
Indrumar Laborator MF
153
METALURGIE FIZICĂ ÎNDRUMAR DE LUCRĂRI DE LABORATOR PENTRU STUDENŢII FACULTĂŢII DE METALURGIE ŞI ŞTIINŢA MATERIALELOR Conf. Dr. ing. S. Levcovici As. Drd. ing. S. Boiciuc Sef. Lucr. Dr. ing. P. Alexandru Galaţi 2006
description
Indrumar Laborator MF
Transcript of Indrumar Laborator MF

METALURGIE FIZICĂ
ÎNDRUMAR DE LUCRĂRI DE LABORATOR
PENTRU STUDENŢII FACULTĂŢII DE METALURGIE ŞI ŞTIINŢA MATERIALELOR
Conf. Dr. ing. S. Levcovici As. Drd. ing. S. Boiciuc
Sef. Lucr. Dr. ing. P. Alexandru
Galaţi 2006
Cuprins
Pag. 1. Microscopul metalografic 1 2. Pregătirea probelor metalografice 10 3. Analiza macroscopică 18 4. Incluziuni nemetalice 29 5. Constituenţi structurali în metale şi aliaje 38 6. Determinări metalografice cantitative 44 7. Structura oţelurilor în stare de echilibru 54 8. Structura fontelor de turnătorie 66 9. Deformarea plastică a oţelurilor 76 10. Tratamentul termic al oţelurilor 84 11. Structura oţelurilor tratate termochimic 92 12. Structura oţelurilor îmbinate prin sudare 104 13. Structura oţelurilor aliate 111 14. Structura aliajelor de Cu 120 15. Structura aliajelor de Al 127 16. Anexa 1. Sistemul de simbolizare pentru oţeluri 133 17. Anexa 2. Sistemul de simbolizare pentru fonte 148
1
1. MICROSCOPUL METALOGRAFIC 1.1. Aspecte teoretice Microscoapele metalografice sunt microscoape optice, la care se analizează în lumina
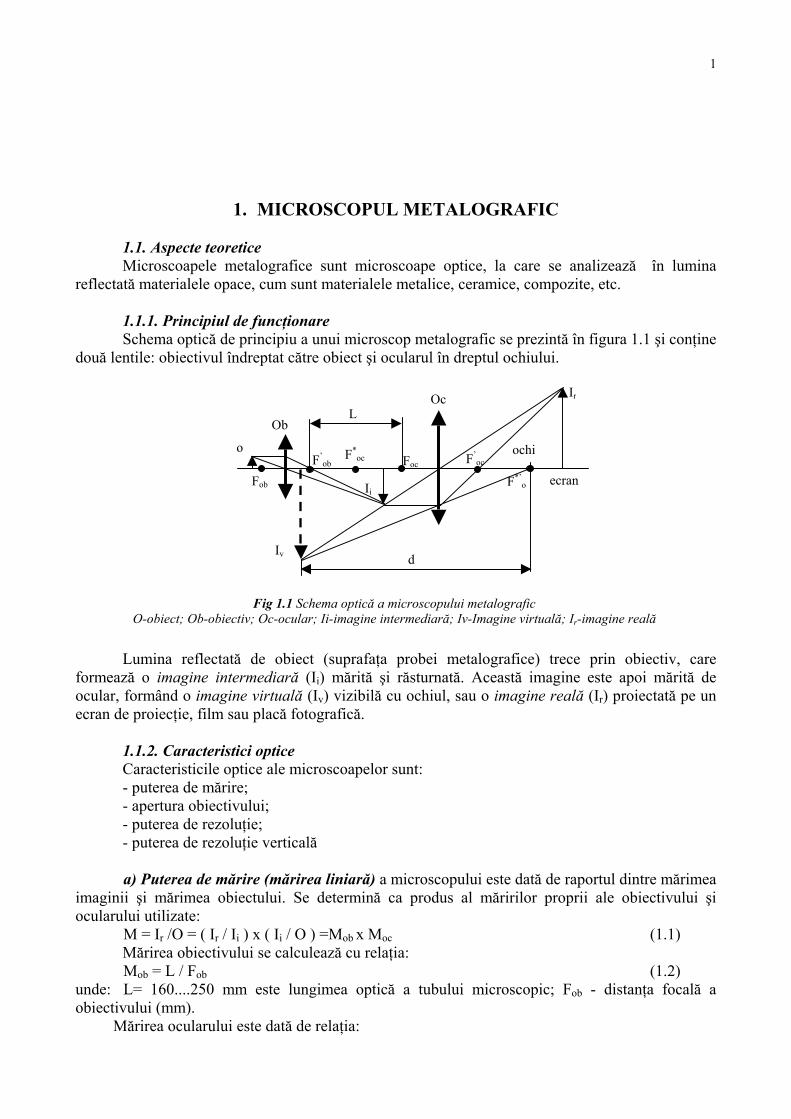
reflectată materialele opace, cum sunt materialele metalice, ceramice, compozite, etc. 1.1.1. Principiul de funcţionare Schema optică de principiu a unui microscop metalografic se prezintă în figura 1.1 şi conţine
două lentile: obiectivul îndreptat către obiect şi ocularul în dreptul ochiului.
Lumina reflectată de obiect (suprafaţa probei metalografice) trece prin obiectiv, care
formează o imagine intermediară (Ii) mărită şi răsturnată. Această imagine este apoi mărită de ocular, formând o imagine virtuală (Iv) vizibilă cu ochiul, sau o imagine reală (Ir) proiectată pe un ecran de proiecţie, film sau placă fotografică.
1.1.2. Caracteristici optice Caracteristicile optice ale microscoapelor sunt: - puterea de mărire; - apertura obiectivului; - puterea de rezoluţie; - puterea de rezoluţie verticală
a) Puterea de mărire (mărirea liniară) a microscopului este dată de raportul dintre mărimea
imaginii şi mărimea obiectului. Se determină ca produs al măririlor proprii ale obiectivului şi ocularului utilizate: M = Ir /O = ( Ir / Ii ) x ( Ii / O ) =Mob x Moc (1.1)
Mărirea obiectivului se calculează cu relaţia: Mob = L / Fob (1.2) unde: L= 160....250 mm este lungimea optică a tubului microscopic; Fob - distanţa focală a obiectivului (mm).
Mărirea ocularului este dată de relaţia:
Fig 1.1 Schema optică a microscopului metalografic O-obiect; Ob-obiectiv; Oc-ocular; Ii-imagine intermediară; Iv-Imagine virtuală; Ir-imagine reală
o
Fob
F’ob Foc F’
ocF*
oc
F*’o
ochi
ecran
L
d
Ob
Oc Ir
Iv
Ii
2
Moc = d / Foc (1.3) unde d = 250 mm este distanţa vederii normale, de la care prin convenţie un obiect este văzut în mărime naturală; Foc-distanţa focală a ocularului (mm).
Ocularele şi uneori obiectivele au gravată pe montură mărirea proprie. La unele microscoape (MIM 7) pe montura obiectivului este gravată distanţa focală. În acest caz se calculează mărirea obiectivului cu relaţia (1.2) în funcţie de lungimea tubului optic. Măririle microscopului sunt în general prezentate tabelar în Cartea tehnică a aparatului, funcţie de obiectivele şi ocularele asociate.
Pentru măsurători de precizie, se utilizează micrometrul obiectiv.
b) Apertura obiectivului (deschiderea sa numerică) este un indicativ al capacităţii obiectivului de a strânge razele de lumină reflectate de probă.
Apertura se calculează cu relaţia: A = n · sin α (1.4)
unde: n - indicele de refracţie al mediului dintre obiect şi obiectiv, n=1 pentru aer, n=1,518 pentru ulei de cedru; nmax= 1,734 pentru lichid refrigerent (monobromnaftalină).
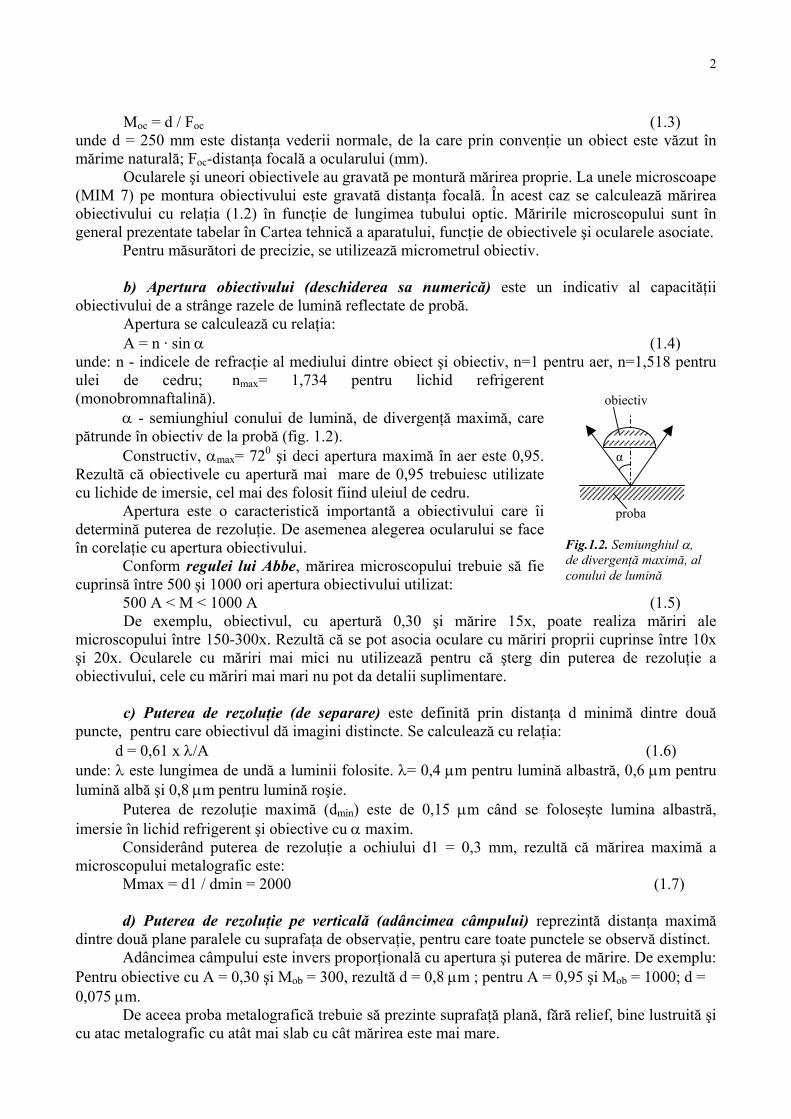
α - semiunghiul conului de lumină, de divergenţă maximă, care pătrunde în obiectiv de la probă (fig. 1.2).
Constructiv, αmax= 720 şi deci apertura maximă în aer este 0,95. Rezultă că obiectivele cu apertură mai mare de 0,95 trebuiesc utilizate cu lichide de imersie, cel mai des folosit fiind uleiul de cedru.
Apertura este o caracteristică importantă a obiectivului care îi determină puterea de rezoluţie. De asemenea alegerea ocularului se face în corelaţie cu apertura obiectivului.
Conform regulei lui Abbe, mărirea microscopului trebuie să fie cuprinsă între 500 şi 1000 ori apertura obiectivului utilizat:
500 A < M < 1000 A (1.5) De exemplu, obiectivul, cu apertură 0,30 şi mărire 15x, poate realiza măriri ale microscopului între 150-300x. Rezultă că se pot asocia oculare cu măriri proprii cuprinse între 10x şi 20x. Ocularele cu măriri mai mici nu utilizează pentru că şterg din puterea de rezoluţie a obiectivului, cele cu măriri mai mari nu pot da detalii suplimentare.
c) Puterea de rezoluţie (de separare) este definită prin distanţa d minimă dintre două puncte, pentru care obiectivul dă imagini distincte. Se calculează cu relaţia:
d = 0,61 x λ/A (1.6) unde: λ este lungimea de undă a luminii folosite. λ= 0,4 µm pentru lumină albastră, 0,6 µm pentru lumină albă şi 0,8 µm pentru lumină roşie.
Puterea de rezoluţie maximă (dmin) este de 0,15 µm când se foloseşte lumina albastră, imersie în lichid refrigerent şi obiective cu α maxim.
Considerând puterea de rezoluţie a ochiului d1 = 0,3 mm, rezultă că mărirea maximă a microscopului metalografic este:
Mmax = d1 / dmin = 2000 (1.7) d) Puterea de rezoluţie pe verticală (adâncimea câmpului) reprezintă distanţa maximă
dintre două plane paralele cu suprafaţa de observaţie, pentru care toate punctele se observă distinct. Adâncimea câmpului este invers proporţională cu apertura şi puterea de mărire. De exemplu:
Pentru obiective cu A = 0,30 şi Mob = 300, rezultă d = 0,8 µm ; pentru A = 0,95 şi Mob = 1000; d = 0,075 µm.
De aceea proba metalografică trebuie să prezinte suprafaţă plană, fără relief, bine lustruită şi cu atac metalografic cu atât mai slab cu cât mărirea este mai mare.
Fig.1.2. Semiunghiul α, de divergenţă maximă, al conului de lumină
proba
α
obiectiv
3
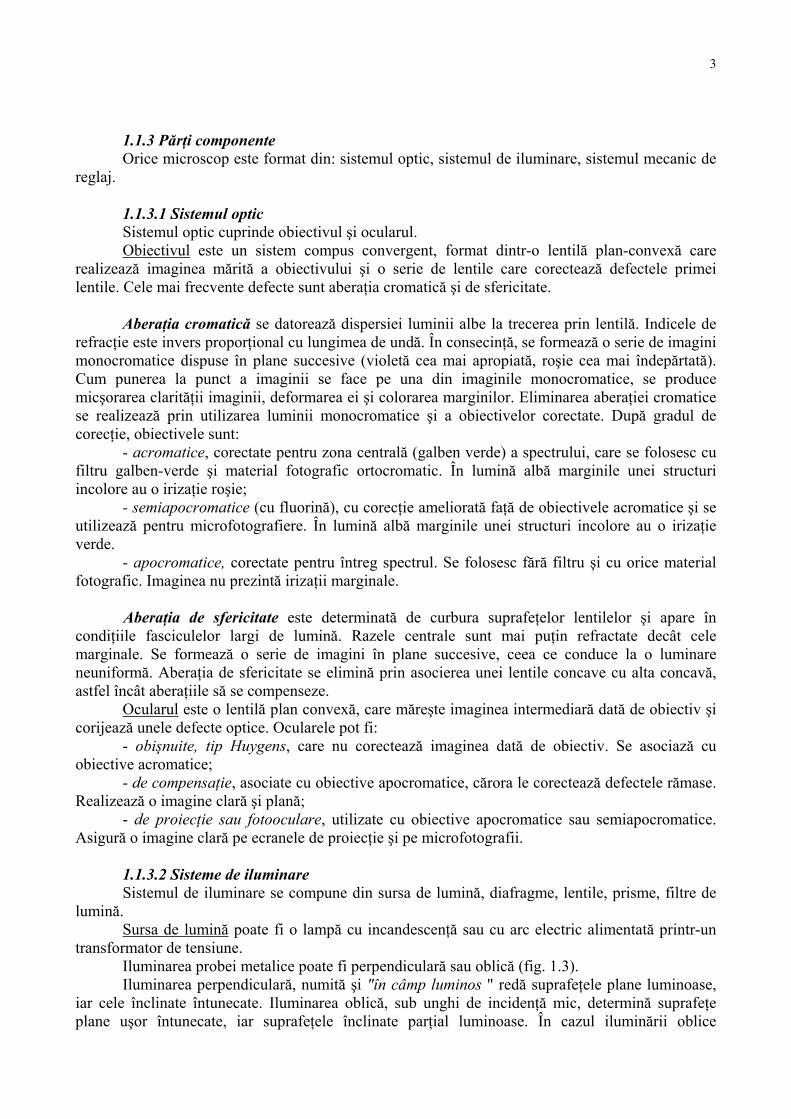
1.1.3 Părţi componente Orice microscop este format din: sistemul optic, sistemul de iluminare, sistemul mecanic de
reglaj. 1.1.3.1 Sistemul optic Sistemul optic cuprinde obiectivul şi ocularul. Obiectivul este un sistem compus convergent, format dintr-o lentilă plan-convexă care
realizează imaginea mărită a obiectivului şi o serie de lentile care corectează defectele primei lentile. Cele mai frecvente defecte sunt aberaţia cromatică şi de sfericitate.
Aberaţia cromatică se datorează dispersiei luminii albe la trecerea prin lentilă. Indicele de
refracţie este invers proporţional cu lungimea de undă. În consecinţă, se formează o serie de imagini monocromatice dispuse în plane succesive (violetă cea mai apropiată, roşie cea mai îndepărtată). Cum punerea la punct a imaginii se face pe una din imaginile monocromatice, se produce micşorarea clarităţii imaginii, deformarea ei şi colorarea marginilor. Eliminarea aberaţiei cromatice se realizează prin utilizarea luminii monocromatice şi a obiectivelor corectate. După gradul de corecţie, obiectivele sunt:
- acromatice, corectate pentru zona centrală (galben verde) a spectrului, care se folosesc cu filtru galben-verde şi material fotografic ortocromatic. În lumină albă marginile unei structuri incolore au o irizaţie roşie;
- semiapocromatice (cu fluorină), cu corecţie ameliorată faţă de obiectivele acromatice şi se utilizează pentru microfotografiere. În lumină albă marginile unei structuri incolore au o irizaţie verde.
- apocromatice, corectate pentru întreg spectrul. Se folosesc fără filtru şi cu orice material fotografic. Imaginea nu prezintă irizaţii marginale.
Aberaţia de sfericitate este determinată de curbura suprafeţelor lentilelor şi apare în
condiţiile fasciculelor largi de lumină. Razele centrale sunt mai puţin refractate decât cele marginale. Se formează o serie de imagini în plane succesive, ceea ce conduce la o luminare neuniformă. Aberaţia de sfericitate se elimină prin asocierea unei lentile concave cu alta concavă, astfel încât aberaţiile să se compenseze.
Ocularul este o lentilă plan convexă, care măreşte imaginea intermediară dată de obiectiv şi corijează unele defecte optice. Ocularele pot fi:
- obişnuite, tip Huygens, care nu corectează imaginea dată de obiectiv. Se asociază cu obiective acromatice;
- de compensaţie, asociate cu obiective apocromatice, cărora le corectează defectele rămase. Realizează o imagine clară şi plană;
- de proiecţie sau fotooculare, utilizate cu obiective apocromatice sau semiapocromatice. Asigură o imagine clară pe ecranele de proiecţie şi pe microfotografii.
1.1.3.2 Sisteme de iluminare Sistemul de iluminare se compune din sursa de lumină, diafragme, lentile, prisme, filtre de
lumină. Sursa de lumină poate fi o lampă cu incandescenţă sau cu arc electric alimentată printr-un
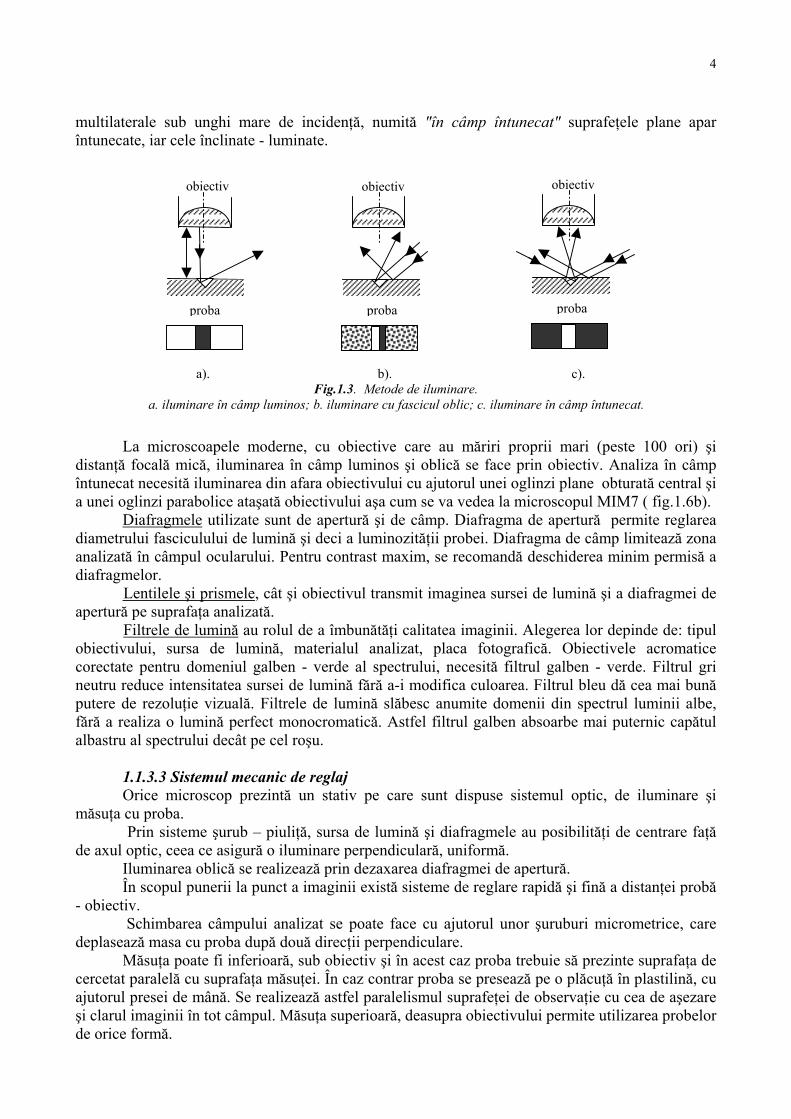
transformator de tensiune. Iluminarea probei metalice poate fi perpendiculară sau oblică (fig. 1.3). Iluminarea perpendiculară, numită şi "în câmp luminos " redă suprafeţele plane luminoase,
iar cele înclinate întunecate. Iluminarea oblică, sub unghi de incidenţă mic, determină suprafeţe plane uşor întunecate, iar suprafeţele înclinate parţial luminoase. În cazul iluminării oblice
4
multilaterale sub unghi mare de incidenţă, numită "în câmp întunecat" suprafeţele plane apar întunecate, iar cele înclinate - luminate.
La microscoapele moderne, cu obiective care au măriri proprii mari (peste 100 ori) şi
distanţă focală mică, iluminarea în câmp luminos şi oblică se face prin obiectiv. Analiza în câmp întunecat necesită iluminarea din afara obiectivului cu ajutorul unei oglinzi plane obturată central şi a unei oglinzi parabolice ataşată obiectivului aşa cum se va vedea la microscopul MIM7 ( fig.1.6b).
Diafragmele utilizate sunt de apertură şi de câmp. Diafragma de apertură permite reglarea diametrului fasciculului de lumină şi deci a luminozităţii probei. Diafragma de câmp limitează zona analizată în câmpul ocularului. Pentru contrast maxim, se recomandă deschiderea minim permisă a diafragmelor.
Lentilele şi prismele, cât şi obiectivul transmit imaginea sursei de lumină şi a diafragmei de apertură pe suprafaţa analizată.
Filtrele de lumină au rolul de a îmbunătăţi calitatea imaginii. Alegerea lor depinde de: tipul obiectivului, sursa de lumină, materialul analizat, placa fotografică. Obiectivele acromatice corectate pentru domeniul galben - verde al spectrului, necesită filtrul galben - verde. Filtrul gri neutru reduce intensitatea sursei de lumină fără a-i modifica culoarea. Filtrul bleu dă cea mai bună putere de rezoluţie vizuală. Filtrele de lumină slăbesc anumite domenii din spectrul luminii albe, fără a realiza o lumină perfect monocromatică. Astfel filtrul galben absoarbe mai puternic capătul albastru al spectrului decât pe cel roşu.
1.1.3.3 Sistemul mecanic de reglaj Orice microscop prezintă un stativ pe care sunt dispuse sistemul optic, de iluminare şi
măsuţa cu proba. Prin sisteme şurub – piuliţă, sursa de lumină şi diafragmele au posibilităţi de centrare faţă de axul optic, ceea ce asigură o iluminare perpendiculară, uniformă.
Iluminarea oblică se realizează prin dezaxarea diafragmei de apertură. În scopul punerii la punct a imaginii există sisteme de reglare rapidă şi fină a distanţei probă
- obiectiv. Schimbarea câmpului analizat se poate face cu ajutorul unor şuruburi micrometrice, care
deplasează masa cu proba după două direcţii perpendiculare. Măsuţa poate fi inferioară, sub obiectiv şi în acest caz proba trebuie să prezinte suprafaţa de
cercetat paralelă cu suprafaţa măsuţei. În caz contrar proba se presează pe o plăcuţă în plastilină, cu ajutorul presei de mână. Se realizează astfel paralelismul suprafeţei de observaţie cu cea de aşezare şi clarul imaginii în tot câmpul. Măsuţa superioară, deasupra obiectivului permite utilizarea probelor de orice formă.
a). b). c). Fig.1.3. Metode de iluminare.
a. iluminare în câmp luminos; b. iluminare cu fascicul oblic; c. iluminare în câmp întunecat.
proba
obiectiv
proba
obiectiv
proba
obiectiv
5
1.1.4 Metode optice de analiză
a. Microscopia în câmp luminos, (fig. 1.3a), este cea mai utilizată în metalografie, pentru analiza calitativă şi cantitativă a structurii materialelor metalice (mărirea peste 100x).
b. Microscopia oblică, (fig.1.3b), se utilizează mai ales în analiza macroscopică (mărirea sub 100x) a materialelor metalice la stereomicroscop şi mai puţin, în analiza microscopică a structurii, pentru evidenţierea unor aspecte de relief ale suprafeţei.
c. Microscopia în câmp întunecat, (fig.1.3c), are ca scop evidenţierea microreliefului suprafeţei metalografice: constituenţi structurali polifazici, incluziuni nemetalice transparente, fisuri etc. , care apar puternic luminaţi pe fond întunecat. De asemenea se văd culorile naturale ale unor constituenţi structurali, la care în câmp luminos, culorile sunt denaturate prin reflexii şi absorbţii necontrolate. Astfel oxidul de cupru apare albastru în câmp luminos, în timp ce în câmp întunecat apare la culoarea naturală roşu granat.
d. Microscopia în lumină polarizată foloseşte iluminarea perpendiculară cu lumină polarizată plan, prin introducerea în circuitul optic a unei prisme Nicol - polarizorul. Lumina reflectată de probă trece printr-un al doilea Nicol - analizorul. Atunci cand materialul analizat este izotrop, la pozitia incrucişată a nicolilor (planele de polarizare perpendiculare) se produce extincţia fasciculului de lumină si materialul apare întunecat. Dacă materialul analizat este puternic anizotrop (structuri cristaline necubice), la reflexia pe suprafaţa acestuia se roteşte planul de polarizare şi câmpul analizatorului apare luminat. Pentru extincţie totală trebuie rotit analizorul sau proba cu un număr de grade specific fiecărei substanţe. În acest mod se pot identifica constituenţii anizotropi, cum sunt: grafit, incluziuni nemetalice de FeS , CoS, NiS, oxid de aluminiu, oxidul de fier (Fe2O3) etc.
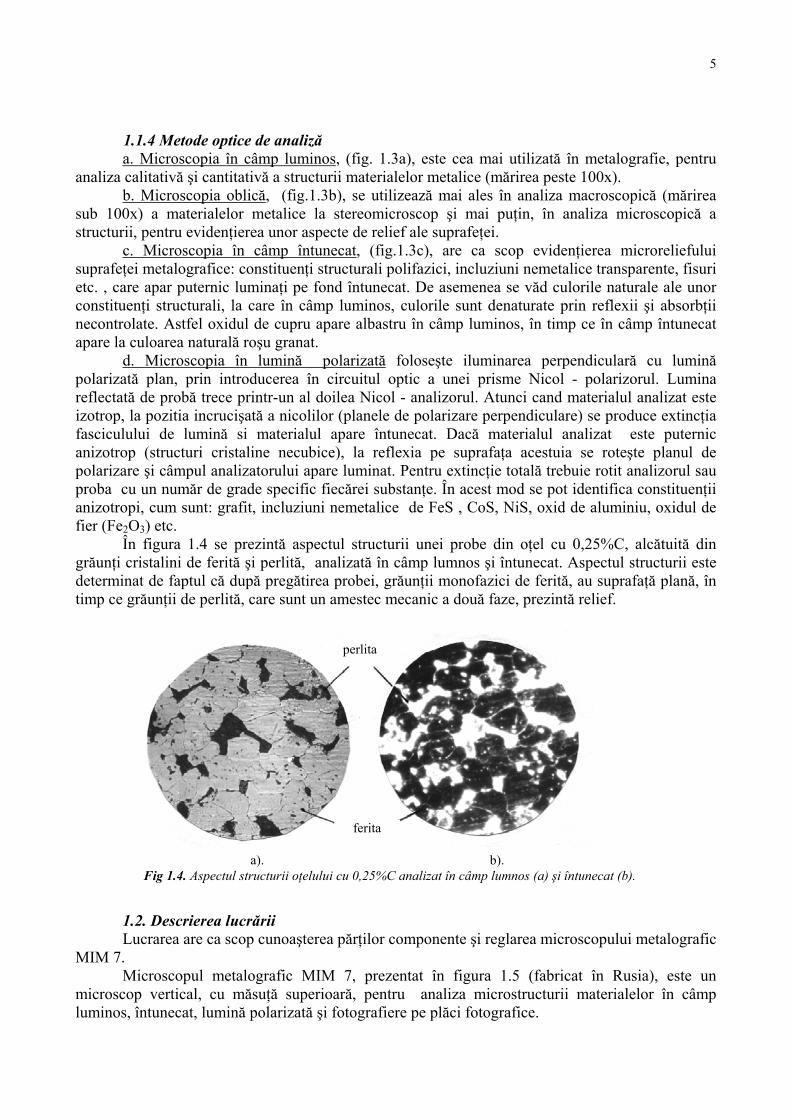
În figura 1.4 se prezintă aspectul structurii unei probe din oţel cu 0,25%C, alcătuită din grăunţi cristalini de ferită şi perlită, analizată în câmp lumnos şi întunecat. Aspectul structurii este determinat de faptul că după pregătirea probei, grăunţii monofazici de ferită, au suprafaţă plană, în timp ce grăunţii de perlită, care sunt un amestec mecanic a două faze, prezintă relief.
1.2. Descrierea lucrării Lucrarea are ca scop cunoaşterea părţilor componente şi reglarea microscopului metalografic
MIM 7. Microscopul metalografic MIM 7, prezentat în figura 1.5 (fabricat în Rusia), este un
microscop vertical, cu măsuţă superioară, pentru analiza microstructurii materialelor în câmp luminos, întunecat, lumină polarizată şi fotografiere pe plăci fotografice.
a). b).
Fig 1.4. Aspectul structurii oţelului cu 0,25%C analizat în câmp lumnos (a) şi întunecat (b).
perlita
ferita

6
Sursa de lumină este un bec de proiecţie cu caracteristici 17V şi 110W, alimentat printr-un transformator de la reţeaua de 220V.
Obiectivele şi ocularele microscopului permit măriri de la 60x la 1440x pentru observare vizuală şi de la 70x la 1350x în cazul fotografierii.
Obiectivele sunt acromatice, iar ocularele sunt obişnuite, Huygens pentru măriri de ordinul 7x, 10x, 15x şi de compensaţie pentru mărire 20x. La fotografiere se folosesc fotooculare. În tabelul 1.1 se prezintă măririle date de microscop.
Oculare Cercetare vizuală
Fotografiere Obiective Sistemul
de iluminare 7x 10x 15x 20x 7x 10x 15x
F=23,2; A=0,17 (60) 90 130 170 70 120 160 F=13,9; A=0,30 (100) 140 200 300 (115) 200 270 F=8.2; A=0,37 170 240 360 500 200 340 450 F=6,2; A=0,65
Câmp luminos şi întunecat
(250) 320 500 650 (260) 440 600 F=2,8; A=1,25(cu imersie) Câmp luminos (500) 720 1080 (1440) 575 1000 1350
F=2,8; A=1(cu imersie) Câmp întunecat 500 720 1080 (1440) 575 1000 1350
41 45
58 3534 3332
31623029 27
53
51 52 56
28
26
37 38
39 56 42 46 43 47
48 5061 54
60 59 55
57 40 44 36
Tabelul 1.1
Fig. 1.5 Construcţia microscopului MIM 7 26 - sursa de lumină; 27 - şuruburi de centrare a sursei de lumină; 28 - şurub pentru deplasarea diafragmei deapertură; 29 - inelul diafragmei de apertură; 30 - rama lentilei de iluminare; 31 - fotoobturator; 32 - pârghie deacţionare a diafragmei de câmp; 33 - şuruburi de centrare a diafragmei de câmp; 34 - caseta prismei pentagonale; 35- cadru cu lentile de câmp luminos şi întunecat; 36 - pârghie de blocare a deplasării rapide a mesei; 37- şuruburi dedeplasare a mesei; 38 - cleme pentru fixarea probei; 39 - masa; 40 - iluminator central; 41 - pârghia de acţionare adiafragmei de câmp întunecat; 42 - analizor; 43 - tub ocular; 44 - tambur de reglare rapidă; 45 - buton micrometricde reglare fină; 46 - partea centrală a corpului microscopului; 47 - rama cu placă mată; 48 - camera fotografică; 49 -corp; 50 - placă de bază; 51 - disc cu filtre de lumină; 52 - pârghie de blocare a sursei de lumină; 53 - şurub deblocare; 54 - levier de montare a fotoocularelor; 55 - suportul sursei de lumină; 56 - obiectiv; 57 - suport masă; 58 -clemă pentru probe mici; 59- transformator; 60 - voltmetru; 61 - buton de reglare a tensiunii; 62 - polarizator.

7
Pentru studiul în câmp luminos, circuitul optic parcurge reperele 1…16 din fig. 1.6a.
Operaţiile necesare sunt : - conectarea aparatului la priză. Se verifică tensiunea de 9V la transformator; - centrarea măsuţei faţă de axa a obiectivului, cu ajutorul şuruburilor 37; - aşezarea probei pe măsuţă cu suprafaţa de analizat în jos şi fixarea cu cleme 38. La
obiective cu apertură mai mare de 0,37, proba se aşează pe masă pe suportul metalic cu deschiderea maximă;
- alegerea ocularului şi a obiectivului , din cutia cu accesorii, necesare măririi propuse, cu ajutorul tabelului 1.1, respectiv regula lui Abbe. Montarea ocularului se face în lăcaşul tubului ocular 43. Pentru a monta obiectivul, se deblochează pârghia de blocare a deplasării rapide a mesei. Apoi, cu tamburul de reglare rapidă se ridică masa la poziţia limită superioară. Se montează obiectivul, cu partea filetată în jos, în locaşul practicat în iluminatorul central 40. În cazul obiectivelor cu imersie se aplică o picătură de ulei de imersie pe lentila obiectivului;
- punerea la punct a imaginii, se face prin reglaj grosier, apoi fin. Iniţial se aduce butonul micrometric de reglaj fin 45 pe poziţia zero. Apoi se coboară suportul măsuţei cu ajutorul tamburului de deplasare rapidă, până când reperul roşu de partea dreaptă a suportului mesei coincide cu cel de pe corpul aparatului. În momentul apariţiei imaginii în câmpul ocular, se blochează suportul mesei cu pârghia 36. Urmează reglajul fin prin butonul micrometric 45, până la obţinerea unei imagini clare;
- centrarea sursei de lumină. Se deschide la maxim diafragma de apertură şi se aşează pe montură o sticlă mată sau o foiţă subţire de hârtie. Cu ajutorul şuruburilor de centrare 27 se aduce imaginea filamentului formată pe foiţa de hârtie, în poziţie centrală faţă de deschiderea diafragmei
9
8
7
24 6
5
4
1
2 3
19 18
16
15
17
21 25 14
13 23 12
22 11
10
20
1
a). b). Fig.1.6 Schema optică a microscopului MIM7 pentru analize
în câmp luminos.în câmp luminos (a) şi întunecat(b). 1-bec ; 2-colector ; 3-oglindă ; 4-filtre ; 5-diafragma de apertură ; 6-lentilă ; 7-fotoobturator ; 8-diafragmă decâmp ; 9-prismă pentagonală ; 10-lentilă de câmp luminos ; 11-placă de reflexie Beck-Nachet ; 12-obiectiv ; 13-suprafaţa obiectului ; 14-lentilă ; 15-oglindă ; 16-ocular ; 17-fotoocular ; 18-oglindă ; 19-placămată ; 20-lentilă de câmp întunecat ; 21-diafragma de câmp întunecat ; 22-oglindă inelară ; 23-oglindăparabolică ; 24 polarizator ; 25-analizor.
13
23 12 20
9
8 21 10
22
11
8
de apertură. Prin deplasarea dispozitivului de iluminat pe ghidaje, după blocarea pârghiei 52, se realizează concentrarea razelor pe foiţa de hârtie. Aceasta asigură intensitatea luminoasă maximă şi uniformă;
- centrarea şi alegerea diafragmei de apertură. Se introduce lentila de câmp întunecat 20. Se închide diafragma prin rotirea inelului 29. Se deblochează şurubul 53 şi se roteşte montura diafragmei până la centrarea ei în câmpul ocularului.- Se verifică poziţia de zero a şurubului 28 de dezaxare a diafragmei de apertură. Se reintroduce lentila de câmp luminos 10. Mărimea diafragmei se stabileşte experimental în funcţie de luminozitatea structurii analizate. O deschidere mai mică dublează contururile; una prea mare reduce contrastul;
- centrarea şi alegerea diafragmei de câmp. Se închide diafragma de câmp prin acţionarea pârghiei 32. Se urmăreşte în ocular centrarea diafragmei, prin acţionarea concomitentă a şuruburilor de centrare 33. Se deschide apoi diafragma numai până la dispariţia marginilor din câmpul ocular;
- analiza metalografică, care începe de la măriri mici pentru imagini de ansamblu şi continuă la măriri mai mari pentru detalii;
- după terminarea lucrării se întrerupe curentul de la întrerupător şi de la priză. Se scot obiectivul şi ocularul, acoperindu-se locaşurile cu capace de protecţie. Piesele se aşează în cutia cu accesorii, iar corpul aparatului se acoperă cu husa. Pentru analiza în câmp întunecat schema optică este prezentată în figură 1.6b. Operaţiile necesare sunt : deschiderea diafragmelor de câmp şi de apertură, introducerea în circuit a lentilei de câmp întunecat 20 şi a diafragmei de câmp întunecat 21.
Pentru studiul în lumină polarizată (fig.1.6a) se introduce polarizatorul 24 pe montura 30 a diafragmei de apertură. Se montează analizorul 25 în deschiderea practicată în iluminatorul central. Planul de polarizare se modifică prin rotirea analizorului în poziţiile 00-nicoli paraleli şi 900- nicoli încrucişaţi.
Fotografierea se face pe plăci fotografice. Se pune la punct imaginea în câmp luminos. Prin levierul 54 se aduce în circuit fotoocularul, se deschide burduful care acoperă placa mată 47. Se extrage tubul ocular la limită pentru a proiecta imaginea pe placa de sticlă mată. După clararea imaginii prin şurubul de reglaj fin 45 se înlocuieşte sticla mată cu caseta încărcată cu placa fotografic a şi se face expunerea prin fotoobturatorul 31.
1.3. Condiţii de lucru Metoda de analiză: în câmp luminos; în câmp întunecat; în lumină polarizată. Probe metalografice: şlefuite, lustruite, cu atac metalografic. Aparatura: microscopul metalografic 1.4. Mod de lucru Se vor identifica părţile componente, schema optică în câmp luminos şi întunecat ale
microscopului metalografic studiat şi reglajul pentru diferite metode de analiză. Întrebări recapitulative
1. Cum se determină mărirea microscopului? 2. Ce este apertura microscopului? 3. Care este apertura minimă a obiectivului care necesită lichid de imersie? 4. Ce oculare se pot asocia conform regulei lui ABBE, obiectivului cu apertura A=0,37 şi
distanţa focală Fob=8,2mm, dacă lungimea optică a tubului microscopului L=250mm? 5. Să se determine puterea de rezoluţie pentru obiectivul cu apertura A=0,65, în condiţiile
folosirii luminii albe (λ=0,4µm) şi a filtrului bleu (λ=0,6µm).

9
6. Cum este iluminarea suprafeţei analizate în câmp luminos; care este aspectul suprafeţei
plane şi întunecate? 7. Cum este iluminarea suprafeţei analizate în câmp întunecat; care este aspectul suprafeţei
plane şi întunecate? 8. Care este rolul diafragmelor de apertură şi de câmp? 9. Care sunt puntele de reglaj ale microscopului MIM7 la analiza în câmp luminos? 10. Cum se modifică schema optică în câmp luminos la trecerea la analize în câmp întunecat?
Lucrarea practică Aspectul probei analizate Aspectul probei analizate în câmp luminos în câmp întunecat
Condiţii de analiză:
- mărirea ocularului:
- mărirea obiectivului:
- apertura obiectivului:
- mărirea microscopului:
- puterea de rezoluţie:
10
2. PREGĂTIREA PROBELOR METALOGRAFICE
2.1 Aspecte teoretice Proba metalografică (eşantion, epruvetă, şlif) este o parte detaşată din materialul metalic de
studiat, pentru a fi pregătită în vederea analizei macro şi microscopice. Condiţia necesară, pentru cercetare microscopică în lumină reflectată a materialelor
metalice, este pregătirea unei suprafeţe plane şi foarte netede. Pregătirea probelor metalografice se face conform indicaţiilor STAS 4203 – 74 şi constă din
următoarele operaţii: luarea probelor, şlefuirea, lustruirea şi atacul metalografic. 2.2. Descrierea lucrării 2.2.1. Luarea probelor metalografice La prelevarea probelor metalografice trebuie avut în vedere alegerea corectă a locului de
prelevare şi a metodei de tăiere. Locul de prelevare trebuie astfel ales ca proba să fie reprezentativă pentru materialul
cercetat, să corespundă scopului cercetării şi să conţină structura caracteristică precum şi variaţiile posibile de structură.
În cazul pieselor turnate se vor lua probe din fiecare zonă caracteristică de solidificare. Pentru table, platbande şi benzi se vor pregăti două feţe: în direcţia laminării şi
perpendicular pe aceasta pentru a evidenţia anizotropia introdusă de deformarea plastică. Structura medie se relevă prin luarea unei probe la o treime din lăţimea tablei. Impurităţile şi segregaţia se evidenţiază prin luarea unei probe din axa tablei.
Pentru bare şi ţevi proba va fi luată prin secţionare longitudinală. În cazul pieselor rupte, proba va fi luată din imediata apropiere a suprafeţei de rupere,
cuprinzând-o şi pe aceasta, iar pentru comparare se va lua încă o probă din zona sănătoasă. La piesele tratate termochimic (cementare, nitrurare, etc.), proba va cuprinde şi stratul
exterior. Dacă stratul este foarte subţire, este indicat ca tăierea să se facă înclinat. Îmbinările sudate se analizează în secţiune transversală cordonului de sudură. Tăierea probelor metalografice trebuie astfel realizată, încât să nu producă modificări în
structura materialului. Se vor evita procedee care produc deformări (cu dalta, cu foarfecă etc.) sau care provoacă încălzirea materialului (tăiere cu flacără oxigaz).
O tăiere corectă se execută cu fierăstrăul mecanic, prin aşchiere pe maşini unelte, folosind lichide de răcire.
În cazul materialelor metalice dure (peste 400 HB) tăierea se face cu discuri abrazive sau prin electroeroziune.
În cazul semifabricatelor sau pieselor de dimensiuni mari, se admite tăierea oxiacetilenică sau mecanică, dar zona influenţată termic sau prin deformare trebuie înlăturată prin prelucrare mecanică.
După tăiere, obţinerea unei suprafeţe plane, cu rugozitate redusă, se obţine prin rectificare, pilire sau polizare.
Forma curentă a probelor metalografice este paralelipipedică sau cilindrică, de dimensiuni 15 x 15 x 15 mm. Întotdeauna, înălţimea probei va fi mai mică decât celelalte două dimensiuni, pentru că altfel nu se menţine planeitatea suprafeţei la prelucrarea ulterioară.
Probele de dimensiuni mici (table subţiri, sârme, piese mici) sau la care interesează structura până la margine se pot fixa în forme speciale cu aliaje uşor fuzibile, (Wood, Lipowitz, Rose,
11
Newton), răşini sintetice, duracrilat dentar, ceară etc. sau mecanic, prin nituire sau cu şuruburi (fig. 2.1).
Fig. 2.1. Probe metalografice
2.2.2.Şlefuirea Şlefuirea se execută cu ajutorul hârtiilor metalografice (particule abrazive de carbură de siliciu sau electrocorindon pe suport de hârtie sau pânză) notate conform STAS 1753-76 după mărimea liberă a ochiului sitei în sutimi de mm sau după notaţia internaţională: număr de ochiuri/ţol liniar (tabel 2.1)
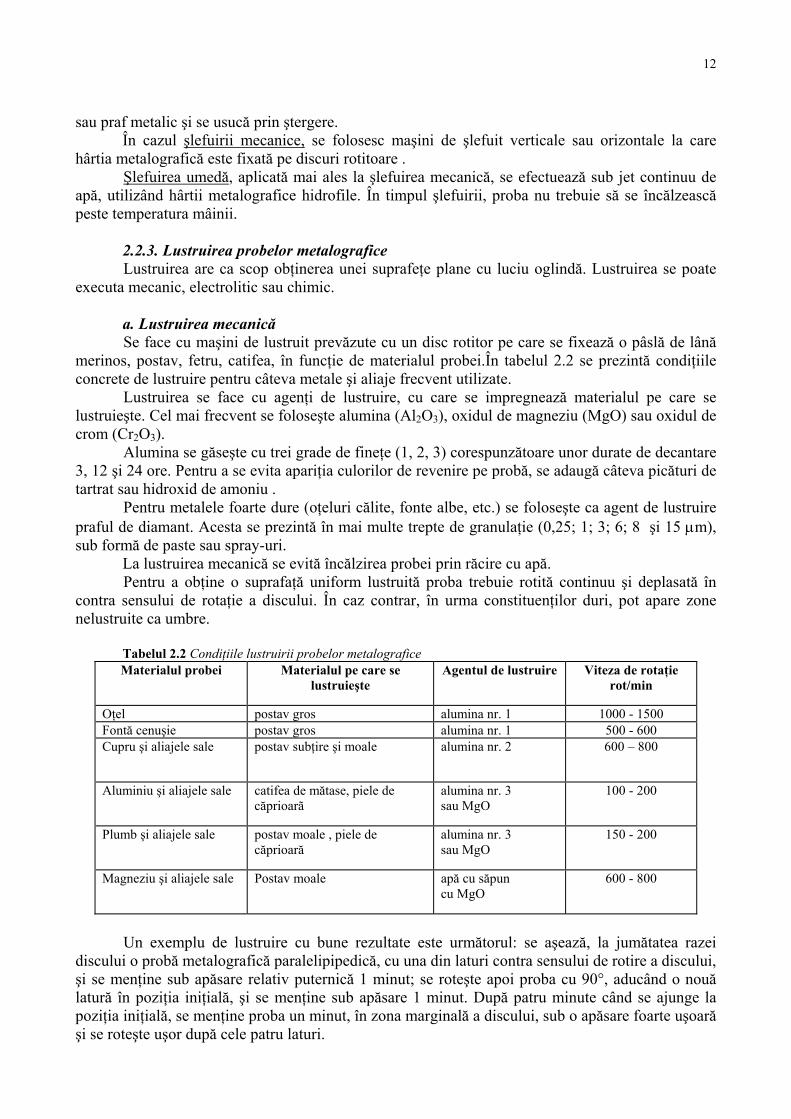
Tabelul 2.1 Simbolizarea hârtiei metalografice Simbol
Tip abraziv Mărimea ochiurilor sitei
[mm]x10-2 Nr. de ochiuri
/ţol liniar
Clasa
Granule
20 16
70 80
12 10
100 120
fină
Pulberi
8 6 5 4
150 180 240 280
Foarte fină
Micropulberi M40 M28 M20 M14 M10 M7 M5
- - -
320 400 500 600 700 800 900
1000 1100 1200
Extra fină
Şlefuirea are ca scop obţinerea unei suprafeţe perfect plane, fără zgârieturi, cu grad înalt de
luciu. Şlefuirea se poate executa manual sau mecanic, uscat sau umed. În cazul şlefuirii manuale hârtia metalografică se aşează pe o placă de sticlă, montată, prin intermediul unei plăci de cauciuc, pe un suport de lemn. Proba uşor apăsată se mişcă numai într-o singură direcţie printr-o mişcare alternativă. Şlefuirea se execută pe minim 8 hârtii metalografice pornindu-se de la granulaţia 150 sau 180 până la 800-1000.
La fiecare schimbare a hârtiei proba va fi ştearsă şi rotită cu 90º, astfel ca rizurile noi să formeze un unghi drept cu cele precedente. Se trece la următoarea hârtie metalografică, atunci când s-a constatat, că au dispărut toate rizurile de la şlefuirea anterioară.
Hârtia de şlefuit se curăţă prin scuturare de praful metalic ori de câte ori se foloseşte; nu se admite utilizarea aceleiaşi hârtii pentru materiale feroase şi neferoase.
La sfârşitul operaţiei, proba va fi spălată sub jet de apă pentru a îndepărta urmele de abraziv
12
sau praf metalic şi se usucă prin ştergere. În cazul şlefuirii mecanice, se folosesc maşini de şlefuit verticale sau orizontale la care
hârtia metalografică este fixată pe discuri rotitoare . Şlefuirea umedă, aplicată mai ales la şlefuirea mecanică, se efectuează sub jet continuu de apă, utilizând hârtii metalografice hidrofile. În timpul şlefuirii, proba nu trebuie să se încălzească peste temperatura mâinii.
2.2.3. Lustruirea probelor metalografice Lustruirea are ca scop obţinerea unei suprafeţe plane cu luciu oglindă. Lustruirea se poate
executa mecanic, electrolitic sau chimic.
a. Lustruirea mecanică Se face cu maşini de lustruit prevăzute cu un disc rotitor pe care se fixează o pâslă de lână merinos, postav, fetru, catifea, în funcţie de materialul probei.În tabelul 2.2 se prezintă condiţiile concrete de lustruire pentru câteva metale şi aliaje frecvent utilizate. Lustruirea se face cu agenţi de lustruire, cu care se impregnează materialul pe care se lustruieşte. Cel mai frecvent se foloseşte alumina (Al2O3), oxidul de magneziu (MgO) sau oxidul de crom (Cr2O3). Alumina se găseşte cu trei grade de fineţe (1, 2, 3) corespunzătoare unor durate de decantare 3, 12 şi 24 ore. Pentru a se evita apariţia culorilor de revenire pe probă, se adaugă câteva picături de tartrat sau hidroxid de amoniu .
Pentru metalele foarte dure (oţeluri călite, fonte albe, etc.) se foloseşte ca agent de lustruire praful de diamant. Acesta se prezintă în mai multe trepte de granulaţie (0,25; 1; 3; 6; 8 şi 15 µm), sub formă de paste sau spray-uri.
La lustruirea mecanică se evită încălzirea probei prin răcire cu apă. Pentru a obţine o suprafaţă uniform lustruită proba trebuie rotită continuu şi deplasată în
contra sensului de rotaţie a discului. În caz contrar, în urma constituenţilor duri, pot apare zone nelustruite ca umbre.
Tabelul 2.2 Condiţiile lustruirii probelor metalografice Materialul probei Materialul pe care se
lustruieşte Agentul de lustruire Viteza de rotaţie
rot/min
Oţel postav gros alumina nr. 1 1000 - 1500 Fontă cenuşie postav gros alumina nr. 1 500 - 600 Cupru şi aliajele sale postav subţire şi moale alumina nr. 2
600 – 800
Aluminiu şi aliajele sale catifea de mătase, piele de căprioarã
alumina nr. 3 sau MgO
100 - 200
Plumb şi aliajele sale postav moale , piele de căprioară
alumina nr. 3 sau MgO
150 - 200
Magneziu şi aliajele sale Postav moale apă cu săpun cu MgO
600 - 800
Un exemplu de lustruire cu bune rezultate este următorul: se aşează, la jumătatea razei
discului o probă metalografică paralelipipedică, cu una din laturi contra sensului de rotire a discului, şi se menţine sub apăsare relativ puternică 1 minut; se roteşte apoi proba cu 90°, aducând o nouă latură în poziţia iniţială, şi se menţine sub apăsare 1 minut. După patru minute când se ajunge la poziţia iniţială, se menţine proba un minut, în zona marginală a discului, sub o apăsare foarte uşoară şi se roteşte uşor după cele patru laturi.

