor s.a), tinzind sa dispara. Aliajele cu memoria formei (AMF) fac parte din categoria materialelor avansate sau materiale ingineresti alaturi de ceramicele tehnice, materialele compozite (termoplastice, termorigide, metalice , celulare etc.), materiale amorfe, microcristaline s.a.. Domeniul materialelor avansate este abordat in contextul necesitatii inlocuirii materialelor traditionale (oteluri, aliaje ferose si neferoase), cu altele performante solicitat de domenii de virf,- nuclear, aeronautic, aerospatial, medicina umana s.a), cit si de cele uzuale. Aceste materiale, inca de la faza de concepere, elaborare, transformare, prelucrare, imbinare si allte etape implica o abordare interdisciplinara a problematicii, datorita deosebitei complexitati a problemelor necesar a fi rezolvate.
Transcript of PN 09-160102 –Microimbinarea materialelor neferoase prin ... 102_f7.pdf · unei transformari de...
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
1
Rezumatul fazei 7 Lucrarea „Microimbinarea materialelor neferoase prin procedee termosonice”, este in faza VII-a a Proiectului Nucleu PN 09 – 160 102, si se constituie ca faza suplimentara pentru anul 2012, cu denumirea „Cercetarea comportării la sudare prin procedee de microîmbinare termosonică / termocompresie a materialelor noi, biocompatibile si cu memoria formei din grupelor de materiale de bază Ti6 Al4 V, NiTiCu, CuZnAl.” Se urmareste elaborarea, dezvoltarea si examinarea de tehnologii de imbinare a materialelor ingineresti, in vederea optimizarii si crearii unei baze interne de date, elaborare de tehnologii si obtinerea de rezultate noi prin experimente factoriale complete.
Capitolul 1. Stadiul actual al microimbinarilor materialeor avansate, cu memorie a
formei, biocompatibile, compozite amorfe utilizind energie ultrasonica. Se prezinta stadiul microimbinarilor pe plan mondial si avanatajele sudarii
ultrasonice, precum si stadiul national al cercetarii in domeniu. Vibratiile mecanice produse de ultrasunete pot fi folosite cu succes pentru
generarea de energie in scopul microsudarii materialelor noi, fiind reduse ca amplitudine mecanica (<100 µm) si de frecventa ridicata (20 - 70 kHz). Sunt cunoscute si utilizate doua tehnici curente de microimbinare:
Materialele noi sunt materiale cu proprietati anizotrope, formate din mai multe componente, a caror organizare si elaborare permite folosirea celor mai bune caracteristici ale componentelor, astfel incit aceasta sa aiba proprietati finale in general superioare componentelor din care sunt alcatuite.
Materialele compozite fac parte din categoria „materialelor avansate” respectiv a „noilor materiale” alaturi de materialele ceramice, polimeri tehnici, aliaje cu memoria formei. In prezent se poate vorbi de aranjarea si asocierea materialelor de baza diferite [metale (ferose, neferoase); polimeri (elastomeri, materiale plastice tehnce) si alte materiale ( sticla, materiale ceramice, elemente de tip bor, carbon, fosfor, lemn etc..), delimitarea clara a diferitelor stiinte / discipline (fizica, fizica solidului, chimia minerala, chimia anorganica si chimia polimerilor, modelarea etc..) respetiv tehnologiilor si tratamentelor speciale (turnarea, extrudarea, plstifierea, cristalizare , criogenie, metalurgia pulberilor s.a), tinzind sa dispara.
Aliajele cu memoria formei (AMF) fac parte din categoria materialelor avansate sau materiale ingineresti alaturi de ceramicele tehnice, materialele compozite (termoplastice, termorigide, metalice , celulare etc.), materiale amorfe, microcristaline s.a..
Domeniul materialelor avansate este abordat in contextul necesitatii inlocuirii materialelor traditionale (oteluri, aliaje ferose si neferoase), cu altele performante solicitat de domenii de virf,- nuclear, aeronautic, aerospatial, medicina umana s.a), cit si de cele uzuale. Aceste materiale, inca de la faza de concepere, elaborare, transformare, prelucrare, imbinare si allte etape implica o abordare interdisciplinara a problematicii, datorita deosebitei complexitati a problemelor necesar a fi rezolvate.
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
2
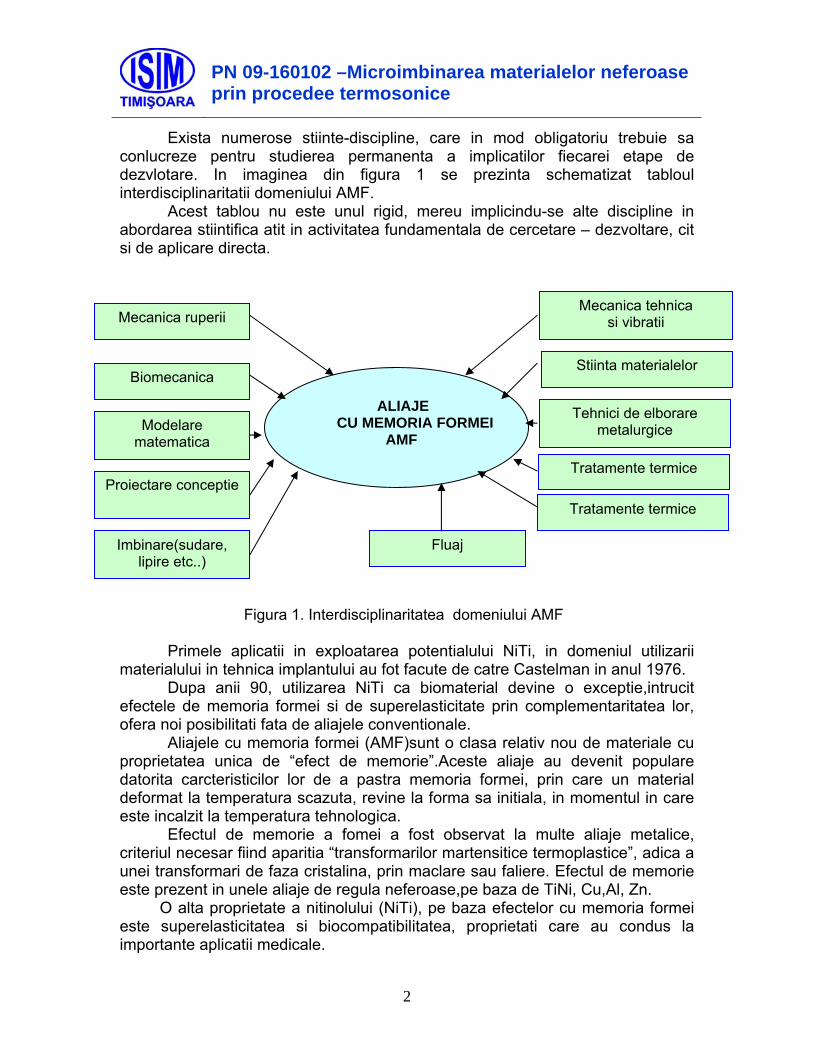
Exista numerose stiinte-discipline, care in mod obligatoriu trebuie sa conlucreze pentru studierea permanenta a implicatilor fiecarei etape de dezvlotare. In imaginea din figura 1 se prezinta schematizat tabloul interdisciplinaritatii domeniului AMF.
