Matrite de injectat -...
52
C3 Curs FPMPC 1 Matrite de injectat
-
Upload
nguyenduong -
Category
Documents
-
view
251 -
download
4
Transcript of Matrite de injectat -...

C3 Curs FPMPC 1
Matrite de injectat

Curs FPMPC 2C3
Nr. crt. Criteriu Tipuri de matriţe
1 După numărul de cuiburi - matriţe cu un singur cuib
- matriţe cu două sau mai multe cuiburi
2 După sistemul de injectare - cu injectare directă
- cu injectare punctiformă
- cu injectare cu canale de distribuţie
- cu injectare peliculară sau cu film
- cu injectare cu canale încălzite
- cu injectare cu canal tunel
- cu injectare cu canale izolate
- cu injectare tip umbrelă
- cu injectare inelară
3 După modalitatea de acţionare a sistemului de aruncare
- cu aruncare mecanică
- cu aruncare pneumatică
- cu aruncare hidraulică
4 După numărul planelor de separaţie - cu un singur plan de separaţie
- cu două plane de separaţie
- cu mai multe plane de separaţie
5 După modul de scoatere a piesei din matriţă -cu tije aruncătoare
-cu placă aruncătoare
-cu bacuri
-cu deşurubare

Curs FPMPC 3C3
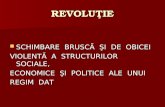
Matrita cu tije aruncatoare-pentru piese de dimensiuni mari si fara orificii
� 1-placă de sprijin; 2-placă; 3-culee; 4-tijă aruncătoare; 5-cuib; 6-placă distanţieră; 7-placă de sprijin; 8-tijă extractoare de culee; 9-şurub de fixare; 10-tijă readucătoare; 11-placă distanţieră; 12-bucşă; 13-pastilă; 14-coloană; 15-şurub de fixare; 16-duză; 17-miez; 18-plunjer.
Curs FPMPC 4C3

Curs FPMPC 5C3
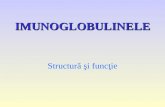
Matrita cu tija extractoare-pentru piese de dimensiuni mici si mijlocii atuncicand si forma piesei o permite
� 1-placă de sprijin; 2-duza matriţei; 3-placă port miez; 4-culee; 5-bucşă de ghidare; 6-coloană de ghidare; 7,9-plăci distanţiere; 8-tija extractoare de culee; 10-plăcuţe extractoare; 11-şurub de fixare; 12-placă de sprijin; 13-arc elicoidal; 14-plunjer; 15-tije extractoare; 16-cuib.

Curs FPMPC 6C3

Curs FPMPC 7C3
Matrite cu placa aruncatoare-pentru piese cu orificii
� 1-cuib; 2-miez; 3-tijă extractoare de culee; 4,5-plăci de fixare; 6-plunjer; 7-tijă extragere; 8,9-plăci intermediare; 10-placă extractoare; 11-duza
Curs FPMPC 8C3
Curs FPMPC 9C3
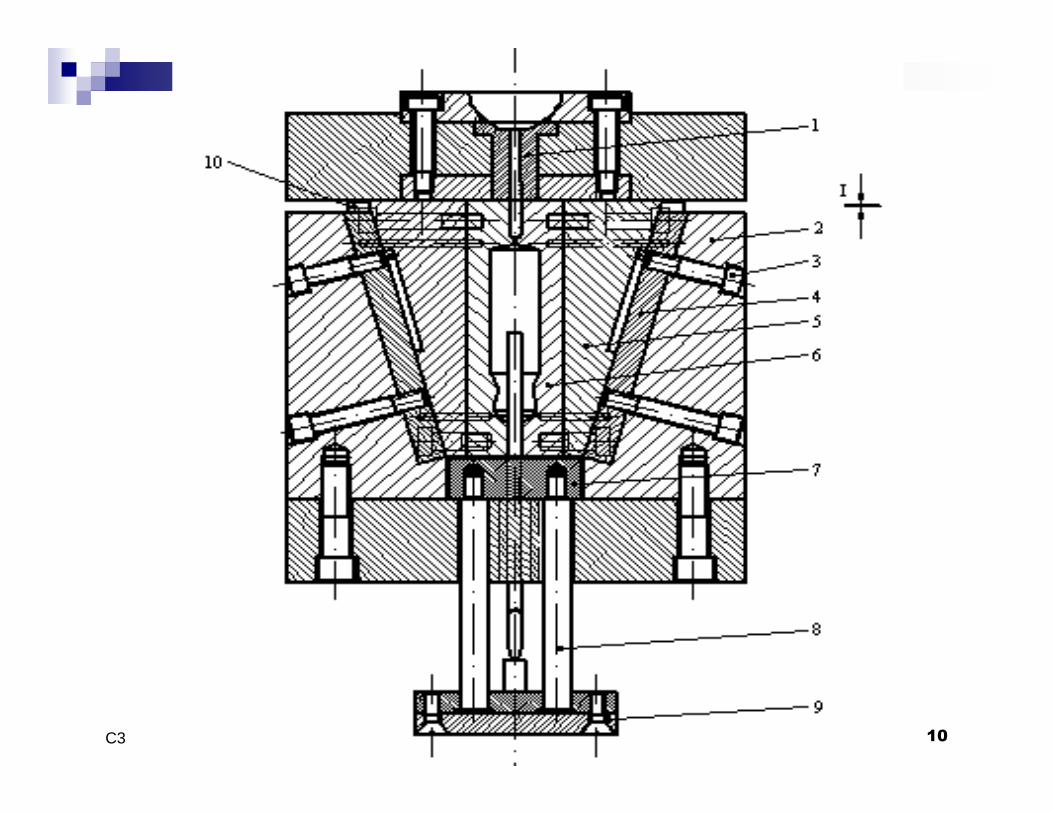
Matrita cu bacuri inclinate
� 1-duza; 2-suport; 3-şurub de fixare; 4-plăci prismatice; 5-bacuri; 6-cuib; 7,9-placă; 8-tije;10-pană specială
Curs FPMPC 10C3
Curs FPMPC 11C3
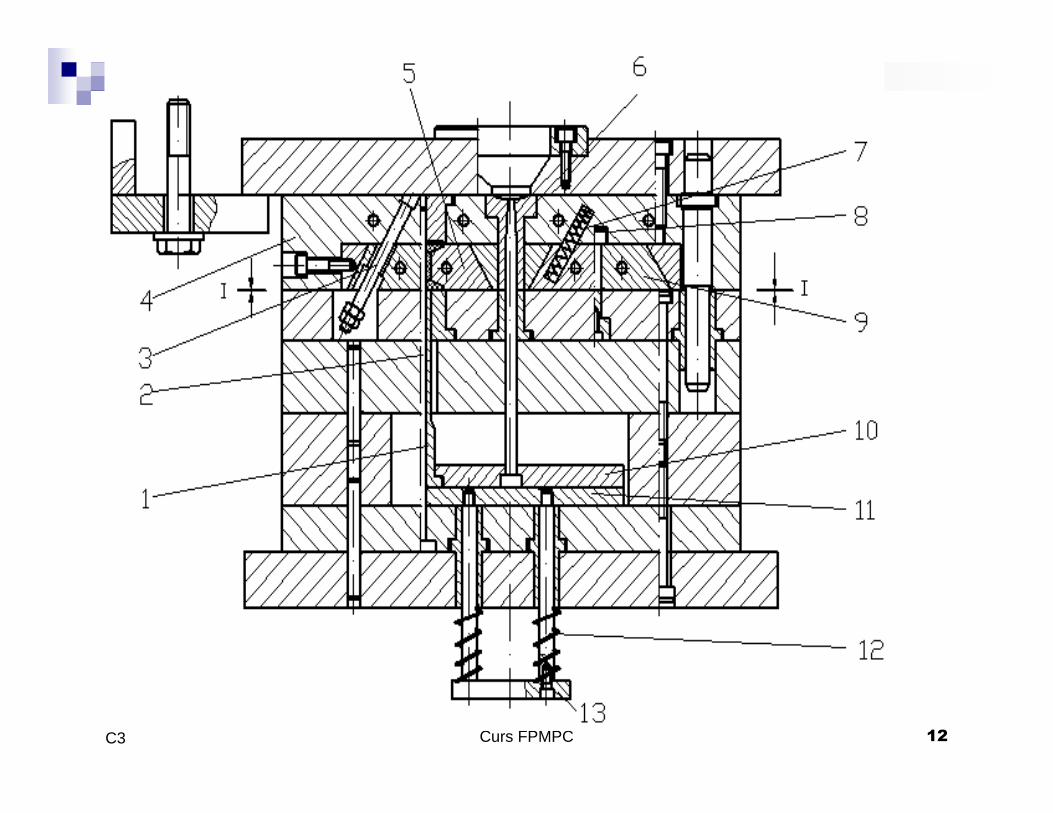
Matrita cu bacuri laterale
� 1-aruncător; 2-tijă aruncătoare; 3-coloană înclinată; 4-placă port coloane; 5-elemente cuib; 6-duză; 7-arc readucător; 8-tijă tampon; 9-elemente cuib; 10,11-plăci aruncătoare; 12-tijă; 13-plunjer
Curs FPMPC 12C3