13
Pentru o probă cilindrică se respectă aceleaşi etape în raport cu două diametre perpendiculare ale suprafeţei de lustruit.
După date experimentale durata de lustruire este de cca. 5 min. Lustruirea nu trebuie să dureze nici prea mult, deoarece constituenţii structurali moi sunt erodaţi.
Proba lustruită, care trebuie să prezinte aspect de oglindă, se spală cu apă cu un tampon de vată, se degresează cu alcool şi se usucă prin tamponare pe hârtie de filtru sau în curent de aer cald.
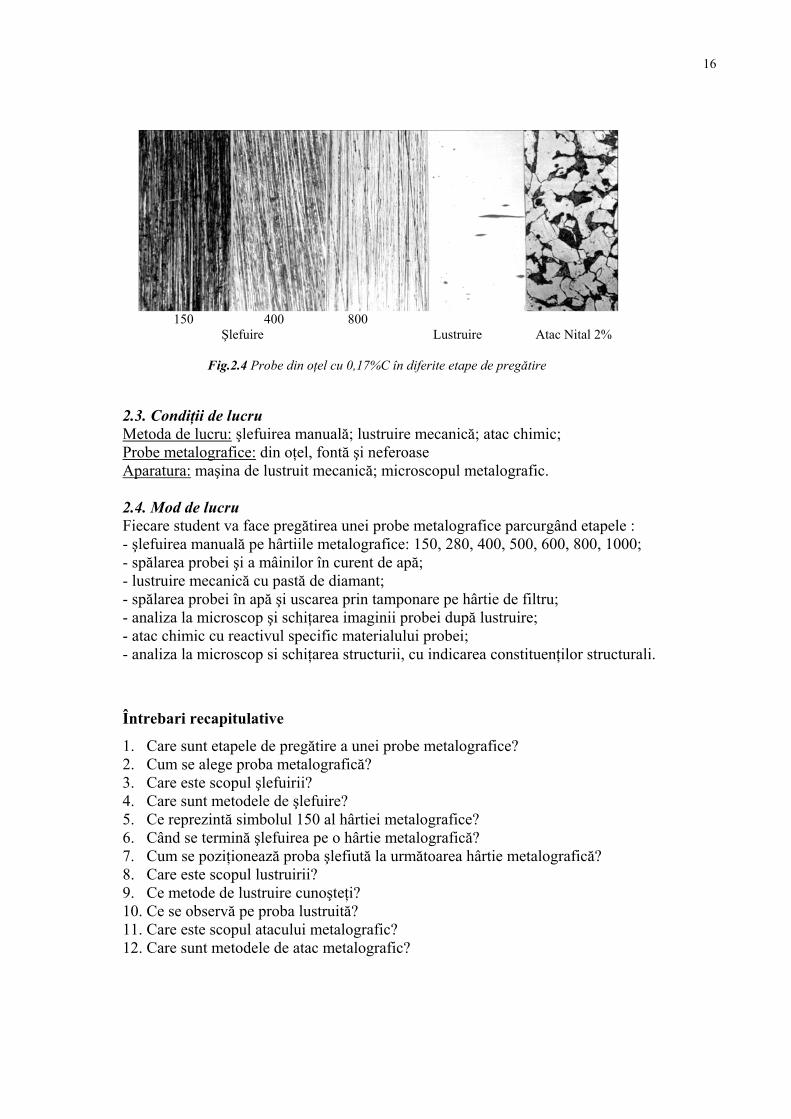
Verificarea lustruirii se face la microscop, mărire 100x. Pe probă se vor observa incluziunile nemetalice, grafitul în fonte, fisurile sau defectele de pregătire.
Spre deosebire de şlefuire, care are la bază un proces de abraziune a suprafeţei, prin lustruire mecanică asperităţile se nivelează prin “curgerea “ materialului. Suprafaţa probei este puternic deformată la rece(ecruisată), cu formarea unui strat subţire amorf, numit strat BEIBLY. Acest strat, care denaturează sau acoperă structura reală, este îndepărtat în mare măsură prin atac metalografic.
b. Lustruirea electrolitică Este o metodă care prezintă următoarele avantaje: evită ecruisarea probei, este rapidă, se pot
lustrui suprafeţe de dimensiuni mari. Această metodă se poate aplica numai materialelor metalice monofazice (cupru, fier pur, alamă α, bronz α, etc.).
O celulă de lustruire electrolitică (fig. 2.2) cuprinde un vas de sticlă 1 în care se pune un electrolit (2), răcit cu apă prin vasul exterior (3). În vasul 1 se află catodul 4 din oţel inoxidabil sau grafit şi proba metalografică plasată la anod (5). Electrolitul este agitat cu un agitator (6), iar temperatura băii se măsoară cu termometrul 7. Cu ajutorul rezistenţei 8 se reglează tensiunea şi intensitatea curentului.
La trecerea curentului electric, la anod are loc dizolvarea metalului, cu formarea unui strat de produse de reacţie. Acest strat va prezenta o rezistentă electrică cu atât mai ridicată cu cât grosimea sa va fi mai mare. Ştiind că din cauza agitării aplicate, suprafaţa acestui strat este mai netedă spre electrolit decât spre metal, unde urmăreşte relieful probei, rezultă că. în dreptul proeminenţelor, stratul este mai subţire şi prezintă o rezistenţă electrică mai mică decât în rest. Conform legii lui Ohm, la micşorarea rezistenţei, creşte intensitatea, deci implicit viteza de dizolvare, cu efect de nivelare a suprafeţei.
Electrolitul şi regimul de lucru electric se aleg funcţie de natura materialului probei din STAS 4203-47.
c. Lustruirea chimică Procedeul poate fi aplicat numai materialelor deformate plastic şi în cazul când nu se impun
condiţii severe cu privire la calitatea probei. Este un procedeu foarte rapid, care înlocuieşte şlefuirea şi lustruirea de lungă durată.
Fig. 2.2 Celula de lustruire electrolitică (a); principiul de lustruire (b); 1- vas ; 2- electrolit; 3- vas de răcire;4-catod; 5- anod; piesa ; 6- agitator; 7- termometru; 8- rezistenţă reglabilă;9- strat cu produşi de reacţie.
a.
5 9 2 4 b.
6
3
5
.7 H2O 1
2
4

14
La lustruirea chimică, proba şlefuită pe hârtie de granulaţie 150, este imersionată cu suprafaţa de lustruit într-o baie de acizi. Are loc o dizolvare mai puternică a metalului, decât în cazul lustruirii electrolitice, care conduce la nivelarea suprafeţei probei.
Aplicarea procedeului necesită o oarecare experienţă. 2.2.4. Atacul metalografic Are ca scop punerea în evidenţă a constituenţilor structurali. Developarea structurii se
realizează prin atacul suprafeţei cu reactivi chimici, în general soluţii de acizi. Se utilizează următoarele metode de atac : - atac chimic, când reactivul atacă limitele de grăunte, dizolvă diferenţiat grăunţii cristalini,
în funcţie de natura fazelor şi după orientarea lor cristalografică (fig. 2.3).
Fig. 2.3. Reflexia razelor de lumină pe un constituent monofazic (a) sau polifazic (b)
Reactivul chimic poate forma de asemenea, pe suprafaţa grăunţilor cristalini depuneri de constituenţi, care determină colorarea acestora. Astfel, acidul azotic formează pe suprafaţa grăunţilor straturi de oxizi de grosime diferită, a căror culoare variază de la galben deschis (strat subţire) la cafeniu închis (strat gros). Atacul chimic se face prin imersionarea şi agitarea probei în reactiv, sau ştergerea suprafeţei cu un tampon de vată înmuiat în reactiv, până la dispariţia luciului oglindă. Proba se spală apoi în apă sau alcool şi se usucă prin tamponare pe hârtie de filtru sau curent de aer cald.
Durata atacului variază de la câteva secunde la câteva minute în funcţie de compoziţia chimică şi structura materialului probei.
Reactivii sunt numeroşi, în funcţie de materialul cercetat şi de scopul urmărit.(tabelul 2.3) În cazul oţelurilor şi fontelor se foloseşte nitalul, care este o soluţie de acid azotic 2 – 5%, în
alcool etilic. - atacul electrolitic se foloseşte în instalaţia de lustruire electrolitică cu proba plasată la anod,
într-un regim de electroliză adecvat. - atacul prin formarea unei pelicule de oxid sau sulfură pe suprafaţa lustruită a probei. Structura se evidenţiază, deoarece viteza de oxidare sau sulfurare variază cu natura
grăunţilor şi orientarea lor. Pe acest principiu se bazează atacul prin culori de revenire. Prin încălzire cu aer a probei lustruite se formează pe grăunţi straturi de oxizi transparenţi, de grosimi diferite. Interferenţa razelor reflectate de pelicula de oxid si de suprafaţa metalică determină colorarea diferită a grăunţilor. Astfel la un oţel carbon încălzit la 280ºC, perlita se colorează în albastru, iar cementita în roşu.
- fără atac, se pot evidenţia diferiţi constituenţi structurali prin capacitatea lor diferită de reflexie, culoare, denivelările create la lustruire, ca urmare a durităţii diferenţiate.
Constituenţii anizotropi (care cristalizează în alte sisteme decât cel cubic) se pot evidenţia prin analiza la microscop în lumină polarizată.
După lustruirea probelor se vor observa incluziunile nemetalice, iar după atacul chimic – constituenţii structurali (fig.2.4)
a. b.
15
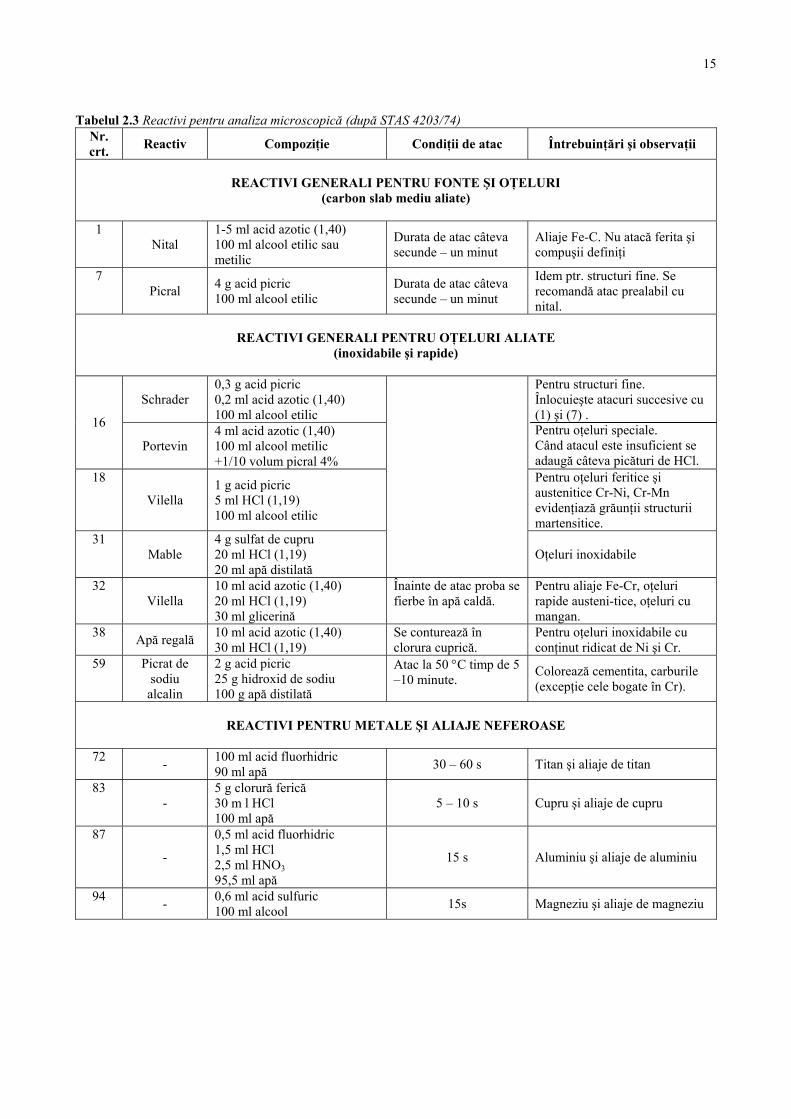
Tabelul 2.3 Reactivi pentru analiza microscopică (după STAS 4203/74) Nr. crt. Reactiv Compoziţie Condiţii de atac Întrebuinţări şi observaţii
REACTIVI GENERALI PENTRU FONTE ŞI OŢELURI
(carbon slab mediu aliate)
1 Nital
1-5 ml acid azotic (1,40) 100 ml alcool etilic sau metilic
Durata de atac câteva secunde – un minut
Aliaje Fe-C. Nu atacă ferita şi compuşii definiţi
7 Picral 4 g acid picric
100 ml alcool etilic Durata de atac câteva secunde – un minut
Idem ptr. structuri fine. Se recomandă atac prealabil cu nital.
REACTIVI GENERALI PENTRU OŢELURI ALIATE
(inoxidabile şi rapide)
Schrader 0,3 g acid picric 0,2 ml acid azotic (1,40) 100 ml alcool etilic 16
Portevin 4 ml acid azotic (1,40) 100 ml alcool metilic +1/10 volum picral 4%
Pentru structuri fine. Înlocuieşte atacuri succesive cu (1) şi (7) . Pentru oţeluri speciale. Când atacul este insuficient se adaugă câteva picături de HCl.
18
Vilella 1 g acid picric 5 ml HCl (1,19) 100 ml alcool etilic
Pentru oţeluri feritice şi austenitice Cr-Ni, Cr-Mn evidenţiază grăunţii structurii martensitice.
31 Mable
4 g sulfat de cupru 20 ml HCl (1,19) 20 ml apă distilată
Oţeluri inoxidabile
32 Vilella
10 ml acid azotic (1,40) 20 ml HCl (1,19) 30 ml glicerină
Înainte de atac proba se fierbe în apă caldă.
Pentru aliaje Fe-Cr, oţeluri rapide austeni-tice, oţeluri cu mangan.
38 Apă regală 10 ml acid azotic (1,40) 30 ml HCl (1,19)
Se conturează în clorura cuprică.
Pentru oţeluri inoxidabile cu conţinut ridicat de Ni şi Cr.
59 Picrat de sodiu alcalin
2 g acid picric 25 g hidroxid de sodiu 100 g apă distilată
Atac la 50 °C timp de 5 –10 minute. Colorează cementita, carburile
(excepţie cele bogate în Cr).
REACTIVI PENTRU METALE ŞI ALIAJE NEFEROASE
72 - 100 ml acid fluorhidric
90 ml apă 30 – 60 s Titan şi aliaje de titan
83 -
5 g clorură ferică 30 m l HCl 100 ml apă
5 – 10 s Cupru şi aliaje de cupru
87
-
0,5 ml acid fluorhidric 1,5 ml HCl 2,5 ml HNO3 95,5 ml apă
15 s Aluminiu şi aliaje de aluminiu
94 - 0,6 ml acid sulfuric 100 ml alcool
15s Magneziu şi aliaje de magneziu
16
2.3. Condiţii de lucru Metoda de lucru: şlefuirea manuală; lustruire mecanică; atac chimic; Probe metalografice: din oţel, fontă şi neferoase Aparatura: maşina de lustruit mecanică; microscopul metalografic. 2.4. Mod de lucru Fiecare student va face pregătirea unei probe metalografice parcurgând etapele : - şlefuirea manuală pe hârtiile metalografice: 150, 280, 400, 500, 600, 800, 1000; - spălarea probei şi a mâinilor în curent de apă; - lustruire mecanică cu pastă de diamant; - spălarea probei în apă şi uscarea prin tamponare pe hârtie de filtru; - analiza la microscop şi schiţarea imaginii probei după lustruire; - atac chimic cu reactivul specific materialului probei; - analiza la microscop si schiţarea structurii, cu indicarea constituenţilor structurali.
Întrebari recapitulative
1. Care sunt etapele de pregătire a unei probe metalografice? 2. Cum se alege proba metalografică? 3. Care este scopul şlefuirii? 4. Care sunt metodele de şlefuire? 5. Ce reprezintă simbolul 150 al hârtiei metalografice? 6. Când se termină şlefuirea pe o hârtie metalografică? 7. Cum se poziţionează proba şlefiută la următoarea hârtie metalografică? 8. Care este scopul lustruirii? 9. Ce metode de lustruire cunoşteţi? 10. Ce se observă pe proba lustruită? 11. Care este scopul atacului metalografic? 12. Care sunt metodele de atac metalografic?
150 400 800 Şlefuire Lustruire Atac Nital 2%
Fig.2.4 Probe din oţel cu 0,17%C în diferite etape de pregătire
17
Lucrarea practică
Schiţa imaginii observate la microscop a probei lustruite şi după atacul cu reactiv chimic.
Proba lustruită Proba atacată cu reactiv chimic
Materialul analizat:
- Hârtiile metalografice utilizate:
- Agentul de lustruire:
- Durata lustruirii:
- Reactivul chimic folosit la developarea microstructurii:
- Mărirea microscopului:
18
3. ANALIZA MACROSCOPICĂ
3.1. Aspecte teoretice Analiza macroscopică constă din examinarea cu ochiul liber, cu lupa sau stereomicroscopul
(mărire maximă 50x), a aspectului exterior al pieselor sau al unei suprafeţe special pregătite. Examinarea macroscopică trebuie să constituie prima etapă a unei analize metalografice. Ea
cere un minim de pregătire şi dă informaţii privind natura materialului, particularităţile structurii de turnare, caracterul şi calitatea prelucrării ulterioare ce conferă forma şi proprietăţile finale (deformare plastică, aşchiere, sudare, tratamente termice sau termochimice, etc.), caracterul ruperii şi cauzele acesteia.
Totodată analiza macroscopică permite alegerea zonelor din piesa studiată, care trebuie ulterior supusă unei analize microscopice mai amănunţite.
3.2. Descrierea lucrării Studiul macroscopic se poate efectua pe suprafeţe de rupere (casuri), de solidificare sau pe
suprafeţe şlefuite şi atacate cu un reactiv. 3.2.1. Analiza suprafeţelor de rupere sau de solidificare
a) Natura materialului Informaţii orientative privind calitatea materialului se pot obţine prin corelarea culorii cu
densitatea, proprietăţile magnetice, rezistenţa la coroziune a materialului. Astfel, Cu are culoarea roşie; alamele cu max. 10% Zn, bronzurile cu Sn, Pb sau Be –
roşiatică; alamele cu mai mult de 10% Zn, bronzurile cu Al – galben, galben – verzui; aluminiul şi nichelul – gri deschis, puţin mai închis oţelul; zincul – gri albăstrui; fonta-albă, staniul – alb argintiu; fontele cenuşii – gri închis. În casura proaspătă a fontelor cenuşii, grafitul se desprinde ca un praf negru, unsuros.
După densitate, materialele metalice sunt: ultrauşoare (ρ<2g/cm3): Mg, Be; uşoare (2<ρ<4): Al, Si; semiuşoare (4<ρ<6): Ti, V, Ge; grele (6<ρ<10): Zn, Sn, Cr, Mn, Fe, Co; foarte grele (10<ρ<15): Ag, Pb, Hg; deosebit de grele (ρ>15): Au, Pt, Os.
După proprietăţile magnetice, materialele pot fi: - diamagnetice, slab respinse de câmpul magnetic: Cu, Au, Ag, Zn; - paramagnetice, slab atrase de câmpul magnetic: Al, Bn, Mg, Pt, Cr, Ti, oţel inoxidabil
austenitic, oţelul austenitic manganos etc; - feromagnetice, puternic atrase de câmpul magnetic: Fe, Co, Ni şi aliajele lor, feritele etc. După rezistenţa la coroziune, exprimată prin viteza de coroziune, materialele se pot clasifica
în: necorodabile (v<0,001 mm/an); stabile (v<0,05 mm/an); corodabile (v>1mm/an). Materialele necorodabile şi stabile se acoperă cu o peliculă de reacţie protectoare; cele
corodabile formează un strat poros de reacţie ce evoluează în timp. De aceea la majoritatea oţelurilor suprafaţa neprelucrată a produselor brut turnate, forjate sau tratate termic este oxidată, având o culoare cenuşie intunecată. Datorită rezistenţei la coroziune, produsele din oţeluri inoxidabile au suprafaţa de culoare argintie spre cenuşiu deschis, chiar după menţinerea timp indelungat în depozite deschise.
Pentru a identifica oţelurile inoxidabile se recurge la atacul cu soluţie de sulfat de cupru 10%. Suprafaţa se curăţă de oxid pe o suprafaţă mică de 1-2cm2, apoi se picură puţină soluţie,

19
întinzând soluţia cu o hârtie curată. Dacă oţelul este oxidabil, suprafaţa se acoperă cu un strat roşiatic de cupru de la max. 1-2 secunde. Oţelurile inoxidabile nu se pătează de loc la atacul cu sulfat de cupru.
Proba de scânteie permite identificarea mai precisă a unui produs din oţel. Pentru aceasta se apasă proba de încercat pe piatra unui polizor în mişcare (turaţie de 1400-1500rot/min). Piatra smulge particule fine de oţel, care sunt antrenate de suprafaţa cilindrică a pietrei şi expulzate pe o traiectorie parabolică. În contact cu oxigenul atmosferic aceste particule se oxidează rapid. Arderea fierului şi elementelor de aliere conduce la formarea liniilor luminoase, care vizualizează traiectoria particulelor. Arderea carbonului din oţel duce la formarea de oxizi gazoşi (CO, CO2) cu creşterea bruscă de volum şi dezvoltarea unei presiuni care sparge particulele de oţel, sub forma unor unor explozii sau scântei.
Liniile luminoase dau informaţii despre gradul de aliere al oţelului, iar scânteile despre conţinutul său de carbon. Dacă oţelul este nealiat, liniile sunt deschise la culoare (galben strălucitor). La oţelurile de carburare , cu carbon scăzut (0,10-0,25%C), apar scântei simple şi puţine. La cele de îmbunătăţire (0,3-0,6%C), fasciculul se scurtează şi se lărgeşte, cu scântei mai numeroase şi mai ramificate, iar la oţelurile de scule (0,7-1,4%C) fasciculul este scurt, evazat, cu scântei dense şi foarte ramificate. Elementele de aliere reduc oxidarea masei metalice şi a carbonului. Fasciculul se închide la culoare, se rarefiază şi scânteile se reduc. Siliciul în proporţii mici (1,5-2%Si), cromul, wolframul si molibdenul în proporţii mari pot inhiba formarea de scântei. O determinare mai exactă, necesită o trusă cu probe etalon de compoziţie cunoscută cu care se compară proba analizată. În figura 3.1 se prezintă formarea fasciculului luminos la proba de scânteie pentru diferite oţeluri.
b) Structura şi defectele de solidificare
Fig.3.1 Formarea fasciculului luminos la proba de scânteie (a), la oţelurile de carburare (b), de îmbunătăţire (c) şi de scule (d).
Oţel cu 0,15 %C recopt
Oţel cu 1,3 %C recopt Oţel inoxidabil 18%Cr, 9%Ni

20
În casura unui lingou se poate urmări structura acestuia. Se disting trei zone cu granulaţie diferenţiată: zona exterioară cu granulaţie fină, zona columnară dendritică şi zona centrală cu grăunţi echiaxiali mari. Extinderea acestor zone depinde de compoziţia chimică şi condiţiile de turnare. Astfel, structura echiaxială cu bune proprietăţi de deformare este favorizată de prezenţa impurităţilor, viteze lente de răcire, agitarea topiturii (fig. 3.2).
Secţiunea longitudinală prin lingou pune în evidenţă defectele de solidificare. La un oţel
necalmat (Si <0.07%), retasura (golul de contracţie) este dispersată în masa metalică (fig.3.3.a). La un oţel calmat (Si>0.17%), retasura este concentrată, închisă printr-o punte, ca în figura 3.3.b.
În jurul retasurii se adună impurităţile, determinând neomogenităţi chimice – segregaţii, care se disting cu ochiul liber prin coloritul diferit de al masei metalice.
Fig. 3.2. Secţiune transvesală printr-un lingou. a-zona grăunţilor echiaxiali fini; b-zona grăunţilor columnari; c-zona grăunţilor echiaxiali grosieri
a b c
Fig. 3.4. Coroana de sufluri marginale într-un lingou Fig. 3.3. Secţiune longitudinală în lingou. a-oţel necalmat; b-oţel calmat.1-retasură dispersată;
2-cap lingou; 3-punte; 4-retasură concentrată; 5-sufluri ; 6-pori; 7-picior lingou;
a) b)
2 3 4 5 6
1
21
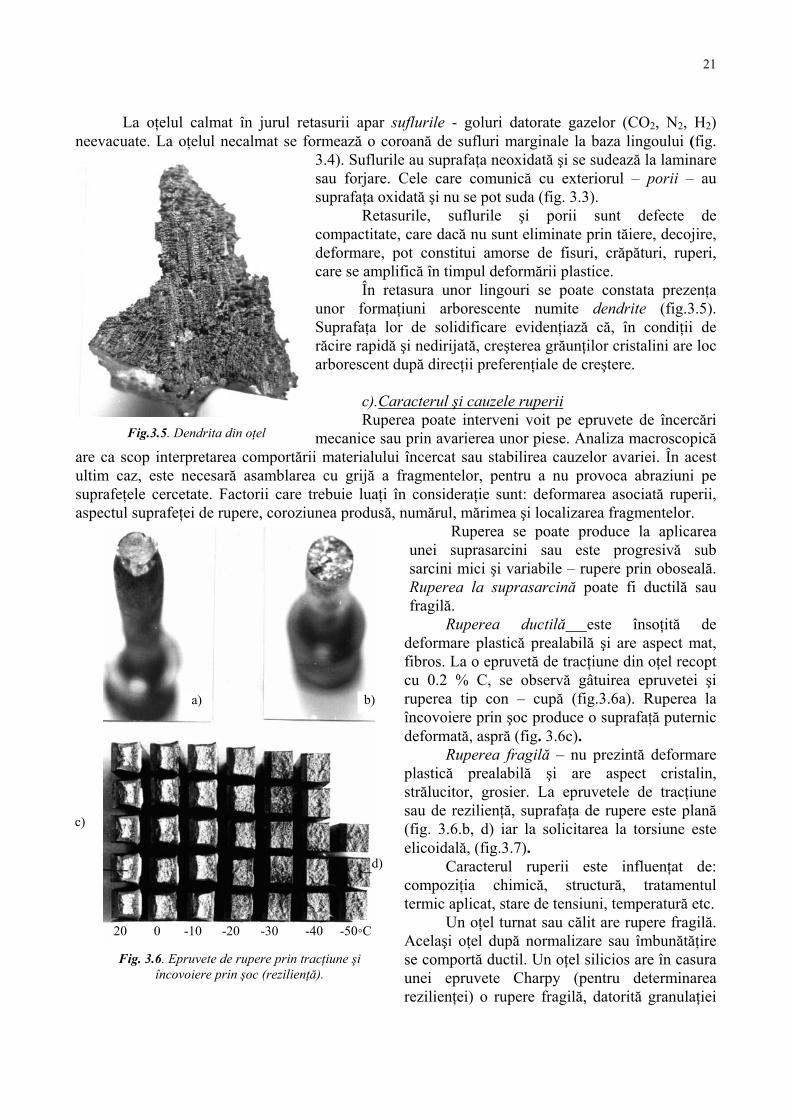
Fig.3.5. Dendrita din oţel
La oţelul calmat în jurul retasurii apar suflurile - goluri datorate gazelor (CO2, N2, H2) neevacuate. La oţelul necalmat se formează o coroană de sufluri marginale la baza lingoului (fig.
3.4). Suflurile au suprafaţa neoxidată şi se sudează la laminare sau forjare. Cele care comunică cu exteriorul – porii – au suprafaţa oxidată şi nu se pot suda (fig. 3.3).
Retasurile, suflurile şi porii sunt defecte de compactitate, care dacă nu sunt eliminate prin tăiere, decojire, deformare, pot constitui amorse de fisuri, crăpături, ruperi, care se amplifică în timpul deformării plastice.
În retasura unor lingouri se poate constata prezenţa unor formaţiuni arborescente numite dendrite (fig.3.5). Suprafaţa lor de solidificare evidenţiază că, în condiţii de răcire rapidă şi nedirijată, creşterea grăunţilor cristalini are loc arborescent după direcţii preferenţiale de creştere.
c).Caracterul şi cauzele ruperii Ruperea poate interveni voit pe epruvete de încercări
mecanice sau prin avarierea unor piese. Analiza macroscopică are ca scop interpretarea comportării materialului încercat sau stabilirea cauzelor avariei. În acest ultim caz, este necesară asamblarea cu grijă a fragmentelor, pentru a nu provoca abraziuni pe suprafeţele cercetate. Factorii care trebuie luaţi în consideraţie sunt: deformarea asociată ruperii, aspectul suprafeţei de rupere, coroziunea produsă, numărul, mărimea şi localizarea fragmentelor.
Ruperea se poate produce la aplicarea unei suprasarcini sau este progresivă sub sarcini mici şi variabile – rupere prin oboseală. Ruperea la suprasarcină poate fi ductilă sau fragilă.
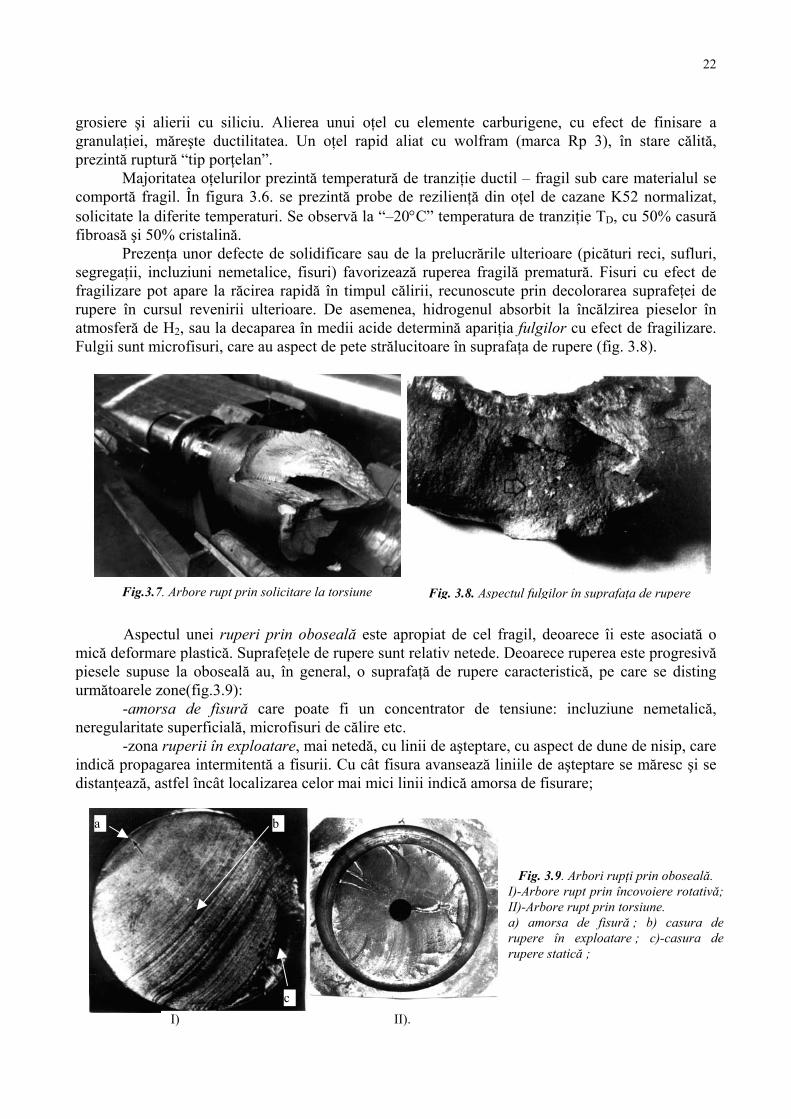
Ruperea ductilă este însoţită de deformare plastică prealabilă şi are aspect mat, fibros. La o epruvetă de tracţiune din oţel recopt cu 0.2 % C, se observă gâtuirea epruvetei şi ruperea tip con – cupă (fig.3.6a). Ruperea la încovoiere prin şoc produce o suprafaţă puternic deformată, aspră (fig. 3.6c).
Ruperea fragilă – nu prezintă deformare plastică prealabilă şi are aspect cristalin, strălucitor, grosier. La epruvetele de tracţiune sau de rezilienţă, suprafaţa de rupere este plană (fig. 3.6.b, d) iar la solicitarea la torsiune este elicoidală, (fig.3.7).
Caracterul ruperii este influenţat de: compoziţia chimică, structură, tratamentul termic aplicat, stare de tensiuni, temperatură etc.
Un oţel turnat sau călit are rupere fragilă. Acelaşi oţel după normalizare sau îmbunătăţire se comportă ductil. Un oţel silicios are în casura unei epruvete Charpy (pentru determinarea rezilienţei) o rupere fragilă, datorită granulaţiei
Fig. 3.6. Epruvete de rupere prin tracţiune şi încovoiere prin şoc (rezilienţă).
a) b)
c)
d)
20 0 -10 -20 -30 -40 -50C
22
grosiere şi alierii cu siliciu. Alierea unui oţel cu elemente carburigene, cu efect de finisare a granulaţiei, măreşte ductilitatea. Un oţel rapid aliat cu wolfram (marca Rp 3), în stare călită, prezintă ruptură “tip porţelan”.
Majoritatea oţelurilor prezintă temperatură de tranziţie ductil – fragil sub care materialul se comportă fragil. În figura 3.6. se prezintă probe de rezilienţă din oţel de cazane K52 normalizat, solicitate la diferite temperaturi. Se observă la “–20°C” temperatura de tranziţie TD, cu 50% casură fibroasă şi 50% cristalină.
Prezenţa unor defecte de solidificare sau de la prelucrările ulterioare (picături reci, sufluri, segregaţii, incluziuni nemetalice, fisuri) favorizează ruperea fragilă prematură. Fisuri cu efect de fragilizare pot apare la răcirea rapidă în timpul călirii, recunoscute prin decolorarea suprafeţei de rupere în cursul revenirii ulterioare. De asemenea, hidrogenul absorbit la încălzirea pieselor în atmosferă de H2, sau la decaparea în medii acide determină apariţia fulgilor cu efect de fragilizare. Fulgii sunt microfisuri, care au aspect de pete strălucitoare în suprafaţa de rupere (fig. 3.8).
Aspectul unei ruperi prin oboseală este apropiat de cel fragil, deoarece îi este asociată o
mică deformare plastică. Suprafeţele de rupere sunt relativ netede. Deoarece ruperea este progresivă piesele supuse la oboseală au, în general, o suprafaţă de rupere caracteristică, pe care se disting următoarele zone(fig.3.9):
-amorsa de fisură care poate fi un concentrator de tensiune: incluziune nemetalică, neregularitate superficială, microfisuri de călire etc.
-zona ruperii în exploatare, mai netedă, cu linii de aşteptare, cu aspect de dune de nisip, care indică propagarea intermitentă a fisurii. Cu cât fisura avansează liniile de aşteptare se măresc şi se distanţează, astfel încât localizarea celor mai mici linii indică amorsa de fisurare;
Fig.3.7. Arbore rupt prin solicitare la torsiune Fig. 3.8. Aspectul fulgilor în suprafaţa de rupere
Fig. 3.9. Arbori rupţi prin oboseală. I)-Arbore rupt prin încovoiere rotativă; II)-Arbore rupt prin torsiune. a) amorsa de fisură ; b) casura de rupere în exploatare ; c)-casura de rupere statică ;
I) II).
a b
c

23
-zona ruperii statice, cu aspect cristalin mai grosier, fibros care se produce atunci când secţiunea devine subcritică.
d) Mărimea stratului carburat Îmbogăţirea superficială în carbon modifică
aspectul suprafeţei de rupere. Astfel o rolă de pod rulant carburată şi călită prezintă un strat superficial cu ductilitate mai redusă, cu aspect mat şi granulaţie fină asociat cu un miez tenace, ductil şi cu aspect fibros. Stratul carburat se observă mai clar prin încălzire la 300÷350°C, când miezul se acoperă cu o peliculă de oxid albastru deschis, iar stratul carburat albastru mai închis (fig.3.10).
3.2.2. Analiza macroscopică pe suprafeţe şlefuite şi atacate cu reactiv Analiza macroscopică se execută pe suprafeţe care au fost supuse unei prelucrări mecanice
pentru obţinerea unei suprafeţe plane, apoi şlefuire pe hârtie metalografică (granulaţie min.200) şi atac cu un reactiv adecvat scopului urmărit, conform STAS 4203-74 şi STAS 11961-83 (tabel 3.1). Se pot pune în evidenţă: neomogenităţile chimice, discontinuităţile de material (porozităţi sufluri, fisuri) structura primară dendritică, liniile de deformare plastică, neomogenităţile chimice şi structurale introduse de tratamentul termic sau termochimic, structura şi defectele îmbinărilor sudate, etc.
a) Segregaţiile. Neomogenităţile chimice apărute în procesul solidificării determină neomogenităţi de structură şi de proprietăţi. La oţeluri prezintă interes segregaţia carbonului şi a elementelor însoţitoare dăunătoare: sulful şi fosforul.
Segregaţia carbonului se evidenţiază prin atac cu reactivul nital 5%. Zonele mai bogate în carbon apar mai întunecate (fig.3.11).
Cu ajutorul amprentei Baumann se fixează pe hârtie fotografică segregaţia sulfului, conform STAS 7839-67. Hârtia fotografică cu bromură de argint, de tip contrast, subţire, mată, se introduce pentru 2 minute într-o soluţie de 5% H2SO4 în apă distilată. Se scoate, se scurge şi se îndepărtează excesul de acid prin tamponare cu hârtie de filtru. Se aşează pe o suprafaţă plană cu faţa gelatinoasă deasupra. Proba bine şlefuită, se degresează în alcool şi se usucă, după care se aplică pe faţa sensibilă a hârtiei, 30 secunde÷5minute, evitând alunecarea. După ridicarea probei, hârtia fotografică se spală în curent de apă, se introduce în soluţia de fixare 5 min., după care se spală 15 min. în curent de apă şi apoi se usucă pe o suprafaţă plană.
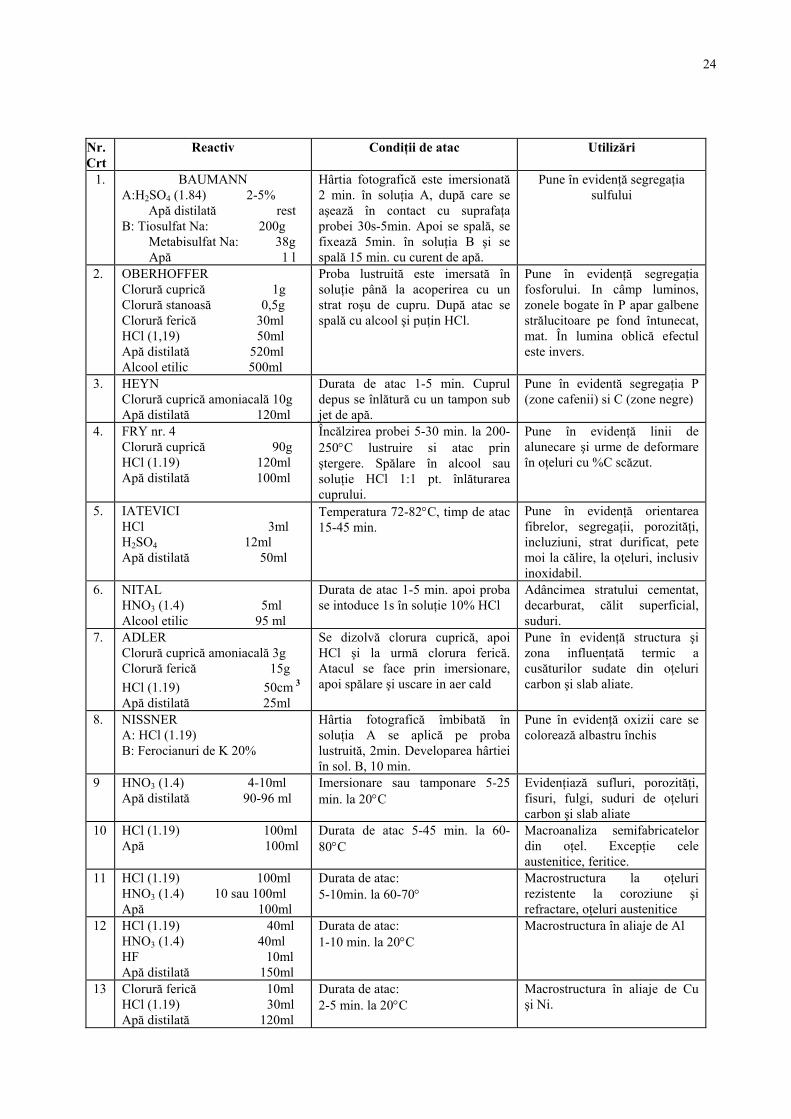
Table 3.1 Reactivi pentru analiza macroscopică (STAS 11961-83)
Fig.3.11. Segregaţia carbonului (atac cu nital 5%)
Fig. 3.12. Segregaţia sulfului evidenţiată prin amprente Baumann
Fig.3.10. Strat carburat într-o rolă de pod rulant
c).
24
Nr. Crt
Reactiv Condiţii de atac Utilizări
1. BAUMANN A:H2SO4 (1.84) 2-5%
Apă distilată rest B: Tiosulfat Na: 200g
Metabisulfat Na: 38g Apă 1 l
Hârtia fotografică este imersionată 2 min. în soluţia A, după care se aşează în contact cu suprafaţa probei 30s-5min. Apoi se spală, se fixează 5min. în soluţia B şi se spală 15 min. cu curent de apă.
Pune în evidenţă segregaţia sulfului
2. OBERHOFFER Clorură cuprică 1g Clorură stanoasă 0,5g Clorură ferică 30ml HCl (1,19) 50ml Apă distilată 520ml Alcool etilic 500ml
Proba lustruită este imersată în soluţie până la acoperirea cu un strat roşu de cupru. După atac se spală cu alcool şi puţin HCl.
Pune în evidenţă segregaţia fosforului. In câmp luminos, zonele bogate în P apar galbene strălucitoare pe fond întunecat, mat. În lumina oblică efectul este invers.
3. HEYN Clorură cuprică amoniacală 10g Apă distilată 120ml
Durata de atac 1-5 min. Cuprul depus se înlătură cu un tampon sub jet de apă.
Pune în evidentă segregaţia P (zone cafenii) si C (zone negre)
4. FRY nr. 4 Clorură cuprică 90g HCl (1.19) 120ml Apă distilată 100ml
Încălzirea probei 5-30 min. la 200-250°C lustruire si atac prin ştergere. Spălare în alcool sau soluţie HCl 1:1 pt. înlăturarea cuprului.
Pune în evidenţă linii de alunecare şi urme de deformare în oţeluri cu %C scăzut.
5. IATEVICI HCl 3ml H2SO4 12ml Apă distilată 50ml
Temperatura 72-82°C, timp de atac 15-45 min.
Pune în evidenţă orientarea fibrelor, segregaţii, porozităţi, incluziuni, strat durificat, pete moi la călire, la oţeluri, inclusiv inoxidabil.
6. NITAL HNO3 (1.4) 5ml Alcool etilic 95 ml
Durata de atac 1-5 min. apoi proba se intoduce 1s în soluţie 10% HCl
Adâncimea stratului cementat, decarburat, călit superficial, suduri.
7. ADLER Clorură cuprică amoniacală 3g Clorură ferică 15g HCl (1.19) 50cm 3 Apă distilată 25ml
Se dizolvă clorura cuprică, apoi HCl şi la urmă clorura ferică. Atacul se face prin imersionare, apoi spălare şi uscare in aer cald
Pune în evidenţă structura şi zona influenţată termic a cusăturilor sudate din oţeluri carbon şi slab aliate.
8. NISSNER A: HCl (1.19) B: Ferocianuri de K 20%
Hârtia fotografică îmbibată în soluţia A se aplică pe proba lustruită, 2min. Developarea hârtiei în sol. B, 10 min.
Pune în evidenţă oxizii care se colorează albastru închis
9 HNO3 (1.4) 4-10ml Apă distilată 90-96 ml
Imersionare sau tamponare 5-25 min. la 20°C
Evidenţiază sufluri, porozităţi, fisuri, fulgi, suduri de oţeluri carbon şi slab aliate
10 HCl (1.19) 100ml Apă 100ml
Durata de atac 5-45 min. la 60-80°C
Macroanaliza semifabricatelor din oţel. Excepţie cele austenitice, feritice.
11 HCl (1.19) 100ml HNO3 (1.4) 10 sau 100ml Apă 100ml
Durata de atac: 5-10min. la 60-70°
Macrostructura la oţeluri rezistente la coroziune şi refractare, oţeluri austenitice
12 HCl (1.19) 40ml HNO3 (1.4) 40ml HF 10ml Apă distilată 150ml
Durata de atac: 1-10 min. la 20°C
Macrostructura în aliaje de Al
13 Clorură ferică 10ml HCl (1.19) 30ml Apă distilată 120ml
Durata de atac: 2-5 min. la 20°C
Macrostructura în aliaje de Cu şi Ni.
25
Reacţiile care au loc sunt următoarele: FeS+ H2SO4=FeSO4+H2S
MnS+ H2SO4=MnSO4+H2S H2S+2AgBr=Ag2S+2HBr
Segregaţia sulfului este evidenţiată de sulfura de argint, sub formă de pete şi puncte de culoare cafenie închisă (fig. 3.12).
Dacă proba are dimensiuni mari, se aplică hârtia fotografică pe suprafaţa probei. Bulele de gaz care se formează între hârtie şi probă se elimină cu un rulou de cauciuc sau cu o baghetă de sticlă. În caz contrar, pe hârtie apar pete luminoase ce denaturează analiza.
Dacă este necesară executarea mai multor amprente pe această probă, se impune îndepărtarea unui strat de minimum 0.5 mm după fiecare amprentă.
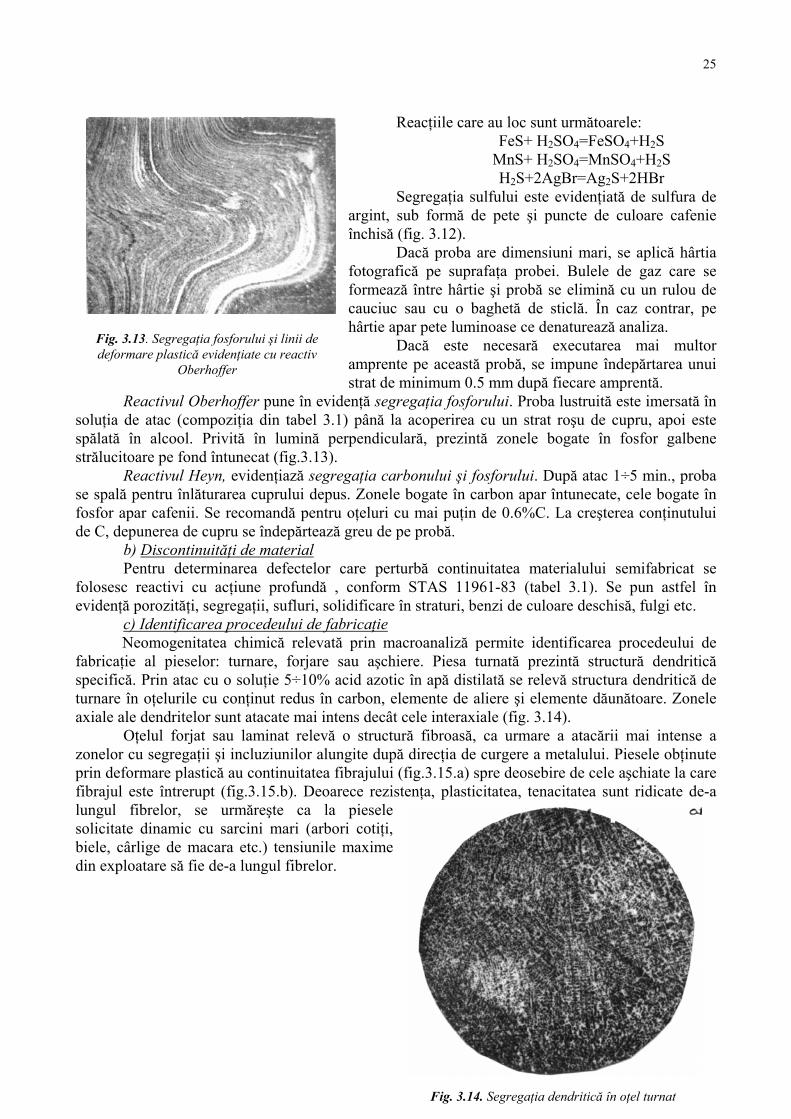
Reactivul Oberhoffer pune în evidenţă segregaţia fosforului. Proba lustruită este imersată în soluţia de atac (compoziţia din tabel 3.1) până la acoperirea cu un strat roşu de cupru, apoi este spălată în alcool. Privită în lumină perpendiculară, prezintă zonele bogate în fosfor galbene strălucitoare pe fond întunecat (fig.3.13).
Reactivul Heyn, evidenţiază segregaţia carbonului şi fosforului. După atac 1÷5 min., proba se spală pentru înlăturarea cuprului depus. Zonele bogate în carbon apar întunecate, cele bogate în fosfor apar cafenii. Se recomandă pentru oţeluri cu mai puţin de 0.6%C. La creşterea conţinutului de C, depunerea de cupru se îndepărtează greu de pe probă.
b) Discontinuităţi de material Pentru determinarea defectelor care perturbă continuitatea materialului semifabricat se
folosesc reactivi cu acţiune profundă , conform STAS 11961-83 (tabel 3.1). Se pun astfel în evidenţă porozităţi, segregaţii, sufluri, solidificare în straturi, benzi de culoare deschisă, fulgi etc.
c) Identificarea procedeului de fabricaţie Neomogenitatea chimică relevată prin macroanaliză permite identificarea procedeului de
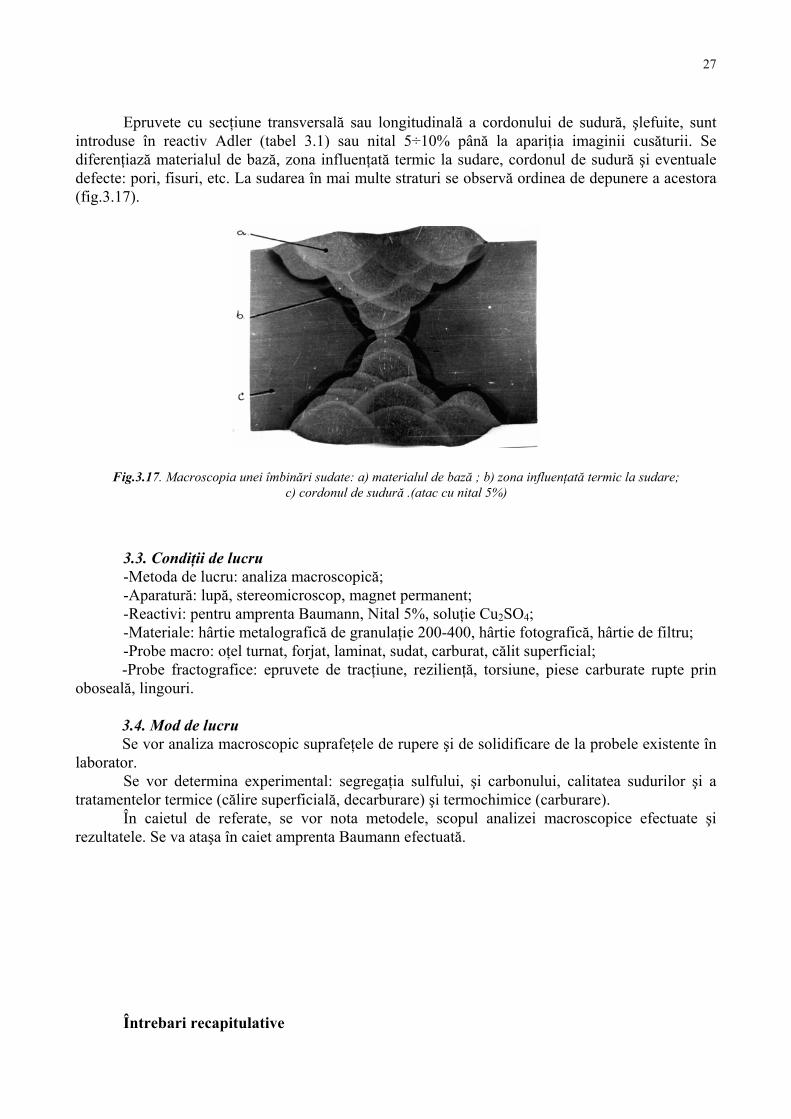
fabricaţie al pieselor: turnare, forjare sau aşchiere. Piesa turnată prezintă structură dendritică specifică. Prin atac cu o soluţie 5÷10% acid azotic în apă distilată se relevă structura dendritică de turnare în oţelurile cu conţinut redus în carbon, elemente de aliere şi elemente dăunătoare. Zonele axiale ale dendritelor sunt atacate mai intens decât cele interaxiale (fig. 3.14).
Oţelul forjat sau laminat relevă o structură fibroasă, ca urmare a atacării mai intense a zonelor cu segregaţii şi incluziunilor alungite după direcţia de curgere a metalului. Piesele obţinute prin deformare plastică au continuitatea fibrajului (fig.3.15.a) spre deosebire de cele aşchiate la care fibrajul este întrerupt (fig.3.15.b). Deoarece rezistenţa, plasticitatea, tenacitatea sunt ridicate de-a lungul fibrelor, se urmăreşte ca la piesele solicitate dinamic cu sarcini mari (arbori cotiţi, biele, cârlige de macara etc.) tensiunile maxime din exploatare să fie de-a lungul fibrelor.
Fig. 3.13. Segregaţia fosforului şi linii de deformare plastică evidenţiate cu reactiv
Oberhoffer
Fig. 3.14. Segregaţia dendritică în oţel turnat