Acest tablou nu este unul rigid, mereu implicindu-se alte discipline in abordarea stiintifica atit in activitatea fundamentala de cercetare – dezvoltare, cit si de aplicare directa. Figura 1. Interdisciplinaritatea domeniului AMF
Primele aplicatii in exploatarea potentialului NiTi, in domeniul utilizarii materialului in tehnica implantului au fot facute de catre Castelman in anul 1976.
Dupa anii 90, utilizarea NiTi ca biomaterial devine o exceptie,intrucit efectele de memoria formei si de superelasticitate prin complementaritatea lor, ofera noi posibilitati fata de aliajele conventionale.
Aliajele cu memoria formei (AMF)sunt o clasa relativ nou de materiale cu proprietatea unica de “efect de memorie”.Aceste aliaje au devenit populare datorita carcteristicilor lor de a pastra memoria formei, prin care un material deformat la temperatura scazuta, revine la forma sa initiala, in momentul in care este incalzit la temperatura tehnologica.
Efectul de memorie a fomei a fost observat la multe aliaje metalice, criteriul necesar fiind aparitia “transformarilor martensitice termoplastice”, adica a unei transformari de faza cristalina, prin maclare sau faliere. Efectul de memorie este prezent in unele aliaje de regula neferoase,pe baza de TiNi, Cu,Al, Zn. O alta proprietate a nitinolului (NiTi), pe baza efectelor cu memoria formei este superelasticitatea si biocompatibilitatea, proprietati care au condus la importante aplicatii medicale.
Mecanica tehnica si vibratii
Stiinta materialelor
Tehnici de elborare metalurgice
Tratamente termice
Tratamente termice
Mecanica ruperii
Biomecanica
Modelare matematica
Proiectare conceptie
Imbinare(sudare, lipire etc..)
Fluaj
ALIAJE CU MEMORIA FORMEI AMF
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
3
Sudarea cu ultrasunete a conductorilor monofilari sau multifilari pe placi din materiale conductoare incluzand materiale avansate este un procedeu fezabil si care confera avantaje legate de calitatea imbinarilor sudate, lipsa materialelor de adaos, eliminarea automata a oxizilor prin contactul mecanic la frecvente de vibratie ridicate, dar si unele dezavantaje survenite din nevoia unui contact mecanic pe ambele parti ale sudurii, implicit o forta aplicata pieselor ce urmeaza a fi sudate. Astfel geometria suduri este limitata la sudarea prin suprapunere, iar procedeul nu este la fel de rapid ca altele cum ar fi sudarea laser.
In faza precedenta a proiectului s-a prezentat configuraţia constructiva a echipamentului de îmbinare termosonica la frecventa de 70 kHz, pregătit in vederea evaluării sistemului de deplasare in coordonate. Echipamentul de îmbinare termosonica fiind un echipament multifuncţional, destinat in principal microimbinarii termosonice a conductorilor monofilari din materiale neferoase Au,Cu, Ag, AI dar si asimilării tehnologiilor de sudare performante de îmbinări pentru materiale inginereşti, materiale biocompatibile, compozite, cu memorie formei, cu aplicaţii in industria electrotehnica, a aparatelor de măsura si control, electronica si microelectronica, automobile, aparatura medicala si se compune in principal din: generatorul de ultrasunete, partea de sudare cu sistemul transductor ultrasonic, platou micrometric x-y cu programare digitala, sistem optic de vizualizare si control al zonei de îmbinare. S-a realizat încercări de sudare ale sârmelor de aluminiu aliaje de aluminiu si cupru, pe table de Al si Cu, au demarat cu un experiment aleator, având ca scop identificarea zonelor de îmbinare.
O alta activitate realizata in faza precedenta o reprezintă evaluarea performanţelor tehnice şi tehnologice, ale echipamentelor prin elaborarea de tehnologii optimizate de microîmbinare a materialelor si utilizarea metodei experimentelor factoriale, in vederea cuantificării rezultatelor programelor experimentale are drept scop o mai buna legătura cauza efect sau legătura dintre factorii de influenta si funcţia obiectiv. Experimentările urmărind fezabilitatea sudarii prin ultrasunete precum si ierarhizarea factorilor de influenta si stabilirea domeniilor optimale de sudare cu ultrasunete a conectorilor din aliaje neferoase. Experimentele preliminare au avut ca scop studierea unui număr cat mai mare de factori de influenta cu un număr cat mai redus de încercări. S-a ales un program experimental cu trei factori de influenta (amplitudine, energie, forţa de apăsare) pe doua nivele, ceilalţi parametrii ramanand constanţi in timpul experimentului.
Prin experimentele sistematice de sudare s-au demonstrat performanţele tehnice şi tehnologice, ale echipamentelor realizate.
S-a realizat procesul de simulare cu programe specializate a sonotrodelor si transformatoarelor de amplitudine pentru îmbinarea termosonica 60-70kHz, necesara in realizare programului experimental. S-a realizat simularea constructiva si dimensionala a unei sonotrode la frecventa de 70 kHz care urmează a fi realizata si testata in vederea interfaţării acestei in construcţia uneia din cele doua modele funcţionale care urmează a fi construite si testate in cadrul programului nucleu.

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
4
Capitolul 2 - Echipamente si materiale folosite S-au utilizat echipametele de sudare realizate in cadrul proiectului. Echipamentul este prezentat in figura 2 si are urmatoarele caracteristici:
• Tensiunea de alimentare: 220 V / 50 Hz • Frecventa de lucru: 40 kHz • Generator de ultrasunete: in tehnica PWM • Puterea maxima: 500 W • Transductor cu generator piezoceramic • Reglaj parametrii tehnologici in tehnica digitala • Monitorizare automata a procesului tehnologic
Actionare echipament electromecanic S-au realizat dispozitive de fixare la sudare (nicovala de sudare) adaptate
la reperele sudate (benzi, sarme, table) in aceasta faza a proiectului.