Curs FPMPC 13C3
Matrita cu coloane inclinate
� 1-disc tampon; 2-placa dezbracatoare; 3-pana; 4-adaos; 5- prisma; 6-adaos; 7-pana paralela; 8-arc elicoidal; 9-coloana inclinata; 10-bac; 11-piesa
Curs FPMPC 14C3

Curs FPMPC 15C3
Curs FPMPC 16C3
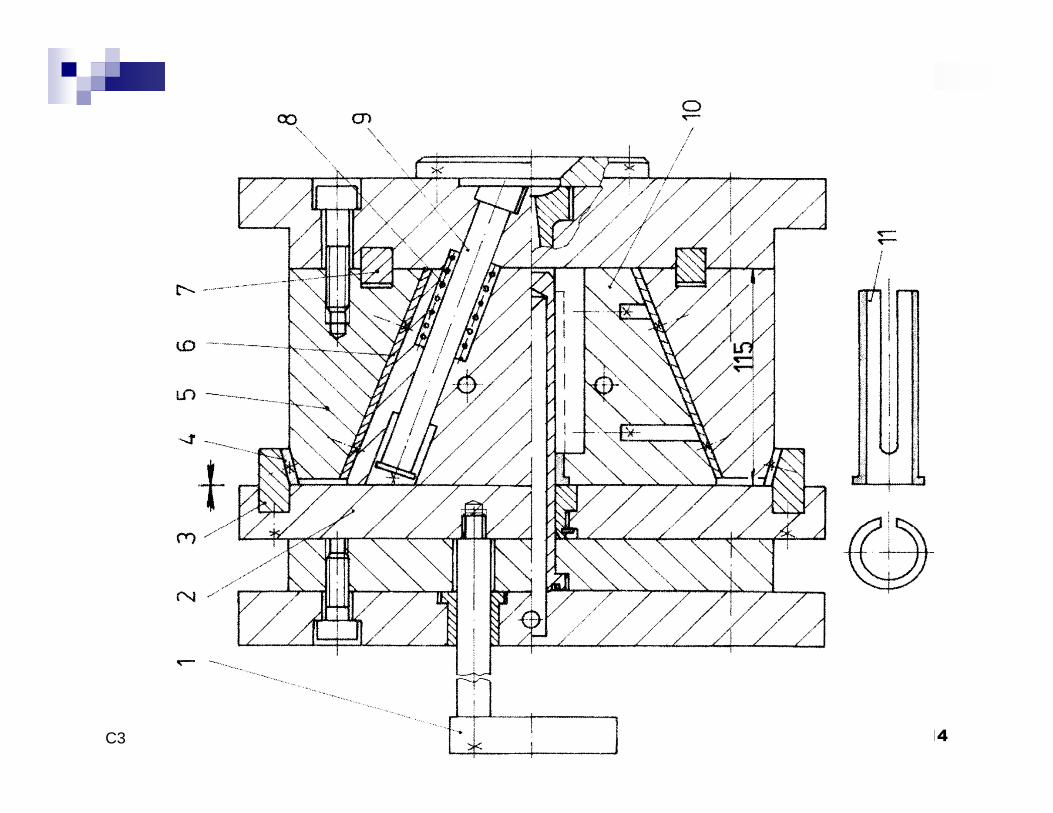
Matrita pentru piese cu filet interior
� 1-placă fixă; 2-coloană de ghidare; 3-limitator de cursă; 4-miez; 5-cuib; 6-duza; 7-placă; 8-limitator; 9,10-placă; 11-şurub cu pas rapid; 12-piuliţă fixă; 13-bucşă; 14-pinion; 15,16,17-placă intermediară; 18-arc elicoidal; 19-opritoare; 20-roată dinţată
Curs FPMPC 17C3
Curs FPMPC 18C3
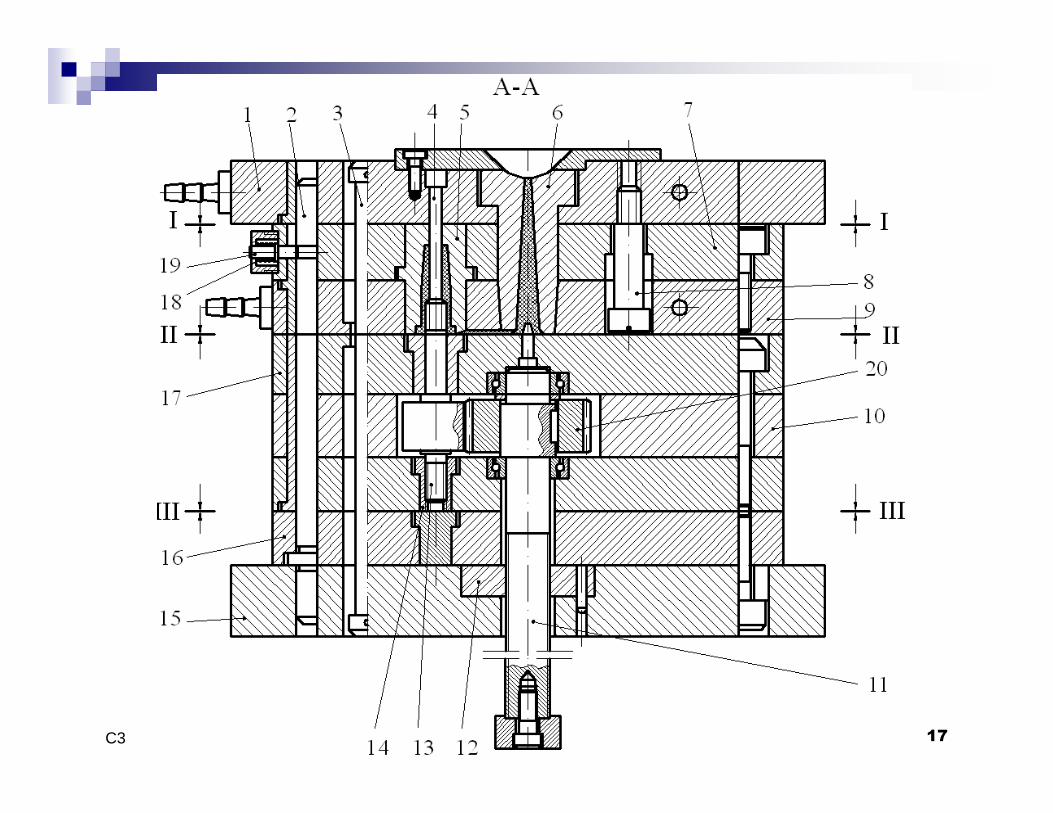
Matrita pentru piese cu filet interior
� 1,10-inele de centrare; 2-placă; 3-cuib; 4-coloană de ghidare; 5-bucşă de ghidare; 6, 7,18, 19 –roţi dinţate; 8-bucşă filetată; 9-placă de cap mobilă; 11-arc elicoidal; 12-plunjer; 13-rulmenţi; 14-şurub cu pas mărit; 15-inel distanţier;.16-bucşă cu pas mărit; 17,20,21 -plăci intermediare; 22-placă intermediară; 23-extractor de culee şi a reţelei de alimentare; 24-placă de formare; 25-duză;

Curs FPMPC 19C3

Curs FPMPC 20C3
Elemente de proiectareSistemul de injectare
Ansamblul duză, canale, diguri prin care materialul plastic ajunge în cuib alcătuieşte sistemul de injectare al matriţei.. Există mai multe modalităţi de injectare
Sistem e de injectare� injectarea directă;� injectarea prin canale de distribuţie;� injectarea punctiformă;� injectarea peliculară;� injectarea de tip umbrelă;� injectarea inelară;� injectarea cu canal tunel;� injectarea cu canale izolate.

