PCB-uri
8
Lucrarea nr. 4 TEHNOLOGIA CABLAJELOR IMPRIMATE 4.1 SCOPUL LUCRĂRII Lucrarea îşi propune cunoaşterea: - tipurilor şi a caracteristicilor constructive ale cablajelor imprimate - materialelor utilizate pentru cablaje imprimate; - tehnologiei realizării cablajelor imprimate - etapelor de realizare a circuitelor electronice pe cablaj imprimat (tehnologia montării). 4.2. INDICAŢII TEORETICE Prin cablaj imprimat (PCB - Printed Mounted Board) se înţelege circuitul electric în care conductoarele de legătură sunt realizate sub formă de benzi sau suprafeţe conductoare de metal pe un suport izolant. După numărul de straturi metalice (conductoare) depuse cablajele imprimate se împart în: cablaje simplu placat, dublu placat şi multistrat. Cablajele simplu strat (placat) îşi menţin ponderea datorită preţului de cost scăzut în aparatura electronică de larg consum unde gradul de compactizare prezintă rolul secundar. Cablajele dublu strat (dublu placat) au ponderea cea mai mare în producţia de cablaje imprimate deoarece realizează o bună densitate a componentelor, iar preţul de cost este relativ scăzut. Cablajele multistrat sunt destinate montajului şi asamblării circuitelor integrate complexe pentru care în două straturi traseele necesare conexiunilor nu se pot realiza raţional. Grosimea cablajului imprimat se alege în funcţie de condiţiile mecanice de rigiditate care se cer plăcii şi de numărul de straturi ales. 4.2.1. Materiale utilizate pentru cablaje imprimate La realizarea cablajului imprimat se foloseşte un material izolant (uzual, pertinax şi steclotextolit) care este placat cu cupru. Semifabricatele placate se livrează sub formă de plăci cu dimensiuni până la 2000 x 2000 mm. Grosimea cablajului imprimat este reglementată prin norme (tabelul 1). Tabelul 1 Grosimi uzuale ale circuitului imprimat Grosimea [mm] Toleranţa [mm] 0,15-0,30 ±0,05 0,30-0,80 ±0,075 Cablaj flexibil 0,8- ±0,1 1,2 ±0,2 1,6 (1,5) ±0,2 2,0 ±0,2 2,4 ±0,3 Cablaj rigid 3(3,2) ±0,3
-
Upload
fazacas-daniel -
Category
Documents
-
view
16 -
download
3
description
Dany
Transcript of PCB-uri
-
Lucrarea nr. 4
TEHNOLOGIA CABLAJELOR IMPRIMATE
4.1 SCOPUL LUCRRII
Lucrarea i propune cunoaterea:- tipurilor i a caracteristicilor constructive ale cablajelor imprimate- materialelor utilizate pentru cablaje imprimate;- tehnologiei realizrii cablajelor imprimate- etapelor de realizare a circuitelor electronice pe cablaj imprimat (tehnologia montrii).
4.2. INDICAII TEORETICE
Prin cablaj imprimat (PCB - Printed Mounted Board) se nelege circuitul electric n careconductoarele de legtur sunt realizate sub form de benzi sau suprafee conductoare demetal pe un suport izolant.Dup numrul de straturi metalice (conductoare) depuse cablajele imprimate se mpart n:cablaje simplu placat, dublu placat i multistrat.
Cablajele simplu strat (placat) i menin ponderea datorit preului de cost sczut naparatura electronic de larg consum unde gradul de compactizare prezint rolul secundar.
Cablajele dublu strat (dublu placat) au ponderea cea mai mare n producia de cablajeimprimate deoarece realizeaz o bun densitate a componentelor, iar preul de cost este relativsczut.
Cablajele multistrat sunt destinate montajului i asamblrii circuitelor integratecomplexe pentru care n dou straturi traseele necesare conexiunilor nu se pot realiza raional.
Grosimea cablajului imprimat se alege n funcie de condiiile mecanice de rigiditatecare se cer plcii i de numrul de straturi ales.4.2.1. Materiale utilizate pentru cablaje imprimateLa realizarea cablajului imprimat se folosete un material izolant (uzual, pertinax isteclotextolit) care este placat cu cupru. Semifabricatele placate se livreaz sub form de plcicu dimensiuni pn la 2000 x 2000 mm. Grosimea cablajului imprimat este reglementat prinnorme (tabelul 1).