26
d).Mărimea stratului tratat termic sau termochimic Prin atac cu nital 5% se evidenţiază mărimea stratului carburat (fig. 3.16.a) de culoare mai
întunecată, a stratului decarburat (fig.3.16.b) sau a stratului călit superficial (fig.3.16.c) de culoare mai deschisă faţă de miezul piesei.
e).Calitatea îmbinărilor sudate
Fig. 3.16.Macroscopia unei piese: a) carburată; b) decarburată; c) călită superficial. (atac cu nital 5%)
a) b)
c)
Fig.3.15. Linii de deformare plastică la un cârlig de macara forjat (a) şi prelucrat prin aşchiere (b).
a) b)
27
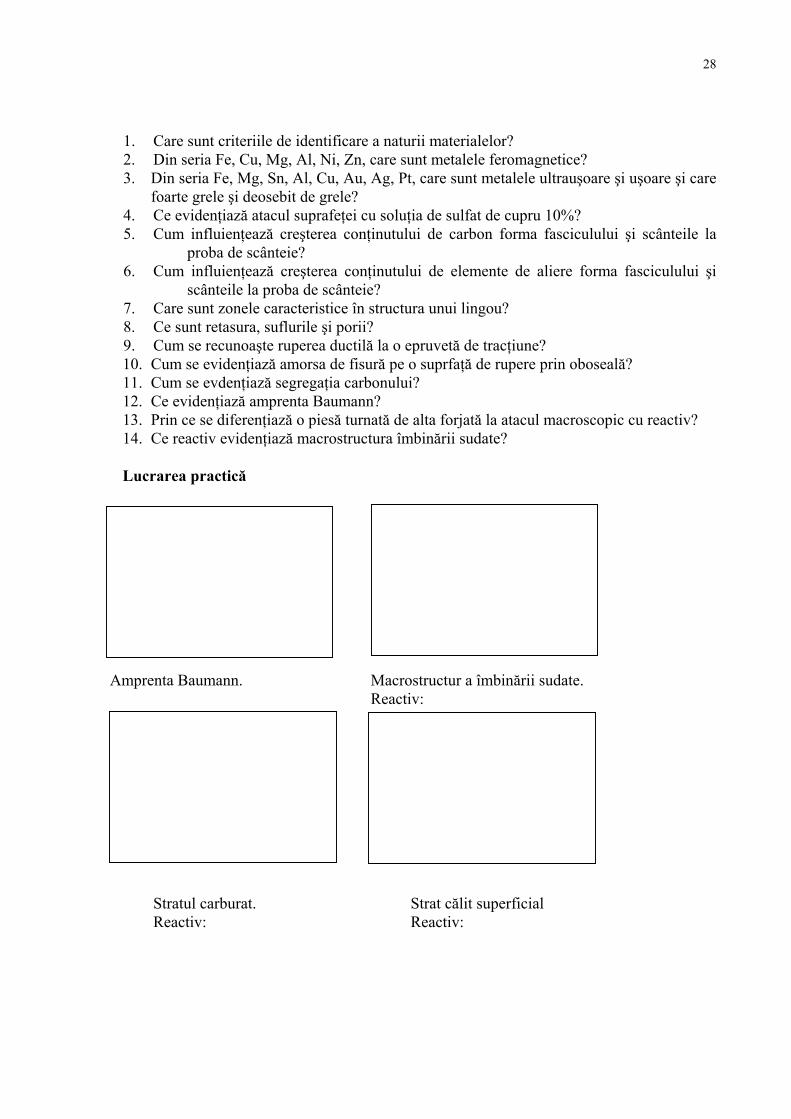
Epruvete cu secţiune transversală sau longitudinală a cordonului de sudură, şlefuite, sunt introduse în reactiv Adler (tabel 3.1) sau nital 5÷10% până la apariţia imaginii cusăturii. Se diferenţiază materialul de bază, zona influenţată termic la sudare, cordonul de sudură şi eventuale defecte: pori, fisuri, etc. La sudarea în mai multe straturi se observă ordinea de depunere a acestora (fig.3.17).
3.3. Condiţii de lucru -Metoda de lucru: analiza macroscopică; -Aparatură: lupă, stereomicroscop, magnet permanent; -Reactivi: pentru amprenta Baumann, Nital 5%, soluţie Cu2SO4; -Materiale: hârtie metalografică de granulaţie 200-400, hârtie fotografică, hârtie de filtru; -Probe macro: oţel turnat, forjat, laminat, sudat, carburat, călit superficial; -Probe fractografice: epruvete de tracţiune, rezilienţă, torsiune, piese carburate rupte prin
oboseală, lingouri. 3.4. Mod de lucru Se vor analiza macroscopic suprafeţele de rupere şi de solidificare de la probele existente în
laborator. Se vor determina experimental: segregaţia sulfului, şi carbonului, calitatea sudurilor şi a
tratamentelor termice (călire superficială, decarburare) şi termochimice (carburare). În caietul de referate, se vor nota metodele, scopul analizei macroscopice efectuate şi
rezultatele. Se va ataşa în caiet amprenta Baumann efectuată. Întrebari recapitulative
Fig.3.17. Macroscopia unei îmbinări sudate: a) materialul de bază ; b) zona influenţată termic la sudare; c) cordonul de sudură .(atac cu nital 5%)
28
1. Care sunt criteriile de identificare a naturii materialelor? 2. Din seria Fe, Cu, Mg, Al, Ni, Zn, care sunt metalele feromagnetice? 3. Din seria Fe, Mg, Sn, Al, Cu, Au, Ag, Pt, care sunt metalele ultrauşoare şi uşoare şi care
foarte grele şi deosebit de grele? 4. Ce evidenţiază atacul suprafeţei cu soluţia de sulfat de cupru 10%? 5. Cum influienţează creşterea conţinutului de carbon forma fasciculului şi scânteile la
proba de scânteie? 6. Cum influienţează creşterea conţinutului de elemente de aliere forma fasciculului şi
scânteile la proba de scânteie? 7. Care sunt zonele caracteristice în structura unui lingou? 8. Ce sunt retasura, suflurile şi porii? 9. Cum se recunoaşte ruperea ductilă la o epruvetă de tracţiune? 10. Cum se evidenţiază amorsa de fisură pe o suprfaţă de rupere prin oboseală? 11. Cum se evdenţiază segregaţia carbonului? 12. Ce evidenţiază amprenta Baumann? 13. Prin ce se diferenţiază o piesă turnată de alta forjată la atacul macroscopic cu reactiv? 14. Ce reactiv evidenţiază macrostructura îmbinării sudate? Lucrarea practică
Amprenta Baumann. Macrostructur a îmbinării sudate. Reactiv: Stratul carburat. Strat călit superficial Reactiv: Reactiv:
29
4. INCLUZIUNI NEMETALICE
4.1. Aspecte teoretice 4.1.1. Clasificarea incluziunilor nemetalice Incluziunile nemetalice sunt particule de materiale nemetalice în structura metalelor si
aliajelor, provenite din procesele tehnologice de elaborare şi turnare. In general sunt nedorite, deoarece înrăutătesc proprietatile metalelor, în functie de caracteristicile lor şi compoziţia chimică a masei metalice în care sunt incluse.
Incluziunile nemetalice se pot diferenţia dupa: geneză sau provenienţă, compoziţia chimică, formă, plasticitate, mod de distributie şi mărime.
a. După geneză sau provenienţă pot fi: - incluziuni endogene, apărute în metalul lichid în urma reacţiilor de dezoxidare, desulfurare
şi aliere sau în procesul de solidificare al acestuia; - incluziuni exogene, antrenate din exterior în metalul topit (zgură, materiale refractare, etc).
Se deosebesc de incluziunile endogene prin dimensiuni mari, forme neregulate, structura complexă si prezenţă sporadică. Pot favoriza germinarea eterogenă a incluziunilor endogene.
b. După compoziţia chimică se disting: 1-oxizi, 2-sulfuri, 3-silicaţi, 4-nitruri, 5-carburi, 6-incluziuni de grafit, 7-compuşi floruraţi, 8-fosfuri.
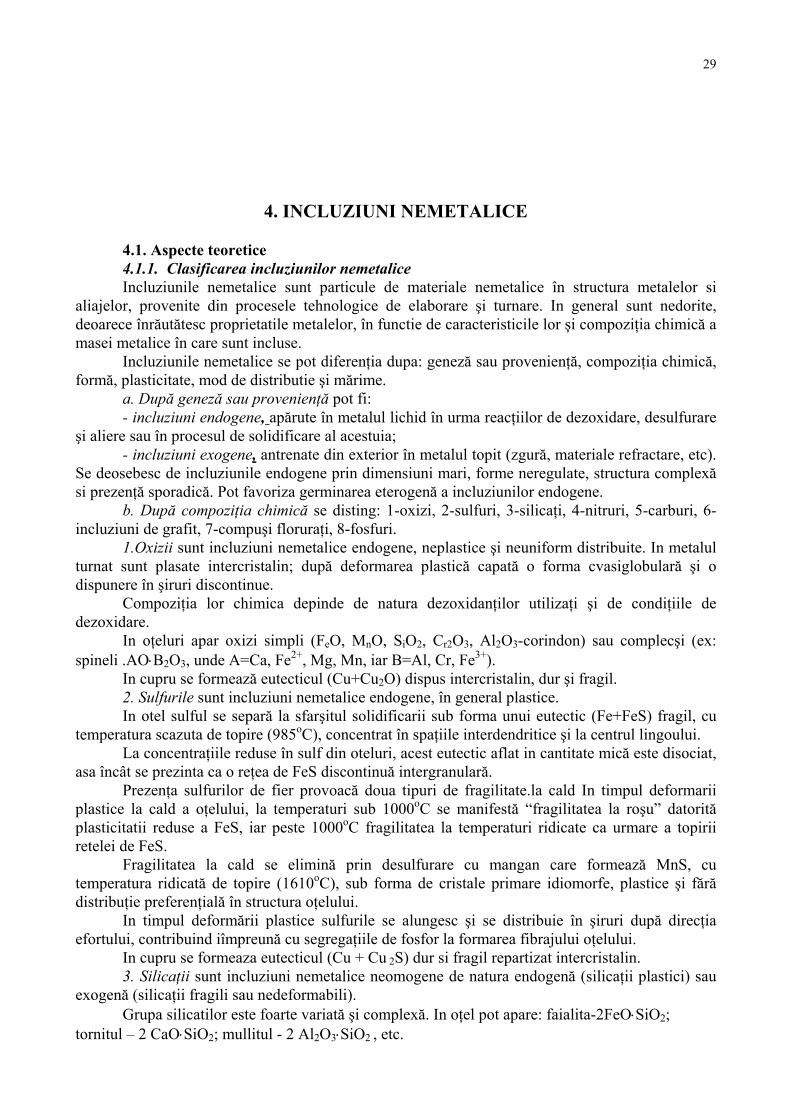
1.Oxizii sunt incluziuni nemetalice endogene, neplastice şi neuniform distribuite. In metalul turnat sunt plasate intercristalin; după deformarea plastică capată o forma cvasiglobulară şi o dispunere în şiruri discontinue.
Compoziţia lor chimica depinde de natura dezoxidanţilor utilizaţi şi de condiţiile de dezoxidare.
In oţeluri apar oxizi simpli (FeO, MnO, SiO2, Cr2O3, Al2O3-corindon) sau complecşi (ex: spineli .AO⋅B2O3, unde A=Ca, Fe2+, Mg, Mn, iar B=Al, Cr, Fe3+).
In cupru se formează eutecticul (Cu+Cu2O) dispus intercristalin, dur şi fragil. 2. Sulfurile sunt incluziuni nemetalice endogene, în general plastice. In otel sulful se separă la sfarşitul solidificarii sub forma unui eutectic (Fe+FeS) fragil, cu
temperatura scazuta de topire (985oC), concentrat în spaţiile interdendritice şi la centrul lingoului. La concentraţiile reduse în sulf din oteluri, acest eutectic aflat in cantitate mică este disociat,
asa încât se prezinta ca o reţea de FeS discontinuă intergranulară. Prezenţa sulfurilor de fier provoacă doua tipuri de fragilitate.la cald In timpul deformarii
plastice la cald a oţelului, la temperaturi sub 1000oC se manifestă “fragilitatea la roşu” datorită plasticitatii reduse a FeS, iar peste 1000oC fragilitatea la temperaturi ridicate ca urmare a topirii retelei de FeS.
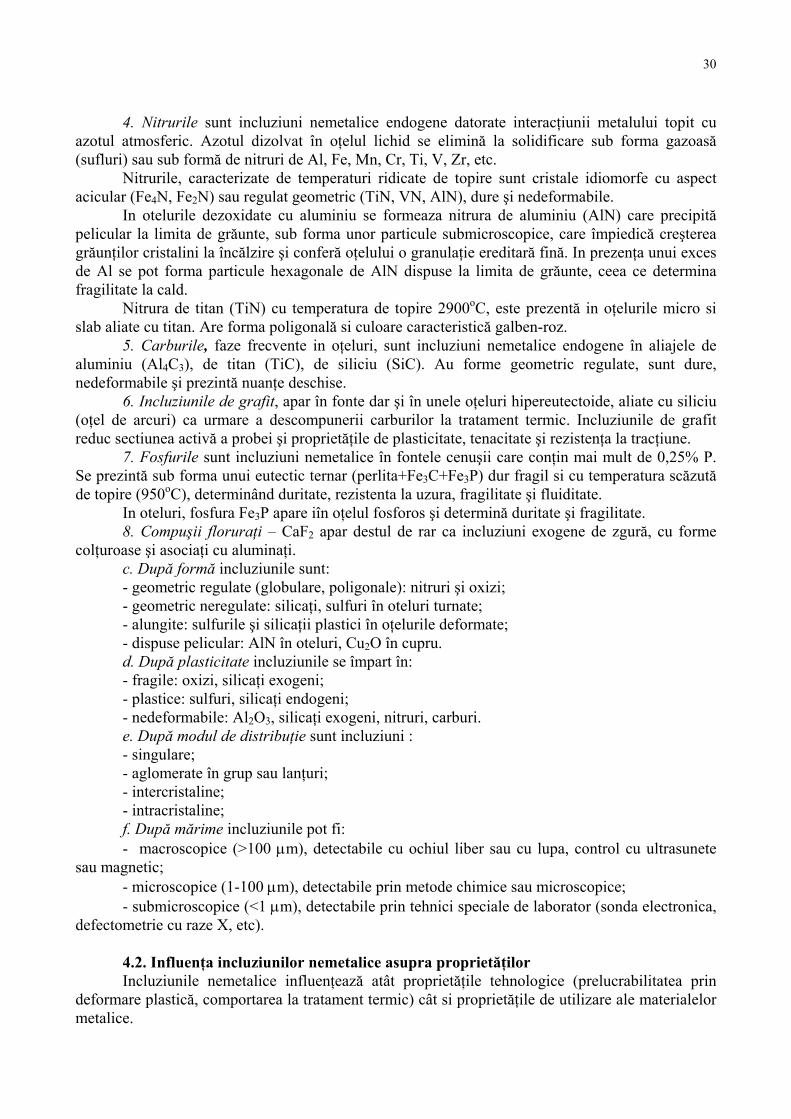
Fragilitatea la cald se elimină prin desulfurare cu mangan care formează MnS, cu temperatura ridicată de topire (1610oC), sub forma de cristale primare idiomorfe, plastice şi fără distribuţie preferenţială în structura oţelului.
In timpul deformării plastice sulfurile se alungesc şi se distribuie în şiruri după direcţia efortului, contribuind iîmpreună cu segregaţiile de fosfor la formarea fibrajului oţelului.
In cupru se formeaza eutecticul (Cu + Cu 2S) dur si fragil repartizat intercristalin. 3. Silicaţii sunt incluziuni nemetalice neomogene de natura endogenă (silicaţii plastici) sau
exogenă (silicaţii fragili sau nedeformabili). Grupa silicatilor este foarte variată şi complexă. In oţel pot apare: faialita-2FeO⋅SiO2;
tornitul – 2 CaO⋅SiO2; mullitul - 2 Al2O3⋅SiO2 , etc.
30
4. Nitrurile sunt incluziuni nemetalice endogene datorate interacţiunii metalului topit cu azotul atmosferic. Azotul dizolvat în oţelul lichid se elimină la solidificare sub forma gazoasă (sufluri) sau sub formă de nitruri de Al, Fe, Mn, Cr, Ti, V, Zr, etc.
Nitrurile, caracterizate de temperaturi ridicate de topire sunt cristale idiomorfe cu aspect acicular (Fe4N, Fe2N) sau regulat geometric (TiN, VN, AlN), dure şi nedeformabile.
In otelurile dezoxidate cu aluminiu se formeaza nitrura de aluminiu (AlN) care precipită pelicular la limita de grăunte, sub forma unor particule submicroscopice, care împiedică creşterea grăunţilor cristalini la încălzire şi conferă oţelului o granulaţie ereditară fină. In prezenţa unui exces de Al se pot forma particule hexagonale de AlN dispuse la limita de grăunte, ceea ce determina fragilitate la cald.
Nitrura de titan (TiN) cu temperatura de topire 2900oC, este prezentă in oţelurile micro si slab aliate cu titan. Are forma poligonală si culoare caracteristică galben-roz.
5. Carburile, faze frecvente in oţeluri, sunt incluziuni nemetalice endogene în aliajele de aluminiu (Al4C3), de titan (TiC), de siliciu (SiC). Au forme geometric regulate, sunt dure, nedeformabile şi prezintă nuanţe deschise.
6. Incluziunile de grafit, apar în fonte dar şi în unele oţeluri hipereutectoide, aliate cu siliciu (oţel de arcuri) ca urmare a descompunerii carburilor la tratament termic. Incluziunile de grafit reduc sectiunea activă a probei şi proprietăţile de plasticitate, tenacitate şi rezistenţa la tracţiune.
7. Fosfurile sunt incluziuni nemetalice în fontele cenuşii care conţin mai mult de 0,25% P. Se prezintă sub forma unui eutectic ternar (perlita+Fe3C+Fe3P) dur fragil si cu temperatura scăzută de topire (950oC), determinând duritate, rezistenta la uzura, fragilitate şi fluiditate.
In oteluri, fosfura Fe3P apare iîn oţelul fosforos şi determină duritate şi fragilitate. 8. Compuşii floruraţi – CaF2 apar destul de rar ca incluziuni exogene de zgură, cu forme
colţuroase şi asociaţi cu aluminaţi. c. După formă incluziunile sunt: - geometric regulate (globulare, poligonale): nitruri şi oxizi; - geometric neregulate: silicaţi, sulfuri în oteluri turnate; - alungite: sulfurile şi silicaţii plastici în oţelurile deformate; - dispuse pelicular: AlN în oteluri, Cu2O în cupru. d. După plasticitate incluziunile se împart în: - fragile: oxizi, silicaţi exogeni; - plastice: sulfuri, silicaţi endogeni; - nedeformabile: Al2O3, silicaţi exogeni, nitruri, carburi. e. După modul de distribuţie sunt incluziuni : - singulare; - aglomerate în grup sau lanţuri; - intercristaline; - intracristaline; f. După mărime incluziunile pot fi: - macroscopice (>100 µm), detectabile cu ochiul liber sau cu lupa, control cu ultrasunete
sau magnetic; - microscopice (1-100 µm), detectabile prin metode chimice sau microscopice; - submicroscopice (<1 µm), detectabile prin tehnici speciale de laborator (sonda electronica,
defectometrie cu raze X, etc). 4.2. Influenţa incluziunilor nemetalice asupra proprietăţilor Incluziunile nemetalice influenţează atât proprietăţile tehnologice (prelucrabilitatea prin
deformare plastică, comportarea la tratament termic) cât si proprietăţile de utilizare ale materialelor metalice.

31
Deformabilitatea plastică a materialelor metalice este influenţată prin comportarea incluziunilor nemetalice la deformare plastică. Incluziunile de sulfuri sunt relativ moi şi plastice; incluziunile de oxizi (SiO2 , Al2O3), silicati si spineli sunt dure si fragile. In materialele deformate plastic, incluziunile fragile sunt sfărâmate formând şiruri discontinue. Cele plastice sunt alungite în şiruri continue, ceea ce contribuie la formarea fibrajului materialului şi la anizotropia proprietăţilor acestuia. Incluziunile care formeaza eutectice usor fuzibile provoacă fragilitate la cald, ca de exemplu eutectice (Fe+FeS sau FeO+FeS) din oţeluri.
Comportarea la tratamente termice a materialelor este influenţată de acţiunea incluziunilor nemetalice asupra mărimii granulaţiei. Astfel, finisarea grăunţilor de austenită este determinată de dispersia ridicată a incluziunilor oxidice (Al2O3, V2O5, TiO2) cu rol de germeni eterogeni la cristalizarea primară a austenitei. Totodată aceste incluziuni constituie bariere mecanice pentru tendinţa de creştere a grăuntelui austenitic la încălzire, reducând sensibilitatea oţelului la supraîncălzire.
Proprietăţile mecanice de utilizare sunt influenţate defavorabil, deoarece incluziunile nemetalice constituie discontinuităţi în masa metalică, care reduc secţiunea activă, sunt concentratori locali de tensiune, reduc mobilitatea dislocaţiilor şi au efect de crestatură. Deoarece constituie amorse de fisură, reduc rezistenţa mecanică, plasticitatea, tenacitatea, rezistenta la oboseală, la coroziune, la uzură, sudabilitatea.
Proprietăţile sunt influenţate de cantitatea, compoziţia chimică, forma, mărimea şi modul de repartiţie al incluziunilor nemetalice.
Proprietăţile se iînrăutăţesc mai pronunţat sub acţiunea incluziunilor intercristaline şi a celor intracristaline grosiere şi în proporţii mari. Incluziunile plastice păstrează o mai bună aderenţă cu matricea la solicitare. Cele dure, mai ales incluziunile oxidice colţuroase, favorizează concentrări locale de tensiuni şi apariţia de fisuri. Viteza de propagare a fisurii este influenţată de natura incluziunii: Cele fragile, care se pot sfărâma în câmpul de tensiuni, formează fisuri secundare, accelerând propagarea fisurii. Incluziunile dure care rămân solidare cu matricea micşorează viteza de propagare a fisurii.
Diferenţa între contracţia termică a masei de bază şi a incluziunii, poate duce mai ales la călire, la aparitia de câmpuri de tensiuni sau discontinuităţi structurale. Astfel, dacă coeficientul de contracţie în raport cu matricea este mare (MnS, MnSe în oţel) apar goluri; dacă este redus (Al2O3, Cr2O3 în oţel) apar câmpuri de tensiuni pe suprafaţa incluziunii, cu acţiune negativă mai ales la solicitări la oboseală.
Rezistenţa la coroziune scade sub influenţa incluziunilor, deoarece favorizează formarea microcelulelor galvanice de compoziţie şi de distorsiune elastică. De aceea oţelurile inoxidabile se supun tratamentului în vid pentru reducerea continutului de C, N, O.
Rezistenţa la uzură este influenţată de prezenţa incluziunilor. Astfel, SiO2 şi Al2O3 produc în oţelul de rulmenti uzură prematură. Incluziunile sulfidice micsorează coeficientul de frecare şi îmbunătăţesc rezistenţa la gripare.
Prelucrabilitatea prin aşchiere este ameliorată în prezenţa incluziunilor care conduc la fragmentarea aşchiei (S şi P în oţelurile pentru automate).
Sudabilitatea este înrăutăţită în prezenţa eutecticului (Fe+FeS) care topit la 985oC dă naştere la fisuri sub acţiunea tensiunilor de contracţie la solidificare.
4.3. Descrierea lucrării Lucrarea are ca scop analiza calitativă şi cantitativă a incluziunilor nemetalice din oţeluri.
Analiza calitativă urmăreşte stabilirea originii (endogene sau exogene) şi naturii incluziunilor nemetalice (oxizi, silicati, sulfuri, etc). Constituie prima etapă în cunoaşterea măsurii în care incluziunile nemetalice influenţează proprietăţile aliajelor. Asocierea analizei calitative cu analiza cantitativă (conţinut total, dimensiuni şi distribuţie) dă o imagine mai completă asupra gradului de puritate a unui metal sau aliaj.

32
Corelarea gradului de puritate cu indicatiile despre influenţa diferitor incluziuni asupra comportării pieselor în condiţiile concrete de exploatare, constituie baza de apreciere a posibilităţilor de utilizare a materialului respectiv.
Totodată cantitatea, natura, forma şi modul de distribuţie al incluziunilor nemetalice dau informaţii asupra tehnologiei de obţinere a produsului respectiv (elaborare, prelucrare prin deformare plastică, etc).
4.3.1. Analiza microscopică calitativă Analiza calitativa a incluziunilor nemetalice se executa conform STAS 5949-80 , pe probe
lustruite, neatacate chimic, călite în prealabil pentru ca pregatirea metalografica sa nu includa alte incluziuni. La oţelurile deformate plastic, analiza metalografica se execută in secţiunea longitudinală a probei.
A. Analiza microscopică în câmp luminos şi întunecat Aspectele calitative al incluziunii, care pot fi observate în câmp luminos sunt: conturul,
forma, numărul de faze, microduritatea, modul de distribuţie, fragilitatea, culoarea în aer sau ulei de imersie, efectul diferiţilor reactivi de atac.
In câmp întunecat se pune în evidenţă transparenţa (incluziuni luminoase), opacitatea (incluziuni întunecate) şi culoarea proprie a incluziunii.
Conform indicaţiilor din STAS 5949-80 se deosebesc: I. Oxizi: a) punctiformi: incluziuni punctiforme, întunecate, din oxizi simpli sau complecăi,
împrăştiate pe întreaga suprafata a probei metalografice sub forma de particule izolate sau aglomerate (fig.4.1).
b) liniari: linii de incluziuni din grăunţii mici izolaţi, de cele mai multe ori din corindon sau spinel (fig.4.2).
II. Silicaţi: a) fragili : linii continue sau grupe de linii de silicaţi sau sticlă silicatică cu fragilitatea
distrusă la deformare, uneori însoţiţi de oxizi (fig.4.3); b) plastici: incluziuni alungite în direcţia deformării care diferă de sulfuri printr-o culoare
mai întunecată şi transparenţă în câmpul visual întunecat (fig.4.4); c) nedeformabili: incluziuni izolate sau în grup cu formă neregulată (fig.4.5). III. Sulfuri: incluziuni isolate sau în grup, de regulă de bisulfura MnS-FeS, plastice, alungite
în direcţia deformării, opace în câmpul vizual întunecat (fig.4.6 în oţel laminat, fig.4.7 în oţel turnat).
IV. Nitruri: a) Nitruri şi carbonitruri de titan, sub forma de linii şi concentrări de cristale galben-roz,
împrăştiate pe întreg câmpul vizual, în general de formă regulată (fig.4.8). b) Nitruri de aluminiu sub forma de cristale anizotrope întunecate, de formă regulată. In fig. 4.9 se prezinta incluziuni exogene iar in fig. 4.10 repartizarea incluziunilor
nemetalice in zonele caracteristice ale unui lingou elaborat într-un cuptor cu arc alectric. B. Analiza microscopică în lumină polarizată Se monteaza polarizorul si analizorul si se studiaza incluziunea prin rotirea analizorului de
la pozitia zero (nicoli paraleli) la pozitia 90o (nicoli încrucişaţi). In lumină polarizată se evidenţiază opacitatea sau transparenţa, izotropia sau anizotropia incluziunilor.
Incluziunile opace izotrope sunt luminoase la poziţia paralelă a nicolilor şi întunecate la nicoli încrucişati. Rămân întunecate la rotirea măsuţei sau polarizorului cu 360o.
Incluziunile opace anizotrope sunt luminoase la nicoli paraleli şi încrucişaţi. Prin rotirea măsuţei sau polarizorului cu 360o apar de 4 ori luminoase, respectiv întunecate.
Incluziunile transparente izotrope prezintă la nicoli încrucişati culori proprii, iar cele anizotrope sunt luminoase.
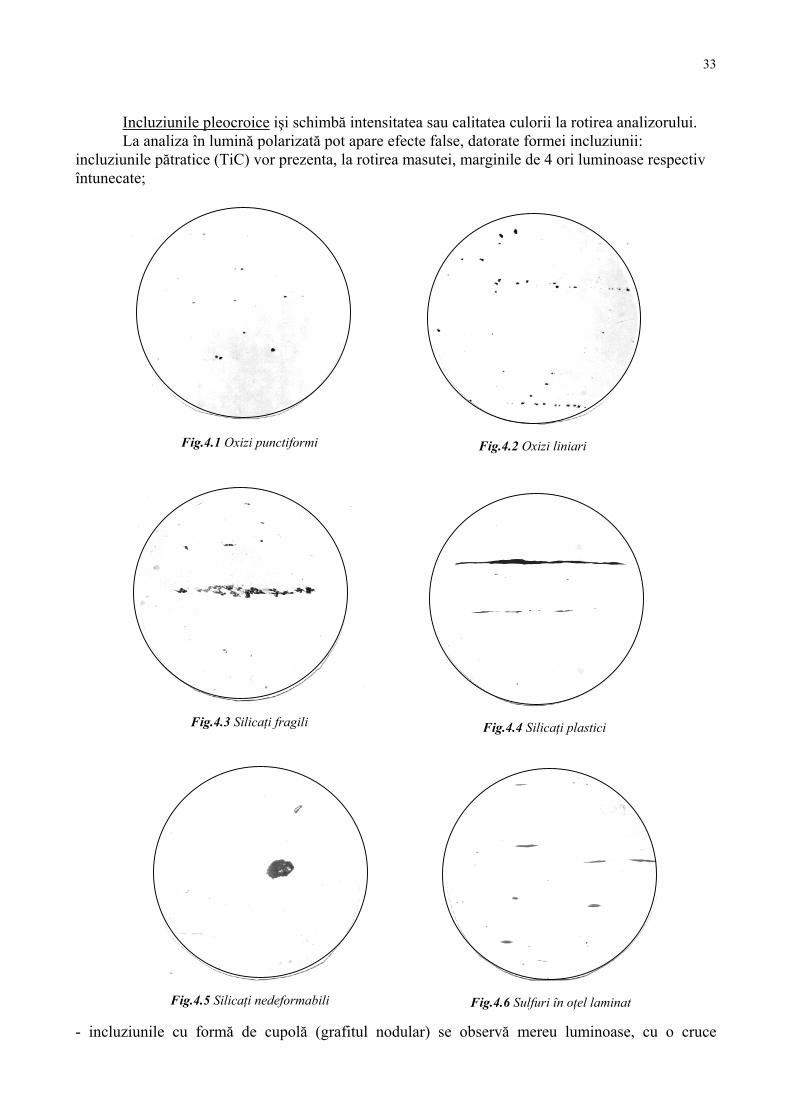
33
Incluziunile pleocroice işi schimbă intensitatea sau calitatea culorii la rotirea analizorului. La analiza în lumină polarizată pot apare efecte false, datorate formei incluziunii:
incluziunile pătratice (TiC) vor prezenta, la rotirea masutei, marginile de 4 ori luminoase respectiv întunecate;
- incluziunile cu formă de cupolă (grafitul nodular) se observă mereu luminoase, cu o cruce
Fig.4.1 Oxizi punctiformi Fig.4.2 Oxizi liniari
Fig.4.3 Silicaţi fragili Fig.4.4 Silicaţi plastici
Fig.4.5 Silicaţi nedeformabili Fig.4.6 Sulfuri în oţel laminat
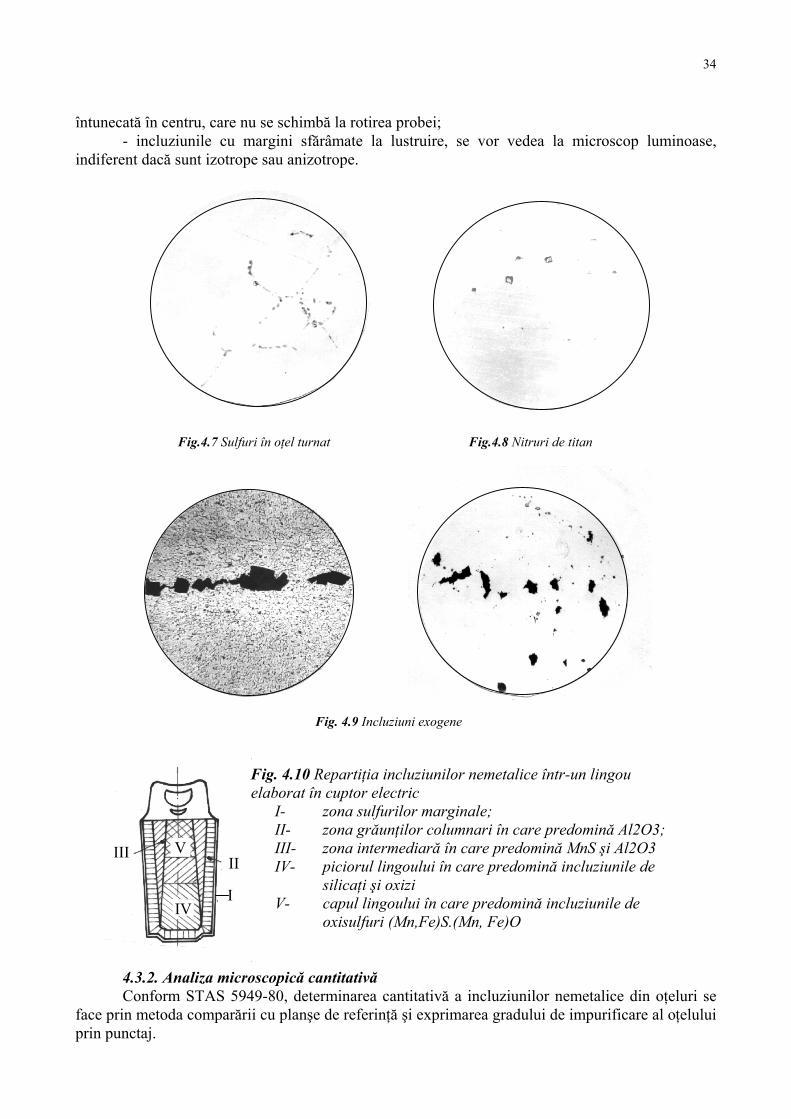
34
întunecată în centru, care nu se schimbă la rotirea probei; - incluziunile cu margini sfărâmate la lustruire, se vor vedea la microscop luminoase,
indiferent dacă sunt izotrope sau anizotrope.
4.3.2. Analiza microscopică cantitativă Conform STAS 5949-80, determinarea cantitativă a incluziunilor nemetalice din oţeluri se
face prin metoda comparării cu planşe de referinţă şi exprimarea gradului de impurificare al oţelului prin punctaj.
Fig.4.7 Sulfuri în oţel turnat Fig.4.8 Nitruri de titan
Fig. 4.9 Incluziuni exogene
Fig. 4.10 Repartiţia incluziunilor nemetalice într-un lingou elaborat în cuptor electric
I- zona sulfurilor marginale; II- zona grăunţilor columnari în care predomină Al2O3; III- zona intermediară în care predomină MnS şi Al2O3 IV- piciorul lingoului în care predomină incluziunile de
silicaţi şi oxizi V- capul lingoului în care predomină incluziunile de
oxisulfuri (Mn,Fe)S.(Mn, Fe)O I
IIIII
IV
V
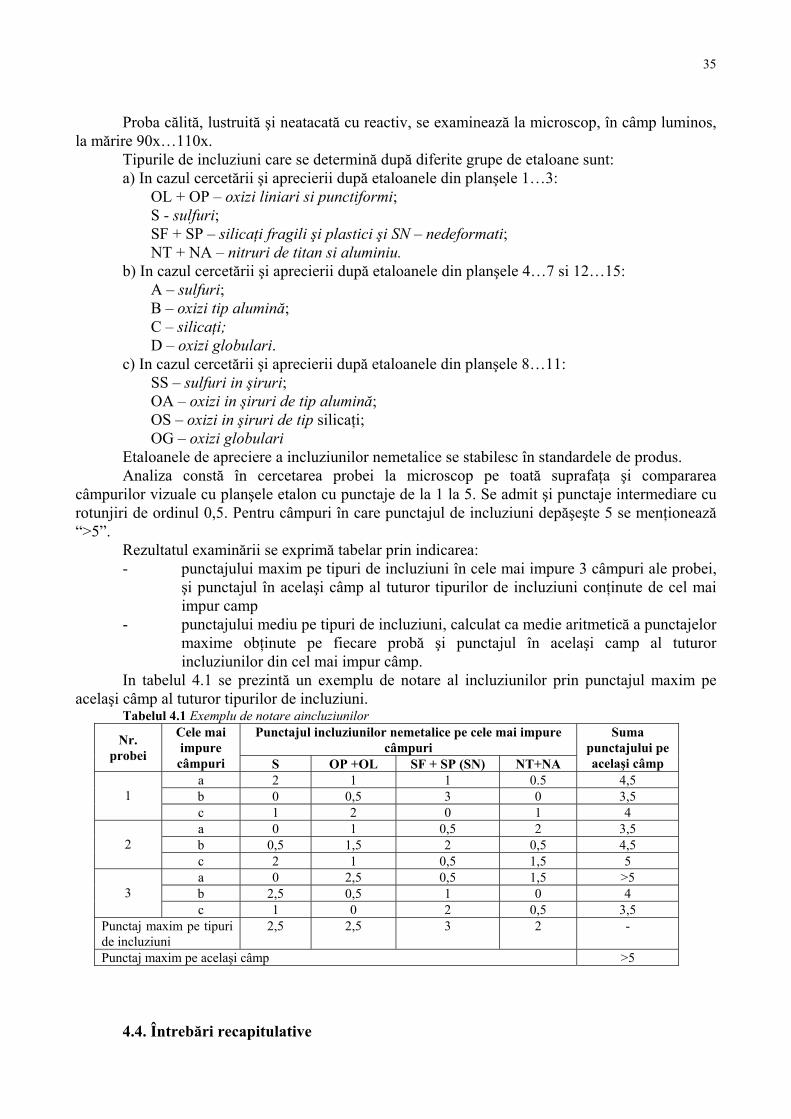
35
Proba călită, lustruită şi neatacată cu reactiv, se examinează la microscop, în câmp luminos, la mărire 90x…110x.
Tipurile de incluziuni care se determină după diferite grupe de etaloane sunt: a) In cazul cercetării şi aprecierii după etaloanele din planşele 1…3:
OL + OP – oxizi liniari si punctiformi; S - sulfuri; SF + SP – silicaţi fragili şi plastici şi SN – nedeformati; NT + NA – nitruri de titan si aluminiu.
b) In cazul cercetării şi aprecierii după etaloanele din planşele 4…7 si 12…15: A – sulfuri; B – oxizi tip alumină; C – silicaţi; D – oxizi globulari.
c) In cazul cercetării şi aprecierii după etaloanele din planşele 8…11: SS – sulfuri in şiruri; OA – oxizi in şiruri de tip alumină; OS – oxizi in şiruri de tip silicaţi; OG – oxizi globulari
Etaloanele de apreciere a incluziunilor nemetalice se stabilesc în standardele de produs. Analiza constă în cercetarea probei la microscop pe toată suprafaţa şi compararea
câmpurilor vizuale cu planşele etalon cu punctaje de la 1 la 5. Se admit şi punctaje intermediare cu rotunjiri de ordinul 0,5. Pentru câmpuri în care punctajul de incluziuni depăşeşte 5 se menţionează “>5”.
Rezultatul examinării se exprimă tabelar prin indicarea: - punctajului maxim pe tipuri de incluziuni în cele mai impure 3 câmpuri ale probei,
şi punctajul în acelaşi câmp al tuturor tipurilor de incluziuni conţinute de cel mai impur camp
- punctajului mediu pe tipuri de incluziuni, calculat ca medie aritmetică a punctajelor maxime obţinute pe fiecare probă şi punctajul în acelaşi camp al tuturor incluziunilor din cel mai impur câmp.
In tabelul 4.1 se prezintă un exemplu de notare al incluziunilor prin punctajul maxim pe acelaşi câmp al tuturor tipurilor de incluziuni.
Tabelul 4.1 Exemplu de notare aincluziunilor Punctajul incluziunilor nemetalice pe cele mai impure
câmpuri Nr. probei
Cele mai impure
câmpuri S OP +OL SF + SP (SN) NT+NA
Suma punctajului pe acelaşi câmp
a 2 1 1 0.5 4,5 b 0 0,5 3 0 3,5
1
c 1 2 0 1 4 a 0 1 0,5 2 3,5 b 0,5 1,5 2 0,5 4,5
2
c 2 1 0,5 1,5 5 a 0 2,5 0,5 1,5 >5 b 2,5 0,5 1 0 4
3
c 1 0 2 0,5 3,5 Punctaj maxim pe tipuri de incluziuni
2,5 2,5 3 2 -
Punctaj maxim pe acelaşi câmp >5 4.4. Întrebări recapitulative
36
1. Definiţi incluziunile nemetalice. 2. Care sunt criteriile uzuale de clasificare a incluziunilor? 3. Ce proprietăţi ale materialelor metalice sunt influenţate de prezenţa incluziunilor
nemetalice? 4. Ce criterii se folosesc pentru determinarea calitativă a incluziunilor? 5. Ce este punctajul de incluziuni? 4.5 Condiţii de lucru -Aparatură: microscop metalografic, mărire 100x; 500x -Metoda de lucru: analiza calitativă şi cantitativă a incluziunilor nemetalice din oţeluri conform planşelor de referinţă 1…3 STAS 5949-80. -Probe: călite, lustruite, fără atac metalografic, analizate în secţiune longitudinală. 4.6. Mod de lucru Se analizează la microscop, la mărire 500x, probele de oţel laminat cu diferite tipuri de
incluzi uni, care se vor identifica prin studiul lor comparativ în câmp luminos, întunecat şi lumină polarizată.
Se vor schiţa tipurile de incluziuni întâlnite şi se vor nota caracteristicile : culoare, formă, plasticitate, mod de distribuţie, opacitatea sau transparenţa, izotropia sau anizotropia folosind ca model tabelul 4.2. Tabelul 4.2 Caracteristicile optice ale unor incluziuni nemetalice
Tipul de incluziune
Câmp luminos Câmp întunecat Lumină polarizată 90o
FeO Fe2O3 FeO.MnO FeO.Cr2O3 FeO.Al2O3 FeO.TiO2 FeO.V2O5 MnO.Cr2O3 Al2O3 SiO2 Al2O3.SiO2 3Al2O3.SiO2 2.FeO.SiO2 2MnO.SiO2 n FeO ; m MnO ; p SiO2 Sticla FeS MnS FeO.MnS TiS TiN Ti(CN) TiC.TiN ZrN VN AlN Cu2O CuS Grafit
- - se tratatează cu 3%H2SO4 reacţii STAS nu reacţionează - - sfere cenuşii cu nuanţe cafenii - cenuşiu închis - - - gri închis - - kaki gri deschis cenusiu - albastru roz - banan galben – roz roz cu nuanţe galben alb cu nuanţe roz sfere cenuşii gri - bleu gri - bleu cenuşiu închis
opac opac roşu roşu galben deschis roz-brun opac verde cenuşiu - verzui transparent fără culoare galben chihlimbar uneori cu rozete transparentă fără culoare opac opac opac opac opac opac opac opac opac roşu - carmin gri - bleu opac
izotrop anizotrop izotrop izotrop izotrop TiO2 - anizotrop izotrop MnO - izotrop Cr2O3 - anizotrop anizotrop anizotrop anizotrop sfere izotrope cu cruce întunecată anizotrop anizotrop pentru raze galbene, portocalii, verzi anizotrop pleocroism de roz la albastru izotrop izotrop izotrop izotrop anizotrop anizotrop cu pleocroism de la cenusiu la gri-cafeniu

37
Se va face analiza cantitativă a incluziunilor nemetalice , mărire 100x, la trei esantioane din oţel, prin indicarea punctajului maxim al tuturor incluziunilor din cele mai impure 3 câmpuri. Rezultatele se vor înscrie în tabelul de mai jos având ca model tabelul 4.1
Punctajul incluziunilor nemetalice pe cele mai impure câmpuri Nr.
probei
Cele mai impure
câmpuri S OP +OL SF + SP (SN) NT+NA
Suma punctajului pe acelaşi câmp
1
2
3
Punctaj maxim pe tipuri de incluziuni
Punctaj maxim pe acelaşi câmp
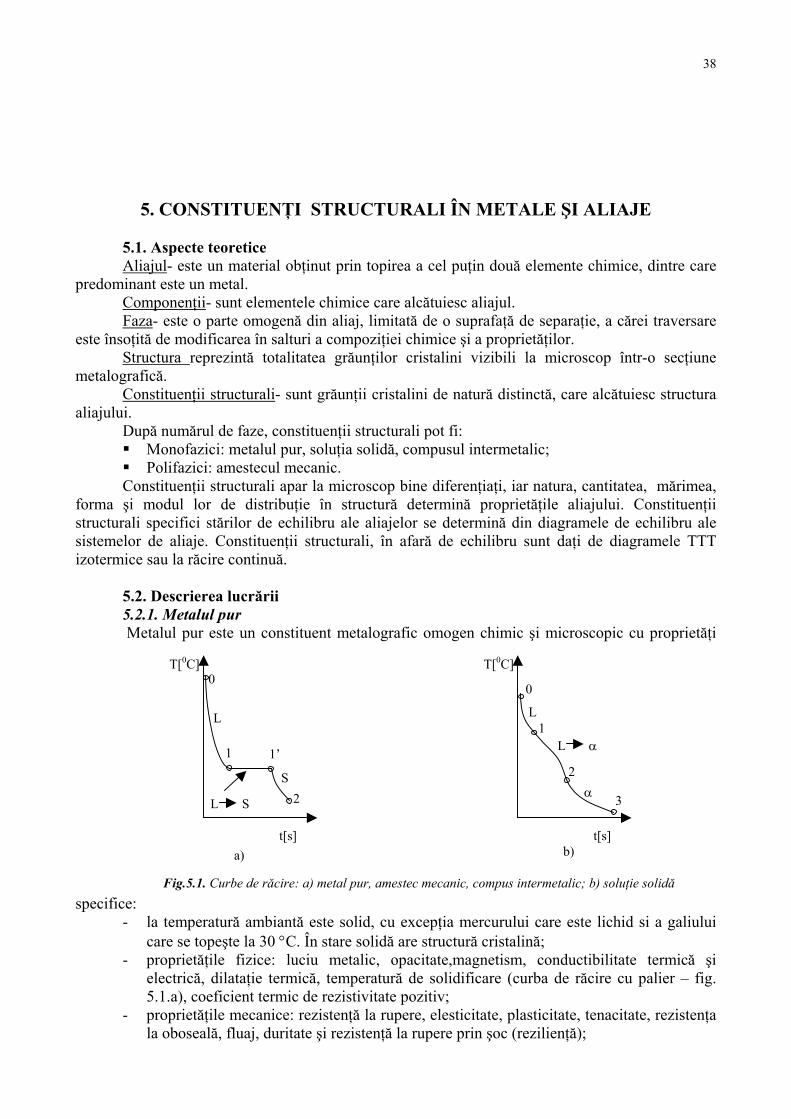
38
5. CONSTITUENŢI STRUCTURALI ÎN METALE ŞI ALIAJE
5.1. Aspecte teoretice Aliajul- este un material obţinut prin topirea a cel puţin două elemente chimice, dintre care
predominant este un metal. Componenţii- sunt elementele chimice care alcătuiesc aliajul. Faza- este o parte omogenă din aliaj, limitată de o suprafaţă de separaţie, a cărei traversare
este însoţită de modificarea în salturi a compoziţiei chimice şi a proprietăţilor. Structura reprezintă totalitatea grăunţilor cristalini vizibili la microscop într-o secţiune
metalografică. Constituenţii structurali- sunt grăunţii cristalini de natură distinctă, care alcătuiesc structura
aliajului. După numărul de faze, constituenţii structurali pot fi: Monofazici: metalul pur, soluţia solidă, compusul intermetalic; Polifazici: amestecul mecanic.
Constituenţii structurali apar la microscop bine diferenţiaţi, iar natura, cantitatea, mărimea, forma şi modul lor de distribuţie în structură determină proprietăţile aliajului. Constituenţii structurali specifici stărilor de echilibru ale aliajelor se determină din diagramele de echilibru ale sistemelor de aliaje. Constituenţii structurali, în afară de echilibru sunt daţi de diagramele TTT izotermice sau la răcire continuă.
5.2. Descrierea lucrării 5.2.1. Metalul pur Metalul pur este un constituent metalografic omogen chimic şi microscopic cu proprietăţi
specifice: - la temperatură ambiantă este solid, cu excepţia mercurului care este lichid si a galiului
care se topeşte la 30 °C. În stare solidă are structură cristalină; - proprietăţile fizice: luciu metalic, opacitate,magnetism, conductibilitate termică şi
electrică, dilataţie termică, temperatură de solidificare (curba de răcire cu palier – fig. 5.1.a), coeficient termic de rezistivitate pozitiv;
- proprietăţile mecanice: rezistenţă la rupere, elesticitate, plasticitate, tenacitate, rezistenţa la oboseală, fluaj, duritate şi rezistenţă la rupere prin şoc (rezilienţă);
t[s]
T[0C]
0
L1
2
L α
3 α
t[s]
T[0C] 0
L
1 1’
S 2 L S
Fig.5.1. Curbe de răcire: a) metal pur, amestec mecanic, compus intermetalic; b) soluţie solidă
a) b)
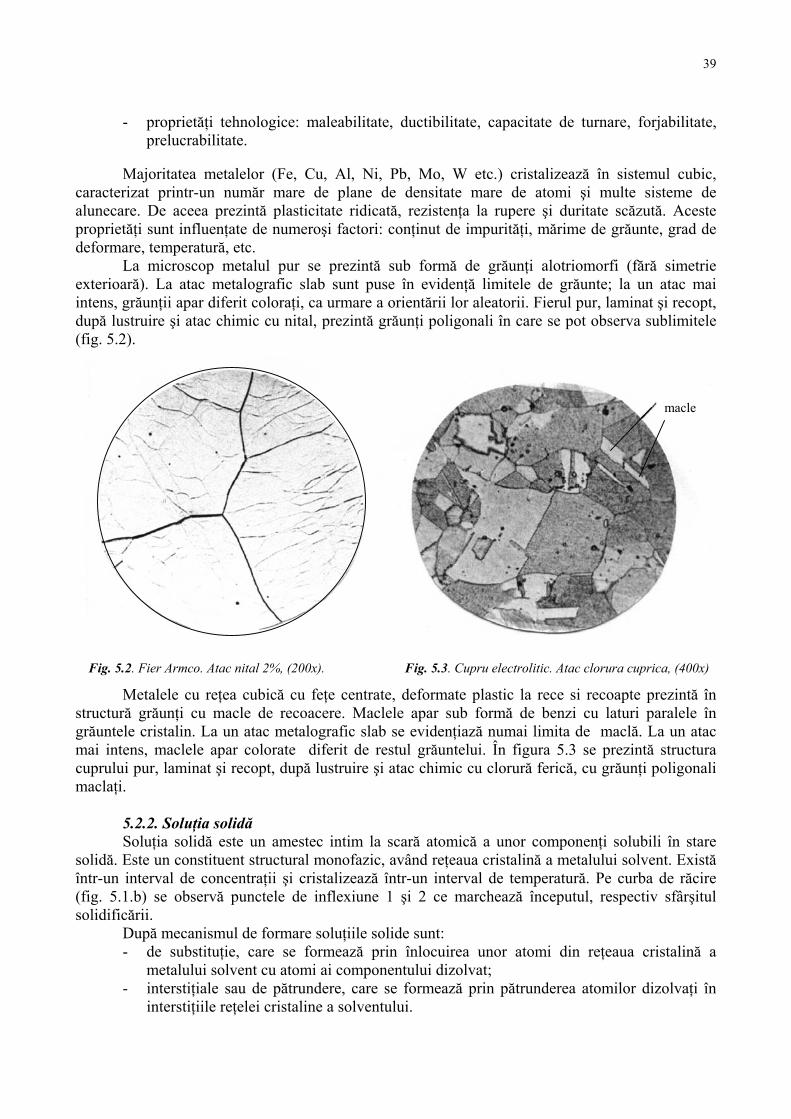
39
- proprietăţi tehnologice: maleabilitate, ductibilitate, capacitate de turnare, forjabilitate, prelucrabilitate.
Majoritatea metalelor (Fe, Cu, Al, Ni, Pb, Mo, W etc.) cristalizează în sistemul cubic,
caracterizat printr-un număr mare de plane de densitate mare de atomi şi multe sisteme de alunecare. De aceea prezintă plasticitate ridicată, rezistenţa la rupere şi duritate scăzută. Aceste proprietăţi sunt influenţate de numeroşi factori: conţinut de impurităţi, mărime de grăunte, grad de deformare, temperatură, etc.
La microscop metalul pur se prezintă sub formă de grăunţi alotriomorfi (fără simetrie exterioară). La atac metalografic slab sunt puse în evidenţă limitele de grăunte; la un atac mai intens, grăunţii apar diferit coloraţi, ca urmare a orientării lor aleatorii. Fierul pur, laminat şi recopt, după lustruire şi atac chimic cu nital, prezintă grăunţi poligonali în care se pot observa sublimitele (fig. 5.2).
Metalele cu reţea cubică cu feţe centrate, deformate plastic la rece si recoapte prezintă în structură grăunţi cu macle de recoacere. Maclele apar sub formă de benzi cu laturi paralele în grăuntele cristalin. La un atac metalografic slab se evidenţiază numai limita de maclă. La un atac mai intens, maclele apar colorate diferit de restul grăuntelui. În figura 5.3 se prezintă structura cuprului pur, laminat şi recopt, după lustruire şi atac chimic cu clorură ferică, cu grăunţi poligonali maclaţi.
5.2.2. Soluţia solidă Soluţia solidă este un amestec intim la scară atomică a unor componenţi solubili în stare
solidă. Este un constituent structural monofazic, având reţeaua cristalină a metalului solvent. Există într-un interval de concentraţii şi cristalizează într-un interval de temperatură. Pe curba de răcire (fig. 5.1.b) se observă punctele de inflexiune 1 şi 2 ce marchează începutul, respectiv sfârşitul solidificării.
După mecanismul de formare soluţiile solide sunt: - de substituţie, care se formează prin înlocuirea unor atomi din reţeaua cristalină a
metalului solvent cu atomi ai componentului dizolvat; - interstiţiale sau de pătrundere, care se formează prin pătrunderea atomilor dizolvaţi în
interstiţiile reţelei cristaline a solventului.
Fig. 5.2. Fier Armco. Atac nital 2%, (200x). Fig. 5.3. Cupru electrolitic. Atac clorura cuprica, (400x)
macle
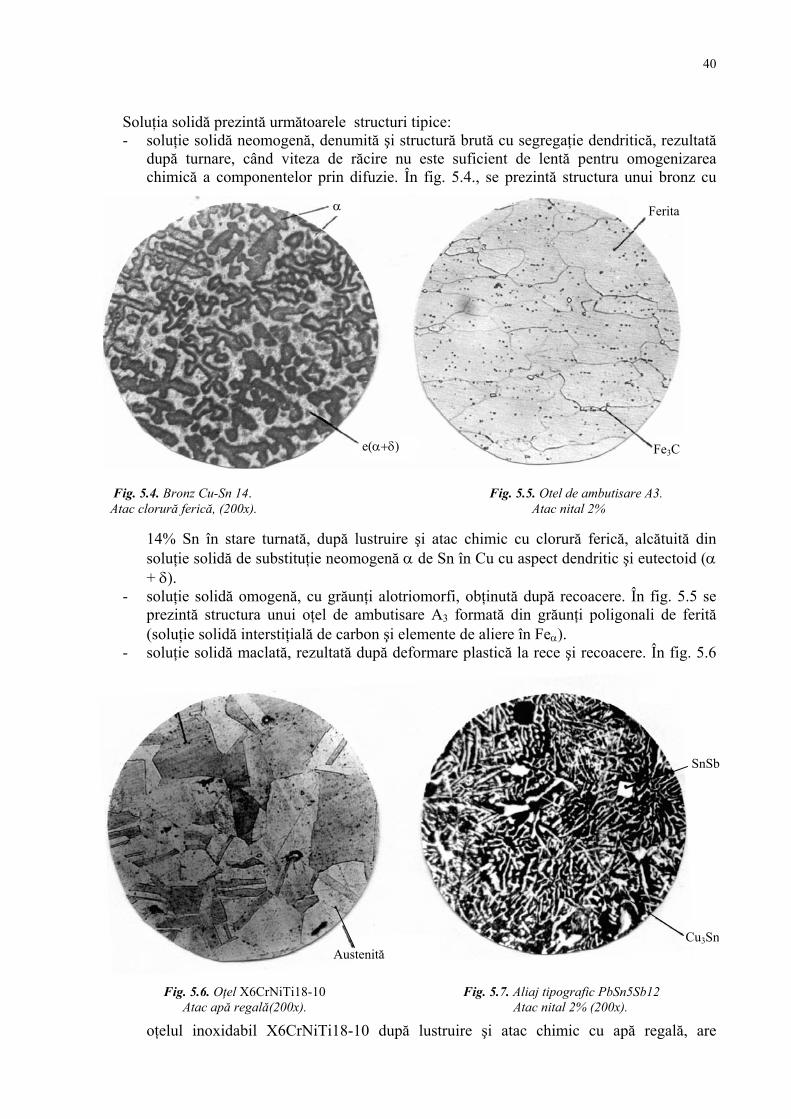
40
Soluţia solidă prezintă următoarele structuri tipice: - soluţie solidă neomogenă, denumită şi structură brută cu segregaţie dendritică, rezultată
după turnare, când viteza de răcire nu este suficient de lentă pentru omogenizarea chimică a componentelor prin difuzie. În fig. 5.4., se prezintă structura unui bronz cu
14% Sn în stare turnată, după lustruire şi atac chimic cu clorură ferică, alcătuită din soluţie solidă de substituţie neomogenă α de Sn în Cu cu aspect dendritic şi eutectoid (α + δ).
- soluţie solidă omogenă, cu grăunţi alotriomorfi, obţinută după recoacere. În fig. 5.5 se prezintă structura unui oţel de ambutisare A3 formată din grăunţi poligonali de ferită (soluţie solidă interstiţială de carbon şi elemente de aliere în Feα).
- soluţie solidă maclată, rezultată după deformare plastică la rece şi recoacere. În fig. 5.6
oţelul inoxidabil X6CrNiTi18-10 după lustruire şi atac chimic cu apă regală, are
Fig. 5.4. Bronz Cu-Sn 14. Fig. 5.5. Otel de ambutisare A3. Atac clorură ferică, (200x). Atac nital 2%
Ferita
Fe3Ce(α+δ)
α
Fig. 5.6. Oţel X6CrNiTi18-10 Atac apă regală(200x).
Fig. 5.7. Aliaj tipografic PbSn5Sb12 Atac nital 2% (200x).
Austenită
SnSb
Cu3Sn

41
structura formată din grăunţi maclaţi de austenită (soluţie solidă interstiţială de carbon şi elemente de aliere în Feγ).
Soluţia solidă are plasticitate, conductibilitate termică şi electrică mai reduse decât ale metalului solvent, iar duritatea şi rezistenţa mai mari.
5.2.3. Compusul intermetalic Compusul intermetalic este un constituent structural monofazic, care se formează la un
raport determinat între componenţi, exprimat prin formulă. În general, nu respectă legile valenţei chimice. Are reţea cristalină proprie, diferită de a componenţilor şi de cele mai multe ori complexă. Cristalizează la temperatură constantă ca şi metalul pur.
Compusul intermetalic apare la microscop sub formă de cristale poliedrice idiomorfe (forme regulate), aciculare, globulare sau în reţea. Este dur şi foarte rezistent la atacul metalografic. De aceea grăunţii cristalini rămân necoloraţi, în relief.
Microstructura unui aliaj tipografic PbSn5Sb12 după atac cu nital prezintă compusul SnSb sub formă de cristale pătratice şi compusul Cu3Sn cu cristale aciculare (fig. 5.7)
La aliajele Fe-C, cementita (Fe3C) primară are aspect acicular (fig. 5.8), cementita secundară se separă sub formă de reţea (fig. 5.9), iar cementita terţiară are formă globulară intercristalină sau la limita de grăunte (fig. 5.5).
Într-un oţel refractar cu 0,4% C, 21% Cr, 28% Ni, care lucrează la temperatura 700 °C se poate evidenţia compusul FeCr intragranular şi la limita grăuntelui austenitic (fig. 5.10).
Compuşii intermetalici se caracterizează prin duritate şi fragilitate. De aceea pentru a imprima aliajului duritate şi rezistenţă la uzură, fără a-i reduce tenacitatea, aceştia trebuie să fie în cantitate redusă şi fin dispersaţi.
5.2.4. Amestecul mecanic Amestecul mecanic (agregatul cristalin) este un constituent structural, alcătuit din amestecul
dispers a două sau mai multe faze, care pot fi: metale pure, soluţii solide, compuşi intermetalici. Amestecul metalic poate fi de natură eutectică când provine din topitură sau eutectoidă când
rezultă dintr-o fază solidă.
Fig. 5.8. Fonta albă cu 5%C.Atac nital 2% (200x).
Fig. 5.9. Oţel C120U recopt Atac nital 2% (200x).
Led
Fe3CI
Fe3CII
Perlită
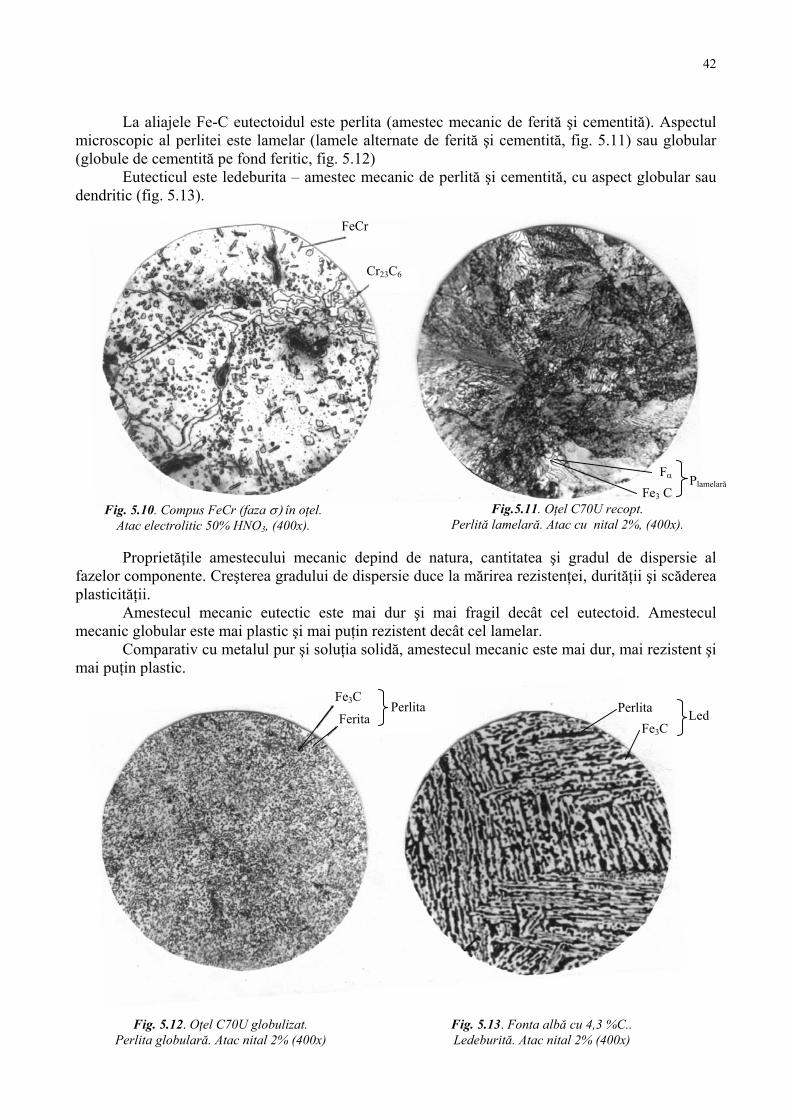
42
La aliajele Fe-C eutectoidul este perlita (amestec mecanic de ferită şi cementită). Aspectul microscopic al perlitei este lamelar (lamele alternate de ferită şi cementită, fig. 5.11) sau globular (globule de cementită pe fond feritic, fig. 5.12)
Eutecticul este ledeburita – amestec mecanic de perlită şi cementită, cu aspect globular sau dendritic (fig. 5.13).
Proprietăţile amestecului mecanic depind de natura, cantitatea şi gradul de dispersie al fazelor componente. Creşterea gradului de dispersie duce la mărirea rezistenţei, durităţii şi scăderea plasticităţii.
Amestecul mecanic eutectic este mai dur şi mai fragil decât cel eutectoid. Amestecul mecanic globular este mai plastic şi mai puţin rezistent decât cel lamelar.
Comparativ cu metalul pur şi soluţia solidă, amestecul mecanic este mai dur, mai rezistent şi mai puţin plastic.
Fig. 5.12. Oţel C70U globulizat. Perlita globulară. Atac nital 2% (400x)
Fig. 5.13. Fonta albă cu 4,3 %C.. Ledeburită. Atac nital 2% (400x)
Fe3C
FeritaPerlita
Fe3C Perlita Led
FeCr
Cr23C6
Fα
Fe3 CPlamelară
Fig. 5.10. Compus FeCr (faza σ) în oţel. Atac electrolitic 50% HNO3, (400x).
Fig.5.11. Oţel C70U recopt. Perlită lamelară. Atac cu nital 2%, (400x).
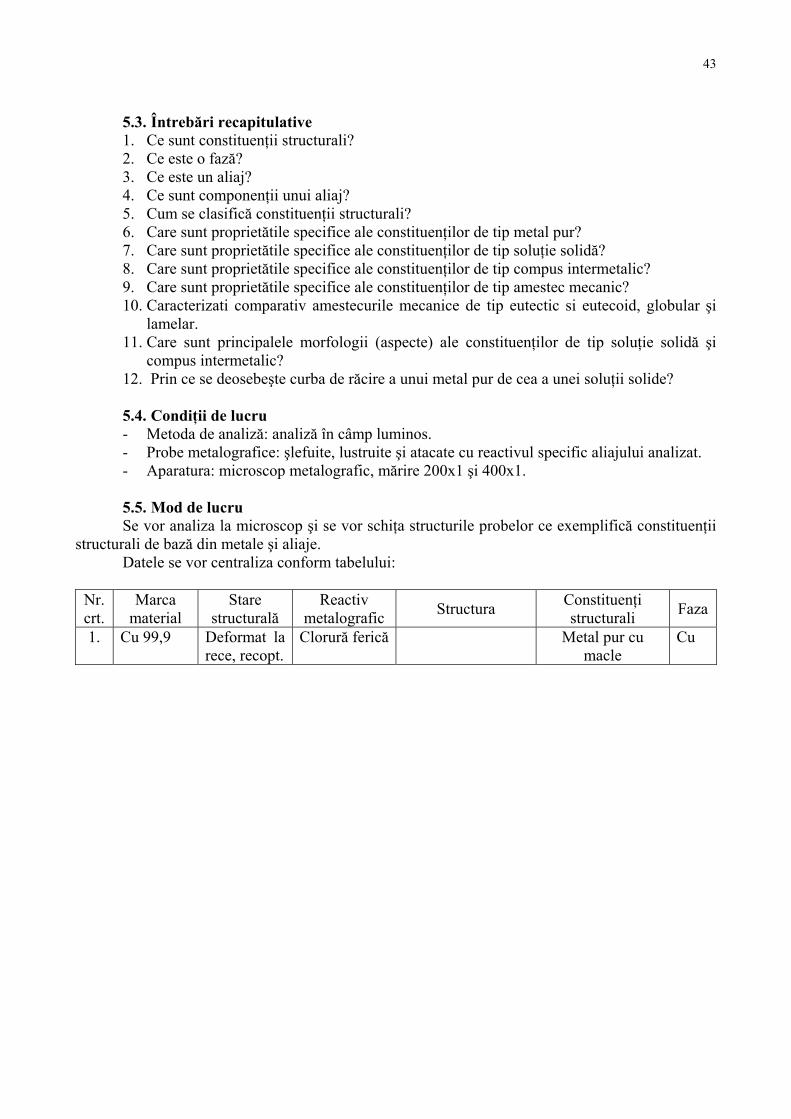
43
5.3. Întrebări recapitulative 1. Ce sunt constituenţii structurali? 2. Ce este o fază? 3. Ce este un aliaj? 4. Ce sunt componenţii unui aliaj? 5. Cum se clasifică constituenţii structurali? 6. Care sunt proprietătile specifice ale constituenţilor de tip metal pur? 7. Care sunt proprietătile specifice ale constituenţilor de tip soluţie solidă? 8. Care sunt proprietătile specifice ale constituenţilor de tip compus intermetalic? 9. Care sunt proprietătile specifice ale constituenţilor de tip amestec mecanic? 10. Caracterizati comparativ amestecurile mecanice de tip eutectic si eutecoid, globular şi
lamelar. 11. Care sunt principalele morfologii (aspecte) ale constituenţilor de tip soluţie solidă şi
compus intermetalic? 12. Prin ce se deosebeşte curba de răcire a unui metal pur de cea a unei soluţii solide? 5.4. Condiţii de lucru - Metoda de analiză: analiză în câmp luminos. - Probe metalografice: şlefuite, lustruite şi atacate cu reactivul specific aliajului analizat. - Aparatura: microscop metalografic, mărire 200x1 şi 400x1. 5.5. Mod de lucru Se vor analiza la microscop şi se vor schiţa structurile probelor ce exemplifică constituenţii
structurali de bază din metale şi aliaje. Datele se vor centraliza conform tabelului:
Nr. crt.
Marca material
Stare structurală
Reactiv metalografic Structura Constituenţi
structurali Faza
1. Cu 99,9 Deformat la rece, recopt.
Clorură ferică Metal pur cu macle
Cu