Curs FPMPC 21C3
Retele de injectare

Curs FPMPC 22C3
Curs FPMPC 23C3
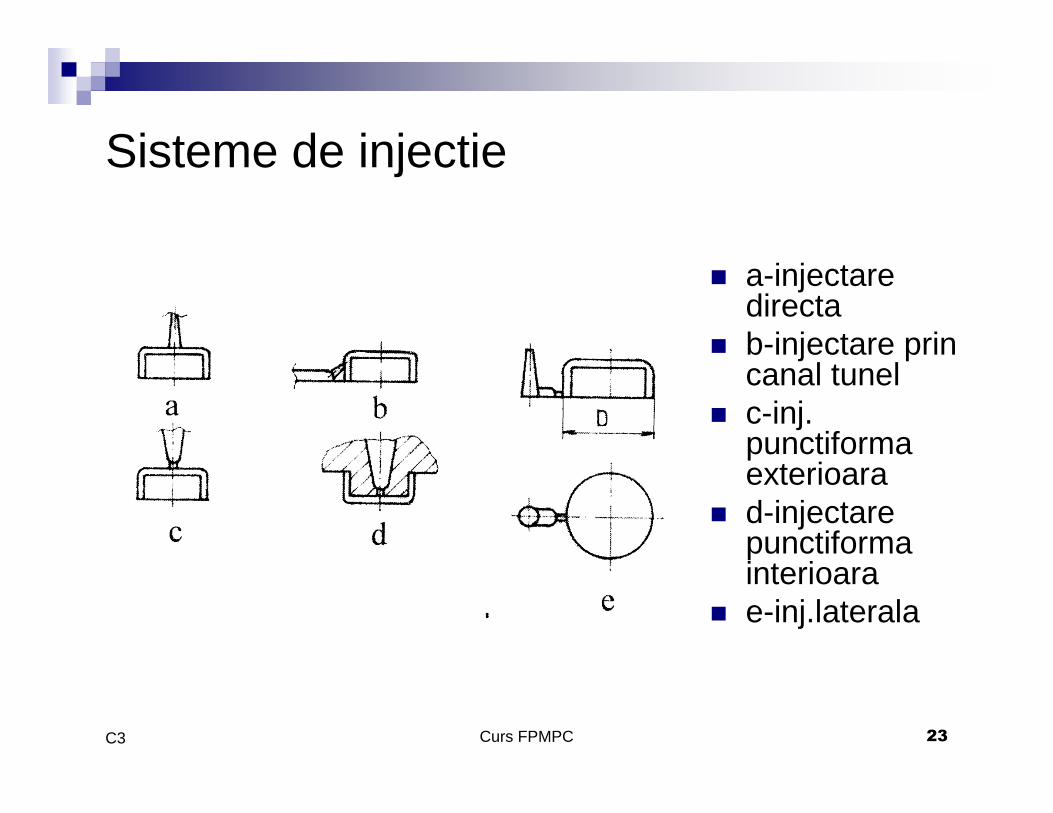
Sisteme de injectie
� a-injectaredirecta
� b-injectare princanal tunel
� c-inj. punctiformaexterioara
� d-injectarepunctiformainterioara
� e-inj.laterala

Curs FPMPC 24C3
Diguri
Curs FPMPC 25C3
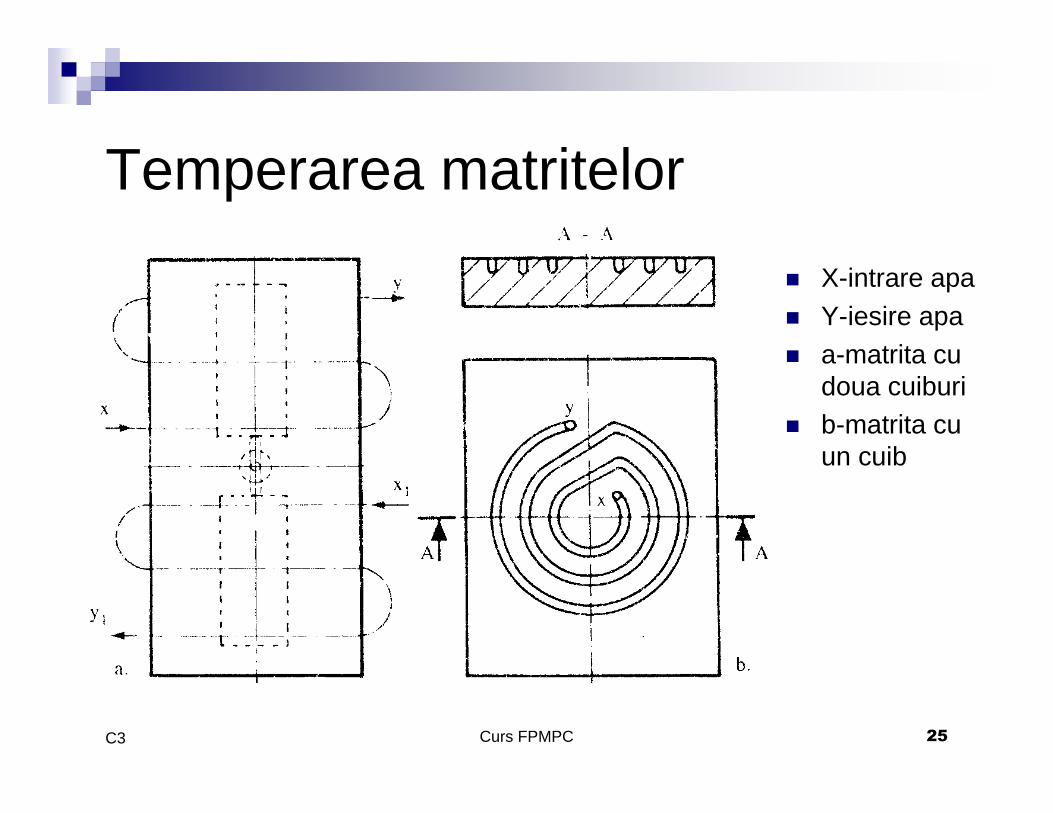
Temperarea matritelor
� X-intrare apa� Y-iesire apa� a-matrita cu
doua cuiburi� b-matrita cu
un cuib
Curs FPMPC 26C3
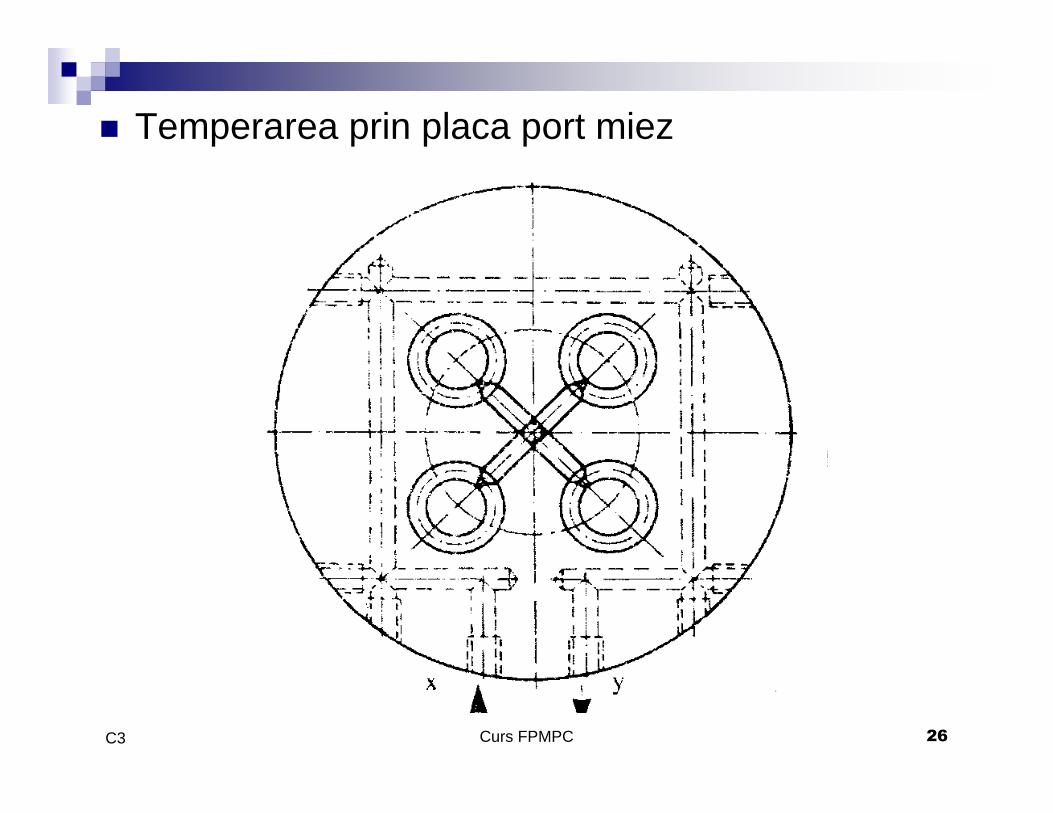
� Temperarea prin placa port miez