Tabelul 1 Grosimi uzuale ale circuitului imprimatGrosimea [mm] Tolerana [mm]
0,15-0,30 0,050,30-0,80 0,075
Cablajflexibil
0,8- 0,11,2 0,2
1,6 (1,5) 0,22,0 0,22,4 0,3
Cablajrigid
3(3,2) 0,3
-
Tehnologia cablajelor imprimateProf. dr. ing. Ioan D. Oltean
2
Suportul izolant placat cu cupru trebuie s ndeplineasc o serie de condiii mecanice, electricei termice.Materialul de placare este cupru electrolitic de nalt puritate (99,5%) cu grosimea de:17,5m, 35m, 50m, 70m, i 105m. n anumite situaii, conductoarele de cupru se acopercu pelicule metalice de protecie din cositor, argint, aur, paladiu.
4.2.2 Tehnologia realizrii cablajelor imprimateTehnologiile de realizare a cablajelor imprimate pot fi grupate n dou categorii:
- tehnologii substractive (metode de corodare) prin care traseele conductoare rezultdup corodarea parial a foliei conductoare depuse deja pe suportul izolant;
- tehnologii aditive (metode de depunere) prin care traseele conductoare rezult prindepunerea cuprului electrolitic pe suportul izolant: galvanic sau prin pulverizareaprin masc.
Dei n realizarea cablajelor imprimate predomin metodele de corodare exist tendina deextindere a metodelor de depunere care sunt mai avantajoase din punct de vedere alconsumului de metal.Metodele de corodare au la baz procedee chimice care constau din:
- realizarea desenului de cablaj la scar mrit (210 ori);- realizarea filmului fotografic n mrime natural pentru partea placat (traseele de
cupru);- realizarea filmului fotografic n mrime natural pentru partea plantat (dispunerea
componentelor);- imprimarea imaginii de pe filmul fotografic pe folia de cupru (partea placat);- imprimarea imaginii de pe filmul fotografic pe partea pe care se planteaz
componentele (partea plantat).Reguli de realizare a cablajelor imprimate
- Se recomand ca plcile s fie ptrate sau dreptunghiulare avnd raportul dintrelaturi: 1/1, 1/2, 2/3, 2/5;
- Dimensiunile maxime nu trebuie s depeasc 240 x 360 mm pentru cablajulsimplu i dublu placat i 200 x 240 mm pentru cablajul multistrat;
- Pasul reelei de corodare este de 1/10=2,54mm;- Diametrele gurilor se aleg cu 0,20,3 mm mai mari dect cele ale terminalelor
componentelor (uzual: 0,8mm pentru guri nemetalizate i 1,1 mm pentru gurilemetalizate);
- Centrele gurilor corespund, de obicei, pasului sau multiplului pasului reelei;- Distanele minime dintre traseele conductoare se stabilete n funcie de tensiunea
de lucru (diferena de potenial dintre acestea - tabelul 2) i de clasa de precizie (3clase de precizie, clasa I este cea mai precis).
Tabelul 2 Distana dintre conductoare n funcie de tensiunile de lucruU[V] 50 75 125 150 175 200 250 300 400 500S[mm] 0,3 0,5 0,6 0,7 0,8 1 1,25 1,5 2,5 3
Metoda corodriiTehnologia de realizare a cablajelor prin metoda corodrii const n urmtoarele etape:a) Realizarea originalului
-
Tehnologia cablajelor imprimateProf. dr. ing. Ioan D. Oltean
3
Pentru transpunerea circuitului pe cablaj imprimat sunt necesare filme fotografice, numitemti, care se obin dup desenele originale. Desenul original se poate realiza manual sau pebaza unui program de realizare a layoutului circuitului (de ex. ORCAD).b) Realizarea filmului fotograficIndiferent de metoda de fabricare a cablajului (fotolitografic sau serigrafic) este necesarobinerea filmului fotografic, negativul originalului cablajului imprimat.c) Transpunerea imaginii pe suportul placatAceast operaie are drept scop formarea pe suprafaa placatului a zonelor opace care urmeazs formeze conductoarele imprimate dup corodarea selectiv. Pentru imprimare se folosetemetoda fotografic i metoda serigrafic.