44
6. DETERMINĂRI METALOGRAFICE CANTITATIVE
6.1. Aspecte teoretice Proprietăţile unui aliaj depind de natura, cantitatea, mărimea şi modul de distribuţie al
constituenţilor săi structurali. Metalografia cantitativă permite determinarea mărimii şi cantităţii constituenţilor structurali, specifice stării unui aliaj, dând indicaţii privind proprietăţile aliajului, procesul de elaborare şi prelucrare metalurgică la care acesta a fost supus.
Proprietăţile specifice stărilor de echilibru se pot obţine şi prin analiza chimică corelată cu diagrama de echilibru. Metalografia cantitativă poate evita executarea analizei chimice de durată şi permite o apreciere corectă a materialului şi la stări în afară de echilibru, ca şi pentru aliaje cu numeroase elemente de aliere la care reprezentarea diagramei de echilibru este dificilă. Deasemenea, cunoscând structura de echilibru a unui aliaj se poate deduce rapid pe baza diagramei de echilibru, compoziţia chimică a acestuia. După scopul urmărit se pot face următoarele tipuri de determinări cantitative: 1. măsurarea dimensiunilor liniare; 2. determinarea cantităţii de constituent structural; 3. determinarea mărimii de grăunte; 6.2. Descrierea lucrării 6.2.1. Măsurarea dimensiunilor liniare Măsurarea lungimilor se execută, în general, asupra grăunţilor singulari (grafit, incluziuni nemetalice), asupra zonelor influenţate de diferite procese tehnologice ( adâncimea stratului decarburat, tratat termochimic ), etc. Măsurătoarea necesită două etape: -etalonarea micrometrului ocular; -măsurătoarea propriu-zisă. În prima etapă se montează ocularului cu mărire proprie 7x, micrometrul ocular-o plăcuţă din sticlă plan paralelă, rotundă, pe care sunt gravate 100 diviziuni pe o lungime de 10 mm. Cu micrometrul se măsoară elementele structurale. După montarea obiectivului adecvat, pe măsuţa microscopului se aşează micrometrul obiectiv - o plăcuţă de sticlă circulară, montată într-o placă de oţel, pe care sunt gravate 100 sau 50 diviziuni pe distanţa de 1 mm. Micrometrul obiectiv serveşte ca etalon. După reglarea clarităţii, imaginea scării micrometrului obiectiv se suprapune peste scara micrometrului ocular- fig.6.1.a. Prin rotirea ocularului scările se aduc paralele, iar prin translarea măsuţei microscopului cu ajutorul şuruburilor micrometrice se suprapun originile celor două scări. Se mai caută încă o pereche de semne suprapuse la distanţă cât mai mare faţă de prima suprapunere. Distanţa A dintre cele două suprapuneri se exprimă pe ambele scări cu relaţia:
A=dob x zob=doc x zoc dob-valoarea unei diviziuni a micrometrului obiectiv (0,01 sau 0,02 mm); zob-numărul de diviziuni cuprinse între suprapuneri pe scara micrometrului obiectiv;
doc-valoarea unei diviziuni a micrometrului ocular; zoc - numărul de diviziuni cuprinse între suprapuneri pe scara micrometrului ocular;
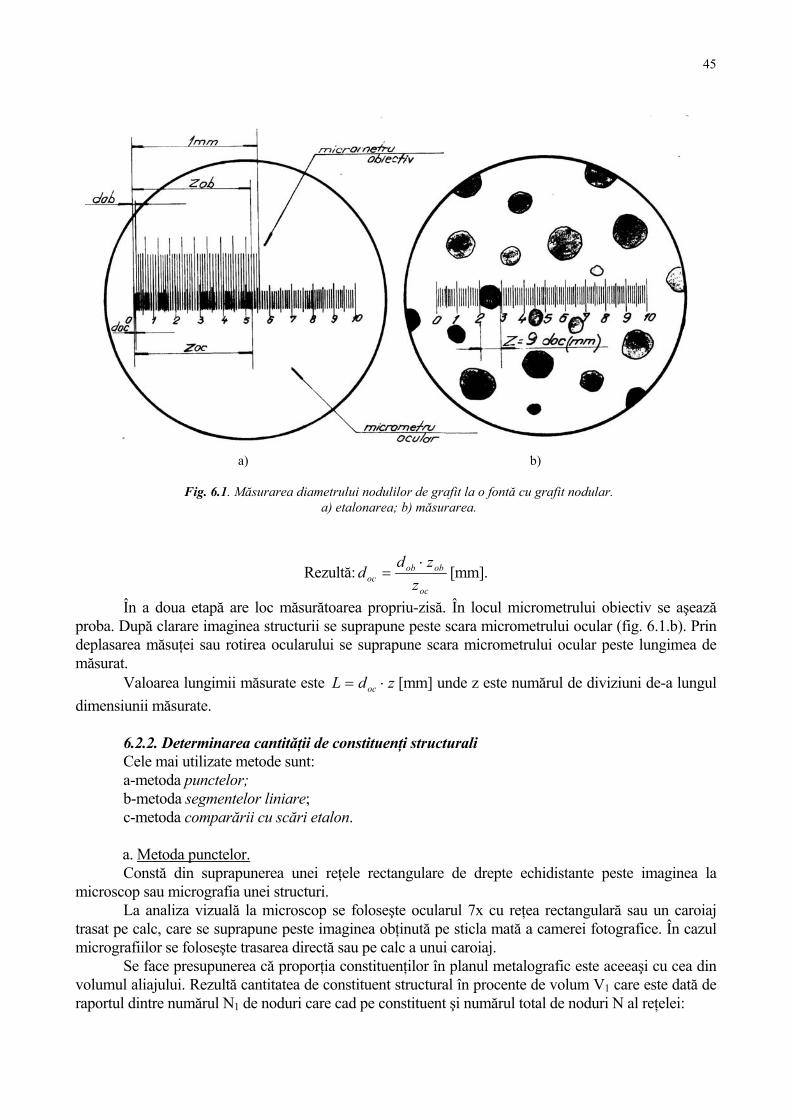
45
Rezultă:oc
oboboc z
zdd
⋅= [mm].
În a doua etapă are loc măsurătoarea propriu-zisă. În locul micrometrului obiectiv se aşează proba. După clarare imaginea structurii se suprapune peste scara micrometrului ocular (fig. 6.1.b). Prin deplasarea măsuţei sau rotirea ocularului se suprapune scara micrometrului ocular peste lungimea de măsurat. Valoarea lungimii măsurate este zdL oc ⋅= [mm] unde z este numărul de diviziuni de-a lungul dimensiunii măsurate. 6.2.2. Determinarea cantităţii de constituenţi structurali Cele mai utilizate metode sunt: a-metoda punctelor; b-metoda segmentelor liniare; c-metoda comparării cu scări etalon.
a. Metoda punctelor. Constă din suprapunerea unei reţele rectangulare de drepte echidistante peste imaginea la microscop sau micrografia unei structuri. La analiza vizuală la microscop se foloseşte ocularul 7x cu reţea rectangulară sau un caroiaj trasat pe calc, care se suprapune peste imaginea obţinută pe sticla mată a camerei fotografice. În cazul micrografiilor se foloseşte trasarea directă sau pe calc a unui caroiaj. Se face presupunerea că proporţia constituenţilor în planul metalografic este aceeaşi cu cea din volumul aliajului. Rezultă cantitatea de constituent structural în procente de volum V1 care este dată de raportul dintre numărul N1 de noduri care cad pe constituent şi numărul total de noduri N al reţelei:
a) b)
Fig. 6.1. Măsurarea diametrului nodulilor de grafit la o fontă cu grafit nodular. a) etalonarea; b) măsurarea.

46
10011 ⋅=
NNV [%]
Determinarea procentelor de greutate se face cu relaţia:
1002211
111 ⋅
⋅+⋅⋅
=γγ
γVV
VC [%],
unde -V1, V2- procentul de volum al constituenţilor 1, 2; - 21 ,γγ greutăţile specifice ale constituenţilor 1, 2. În tabelele 6.1.şi 6.2 se dau greutăţile specifice ale principalilor constituenţi structurali de la oţeluri şi fonte.
Tabelul 6.1 Constituent structural Densitatea, γ[g/cm3]
Ferită 7,88 Cementită 7,40
Fosfură de fier 6,74 Grafit 2,25 Perlită 7,80
Eutectic fosforos 7,20 Tabelul 6.2
%C Austenită γ [g/cm3]
Martensită γ [g/cm3]
0,2 8,16 7,84 0,6 8,11 7,77 1,0 8,06 7,71 1,2 8,00 7,68 1,4 7,98 7,65
În figura 6.2 se exemplifică metoda punctelor pentru determinarea cantităţii de perlită şi a concentraţiei medii în C a unui oţel. Precizia determinării creşte la mărirea numărului de puncte ale reţelei. Rezultatul este media a cel puţin trei determinări pe câmpuri diferite.
2,271008122100 =⋅=⋅=
NNV P
P [%]
100⋅⋅+⋅
⋅=
FFPP
PPP VV
VCγγ
γ [%]
2710088,78,728,72,27
8,72,27=⋅
⋅+⋅⋅
=PC [%]
Concentraţia de carbon a oţelului:
21,0100
77,027100
77,0=⋅=⋅= PCC [%].
b. Metoda segmentelor liniare. Conform acestei metode se suprapune un segment de dreaptă de lungime cunoscută peste structura studiată.Cantitatea de constituent în procente de volum este raportul dintre suma mărimilor segmentelor li, care acoperă constituentul şi lungimea totală de referinţă L:
10011 ⋅=
∑=
L
lV
n
ii
[%]
La analiza vizuală se foloseşte micrometrul ocular. Segmentele se măsoară cu ajutorul scalei ocularului, care reprezintă şi lungimea de referinţă. Se alege mărirea microscopului astfel încât
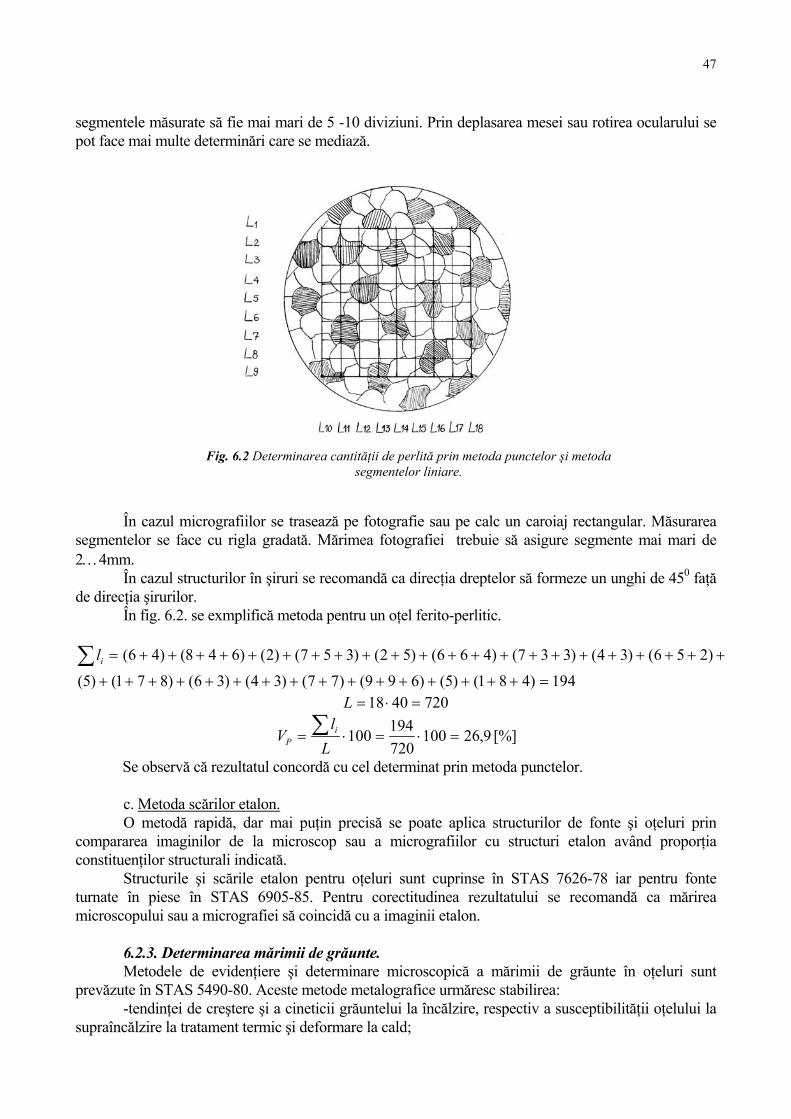
47
segmentele măsurate să fie mai mari de 5 -10 diviziuni. Prin deplasarea mesei sau rotirea ocularului se pot face mai multe determinări care se mediază.
În cazul micrografiilor se trasează pe fotografie sau pe calc un caroiaj rectangular. Măsurarea segmentelor se face cu rigla gradată. Mărimea fotografiei trebuie să asigure segmente mai mari de 2…4mm. În cazul structurilor în şiruri se recomandă ca direcţia dreptelor să formeze un unghi de 450 faţă de direcţia şirurilor. În fig. 6.2. se exmplifică metoda pentru un oţel ferito-perlitic.
194)481()5()699()77()34()36()871()5(
)256()34()337()466()52()357()2()648()46(
=++++++++++++++++
++++++++++++++++++++++=∑ il
7204018 =⋅=L
9,26100720194100 =⋅=⋅= ∑
Ll
V iP [%]
Se observă că rezultatul concordă cu cel determinat prin metoda punctelor.
c. Metoda scărilor etalon. O metodă rapidă, dar mai puţin precisă se poate aplica structurilor de fonte şi oţeluri prin compararea imaginilor de la microscop sau a micrografiilor cu structuri etalon având proporţia constituenţilor structurali indicată. Structurile şi scările etalon pentru oţeluri sunt cuprinse în STAS 7626-78 iar pentru fonte turnate în piese în STAS 6905-85. Pentru corectitudinea rezultatului se recomandă ca mărirea microscopului sau a micrografiei să coincidă cu a imaginii etalon. 6.2.3. Determinarea mărimii de grăunte. Metodele de evidenţiere şi determinare microscopică a mărimii de grăunte în oţeluri sunt prevăzute în STAS 5490-80. Aceste metode metalografice urmăresc stabilirea: -tendinţei de creştere şi a cineticii grăuntelui la încălzire, respectiv a susceptibilităţii oţelului la supraîncălzire la tratament termic şi deformare la cald;
Fig. 6.2 Determinarea cantităţii de perlită prin metoda punctelor şi metoda segmentelor liniare.
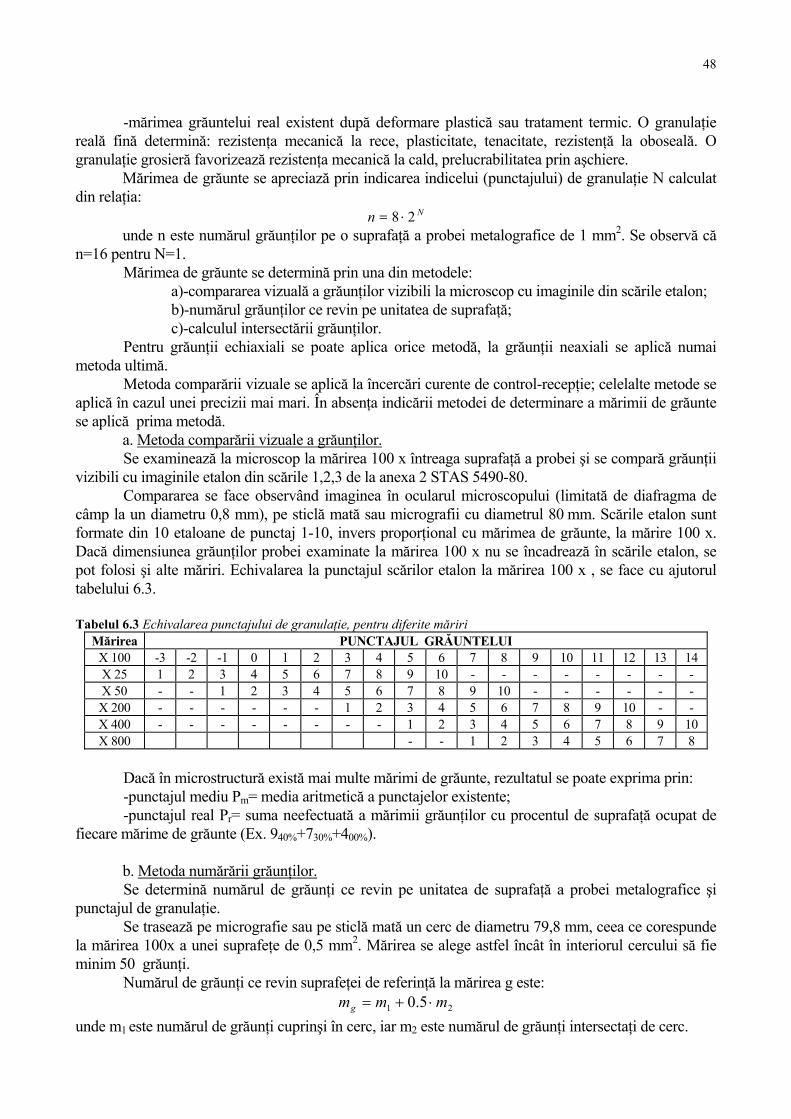
48
-mărimea grăuntelui real existent după deformare plastică sau tratament termic. O granulaţie reală fină determină: rezistenţa mecanică la rece, plasticitate, tenacitate, rezistenţă la oboseală. O granulaţie grosieră favorizează rezistenţa mecanică la cald, prelucrabilitatea prin aşchiere.
Mărimea de grăunte se apreciază prin indicarea indicelui (punctajului) de granulaţie N calculat din relaţia:
Nn 28 ⋅= unde n este numărul grăunţilor pe o suprafaţă a probei metalografice de 1 mm2. Se observă că
n=16 pentru N=1. Mărimea de grăunte se determină prin una din metodele: a)-compararea vizuală a grăunţilor vizibili la microscop cu imaginile din scările etalon; b)-numărul grăunţilor ce revin pe unitatea de suprafaţă; c)-calculul intersectării grăunţilor. Pentru grăunţii echiaxiali se poate aplica orice metodă, la grăunţii neaxiali se aplică numai metoda ultimă. Metoda comparării vizuale se aplică la încercări curente de control-recepţie; celelalte metode se aplică în cazul unei precizii mai mari. În absenţa indicării metodei de determinare a mărimii de grăunte se aplică prima metodă.
a. Metoda comparării vizuale a grăunţilor. Se examinează la microscop la mărirea 100 x întreaga suprafaţă a probei şi se compară grăunţii vizibili cu imaginile etalon din scările 1,2,3 de la anexa 2 STAS 5490-80. Compararea se face observând imaginea în ocularul microscopului (limitată de diafragma de câmp la un diametru 0,8 mm), pe sticlă mată sau micrografii cu diametrul 80 mm. Scările etalon sunt formate din 10 etaloane de punctaj 1-10, invers proporţional cu mărimea de grăunte, la mărire 100 x. Dacă dimensiunea grăunţilor probei examinate la mărirea 100 x nu se încadrează în scările etalon, se pot folosi şi alte măriri. Echivalarea la punctajul scărilor etalon la mărirea 100 x , se face cu ajutorul tabelului 6.3. Tabelul 6.3 Echivalarea punctajului de granulaţie, pentru diferite măriri
Mărirea PUNCTAJUL GRĂUNTELUI X 100 -3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 X 25 1 2 3 4 5 6 7 8 9 10 - - - - - - - - X 50 - - 1 2 3 4 5 6 7 8 9 10 - - - - - - X 200 - - - - - - 1 2 3 4 5 6 7 8 9 10 - - X 400 - - - - - - - - 1 2 3 4 5 6 7 8 9 10 X 800 - - 1 2 3 4 5 6 7 8
Dacă în microstructură există mai multe mărimi de grăunte, rezultatul se poate exprima prin: -punctajul mediu Pm= media aritmetică a punctajelor existente; -punctajul real Pr= suma neefectuată a mărimii grăunţilor cu procentul de suprafaţă ocupat de fiecare mărime de grăunte (Ex. 940%+730%+400%).
b. Metoda numărării grăunţilor. Se determină numărul de grăunţi ce revin pe unitatea de suprafaţă a probei metalografice şi punctajul de granulaţie. Se trasează pe micrografie sau pe sticlă mată un cerc de diametru 79,8 mm, ceea ce corespunde la mărirea 100x a unei suprafeţe de 0,5 mm2. Mărirea se alege astfel încât în interiorul cercului să fie minim 50 grăunţi. Numărul de grăunţi ce revin suprafeţei de referinţă la mărirea g este:
21 5.0 mmmg ⋅+= unde m1 este numărul de grăunţi cuprinşi în cerc, iar m2 este numărul de grăunţi intersectaţi de cerc.
49
Numărul de grăunţi ce revin pe 1mm2 de suprafaţă la mărirea g se calculează cu relaţia:
gg mgM ⋅
⋅=
2
1002
După examinarea a trei câmpuri se calculează: -Mmed = numărul mediu de grăunţi/mm2 ;
medmed M
S 1= [mm2]
medmed Sd = [mm]. Cu aceste valori, din tabelul 6.3, se extrage punctajul de granulaţie.
În fig. 6.3 se prezintă un exemplu de calcul. m200=m1 + 0,5 m2 m1= 84; m2= 31;
m200= 99,5;
Cum g =200, rezultă 5,991002002
2
200 ⋅
=M
M200 = 796 Din tabelul 6.3 rezultă punctaj 7 de granulaţie cu
768 < M <1536. c .Metoda intersectării grăunţilor
c1. Metoda determinării diametrului mediu convenţional al grăunţilor Determinarea se face pe sticlă mată a microscopului sau pe o micrografie la o mărire g astfel încât în interiorul cercului cu diametrul 79,8mm să fie minim 50 grăunţi. Se trasează minim 3 segmente de dreaptă de direcţii arbitrare, astfel încât fiecare să intersecteze cel puţin 10 grăunţi (fig.6.4.). Diametrul convenţional dconv, se determină ca raport între lungimea reală totală a segmentelor trasate ∑ L şi numărul total de grăunţi intersectaţi∑n :
∑∑=
nL
Dconv
Fig. 6.3. Metoda numărării grăunţilor.

50
Diametrul mediu convenţional se determină ca medie aritmetică a rezultatelor determinării a trei câmpuri vizuale diferite.
c2 Metoda de determinare a numărului de grăunţi neechiaaxiali ce revin pe unitatea de suprafaţă Determinarea se face în secţiunea longitudinală a probei metalografice. Se trasează 3 segmente de dreaptă orientate paralel, perpendicular şi la 450 faţă de direcţia de deformare (fig. 6.5.).
Numărul de grăunţi n/1mm3 de probă se calculează cu relaţia: 3217,0 nnnn ⋅⋅⋅= ;
Fig. 6.5. Determinarea numărului de grăunţi pe unitatea de suprafaţa in cazul unui material cu grăunţi neechiaxiali
Fig. 6.4. Determinarea diametrului mediu al grăunţilor

51
unde 0,7- coeficient de neaxialitate. n1,n2,n3,- numărul de grăunţi intersectaţi de segmentele trasate pe 1mm lungime. Mărimea n medie se determină ca medie aritmetică a rezultatelor examinării a trei câmpuri distincte. Din tabelul 6.4 se extrage punctajul de granulaţie.
Tabelul 4 Legătura dintre punctaj şi parametrii dimensionali ai grăunţilor
L1=L2=L3=L4=0,6mm; n1=19; n2=18; n3=10; n4=13;∑ = 60n ;
04,060
4,2===
∑∑
nL
dconv [mm],
corespunde la punctaj 6 de granulaţie. L1=L2=L3= 0,5mm; n1=5; n1
2=15; n13=11.
La segmente de 1mm revin: n1=10; n2=30;n3=22; n=0,7.n1.n2.n3=4620;
Corespunde la punctaj de granulaţie 5.
6.2.4. Prelucrarea datelor experimentale. Structura microscopică nu are regularitate geometrică şi măsurătorile sunt afectate de erori
aleatorii. De aceea numai valorile statistice medii ale elementelor măsurate pot servi ca parametri ai structurii. De aceea elementul analizat se măsoară de mai multe ori, în aceleaşi condiţii, statistic uniform, pe câmpul reprezentativ al probei, sau în mai multe câmpuri. Se consideră şirul de n valori măsurate, ordonate crescător:
x1, x2,….xn. Se grupează valorile într-un număr de ni = clase. Dacă amplitudinea şirului de valori este
w=xn-x1 , amplitudinea unei clase esteiwa = . Se stabilesc frecvenţele ni de distribuţie a valorilor
măsurate în fiecare clasă, conform tabelului 6.5.
Suprafaţa grăuntelui
[mm2]
Număr grăunţi pe mm2 Nr.
punctaj
min. med. max. min. med. max.
Nr mediu de
grăunţi pe mm3
Diametrul mediu al
grăunţilor [mm]
Diametrul convenţional
mediu [mm]
-3 0,640 1,024 1,280 0,75 1 1,5 1 1,00 0,875 -2 0,320 0,512 0,640 1,5 2 3 2,7 0,694 0,650 -1 0,160 0,256 0,320 3 4 6 8 0,500 0,4440 0,080 0,128 0,160 6 8 12 21 0,352 0,313 1 0,040 0,064 0,080 12 16 24 64 0,250 0,222 2 0,020 0,032 0,040 24 32 48 179 0,177 0,167 3 0,010 0,016 0,020 48 64 96 512 0,125 0,111 4 0,005 0.008 0,010 96 128 192 1446 0,088 0,0788 5 0,0025 0,004 0,005 192 256 384 4096 0,060 0,0553 6 0,00125 0,002 0,0025 384 512 768 11417 0,041 0,0391 7 0,000625 0,001 0,00125 768 1024 1536 32768 0,031 0,0267 8 0,000312 0,0005 0,000625 1536 2048 3072 92160 0,022 0,0196 9 0,000156 0.00025 0,000312 3072 4096 6144 262144 0,015 0,0138 10 0,000078 0,000125 0,000156 6144 8192 12288 737280 0,012 0,0099 11 0,000039 0,0000625 0,000078 12288 16384 24576 2097152 0,0079 0,0069 12 0,000019 0,0000312 0,000039 24576 32768 49152 5930808 0,0056 0,0049 13 0,000010 0.000016 0,000020 49152 65532 98304 16777216 0,0039 0,0032 14 0,000005 0,000008 0,000010 98304 131072 196608 47448064 0,0027
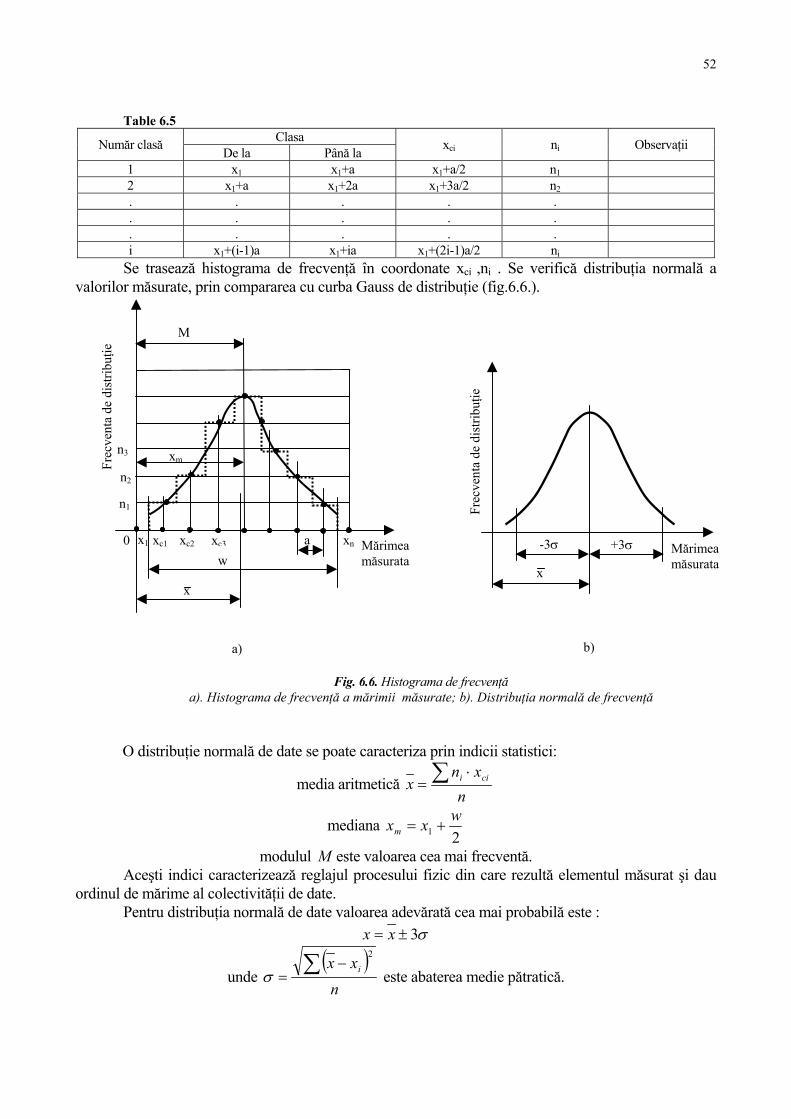
52
Table 6.5 Clasa Număr clasă De la Până la xci ni Observaţii
1 x1 x1+a x1+a/2 n1 2 x1+a x1+2a x1+3a/2 n2 . . . . . . . . . . . . . . . i x1+(i-1)a x1+ia x1+(2i-1)a/2 ni
Se trasează histograma de frecvenţă în coordonate xci ,ni . Se verifică distribuţia normală a valorilor măsurate, prin compararea cu curba Gauss de distribuţie (fig.6.6.).
O distribuţie normală de date se poate caracteriza prin indicii statistici:
media aritmetică n
xnx cii∑ ⋅
=
mediana 21wxxm +=
modulul M este valoarea cea mai frecventă. Aceşti indici caracterizează reglajul procesului fizic din care rezultă elementul măsurat şi dau ordinul de mărime al colectivităţii de date. Pentru distribuţia normală de date valoarea adevărată cea mai probabilă este :
σ3±= xx
unde ( )n
xx i∑ −=
2
σ este abaterea medie pătratică.
Fig. 6.6. Histograma de frecvenţă a). Histograma de frecvenţă a mărimii măsurate; b). Distribuţia normală de frecvenţă
+3σ -3σ
x
Mărimea măsurata
Frec
vent
a de
dis
tribuţie
Frec
vent
a de
dis
tribuţie
x1 xc1 xc2 xc3 xna
xm
n1
n2
n3
M
w
x
Mărimea măsurata
0
a) b)

53
La determinarea cantităţii de constituenţi structurali: ( )
nVV 11 100 −
=σ
unde n-numărul nodurilor ce cad pe constituent. Abaterea medie pătratică este un indicator al dispersiei datelor măsurate şi scade cu numărul de măsurători. Permite calculul erorii statistice absolute ε a analizei efectuate
σε ⋅= t ; unde t - eroarea normată (tabelul 6.6) care depinde de precizia analizei; P - precizia, reprezintă probabilitatea de a realiza rezultate a căror abatere faţă de medie să nu depăşească eroarea ε.
Table 6 Legătura dintre eroarea normată şi probabilitate P 0,500 0,600 0,700 1,800 0,900 0,950 0,990 0,995 t 0,6745 0,8416 1,0364 1,2816 1,6449 1,960 2,5138 3,2905
6.3. Întrebări recapitulative
1. De ce este necesară etalonarea micrometrului ocular înaintea unei măsurători la microscop?
2. Ce este micrometrul ocular? 3. Ce este micrometrul obiectiv? 4. Care este legătura între punctajul de granulaţie şi dimensiunea medie a grăunţilor? 5. Care sunt şi în ce constau metodele de determinare procentuală a cantităţii de
constituenţi structurali? 6. Ce legătură există între cantitatea procentuală a constituenţilor structurali într-un oţel şi
conţinutul de carbon al acestuia? 7. Ce este şi ce informaţii cuprinde histograma de frecvenţe?
6.4. Condiţii de lucru
Metoda de analiză: analiza microscopică în câmp luminos. Probe metalografice: Fontă cu grafit nodular şlefuită şi lustruită, micrografie oţel carbon. Aparatură şi accesorii: microscop metalografic 100 x, micrometru obiectiv, riglă gradată etc.
6.5. Mod de lucru. Se va determina la microscop diametrul mediu al nodulilor de grafit la o probă din fontă, cu grafit nodular prin măsurarea a 60 noduli de grafit. Se va face prelucrarea datelor experimentale şi se va trasa histograma de frecvenţă. Se va determina eroarea statistică a măsurării efectuate. Pe o micrografie a unui oţel carbon se va determina:
- cantitatea de perlită în procente de volum şi de greutate prin metoda punctelor şi a comparării cu scări etalon;
- concentraţia în carbon a oţelului; - mărimea de grăunte prin metoda comparării cu scări etalon şi a intersecţiei grăunţilor.
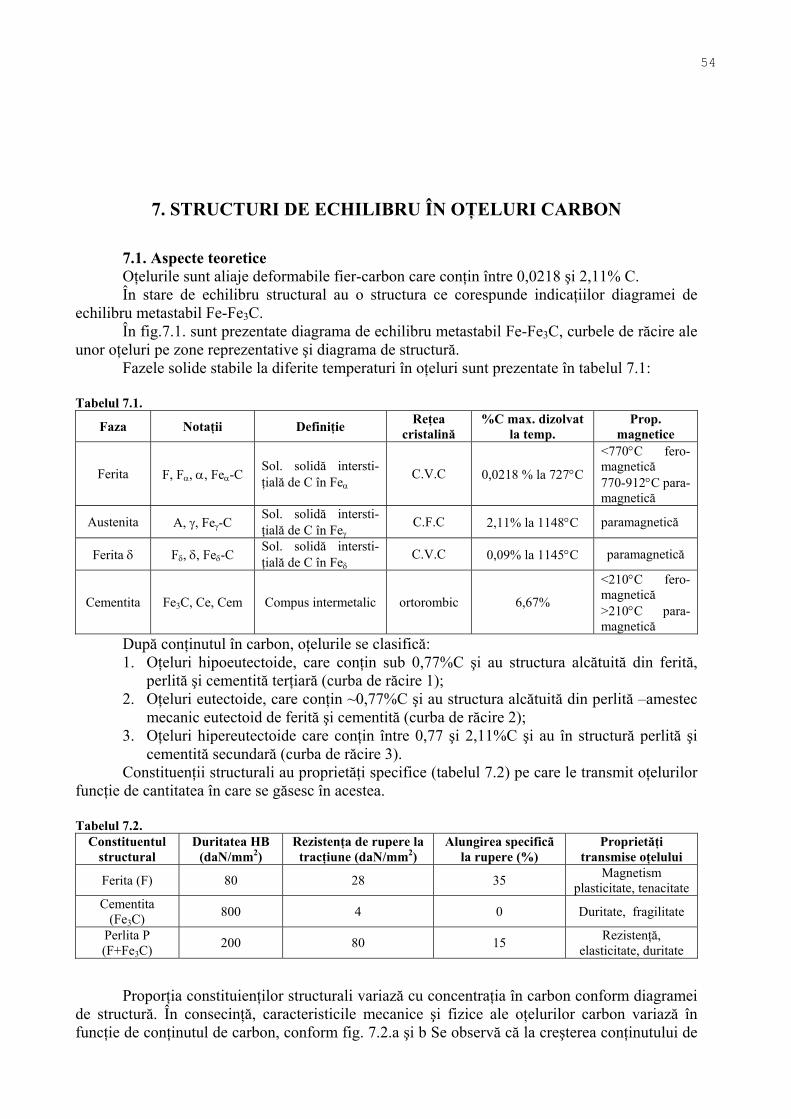
54
7. STRUCTURI DE ECHILIBRU ÎN OŢELURI CARBON
7.1. Aspecte teoretice Oţelurile sunt aliaje deformabile fier-carbon care conţin între 0,0218 şi 2,11% C. În stare de echilibru structural au o structura ce corespunde indicaţiilor diagramei de
echilibru metastabil Fe-Fe3C. În fig.7.1. sunt prezentate diagrama de echilibru metastabil Fe-Fe3C, curbele de răcire ale
unor oţeluri pe zone reprezentative şi diagrama de structură. Fazele solide stabile la diferite temperaturi în oţeluri sunt prezentate în tabelul 7.1:
Tabelul 7.1.
Faza Notaţii Definiţie Reţea cristalină
%C max. dizolvat la temp.
Prop. magnetice
Ferita F, Fα, α, Feα-C Sol. solidă intersti-ţială de C în Feα
C.V.C 0,0218 % la 727°C
<770°C fero-magnetică 770-912°C para-magnetică
Austenita A, γ, Feγ-C Sol. solidă intersti-ţială de C în Feγ
C.F.C 2,11% la 1148°C paramagnetică
Ferita δ Fδ, δ, Feδ-C Sol. solidă intersti-ţială de C în Feδ
C.V.C 0,09% la 1145°C paramagnetică
Cementita Fe3C, Ce, Cem Compus intermetalic ortorombic 6,67%
<210°C fero-magnetică >210°C para-magnetică
După conţinutul în carbon, oţelurile se clasifică: 1. Oţeluri hipoeutectoide, care conţin sub 0,77%C şi au structura alcătuită din ferită,
perlită şi cementită terţiară (curba de răcire 1); 2. Oţeluri eutectoide, care conţin ~0,77%C şi au structura alcătuită din perlită –amestec
mecanic eutectoid de ferită şi cementită (curba de răcire 2); 3. Oţeluri hipereutectoide care conţin între 0,77 şi 2,11%C şi au în structură perlită şi
cementită secundară (curba de răcire 3). Constituenţii structurali au proprietăţi specifice (tabelul 7.2) pe care le transmit oţelurilor
funcţie de cantitatea în care se găsesc în acestea.
Tabelul 7.2. Constituentul
structural Duritatea HB
(daN/mm2) Rezistenţa de rupere la
tracţiune (daN/mm2) Alungirea specificã
la rupere (%) Proprietăţi
transmise oţelului
Ferita (F) 80 28 35 Magnetism plasticitate, tenacitate
Cementita (Fe3C) 800 4 0 Duritate, fragilitate
Perlita P (F+Fe3C) 200 80 15 Rezistenţă,
elasticitate, duritate
Proporţia constituienţilor structurali variază cu concentraţia în carbon conform diagramei de structură. În consecinţă, caracteristicile mecanice şi fizice ale oţelurilor carbon variază în funcţie de conţinutul de carbon, conform fig. 7.2.a şi b Se observă că la creşterea conţinutului de

55
carbon indicii de rezistenţă (HB, Rm) se măresc şi scad cei de plasticitate (A, Z) şi tenacitate(KCU), se măresc rezistivitatea electrică ρ, câmpul coercitiv Hc şi se reduc permeabilitatea magnetică µ şi inducţia magnetică remanentă Br.
De aceea oţeluri având sub 0,1%C sunt extramoi, între 0,1-0,25%C moi, 0,25-0,4%C semimoi, 0,4-0,6%C dure, 0,6-0,8%C foarte dure, iar peste 0,8%C extradure.
Clasificare şi simbolizare După destinaţie oţelurile carbon se clasifică în oţeluri de construcţie, pentru scule şi cu
destinaţie specială. Pot fi livrate în stare turnată sau laminată, cu sau fără tratament termic final. Simbolizarea lor exprimă destinaţia, tehnologia de prelucrare, caracteristici mecanice sau conţinutul în carbon.
Oţelurile nealiate turnate pentru construcţii mecanice de uz general sunt prevăzute în SR ISO 3755:1995, care înlocuieşte STAS 600-82 (tabelul 7.1).
Mărcile de oţeluri se simbolizează prin indicarea valorii minime garantate a limitei de curgere şi a rezistenţei la tracţiune. Litera W indică mărcile cu capacitate uniformă de sudare prin impunerea compoziţiei chimice: 0,25%C; 1-1,5 %Mn; 0,6%Si; 0,035%S; 0,035%P şi limitarea sumei elementelor reziduale la maxim 1% (0,4%Ni, 0,35%Cr; 0,4%Cu, 0,15%Mo; 0,05%V). Exemplu: 200-400W SR ISO 3755:95.
Sunt oţeluri care care se livrează în stare recoaptă, după normalizare şi detensionare sau după normalizare, călire şi revenire.
Oţelurile de uz general şi calitate pentru construcţie, conform SR EN 10025+A1:1994 cuprind mărcile de oţeluri destinate fabricării produselor laminate la cald, sub formă de laminate plate (profile pline şi fasonate, table, benzi cu grosimi peste 4mm) şi bare forjate pentru construcţii mecanice şi metalice.
Sunt oţeluri hipoeutectoide, care conţin pe produs; max. 0,50%C; max.1,7%Mn; max. 0,045- 0,055%P; max.0,045-0,055%S, care se livrează cu diferite grade de dezoxidare. Sunt cele mai ieftine oţeluri, cu largă utilizare fără alte deformări plastice la cald sau tratamente termice. Sunt uşor prelucrabile prin aşchiere, sudabilile, cu capacitate de deformare plastică la rece. Proprietăţile acestor oţeluri nefiind modificate prin tratamente termice la produsul finit, au proprietăţi mecanice garantate de producător.
Fig. 7.2 a Influenţa conţinutului de carbon asupra proprietăţilor mecanice
Fig. 7.2 b Influenţa conţinutului de carbon asupra proprietăţilor fizice
HB 300 250 200 150 100 50 0
Rm 120 100 80 60 40 20 0
[daN/mm2] A,Z 60 50 40 30 20 10 0
KCU 24 20 16 12 8 4 0
[%] [J/cm2]
ZHB Rm
A
KCU
0 0,4 0,8 1.2 → C[%]
Hc 30 25 20 15 10 5 0
ρ 0 0,32 0,28 0,24 0,20 0,16 0,12
[Oe] Br
[Gs] 27000 23000 19000 15000 11000 7000
µmax 600 500 400 300 200 100 0
Hc
B
µma
ρ0 0,4 0,8 1.2 → C[%]
10-3
[Ωm]
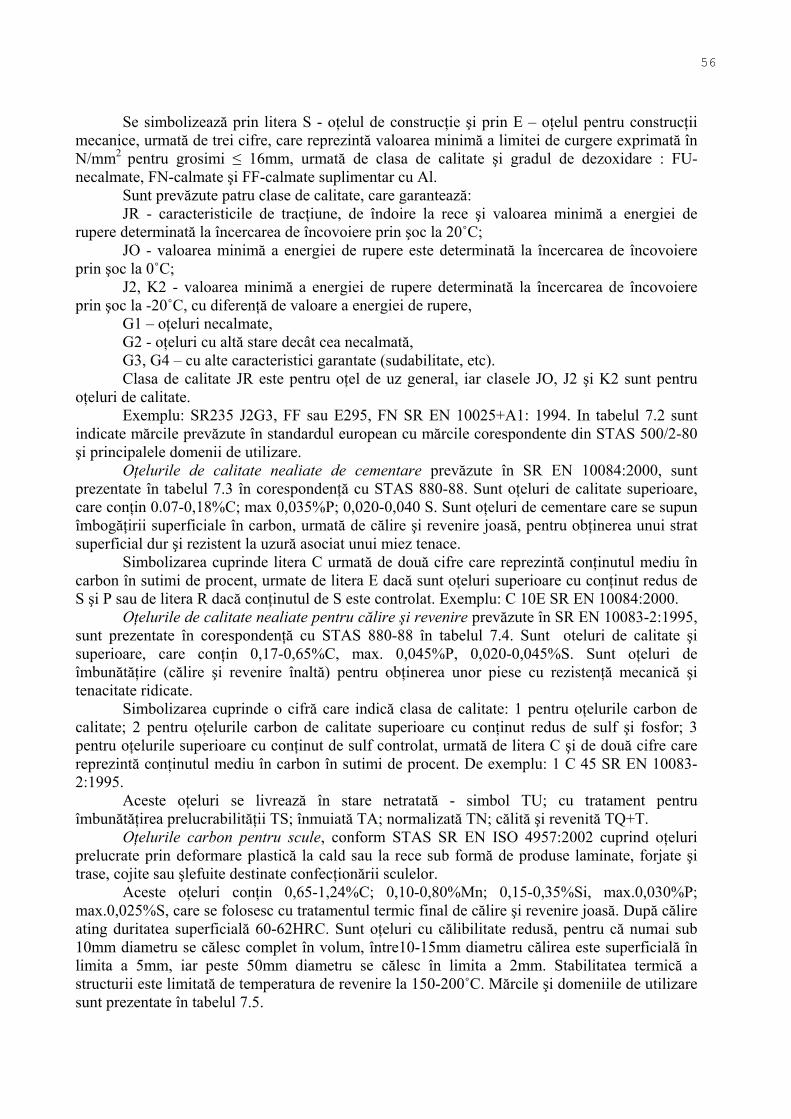
56
Se simbolizează prin litera S - oţelul de construcţie şi prin E – oţelul pentru construcţii mecanice, urmată de trei cifre, care reprezintă valoarea minimă a limitei de curgere exprimată în N/mm2 pentru grosimi ≤ 16mm, urmată de clasa de calitate şi gradul de dezoxidare : FU- necalmate, FN-calmate şi FF-calmate suplimentar cu Al.
Sunt prevăzute patru clase de calitate, care garantează: JR - caracteristicile de tracţiune, de îndoire la rece şi valoarea minimă a energiei de
rupere determinată la încercarea de încovoiere prin şoc la 20˚C; JO - valoarea minimă a energiei de rupere este determinată la încercarea de încovoiere
prin şoc la 0˚C; J2, K2 - valoarea minimă a energiei de rupere determinată la încercarea de încovoiere
prin şoc la -20˚C, cu diferenţă de valoare a energiei de rupere, G1 – oţeluri necalmate, G2 - oţeluri cu altă stare decât cea necalmată, G3, G4 – cu alte caracteristici garantate (sudabilitate, etc). Clasa de calitate JR este pentru oţel de uz general, iar clasele JO, J2 şi K2 sunt pentru
oţeluri de calitate. Exemplu: SR235 J2G3, FF sau E295, FN SR EN 10025+A1: 1994. In tabelul 7.2 sunt
indicate mărcile prevăzute în standardul european cu mărcile corespondente din STAS 500/2-80 şi principalele domenii de utilizare.
Oţelurile de calitate nealiate de cementare prevăzute în SR EN 10084:2000, sunt prezentate în tabelul 7.3 în corespondenţă cu STAS 880-88. Sunt oţeluri de calitate superioare, care conţin 0.07-0,18%C; max 0,035%P; 0,020-0,040 S. Sunt oţeluri de cementare care se supun îmbogăţirii superficiale în carbon, urmată de călire şi revenire joasă, pentru obţinerea unui strat superficial dur şi rezistent la uzură asociat unui miez tenace.
Simbolizarea cuprinde litera C urmată de două cifre care reprezintă conţinutul mediu în carbon în sutimi de procent, urmate de litera E dacă sunt oţeluri superioare cu conţinut redus de S şi P sau de litera R dacă conţinutul de S este controlat. Exemplu: C 10E SR EN 10084:2000.
Oţelurile de calitate nealiate pentru călire şi revenire prevăzute în SR EN 10083-2:1995, sunt prezentate în corespondenţă cu STAS 880-88 în tabelul 7.4. Sunt oteluri de calitate şi superioare, care conţin 0,17-0,65%C, max. 0,045%P, 0,020-0,045%S. Sunt oţeluri de îmbunătăţire (călire şi revenire înaltă) pentru obţinerea unor piese cu rezistenţă mecanică şi tenacitate ridicate.
Simbolizarea cuprinde o cifră care indică clasa de calitate: 1 pentru oţelurile carbon de calitate; 2 pentru oţelurile carbon de calitate superioare cu conţinut redus de sulf şi fosfor; 3 pentru oţelurile superioare cu conţinut de sulf controlat, urmată de litera C şi de două cifre care reprezintă conţinutul mediu în carbon în sutimi de procent. De exemplu: 1 C 45 SR EN 10083-2:1995.
Aceste oţeluri se livrează în stare netratată - simbol TU; cu tratament pentru îmbunătăţirea prelucrabilităţii TS; înmuiată TA; normalizată TN; călită şi revenită TQ+T.
Oţelurile carbon pentru scule, conform STAS SR EN ISO 4957:2002 cuprind oţeluri prelucrate prin deformare plastică la cald sau la rece sub formă de produse laminate, forjate şi trase, cojite sau şlefuite destinate confecţionării sculelor.
Aceste oţeluri conţin 0,65-1,24%C; 0,10-0,80%Mn; 0,15-0,35%Si, max.0,030%P; max.0,025%S, care se folosesc cu tratamentul termic final de călire şi revenire joasă. După călire ating duritatea superficială 60-62HRC. Sunt oţeluri cu călibilitate redusă, pentru că numai sub 10mm diametru se călesc complet în volum, între10-15mm diametru călirea este superficială în limita a 5mm, iar peste 50mm diametru se călesc în limita a 2mm. Stabilitatea termică a structurii este limitată de temperatura de revenire la 150-200˚C. Mărcile şi domeniile de utilizare sunt prezentate în tabelul 7.5.
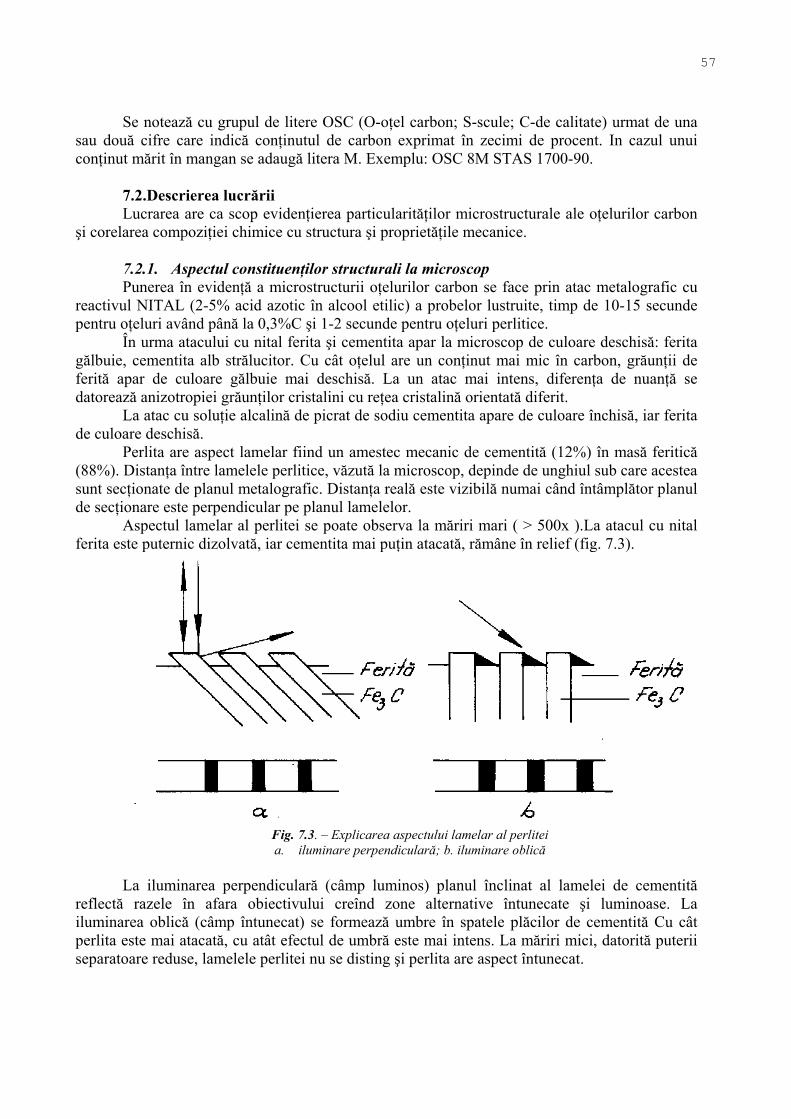
57
Se notează cu grupul de litere OSC (O-oţel carbon; S-scule; C-de calitate) urmat de una sau două cifre care indică conţinutul de carbon exprimat în zecimi de procent. In cazul unui conţinut mărit în mangan se adaugă litera M. Exemplu: OSC 8M STAS 1700-90.
7.2.Descrierea lucrării Lucrarea are ca scop evidenţierea particularităţilor microstructurale ale oţelurilor carbon
şi corelarea compoziţiei chimice cu structura şi proprietăţile mecanice. 7.2.1. Aspectul constituenţilor structurali la microscop Punerea în evidenţă a microstructurii oţelurilor carbon se face prin atac metalografic cu
reactivul NITAL (2-5% acid azotic în alcool etilic) a probelor lustruite, timp de 10-15 secunde pentru oţeluri având până la 0,3%C şi 1-2 secunde pentru oţeluri perlitice.
În urma atacului cu nital ferita şi cementita apar la microscop de culoare deschisă: ferita gălbuie, cementita alb strălucitor. Cu cât oţelul are un conţinut mai mic în carbon, grăunţii de ferită apar de culoare gălbuie mai deschisă. La un atac mai intens, diferenţa de nuanţă se datorează anizotropiei grăunţilor cristalini cu reţea cristalină orientată diferit.
La atac cu soluţie alcalină de picrat de sodiu cementita apare de culoare închisă, iar ferita de culoare deschisă.
Perlita are aspect lamelar fiind un amestec mecanic de cementită (12%) în masă feritică (88%). Distanţa între lamelele perlitice, văzută la microscop, depinde de unghiul sub care acestea sunt secţionate de planul metalografic. Distanţa reală este vizibilă numai când întâmplător planul de secţionare este perpendicular pe planul lamelelor.
Aspectul lamelar al perlitei se poate observa la măriri mari ( > 500x ).La atacul cu nital ferita este puternic dizolvată, iar cementita mai puţin atacată, rămâne în relief (fig. 7.3).
Fig. 7.3. – Explicarea aspectului lamelar al perlitei a. iluminare perpendiculară; b. iluminare oblică
La iluminarea perpendiculară (câmp luminos) planul înclinat al lamelei de cementită
reflectă razele în afara obiectivului creînd zone alternative întunecate şi luminoase. La iluminarea oblică (câmp întunecat) se formează umbre în spatele plăcilor de cementită Cu cât perlita este mai atacată, cu atât efectul de umbră este mai intens. La măriri mici, datorită puterii separatoare reduse, lamelele perlitei nu se disting şi perlita are aspect întunecat.