Curs FPMPC 27C3
Temperarea cu deget de racire

Curs FPMPC 28C3
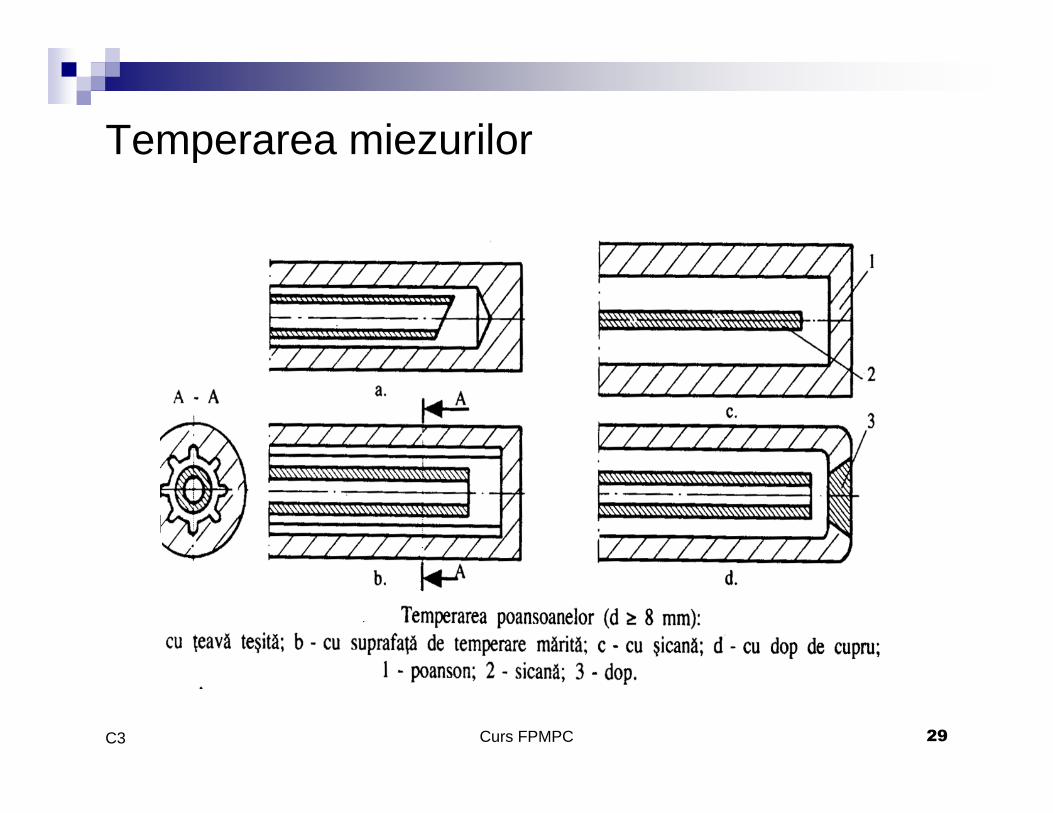
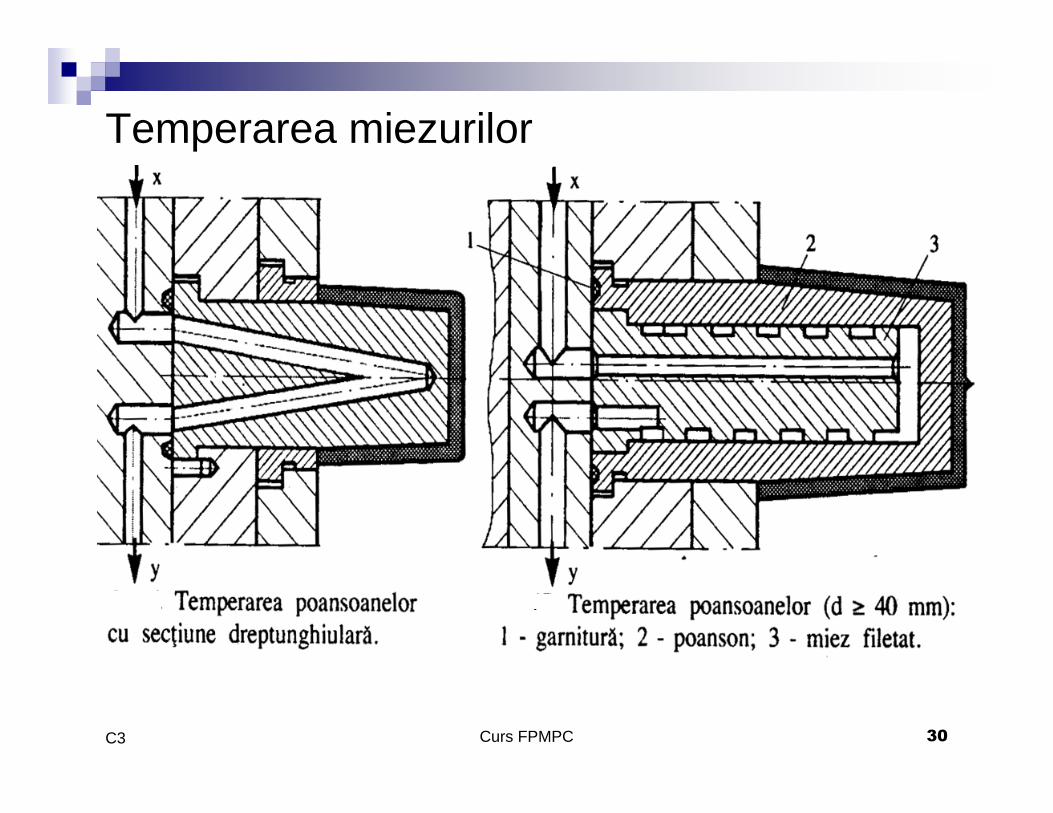
Temperarea miezurilor
1-placa port poanson 2-garnitura 3-sicana 4-suport 5-suport distribuitor 6-teava x-intrare apa y-iesire apa
Curs FPMPC 29C3
Temperarea miezurilor
Curs FPMPC 30C3
Temperarea miezurilor