Imprimarea prin metoda fotografic const n transpunerea imaginii de pe film peplacat cu ajutorul fotorezistului care a fost depus uniform pe aceasta. Fotorezistul este osoluie de alcool polivinilic sensibilizat cu bicromat de potasiu care se depune princentrifugare. Dup expunerea la o surs de ultraviolet prin clieul negativ al cablajului idevelopare ntr-o soluie specific, stratul fotosensibil expus se dizolv rmnnd n finaldesenul original transpus pe placat. La realizarea circuitelor imprimate dublu placate sefolosesc dou filme (cliee), cte unul pentru fiecare fa a placatului.Metoda fotografic asigur o bun precizie n realizarea cablajelor imprimate, dar necesit unciclu de producie lung i cu productivitate redus. Din aceast cauz se folosete numai launicate i la serii mici de fabricaie.
Imprimarea prin metoda serigrafic folosete pentru realizarea mtii pe cablajulimprimat o past special numit cerneal serigrafic. Cerneala serigrafic este greu sicativfiind rezistent la aciunea de corodare a unor substane chimice. Depunerea pe suprafaaplacatului se face prin intermediul unui ecran numit sit serigrafic.Sita serigrafic este o estur din material sintetic (fibre poliamidice sau poliesterice) cuochiuri foarte mici (100-200 fire/cm) sau fire din oel aliat de 30-50m cu 60-120 fire/cm.Sitele se fixeaz ct mai ntins pe un cadru din lemn. Pentru imprimare se folosesc soluiifotosensibile similare cu cele utilizate la metoda fotolitografic. Dup uscarea sitei pe care s-adepus soluia fotosensibil, aceasta se expune la lumin prin intermediul clieului de cablaj.
Imprimarea prin metoda offset se folosete pentru producia de serie mare i foartemare. Const n transpunerea desenului pe cablaj printr-un procedeu asemntor cu cel folositla tiprire. Se folosete un clieu offset (zincografic) format dintr-o plac metalic pe care esteexecutat n relief imaginea cablajului.d) Corodarea se face pentru ndeprtarea cuprului din zonele neacoperite de fotorezist sau decerneala serigrafic. Pentru corodare se folosete clorura feric sau clorura cupric. Viteza decorodare depinde de concentraia soluiei i de temperatura bii. Pentru neutralizarea urmelorde clorur feric, cablajele corodate sunt trecute printr-o serie de bi bazice i apoi splate nap rece curgtoare. ndeprtarea cernelii de protecie se face n tricloretilen sau n bialcaline.e) Metalizarea gurilor are rolul de interconectare a traseelor conductoare dispuse pe feediferite ale cablajului imprimat. Metalizarea se realizeaz prin depunerea pe cale electrolitica cuprului (10 25 m) urmat de stanarea acestor guri (acoperirea cu un strat de 10 m dePbSn).f) Imprimarea poziiei componentelor pe cablaj este o operaie care are rolul de a uuraplantarea (n varianta manual) i a indentificarea pieselor plantate n faza de testare saudepanare. Imprimarea se face prin clieul de poziionare care se transpune tot prin metodafotolitografic pe faa plantat dup corodare i metalizarea gurilor.
-
Tehnologia cablajelor imprimateProf. dr. ing. Ioan D. Oltean
4
Metoda depuneriiMetodele depunerii cuprului (tehnologiile aditive) folosesc un suport izolant neplacat pe careurmeaz a se realiza n forma definitiv conductoarele imprimate. Metoda depunerii areavantajul, pe lng consumul mai redus de cupru, acela de realizare simultan aconductoarelor i metalizarea gurilor.Cuprarea galvanic const n depunerea prin electroliz a unui strat de cupru, conform cunegativul filmului, peste o pelicul intermediar de cupru cu grosime mic (1-6m). Procedeuldepunerii galvanice prezint o serie de avantaje: productivitate mare, pre de cost apropiat demetodele de corodare.
4.2.3 Tehnologia echiprii cablajelor imprimate
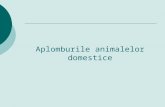
Se disting dou moduri de echipare a plcilor imprimate: plantarea componentelor electronicen gurile prevzute pe cablaj (fig. 1.a) i aezarea componentelor electronice pe contacte delipire (fig. 1.b).
Echiparea const n: plasarea componentelor n poziiile corespunztoare n gurile cablajuluin cadrul tehnologiei THT=Trough Hole Technology sau pe suprafaa cablajului imprimat ncadrul tehnologiei SMT=Surface Mount Technology. Echiparea se poate face manual lacircuitele de serie mic sau unicate i mecanizat sau automatizat pentru circuitele imprimatede serie mare i foarte mare.