Figura 1 Echipament de microimbinare cu ultrasunete: 1. Platforma programabila cu motoare pas cu pas x,y; 2. Platforma programabila cu
motor pas cu pas z; 3. Sistem de programare CNC, EMC; 4. Sistem de vizualizare cu camera rapida si / sau in IR; 5 Ansamblul rezonator ultrasonic
40kHz; 6. Generator ultrasonic 40 kHz
Experimentarile au avut in vedere microimbinarea de materiale de tip
benzi de NiTiCu sau CuZnAl, folie amorfe pe baza de fier si galiu, sau sirme de thantal sau nichel chrom, pe suport din tabla de nichel sau plachete din materile
3
2
6
41
5
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
5
biocompatibileTi6Al4V. Pentru experimentari s-au folosit materiale dupa cum urmeaza :
• Materiale suport: a) Plachete :
- Ti6Al4V cu diametrul de 12mm si grosime de 1,5mm; b) Table subtiri de Ni99,98 cu diametrul de 13mm si grosime de 0,17mm ; c) Benzi subtiri de Cu 99,95 cu grosimea de 0,05mm si latime de 2,5mm;
• Materiale de microimbinare: a) Sirme din Thantal cu sectiune de 0,65 mmx1,0mm; b) Sirme din NiCr cu diametrul de 0,17 mm; c) Benzi NiTiCu cu grosimea de 20 mm si latime de 3μm; d) Benzi CuZnAl cu grosimea de 15 mmsi latime de 2μm; e) Bezi Fe73Cr2Ga4P13Si5C3, cu grosimea de 1 μm si latime de 2mm Echipamentul dispune de un sistem centralizat de achizitie si urmarire a
datelor de proces, care include vizualizarea cu camera rapida, posibilitatea urmaririi si controlului cu camera in infra rosu, deplasarea pe trei axe cu program specializat cu comanda numerica si interfata grafica; urmarirea parametrilor de proces timp de sudare, amplitudine, forta de apasare si timp de mentinere, iar ca mod de lucru se poate opta pentru secventiere la sudare in timp sau energie.
Capitolul 3. Elaborararea unui model experimental programat utilizand metoda experimentelor factoriale, in vederea optimizarii tehnologiilor de microimbinare
Incercarile de sudare ale materialelor, de tip benzi de NiTiCu sau CuZnAl, folie amorfe pe baza de fier si galiu, sau sirme de thantal sau nichel chrom, pe suport din tabla de nichel sau plachete din materile biocompatibileTi6Al4V au demarat cu un experiment aleator, avand ca scop identificarea zonelor de imbinare. Experimentul aleator serveste la stabilirea unui punct central care permite realizarea sudurii si alegerea factorilor de influenta principali. Cu plecare de la zona optima optinuta in experimentul aleator, zona care permite imbinarea, s-au dezvoltat programme experimentale sistematice, utilizand metoda experimentelor factoriale. Experimentele preliminare au ca scop studierea unui numar cat mai mare de factori de influenta cu un numar cat mai redus de incercari. S-a ales un program experimental cu trei factori de influenta (amplitudine mecanica de vibrare ultrasonica, timp de sudare, forta de apasare) pe doua nivele, ceilalti parametrii ramanand constanti in timpul experimentului. Functia de raspuns avuta in vedere este calitatea imbinarii.
Aprecierea calitatii imbinarii se face pe baza aspectului vizual al sudurii (amprentarea sudurii) si caracteristicile amprentei de rupere a sudurii (dimensiuni, defecte, contact). Se doreste deasemenea, o ierarhizare a factorilor de influenta. Astfel, se iau cei trei factori de influenta (amplitudine, energie, forta de apasare) si se variaza pe cele doua extreme, la nivelul superior si inferior al
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
6
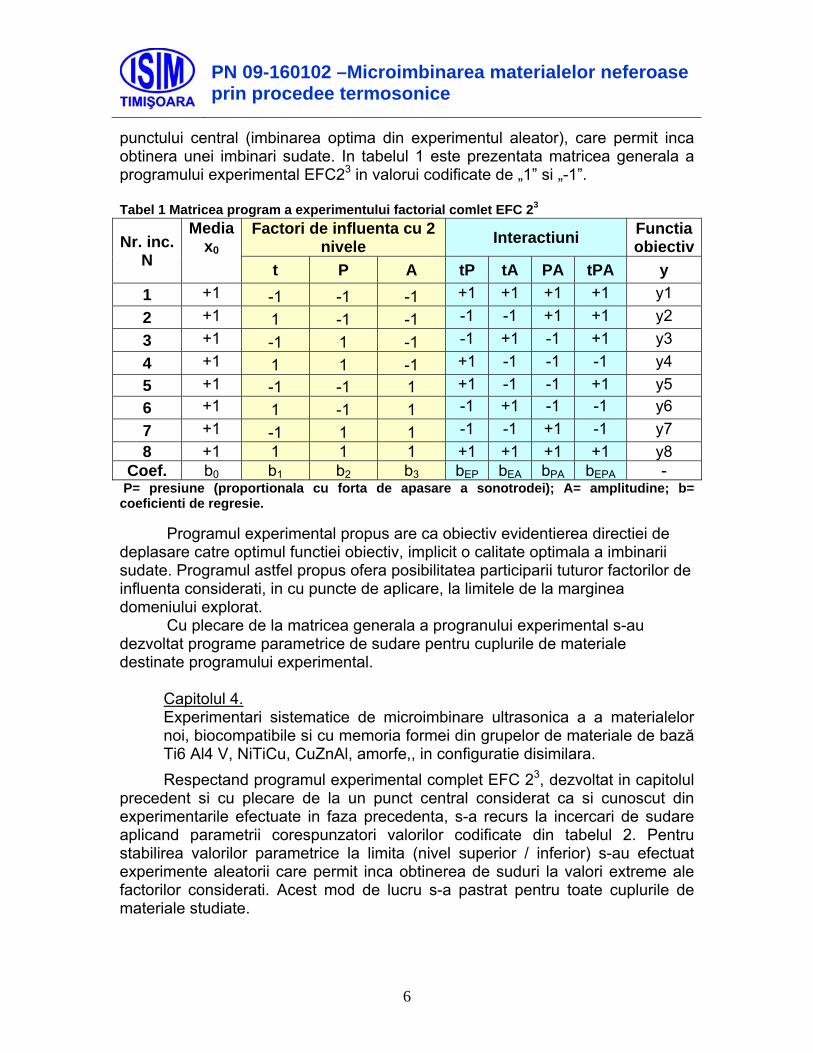
punctului central (imbinarea optima din experimentul aleator), care permit inca obtinera unei imbinari sudate. In tabelul 1 este prezentata matricea generala a programului experimental EFC23 in valorui codificate de „1” si „-1”.
Tabel 1 Matricea program a experimentului factorial comlet EFC 23
P= presiune (proportionala cu forta de apasare a sonotrodei); A= amplitudine; b= coeficienti de regresie.
Programul experimental propus are ca obiectiv evidentierea directiei de deplasare catre optimul functiei obiectiv, implicit o calitate optimala a imbinarii sudate. Programul astfel propus ofera posibilitatea participarii tuturor factorilor de influenta considerati, in cu puncte de aplicare, la limitele de la marginea domeniului explorat.
Cu plecare de la matricea generala a progranului experimental s-au dezvoltat programe parametrice de sudare pentru cuplurile de materiale destinate programului experimental.