Curs FPMPC 31C3
1.Calcule de dimensionare şi verificare
a. Calculul numărului de cuiburi-în funcţie de capacitatea de injectare a maşinii pe care se proiectează procesul
tehnologic de realizare a piesei,� Numărul de cuiburi ale matriţei de injectat în funcţie de capacitatea de
plastifiere a maşinii de injectat se calculează cu formula:
� unde:� G- capacitatea de plastifiere reală maşinii de injectare, în kg/h;� m- masa piesei injectate, în g;
t- durata completă a ciclului de injectare, în s;� Masa piesei m, utilizată în relaţie, este masa netă a piesei înmulţită cu
factorul de corecţie din tabelul 11.3.
Masa netă [g]: 0,3-0,5 0,5-1,0 1-3 3-5 5-10 10-20 20-50 >50Factor de corecţie 1,5 1,4 1,3 1,25 1,20 1,15 1,10 1,05
m
Gtn
6,3=
Curs FPMPC 32C3
Calculul numărului de cuiburi- în funcţie de productivitatea care trebuie realizată
� Din punct de vedere economic numărul de cuiburi ale matriţei de injectat se calculează cu formula:
�
� în care:� -m –masa piesei injectate, în g.;� -t –durata completă a ciclului de injectare, în min;� -K –retribuţia orară a operatorului, inclusiv CAS, impozit şi cheltuieli
comune de fabricaţie, în lei/h;� -C –costul de execuţie al unui cuib, în lei.� Prin calculul economic se urmăreşte stabilirea numărului de
cuiburi pentru care, creşterea cheltuielilor de execuţie se justificăprin sporul de producţie obţinut pe seama măririi numărului de cuiburi .
C
mtKne 60
=

Curs FPMPC 33C3
b. Calculul forţei interioare
� Plăcile matriţei sunt de regulă, solicitate la compresiune şi la încovoiere datorită forţei de injectare care se exercită în interiorul matriţei. Forţa interioară de injectare nu poate fi calculată cu exactitate datorită numărului mare de foctori variabili care influenţează mărimea ei, dar poate fi determinată empiric cu o precizie satisfăcătoare pentru efectuarea calculelor de rezistenţă. Conform datelor experimentale valoarea presiunii interioare din cuibul matriţei poate fi dedusă din valoarea presiunii exterioare cu relaţia:
� pi=(0.4…0.6)pe� Forţa interioară de injectare va fi:
� în care:� Fi este forţa interioară de injectare, în daN;� pe este presiunea exterioară a maşinii de injectare, în daN/cm2;� s este suprafaţa frontală a cuibului, în cm2.
( ) spF ei 6.0...4.0≅
Curs FPMPC 34C3
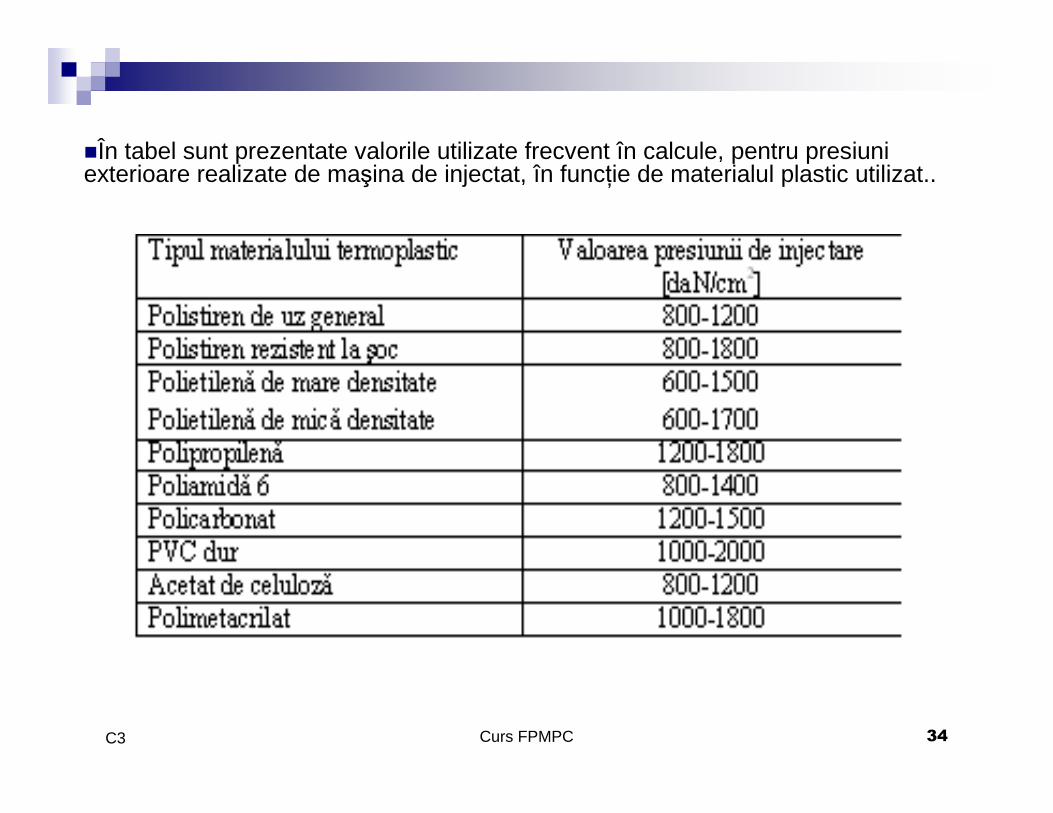
�În tabel sunt prezentate valorile utilizate frecvent în calcule, pentru presiuni exterioare realizate de maşina de injectat, în funcţie de materialul plastic utilizat..