Montarea componentelor cu terminale (THT=Trough Hole Technology)Pe cablajul imprimat componentele se fixeaz n terminale i de aceea vibraiile sau
ocurile mecanice se transmit terminalelor i lipiturilorTerminalele se fixeaz prin ndoire nunghi drept.
La circuitele simplu placate componentele se fixeaz foarte aproape de suprafaaplcilor, iar pe cablajul cu dubl fa la oarecare distan de placa imprimat. Componenteleavnd gabarit mai mare se fixeaz cu scoabe sau prin uruburi ct mai aproape de cablajulimprimat. Conectarea cu elemente din afara cablajului imprimat se realizeaz n dou moduri:cu conexiuni nedemontabile (prin lipire) i cu conexiuni montabile (cu conectoare).
La echiparea manual plasarea componentelor se face dup ce acestea au fost pregtiteprin aducerea terminalelor n forma cea mai avantajoas pentru echipare i contactare.Terminalele vor fi perpendiculare pe faa cablajului imprimat (unghi de 900). Pentru formareai tierea terminalelor la producia de serie se folosesc utilaje specializate care pot prelucra attcomponentele care se prezint sub forma unor benzi, ct i componentele individuale.
Contactarea componentelor implantabile (componente discrete sau integrate) pecablajul imprimat se realizeaz prin lipire pe partea placat, parte care va forma i faa delipire. La producia de serie sau de mas se utilizeaz procedeele de lipire general. Acestea
a) b)
Fig. 1 Moduri de montare a componentelor pe cablajul imprimata) montarea componentelor cu terminale pentru inserie (THT)b) montarea componentelor pe suprafa (SMT)
-
Tehnologia cablajelor imprimateProf. dr. ing. Ioan D. Oltean
5
sunt procedee de imersie n care faa de lipire se deplaseaz la o singur trecere prin baia decositor = lipirea n val. Prin aceast trecere se va depune aliajul de lipit pe poriunile metalicei se obine contactul electric (contactarea) componentelor de cablajul imprimat.
Lipirea selectiv se utilizeaz uneori n scopul evitrii de puni conductoare pe traseelealturate i al economiei de aliaj de lipit. Procesul selectiv se realizeaz prin intermediul unormti de lipire prin depunerea unui lac de protecie mpotriva lipirii. Masca de lipire nuacoper poriunea de cablaj unde urmeaz s fie realizat lipirea. Pentru evitarea oxidriicontactelor i terminalelor naintea i n timpul lipirii, n baie se introduce un flux dezoxidant(de exemplu colofoniu dizolvat n alcool).
Tehnologia SMTTehnologia montrii pe suprafa (SMT- Surface Mount Technology) s-a impus n ultimii anica principal metod de fabricaie a modulelor electronice. Prin aceast tehnologie s-aurealizat module electronice mai performante, mai fiabile i cu un gabarit mai redus fa detehnologia anterioar, care utiliza componente cu terminale de inserie. O caracteristicdefinitorie pentru SMT este montarea componentelor electronice fr a ptrunde prin gurilemetalizate ca n tehnologia THT. n acest caz, zona lipiturii asigur pe lng contactul electrici robusteea mecanic a asamblrii, avnd un rol decisiv n fiabilitatea produsului electronic.Se ntlnesc trei mari categorii de module SMT (tipul 1, 2 i 3) n funcie de tipul decomponente i modul de lipire. Tipul 1 conine numai componente montate pe suprafa dincare cele active sunt montate pe partea superioar, iar faa inferioar poate coninecomponente discrete (componente cip). Succesiunea operaiilor pentru montarea unui circuitSMT tipul 1 (numai cu componente SMD - Surface Mounted Devices) este urmtoarea:
- aplicarea pastei de lipit (pe baz de Sn_Pb) pe faa 1;- plasarea componentelor;- uscare plac - tratament termic pentru eliminarea substanelor volatile din pasta de
lipire;- lipire prin metoda reflow (inclzirea cu radiaii infraroii);
La circuitele dubl fa operaiile indicate anterior se repet:- inversarea plcii i repetarea operaiilor pentru faa 2 a cablajului;- curirea i testarea.