Capitolul 4. Experimentari sistematice de microimbinare ultrasonica a a materialelor noi, biocompatibile si cu memoria formei din grupelor de materiale de bază Ti6 Al4 V, NiTiCu, CuZnAl, amorfe,, in configuratie disimilara.
Respectand programul experimental complet EFC 23, dezvoltat in capitolul precedent si cu plecare de la un punct central considerat ca si cunoscut din experimentarile efectuate in faza precedenta, s-a recurs la incercari de sudare aplicand parametrii corespunzatori valorilor codificate din tabelul 2. Pentru stabilirea valorilor parametrice la limita (nivel superior / inferior) s-au efectuat experimente aleatorii care permit inca obtinerea de suduri la valori extreme ale factorilor considerati. Acest mod de lucru s-a pastrat pentru toate cuplurile de materiale studiate.
Nr. inc. N
Media x0
Factori de influenta cu 2 nivele Interactiuni Functia
obiectivt P A tP tA PA tPA y
1 +1 -1 -1 -1 +1 +1 +1 +1 y1 2 +1 1 -1 -1 -1 -1 +1 +1 y2 3 +1 -1 1 -1 -1 +1 -1 +1 y3 4 +1 1 1 -1 +1 -1 -1 -1 y4 5 +1 -1 -1 1 +1 -1 -1 +1 y5 6 +1 1 -1 1 -1 +1 -1 -1 y6 7 +1 -1 1 1 -1 -1 +1 -1 y7 8 +1 1 1 1 +1 +1 +1 +1 y8
Coef. b0 b1 b2 b3 bEP bEA bPA bEPA -
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
7
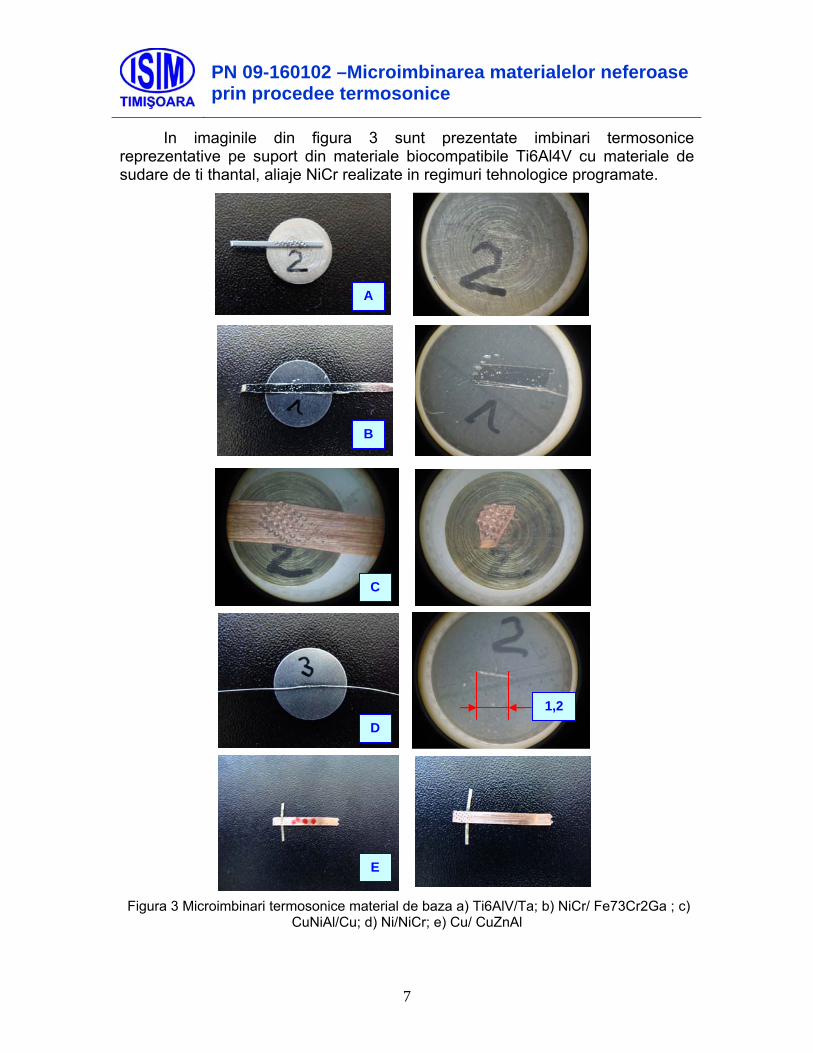
In imaginile din figura 3 sunt prezentate imbinari termosonice reprezentative pe suport din materiale biocompatibile Ti6Al4V cu materiale de sudare de ti thantal, aliaje NiCr realizate in regimuri tehnologice programate.
Figura 3 Microimbinari termosonice material de baza a) Ti6AlV/Ta; b) NiCr/ Fe73Cr2Ga ; c) CuNiAl/Cu; d) Ni/NiCr; e) Cu/ CuZnAl
A
B
1,2
C
D
E
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
8
In cadrul experimentarilor sistematice se are in vedere obtinerea si optimizarea de zone tehnologice de microimbinare cu indicarea principalilor factori de influenta, a interactiunilor dintre acestia si a nivelelor de efect, asupra functiilor obiectiv.
Cuantificare rezultatelor experimentale au aratat pentru fiecare cuplu de materiale zonele optime de imbinare cu sublinierea factorilor de influenta si interactiunilor dintre acestia, oferindu-se totodata o baza de date cu indicatii la sudarea materialelor avansate.