Curs FPMPC 35C3
c. Verificarea suprafe ţelor de închidere a plăcilor de formare
� Se recomandă efectuarea acestei verificări în cazul în care suprafaţafrontală a cuiburilor este mare in raport cu suprafaţa totală a plăcii de formare.
� Suprafaţa totală a plăcii de formare St se calculează cu relaţia� St=Sc+Si� unde: � Sc este suprafaţa frontală a cuibului;� Si suprafaţa de închidere.� Verificarea se face cu relaţia:
� în care: � -Si- este suprafaţa de închidere necesară, în cm2;� -σr- este rezistenţa la rupere a materialului plăcii ,în daN/cm2;� La proiectarea matriţei se va alege suprafaţa de închidere efectivă mai
mare decât suprafaţa de închidere calculată
r
iFSi
σ=
Curs FPMPC 36C3
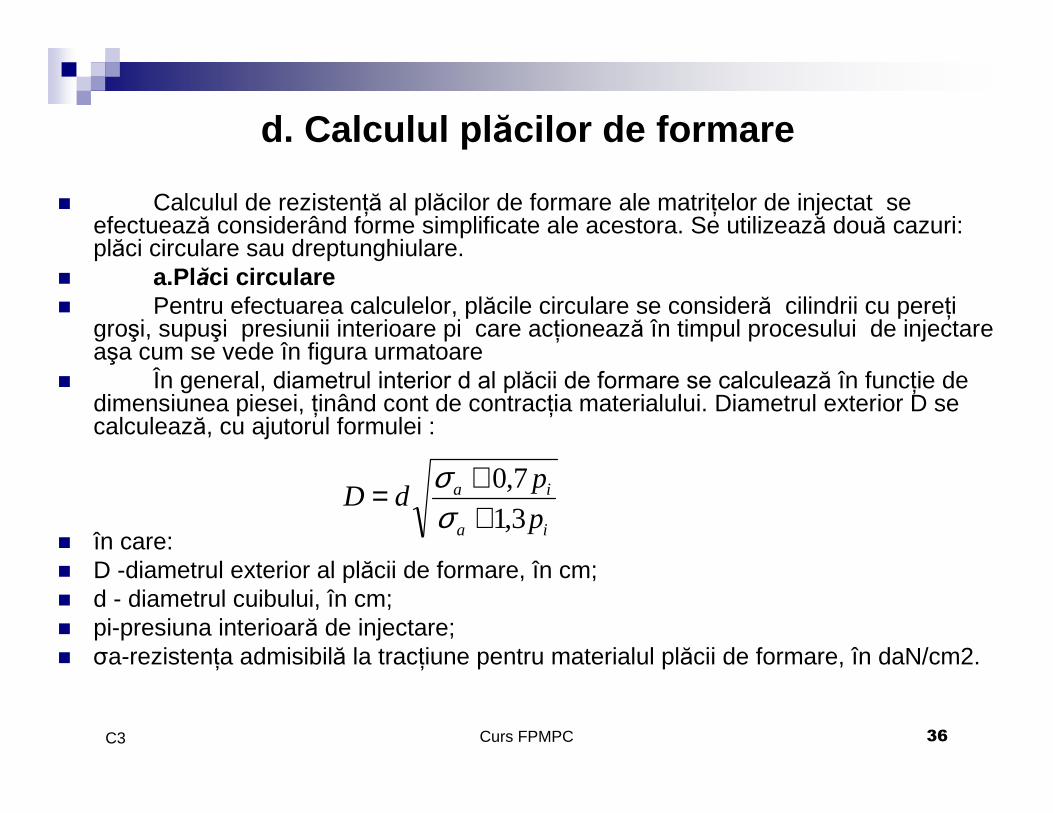
d. Calculul pl ăcilor de formare
� Calculul de rezistenţă al plăcilor de formare ale matriţelor de injectat se efectuează considerând forme simplificate ale acestora. Se utilizează două cazuri: plăci circulare sau dreptunghiulare.
� a.Plăci circulare� Pentru efectuarea calculelor, plăcile circulare se consideră cilindrii cu pereţi
groşi, supuşi presiunii interioare pi care acţionează în timpul procesului de injectareaşa cum se vede în figura urmatoare
� În general, diametrul interior d al plăcii de formare se calculează în funcţie de dimensiunea piesei, ţinând cont de contracţia materialului. Diametrul exterior D se calculează, cu ajutorul formulei :
� în care:� D -diametrul exterior al plăcii de formare, în cm;� d - diametrul cuibului, în cm;� pi-presiuna interioară de injectare;� σa-rezistenţa admisibilă la tracţiune pentru materialul plăcii de formare, în daN/cm2.
ia
ia
p
pdD
3,17,0
++=
σσ
Curs FPMPC 37C3
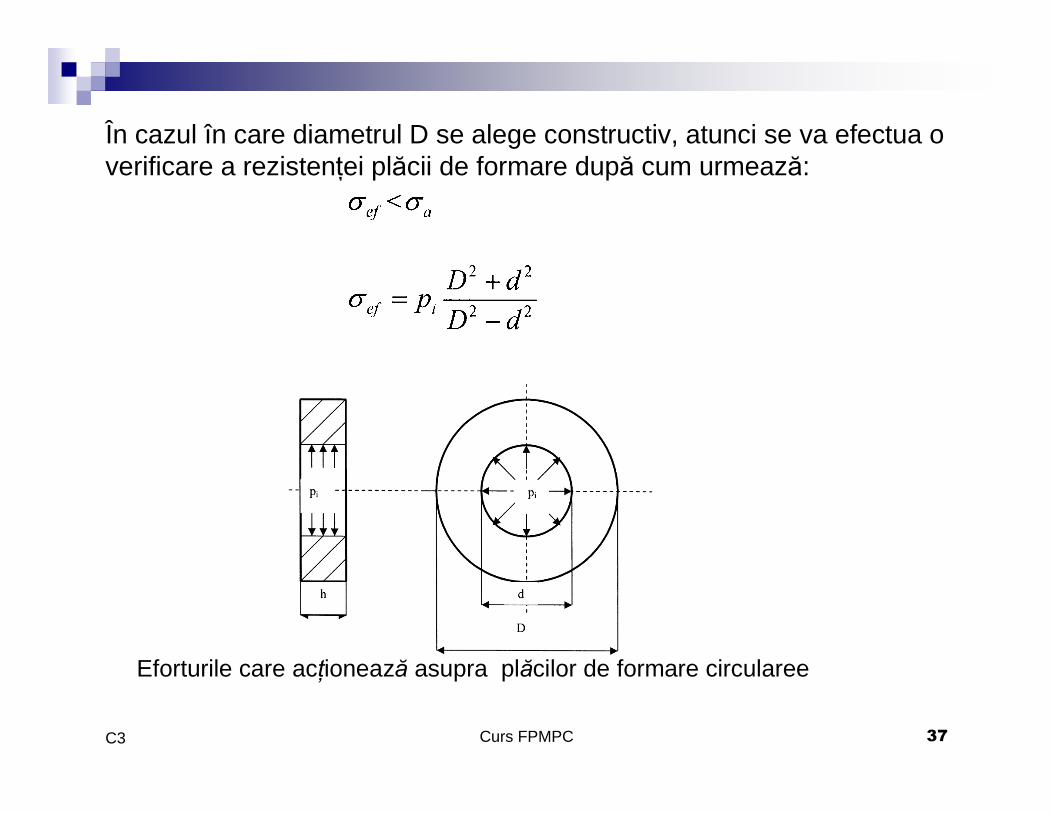
În cazul în care diametrul D se alege constructiv, atunci se va efectua o verificare a rezistenţei plăcii de formare după cum urmează:
Eforturile care acţionează asupra plăcilor de formare circularee

Curs FPMPC 38C3
� b.Plăci dreptunghiulare� Plăcile de formare dreptunghiulare ale matriţelor de injectat sunt plăci
cu pereţi grosi, prevăzute în interior cu cavităţi necirculare :