Tipul 3 de modul SMT conine att componente montate pe suprafa, ct i componente cuterminale. n acest caz n operaiile pentru montare se folosete n plus lipirea n val pentrucomponentele cu terminale.
4.3. DESFURAREA LUCRRII
4.3.1 Studiul plcii de cablaj imprimat CABP 6716734Placa de cablaj imprimat dublu placat cu codul CABP 6716734 a fost proiectat pentrurealizarea unui modul electronic de prelucrare a semnalelor (amplificare, conversie).a) Se studiaz tehnologia de realizare a cablajului imprimat (cod CB) i se indicsuccesiunea operaiilor tehnologice, modul n care acestea se realizeaz (procesul tehnologic)i utilajele sau dispozitivele utilizate la fiecare dintre aceste operaii.Se va completa pe o pagin separat un tabel conform modelului prezentat (tabelul 1).
Tabelul 1
-
Tehnologia cablajelor imprimateProf. dr. ing. Ioan D. Oltean
6
Nr.operaie
Denumireaoperaiei
Proces tehnologic Utilaje idispozitive
Semifabricat sauprodus obinut
CB 1Debitareacablajului
Din plci de 2000 x 2000mm dublu placat (g=..,g'=) se debiteaz
Gilotin Numruldeplci
(L x l x g),CB 2 Debavurare i
verificareadimensiunilor
(se descrie pe scurtn ce const operaia)
CB n
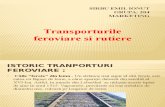
n tabelul 1 se vor indica principalele operaii care s-au parcurs pe fluxul tehnologic derealizare a cablajului imprimat prezentat n laborator.b) Se mparte n sectoare cablajul (fig.3) i se indic codurile dispozitivelor semiconductoare(Circuite integrate (C.I), tranzistoare, diode) situate n aceste sectoare (tabelul 2).
Tabelul 2 Dispunerea dispozitivelor semiconductoareSector C.I. Tranzistoare Diode Total Observaii
A2
B1
B2
n rubrica "Total"se va centraliza numrul de componente electronice din fiecarecategorie, iar la "Observaii" se menioneaz ce componente se mai gsesc n sectorulrespectiv.c) Se observ vizual i apoi se verific continuitatea unor trasee conductoare care nu suntsituate pe aceiai fa a plcii, dar care sunt conectate prin guri metalizate. Se va indica careeste numrul de treceri dintre o fa i cealalt a cablajului, aa cum se indic n exemplul datn tabelul 3.
Tabelul 3
2
1
A BFig. 3 Modul de mprire n sectoare al cablajului
-
Tehnologia cablajelor imprimateProf. dr. ing. Ioan D. Oltean
7
Nr. Poziia plecare (codcomponent) -nr. pin
Poziia sosire (codcomponent) -nr. pin
Nr. treceri(poziie)
Observaii
FU1C68 (+); FU2XM82 1 (C68) Traseuneramificat
d) La cablajul cu codul D901 se determin numrul zonelor metalizate (numr par) pe careurmeaz s se contacteze componente dipolare SMD (cu 2 terminale) i a metalizrilor pentrucontactare de circuite integrate de pe fiecare parte a cablajului.
4.3.2. Studiul tehnologiei de montare a componentelor
a) Montarea componentelor cu terminaleSe va urmrii vizual modul de montare i se vor identifica componentele pe module realizateprin tehnologia de montare a componentelor cu terminale (THT).Modulul de alimentare pentru televizor color (varianta Grundig), la care se va urmri schemaelectric, conine circuite de redresare, filtrare, stabilizare i semnalizare:- Redresor pentru tensiunea reelei cu semnalizarea prezenei tensiunii: punte redresoare
D901; R906, D906;- Redresor monoalternan (D910 D911), filtru (C911, C914);- stabilizator de tensiune (IC 912);- semnalizarea prezenei tensiunii: R913, D913.- Redresor bialternan, filtru, stabilizator de tensiune, semnalizarea prezenei tensiunii.- Stabilizator de 12 V.Se identific poziionarea componentelor pentru cel puin dou dintre circuitele prezentate ise prezint grafic dispunerea lor pe partea plantat.b) Montarea pe suprafa cu componente SMDSe va urmrii vizual modul de montare a componentelor prin tehnologia SMT pentru unmodul de comand al unui hard disk. Se va stabili tipul de montaj care s-a folosit (tip 1, 2 sau3) i categoriile de componente electronice care sunt montate pe cele dou fee ale circuitului.