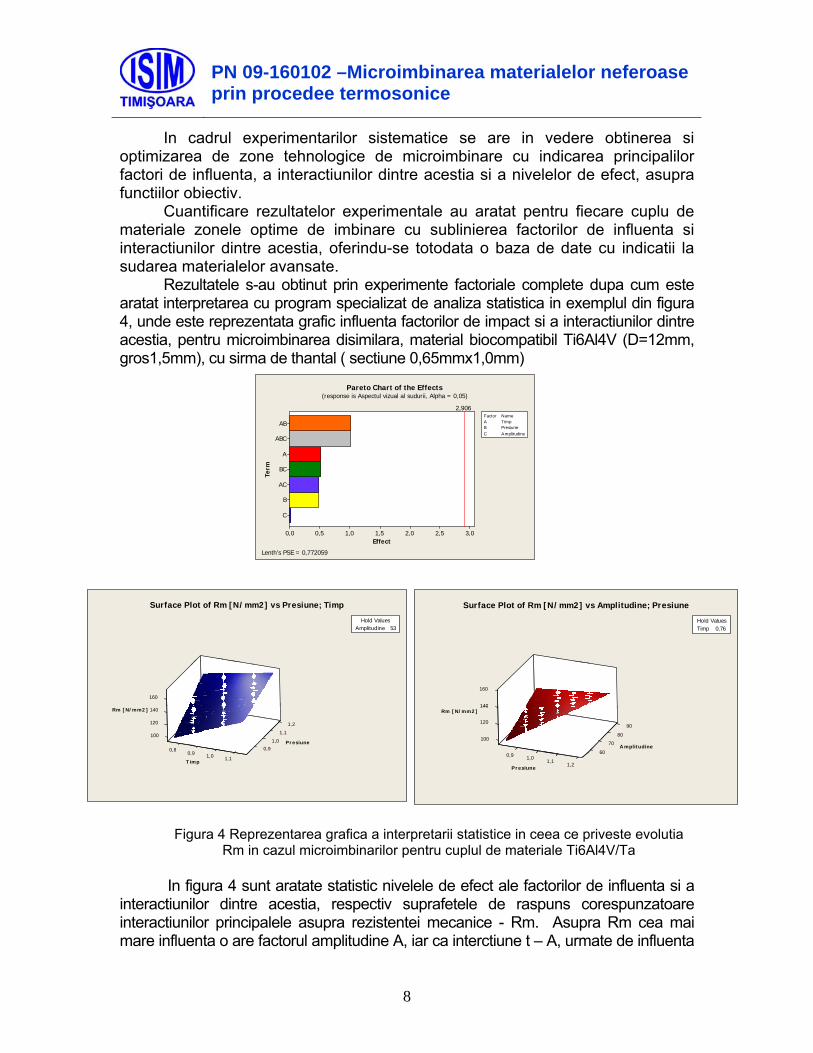
Rezultatele s-au obtinut prin experimente factoriale complete dupa cum este aratat interpretarea cu program specializat de analiza statistica in exemplul din figura 4, unde este reprezentata grafic influenta factorilor de impact si a interactiunilor dintre acestia, pentru microimbinarea disimilara, material biocompatibil Ti6Al4V (D=12mm, gros1,5mm), cu sirma de thantal ( sectiune 0,65mmx1,0mm)
Figura 4 Reprezentarea grafica a interpretarii statistice in ceea ce priveste evolutia Rm in cazul microimbinarilor pentru cuplul de materiale Ti6Al4V/Ta
In figura 4 sunt aratate statistic nivelele de efect ale factorilor de influenta si a
interactiunilor dintre acestia, respectiv suprafetele de raspuns corespunzatoare interactiunilor principalele asupra rezistentei mecanice - Rm. Asupra Rm cea mai mare influenta o are factorul amplitudine A, iar ca interctiune t – A, urmate de influenta
C
B
AC
BC
A
ABC
AB
3,02,52,01,51,00,50,0
Term
Effect
2,906
A TimpB PresiuneC A mplitudine
Factor Name
Pareto Chart of the Effects(response is Aspectul vizual al sudurii, Alpha = 0,05)
Lenth's PSE = 0,772059
100
120
140
0,80,9 1,0
0 8
160
1,2
1,1
1,0
0,9
1,1
Rm [N/mm2 ]
Presiune
T imp
Amplitudine 53Hold Values
Surface Plot of Rm [N/mm2] vs Presiune; Timp
100
120
140
0,9 1,01,1
140
160
90
80
70
60
1,2
Rm [N/mm2]
A mplitudine
Presiune
Timp 0,76Hold Values
Surface Plot of Rm [N/mm2] vs Amplitudine; Presiune

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
9
factorului t si interactiunea P - A . In suprafata de raspuns se observa tendinta scaderii Rm la valori ridicate ale factorilor A (amplitudine) si t, valoarea maxima a Rm obtinandu-se la A minim si t maxim. In interactiunea A – P este favorizata cresterea Rm pentru valori scazute ale P si A. S-a procedat de aceeasi maniera pentru toti factorii obiectiv (aspectul amprentarii la sudare ; aria suprafetei de rupere si rezistenta mecanica) si pentru toate cuplurile de materiale. Sunt create premisele unei baze consistente de date in ceea ce priveste zonele de optim, factorii de influenta si interactiunile dintre acestia la sudarea similara si disimilara a aliajelor neferoase. Analiza statistica a microimbinarilor Fe73Cr2Ga4P13Si5C3 / Ni 99,99 evidentiaza importanta factorilor de influenta si interactiunilor dintre acestia asupra calitatii microimbinarii sudate. In figura 5 sunt aratate statistic nivelele de efect ale factorilor de influenta si a interactiunilor dintre acestia, respectiv suprafetele de raspuns corespunzatoare interactiunilor principalele asupra rezistentei mecanice - Rm. Asupra Rm cea mai mare influenta o are factorul amplitudine A, iar ca interctiune t – A, urmate de influenta factorului t si interactiunea P - A . In suprafata de raspuns se observa tendinta scaderii Rm la valori ridicate ale factorilor A (amplitudine) si t, valoarea maxima a Rm obtinandu-se la A minim si t maxim. In interactiunea A – P este favorizata cresterea Rm pentru valori scazute ale P si A.