58
7.2.2 Structuri de echilibru Funcţie de raportul cantitativ al constituenţilor structurali oţelurile hipoeutectice prezintă
următoarele tipuri de microstructuri: - oţelurile hipoeutectoide cu < 0,1% C au structura alcătuită din grăunţi poliedrici de
ferită, o cantitate mică de perlită degenerată în separări radiale de cementită la limita unor grăunţi feritici şi precipitate de cementită terţiară. În figura 7.4. se prezintă microstructura unui oţel electrotehnic cu structura formată din grăunţi poliedrici de ferită. În figura 7.5 se prezintă oţelul de ambutisare A3 cu structura alcătuită din ferită şi Fe3C grosieră în şiruri şi la limita de grăunte.
- oţelurile hipoeutectoide având între 0,1 şi 0,4% C au în structură grăunţi poliedrici de ferită şi perlită. Cementita terţiară nu se mai observă, ea precipitând pe cementita eutectoidă preexistentă (fig. 7.6 – 7.9).
- oţelurile hipoeutectoide cu 0,4 până la 0,7% C au structura formată de asemenea din ferită liberă şi perlită. Se observă că la creşterea concentraţiei în carbon se măreşte cantitatea de perlită şi scade mărimea grăunţilor feritici. Ferita fiind în cantitate mai mică precipită preferenţial la marginile foştilor grăunţi de austenită şi are aspect de reţea de grosime neuniformă (fig. 7.10 şi 7.11).
Oţelurile eutectoide cu 0,7 – 0,8% C au în structură numai perlită. Orientarea arbitrară a pachetului de lamele ferită – cementită face ca distanţa interlamelară să difere de grăunţii vecini (fig. 7.12).
La oţelurile hipereutectoide, structura este formată din perlită şi cementită secundară dispusă în reţea, de grosime uniformă, la limitele foştilor grăunţi de austenită (fig. 7.13a). La atac metalografic cu soluţie alcalină de picrat de sodiu reţeaua de cementită secundară şi lamelele mai grosiere de cementită eutectoidă se colorează în negru pe fond deschis (fig. 7.13b).
7.3.Condiţii de lucru - Aparatura: microscop metalografic, 200x; 500x; 100x; - Metoda de analiză: studiul în câmp luminos cu analiza calitativă şi cantitativă a
constituenţilor structurali. Analiza în câmp întunecat a structurii perlitice. - Probe metalografice: din oţel A3, C15E (OLC 15), 1C35 (OLC 35), 1C60 (OLC 60);
C80U (OSC 8); C120U (OSC 12) recoapte, şlefuite, lustruite şi atacate cu nital 2%; C12OU atac picrat de sodiu.
7.4.Întrebări recapitulative
1. Ce sunt oţelurile şi cum se clasifică după diagrama Fe-C? 2. Care sunt fazele şi constituenţii oţelurilor? 3. Care este cea mai dură fază din oţeluri? Dar cea mai moale? 4. Cum se clasifică oţelurile după destinaţie şi starea de livrare? 5. Ce semnifica simbolurile:
200-400W SR ISO 3755:95; SR235 J2G3, FF; C 10E SR EN 10084:2000; 1 C 45 SR EN 10083-2:1995.
6. Care sunt fazele şi constituenţii oţelurilor hipoeutectoide? 7. Ce soluţii solide apar în oţeluri? Dar amestecuri mecanice? 8. Ce constituenti apar sub formă de reţele în oţeluri?

59
7.5.Mod de lucru Se vor examina la microscop în câmp luminos probele metalografice din oţel la mărire
200x, iar proba C80U la mărire 500x în câmp luminos şi în câmp întunecat, rezultatele prezentându-se tabelar.
%P Nr.
Probă Marca %C Structura Constituenţi Faze Obs. Calc. HB
calculat
Cantitatea de perlită observată se va stabili prin compararea imaginilor la mărire 100x cu
scara etalon din STAS 7626-78. Cantitatea de perlită se va calcula cu ajutorul regulei pârghiei. Exemplu: OLC 35
OLC 35
la 727 °C + ε pe conoda PS:
F P5 S
A
0,0218 0,35 0,77
C120U (OSC 12)
la 727 °C + ε pe conoda SK:
AK
4
0,77 1,2 6,67S
% AS = %P= 1000218,077,00218,035,0
⋅−−
% FP = 100 - %P
% AS = %P= 10077,067,62,167.6⋅
−−
% Fe3CII = 100 - %P
Duritatea se determină prin calcul, utilizând regula amestecurilor: - pentru oţelurile hipoeutectoide:
HBOL * 100 = HBF * F + HBP * P - pentru oţelurile hipereutectoide:
HBOL * 100 = HBP * P + HBFe3C * Fe3CII unde HBF, HBP, HBFe3C sunt durităţile constituenţilor structurali din tabelul nr. 7.2 şi F,
P, Fe3CII – cantitatea procentuala de constituenţi structurali. Se va trasa curba de variaţie a durităţii oţelurilor funcţie de conţinutul de carbon.

60
Fig. 7.4 – Oţel electrotehnic Atac nital 2% (200x)
Fig. 7.5 – Oţel A3 Atac nital 2% (400x)
Fig. 7.6 0ţel C10E (OLC10) Atac Nital 2%; 100x
Fig. 7.7 0ţel C15E (OLC15) Atac Nital 2%; 100x
Fig. 7.8 0ţel 1C20 (OLC20) Atac Nital 2%; 100x
Fig. 7.9 0ţel 1C35 (OLC35) Atac Nital 2%; 100x
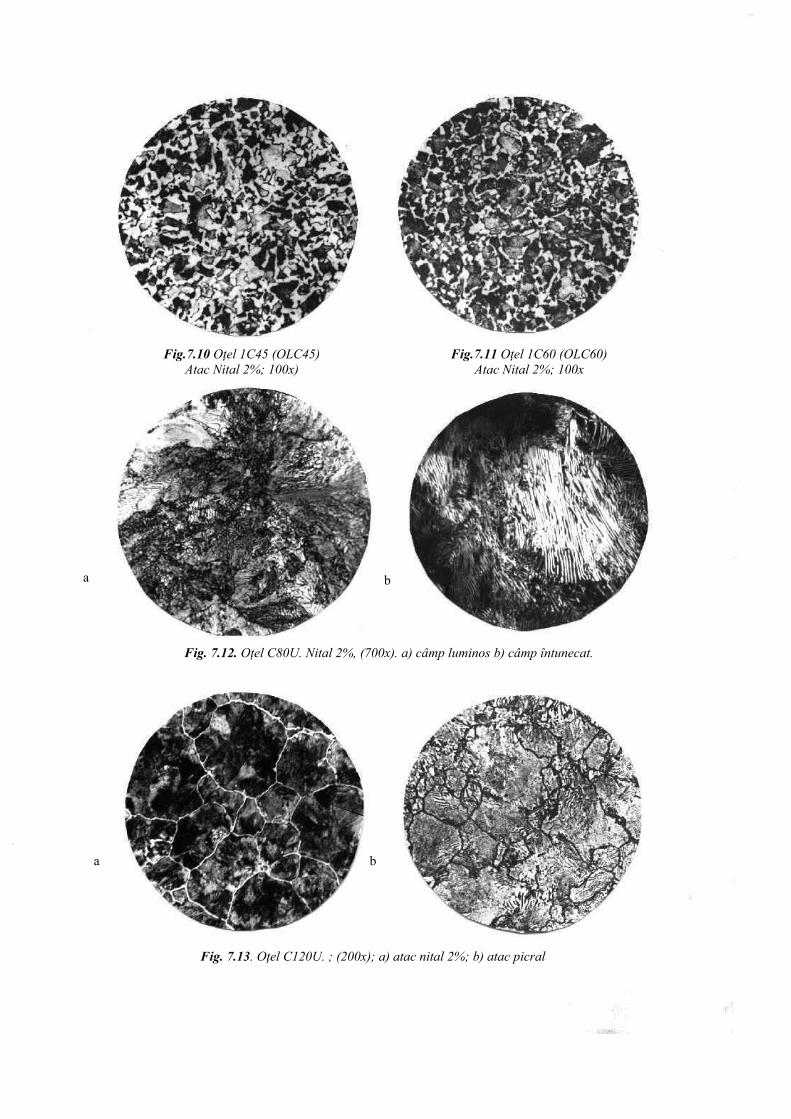
61
Fig.7.10 Oţel 1C45 (OLC45) Atac Nital 2%; 100x)
Fig.7.11 Oţel 1C60 (OLC60) Atac Nital 2%; 100x
a b
Fig. 7.12. Oţel C80U. Nital 2%, (700x). a) câmp luminos b) câmp întunecat.
Fig. 7.13. Oţel C120U. ; (200x); a) atac nital 2%; b) atac picral
a b
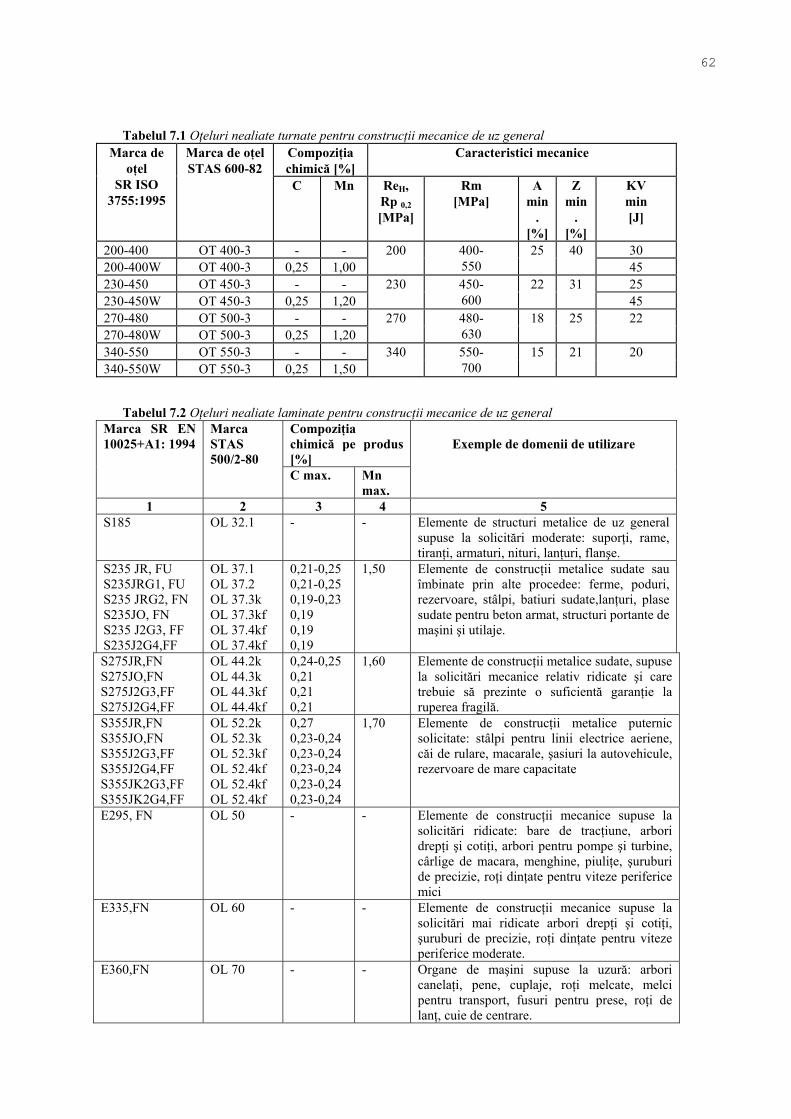
62
Tabelul 7.1 Oţeluri nealiate turnate pentru construcţii mecanice de uz general
Compoziţia chimică [%]
Caracteristici mecanice Marca de oţel
SR ISO 3755:1995
Marca de oţel STAS 600-82
C Mn ReH, Rp 0,2 [MPa]
Rm [MPa]
A min
. [%]
Z min
. [%]
KV min [J]
200-400 OT 400-3 - - 30 200-400W OT 400-3 0,25 1,00
200 400- 550
25 40 45
230-450 OT 450-3 - - 25 230-450W OT 450-3 0,25 1,20
230 450- 600
22 31 45
270-480 OT 500-3 - - 270-480W OT 500-3 0,25 1,20
270 480- 630
18 25 22
340-550 OT 550-3 - - 340-550W OT 550-3 0,25 1,50
340 550- 700
15 21 20
Tabelul 7.2 Oţeluri nealiate laminate pentru construcţii mecanice de uz general
Compoziţia chimică pe produs [%]
Marca SR EN 10025+A1: 1994
Marca STAS 500/2-80
C max. Mn max.
Exemple de domenii de utilizare
1 2 3 4 5 S185 OL 32.1
- - Elemente de structuri metalice de uz general
supuse la solicitări moderate: suporţi, rame, tiranţi, armaturi, nituri, lanţuri, flanşe.
S235 JR, FU S235JRG1, FU S235 JRG2, FN S235JO, FN S235 J2G3, FF S235J2G4,FF
OL 37.1 OL 37.2 OL 37.3k OL 37.3kf OL 37.4kf OL 37.4kf
0,21-0,25 0,21-0,25 0,19-0,23 0,19 0,19 0,19
1,50 Elemente de construcţii metalice sudate sau îmbinate prin alte procedee: ferme, poduri, rezervoare, stâlpi, batiuri sudate,lanţuri, plase sudate pentru beton armat, structuri portante de maşini şi utilaje.
S275JR,FN S275JO,FN S275J2G3,FF S275J2G4,FF
OL 44.2k OL 44.3k OL 44.3kf OL 44.4kf
0,24-0,25 0,21 0,21 0,21
1,60 Elemente de construcţii metalice sudate, supuse la solicitări mecanice relativ ridicate şi care trebuie să prezinte o suficientă garanţie la ruperea fragilă.
S355JR,FN S355JO,FN S355J2G3,FF S355J2G4,FF S355JK2G3,FF S355JK2G4,FF
OL 52.2k OL 52.3k OL 52.3kf OL 52.4kf OL 52.4kf OL 52.4kf
0,27 0,23-0,24 0,23-0,24 0,23-0,24 0,23-0,24 0,23-0,24
1,70 Elemente de construcţii metalice puternic solicitate: stâlpi pentru linii electrice aeriene, căi de rulare, macarale, şasiuri la autovehicule, rezervoare de mare capacitate
E295, FN OL 50 - - Elemente de construcţii mecanice supuse la solicitări ridicate: bare de tracţiune, arbori drepţi şi cotiţi, arbori pentru pompe şi turbine, cârlige de macara, menghine, piuliţe, şuruburi de precizie, roţi dinţate pentru viteze periferice mici
E335,FN OL 60 - - Elemente de construcţii mecanice supuse la solicitări mai ridicate arbori drepţi şi cotiţi, şuruburi de precizie, roţi dinţate pentru viteze periferice moderate.
E360,FN OL 70 - - Organe de maşini supuse la uzură: arbori canelaţi, pene, cuplaje, roţi melcate, melci pentru transport, fusuri pentru prese, roţi de lanţ, cuie de centrare.
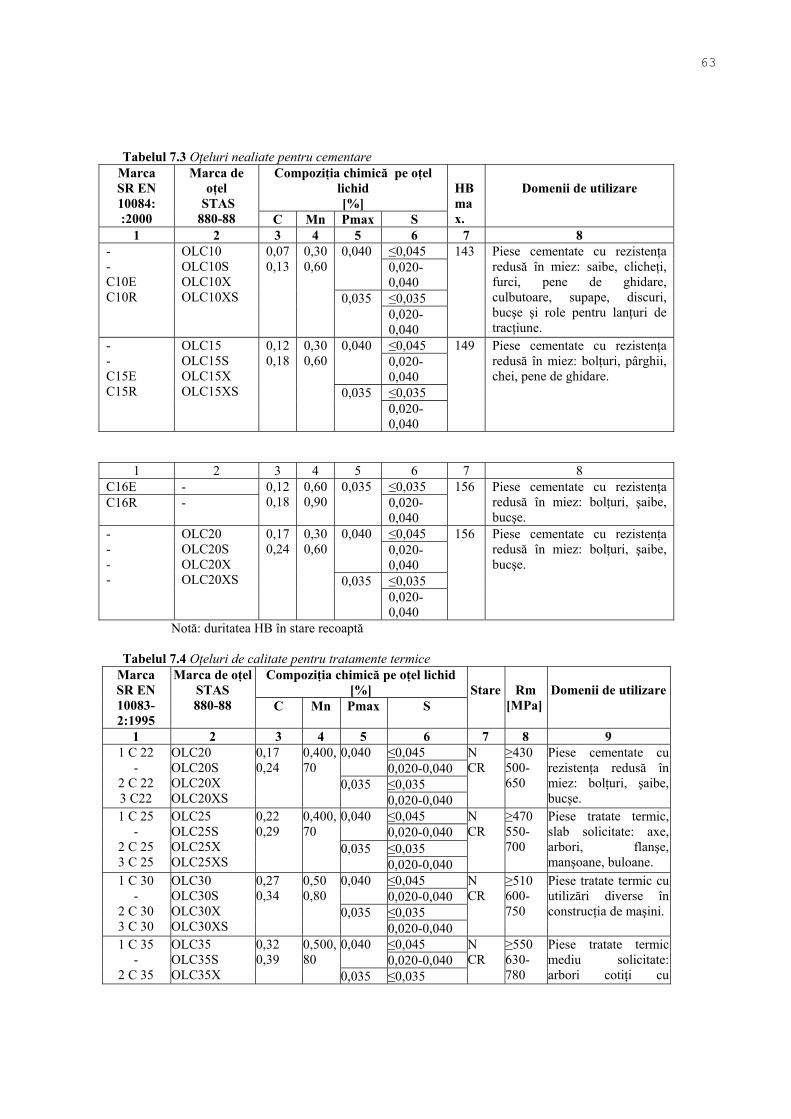
63
Tabelul 7.3 Oţeluri nealiate pentru cementare Compoziţia chimică pe oţel
lichid [%]
Marca SR EN 10084: :2000
Marca de oţel
STAS 880-88 C Mn Pmax S
HB max.
Domenii de utilizare
1 2 3 4 5 6 7 8 ≤0,045 0,040
0,020-0,040 ≤0,035
- - C10E C10R
OLC10 OLC10S OLC10X OLC10XS
0,07 0,13
0,300,60
0,035 0,020-0,040
143 Piese cementate cu rezistenţa redusă în miez: saibe, clicheţi, furci, pene de ghidare, culbutoare, supape, discuri, bucşe şi role pentru lanţuri de tracţiune.
≤0,045 0,040 0,020-0,040 ≤0,035
- - C15E C15R
OLC15 OLC15S OLC15X OLC15XS
0,12 0,18
0,300,60
0,035 0,020-0,040
149 Piese cementate cu rezistenţa redusă în miez: bolţuri, pârghii, chei, pene de ghidare.
1 2 3 4 5 6 7 8 C16E - ≤0,035 C16R -
0,12 0,18
0,60 0,90
0,035 0,020-
0,040
156 Piese cementate cu rezistenţa redusă în miez: bolţuri, şaibe, bucşe.
≤0,045 0,040 0,020-0,040 ≤0,035
- - - -
OLC20 OLC20S OLC20X OLC20XS
0,17 0,24
0,300,60
0,035 0,020-0,040
156
Piese cementate cu rezistenţa redusă în miez: bolţuri, şaibe, bucşe.
Notă: duritatea HB în stare recoaptă
Tabelul 7.4 Oţeluri de calitate pentru tratamente termice Compoziţia chimică pe oţel lichid
[%] Marca SR EN 10083-2:1995
Marca de oţel STAS 880-88 C Mn Pmax S
Stare
Rm
[[MPa]
Domenii de utilizare
1 2 3 4 5 6 7 8 9 ≤0,045 0,040 0,020-0,040 ≤0,035
1 C 22 -
2 C 22 3 C22
OLC20 OLC20S OLC20X OLC20XS
0,17 0,24
0,400,70
0,035 0,020-0,040
N CR
≥430 500-650
Piese cementate cu rezistenţa redusă în miez: bolţuri, şaibe, bucşe.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 25 -
2 C 25 3 C 25
OLC25 OLC25S OLC25X OLC25XS
0,22 0,29
0,400,70
0,035 0,020-0,040
N CR
≥470 550-700
Piese tratate termic, slab solicitate: axe, arbori, flanşe, manşoane, buloane.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 30 -
2 C 30 3 C 30
OLC30 OLC30S OLC30X OLC30XS
0,27 0,34
0,50 0,80
0,035 0,020-0,040
N CR
≥510 600-750
Piese tratate termic cu utilizări diverse în construcţia de maşini.
≤0,045 0,040 0,020-0,040
1 C 35 -
2 C 35
OLC35 OLC35S OLC35X
0,32 0,39
0,500,80
0,035 ≤0,035
N CR
≥550 630-780
Piese tratate termic mediu solicitate: arbori cotiţi cu

64
3 C 35 OLC35XS 0,020-0,040 dimensiuni mici, biele, butuci sudaţi pentru roţi, cilindri de prese, bandaje.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 40 -
2 C 40 3 C 40
OLC40 OLC40S OLC40X OLC40XS
0,37 0,44
0,500,80
0,035 0,020-0,040
N CR
≥580 650-800
Piese tratate termic cu utilizări diverse în construcţia de maşini.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 45 -
2 C 45 3 C 45
OLC45 OLC45S OLC45X OLC45XS
0,42 0,50
0,500,80
0,035 0,020-0,040
N CR
≥620 700-850
Piese tratate termic de rezistenţă ridicată şi tenacitate medie: discuri de turbină, arbori cotiţi, biele, coroane dinţate, roţi cu clichet, volanţi, pene de ghidaj, melci, flanşe oarbe.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 50 -
2 C 50 3 C 50
OLC50 OLC50S OLC50X OLC50XS
0,47 0,55
0,600,90
0,035 0,020-0,040
N CR
≥650 750-900
Piese tratate termic puternic solicitate: roţi dinţate, bandaje, coroane, arbori, bolţuri de lanţ.
1 2 3 4 5 6 7 8 9 ≤0,045 0,040 0,020-0,040 ≤0,035
1 C 55 -
2 C 55 3 C 55
OLC55 OLC55S OLC55X OLC55XS
0,52 0,60
0,600,90
0,035 0,020-0,040
N CR
≥680 800-950
Piese tratate termic cu rezistenţă ridicată, dar fără solicitări mari la şoc: pinioane, tije, came.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 60 -
2 C 60 3 C 60
OLC60 OLC60S OLC60X OLC60XS
0,57 0,65
0,600,90
0,035 0,020-0,040
N CR
≥710 850-1000
Piese tratate termic cu proprietăţi de rezis-tenţă ridicată combi-nată cu elasticitate: excentrice, bandaje, bucşe elastice, roţi dinţate.
Notă: N- normalizare; CR – călire şi revenire înaltă.; Valorile rezistenţei la tracţiune sunt pentru produse cu diametru sau grosime ≤ 16mm. Tabelul 7.5. Oţeluri carbon de scule
Compoziţia chimică (%m/m) Marca de oţel
C
Si
Mn
P
max.
S
max.
HB max re-
copt .
Domenii de utilizare
C45U 0,42...0,50
0,15... 0,40
0,60... 0,80
0,03 0,03 207* Scule supuse la lovituri şi şocuri, cu tenacitate mare şi duritate suficientă:burghie, matriţe pentru oţeluri moi sau mase plastice, scule de tâmplărie, şurubelniţe, dălţi, foarfece, vârfuri de centrare pentru maşini unelte.
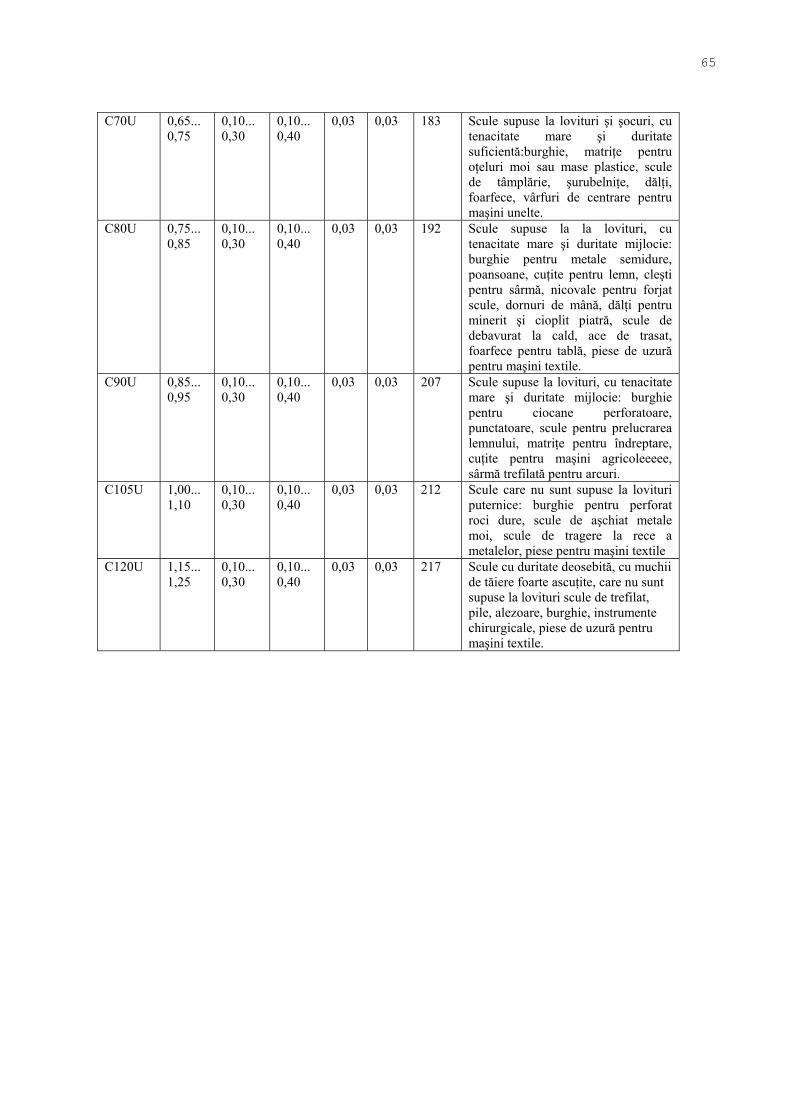
65
C70U 0,65... 0,75
0,10... 0,30
0,10... 0,40
0,03 0,03 183 Scule supuse la lovituri şi şocuri, cu tenacitate mare şi duritate suficientă:burghie, matriţe pentru oţeluri moi sau mase plastice, scule de tâmplărie, şurubelniţe, dălţi, foarfece, vârfuri de centrare pentru maşini unelte.
C80U 0,75... 0,85
0,10... 0,30
0,10... 0,40
0,03 0,03 192 Scule supuse la la lovituri, cu tenacitate mare şi duritate mijlocie: burghie pentru metale semidure, poansoane, cuţite pentru lemn, cleşti pentru sârmă, nicovale pentru forjat scule, dornuri de mână, dălţi pentru minerit şi cioplit piatră, scule de debavurat la cald, ace de trasat, foarfece pentru tablă, piese de uzură pentru maşini textile.
C90U 0,85... 0,95
0,10... 0,30
0,10... 0,40
0,03 0,03 207 Scule supuse la lovituri, cu tenacitate mare şi duritate mijlocie: burghie pentru ciocane perforatoare, punctatoare, scule pentru prelucrarea lemnului, matriţe pentru îndreptare, cuţite pentru maşini agricoleeeee, sârmă trefilată pentru arcuri.
C105U 1,00... 1,10
0,10... 0,30
0,10... 0,40
0,03 0,03 212 Scule care nu sunt supuse la lovituri puternice: burghie pentru perforat roci dure, scule de aşchiat metale moi, scule de tragere la rece a metalelor, piese pentru maşini textile
C120U 1,15... 1,25
0,10... 0,30
0,10... 0,40
0,03 0,03 217 Scule cu duritate deosebită, cu muchii de tăiere foarte ascuţite, care nu sunt supuse la lovituri scule de trefilat, pile, alezoare, burghie, instrumente chirurgicale, piese de uzură pentru maşini textile.

66
8. STRUCTURA FONTELOR DE TURNĂTORIE
8.1 Aspecte teoretice Fontele sunt aliaje ale fierului cu carbonul care conţin de la 2,11 până la 6,67%C şi elemente
însoţitoare permanente (Si, Mn, S, P) în limite reduse. În aliajele sale cu fierul, carbonul se poate găsi dizolvat în soluţie solidă (ferită, austenită),
legat chimic în cementită (Fe3C) sau în stare liberă sub formă de grafit. Din acest punct de vedere fontele se clasifică în: - fonte albe la care întreaga cantitate de carbon (Ct) este legată chimic în cementită,
( )CFeC3
: CFet CC3
= ; - fonte cenuşii la care total sau parţial carbonul este liber sau sub formă de grafit (CG), iar restul sub formă de cementită:
GCFet CCC +=3
. a) Fonte albe Fontele albe cristalizează după diagrama de echilibru metastabil Fe-Fe3C. Se obţin în
condiţiile unor viteze mari de răcire, temperaturi mai scăzute de turnare, la un conţinut redus de elemente grafitizante (C, Si, Al, Ni, etc) şi un conţinut mai ridicat de elemente antigrafitizante (Mn, Cr, etc).
Prezenţa cementitei în structură determină aspectul argintiu al suprafeţei de rupere, respectiv denumirea fontei.
După compoziţia chimică fontele albe se împart în: - Fonte albe hipoeutectice, care conţin între 2,11 şi 4,3%C şi au în structură perlită,
cementită secundară şi ledeburită (curba de răcire 1 din fig.1); - Fonte albe eutectice care conţin ~ 4,3%C şi au structura formată din ledeburită; - Fonte albe hipereutectice care conţin între 4,3 şi 6,67%C şi au structura formată din
cementită primară şi ledeburită. Ledeburita este un amestec mecanic eutectic de 40% perlită, 60% cementită, dur (700 HB),
fragil şi cu bune proprietăţi de turnare. Datorită prezenţei cementitei şi ledeburitei, fontele albe sunt dure, fragile, greu prelucrabile
prin aşchiere, cu rezistenţă mecanică scăzută. Aceste proprietăţi se accentuează la creşterea concentraţiei în carbon. De aceea practic se utilizează numai fontele albe hipoeutectice ca crustă dură a unor piese cu miez tenace (cilindri de laminor, bile de mori, etc)
b) Fonte cenuşii Fontele cenuşii cristalizează după sistemul Fe – grafit obţinut prin deplasarea liniilor de
separare a cementitei, ale sistemului metastabil Fe-Fe3C, la temperaturi mai ridicate şi la concentraţii mai reduse în carbon (fig. 8.1). Cristalizarea după acest sistem este favorizată de viteze lente de răcire, prezenţa în cantitate mărită a elementelor grafitizante, reducerea cantităţii de elemente antigrafitizante, temperatură ridicată de turnare.
Prezenţa grafitului în structură determină aspectul cenuşiu al suprafeţei de rupere şi denumirea fontei.
În fontele cenuşii obişnuite grafitul are aspect lamelar cu vârfuri ascuţite.
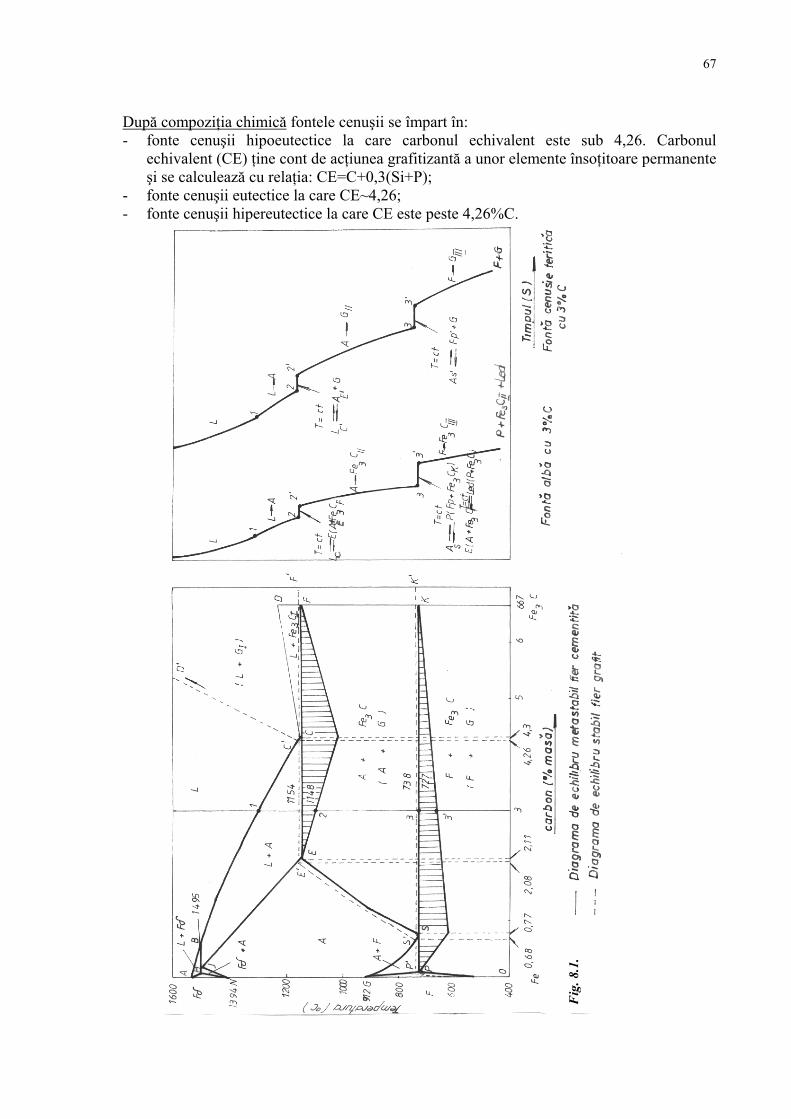
67
După compoziţia chimică fontele cenuşii se împart în: - fonte cenuşii hipoeutectice la care carbonul echivalent este sub 4,26. Carbonul
echivalent (CE) ţine cont de acţiunea grafitizantă a unor elemente însoţitoare permanente şi se calculează cu relaţia: CE=C+0,3(Si+P);
- fonte cenuşii eutectice la care CE~4,26; - fonte cenuşii hipereutectice la care CE este peste 4,26%C.
Fig.
8.1
.
68
Deoarece grafitul este un constituent cu rezistenţă mecanică mică, care clivează uşor, fontele
cenuşii utilizate în construcţia de maşini sunt hipoeutectice şi conţin între 2,4 şi 3,8%C. După natura masei metalice, determinată de condiţiile de cristalizare, fontele cenuşii se
clasifică în: - fonte cenuşii perlito-cementitice (fonte pestriţe) care se obţin în condiţiile unei răciri rapide
de la temperaturi superioare temperaturii eutectoide, de la care cristalizarea decurge după sistemul Fe-Fe3C. Structura finală conţine:
( )%77,033 >++ CFeII CGCFeP
Sunt foarte dure şi fragile, neutilizabile practic. - fonte cenuşii perlitice, care se obţin în urma unei răciri rapide la nivelul transformării
eutectoide, astfel încât aceasta decurge după sistemul Fe-Fe3C. Structura este alcătuită din ( )%77,0
3=+ CFeCGP .
Sunt fonte dure şi rezistente. - fonte cenuşii ferito-perlitice, obţinute la răcire moderată la nivelul transformării eutectoide,
astfel încât aceasta decurge după ambele sisteme de echilibru. Structura finală conţine ( )%77,0
3<++ CFeCGPF şi prezintă rezistenţă şi duritate moderate.
- fonte cenuşii feritice, obţinute la răcire lentă, pentru cristalizare în totalitate după sistemul Fe-grafit. Structura finală ( )0
3=+ CFeCGF conferă rezistenţă şi duritate reduse, capacitate de
amortizare a vibraţiilor. - fonte cenuşii fosforoase. Sunt fonte cenuşii perlitice cu o concentraţie mărită de fosfor
(0,25-1,5%), ceea ce asigură formarea eutecticului ternar fosforos (STEADITA) EF (Fe3C+Fe3P+P) dur (650 HB), fragil şi cu temperatură scăzută de topire (950 °C). Structura formată din P+G+EF determină rezistenţă la uzură şi fluiditate ridicate (segmenţi de piston, saboţi de frână).
Proprietăţile fontelor sunt determinate atât de natura masei metalice cât şi de cantitatea, forma şi dimensiunile separărilor de grafit. Proprietăţile de rezistenţă şi plasticitate cresc cu reducerea cantităţii şi dimensiunilor separărilor de grafit şi compactizarea acestora.
Schimbarea formei separării de grafit se poate realiza prin modificare sau maleabilizare. c) Fonte modificate Modificarea este procesul de schimbare a condiţiilor de germinare a grafitului prin
introducere în fonta topită, virtual cenuşie, a unor elemente modificatoare în scopul finisării şi compactizării formei grafitului.
După forma grafitului există: - fontă cenuşie modificată cu grafit lamelar cu vârfuri rotunjite. Utilizează elemente
modificatoare Si, Ca, Ba, Ti, Zr care formează compuşi stabili în fonta topită ce activează procesul de germinare a grafitului;
- fontă cenuşie modificată cu grafit vermicular. Se folosesc ca elemente modificatoare Mg, Ce, Al şi Ti;
- fonta cu grafit nodular. Elementele modificatoare sunt Mg sau Ce. Fontele cenuşii modificate au în general masa metalică perlitică şi sunt fonte de înaltă
rezistenţă. După condiţiile de cristalizare şi natura masei metalice, fonta cu grafit nodular poate fi:
perlitică, perlito-feritică şi feritică. Fonta cu grafit nodular perlitică este fonta cu cea mai mare rezistenţă, iar cea feritică cu cea
mai ridicată plasticitate. d) Fonte maleabile Fonta maleabilă se obţine prin aplicarea unei recoaceri de maleabilitate unei fonte albe
hipoeutectice, pentru descompunerea cementitei şi obţinerea grafitului în cuiburi. După natura masei metalice fontele maleabile sunt:
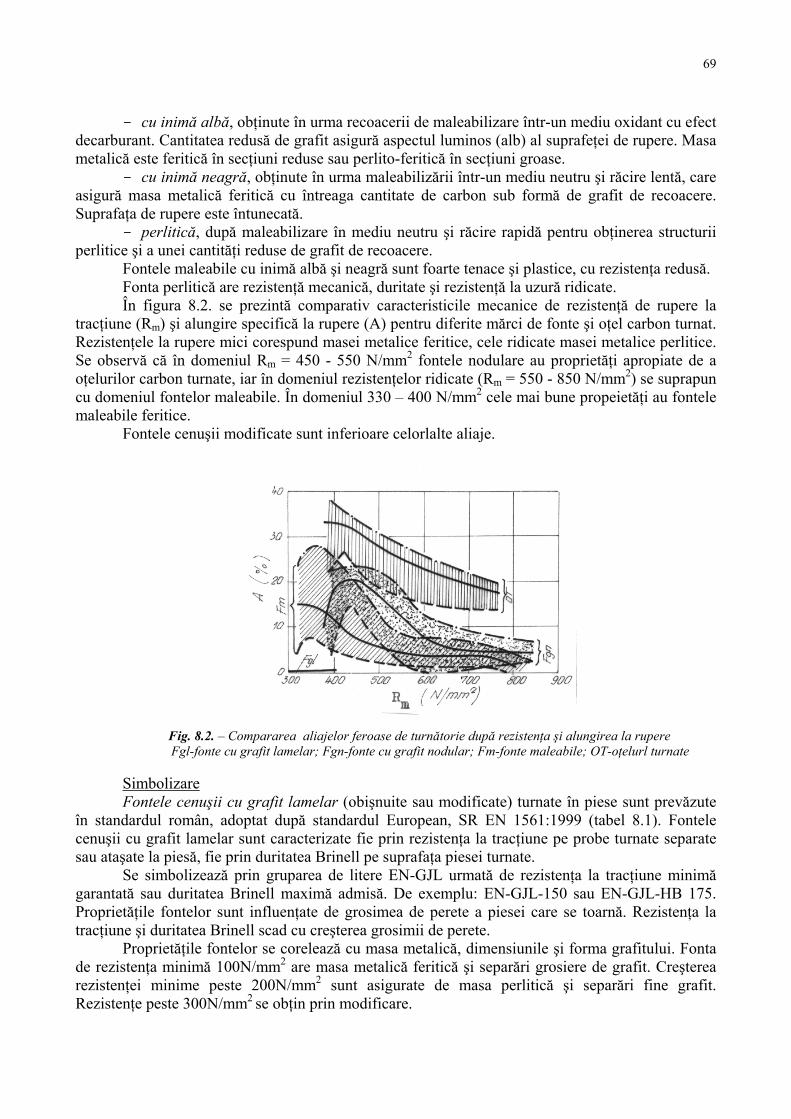
69
- cu inimă albă, obţinute în urma recoacerii de maleabilizare într-un mediu oxidant cu efect decarburant. Cantitatea redusă de grafit asigură aspectul luminos (alb) al suprafeţei de rupere. Masa metalică este feritică în secţiuni reduse sau perlito-feritică în secţiuni groase.
- cu inimă neagră, obţinute în urma maleabilizării într-un mediu neutru şi răcire lentă, care asigură masa metalică feritică cu întreaga cantitate de carbon sub formă de grafit de recoacere. Suprafaţa de rupere este întunecată.
- perlitică, după maleabilizare în mediu neutru şi răcire rapidă pentru obţinerea structurii perlitice şi a unei cantităţi reduse de grafit de recoacere.
Fontele maleabile cu inimă albă şi neagră sunt foarte tenace şi plastice, cu rezistenţa redusă. Fonta perlitică are rezistenţă mecanică, duritate şi rezistenţă la uzură ridicate. În figura 8.2. se prezintă comparativ caracteristicile mecanice de rezistenţă de rupere la
tracţiune (Rm) şi alungire specifică la rupere (A) pentru diferite mărci de fonte şi oţel carbon turnat. Rezistenţele la rupere mici corespund masei metalice feritice, cele ridicate masei metalice perlitice. Se observă că în domeniul Rm = 450 - 550 N/mm2 fontele nodulare au proprietăţi apropiate de a oţelurilor carbon turnate, iar în domeniul rezistenţelor ridicate (Rm = 550 - 850 N/mm2) se suprapun cu domeniul fontelor maleabile. În domeniul 330 – 400 N/mm2 cele mai bune propeietăţi au fontele maleabile feritice.
Fontele cenuşii modificate sunt inferioare celorlalte aliaje.
Fig. 8.2. – Compararea aliajelor feroase de turnătorie după rezistenţa şi alungirea la rupere Fgl-fonte cu grafit lamelar; Fgn-fonte cu grafit nodular; Fm-fonte maleabile; OT-oţelurl turnate
Simbolizare Fontele cenuşii cu grafit lamelar (obişnuite sau modificate) turnate în piese sunt prevăzute
în standardul român, adoptat după standardul European, SR EN 1561:1999 (tabel 8.1). Fontele cenuşii cu grafit lamelar sunt caracterizate fie prin rezistenţa la tracţiune pe probe turnate separate sau ataşate la piesă, fie prin duritatea Brinell pe suprafaţa piesei turnate.
Se simbolizează prin gruparea de litere EN-GJL urmată de rezistenţa la tracţiune minimă garantată sau duritatea Brinell maximă admisă. De exemplu: EN-GJL-150 sau EN-GJL-HB 175. Proprietăţile fontelor sunt influenţate de grosimea de perete a piesei care se toarnă. Rezistenţa la tracţiune şi duritatea Brinell scad cu creşterea grosimii de perete.
Proprietăţile fontelor se corelează cu masa metalică, dimensiunile şi forma grafitului. Fonta de rezistenţa minimă 100N/mm2 are masa metalică feritică şi separări grosiere de grafit. Creşterea rezistenţei minime peste 200N/mm2 sunt asigurate de masa perlitică şi separări fine grafit. Rezistenţe peste 300N/mm2 se obţin prin modificare.
70
Fontele modificate cu grafit vermicular turnate în piese sunt prevăzute în STAS 12443-86 (tabelul 8.2). Se simbolizează prin grupul de litere Fgv urmat de rezistenţa la tracţiune minimă garantată. Exemplu Fgv 300 STAS 12443-86.
Fontele cu grafit nodular (sau sferoidal) turnate în forme din amestec clasic sunt clasificate în SR EN 1563:1999 în funcţie de caracteristicile mecanice ale materialului rezultate din încercarea de tracţiune şi încovoiere prin şoc mecanic sau prin încercarea de duritate Brinell.
In tabelul 8.3 se prezintă clasificarea fontelor după caracteristicile mecanice rezultate din încercarea de tracţiune şi încovoiere prin şoc mecanic.
Simbolizarea alfanumerică a fontelor este alcătuită din grupul de litere EN-GJS - rezistenţa la tracţiune minimă Rm în N/mm2- alungirea la rupere A în %. Dacă se garantează energia de rupere prin şoc mecanic KV, atunci se adaugă grupul de litere LT-la temperatură scăzută sau RT-la temperatura ambiantă. Exemplu: EN-GJS-350-22-LT. Dacă caracteristicile mecanice se determină pe epruvete prelucrate din probe ataşate după valoarea alungirii la rupere se adaugă litera U. Exemplu: EN-GJS-500-7U.
In tabelul 8.4 se prezintă mărcile de fontă caracterizate prin încercarea de duritate. Simbolizarea alfanumerică conţine în acest caz după grupul de litere EN-GJS-HB valoarea durităţii Brinell. Exemplu: EN-GJS-HB130.
In SR EN 1564:1999 (tabelul 8.5) se prezintă clasificarea fontelor cu grafit nodular bainitice de înaltă rezistenţă, în funcţie de de caracteristicile mecanice determinate pe epruvete prelevate din probe turnate separate.
Fontele maleabile sunt clasificate în standardul SR EN 1562:1999 în funcţie de caracteristicile mecanice rezultate din încercarea de tracţiune(tabelul 8.6). Se diferenţiază fonta maleabilă cu inimă albă (decarburată) şi fonta maleabilă cu inimă neagră (nedecarburată).
Simbolizarea alfanumerică a fontelor maleabile cu inimă albă cuprinde grupul de litere EN-GJMW urmat de rezistenţa la tracţiune Rm minimă în N/mm2 şi alungirea la rupere A în %. De exemplu: EN-GJMW-350-4.
Simbolizarea alfanumerică a fontelor maleabile cu inimă neagră cuprinde grupul de litere EN-GJMB. De exemplu: EN-GJMB-300-6.
8.2 Descrierea lucrării Lucrarea are ca scop evidenţierea aspectelor microstructurale ale fontelor şi corelarea lor cu
proprietăţile mecanice. Structura fontelor se pune în evidenţă prin atac cu nital 2%, 1-2 secunde pentru fonte cenuşii
perlitice, până la 60-80 secunde pentru fontele albe. Fontele albe au constituentul structural caracteristic ledeburita, amestec mecanic de perlită –
grăunţi întunecaţi – pe fond luminos de cementită, cu aspect punctiform sau dendritic. Fonta albă eutectică (fig. 8.4) are structura alcătuită numai din grăunţi de ledeburită cu
orientare diferită a dendritelor de perlită. În structura fontei albe hipoeutectice (fig. 8.3) perlita lamelară se prezintă sub formă de
grăunţi întunecaţi pe fond zebrat de ledeburită. Cementita secundară reprezintă zonele luminoase din jurul grăunţilor perlitici, racordate la cementita ledeburitei.
La fonta albă hipereutectică (fig. 8.5) în structuri apare caracteristic cementita primară cu aspect acicular pe fond de ledeburită. Acele luminoase de Fe3CI formează unghiuri de 60 – 120° şi sunt limitate de alte ace vecine. Acele grosiere de Fe3CI măresc fragilitatea fontei.
Fontele cenuşii prezintă constituentul structural caracteristic grafitului lamelar de culoare cenuşie, vizibil pe probe lustruite.
După atacul cu nital se evidenţiază şi natura masei metalice. Structura unei fonte cenuşii perlito-cementitice (pestriţe) conţine grafit lamelar şi grăunţi
izolati de cementită secundară, luminoşi, pe fond întunecat perlitic (fig. 8.6).
71
În (fig. 8.7) se prezintă structura unei fonte cenuşii perlitice, iar în (fig.8.8) structura fontei cenuşii feritice.
La fonta cenuşie ferito-perlitică (fig.8.9) se observă că ferita se găseşte întotdeauna în vecinătatea separării de grafit, ceea ce comfirmă ipoteza descompunerii cementitei în ferită şi grafit.
Fonta cenuşie fosforoasă (fig.8.10) are în structură pe lângă perlită, ferită şi grafit lamelar, eutecticul fosforos dispus la limita grăunţilor perlitici, cu aspect scheletiform.
În (fig. 8.11) se prezintă o secţiune prin mantaua unui cilindru de laminor cu crustă dură din fontă albă (perlită şi cementită) şi miez cu structura de fontă cenuşie perlitică rezistentă şi tenace. Tranziţia între aceste structuri se realizează printr-un strat cu structură de fontă pestriţă.
Fontele cu grafit nodular sunt exemplificate în (fig. 8.12) – fontă ferito-perlitică şi (fig. 8.13) –perlitică.
Fontele maleabile se caracterizează prin przenţa grafitului cu tendinţe de compactizare – grafitul de recoacere, în cuiburi. În (fig. 8.14) se prezintă fonta maleabilă cu miez negru, iar în (fig. 8.15) cea perlitică.
8.3. Întrebări recapitulative 1. Ce sunt fontele? 2. Ce diferenţe sunt între fontele albe şi cenuşii? 3. În ce condiţii se pot obţine fontele albe? Dar cele cenuşii? 4. De ce sunt preferate fontele ca aliaje de turnătorie? 5. Cum influenţează forma grafitului proprietăţile mecanice ale fontelor? 6. Ce consecinţe are modificarea fontelor asupra proprietăţilor lor?. 7. De ce piesele turnate cu structură tip „pestriţă” sunt considerate rebuturi? 8. De ce fontele albe sunt mult mai dure decât cele cenuşii? 9. Ce semnifică simbolurile: EN-GJL-HB 175; Fgv 300 STAS 12443-86; EN-GJS-350-22-LT; EN-GJS-HB130; EN-GJMW-350-4. 8.4. Condiţii de lucru -Aparatura: microscop metalografic, mărire 300x; -Metoda de analiză: în câmp luminos; -Probe metalografice: din diferite tipuri de fonte, cu atac nital 2%. 8.5. Mod de lucru Se vor analiza structurile probelor metalografice din fontă albă, cenuşie, modificată şi
maleabilă. Se vor schiţa structurile şi funcţie de natura constituenţilor structurali se vor indica
proprietăţile mecanice ale fontelor. Rezultatele se prezintă tabelar.
Nr. probă
Denumirea fontei
Ct (%)
CFe3C (%)
CG (%) Structura Constituenţi
structurali Proprietăţi mecanice
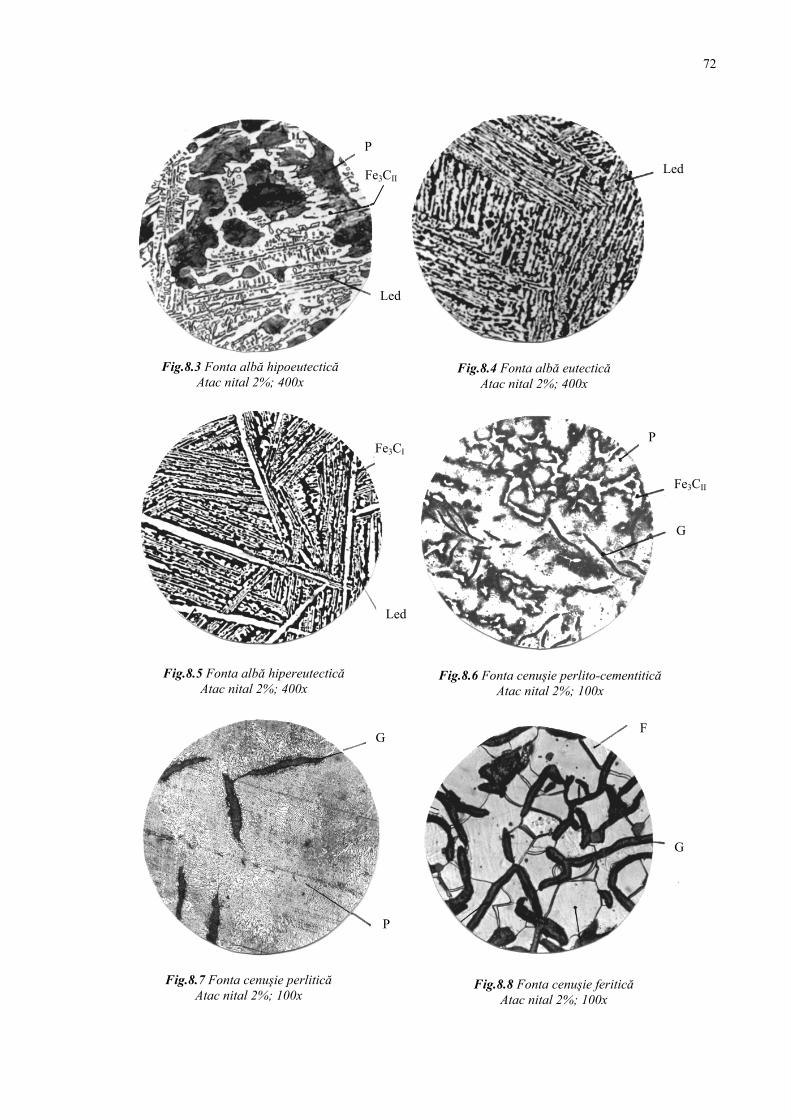
72
Fig.8.3 Fonta albă hipoeutectică Atac nital 2%; 400x
Fig.8.4 Fonta albă eutectică Atac nital 2%; 400x
Fig.8.5 Fonta albă hipereutectică Atac nital 2%; 400x
Fig.8.6 Fonta cenuşie perlito-cementitică Atac nital 2%; 100x
Fig.8.7 Fonta cenuşie perlitică Atac nital 2%; 100x
Fig.8.8 Fonta cenuşie feritică Atac nital 2%; 100x
G
G
P
F
Fe3CI
Led
P
Fe3CII
G
P
Led
Led Fe3CII