Curs FPMPC 39C3
� Dimensiunile interioare şi exterioare ale plăcii de formare dreptunghiulare se determină constructiv şi apoi se verifică prin calcul la solicitarea compusă de întindere şi încovoiere. Se consideră peretele plăcii de formare ca o grindă uniform încarcată, încastrată la capete. Secţiunile periculoase I-I şi II-II, sunt dispuse la distanţe egale de colţurile interioare ale plăcii de formare.
� Pentru calculul rezistenţei plăcii de formare dreptunghiulare la solicitarea compusă de întindere şi încovoiere se utilizeză formula
Curs FPMPC 40C3
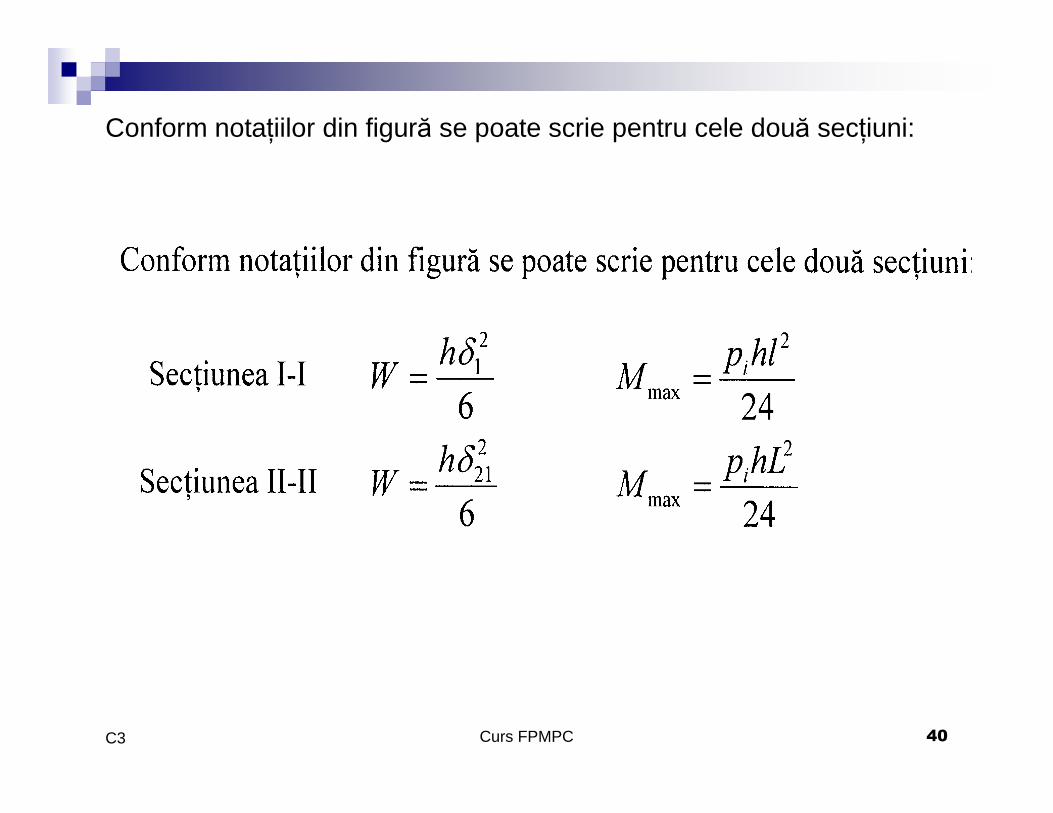
Conform notaţiilor din figură se poate scrie pentru cele două secţiuni:
Curs FPMPC 41C3
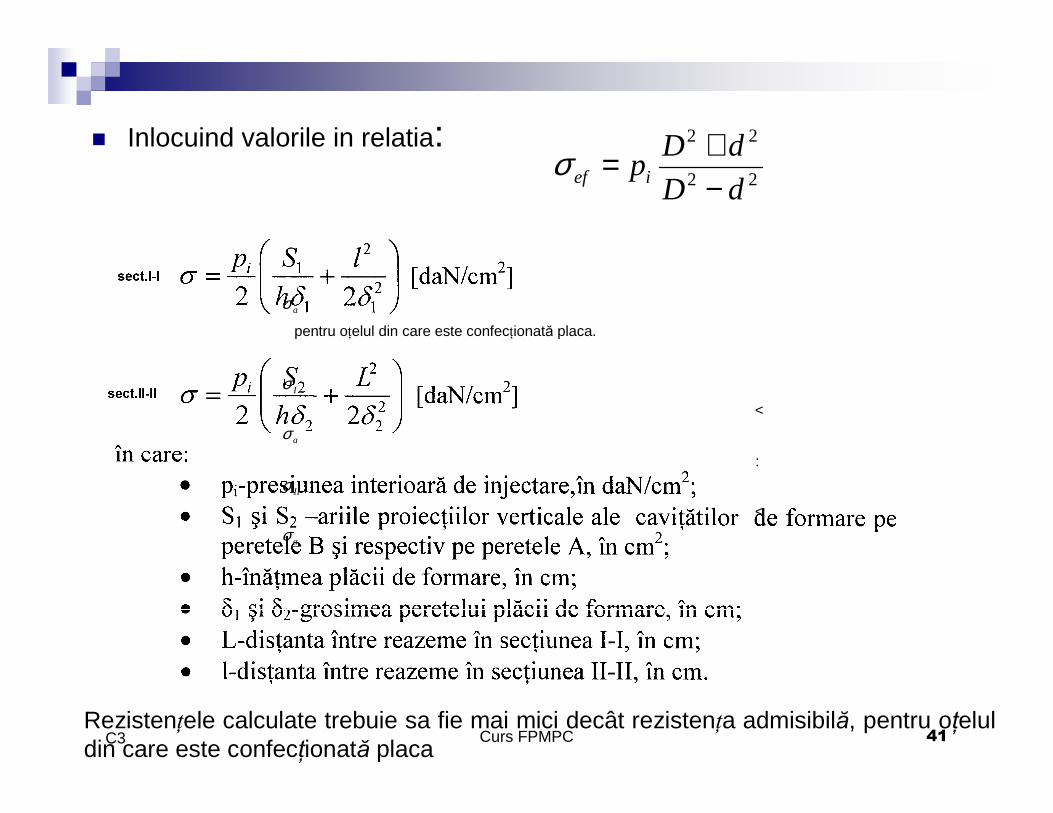
� Inlocuind valorile in relatia:
� Se obtine:
22
22
dD
dDpief −
+=σ
aσ
Iσ
aσ
IIσ
aσ
Rezistenţele calculate trebuie sa fie mai mici decât rezistenţa admisibilă, pentru oţelul din care este confecţionată placa
pentru oţelul din care este confecţionată placa.
<
:
<
Curs FPMPC 42C3
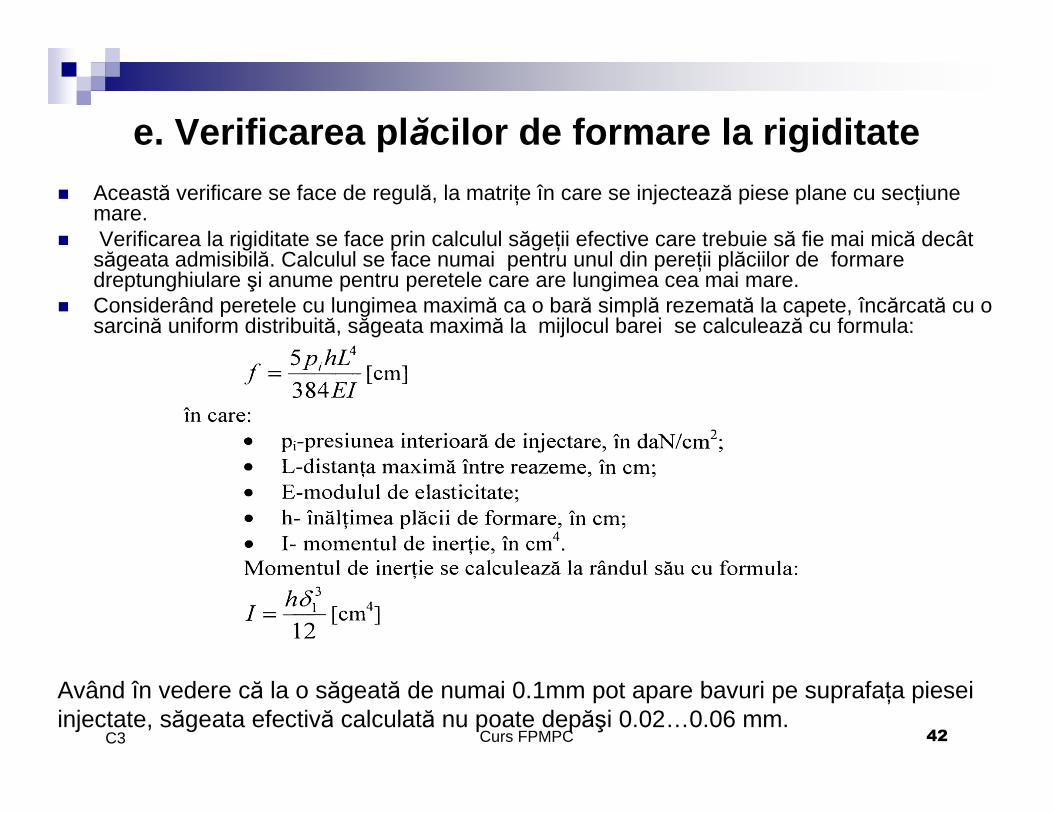
e. Verificarea plăcilor de formare la rigiditate
� Această verificare se face de regulă, la matriţe în care se injectează piese plane cu secţiune mare.
� Verificarea la rigiditate se face prin calculul săgeţii efective care trebuie să fie mai mică decât săgeata admisibilă. Calculul se face numai pentru unul din pereţii plăciilor de formare dreptunghiulare şi anume pentru peretele care are lungimea cea mai mare.
� Considerând peretele cu lungimea maximă ca o bară simplă rezemată la capete, încărcată cu o sarcină uniform distribuită, săgeata maximă la mijlocul barei se calculează cu formula:
Având în vedere că la o săgeată de numai 0.1mm pot apare bavuri pe suprafaţa piesei injectate, săgeata efectivă calculată nu poate depăşi 0.02…0.06 mm.