Figura 5. Reprezentarea grafica a interpretarii statistice in ceea ce priveste evolutia
Rm in cazul microimbinarilor pentru cuplul de materiale Fe73Cr2Ga4P13Si5C3 / Ni 99,99
AB
AC
A
ABC
B
C
BC
2,01,51,00,50,0
Term
Effect
2,117
A Timp [s]B Presiune [bar]C A mplitudine [%]
Factor Name
Pareto Chart of the Effects(response is Aspectul vizual, Alpha = 0,05)
Lenth's PSE = 0,5625
0
5
10
0,250,30
0,25
10
15
65
60
55
500,35
Rm [N/mm2]
A mplitudine [%]
T imp [s]
Presiune [bar] 1,1Hold Values
Surface Plot of Rm [N/mm2] vs Amplitudine [%]; Timp [s]
0
4
8
11,11,2
1,31,1
8
12
65
60
55
50
1,4
Rm [N/mm2]
A mplitudine [%]
Presiune [bar]
Timp [s] 0,24Hold Values
Surface Plot of Rm [N/mm2] vs Amplitudine [%]; Presiune [bar]
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
10
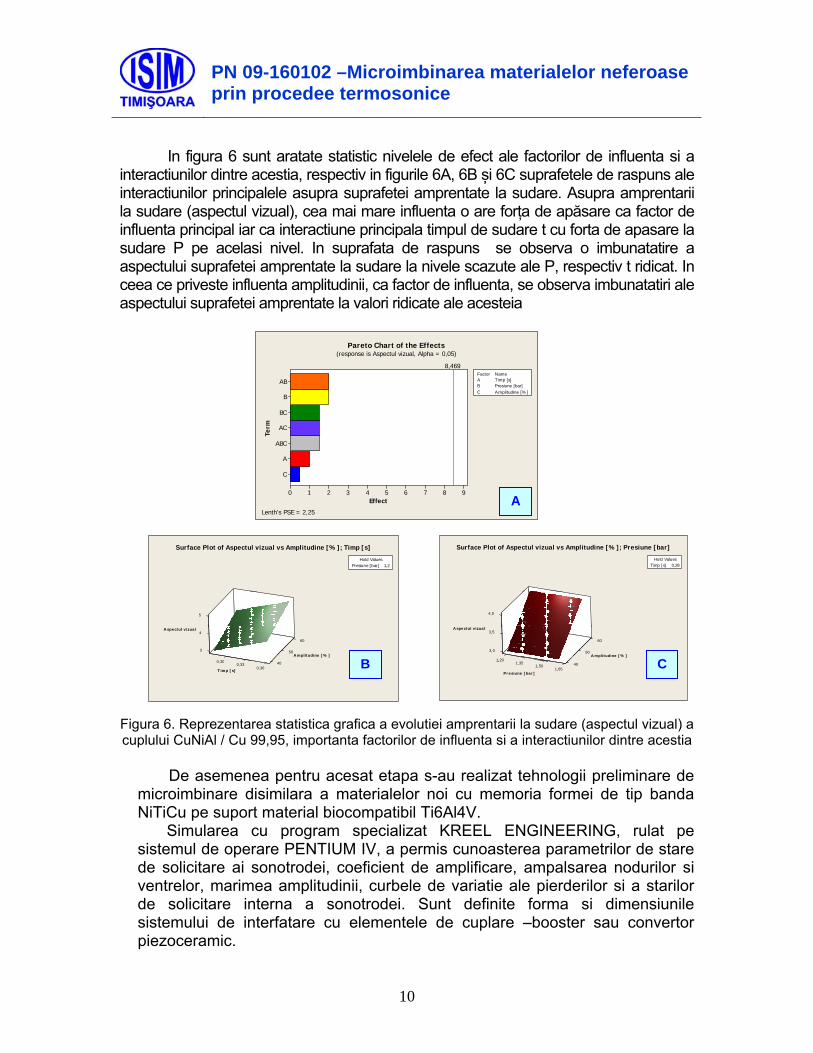
In figura 6 sunt aratate statistic nivelele de efect ale factorilor de influenta si a
interactiunilor dintre acestia, respectiv in figurile 6A, 6B și 6C suprafetele de raspuns ale interactiunilor principalele asupra suprafetei amprentate la sudare. Asupra amprentarii la sudare (aspectul vizual), cea mai mare influenta o are forța de apăsare ca factor de influenta principal iar ca interactiune principala timpul de sudare t cu forta de apasare la sudare P pe acelasi nivel. In suprafata de raspuns se observa o imbunatatire a aspectului suprafetei amprentate la sudare la nivele scazute ale P, respectiv t ridicat. In ceea ce priveste influenta amplitudinii, ca factor de influenta, se observa imbunatatiri ale aspectului suprafetei amprentate la valori ridicate ale acesteia
Figura 6. Reprezentarea statistica grafica a evolutiei amprentarii la sudare (aspectul vizual) a cuplului CuNiAl / Cu 99,95, importanta factorilor de influenta si a interactiunilor dintre acestia
De asemenea pentru acesat etapa s-au realizat tehnologii preliminare de microimbinare disimilara a materialelor noi cu memoria formei de tip banda NiTiCu pe suport material biocompatibil Ti6Al4V.
Simularea cu program specializat KREEL ENGINEERING, rulat pe sistemul de operare PENTIUM IV, a permis cunoasterea parametrilor de stare de solicitare ai sonotrodei, coeficient de amplificare, ampalsarea nodurilor si ventrelor, marimea amplitudinii, curbele de variatie ale pierderilor si a starilor de solicitare interna a sonotrodei. Sunt definite forma si dimensiunile sistemului de interfatare cu elementele de cuplare –booster sau convertor piezoceramic.
C
A
ABC
AC
BC
B
AB
9876543210
Term
Effect
8,469
A Timp [s]B Presiune [bar]C A mplitudine [%]
Factor Name
Pareto Chart of the Effects(response is Aspectul vizual, Alpha = 0,05)
Lenth's PSE = 2,25
3
4
0,300,33
0 30
5
60
50
400,36
A spectul vizual
A mplitudine [% ]
T imp [s]
Presiune [bar] 1,2Hold Values
Surface Plot of Aspectul vizual vs Amplitudine [%]; Timp [s]
3,0
3,5
1,,201,35
1,5020
4,0
401,65
50
60
A spectul vizual
A mplitudine [%]
Presiune [bar]
Timp [s] 0,28Hold Values
Surface Plot of Aspectul vizual vs Amplitudine [%]; Presiune [bar]
A
B C
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
11
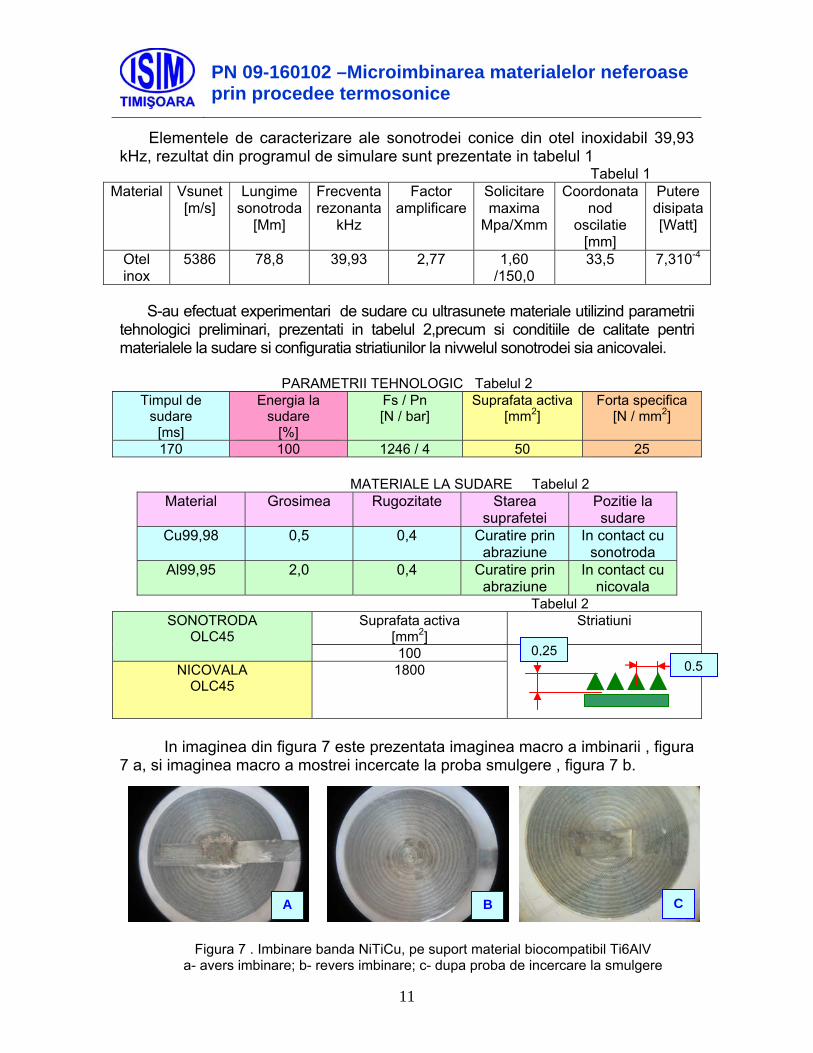
Elementele de caracterizare ale sonotrodei conice din otel inoxidabil 39,93 kHz, rezultat din programul de simulare sunt prezentate in tabelul 1
Tabelul 1 Material Vsunet
[m/s] Lungime
sonotroda [Mm]
Frecventa rezonanta
kHz
Factor amplificare
Solicitare maxima
Mpa/Xmm
Coordonata nod
oscilatie [mm]
Putere disipata[Watt]
Otel inox
5386 78,8 39,93 2,77 1,60 /150,0
33,5 7,310-4
S-au efectuat experimentari de sudare cu ultrasunete materiale utilizind parametrii tehnologici preliminari, prezentati in tabelul 2,precum si conditiile de calitate pentri materialele la sudare si configuratia striatiunilor la nivwelul sonotrodei sia anicovalei.