73
Fig.8.9 Fontă cenuşie ferito-perlitică. Atac nital 2%. 400x
Fig.8.10 Fontă cenuşie ferito-perlitică. Atac nital 2%. 400x
F
P
G
G
F
P
Ef
a). suprafaţa b). zona de tranziţie c). miez
Fig. 8.11 Secţiune în mantaua unui cilindru de laminor Atac nital 2%; 500x
P Fe3C
Fe3C G P
P G
Fig.8.12 Fontă cu grafit nodular ferito-perlitică. Atac nital 2%. 100x
Fig.8.13 Fontă cu grafit nodular perlitică. Atac nital 2%. 100x
F
Gn
P F
Gn
P
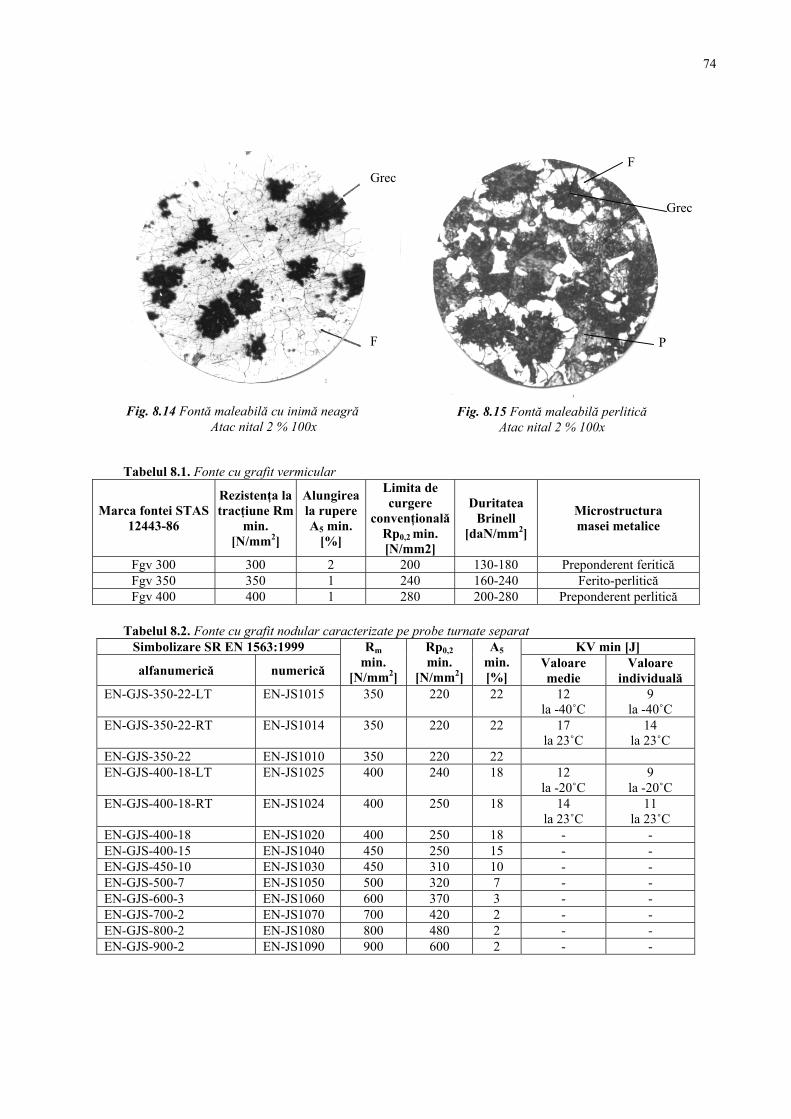
74
Tabelul 8.1. Fonte cu grafit vermicular
Marca fontei STAS 12443-86
Rezistenţa la tracţiune Rm
min. [N/mm2]
Alungirea la rupere A5 min.
[%]
Limita de curgere
convenţională Rp0,2 min. [N/mm2]
Duritatea Brinell
[daN/mm2]
Microstructura masei metalice
Fgv 300 300 2 200 130-180 Preponderent feritică Fgv 350 350 1 240 160-240 Ferito-perlitică Fgv 400 400 1 280 200-280 Preponderent perlitică
Tabelul 8.2. Fonte cu grafit nodular caracterizate pe probe turnate separat
Simbolizare SR EN 1563:1999 KV min [J]
alfanumerică numerică
Rm min.
[N/mm2]
Rp0,2 min.
[N/mm2]
A5 min. [%]
Valoare medie
Valoare individuală
EN-GJS-350-22-LT EN-JS1015 350 220 22 12 la -40˚C
9 la -40˚C
EN-GJS-350-22-RT EN-JS1014 350 220 22 17 la 23˚C
14 la 23˚C
EN-GJS-350-22 EN-JS1010 350 220 22 EN-GJS-400-18-LT EN-JS1025 400 240 18 12
la -20˚C 9
la -20˚C EN-GJS-400-18-RT EN-JS1024 400 250 18 14
la 23˚C 11
la 23˚C EN-GJS-400-18 EN-JS1020 400 250 18 - - EN-GJS-400-15 EN-JS1040 450 250 15 - - EN-GJS-450-10 EN-JS1030 450 310 10 - - EN-GJS-500-7 EN-JS1050 500 320 7 - - EN-GJS-600-3 EN-JS1060 600 370 3 - - EN-GJS-700-2 EN-JS1070 700 420 2 - - EN-GJS-800-2 EN-JS1080 800 480 2 - - EN-GJS-900-2 EN-JS1090 900 600 2 - -
Grec
F
Fig. 8.14 Fontă maleabilă cu inimă neagră Atac nital 2 % 100x
Grec
F
P
Fig. 8.15 Fontă maleabilă perlitică Atac nital 2 % 100x
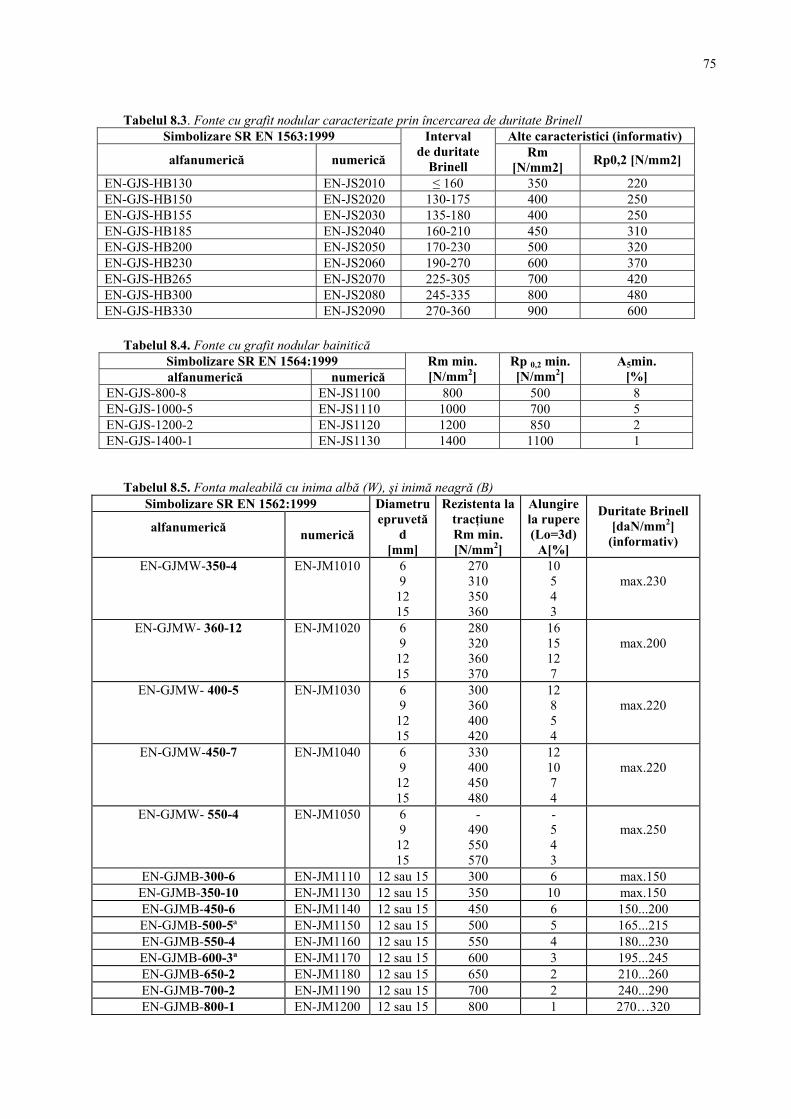
75
Tabelul 8.3. Fonte cu grafit nodular caracterizate prin încercarea de duritate Brinell Simbolizare SR EN 1563:1999 Alte caracteristici (informativ)
alfanumerică numerică
Interval de duritate
Brinell Rm
[N/mm2] Rp0,2 [N/mm2]
EN-GJS-HB130 EN-JS2010 ≤ 160 350 220 EN-GJS-HB150 EN-JS2020 130-175 400 250 EN-GJS-HB155 EN-JS2030 135-180 400 250 EN-GJS-HB185 EN-JS2040 160-210 450 310 EN-GJS-HB200 EN-JS2050 170-230 500 320 EN-GJS-HB230 EN-JS2060 190-270 600 370 EN-GJS-HB265 EN-JS2070 225-305 700 420 EN-GJS-HB300 EN-JS2080 245-335 800 480 EN-GJS-HB330 EN-JS2090 270-360 900 600
Tabelul 8.4. Fonte cu grafit nodular bainitică
Simbolizare SR EN 1564:1999 alfanumerică numerică
Rm min. [N/mm2]
Rp 0,2 min. [N/mm2]
A5min. [%]
EN-GJS-800-8 EN-JS1100 800 500 8 EN-GJS-1000-5 EN-JS1110 1000 700 5 EN-GJS-1200-2 EN-JS1120 1200 850 2 EN-GJS-1400-1 EN-JS1130 1400 1100 1
Tabelul 8.5. Fonta maleabilă cu inima albă (W), şi inimă neagră (B) Simbolizare SR EN 1562:1999
alfanumerică numerică
Diametruepruvetă
d [mm]
Rezistenta la tracţiune Rm min. [N/mm2]
Alungire la rupere (Lo=3d)
A[%]
Duritate Brinell [daN/mm2]
(informativ)
EN-GJMW-350-4 EN-JM1010 6 9
12 15
270 310 350 360
10 5 4 3
max.230
EN-GJMW- 360-12 EN-JM1020 6 9
12 15
280 320 360 370
16 15 12 7
max.200
EN-GJMW- 400-5 EN-JM1030 6 9
12 15
300 360 400 420
12 8 5 4
max.220
EN-GJMW-450-7 EN-JM1040 6 9
12 15
330 400 450 480
12 10 7 4
max.220
EN-GJMW- 550-4 EN-JM1050 6 9
12 15
- 490 550 570
- 5 4 3
max.250
EN-GJMB-300-6 EN-JM1110 12 sau 15 300 6 max.150 EN-GJMB-350-10 EN-JM1130 12 sau 15 350 10 max.150 EN-GJMB-450-6 EN-JM1140 12 sau 15 450 6 150...200 EN-GJMB-500-5ª EN-JM1150 12 sau 15 500 5 165...215 EN-GJMB-550-4 EN-JM1160 12 sau 15 550 4 180...230 EN-GJMB-600-3ª EN-JM1170 12 sau 15 600 3 195...245 EN-GJMB-650-2 EN-JM1180 12 sau 15 650 2 210...260 EN-GJMB-700-2 EN-JM1190 12 sau 15 700 2 240...290 EN-GJMB-800-1 EN-JM1200 12 sau 15 800 1 270…320
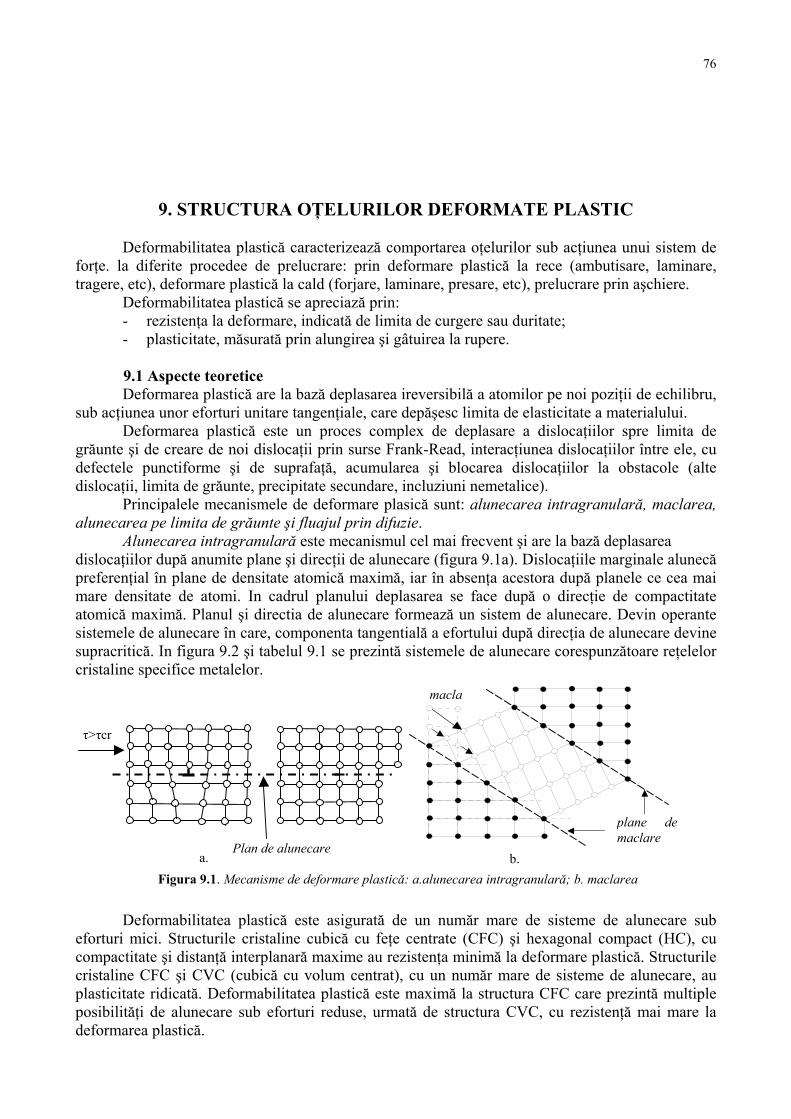
76
9. STRUCTURA OŢELURILOR DEFORMATE PLASTIC
Deformabilitatea plastică caracterizează comportarea oţelurilor sub acţiunea unui sistem de forţe. la diferite procedee de prelucrare: prin deformare plastică la rece (ambutisare, laminare, tragere, etc), deformare plastică la cald (forjare, laminare, presare, etc), prelucrare prin aşchiere.
Deformabilitatea plastică se apreciază prin: - rezistenţa la deformare, indicată de limita de curgere sau duritate; - plasticitate, măsurată prin alungirea şi gâtuirea la rupere.
9.1 Aspecte teoretice Deformarea plastică are la bază deplasarea ireversibilă a atomilor pe noi poziţii de echilibru,
sub acţiunea unor eforturi unitare tangenţiale, care depăşesc limita de elasticitate a materialului. Deformarea plastică este un proces complex de deplasare a dislocaţiilor spre limita de
grăunte şi de creare de noi dislocaţii prin surse Frank-Read, interacţiunea dislocaţiilor între ele, cu defectele punctiforme şi de suprafaţă, acumularea şi blocarea dislocaţiilor la obstacole (alte dislocaţii, limita de grăunte, precipitate secundare, incluziuni nemetalice).
Principalele mecanismele de deformare plasică sunt: alunecarea intragranulară, maclarea, alunecarea pe limita de grăunte şi fluajul prin difuzie.
Alunecarea intragranulară este mecanismul cel mai frecvent şi are la bază deplasarea dislocaţiilor după anumite plane şi direcţii de alunecare (figura 9.1a). Dislocaţiile marginale alunecă preferenţial în plane de densitate atomică maximă, iar în absenţa acestora după planele ce cea mai mare densitate de atomi. In cadrul planului deplasarea se face după o direcţie de compactitate atomică maximă. Planul şi directia de alunecare formează un sistem de alunecare. Devin operante sistemele de alunecare în care, componenta tangentială a efortului după direcţia de alunecare devine supracritică. In figura 9.2 şi tabelul 9.1 se prezintă sistemele de alunecare corespunzătoare reţelelor cristaline specifice metalelor.
Deformabilitatea plastică este asigurată de un număr mare de sisteme de alunecare sub
eforturi mici. Structurile cristaline cubică cu feţe centrate (CFC) şi hexagonal compact (HC), cu compactitate şi distanţă interplanară maxime au rezistenţa minimă la deformare plastică. Structurile cristaline CFC şi CVC (cubică cu volum centrat), cu un număr mare de sisteme de alunecare, au plasticitate ridicată. Deformabilitatea plastică este maximă la structura CFC care prezintă multiple posibilităţi de alunecare sub eforturi reduse, urmată de structura CVC, cu rezistenţă mai mare la deformarea plastică.
τ>τcr
Figura 9.1. Mecanisme de deformare plastică: a.alunecarea intragranulară; b. maclarea a.
plane demaclare plane demaclare
Plan de alunecare
macla
b.
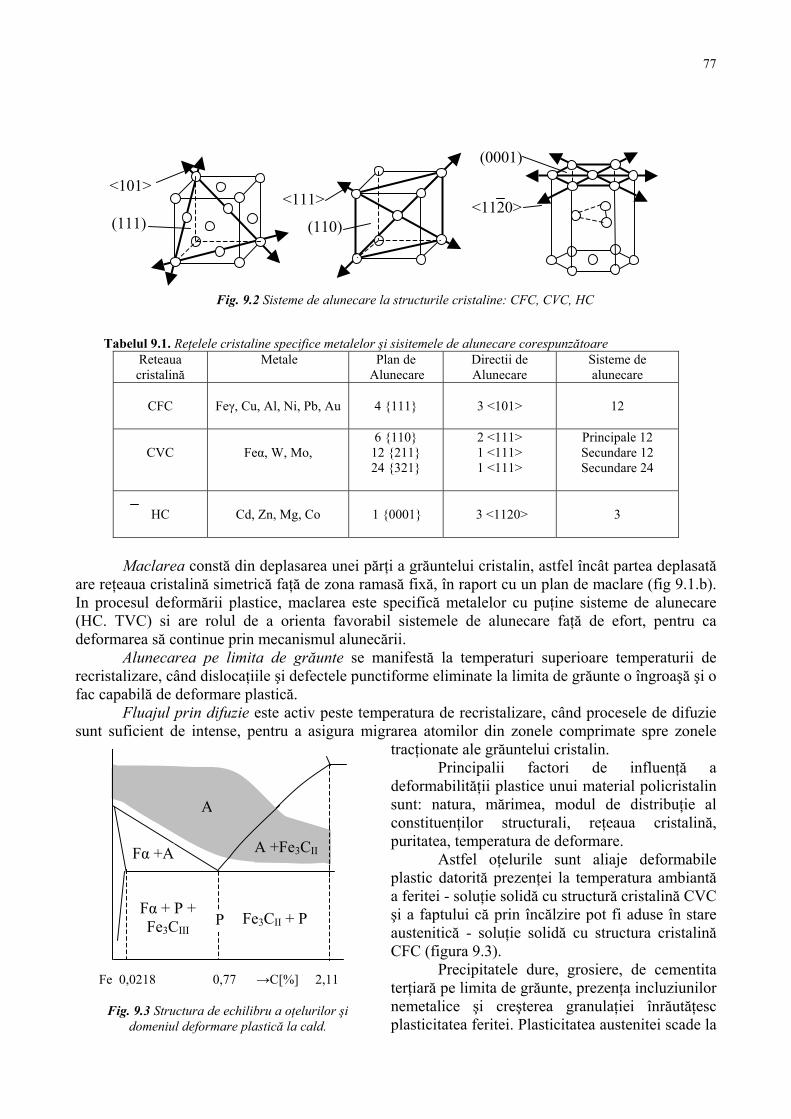
77
Tabelul 9.1. Reţelele cristaline specifice metalelor şi sisitemele de alunecare corespunzătoare
Reteaua cristalină
Metale Plan de Alunecare
Directii de Alunecare
Sisteme de alunecare
CFC
Feγ, Cu, Al, Ni, Pb, Au
4 111
3 <101>
12
CVC
Feα, W, Mo,
6 110 12 211 24 321
2 <111> 1 <111> 1 <111>
Principale 12 Secundare 12 Secundare 24
HC
Cd, Zn, Mg, Co
1 0001
3 <1120>
3
Maclarea constă din deplasarea unei părţi a grăuntelui cristalin, astfel încât partea deplasată
are reţeaua cristalină simetrică faţă de zona ramasă fixă, în raport cu un plan de maclare (fig 9.1.b). In procesul deformării plastice, maclarea este specifică metalelor cu puţine sisteme de alunecare (HC. TVC) si are rolul de a orienta favorabil sistemele de alunecare faţă de efort, pentru ca deformarea să continue prin mecanismul alunecării.
Alunecarea pe limita de grăunte se manifestă la temperaturi superioare temperaturii de recristalizare, când dislocaţiile şi defectele punctiforme eliminate la limita de grăunte o îngroaşă şi o fac capabilă de deformare plastică.
Fluajul prin difuzie este activ peste temperatura de recristalizare, când procesele de difuzie sunt suficient de intense, pentru a asigura migrarea atomilor din zonele comprimate spre zonele
tracţionate ale grăuntelui cristalin. Principalii factori de influenţă a
deformabilităţii plastice unui material policristalin sunt: natura, mărimea, modul de distribuţie al constituenţilor structurali, reţeaua cristalină, puritatea, temperatura de deformare.
Astfel oţelurile sunt aliaje deformabile plastic datorită prezenţei la temperatura ambiantă a feritei - soluţie solidă cu structură cristalină CVC şi a faptului că prin încălzire pot fi aduse în stare austenitică - soluţie solidă cu structura cristalină CFC (figura 9.3).
Precipitatele dure, grosiere, de cementita terţiară pe limita de grăunte, prezenţa incluziunilor nemetalice şi creşterea granulaţiei înrăutăţesc plasticitatea feritei. Plasticitatea austenitei scade la
A
Fα +A Fe3CII + A
Fe3CII + P Fα + P + Fe3CIII P
Fe 0,0218 0,77 →C[%] 2,11
Fig. 9.3 Structura de echilibru a oţelurilor şi domeniul deformare plastică la cald.
A
A +Fe3CII
Fig. 9.2 Sisteme de alunecare la structurile cristaline: CFC, CVC, HC
(110)
(0001)
(111) <1120><111>
<101>
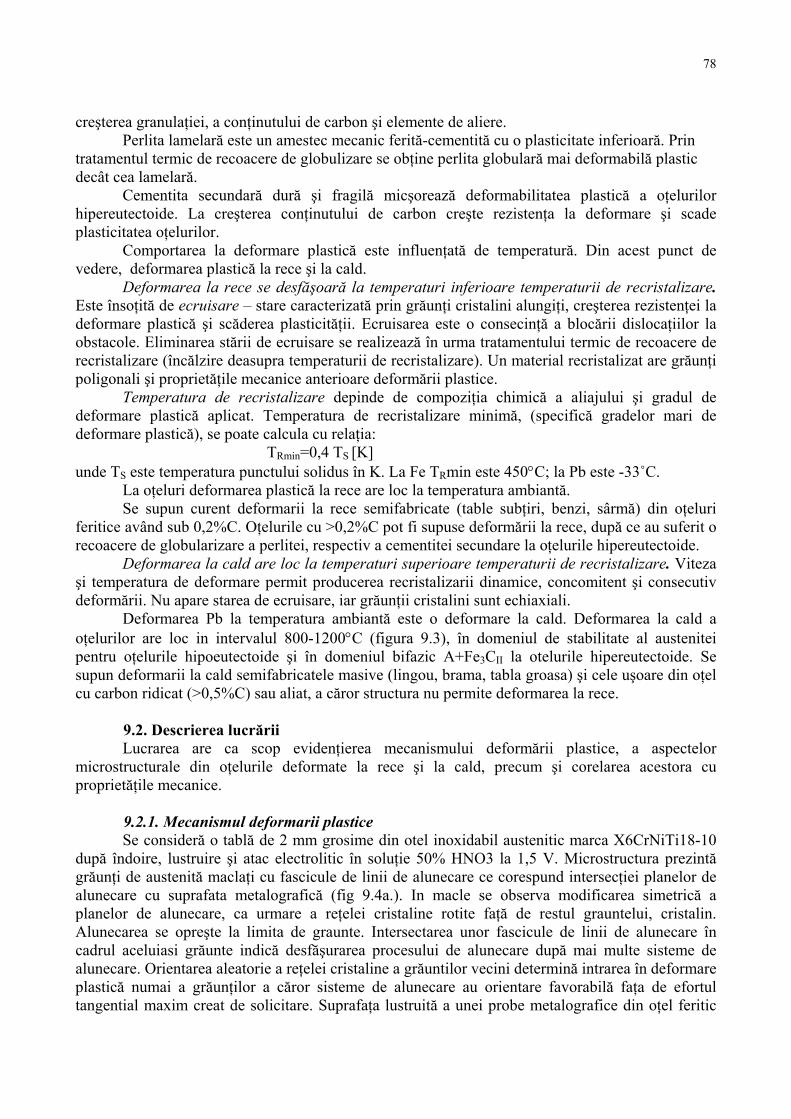
78
creşterea granulaţiei, a conţinutului de carbon şi elemente de aliere. Perlita lamelară este un amestec mecanic ferită-cementită cu o plasticitate inferioară. Prin
tratamentul termic de recoacere de globulizare se obţine perlita globulară mai deformabilă plastic decât cea lamelară.
Cementita secundară dură şi fragilă micşorează deformabilitatea plastică a oţelurilor hipereutectoide. La creşterea conţinutului de carbon creşte rezistenţa la deformare şi scade plasticitatea oţelurilor.
Comportarea la deformare plastică este influenţată de temperatură. Din acest punct de vedere, deformarea plastică la rece şi la cald.
Deformarea la rece se desfăşoară la temperaturi inferioare temperaturii de recristalizare. Este însoţită de ecruisare – stare caracterizată prin grăunţi cristalini alungiţi, creşterea rezistenţei la deformare plastică şi scăderea plasticităţii. Ecruisarea este o consecinţă a blocării dislocaţiilor la obstacole. Eliminarea stării de ecruisare se realizează în urma tratamentului termic de recoacere de recristalizare (încălzire deasupra temperaturii de recristalizare). Un material recristalizat are grăunţi poligonali şi proprietăţile mecanice anterioare deformării plastice.
Temperatura de recristalizare depinde de compoziţia chimică a aliajului şi gradul de deformare plastică aplicat. Temperatura de recristalizare minimă, (specifică gradelor mari de deformare plastică), se poate calcula cu relaţia:
TRmin=0,4 TS [K] unde TS este temperatura punctului solidus în K. La Fe TRmin este 450°C; la Pb este -33˚C.
La oţeluri deformarea plastică la rece are loc la temperatura ambiantă. Se supun curent deformarii la rece semifabricate (table subţiri, benzi, sârmă) din oţeluri
feritice având sub 0,2%C. Oţelurile cu >0,2%C pot fi supuse deformării la rece, după ce au suferit o recoacere de globularizare a perlitei, respectiv a cementitei secundare la oţelurile hipereutectoide.
Deformarea la cald are loc la temperaturi superioare temperaturii de recristalizare. Viteza şi temperatura de deformare permit producerea recristalizarii dinamice, concomitent şi consecutiv deformării. Nu apare starea de ecruisare, iar grăunţii cristalini sunt echiaxiali.
Deformarea Pb la temperatura ambiantă este o deformare la cald. Deformarea la cald a oţelurilor are loc in intervalul 800-1200°C (figura 9.3), în domeniul de stabilitate al austenitei pentru oţelurile hipoeutectoide şi în domeniul bifazic A+Fe3CII la otelurile hipereutectoide. Se supun deformarii la cald semifabricatele masive (lingou, brama, tabla groasa) şi cele uşoare din oţel cu carbon ridicat (>0,5%C) sau aliat, a căror structura nu permite deformarea la rece.
9.2. Descrierea lucrării Lucrarea are ca scop evidenţierea mecanismului deformării plastice, a aspectelor
microstructurale din oţelurile deformate la rece şi la cald, precum şi corelarea acestora cu proprietăţile mecanice.
9.2.1. Mecanismul deformarii plastice Se consideră o tablă de 2 mm grosime din otel inoxidabil austenitic marca X6CrNiTi18-10
după îndoire, lustruire şi atac electrolitic în soluţie 50% HNO3 la 1,5 V. Microstructura prezintă grăunţi de austenită maclaţi cu fascicule de linii de alunecare ce corespund intersecţiei planelor de alunecare cu suprafata metalografică (fig 9.4a.). In macle se observa modificarea simetrică a planelor de alunecare, ca urmare a reţelei cristaline rotite faţă de restul grauntelui, cristalin. Alunecarea se opreşte la limita de graunte. Intersectarea unor fascicule de linii de alunecare în cadrul aceluiasi grăunte indică desfăşurarea procesului de alunecare după mai multe sisteme de alunecare. Orientarea aleatorie a reţelei cristaline a grăuntilor vecini determină intrarea în deformare plastică numai a grăunţilor a căror sisteme de alunecare au orientare favorabilă faţa de efortul tangential maxim creat de solicitare. Suprafaţa lustruită a unei probe metalografice din oţel feritic
79
electrotehnic, după presare uşoară, prezintă linii de alunecare ondulate, specifice reţelei CVC la care alunecarea are loc după mai multe sisteme de alunecare cu aceeasi direcţie de alunecare (fig 9.4b).
9.2.2 Deformarea plastică la rece La deformarea la rece se produce alungirea grăuntilor cristalini în direcţia de întindere. Fazele fragile (cementita, incluziunile oxidice, silicatii exogeni, etc) se sfărâmă şi se dispun
în şiruri pe directia de deformare, cele plastice (sulfuri, silicaţi endogeni) se alungesc. La creşterea gradului de deformare are loc alungirea tot mai pronunţată a grăunţilor obţinându-se o structura cu aspect fibros numită “fibraj de deformare plastică la rece”. În fig 9.5 se prezintă microstructura unor table, din oţel feritic de ambutisare, marca A3, laminate la rece cu diferite grade de deformare.
Creşterea granulaţiei micşorează capacitatea de deformare plastică şi determină aspectul “în coajă de portocală al suprafeţei”. De aceea la oţelurile de ambutisare marca A3 granulaţia feritică este limitată la punctaj 6-9.
Oţelurile ferito-perlitice se deformează la rece cu grade mari de deformare, după aplicarea unei recoaceri de globulizare a perlitei. In fig 9.6a se prezintă o secţiune longitudinală printr-o sârma ∅8 mm din oţel 1C45 (OLC 45) după tragere cu reducere 60%.
In fig 9.7 se prezintă secţiunea longitudinală printr-un şurub din oţel 1C45 (OLC 45) filetat prin presare la rece, care prezintă o puternică ecruisare a fundului şi flancului filetului.
Aşa cum reiese din fig 9.8, în procesul de prelucrare prin aşchiere se produce ecruisarea superficială a piesei şi mai ales a aşchiei.
9.2.3 Recristalizarea La recristalizare are loc un proces de germinare şi creştere a unor noi grăunţi cristalini
echiacşi cu o densitate redusă de defecte de reţea, plastici şi cu rezistenţă scăzută. In figura 9.9a se prezinţă structura oţelului A3 recristalizat, alcătuită din grăunţi din ferită şi
cementită globulară fină, dispusă în şiruri. Plasticitatea este înrăutăţită de formarea cementitei grosiere la limta grăuntelui feritic (figura 9.9b) Cantitatea, mărimea şi modul de distribuţie al cementitei din oţelul feritic se stabileşte prin compararea imaginii la mărire 500x, cu scările etalon din STAS 7626-78.
Mărimea grăuntelui feritic variază cu gradul de deformare plastică conform figurii 9.10, având valoarea maximă pentru un grad de deformare critic.3-10% Această influenţă se evidenţiază la o proba cilindrică din oţel C10E (OLC 10) refulată şi apoi recristalizată.Variaţia gradului de deformare plastică pe înălţimea probei face ca granulaţia să fie maximă în zona de deformare cu gradul critic. Decarburarea la recristalizare produce creşterea granulaţiei superficiale. Creşterea granulaţiei micşorează capacitatea de deformare plastică şi determină aspectul “ în coajă de portocală” al suprafeţei. Dea ceea oţelurile de ambutisare (A3) au granulaţia limitată la punctajul 6-9.
La oţelul ferito-perlitic 1C45 (OLC45), recristalizarea la 650-700˚C conduce la o structură care conţine grăunţi poliedrici de perlită globulară şi ferită în reţea (figura 9.6b)
9.2.4 Deformarea plastică la cald Oţelurile se deformează la cald în domeniul austenitic şi suferă procese de recristalizare
conform diagramei de echilibru Fe-Fe3C. In figura 9.11 se prezintă microstructura unor table laminate groase de 20mm din oţel pentru
cazane, marca K52, microaliat cu 0,05%Ti. Figura 9.11a corespunde zonei din apropierea suprafeţei tablei, cu o structură ferito-perlitică fină, cu distribuţia neorientată a constituenţilor.
La axa tablei, unde au segregat impurităţile (O, S, P, Si) sunt prezente incluziuni plastice sau fragile, care alungite sau sfărâmate se distribuie în şiruri după direcţia de laminare. Aceste incluziuni constitue suport pentru recristalizarea feritei. Se obţine o structură ferito-perlitică în şiruri (figura 9.11b), care determină anizotropia proprietăţilor mecanice. La grade mari de deformare plastică se înrăutăţesc pe direcţie transversală plasticitatea (A, Z) şi tenacitatea (KCU,
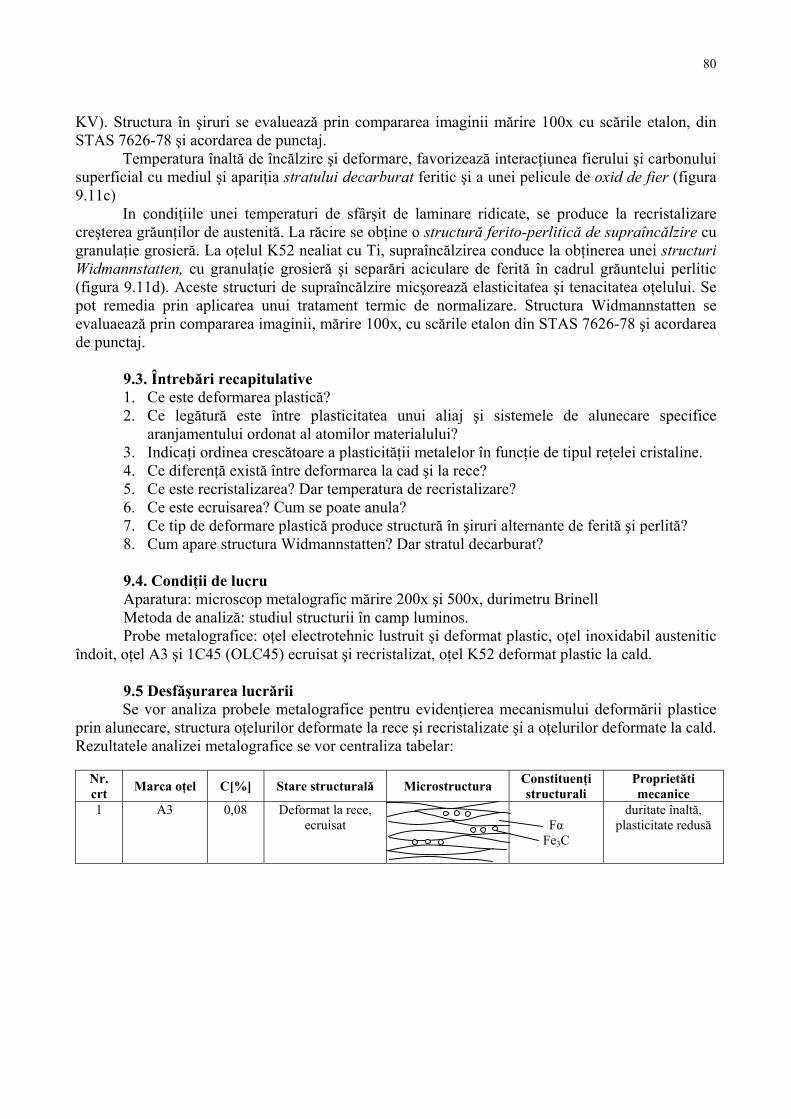
80
KV). Structura în şiruri se evaluează prin compararea imaginii mărire 100x cu scările etalon, din STAS 7626-78 şi acordarea de punctaj.
Temperatura înaltă de încălzire şi deformare, favorizează interacţiunea fierului şi carbonului superficial cu mediul şi apariţia stratului decarburat feritic şi a unei pelicule de oxid de fier (figura 9.11c)
In condiţiile unei temperaturi de sfârşit de laminare ridicate, se produce la recristalizare creşterea grăunţilor de austenită. La răcire se obţine o structură ferito-perlitică de supraîncălzire cu granulaţie grosieră. La oţelul K52 nealiat cu Ti, supraîncălzirea conduce la obţinerea unei structuri Widmannstatten, cu granulaţie grosieră şi separări aciculare de ferită în cadrul grăuntelui perlitic (figura 9.11d). Aceste structuri de supraîncălzire micşorează elasticitatea şi tenacitatea oţelului. Se pot remedia prin aplicarea unui tratament termic de normalizare. Structura Widmannstatten se evaluaează prin compararea imaginii, mărire 100x, cu scările etalon din STAS 7626-78 şi acordarea de punctaj.
9.3. Întrebări recapitulative
1. Ce este deformarea plastică? 2. Ce legătură este între plasticitatea unui aliaj şi sistemele de alunecare specifice
aranjamentului ordonat al atomilor materialului? 3. Indicaţi ordinea crescătoare a plasticităţii metalelor în funcţie de tipul reţelei cristaline. 4. Ce diferenţă există între deformarea la cad şi la rece? 5. Ce este recristalizarea? Dar temperatura de recristalizare? 6. Ce este ecruisarea? Cum se poate anula? 7. Ce tip de deformare plastică produce structură în şiruri alternante de ferită şi perlită? 8. Cum apare structura Widmannstatten? Dar stratul decarburat? 9.4. Condiţii de lucru Aparatura: microscop metalografic mărire 200x şi 500x, durimetru Brinell Metoda de analiză: studiul structurii în camp luminos. Probe metalografice: oţel electrotehnic lustruit şi deformat plastic, oţel inoxidabil austenitic
îndoit, oţel A3 şi 1C45 (OLC45) ecruisat şi recristalizat, oţel K52 deformat plastic la cald. 9.5 Desfăşurarea lucrării Se vor analiza probele metalografice pentru evidenţierea mecanismului deformării plastice
prin alunecare, structura oţelurilor deformate la rece şi recristalizate şi a oţelurilor deformate la cald. Rezultatele analizei metalografice se vor centraliza tabelar:
Nr. crt Marca oţel C[%] Stare structurală Microstructura Constituenţi
structurali Proprietăti mecanice
1 A3 0,08 Deformat la rece, ecruisat
Fα
Fe3C
duritate înaltă, plasticitate redusă
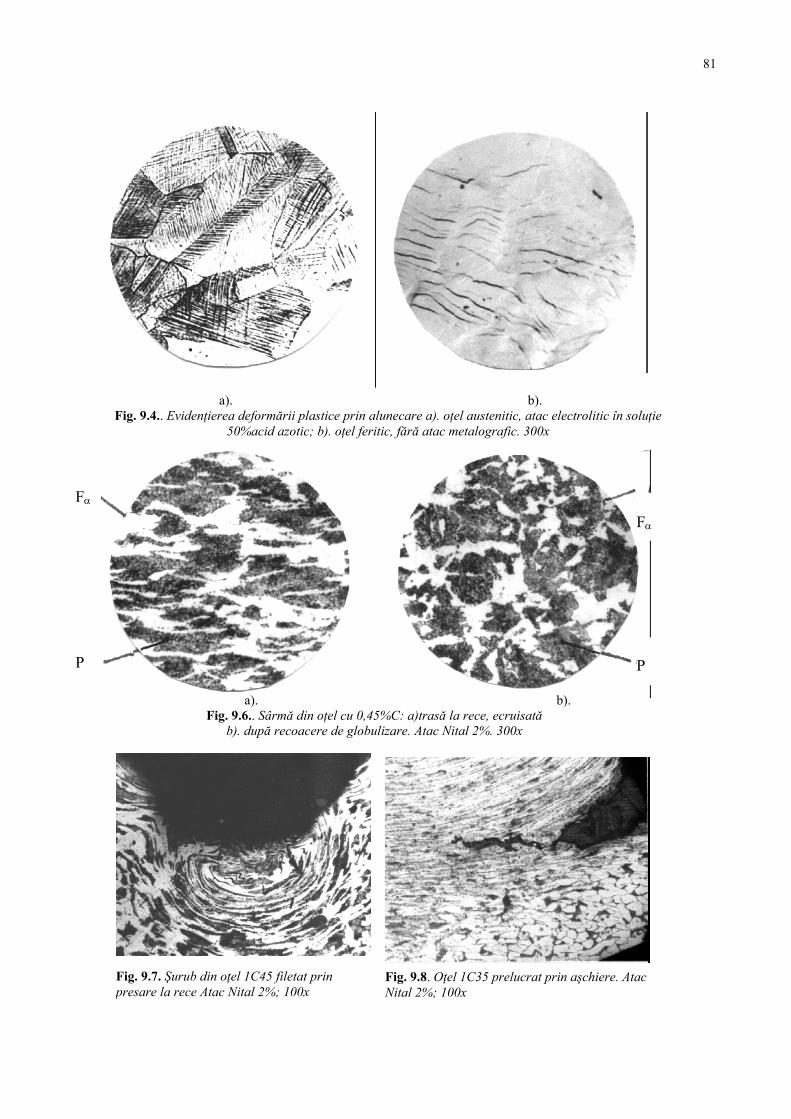
81
a). b). Fig. 9.6.. Sârmă din oţel cu 0,45%C: a)trasă la rece, ecruisată
b). după recoacere de globulizare. Atac Nital 2%. 300x
a). b). Fig. 9.4.. Evidenţierea deformării plastice prin alunecare a). oţel austenitic, atac electrolitic în soluţie
50%acid azotic; b). oţel feritic, fără atac metalografic. 300x
Fig. 9.7. Şurub din oţel 1C45 filetat prin presare la rece Atac Nital 2%; 100x
Fig. 9.8. Oţel 1C35 prelucrat prin aşchiere. Atac Nital 2%; 100x
Fα
P P
Fα

82
Figura 9.10. Influenţa gradului de deformare plastică E asupra mărimii grăuntelui de ferită la recristalizarea oţelului C10E. Atac nital2%. 100x
a b c
3-10 E=∆S/S0 [%]
a
Măr
imea
de
gră
unte
c
b
a). b). Fig. 9.9. Oţel A3 recristalizat: a). cementită globulară fină;
b). cementită grosieră la limita de grăunte Atac Nital 2%. 400x
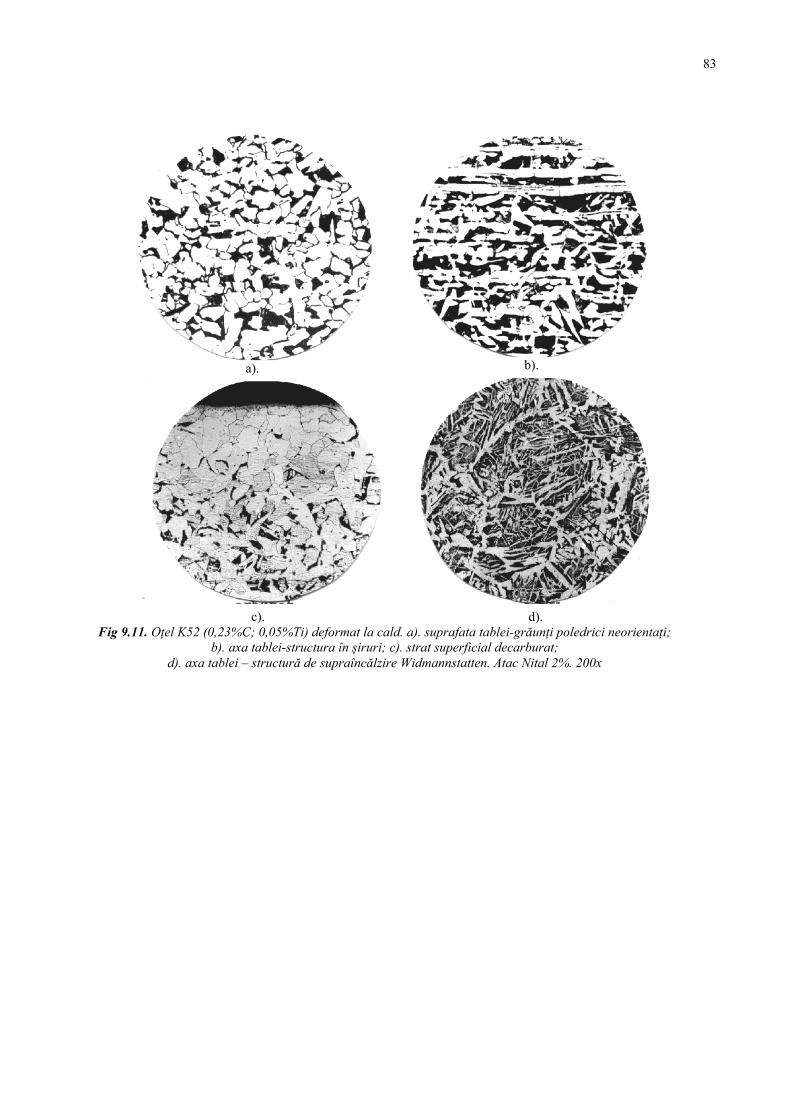
83
c). d). Fig 9.11. Oţel K52 (0,23%C; 0,05%Ti) deformat la cald. a). suprafata tablei-grăunţi poledrici neorientaţi;
b). axa tablei-structura în şiruri; c). strat superficial decarburat; d). axa tablei – structură de supraîncălzire Widmannstatten. Atac Nital 2%. 200x
a). b).
84
10. OŢELURI CARBON TRATATE TERMIC
10.1 Aspecte teoretice Tratamentele termice sunt procese tehnologice care constau în încălziri, menţineri la
anumite temperaturi şi răciri cu viteze diferite în scopul obţinerii unei structuri caracterizate de anumite proprietăţi.
Cunoaşterea proceselor ce au loc la încălzire, menţinere şi răcire, în condiţii determinate, permite alegerea judicioasă a tratamentului termic care să conducă la obţinerea proprietăţilor dorite ale aliajului considerat, prin intermediul modificării în sens corespunzător a structurii. Aceasta dă posibilitatea înlocuirii materialelor metalice scumpe sau deficitare, cu altele mai ieftine, tratate termic în mod corespunzător.
In cazul oţelurilor carbon prin aplicarea tratamentelor termice se urmăreşte îmbunătăţirea proprietăţilor mecanice, obţinerea anumitor structuri caracterizate de anumite valori ale indicilor de rezistenţă, de plasticitate, etc.
Alegerea tratamentului termic se face funcţie de tipul oţelului, de starea iniţială, şi de proprietăţile mecanice sau tehnologice cerute.
Principalele tratamente termice ce se aplică oţelurilor carbon sunt: - recoaceri fără transformări de fază; - recoaceri cu transformări de fază; - călirea; - revenirea; - tratamente termochimice; - tratamente termofizice.. 10.2. Recoaceri de tip I cu sau fără recristalizare fazică Recoacerea este tratamentul termic ce constă în încălzirea oţelului la o anumită temperatură,
menţinere îndelungată, urmată de răcire lentă în scopul obţinerii unei structuri de echilibru. Din categoria recoacerilor fără transformări de fază în stare solidă fac parte: recoacerea de
omogenizare, de recristalizare si de detensionare. Recoacerea de omogenizare se aplică îndeosebi semifabricatelor şi lingourilor din oţel, ca şi
unor piese turnate masive, cu scopul eliminării sau reducerii segregaţiei dendritice care provoacă reducerea plasticităţii, a rezistenţei la coroziune, apariţia ruperii fragile, accentuarea anizotropiei, etc. Tratamentul se bazează pe procese de difuziune şi de aceea încălzirea se face la temperaturi ridicate, 1100-12000C cu durate de menţinere mari de ordinul 8-20 ore.
Recoacerea de recristalizare se aplică oţelurilor deformate plastic la rece în scopul înlăturării stării de ecruisare. Starea ecruisată nu corespunde echilibrului mecanic prezentând grăunţi cristalini deformaţi şi tensionaţi şi o energie liberă mai mare faţă de starea de echilibru. Materialul tinde către starea de echilibru şi încălzirea favorizează această trecere.
Temperatura la care sunt sesizabile modificări structurale - apariţia grăunţilor noi poliedrici- numită prag de recristalizare, se determină cu relaţia:
Trecr. ≈0,35÷0,55 Ttop [K] Temperatura de încălzire pentru recoacerea de recristalizare depinde de compoziţia
oţelului şi de felul deformării plastice şi variază cel mai adesea între 550 si 700°C. Astfel, pentru oţeluri carbon moi (cu până la 0,2% C) încălzirea se face la 680-700°C; pentru
oţeluri carbon semidure (cu 0,3…0,5% C) la 680-730°C; pentru oţeluri carbon extradure (1,0…1,3% C) la 700°C; pentru oţeluri moi aliate cu mangan, încălzirea se face la 550-640°C, etc.
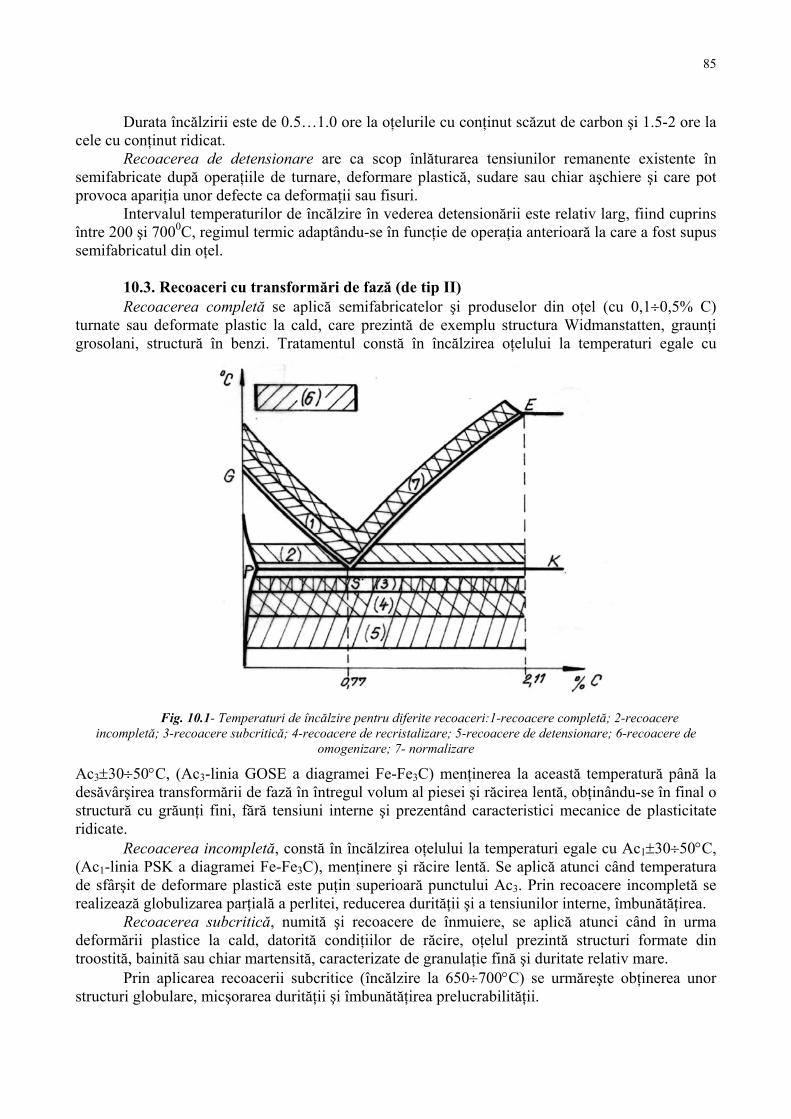
85
Durata încălzirii este de 0.5…1.0 ore la oţelurile cu conţinut scăzut de carbon şi 1.5-2 ore la cele cu conţinut ridicat.
Recoacerea de detensionare are ca scop înlăturarea tensiunilor remanente existente în semifabricate după operaţiile de turnare, deformare plastică, sudare sau chiar aşchiere şi care pot provoca apariţia unor defecte ca deformaţii sau fisuri.
Intervalul temperaturilor de încălzire în vederea detensionării este relativ larg, fiind cuprins între 200 şi 7000C, regimul termic adaptându-se în funcţie de operaţia anterioară la care a fost supus semifabricatul din oţel.
10.3. Recoaceri cu transformări de fază (de tip II) Recoacerea completă se aplică semifabricatelor şi produselor din oţel (cu 0,1÷0,5% C)
turnate sau deformate plastic la cald, care prezintă de exemplu structura Widmanstatten, graunţi grosolani, structură în benzi. Tratamentul constă în încălzirea oţelului la temperaturi egale cu
Ac3±30÷50°C, (Ac3-linia GOSE a diagramei Fe-Fe3C) menţinerea la această temperatură până la desăvârşirea transformării de fază în întregul volum al piesei şi răcirea lentă, obţinându-se în final o structură cu grăunţi fini, fără tensiuni interne şi prezentând caracteristici mecanice de plasticitate ridicate.
Recoacerea incompletă, constă în încălzirea oţelului la temperaturi egale cu Ac1±30÷50°C, (Ac1-linia PSK a diagramei Fe-Fe3C), menţinere şi răcire lentă. Se aplică atunci când temperatura de sfârşit de deformare plastică este puţin superioară punctului Ac3. Prin recoacere incompletă se realizează globulizarea parţială a perlitei, reducerea durităţii şi a tensiunilor interne, îmbunătăţirea.
Recoacerea subcritică, numită şi recoacere de înmuiere, se aplică atunci când în urma deformării plastice la cald, datorită condiţiilor de răcire, oţelul prezintă structuri formate din troostită, bainită sau chiar martensită, caracterizate de granulaţie fină şi duritate relativ mare.
Prin aplicarea recoacerii subcritice (încălzire la 650÷700°C) se urmăreşte obţinerea unor structuri globulare, micşorarea durităţii şi îmbunătăţirea prelucrabilităţii.
Fig. 10.1- Temperaturi de încălzire pentru diferite recoaceri:1-recoacere completă; 2-recoacere incompletă; 3-recoacere subcritică; 4-recoacere de recristalizare; 5-recoacere de detensionare; 6-recoacere de
omogenizare; 7- normalizare
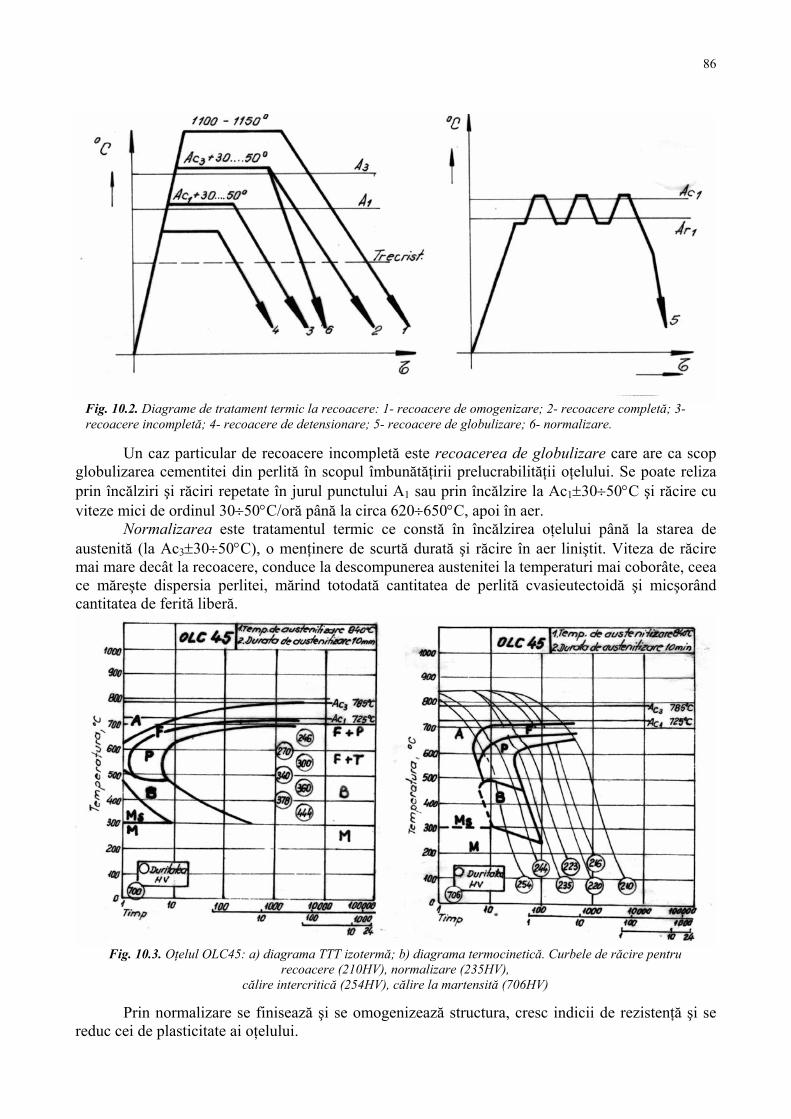
86
Un caz particular de recoacere incompletă este recoacerea de globulizare care are ca scop globulizarea cementitei din perlită în scopul îmbunătăţirii prelucrabilităţii oţelului. Se poate reliza prin încălziri şi răciri repetate în jurul punctului A1 sau prin încălzire la Ac1±30÷50°C şi răcire cu viteze mici de ordinul 30÷50°C/oră până la circa 620÷650°C, apoi în aer.
Normalizarea este tratamentul termic ce constă în încălzirea oţelului până la starea de austenită (la Ac3±30÷50°C), o menţinere de scurtă durată şi răcire în aer liniştit. Viteza de răcire mai mare decât la recoacere, conduce la descompunerea austenitei la temperaturi mai coborâte, ceea ce măreşte dispersia perlitei, mărind totodată cantitatea de perlită cvasieutectoidă şi micşorând cantitatea de ferită liberă.
Prin normalizare se finisează şi se omogenizează structura, cresc indicii de rezistenţă şi se reduc cei de plasticitate ai oţelului.
Fig. 10.2. Diagrame de tratament termic la recoacere: 1- recoacere de omogenizare; 2- recoacere completă; 3- recoacere incompletă; 4- recoacere de detensionare; 5- recoacere de globulizare; 6- normalizare.
Fig. 10.3. Oţelul OLC45: a) diagrama TTT izotermă; b) diagrama termocinetică. Curbele de răcire pentru recoacere (210HV), normalizare (235HV),
călire intercritică (254HV), călire la martensită (706HV)
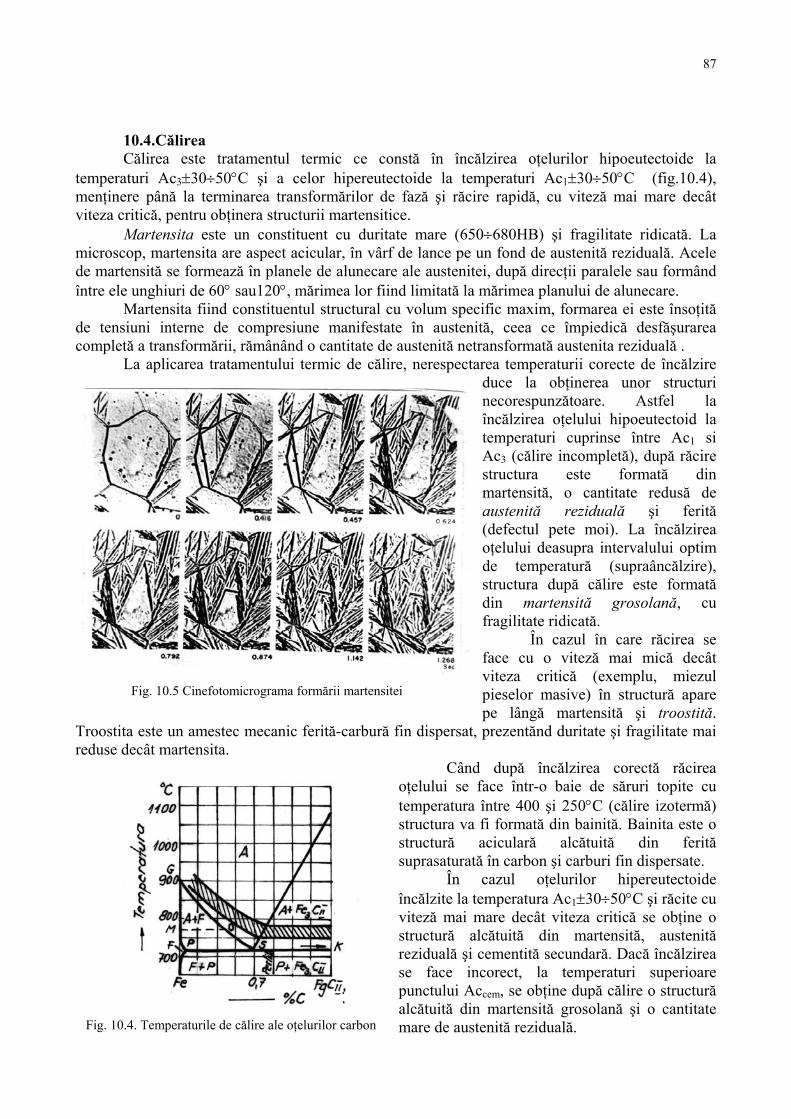
87
10.4.Călirea Călirea este tratamentul termic ce constă în încălzirea oţelurilor hipoeutectoide la
temperaturi Ac3±30÷50°C şi a celor hipereutectoide la temperaturi Ac1±30÷50°C (fig.10.4), menţinere până la terminarea transformărilor de fază şi răcire rapidă, cu viteză mai mare decât viteza critică, pentru obţinera structurii martensitice.
Martensita este un constituent cu duritate mare (650÷680HB) şi fragilitate ridicată. La microscop, martensita are aspect acicular, în vârf de lance pe un fond de austenită reziduală. Acele de martensită se formează în planele de alunecare ale austenitei, după direcţii paralele sau formând între ele unghiuri de 60° sau120°, mărimea lor fiind limitată la mărimea planului de alunecare.
Martensita fiind constituentul structural cu volum specific maxim, formarea ei este însoţită de tensiuni interne de compresiune manifestate în austenită, ceea ce împiedică desfăşurarea completă a transformării, rămânând o cantitate de austenită netransformată austenita reziduală .
La aplicarea tratamentului termic de călire, nerespectarea temperaturii corecte de încălzire duce la obţinerea unor structuri necorespunzătoare. Astfel la încălzirea oţelului hipoeutectoid la temperaturi cuprinse între Ac1 si Ac3 (călire incompletă), după răcire structura este formată din martensită, o cantitate redusă de austenită reziduală şi ferită (defectul pete moi). La încălzirea oţelului deasupra intervalului optim de temperatură (supraâncălzire), structura după călire este formată din martensită grosolană, cu fragilitate ridicată.
În cazul în care răcirea se face cu o viteză mai mică decât viteza critică (exemplu, miezul pieselor masive) în structură apare pe lângă martensită şi troostită.
Troostita este un amestec mecanic ferită-carbură fin dispersat, prezentănd duritate şi fragilitate mai reduse decât martensita.
Când după încălzirea corectă răcirea oţelului se face într-o baie de săruri topite cu temperatura între 400 şi 250°C (călire izotermă) structura va fi formată din bainită. Bainita este o structură aciculară alcătuită din ferită suprasaturată în carbon şi carburi fin dispersate.
În cazul oţelurilor hipereutectoide încălzite la temperatura Ac1±30÷50°C şi răcite cu viteză mai mare decât viteza critică se obţine o structură alcătuită din martensită, austenită reziduală şi cementită secundară. Dacă încălzirea se face incorect, la temperaturi superioare punctului Accem, se obţine după călire o structură alcătuită din martensită grosolană şi o cantitate mare de austenită reziduală.
Fig. 10.5 Cinefotomicrograma formării martensitei
Fig. 10.4. Temperaturile de călire ale oţelurilor carbon