Curs FPMPC 43C3
2. Calcule de dimensionare a cuiburilor matri ţelorpentru injectat materiale termoplastice
� Marea majoritate a pieselor injectate din materiale termoplastice nu reclamă cote foarte precise, cu toleranţe strânse, astfel că dimensiunile părţilor active ale matriţei asigură, chiar şi fără o precizie deosebită, cerinţele impuse. Există cazuri însă când sunt necesare cote foarte precise, deoarece orice abatere de la dimensiunea nominală a piesei injectate conduce la rebutarea ei. Aşa se întâmplă în cazul reperelor care intră în componenţa unui ansamblu sau subansamblu, a rulmenţilor, a roţilor dinţate etc.. În asemenea cazuri, este absolut necesară dimensionarea părţilor active ale matriţei de injectat în strânsă concordanţă cu tolerantele prescrise pentru dimensiunile respective ale piesei ţinând cont şi de contracţia materialului.
� Fenomenul de contracţie a piesei se manifestă prin aceea că dimensiunile piesei măsurate după 12…24 ore după injectare sunt diferite faţă de dimensiunile corespunzătoare ale părţilor active (cuiburi şi miezuri) ale matriţei, chiar şi în situaţia în care construcţia tehnologică a matriţei de injectat este corectă , maşina de injectare este în bună stare de funcţionare şi corect reglată, iar parametrii tehnologici de injectare sunt corect stabiliţi şi respectaţi.
�

Curs FPMPC 44C3
� Valorile contracţiilor teoretice sunt date în literatura de specialitate pentru fiecare material în parte. În tabel sunt prezentate, în procente, contracţiile pentru materialele folosite în mod curent la injectarea produselor

Curs FPMPC 45C3
Curs FPMPC 46C3
� Exprimând matematic cele reprezentate grafic în figura se pot scrie relatiile:
Ecuaţiile sunt foarte importante , deoarece ele permit calcularea dimensiunii H a cuibului şi a toleranţei ∆, având ca bază de calcul dimensiunea nominală a piesei h şi toleranţa acesteia.

Curs FPMPC 47C3
Din relaţiile anterioare rezultă:
Curs FPMPC 48C3
Pentru stabilirea dimensiunii cuiburilor se va ţine cont de contracţia materialului.Presupunem că valoarea limită maximă admisă a uneia din dimensiunile cavităţii este mai mare decât cea a corpului cu contracţie minimă rezultată din cavitatea cu toleranţă maximă şi că valoarea minimă admisă este mai mică decât cea corespunzătoare corpului cu contracţia maximă rezultată din cavitatea cu toleranţă minimă.
În această situaţie vom avea:
Smax, Smin, Smed–contracţia maximă, minimă şi medie a materialului piesei.
Curs FPMPC 49C3

Curs FPMPC 50C3
Curs FPMPC 51C3
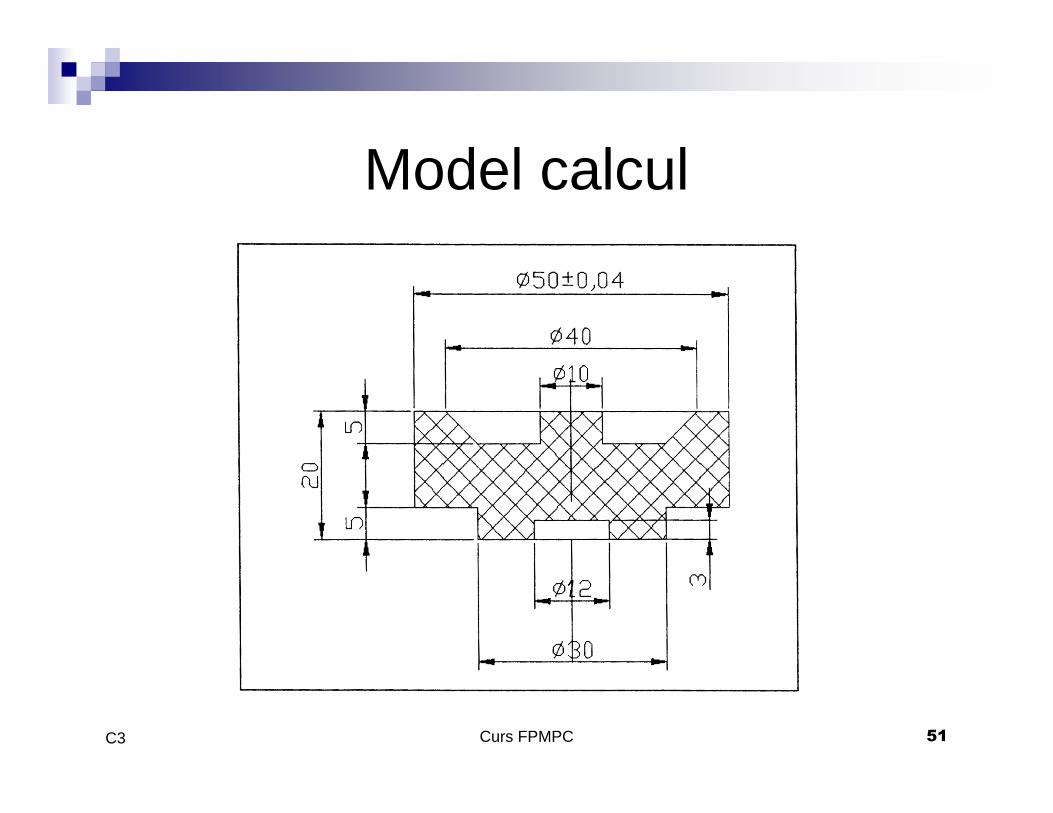
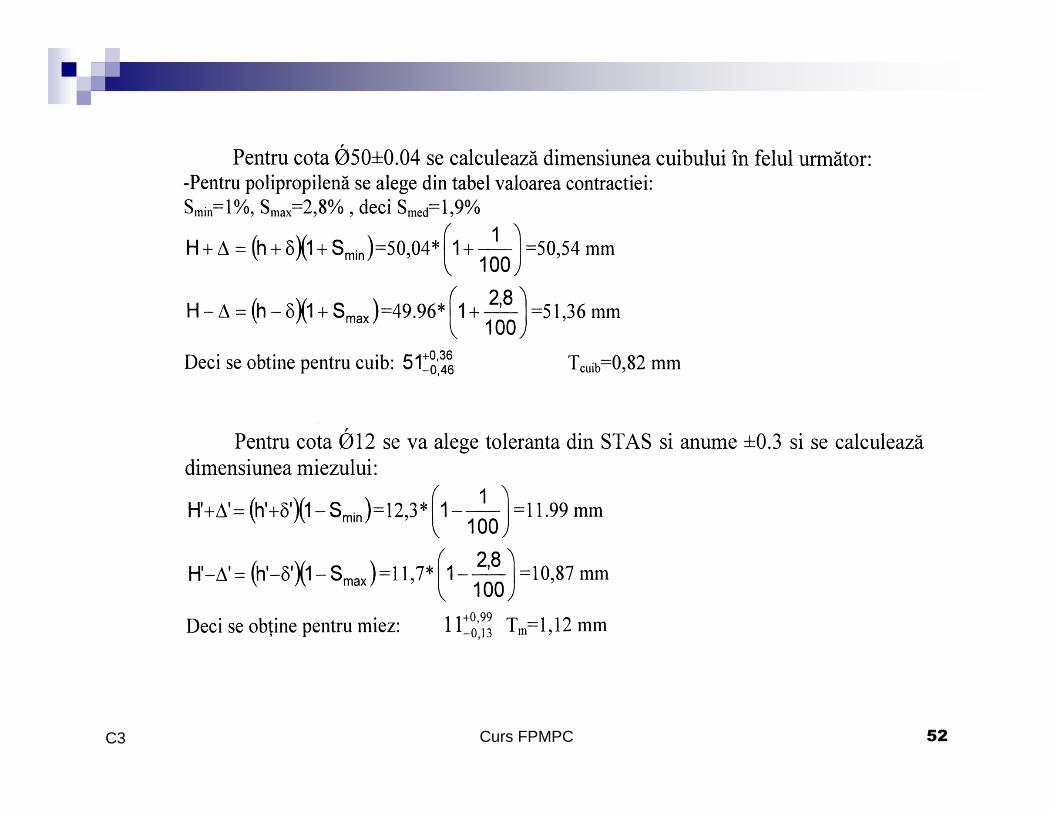
Model calcul
Curs FPMPC 52C3