PARAMETRII TEHNOLOGIC Tabelul 2 Timpul de
sudare [ms]
Energia la sudare
[%]
Fs / Pn [N / bar]
Suprafata activa [mm2]
Forta specifica [N / mm2]
170 100 1246 / 4 50 25
MATERIALE LA SUDARE Tabelul 2 Material Grosimea Rugozitate Starea
suprafetei Pozitie la sudare
Cu99,98 0,5 0,4 Curatire prin abraziune
In contact cu sonotroda
Al99,95 2,0 0,4 Curatire prin abraziune
In contact cu nicovala
Tabelul 2 SONOTRODA
OLC45 Suprafata activa
[mm2] Striatiuni
100
NICOVALA OLC45
1800
In imaginea din figura 7 este prezentata imaginea macro a imbinarii , figura 7 a, si imaginea macro a mostrei incercate la proba smulgere , figura 7 b.
0,50,25
A B C
Figura 7 . Imbinare banda NiTiCu, pe suport material biocompatibil Ti6AlV a- avers imbinare; b- revers imbinare; c- dupa proba de incercare la smulgere
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
12
Regimul tehnologic de sudare a fost unul intensiv pus in evidenta de amprentarea termica importanta, cantitatea mare de material refulat in marginile plachetei de pe directia de aplicare a oscilatiilor ultraacustice.
S-au masurat totodata si parametrii electrici ai jonctiunii, rezistente electrice ale imbinarilor sudate cuprinse intre rezistenta electrica a materialului de sudat si suporturilor utilizate, pentru toate cuplurile de materiale sudate. Este atestata calitatea superioara a imbinarii pentru aplicatii in industria elctrotehnica, asigurandu-se o conductibilitate electrica egala sau mai mare cu cea a materialului mai slab conductor, la rezistente mecanice satisfacatoare pentru aplicatiile in domeniu.
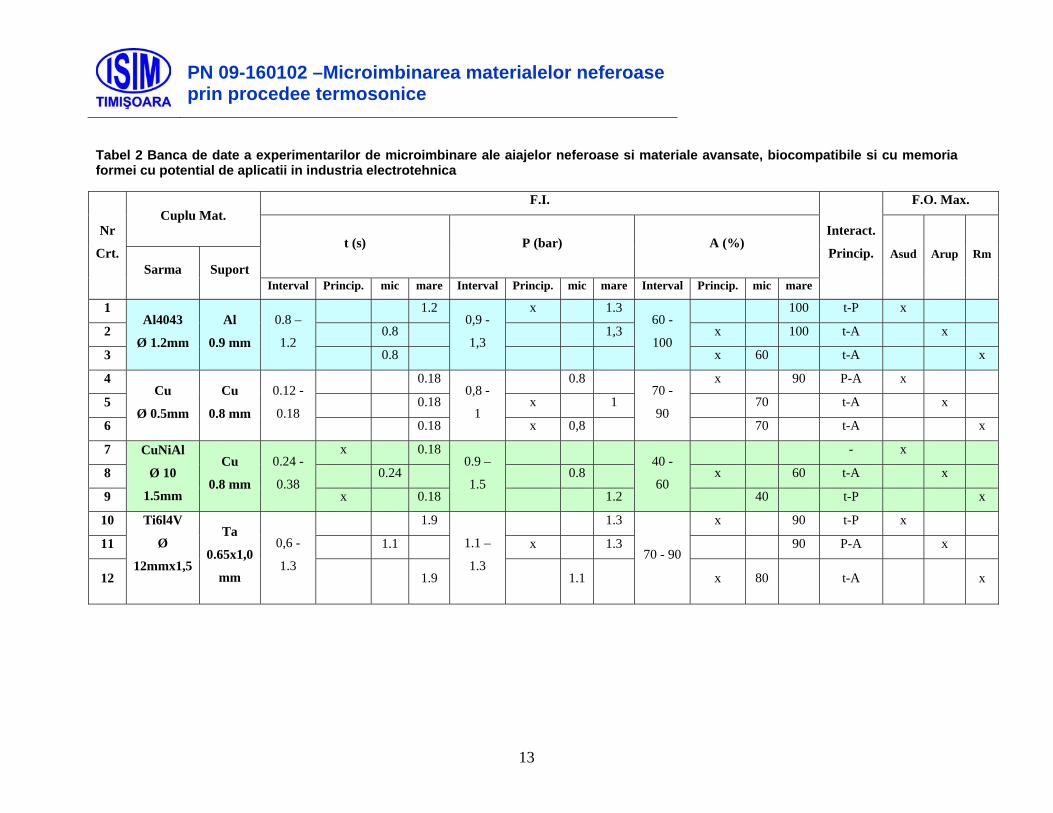
Sunt aratate zonele optime de microimbinare, pentru materiale supuse programului experimental, in configuratie similara si disimilara, din industria electrotehnica, functie de factorii obiectiv. Cu plecare de la banca de date astfel redata, se pot releva tehnologii optime, functie de cerintele si prioritatile potentialelor aplicatii, corelate cu funtiile obiectiv (rezistenta mecanica, amprenta de sudare, suprafata de rupere). Parametrii principali prezentati in tabelul 2, respectiv timpul de sudare, forta de apasare la sudare, amplitudinea de vibrare ultrasonica, constitue de fapt tehnologiile de sudare optime pentru microimbinarea materialelor neferoase prezentate si care evidentiaza factorul principal de influenta (timp de sudare -t, forta de apasare la sudare –P si amplitudinea -A) si interactiunea principala care au efect predominant la maximizarea functiilor obiectiv (amprentarea la sudarea –Asud, suprafata de rupere –Arup si rezistenta mecanica Rm), a experimentarilor de microimbinare ale aiajelor neferoase cu aplicatii in industria conectorilor.