88
10.5. Revenirea Revenirea este tratamentul termic ce constă în încălzirea oţelului călit la temperaturi
inferioare punctului critic Ac1, în scopul aducerii oţelului într-o stare mai apropiată de starea de echilibru. In funcţie de temperatura de încălzire revenirea poate fi:
- de temperatură joasă; - de temperatură medie; - de temperatură înaltă. Pentru oţelurile carbon, domeniile de temperaturi corespunzătoare diferitelor tipuri de
revenire sunt următoarele: -revenire joasă, 150÷250 (300)° C, structura obţinută este alcătuită din martensită cubică de
revenire, cu duritate ridicată, dar mai puţin fragilă şi mai stabilă dimensional decât martensita tetragonală de călire;
-revenire medie, 300÷450 (500)°C, se obţine troostită de revenire, amestec mecanic globular ferită- cementită dispers, cu bune proprietăţi de elasticitate;
-revenire înaltă, 550÷650 (700)° C, se obţine sorbita globulară, un amestec mecanic globular cu un grad de dispersie mai redus, cu un bun complex de proprietăţi mecanice.
Tratamentul termic dublu constând din călire urmată de revenire înaltă poartă numele de îmbunătăţire.
10.6. Descrierea lucrării Studiul tramentelor termice se va face analizând structura oţelului obţinută după aplicarea
tratamentului respectiv. Se va studia structura unui oţel hipoeutectoid 1C45 (OLC45) şi a unui oţel hipereutectoid C120U (OSC12), supuse diferitelor tratamente termice.
În fig.10.6 este arătată structura oţelului 1C45 în stare de livrare – laminat la cald. Structura este neuniformă, grosieră şi cu tendinţă de a forma ferită aciculară.
În fig.10.7 este arătată structura oţelului 1C45 după recoacere completă. Comparativ cu structura după laminare, se observă o micşorare a grăunţilor cristalini, şi distribuţia mai uniformă a constituenţilor structurali.
În fig.10.8 – 1C45 – recopt incomplet. Aspect caracteristic al perlitei şi feritei, datorat recristalizării parţiale la încălzire. Fig.10.9 – 1C45 – normalizat. Răcirea mai rapidă decât la recoacere, duce la finisarea granulaţiei, creşterea gradului de dispersie al perlitei, mărirea cantităţii de perlită cvasieutectoidă şi micşorarea cantităţii de ferită.
Fig. 10.10 –oţelul 200-400 (OT 400) în stare turnată şi fig.13.11 după recoacerea de omogenizare. Prin aplicarea recoacerii de omogenizare se realizează distribuţia uniformă a constituenţilor structurali, dar are loc o creştere importantă a grăunţilor cristalini, datorită temperaturii ridicate şi duratei mai mari de menţinere la tratamentul termic.
Fig.10.12 – oţel C120U recopt; structura: perlită lamelară şi formaţii de cementită secundară distribuite sub formă de reţea la limita grăunţilor de perlită.
Fig.10.13 – oţel C120U normalizat. Dispare reţeaua de cementită secundară de la limita grăunţilor; structura: perlită cu grad de dispersie mai mare şi cementită secundară.
Fig.10.14 – oţel C120U după recoacerea de globulizare; structura: perlită globulară. Fig.10.15 – oţel 1C45 călit corect (t = 840°C); structura: martensită fină. Fig.10.16 - oţel 1C45 călit incomplet (t = 750°C), structura: martensită fină şi formaţii de
ferită. Fig.10.17 - oţel 1C45 supraâncălzit la călire; structura: martensită grosolană şi austenită
reziduală. Fig.10.18 - oţel 1C45 încălzit corect pentru călire şi răcit cu viteză vcri < v <vcrs; structura:
martensită, formaţii de troostită la limita foştilor grăunţi de austenită. Fig.10.19 - oţel 1C45 călit izoterm la 350°C; structura: bainită.
89
Fig.10.20 - oţel C120U călit (t = 750°C); structura: martensită fină, cementită secundară, austenită reziduală f. Puţină.
Tratamentele termice de revenire sunt aplicate oţelurilor corespunzătoare, conform utilizării în practică.
În fig.10.21 este arătată structura unui oţel 1C45 îmbunătăţit. Structura sorbită globulară. Amestecul mecanic ferită-carbură globulară păstrează dispunerea după forma acelor de martensită în care s-a format.
Fig.10.22 – oţel C120U supraâncălzit la călire (t = 900°C), şi apoi revenit la temperatură joasă (t = 140°C). Structura prezintă formaţii grosolane de martensită revenită şi o cantitate mare de austenită reziduală.
10.7. Întrebări recapitulative 1. Ce sunt tratamentele termice? 2. Ce tratamente termice se aplică oţelurilor? Arătaţi şi utilitatea fiecărui tratament termic. 3. Ce diferenţe sunt între recoaceri şi căliri? 4. Ce este normalizarea? Dar îmbunătăţirea? 5. Ce sunt martensita, troostita şi bainita? 6. Ce rol are revenirea şi de câte tipuri este? 7. Ce sunt vitezele critice de răcire inferioară şi superioară? 8. De ce apare austenira reziduală la călire? 9. Cum se face globulizarea cementitei şi ce efecte are asupra proprietăţilor oţelului? 10. Ce tratament se aplică pentru eliminarea microsegregaţiilor în piesele turnate? Dar
pentru reducerea tensiunilor interne? 11. Cum se obţine sorbita? 12. Explicaţi condiţiile de călire care conduc la bţinerea a martensitei fine şi grosiere. 10.8. Condiţii de lucru Metoda de analiză: analiză metalografică în câmp luminos; măsurarea durităţii; Probe metalografice: din oţel 1C45; 200-400; C120U; atac nital 2%; Aparatură: microscop metalografic, mărire 250x; 500x, durimetru. 10.9. Mod de lucru Se vor reţine tratamentele termice aplicate oţelurilor carbon, definiţie, scop, structurile
rezultate şi proprietăţile lor caracteristice. Se vor examina la microscop probele metalografice ale oţelurilor prezentate mai sus, în
diferite stări structurale. Mărire 250: 1 pentru structurile de recoacere şi 500:1 pentru structurile de călire şi revenire. Rezultatele se vor nota într-un tabel centralizator de forma:
Nr.
probă Marca oţelului Starea Condiţii de
tratament termicMări-
rea Structura (schită)Constitu-
enţi structurali
ProprietăţiHRC
1. 1C45 recopt complet Ac3+ 30÷50=8400C
cuptor
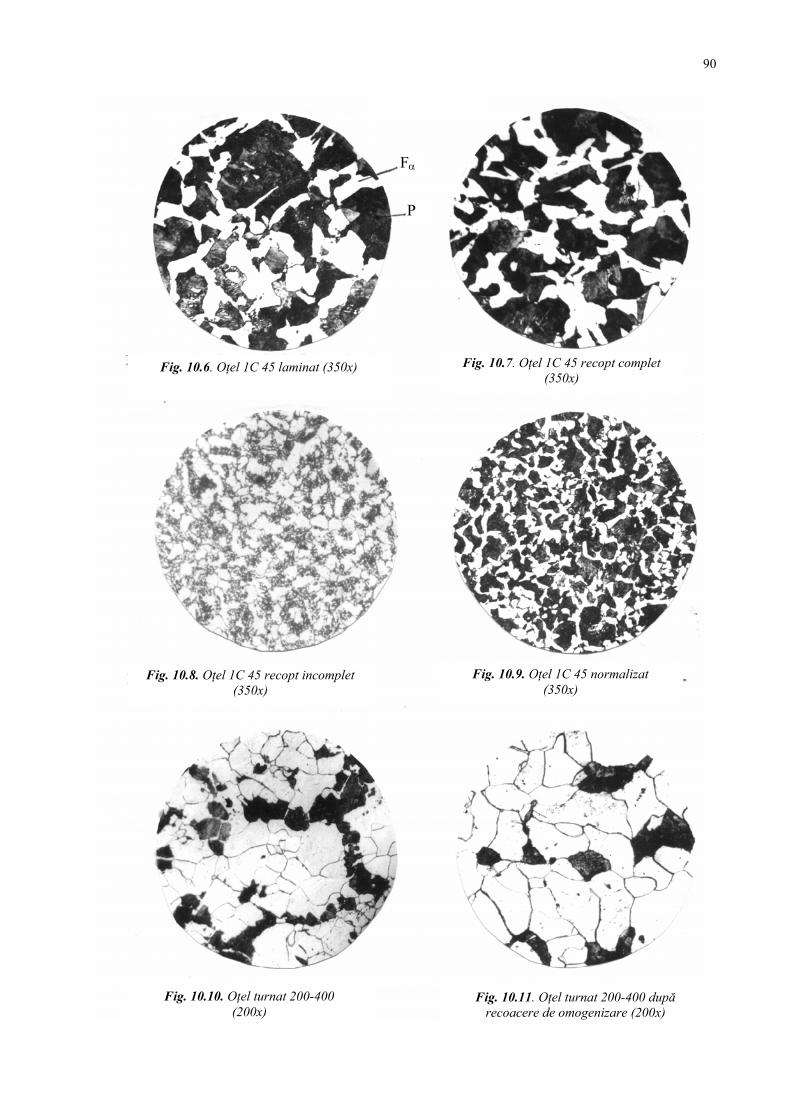
90
Fig. 10.6. Oţel 1C 45 laminat (350x) Fig. 10.7. Oţel 1C 45 recopt complet (350x)
Fig. 10.8. Oţel 1C 45 recopt incomplet (350x)
Fig. 10.9. Oţel 1C 45 normalizat (350x)
Fig. 10.10. Oţel turnat 200-400 (200x)
Fig. 10.11. Oţel turnat 200-400 după recoacere de omogenizare (200x)
Fα
P
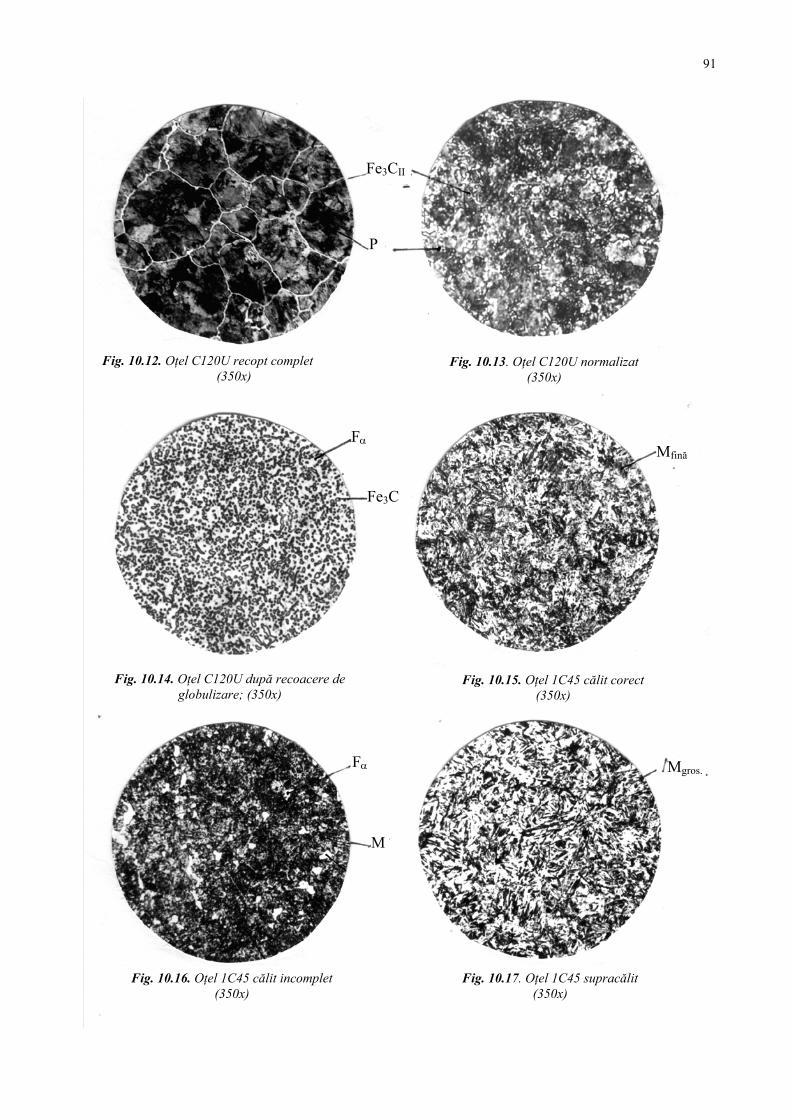
91
Fig. 10.12. Oţel C120U recopt complet (350x)
Fig. 10.13. Oţel C120U normalizat (350x)
Fig. 10.14. Oţel C120U după recoacere de globulizare; (350x)
Fig. 10.15. Oţel 1C45 călit corect (350x)
Fig. 10.16. Oţel 1C45 călit incomplet (350x)
Fig. 10.17. Oţel 1C45 supracălit (350x)
Fe3CII
P
Fα
Fe3C
Mfină
Mgros.
M
Fα
92
11. STRUCTURA OŢELURILOR TRATATE TERMOCHIMIC
11.1. Aspecte teoretice Se numesc tratamente termochimice tratamentele de suprafaţă constând în îmbogăţirea
straturilor exterioare ale piesei metalice cu atomii unuia sau mai multor elemente, în scopul modificării compoziţiei şi structurii acestora, în vederea realizării anumitor proprietăţi fizico-mecanice, miezul piesei rămânând neschimbat.
Un tratament termochimic constă, în încălzirea unei piese până la o temperatură dată într-un mediu solid, gazos sau lichid care poate degaja cu uşurinţă elementul difuzant în stare atomică, menţinerea la această temperatură, apoi răcirea.
Tratamentele termochimice se aplică cu scopul măririi durităţii superficiale, a rezistenţei la uzură şi la oboseală, precum şi a rezistenţei la coroziune şi a refractarităţii.
Dintre tratamentele termochimice cele mai frecvent aplicate în practică menţionăm: carburarea, nitrurarea, cianurarea, borurarea, metalizările prin difuziune.
11.1.1. Carburarea Carburarea (cementarea) constă în îmbogăţirea în carbon a straturilor superficiale ale
pieselor din oţel cu conţinut scăzut de carbon (0.1÷0.25% C). Se supun tratamentului termochimic atât oţelurile carbon de cementare, cât şi oţelurile aliate
de cementare, care au în compoziţia lor elemente care favorizează cementarea (Cr, Ni, Mn, Mo, etc). Cementarea pieselor din oţel se poate realiza în mediu solid, gazos sau lichid, la temperaturi de 900÷950°C, cu durate de menţinere variind în funcţie de grosimea dorită a stratului de difuziune.
În timpul cementării, atomii de carbon din mediul de încălzire difuzează în reţeaua fierului γ, atingând o cencentraţie maximă la suprafaţa piesei. Atunci când este depăşită limita de saturaţie în carbon a austenitei – determinată prin linia SE a diagramei Fe-Fe3C – sunt create condiţiile de formare la suprafaţă a unei cruste de cementită. În condiţiile reale, numai rareori se observă formarea unei cruste continue de cementită la suprafaţă. În condiţiile obişnuite, la cementarea deasupra punctului Ac3 se formează numai cementită care la răcirea ulterioară lentă se descompune în ferită şi cementită.
Variaţia conţinutului de carbon şi a structurii după răcirea lentă, conduc la formarea în stratul superficial a următoarelor trei zone (fig.11.1):
a – hipereutectoidă – alcătuită din perlită şi cementită secundară formând o reţea la limita foştilor grăunţi de austenită;
b – eutectoidă – formată din perlită lamelară; c – hipoeutectoidă – formată din ferită şi perlită, cantitatea de perlită scăzând către interior
până la conţinutul iniţial. Tratamentul termochimic de cementare nu conferă pieselor proprietăţile necesare în
funcţionare şi de aceea pentru definitivarea proprietăţilor impuse de condiţiile de lucru ale pieselor, se aplică acestora, după cementare un tratament termic constând în general în călire şi revenire la temperatură joasă, aplicat după diferite variante tehnologice funcţie de solicitările la care este supusă piesa în funcţionare.
În cazul pieselor solicitate simplu, se practică călirea directă de la temperatura de cementare, pentru obţinerea unei structuri martensitice şi deci a unei durităţi ridicate în stratul superficial.
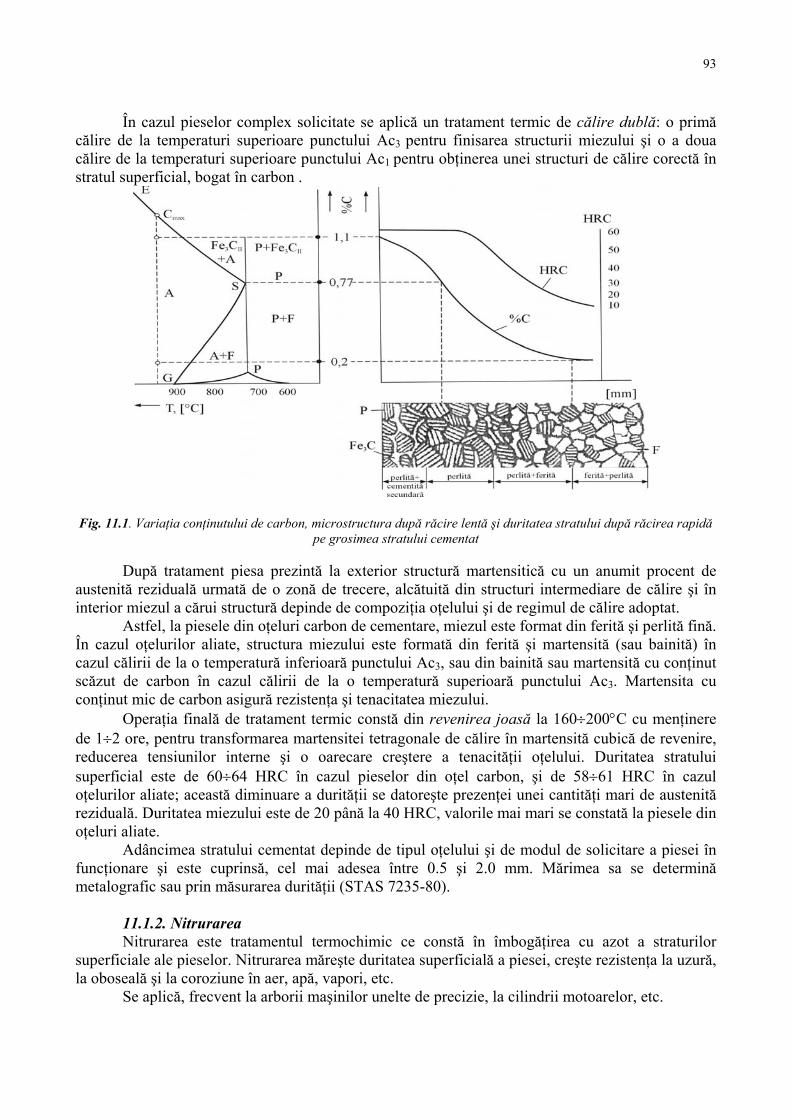
93
În cazul pieselor complex solicitate se aplică un tratament termic de călire dublă: o primă călire de la temperaturi superioare punctului Ac3 pentru finisarea structurii miezului şi o a doua călire de la temperaturi superioare punctului Ac1 pentru obţinerea unei structuri de călire corectă în stratul superficial, bogat în carbon .
Fig. 11.1. Variaţia conţinutului de carbon, microstructura după răcire lentă şi duritatea stratului după răcirea rapidă
pe grosimea stratului cementat
După tratament piesa prezintă la exterior structură martensitică cu un anumit procent de austenită reziduală urmată de o zonă de trecere, alcătuită din structuri intermediare de călire şi în interior miezul a cărui structură depinde de compoziţia oţelului şi de regimul de călire adoptat.
Astfel, la piesele din oţeluri carbon de cementare, miezul este format din ferită şi perlită fină. În cazul oţelurilor aliate, structura miezului este formată din ferită şi martensită (sau bainită) în cazul călirii de la o temperatură inferioară punctului Ac3, sau din bainită sau martensită cu conţinut scăzut de carbon în cazul călirii de la o temperatură superioară punctului Ac3. Martensita cu conţinut mic de carbon asigură rezistenţa şi tenacitatea miezului.
Operaţia finală de tratament termic constă din revenirea joasă la 160÷200°C cu menţinere de 1÷2 ore, pentru transformarea martensitei tetragonale de călire în martensită cubică de revenire, reducerea tensiunilor interne şi o oarecare creştere a tenacităţii oţelului. Duritatea stratului superficial este de 60÷64 HRC în cazul pieselor din oţel carbon, şi de 58÷61 HRC în cazul oţelurilor aliate; această diminuare a durităţii se datoreşte prezenţei unei cantităţi mari de austenită reziduală. Duritatea miezului este de 20 până la 40 HRC, valorile mai mari se constată la piesele din oţeluri aliate.
Adâncimea stratului cementat depinde de tipul oţelului şi de modul de solicitare a piesei în funcţionare şi este cuprinsă, cel mai adesea între 0.5 şi 2.0 mm. Mărimea sa se determină metalografic sau prin măsurarea durităţii (STAS 7235-80).
11.1.2. Nitrurarea Nitrurarea este tratamentul termochimic ce constă în îmbogăţirea cu azot a straturilor
superficiale ale pieselor. Nitrurarea măreşte duritatea superficială a piesei, creşte rezistenţa la uzură, la oboseală şi la coroziune în aer, apă, vapori, etc.
Se aplică, frecvent la arborii maşinilor unelte de precizie, la cilindrii motoarelor, etc.
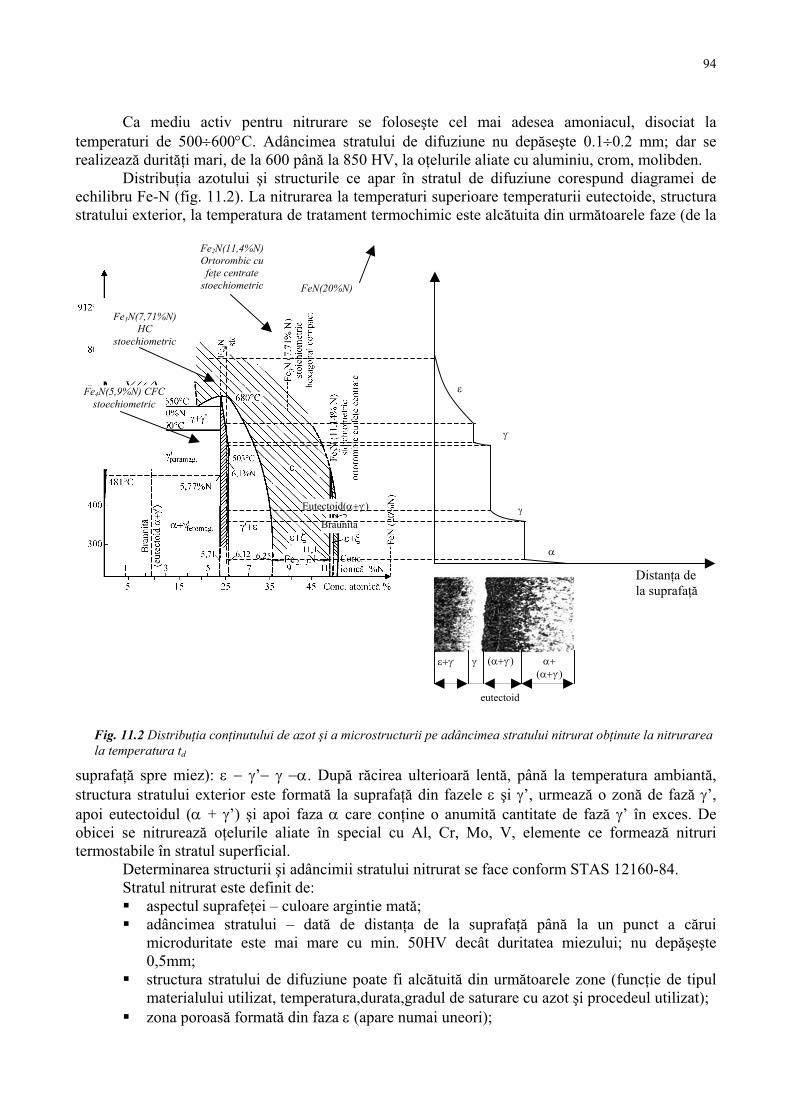
94
Ca mediu activ pentru nitrurare se foloseşte cel mai adesea amoniacul, disociat la temperaturi de 500÷600°C. Adâncimea stratului de difuziune nu depăseşte 0.1÷0.2 mm; dar se realizează durităţi mari, de la 600 până la 850 HV, la oţelurile aliate cu aluminiu, crom, molibden.
Distribuţia azotului şi structurile ce apar în stratul de difuziune corespund diagramei de echilibru Fe-N (fig. 11.2). La nitrurarea la temperaturi superioare temperaturii eutectoide, structura stratului exterior, la temperatura de tratament termochimic este alcătuita din următoarele faze (de la
suprafaţă spre miez): ε − γ’− γ −α. După răcirea ulterioară lentă, până la temperatura ambiantă, structura stratului exterior este formată la suprafaţă din fazele ε şi γ’, urmează o zonă de fază γ’, apoi eutectoidul (α + γ’) şi apoi faza α care conţine o anumită cantitate de fază γ’ în exces. De obicei se nitrurează oţelurile aliate în special cu Al, Cr, Mo, V, elemente ce formează nitruri termostabile în stratul superficial.
Determinarea structurii şi adâncimii stratului nitrurat se face conform STAS 12160-84. Stratul nitrurat este definit de: aspectul suprafeţei – culoare argintie mată; adâncimea stratului – dată de distanţa de la suprafaţă până la un punct a cărui
microduritate este mai mare cu min. 50HV decât duritatea miezului; nu depăşeşte 0,5mm;
structura stratului de difuziune poate fi alcătuită din următoarele zone (funcţie de tipul materialului utilizat, temperatura,durata,gradul de saturare cu azot şi procedeul utilizat);
zona poroasă formată din faza ε (apare numai uneori);
Fe4N(5,9%N) CFC stoechiometric
Fe3N(7,71%N)
HC stoechiometric
Fe2N(11,4%N) Ortorombic cu feţe centrate
stoechiometric
FeN(20%N)
Eutectoid(α+γ,)
Braunita
Fig. 11.2 Distribuţia conţinutului de azot şi a microstructurii pe adâncimea stratului nitrurat obţinute la nitrurareala temperatura td
γ,
α
ε
γ
Distanţa de la suprafaţă
ε+γ, α+ (α+γ,)
γ,
eutectoid
(α+γ,)
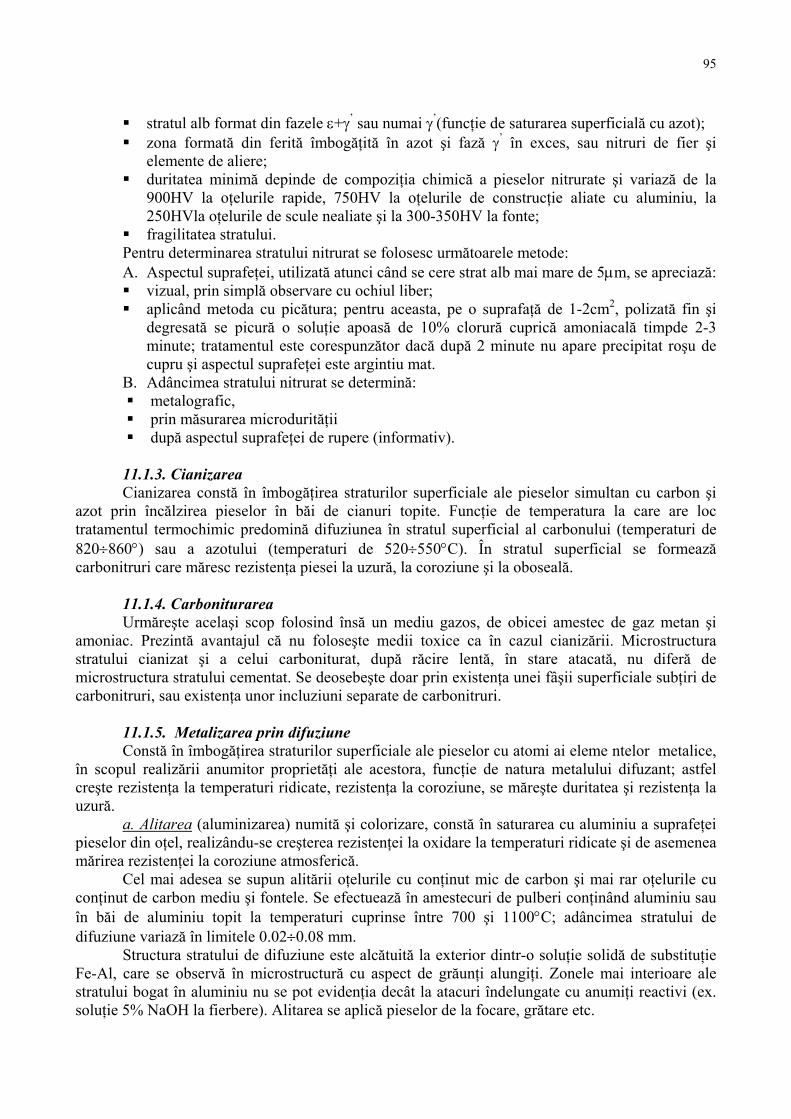
95
stratul alb format din fazele ε+γ’ sau numai γ’(funcţie de saturarea superficială cu azot); zona formată din ferită îmbogăţită în azot şi fază γ’ în exces, sau nitruri de fier şi
elemente de aliere; duritatea minimă depinde de compoziţia chimică a pieselor nitrurate şi variază de la
900HV la oţelurile rapide, 750HV la oţelurile de construcţie aliate cu aluminiu, la 250HVla oţelurile de scule nealiate şi la 300-350HV la fonte;
fragilitatea stratului. Pentru determinarea stratului nitrurat se folosesc următoarele metode: A. Aspectul suprafeţei, utilizată atunci când se cere strat alb mai mare de 5µm, se apreciază: vizual, prin simplă observare cu ochiul liber; aplicând metoda cu picătura; pentru aceasta, pe o suprafaţă de 1-2cm2, polizată fin şi
degresată se picură o soluţie apoasă de 10% clorură cuprică amoniacală timpde 2-3 minute; tratamentul este corespunzător dacă după 2 minute nu apare precipitat roşu de cupru şi aspectul suprafeţei este argintiu mat.
B. Adâncimea stratului nitrurat se determină: metalografic, prin măsurarea microdurităţii după aspectul suprafeţei de rupere (informativ).
11.1.3. Cianizarea Cianizarea constă în îmbogăţirea straturilor superficiale ale pieselor simultan cu carbon şi
azot prin încălzirea pieselor în băi de cianuri topite. Funcţie de temperatura la care are loc tratamentul termochimic predomină difuziunea în stratul superficial al carbonului (temperaturi de 820÷860°) sau a azotului (temperaturi de 520÷550°C). În stratul superficial se formează carbonitruri care măresc rezistenţa piesei la uzură, la coroziune şi la oboseală.
11.1.4. Carboniturarea Urmăreşte acelaşi scop folosind însă un mediu gazos, de obicei amestec de gaz metan şi
amoniac. Prezintă avantajul că nu foloseşte medii toxice ca în cazul cianizării. Microstructura stratului cianizat şi a celui carboniturat, după răcire lentă, în stare atacată, nu diferă de microstructura stratului cementat. Se deosebeşte doar prin existenţa unei fâşii superficiale subţiri de carbonitruri, sau existenţa unor incluziuni separate de carbonitruri.
11.1.5. Metalizarea prin difuziune Constă în îmbogăţirea straturilor superficiale ale pieselor cu atomi ai eleme ntelor metalice,
în scopul realizării anumitor proprietăţi ale acestora, funcţie de natura metalului difuzant; astfel creşte rezistenţa la temperaturi ridicate, rezistenţa la coroziune, se măreşte duritatea şi rezistenţa la uzură.
a. Alitarea (aluminizarea) numită şi colorizare, constă în saturarea cu aluminiu a suprafeţei pieselor din oţel, realizându-se creşterea rezistenţei la oxidare la temperaturi ridicate şi de asemenea mărirea rezistenţei la coroziune atmosferică.
Cel mai adesea se supun alitării oţelurile cu conţinut mic de carbon şi mai rar oţelurile cu conţinut de carbon mediu şi fontele. Se efectuează în amestecuri de pulberi conţinând aluminiu sau în băi de aluminiu topit la temperaturi cuprinse între 700 şi 1100°C; adâncimea stratului de difuziune variază în limitele 0.02÷0.08 mm.
Structura stratului de difuziune este alcătuită la exterior dintr-o soluţie solidă de substituţie Fe-Al, care se observă în microstructură cu aspect de grăunţi alungiţi. Zonele mai interioare ale stratului bogat în aluminiu nu se pot evidenţia decât la atacuri îndelungate cu anumiţi reactivi (ex. soluţie 5% NaOH la fierbere). Alitarea se aplică pieselor de la focare, grătare etc.

96
b. Cromizarea constă în saturarea cu crom a suprafeţei pieselor din oţel, asigurând acestora rezistenţă ridicată la oxidare la temperaturi până la 300°C şi de asemenea rezistenţă la coroziune în contact cu: apă, apă de mare, acid azotic.
În cazul oţelurilor cu conţinut de carbon mai ridicat (>0.3÷0.4%) prin cromizare creşte duritatea şi rezistenţa la uzură. Cel mai adesea cromizarea se realizează într-un amestec de pulberi conţinând crom (ex. ferocrom), la temperaturi de 1000÷1050°C şi durate de menţinere de 6÷12 ore.
Structura stratului de difuziune depinde de conţinutul de carbon al oţelului ce se cromizează. În cazul cromizării fierului tehnic sau a oţelurilor cu conţinut mic de carbon structura stratului de difuziune este formată din soluţie solidă α de crom în fier.
Atunci când oţelul are un conţinut mediu de carbon (≥0.4%C) structura stratului cromizat este alcătuită dintr-o zonă, albă, neatacată, formată din carburi de crom de tipul (Cr,Fe)7C3 şi (Cr,Fe)23C6, urmată de o zonă de tranziţie cu conţinut ridicat de carbon (~0.8%). Astfel de zone de carburi se formează ca urmare a difuziunii carbonului din straturile interioare, către suprafaţă la întâlnirea cu cromul. Viteza de difuziune a carbonului fiind superioară celei a cromului, zona de carburi nu absoarbe tot carbonul disponibil, o parte din acesta rămâne, formând o zonă intermediară cu conţinut ridicat de carbon.
Adâncimea stratului de difuziune este de 0.15÷0.20 mm. Duritatea stratului superficial variază de la 250 la 300 HV în cazul cromizării fierului şi de la 1200 la 1300 HV la cromizarea oţelului.
Cromizarea se aplică la piesele instalaţiilor de forţă, supape, valve, tubulaturi şi de asemenea la piesele supuse la uzură în medii agresive.
c. Borizarea (borurarea) constă în saturarea cu bor a straturilor superficiale ale pieselor din oţel, în scopul măririi durităţii superficiale (ce poate atinge 1800÷2000HV), a rezistenţei la uzură (îndeosebi prin abraziune), la temperaturi ridicate şi la coroziune în unele medii.
Borizarea se aplică mai ales oţelurilor cu conţinut mediu de carbon, deşi se poate aplica şi altor oţeluri. Temperatura de tratament termic este de 930÷950°C, cu durate de menţinere de până la 6 ore, realizându-se o grosime a stratului de difuziune de 0.1÷0.2mm.
Borizarea se realizează de obicei în băi de săruri topite cu sau fără electroliză. Se mai practică borizarea în gaze sau în amestecuri de pulberi sau în paste.
Structura stratului de difuziune în cazul borizării fierului prezintă ace de boruri orientate perpendicular pe suprafaţa probei şi care pătrund în grăunţii de ferită (soluţie solidă de bor în ferită). La formarea stratului de difuziune, pe suprafaţa metalului după atingerea saturaţiei limită cu bor a soluţiei solide (α sau γ) apar ace de borură Fe2B, care contin 8,84%B.
Aceste ace cresc contopindu-se treptat într-un strat continuu de boruri Fe2B. După aceea pe suprafaţa acestui strat de boruri apar ace izolate, nelegate între ele, iar ulterior se poate forma un al doilea strat de borură FeB, care conţine 16,25%B.
La atacul cu acid azotic acest strat apare slab şi de aceea pentru evidenţierea lui se utilizează atacul cu picrat de sodiu.
În cazul borizării oţelului, prezenţa carbonului reduce adâncimea stratului borizat. La creşterea conţinutului de carbon în oţel, se micşorează mărimea zonei de borură FeB. Prin borizare, carbonul este substituit în stratul borizat, sub care se formează o zonă îmbogăţită în carbon, a cărei adâncime este adesea de câteva ori mai mare decât adâncimea zonei de boruri.
Borizarea se aplică pieselor utilizate în industria petrolieră, matriţelor pentru deformare la cald, etc.
d. Titanizarea. Constă în sarturarea superficială cu titan a pieselor din oţel în scopul măririi rezistenţei la uzură şi coroziune. Titanizarea se poate efectua în medii solide, lichide, gazoase sau în vid la temperaturi 800÷1200°C, timp de câteva minute la viteze rapide de încălzire 100÷1000°C/s până la 3÷10 ore la încălzire de 1÷10°C/s.
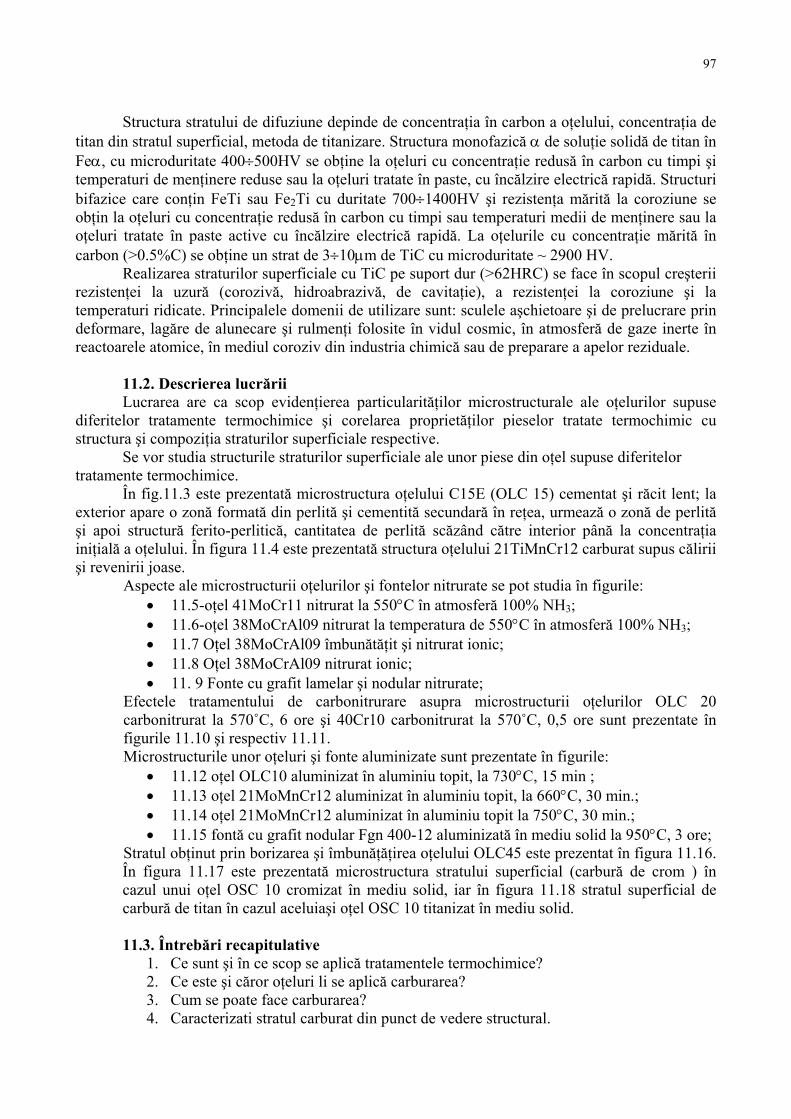
97
Structura stratului de difuziune depinde de concentraţia în carbon a oţelului, concentraţia de titan din stratul superficial, metoda de titanizare. Structura monofazică α de soluţie solidă de titan în Feα, cu microduritate 400÷500HV se obţine la oţeluri cu concentraţie redusă în carbon cu timpi şi temperaturi de menţinere reduse sau la oţeluri tratate în paste, cu încălzire electrică rapidă. Structuri bifazice care conţin FeTi sau Fe2Ti cu duritate 700÷1400HV şi rezistenţa mărită la coroziune se obţin la oţeluri cu concentraţie redusă în carbon cu timpi sau temperaturi medii de menţinere sau la oţeluri tratate în paste active cu încălzire electrică rapidă. La oţelurile cu concentraţie mărită în carbon (>0.5%C) se obţine un strat de 3÷10µm de TiC cu microduritate ~ 2900 HV.
Realizarea straturilor superficiale cu TiC pe suport dur (>62HRC) se face în scopul creşterii rezistenţei la uzură (corozivă, hidroabrazivă, de cavitaţie), a rezistenţei la coroziune şi la temperaturi ridicate. Principalele domenii de utilizare sunt: sculele aşchietoare şi de prelucrare prin deformare, lagăre de alunecare şi rulmenţi folosite în vidul cosmic, în atmosferă de gaze inerte în reactoarele atomice, în mediul coroziv din industria chimică sau de preparare a apelor reziduale.
11.2. Descrierea lucrării Lucrarea are ca scop evidenţierea particularităţilor microstructurale ale oţelurilor supuse
diferitelor tratamente termochimice şi corelarea proprietăţilor pieselor tratate termochimic cu structura şi compoziţia straturilor superficiale respective.
Se vor studia structurile straturilor superficiale ale unor piese din oţel supuse diferitelor tratamente termochimice.
În fig.11.3 este prezentată microstructura oţelului C15E (OLC 15) cementat şi răcit lent; la exterior apare o zonă formată din perlită şi cementită secundară în reţea, urmează o zonă de perlită şi apoi structură ferito-perlitică, cantitatea de perlită scăzând către interior până la concentraţia iniţială a oţelului. În figura 11.4 este prezentată structura oţelului 21TiMnCr12 carburat supus călirii şi revenirii joase.
Aspecte ale microstructurii oţelurilor şi fontelor nitrurate se pot studia în figurile: • 11.5-oţel 41MoCr11 nitrurat la 550°C în atmosferă 100% NH3; • 11.6-oţel 38MoCrAl09 nitrurat la temperatura de 550°C în atmosferă 100% NH3; • 11.7 Oţel 38MoCrAl09 îmbunătăţit şi nitrurat ionic; • 11.8 Oţel 38MoCrAl09 nitrurat ionic; • 11. 9 Fonte cu grafit lamelar şi nodular nitrurate;
Efectele tratamentului de carbonitrurare asupra microstructurii oţelurilor OLC 20 carbonitrurat la 570˚C, 6 ore şi 40Cr10 carbonitrurat la 570˚C, 0,5 ore sunt prezentate în figurile 11.10 şi respectiv 11.11. Microstructurile unor oţeluri şi fonte aluminizate sunt prezentate în figurile:
• 11.12 oţel OLC10 aluminizat în aluminiu topit, la 730°C, 15 min ; • 11.13 oţel 21MoMnCr12 aluminizat în aluminiu topit, la 660°C, 30 min.; • 11.14 oţel 21MoMnCr12 aluminizat în aluminiu topit la 750°C, 30 min.; • 11.15 fontă cu grafit nodular Fgn 400-12 aluminizată în mediu solid la 950°C, 3 ore;
Stratul obţinut prin borizarea şi îmbunăţăţirea oţelului OLC45 este prezentat în figura 11.16. În figura 11.17 este prezentată microstructura stratului superficial (carbură de crom ) în cazul unui oţel OSC 10 cromizat în mediu solid, iar în figura 11.18 stratul superficial de carbură de titan în cazul aceluiaşi oţel OSC 10 titanizat în mediu solid.
11.3. Întrebări recapitulative
1. Ce sunt şi în ce scop se aplică tratamentele termochimice? 2. Ce este şi căror oţeluri li se aplică carburarea? 3. Cum se poate face carburarea? 4. Caracterizati stratul carburat din punct de vedere structural.
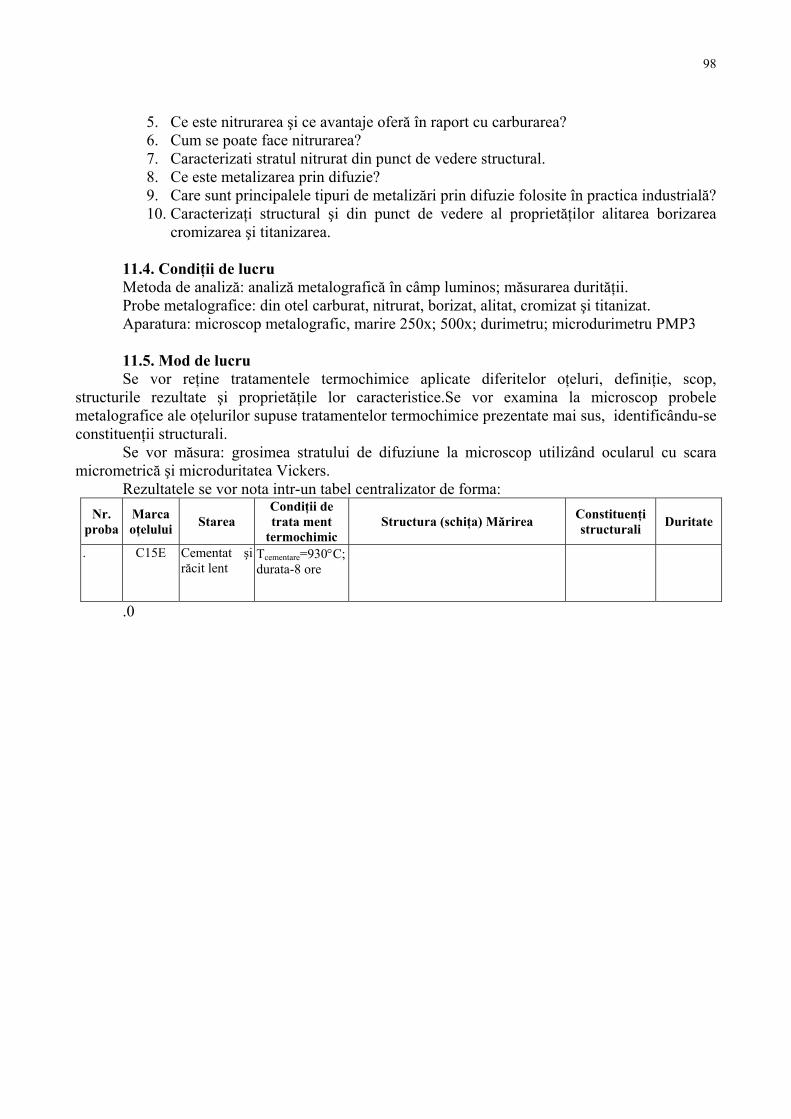
98
5. Ce este nitrurarea şi ce avantaje oferă în raport cu carburarea? 6. Cum se poate face nitrurarea? 7. Caracterizati stratul nitrurat din punct de vedere structural. 8. Ce este metalizarea prin difuzie? 9. Care sunt principalele tipuri de metalizări prin difuzie folosite în practica industrială? 10. Caracterizaţi structural şi din punct de vedere al proprietăţilor alitarea borizarea
cromizarea şi titanizarea. 11.4. Condiţii de lucru Metoda de analiză: analiză metalografică în câmp luminos; măsurarea durităţii. Probe metalografice: din otel carburat, nitrurat, borizat, alitat, cromizat şi titanizat. Aparatura: microscop metalografic, marire 250x; 500x; durimetru; microdurimetru PMP3
11.5. Mod de lucru Se vor reţine tratamentele termochimice aplicate diferitelor oţeluri, definiţie, scop,
structurile rezultate şi proprietăţile lor caracteristice.Se vor examina la microscop probele metalografice ale oţelurilor supuse tratamentelor termochimice prezentate mai sus, identificându-se constituenţii structurali.
Se vor măsura: grosimea stratului de difuziune la microscop utilizând ocularul cu scara micrometrică şi microduritatea Vickers.
Rezultatele se vor nota intr-un tabel centralizator de forma: Nr.
proba Marca oţelului Starea
Condiţii de trata ment
termochimic Structura (schiţa) Mărirea Constituenţi
structurali Duritate
. C15E Cementat şi răcit lent
Tcementare=930°C; durata-8 ore
.0