4.4. MODUL DE LUCRU
a) Se urmrete vizual modul de realizare al cablajului imprimat cu codul CABP 6716734. Seidentific tipul cablajului material (simplu sau dublu placat, cu sau fr guri metalizate). Cuubler sau cu o rigl gradat se msoar dimensiunile cablajului (L x l). Cu micrometru semsoar grosimea cablajului fr stratul de cupru (g'-grosimea sticlotextolitului) i apoigrosimea cablajului g mpreun cu foliile de cupru. Msurarea se va face n partea inferioar asectorului A1, aeznd micrometrul n zona traseelor conductoare (de exemplu lng poziiax3). n funcie de suprafaa plcii se determin numrul maxim posibil de plcue (L x l x g)care se pot obine prin debitarea lor din placa de cablaj cu dimensiunea de 2000 x 1500 mmsau 2000 x 1500 mm (se completeaz punctul CB1 din tabelul 1). Se va desena la scar placade circuit imprimat (2000 x 1500 mm sau 2000 x 1500 mm) i se indic direcia dup care sencepe debitarea pentru a avea pierderi minime.
a) Se mparte n 4 sectoare placa de circuit imprimat i se noteaz n tabelul 2 coduriledispozitivelor semiconductoare care se gsesc n zonele respective.
Componentele electronice din schema electric a modulului sunt codificate dup cumurmeaz:
-
Tehnologia cablajelor imprimateProf. dr. ing. Ioan D. Oltean
8
- circuite integrate analogice (NA, NC, NR);- circuite integrate digitale (DI);- tranzistoare (VT);- diode (VD, VZ, DT);- rezistoare diferite (R1R99); condensatoare diferite ; bobine (L);- transformator (TV, T); sigurane fuzibile (FU); conectori diferii (XM); puncte de
test (XE).c) Se verific cu ohmetru continuitatea unor trasee conductoare care nu sunt situate pe aceiaifa, dar care sunt conectate prin guri metalizate. Se va nota codul componentei (parteaplantat) de la care ncepe traseul i cel al componentei la care ajunge prin gurile metalizate.Se completeaz pentru minim 3 traseed) La cablajul cu codul D901 se determin prin numrare de sus n jos, pentru fiecare fa,zonele metalizate de form dreptunghiular (fr gaur) pe care urmeaz s se contactezecomponente dipolare SMD (cu 2 terminale). Se identific metalizrile pentru contactare decircuite integrate de pe fiecare parte a cablajului. Se va indica:
- numrul de componente dipolare SMD pe faa A i pe faa B;- numrul de circuite integrate SMD pe faa A i pe faa B i numrul pini ai
acestora.
4.5 NTREBRI
1. Care este diferena dintre un cablaj rigid i unul flexibil i ce aplicaii specifice au acestea?2. Cum se recunoate un cablaj imprimat cu sticlotextolit de unul de pertinax ?3. Care materiale se folosesc pentru acoperirea foliei de cupru i care este scopul acestei
acoperiri ?4. Care sunt dimensiunile uzuale ale gurilor pentru terminale?5. La ce distan minim se prevd traseele conductoare ale circuitului imprimat ntre care
diferena de potenial este de 200V?6. Ce mti se folosesc pentru prelucrarea cablajul dublu strat?7. Cum se realizeaz lipirea selectiv a componentelor?8. Care este diferena ntre tehnologia THT i SMT?9. Cum se realizeaz lipirea componentelor cu terminale?10. Cum se realizeaz lipirea componentelor SMD ?
Lucrarea nr. 4TEHNOLOGIA CABLAJELOR IMPRIMATE4.1 SCOPUL LUCRARII4.2.1. Materiale utilizate pentru cablaje imprimate4.2.2 Tehnologia realizarii cablajelor imprimateMetoda corodariiTehnologia de realizare a cablajelor prin metoda Metoda depunerii
4.2.3 Tehnologia echiparii cablajelor imprimateEchiparea consta n: plasarea componentelor n pMontarea componentelor cu terminale (THT=Trough Hole Technology)Tehnologia montarii pe suprafata \(SMT- Surface
4.3. DESFASURAREA LUCRARII4.3.1 Studiul placii de cablaj imprimat CABP 67167344.4. MODUL DE LUCRU