In cazul unor aplicatii industriale din industria electronica, electrotehnica
se coreleaza banca de date astfel obtinuta, functie de cerintele produsului, urmarindu-se maximizarea functiilor obiectiv dorite. In activitatea industriala, se pot, astfel realiza tehnologii de imbinare pentru diferite tipodimensiuni de materiale din clasa conectorilor din aliaje neferoase sau din aliaje de materiele avansate, biocompatibile si cu memoria formei
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
13
Tabel 2 Banca de date a experimentarilor de microimbinare ale aiajelor neferoase si materiale avansate, biocompatibile si cu memoria formei cu potential de aplicatii in industria electrotehnica
Nr
Crt.
Cuplu Mat. F.I.
Interact.
Princip.
F.O. Max.
t (s) P (bar) A (%) Asud Arup Rm
Sarma Suport Interval Princip. mic mare Interval Princip. mic mare Interval Princip. mic mare
1 Al4043
Ø 1.2mm
Al
0.9 mm
0.8 –
1.2
1.2 0,9 -
1,3
x 1.3 60 -
100
100 t-P x
2 0.8 1,3 x 100 t-A x
3 0.8 x 60 t-A x
4 Cu
Ø 0.5mm
Cu
0.8 mm
0.12 -
0.18
0.18 0,8 -
1
0.8 70 -
90
x 90 P-A x
5 0.18 x 1 70 t-A x
6 0.18 x 0,8 70 t-A x
7 CuNiAl
Ø 10
1.5mm
Cu
0.8 mm
0.24 -
0.38
x 0.18 0.9 –
1.5
40 -
60
- x
8 0.24 0.8 x 60 t-A x
9 x 0.18 1.2 40 t-P x
10 Ti6l4V
Ø
12mmx1,5
Ta
0.65x1,0
mm
0,6 -
1.3
1.9
1.1 –
1.3
1.3
70 - 90
x 90 t-P x
11 1.1 x 1.3 90 P-A x
12 1.9 1.1 x 80 t-A x

PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
14
Capitolul 5 Concluzii
In cadrul lucrarii s-au efectuat experimentari tehnologice de microimbinare
in cadrul unui program sistematic. 5.1 Materialele supuse experimentarilor au fost :
• Materiale suport:
a) Plachete : - Ti6Al4V cu diametrul de 12mm si grosime de 1,5mm;
b) Table subtiri de Ni99,98 cu diametrul de 13mm si grosime de 0,17mm ; c) Benzi subtiri de Cu 99,95 cu grosimea de 0,05mm si latime de 2,5mm;
• Materiale de microimbinare: f) Sirme din Thantal cu sectiune de 0,65 mmx1,0mm; g) Sirme din NiCr cu diametrul de 0,17 mm; h) Benzi NiTiCu cu grosimea de 20 mm si latime de 3μm; i) Benzi CuZnAl cu grosimea de 15 mmsi latime de 2μm; j) Bezi Fe73Cr2Ga4P13Si5C3, cu grosimea de 1 μm si latime de 2mm 5.2 Programul experimental a fost realizat pe baza unor tehnologii de
microimbinare in care parametrii utilizati, respectiv timp de sudare, forta de apasare la sudare si amplitudinea de vibrare ultrasonica, au fost alesi dupa un model experimental programat, utilizand metoda experimentelor factoriale si care sa satisfaca cerintele rezultate din documentele normative, cerintele privind aceste categorii de materiale si aplicatii.
5.3 S-au obtinut imbinari ale unor perechi de materiale disimilare si care au fost caracterizate de probele efectuate. La stabilirea programului experimental s-a proiectat si utilizat un experiment factorial complet, din analiza statistica a caruia au rezultat urmatoarele:
- Se evidentiaza factorul principal de influenta (timp de sudare, forta de apasare la sudare si amplitudinea) si interactiunea principala care au efect predominant la maximizarea functiilor obiectiv (amprentarea la sudarea, suprafata de rupere si rezistenta mecanica), a experimentarilor de microimbinare ale aiajelor neferoase cu aplicatii in industria conectorilor. Parametri principali, prezentati in tabelul 2, respectiv timpul de sudare, forta de apasare la sudare, amplitudinea de vibrare ultrasonica, constitue de fapt tehnologiile de sudare optime pentru microimbinarea materialelor neferoase prezentate.
-Sunt create premisele unei banci de date pentru microimbinarea similara si disimilara a 4 cupluri de aliaje neferoase, pentru 3 de conectori tip sarma si 2 grosimi de suport, pentru materiale avansate biocompatibile si cu memoria formei, Ti6Al4V, NiTiCu,CuZnAl,CuNiAl, NiCr, si de asemenea sunt evidentiati
PN 09-160102 –Microimbinarea materialelor neferoase prin procedee termosonice
15
principalii factori de influenta, intereactiunile dintre ei si nivelele de efect ale acestora.
-In cazul unor aplicatii industriale din industria conectorilor se coreleaza banca de date astfel obtinuta, functie de cerintele produsului, urmarindu-se maximizarea functiilor obiectiv dorite. In activitatea industriala, se pot, astfel realiza tehnologii de imbinare pentru diferite tipodimensiuni de materiale din clasa conectorilor din aliaje neferoase, precum si din materiale avanstae biocompatibile si cu memoria formei.
5.4 S-au masurat rezistente electrice ale imbinarilor sudate cuprinse intre rezistenta electrica a sarmelor si suporturilor utilizate, pentru toate cuplurile de materiale sudate. Este atestata calitatea superioara a imbinarii pentru aplicatii in industria conectorilor, asigurandu-se o conductibilitate electrica egala sau mai mare cu cea a materialului mai slab conductor, la rezistente mecanice satisfacatoare pentru aplicatiile in domeniu.
5.5 S-au realizat tehnologii preliminare de microimbinare disimilara a materialelor noi de tip benzi NiTiCu cu memorie a formei pe suport material biocompatibil Ti6Al4V, precum si materiale din familia Ta,NiCr.
5.6 Lucrarile realizate corespund in totalitate cu activitatile planificate in cadrul proiectului pentru aceasta etapa.
Responsabil proiect, Ing.Octavian OANCA






![Franturi de memorie - cdn4.libris.ro de memorie - Giulio...GIULIO EINAUD] FRANTURI DE MEMORIE TLaducere din italiani de Mara Chirigescu 9i $tefania Iordan I fu*^.](https://static.fdocumente.com/doc/165x107/5c66aec709d3f2e33b8c73a3/franturi-de-memorie-cdn4-de-memorie-giuliogiulio-einaud-franturi-de-memorie.jpg)