99
Fig. 11.3 Oţel C15E carburat în mediu solid.
Atac nital 2%, 100x
Fig. 11.4 Oţel 21TiMnCr12carburat
supus călirii şi revenirii joase Atac nital 2%, 200x
menţinere 24 ore; menţinere 36 ore.
Fig. 11.5 Oţel 41MoCr11 nitrurat la 550°C în atmosferă 100%NH3, α=25−30% Atac nital 2%, 200x
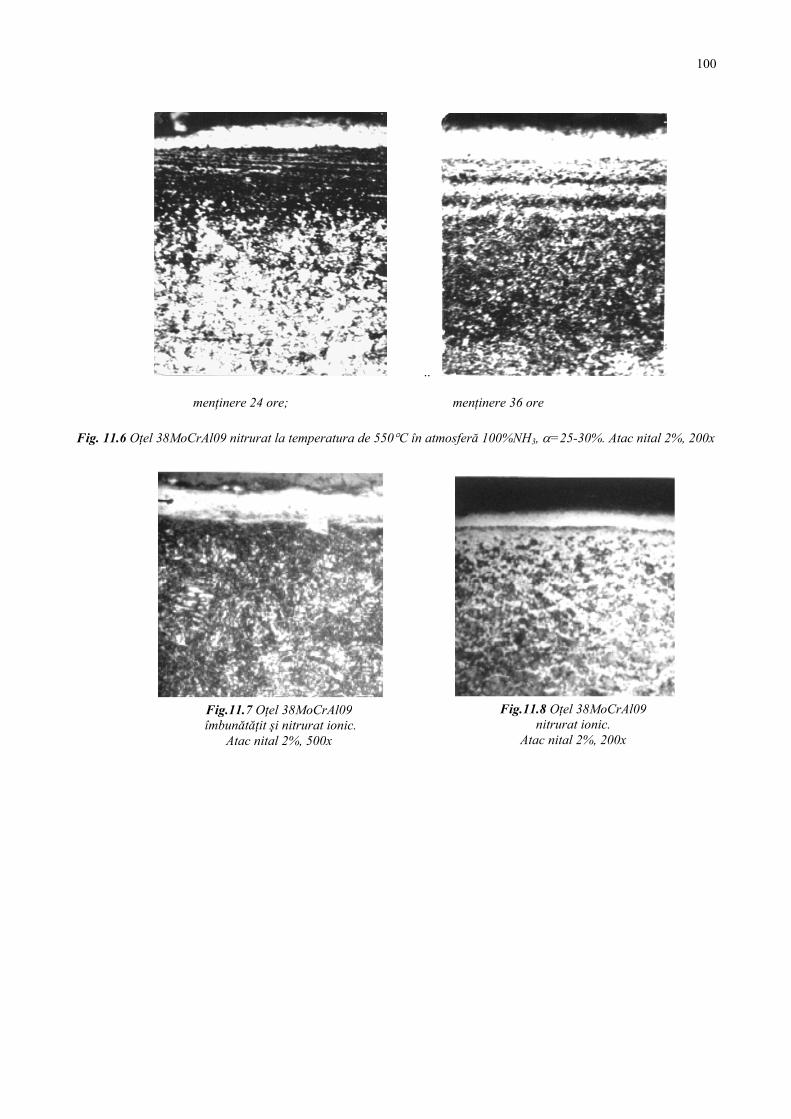
100
..
menţinere 24 ore; menţinere 36 ore
Fig. 11.6 Oţel 38MoCrAl09 nitrurat la temperatura de 550°C în atmosferă 100%NH3, α=25-30%. Atac nital 2%, 200x
Fig.11.7 Oţel 38MoCrAl09 îmbunătăţit şi nitrurat ionic.
Atac nital 2%, 500x
Fig.11.8 Oţel 38MoCrAl09 nitrurat ionic.
Atac nital 2%, 200x
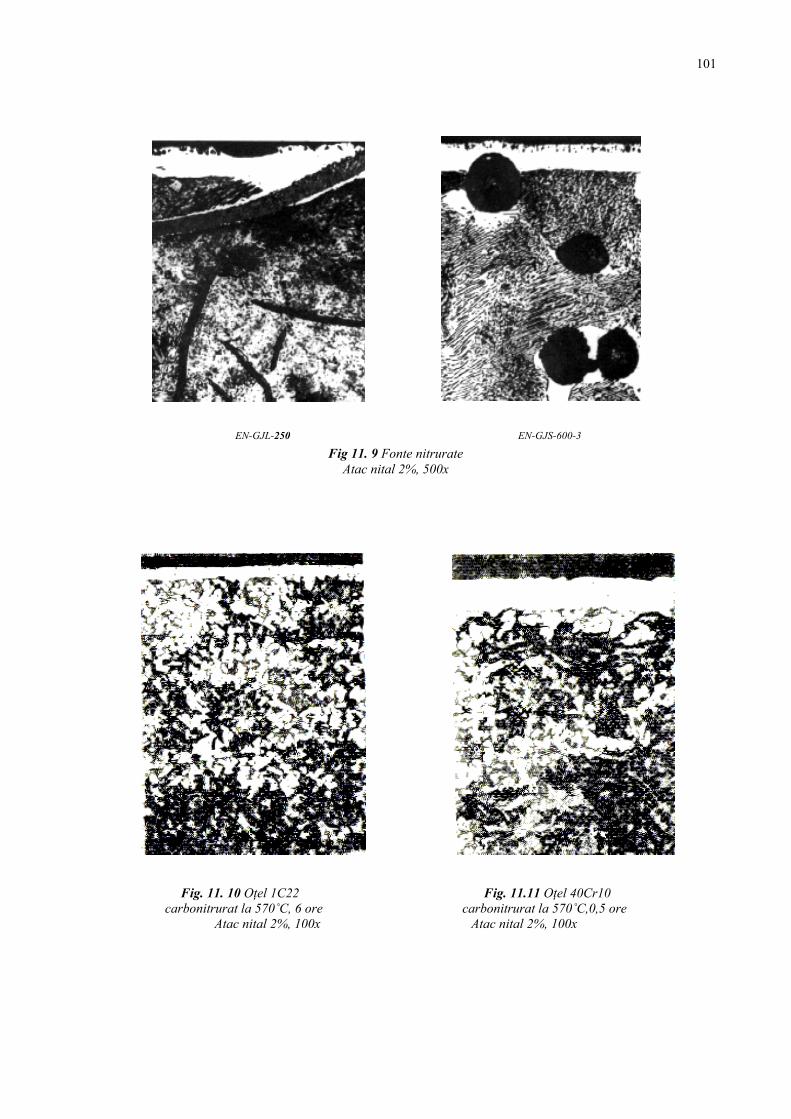
101
Fig. 11. 10 Oţel 1C22 Fig. 11.11 Oţel 40Cr10
carbonitrurat la 570˚C, 6 ore carbonitrurat la 570˚C,0,5 ore Atac nital 2%, 100x Atac nital 2%, 100x
EN-GJL-250 EN-GJS-600-3 Fig 11. 9 Fonte nitrurate
Atac nital 2%, 500x
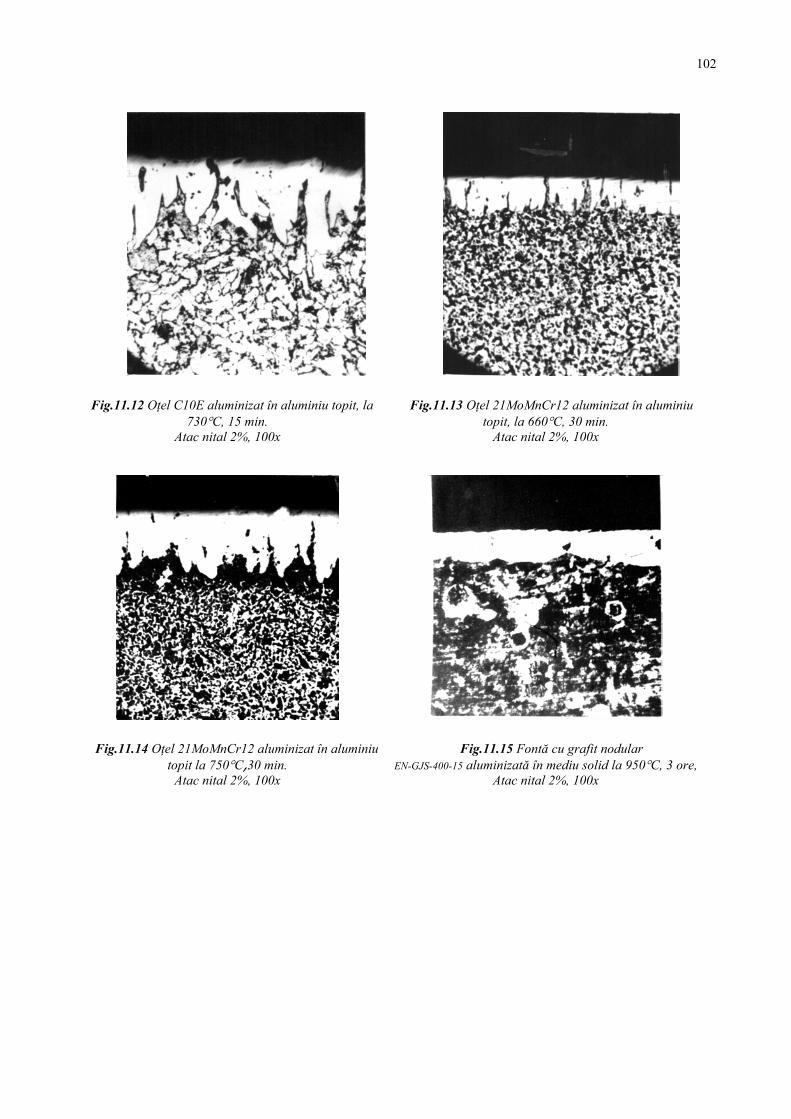
102
Fig.11.12 Oţel C10E aluminizat în aluminiu topit, la 730°C, 15 min.
Fig.11.13 Oţel 21MoMnCr12 aluminizat în aluminiu topit, la 660°C, 30 min.
Atac nital 2%, 100x
Atac nital 2%, 100x
Fig.11.14 Oţel 21MoMnCr12 aluminizat în aluminiu topit la 750°C,30 min.
Atac nital 2%, 100x
Fig.11.15 Fontă cu grafit nodular EN-GJS-400-15 aluminizată în mediu solid la 950°C, 3 ore,
Atac nital 2%, 100x
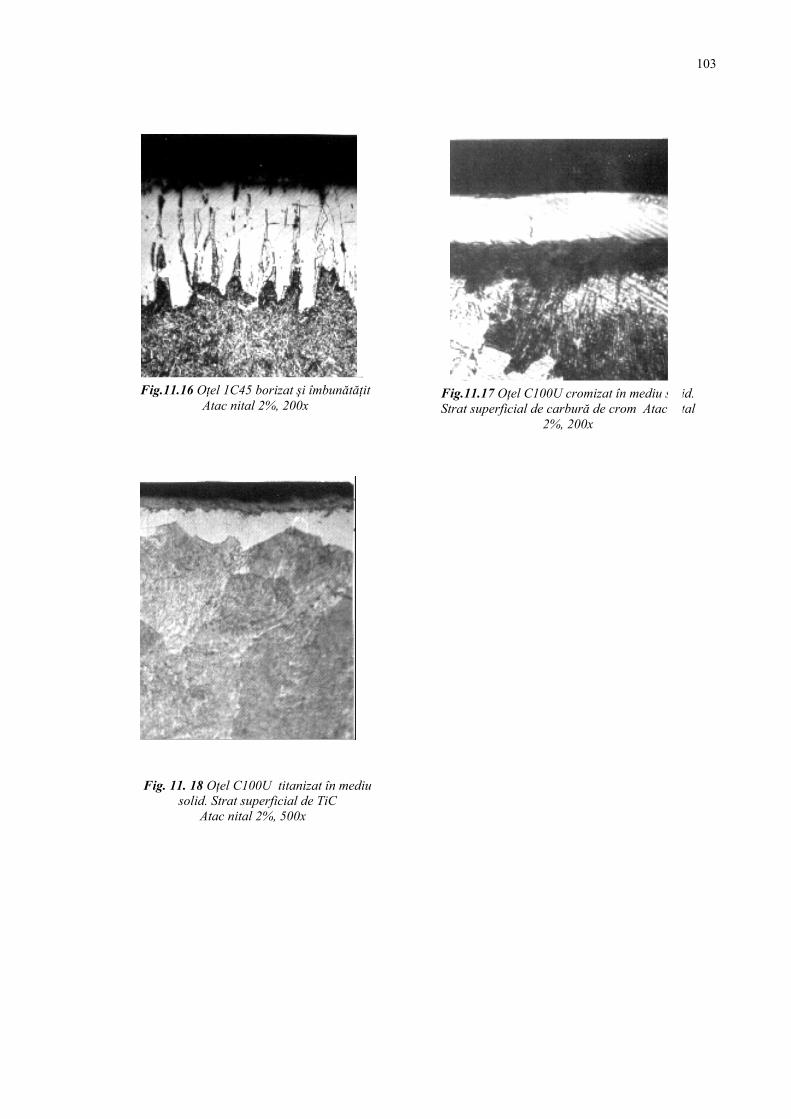
103
Fig. 11. 18 Oţel C100U titanizat în mediu solid. Strat superficial de TiC
Atac nital 2%, 500x
Fig.11.16 Oţel 1C45 borizat şi îmbunătăţit Atac nital 2%, 200x
Fig.11.17 Oţel C100U cromizat în mediu solid. Strat superficial de carbură de crom Atac nital
2%, 200x
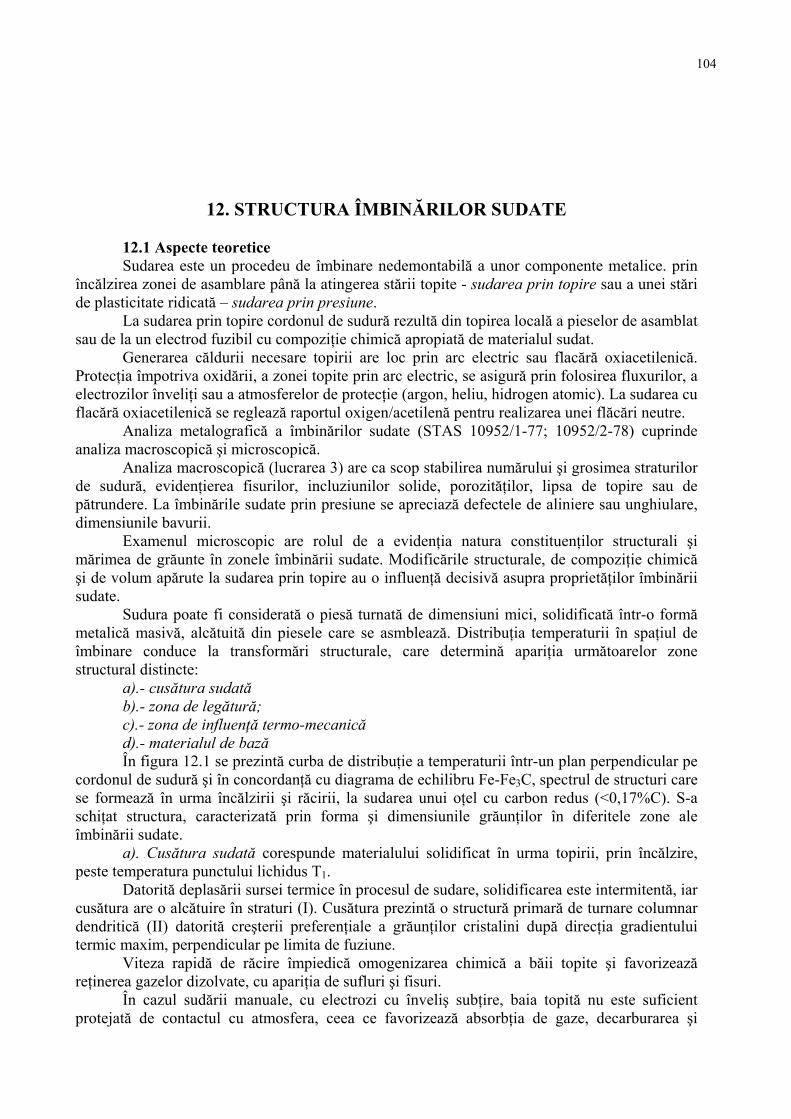
104
12. STRUCTURA ÎMBINĂRILOR SUDATE
12.1 Aspecte teoretice Sudarea este un procedeu de îmbinare nedemontabilă a unor componente metalice. prin
încălzirea zonei de asamblare până la atingerea stării topite - sudarea prin topire sau a unei stări de plasticitate ridicată – sudarea prin presiune.
La sudarea prin topire cordonul de sudură rezultă din topirea locală a pieselor de asamblat sau de la un electrod fuzibil cu compoziţie chimică apropiată de materialul sudat.
Generarea căldurii necesare topirii are loc prin arc electric sau flacără oxiacetilenică. Protecţia împotriva oxidării, a zonei topite prin arc electric, se asigură prin folosirea fluxurilor, a electrozilor înveliţi sau a atmosferelor de protecţie (argon, heliu, hidrogen atomic). La sudarea cu flacără oxiacetilenică se reglează raportul oxigen/acetilenă pentru realizarea unei flăcări neutre.
Analiza metalografică a îmbinărilor sudate (STAS 10952/1-77; 10952/2-78) cuprinde analiza macroscopică şi microscopică.
Analiza macroscopică (lucrarea 3) are ca scop stabilirea numărului şi grosimea straturilor de sudură, evidenţierea fisurilor, incluziunilor solide, porozităţilor, lipsa de topire sau de pătrundere. La îmbinările sudate prin presiune se apreciază defectele de aliniere sau unghiulare, dimensiunile bavurii.
Examenul microscopic are rolul de a evidenţia natura constituenţilor structurali şi mărimea de grăunte în zonele îmbinării sudate. Modificările structurale, de compoziţie chimică şi de volum apărute la sudarea prin topire au o influenţă decisivă asupra proprietăţilor îmbinării sudate.
Sudura poate fi considerată o piesă turnată de dimensiuni mici, solidificată într-o formă metalică masivă, alcătuită din piesele care se asmblează. Distribuţia temperaturii în spaţiul de îmbinare conduce la transformări structurale, care determină apariţia următoarelor zone structural distincte:
a).- cusătura sudată b).- zona de legătură; c).- zona de influenţă termo-mecanică d).- materialul de bază În figura 12.1 se prezintă curba de distribuţie a temperaturii într-un plan perpendicular pe
cordonul de sudură şi în concordanţă cu diagrama de echilibru Fe-Fe3C, spectrul de structuri care se formează în urma încălzirii şi răcirii, la sudarea unui oţel cu carbon redus (<0,17%C). S-a schiţat structura, caracterizată prin forma şi dimensiunile grăunţilor în diferitele zone ale îmbinării sudate.
a). Cusătura sudată corespunde materialului solidificat în urma topirii, prin încălzire, peste temperatura punctului lichidus T1.
Datorită deplasării sursei termice în procesul de sudare, solidificarea este intermitentă, iar cusătura are o alcătuire în straturi (I). Cusătura prezintă o structură primară de turnare columnar dendritică (II) datorită creşterii preferenţiale a grăunţilor cristalini după direcţia gradientului termic maxim, perpendicular pe limita de fuziune.
Viteza rapidă de răcire împiedică omogenizarea chimică a băii topite şi favorizează reţinerea gazelor dizolvate, cu apariţia de sufluri şi fisuri.
În cazul sudării manuale, cu electrozi cu înveliş subţire, baia topită nu este suficient protejată de contactul cu atmosfera, ceea ce favorizează absorbţia de gaze, decarburarea şi

105
oxidarea oţelului Se formează o structură secundară, cu grăunţi columnari de ferită puţin conturaţi, fără perlită, cu oxizi, nitruri şi sufluri.
În cazul sudării în acelaşi regim cu electrozi cu înveliş gros, contactul metalului topit cu atmosfera este redus. Structura cusăturii conţine grăunţi cristalini de ferită mai bine conturaţi, perlită şi o cantitate mai redusă de incluziuni nemetalice şi sufluri.
La sudarea multistrat se crează condiţii de recristalizare a straturilor depuse anterior, care prezintă o structură poliedrică cu proprietăţi mecanice superioare.
Dacă materialul de adaos are un conţinut ridicat de carbon şi elemente de aliere, călibilitatea acestuia este mărită. In cusătură poate apare structura martensitică, care favorizează apariţia fisurilor în cordonul de sudură.
b). Zona de legătură prezintă o deosebită importanţă pentru calitatea îmbinării sudate, deoarece face legătura între cusătură şi piesa sudată. In această zonă oţelul este încălzit în intervalul cuprins între punctele lichidus T1 şi solidus T2. Această zonă cuprinde spre materialul de bază:
- fâşia omogenizării incomplete a topiturii; - fâşia lichidului stagnant; - fâşia topirii parţiale a materialului de bază. Este o zonă cu granulaţia în scădere pe măsura apropierii de cusătură. Este locul de iniţiere
a fisurării la cald intercristaline şi al fisurării asistate de hidrogen. c). Zona de influenţă termo-mecanică corespunde materialului care a suferit transformări
de fază în stare solidă prin încălzire la sudare în intervalul Ac1 (T5) şi punctul solidus T2. Mărimea acestei zone depinde de regimul de sudare, care imprimă vitezele de încălzire şi
răcire şi compoziţia chimică a materialului de bază. Dimensiunile minime se onţin la sudarea automată sub strat de flux sau sudarea manuală cu electrozi neînveliţi; dimensiunile maxime se maxime se obţin la sudarea manuală cu flacără. Mărimea acestei zone determină tensiunile interne şi deformarea piesei sudate.
Fig. 12.1 Distribuţia temperaturii şi structura îmbinării sudate la oţelul S235 JR (OL 37)
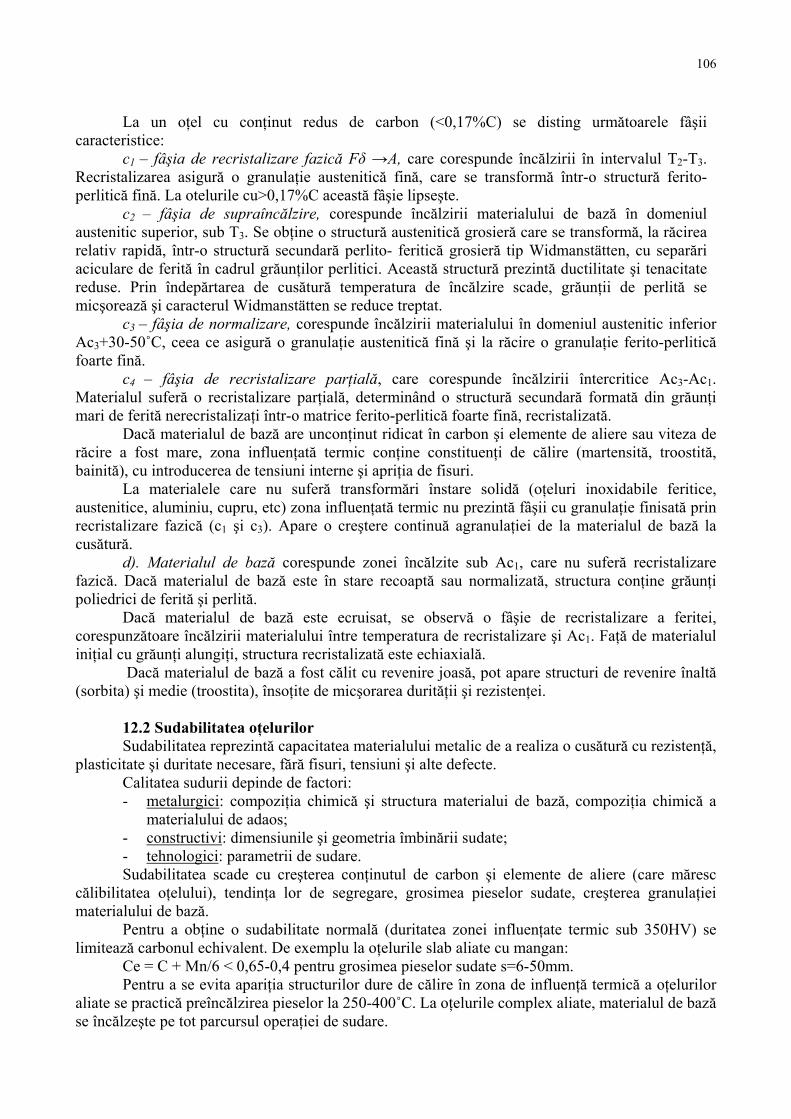
106
La un oţel cu conţinut redus de carbon (<0,17%C) se disting următoarele fâşii caracteristice:
c1 – fâşia de recristalizare fazică Fδ →A, care corespunde încălzirii în intervalul T2-T3. Recristalizarea asigură o granulaţie austenitică fină, care se transformă într-o structură ferito-perlitică fină. La otelurile cu>0,17%C această fâşie lipseşte.
c2 – fâşia de supraîncălzire, corespunde încălzirii materialului de bază în domeniul austenitic superior, sub T3. Se obţine o structură austenitică grosieră care se transformă, la răcirea relativ rapidă, într-o structură secundară perlito- feritică grosieră tip Widmanstätten, cu separări aciculare de ferită în cadrul grăunţilor perlitici. Această structură prezintă ductilitate şi tenacitate reduse. Prin îndepărtarea de cusătură temperatura de încălzire scade, grăunţii de perlită se micşorează şi caracterul Widmanstätten se reduce treptat.
c3 – fâşia de normalizare, corespunde încălzirii materialului în domeniul austenitic inferior Ac3+30-50˚C, ceea ce asigură o granulaţie austenitică fină şi la răcire o granulaţie ferito-perlitică foarte fină.
c4 – fâşia de recristalizare parţială, care corespunde încălzirii întercritice Ac3-Ac1. Materialul suferă o recristalizare parţială, determinând o structură secundară formată din grăunţi mari de ferită nerecristalizaţi într-o matrice ferito-perlitică foarte fină, recristalizată.
Dacă materialul de bază are unconţinut ridicat în carbon şi elemente de aliere sau viteza de răcire a fost mare, zona influenţată termic conţine constituenţi de călire (martensită, troostită, bainită), cu introducerea de tensiuni interne şi apriţia de fisuri.
La materialele care nu suferă transformări înstare solidă (oţeluri inoxidabile feritice, austenitice, aluminiu, cupru, etc) zona influenţată termic nu prezintă fâşii cu granulaţie finisată prin recristalizare fazică (c1 şi c3). Apare o creştere continuă agranulaţiei de la materialul de bază la cusătură.
d). Materialul de bază corespunde zonei încălzite sub Ac1, care nu suferă recristalizare fazică. Dacă materialul de bază este în stare recoaptă sau normalizată, structura conţine grăunţi poliedrici de ferită şi perlită.
Dacă materialul de bază este ecruisat, se observă o fâşie de recristalizare a feritei, corespunzătoare încălzirii materialului între temperatura de recristalizare şi Ac1. Faţă de materialul iniţial cu grăunţi alungiţi, structura recristalizată este echiaxială.
Dacă materialul de bază a fost călit cu revenire joasă, pot apare structuri de revenire înaltă (sorbita) şi medie (troostita), însoţite de micşorarea durităţii şi rezistenţei.
12.2 Sudabilitatea oţelurilor Sudabilitatea reprezintă capacitatea materialului metalic de a realiza o cusătură cu rezistenţă,
plasticitate şi duritate necesare, fără fisuri, tensiuni şi alte defecte. Calitatea sudurii depinde de factori: - metalurgici: compoziţia chimică şi structura materialui de bază, compoziţia chimică a
materialului de adaos; - constructivi: dimensiunile şi geometria îmbinării sudate; - tehnologici: parametrii de sudare. Sudabilitatea scade cu creşterea conţinutul de carbon şi elemente de aliere (care măresc
călibilitatea oţelului), tendinţa lor de segregare, grosimea pieselor sudate, creşterea granulaţiei materialului de bază.
Pentru a obţine o sudabilitate normală (duritatea zonei influenţate termic sub 350HV) se limitează carbonul echivalent. De exemplu la oţelurile slab aliate cu mangan:
Ce = C + Mn/6 < 0,65-0,4 pentru grosimea pieselor sudate s=6-50mm. Pentru a se evita apariţia structurilor dure de călire în zona de influenţă termică a oţelurilor
aliate se practică preîncălzirea pieselor la 250-400˚C. La oţelurile complex aliate, materialul de bază se încălzeşte pe tot parcursul operaţiei de sudare.
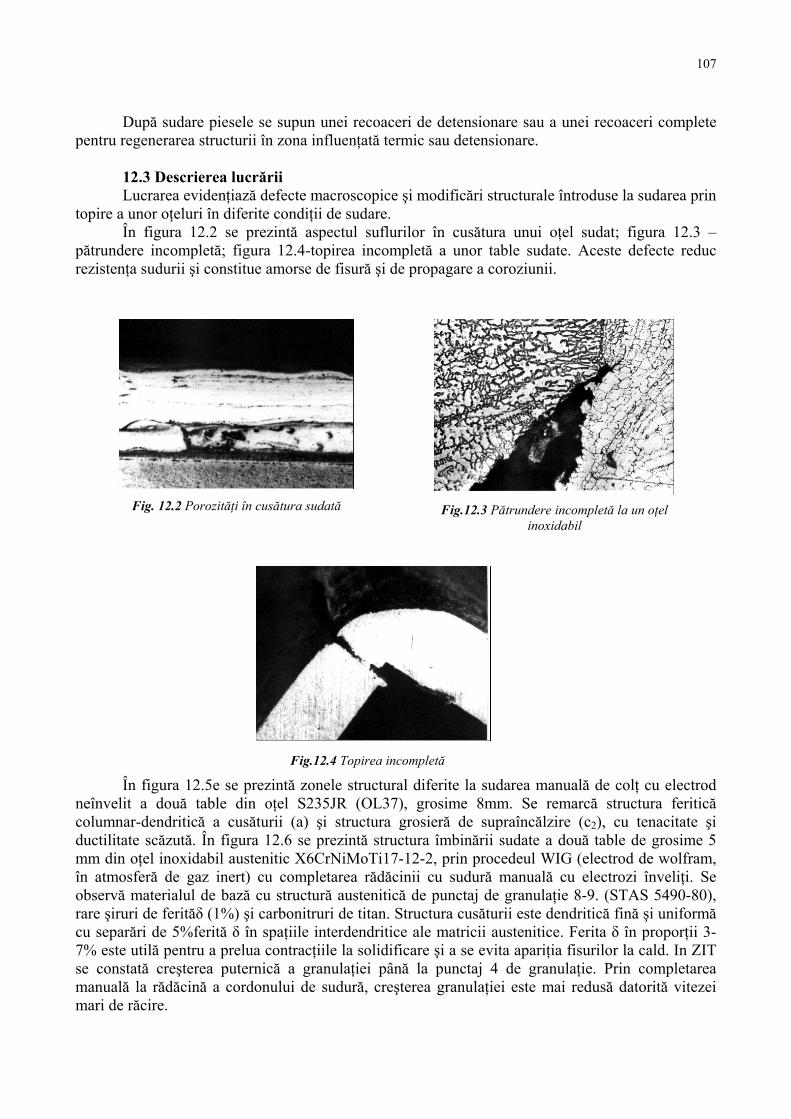
107
După sudare piesele se supun unei recoaceri de detensionare sau a unei recoaceri complete pentru regenerarea structurii în zona influenţată termic sau detensionare.
12.3 Descrierea lucrării Lucrarea evidenţiază defecte macroscopice şi modificări structurale întroduse la sudarea prin
topire a unor oţeluri în diferite condiţii de sudare. În figura 12.2 se prezintă aspectul suflurilor în cusătura unui oţel sudat; figura 12.3 –
pătrundere incompletă; figura 12.4-topirea incompletă a unor table sudate. Aceste defecte reduc rezistenţa sudurii şi constitue amorse de fisură şi de propagare a coroziunii.
În figura 12.5e se prezintă zonele structural diferite la sudarea manuală de colţ cu electrod neînvelit a două table din oţel S235JR (OL37), grosime 8mm. Se remarcă structura feritică columnar-dendritică a cusăturii (a) şi structura grosieră de supraîncălzire (c2), cu tenacitate şi ductilitate scăzută. În figura 12.6 se prezintă structura îmbinării sudate a două table de grosime 5 mm din oţel inoxidabil austenitic X6CrNiMoTi17-12-2, prin procedeul WIG (electrod de wolfram, în atmosferă de gaz inert) cu completarea rădăcinii cu sudură manuală cu electrozi înveliţi. Se observă materialul de bază cu structură austenitică de punctaj de granulaţie 8-9. (STAS 5490-80), rare şiruri de ferităδ (1%) şi carbonitruri de titan. Structura cusăturii este dendritică fină şi uniformă cu separări de 5%ferită δ în spaţiile interdendritice ale matricii austenitice. Ferita δ în proporţii 3-7% este utilă pentru a prelua contracţiile la solidificare şi a se evita apariţia fisurilor la cald. In ZIT se constată creşterea puternică a granulaţiei până la punctaj 4 de granulaţie. Prin completarea manuală la rădăcină a cordonului de sudură, creşterea granulaţiei este mai redusă datorită vitezei mari de răcire.
Fig. 12.2 Porozităţi în cusătura sudată Fig.12.3 Pătrundere incompletă la un oţel inoxidabil
Fig.12.4 Topirea incompletă
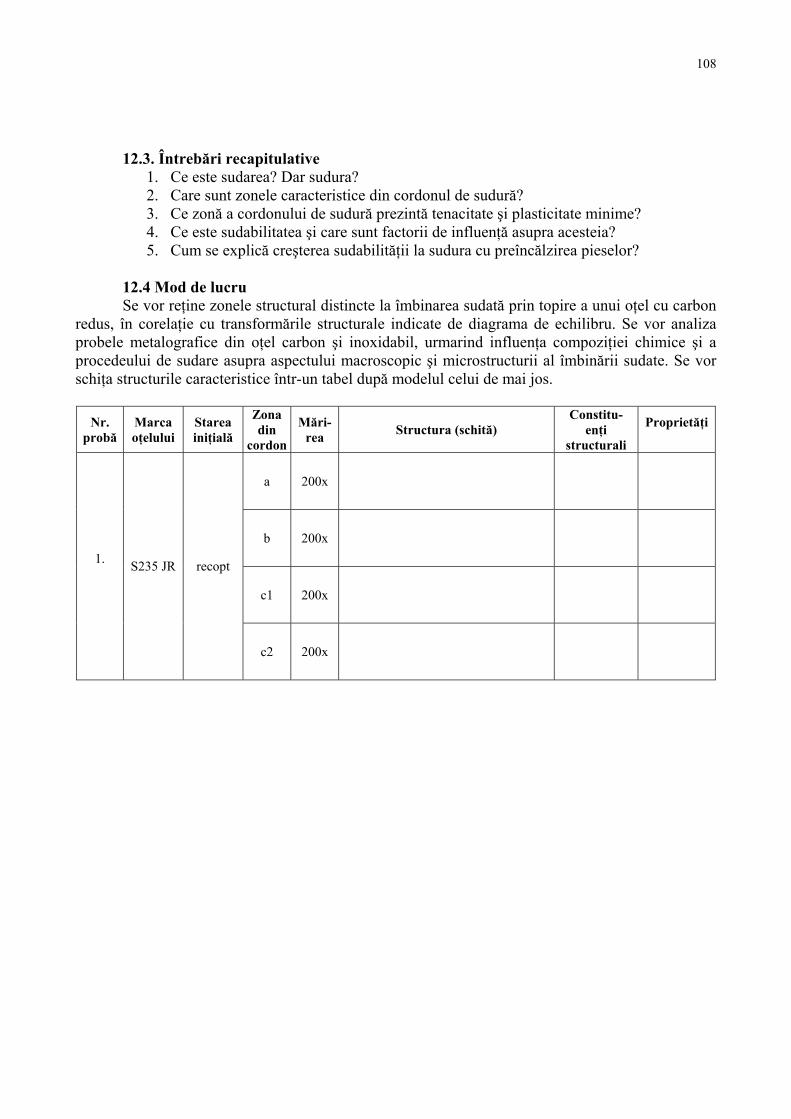
108
12.3. Întrebări recapitulative
1. Ce este sudarea? Dar sudura? 2. Care sunt zonele caracteristice din cordonul de sudură? 3. Ce zonă a cordonului de sudură prezintă tenacitate şi plasticitate minime? 4. Ce este sudabilitatea şi care sunt factorii de influenţă asupra acesteia? 5. Cum se explică creşterea sudabilităţii la sudura cu preîncălzirea pieselor?
12.4 Mod de lucru Se vor reţine zonele structural distincte la îmbinarea sudată prin topire a unui oţel cu carbon
redus, în corelaţie cu transformările structurale indicate de diagrama de echilibru. Se vor analiza probele metalografice din oţel carbon şi inoxidabil, urmarind influenţa compoziţiei chimice şi a procedeului de sudare asupra aspectului macroscopic şi microstructurii al îmbinării sudate. Se vor schiţa structurile caracteristice într-un tabel după modelul celui de mai jos.
Nr.
probă Marca oţelului
Starea iniţială
Zona din
cordon
Mări-rea Structura (schită)
Constitu- enţi
structurali
Proprietăţi
a 200x
b 200x
c1 200x
1. S235 JR recopt
c2 200x
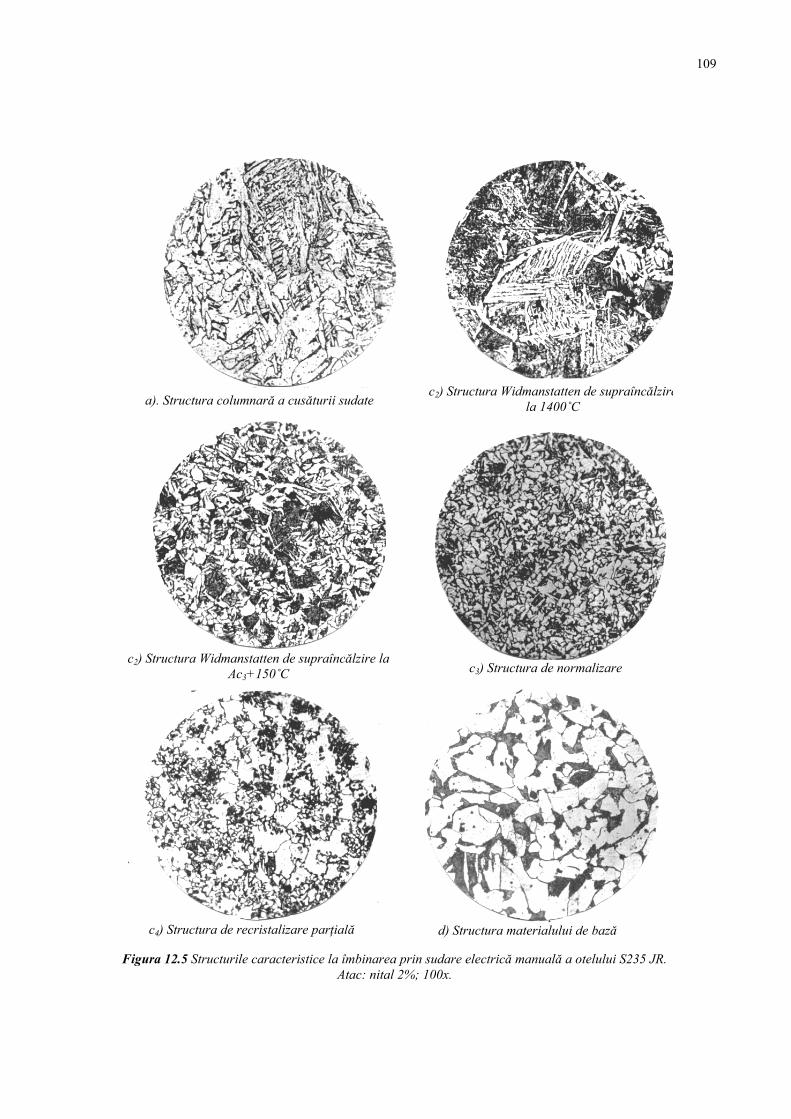
109
a). Structura columnară a cusăturii sudate c2) Structura Widmanstatten de supraîncălzire
la 1400˚C
c2) Structura Widmanstatten de supraîncălzire la Ac3+150˚C c3) Structura de normalizare
c4) Structura de recristalizare parţială d) Structura materialului de bază
Figura 12.5 Structurile caracteristice la îmbinarea prin sudare electrică manuală a otelului S235 JR.Atac: nital 2%; 100x.
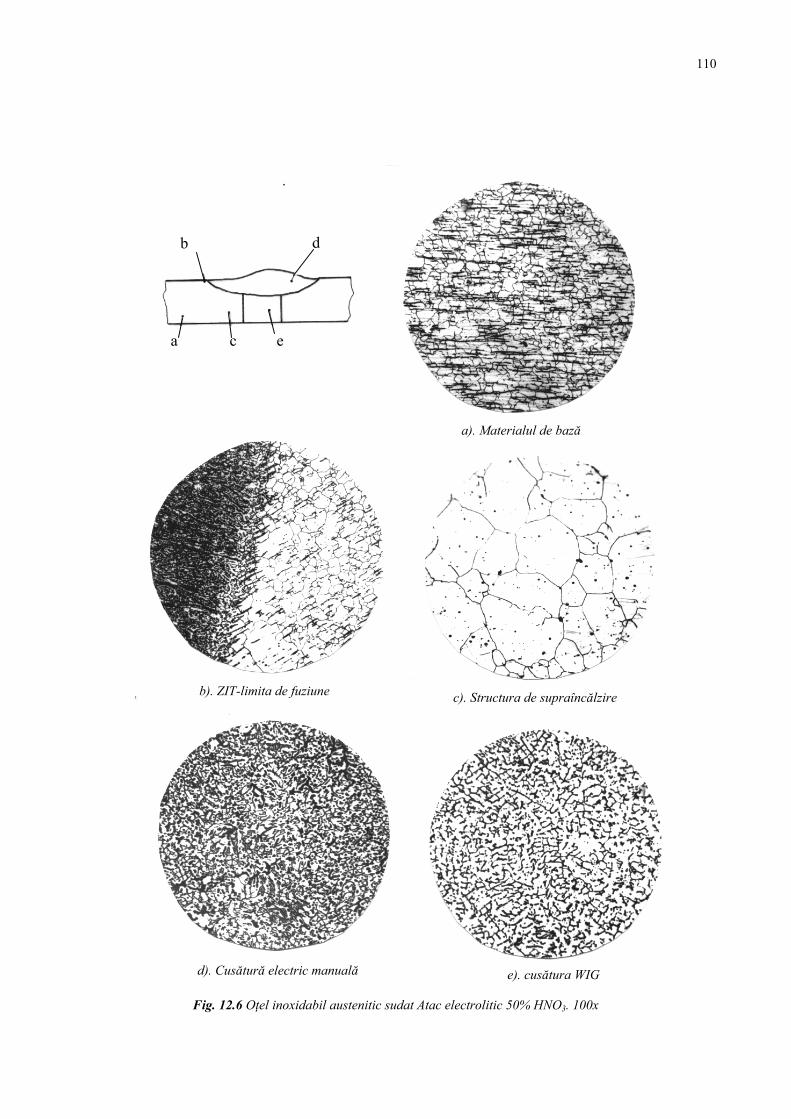
110
a). Materialul de bază
b). ZIT-limita de fuziune c). Structura de supraîncălzire
d). Cusătură electric manuală e). cusătura WIG
a c e
b d
Fig. 12.6 Oţel inoxidabil austenitic sudat Atac electrolitic 50% HNO3. 100x
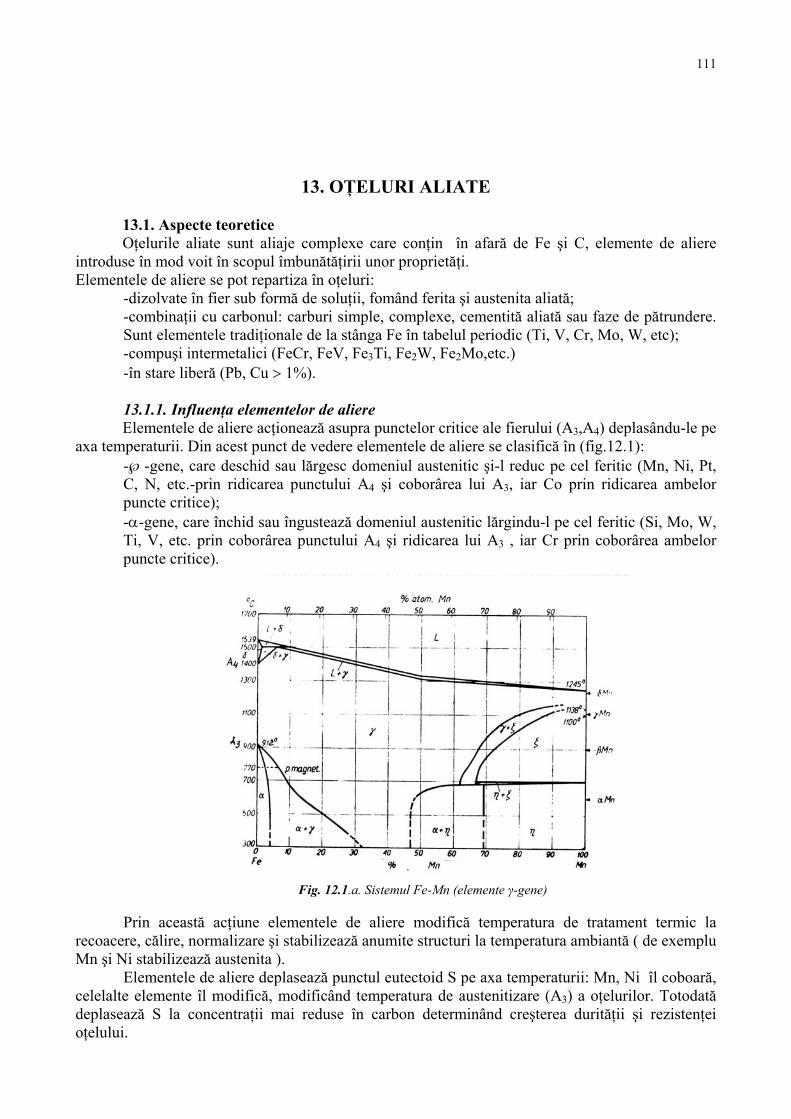
111
13. OŢELURI ALIATE
13.1. Aspecte teoretice Oţelurile aliate sunt aliaje complexe care conţin în afară de Fe şi C, elemente de aliere introduse în mod voit în scopul îmbunătăţirii unor proprietăţi. Elementele de aliere se pot repartiza în oţeluri:
-dizolvate în fier sub formă de soluţii, fomând ferita şi austenita aliată; -combinaţii cu carbonul: carburi simple, complexe, cementită aliată sau faze de pătrundere. Sunt elementele tradiţionale de la stânga Fe în tabelul periodic (Ti, V, Cr, Mo, W, etc); -compuşi intermetalici (FeCr, FeV, Fe3Ti, Fe2W, Fe2Mo,etc.) -în stare liberă (Pb, Cu > 1%).
13.1.1. Influenţa elementelor de aliere Elementele de aliere acţionează asupra punctelor critice ale fierului (A3,A4) deplasându-le pe
axa temperaturii. Din acest punct de vedere elementele de aliere se clasifică în (fig.12.1): -℘-gene, care deschid sau lărgesc domeniul austenitic şi-l reduc pe cel feritic (Mn, Ni, Pt, C, N, etc.-prin ridicarea punctului A4 şi coborârea lui A3, iar Co prin ridicarea ambelor puncte critice); -α-gene, care închid sau îngustează domeniul austenitic lărgindu-l pe cel feritic (Si, Mo, W, Ti, V, etc. prin coborârea punctului A4 şi ridicarea lui A3 , iar Cr prin coborârea ambelor puncte critice).
Prin această acţiune elementele de aliere modifică temperatura de tratament termic la
recoacere, călire, normalizare şi stabilizează anumite structuri la temperatura ambiantă ( de exemplu Mn şi Ni stabilizează austenita ).
Elementele de aliere deplasează punctul eutectoid S pe axa temperaturii: Mn, Ni îl coboară, celelalte elemente îl modifică, modificând temperatura de austenitizare (A3) a oţelurilor. Totodată deplasează S la concentraţii mai reduse în carbon determinând creşterea durităţii şi rezistenţei oţelului.
Fig. 12.1.a. Sistemul Fe-Mn (elemente γ-gene)
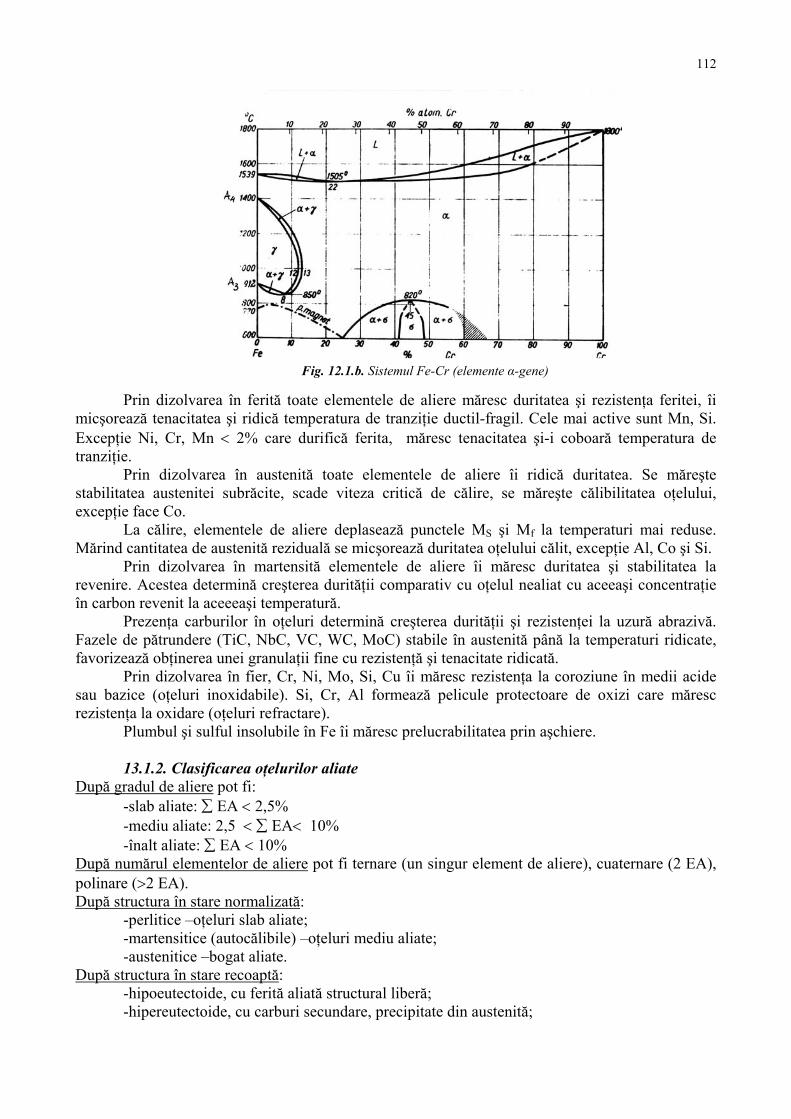
112
Prin dizolvarea în ferită toate elementele de aliere măresc duritatea şi rezistenţa feritei, îi
micşorează tenacitatea şi ridică temperatura de tranziţie ductil-fragil. Cele mai active sunt Mn, Si. Excepţie Ni, Cr, Mn < 2% care durifică ferita, măresc tenacitatea şi-i coboară temperatura de tranziţie.
Prin dizolvarea în austenită toate elementele de aliere îi ridică duritatea. Se măreşte stabilitatea austenitei subrăcite, scade viteza critică de călire, se măreşte călibilitatea oţelului, excepţie face Co.
La călire, elementele de aliere deplasează punctele MS şi Mf la temperaturi mai reduse. Mărind cantitatea de austenită reziduală se micşorează duritatea oţelului călit, excepţie Al, Co şi Si.
Prin dizolvarea în martensită elementele de aliere îi măresc duritatea şi stabilitatea la revenire. Acestea determină creşterea durităţii comparativ cu oţelul nealiat cu aceeaşi concentraţie în carbon revenit la aceeeaşi temperatură.
Prezenţa carburilor în oţeluri determină creşterea durităţii şi rezistenţei la uzură abrazivă. Fazele de pătrundere (TiC, NbC, VC, WC, MoC) stabile în austenită până la temperaturi ridicate, favorizează obţinerea unei granulaţii fine cu rezistenţă şi tenacitate ridicată.
Prin dizolvarea în fier, Cr, Ni, Mo, Si, Cu îi măresc rezistenţa la coroziune în medii acide sau bazice (oţeluri inoxidabile). Si, Cr, Al formează pelicule protectoare de oxizi care măresc rezistenţa la oxidare (oţeluri refractare).
Plumbul şi sulful insolubile în Fe îi măresc prelucrabilitatea prin aşchiere. 13.1.2. Clasificarea oţelurilor aliate
După gradul de aliere pot fi: -slab aliate: ∑ EA < 2,5% -mediu aliate: 2,5 < ∑ EA< 10% -înalt aliate: ∑ EA < 10%
După numărul elementelor de aliere pot fi ternare (un singur element de aliere), cuaternare (2 EA), polinare (>2 EA). După structura în stare normalizată:
-perlitice –oţeluri slab aliate; -martensitice (autocălibile) –oţeluri mediu aliate; -austenitice –bogat aliate.
După structura în stare recoaptă: -hipoeutectoide, cu ferită aliată structural liberă; -hipereutectoide, cu carburi secundare, precipitate din austenită;
Fig. 12.1.b. Sistemul Fe-Cr (elemente α-gene)
113
-ledeburitice, în stare turnată prezintă în structură un eutectic ce conţine carburi primare (separate din lichid);
Oţelurile aliate, cu cantitate mare de elemente ℘-gene mai pot fi: -austenitice, care nu suferă transformări la încălzire; -semiaustenitice, cu transformări la încălzire şi care se pot supune unei căliri incomplete. La oţelurile aliate cu cantităţi mari de elemente α-gene mai apar: -feritice, fără transformări la încălzire; -semiferitice, cu transformări la încălzire şi cu posibilitatea aplicării unei căliri incomplete;
După destinaţie oţelurile sunt: -pentru construcţii mecanice şi metalice; Oţelurile pentru construcţii mecanice, după tratamentul termic final sunt: de cementare (% C
<0,25), de îmbunătăţire (% C >0,25), şi de nitrurare. Oţelurile pentru construcţii metalice sunt destinate realizării unor ansambluri îmbinate prin
şuruburi, nituri sau sudate: -pentru scule: de aşchiere şi aparate de măsură şi control, pentru deformare plastică la rece, la cald sau pentru scule pneumatice; -cu destinaţie specială: pentru cazane şi recipiente sub presiune, inoxidabile şi refractare, pentru rulmenţi, etc. În tabelele anexă sunt prezentate extrase din standarde cu prezentarea mărcilor de oţel,
compoziţie chimică, proprietăţi mecanice, condiţii de tratament, utilizări. 13.1.3. Simbolizare Oţelurile aliate se simbolizează prin indicarea în sutimi de procente a concentraţiei în
carbon, simbolurile chimice al elementelor de aliere urmate de concentraţia în zecimi de procente în ultimul element de aliere, considerat şi cel mai important.
Exemplu: 10TiNiCr180, oţel cu 0,1% C şi 18% Cr. Dacă oţelul este turnat se adaugă în faţă majuscula T. Exemplu: T105Mn120. La oţelurile aliate pentru scule (STAS 3611-80) elementele de aliere sunt simbolizate astfel
C-Cr; M-Mn; N-Ni; S-Si; Exemplu: MCW14. La unele oţeluri cu destinaţie specială, după majusculele care simbolizează destinaţia
oţelului, se indică rezistenţa de rupere la tracţiune minimă în daN/mm2. Exemplu: oţelul de cazane K52, oţelul pentru recipiente sub presiune R52; oţelurile pentru
construcţii sudate cu granulaţie fină OCS 52; la oţelurile pentru construcţii navale se indică limita de curgere minimă garantată, în daN/mm2, având în faţă majusculele A – garantează energia de rupere la 200C; D – la 00C; E – la –400C.
Exemplu: A 32, D 36, etc. La oţelurile pentru arcuri se adaugă la sfârşitul simbolizării majuscula A. Exemplu: 60Si15A. 3.2. Descrierea lucrării Lucrarea are ca scop evidenţierea principalelor mărci de oţeluri aliate, structura şi rolul
elementelor de aliere în modificarea structurii şi proprietăţilor. 13.2.1. Oţeluri pentru construcţii Oţelurile aliate pentru construcţii de maşini (STAS 791-80) sunt oţeluri hipoeutectoide (0,5-
0,65% C) slab aliate cu Cr, Mn, Ni, Mo, Si, B, Ti, V, Al. Structura oţelurilor slab aliate în stare recoaptă este asemănătoare cu a oţelurilor carbon cu
aceeaşi concentraţie în carbon. Elementele de aliere au rolul de a îmbunătăţi unele proprietăţi: creşterea durităţii, rezistenţei mecanice, călibilităţii, tenacităţii, etc.
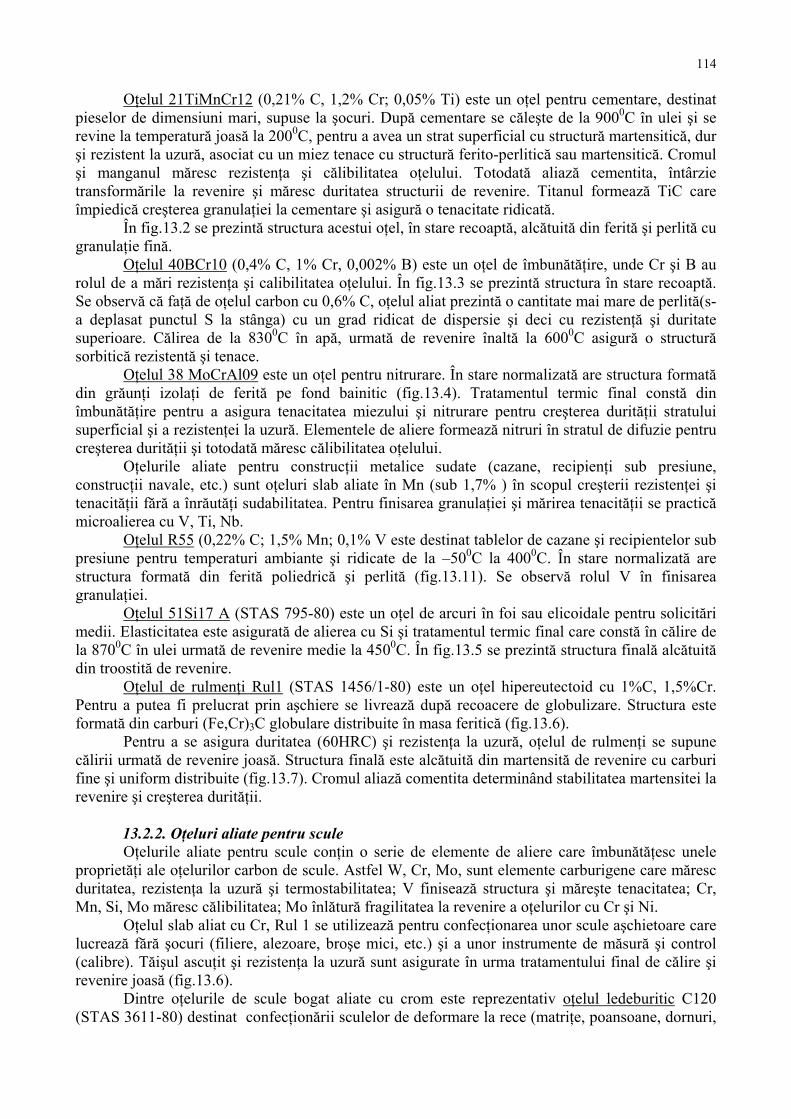
114
Oţelul 21TiMnCr12 (0,21% C, 1,2% Cr; 0,05% Ti) este un oţel pentru cementare, destinat pieselor de dimensiuni mari, supuse la şocuri. După cementare se căleşte de la 9000C în ulei şi se revine la temperatură joasă la 2000C, pentru a avea un strat superficial cu structură martensitică, dur şi rezistent la uzură, asociat cu un miez tenace cu structură ferito-perlitică sau martensitică. Cromul şi manganul măresc rezistenţa şi călibilitatea oţelului. Totodată aliază cementita, întârzie transformările la revenire şi măresc duritatea structurii de revenire. Titanul formează TiC care împiedică creşterea granulaţiei la cementare şi asigură o tenacitate ridicată.
În fig.13.2 se prezintă structura acestui oţel, în stare recoaptă, alcătuită din ferită şi perlită cu granulaţie fină.
Oţelul 40BCr10 (0,4% C, 1% Cr, 0,002% B) este un oţel de îmbunătăţire, unde Cr şi B au rolul de a mări rezistenţa şi calibilitatea oţelului. În fig.13.3 se prezintă structura în stare recoaptă. Se observă că faţă de oţelul carbon cu 0,6% C, oţelul aliat prezintă o cantitate mai mare de perlită(s-a deplasat punctul S la stânga) cu un grad ridicat de dispersie şi deci cu rezistenţă şi duritate superioare. Călirea de la 8300C în apă, urmată de revenire înaltă la 6000C asigură o structură sorbitică rezistentă şi tenace.
Oţelul 38 MoCrAl09 este un oţel pentru nitrurare. În stare normalizată are structura formată din grăunţi izolaţi de ferită pe fond bainitic (fig.13.4). Tratamentul termic final constă din îmbunătăţire pentru a asigura tenacitatea miezului şi nitrurare pentru creşterea durităţii stratului superficial şi a rezistenţei la uzură. Elementele de aliere formează nitruri în stratul de difuzie pentru creşterea durităţii şi totodată măresc călibilitatea oţelului.
Oţelurile aliate pentru construcţii metalice sudate (cazane, recipienţi sub presiune, construcţii navale, etc.) sunt oţeluri slab aliate în Mn (sub 1,7% ) în scopul creşterii rezistenţei şi tenacităţii fără a înrăutăţi sudabilitatea. Pentru finisarea granulaţiei şi mărirea tenacităţii se practică microalierea cu V, Ti, Nb.
Oţelul R55 (0,22% C; 1,5% Mn; 0,1% V este destinat tablelor de cazane şi recipientelor sub presiune pentru temperaturi ambiante şi ridicate de la –500C la 4000C. În stare normalizată are structura formată din ferită poliedrică şi perlită (fig.13.11). Se observă rolul V în finisarea granulaţiei.
Oţelul 51Si17 A (STAS 795-80) este un oţel de arcuri în foi sau elicoidale pentru solicitări medii. Elasticitatea este asigurată de alierea cu Si şi tratamentul termic final care constă în călire de la 8700C în ulei urmată de revenire medie la 4500C. În fig.13.5 se prezintă structura finală alcătuită din troostită de revenire.
Oţelul de rulmenţi Rul1 (STAS 1456/1-80) este un oţel hipereutectoid cu 1%C, 1,5%Cr. Pentru a putea fi prelucrat prin aşchiere se livrează după recoacere de globulizare. Structura este formată din carburi (Fe,Cr)3C globulare distribuite în masa feritică (fig.13.6).
Pentru a se asigura duritatea (60HRC) şi rezistenţa la uzură, oţelul de rulmenţi se supune călirii urmată de revenire joasă. Structura finală este alcătuită din martensită de revenire cu carburi fine şi uniform distribuite (fig.13.7). Cromul aliază comentita determinând stabilitatea martensitei la revenire şi creşterea durităţii.
13.2.2. Oţeluri aliate pentru scule
Oţelurile aliate pentru scule conţin o serie de elemente de aliere care îmbunătăţesc unele proprietăţi ale oţelurilor carbon de scule. Astfel W, Cr, Mo, sunt elemente carburigene care măresc duritatea, rezistenţa la uzură şi termostabilitatea; V finisează structura şi măreşte tenacitatea; Cr, Mn, Si, Mo măresc călibilitatea; Mo înlătură fragilitatea la revenire a oţelurilor cu Cr şi Ni.
Oţelul slab aliat cu Cr, Rul 1 se utilizează pentru confecţionarea unor scule aşchietoare care lucrează fără şocuri (filiere, alezoare, broşe mici, etc.) şi a unor instrumente de măsură şi control (calibre). Tăişul ascuţit şi rezistenţa la uzură sunt asigurate în urma tratamentului final de călire şi revenire joasă (fig.13.6).
Dintre oţelurile de scule bogat aliate cu crom este reprezentativ oţelul ledeburitic C120 (STAS 3611-80) destinat confecţionării sculelor de deformare la rece (matriţe, poansoane, dornuri,
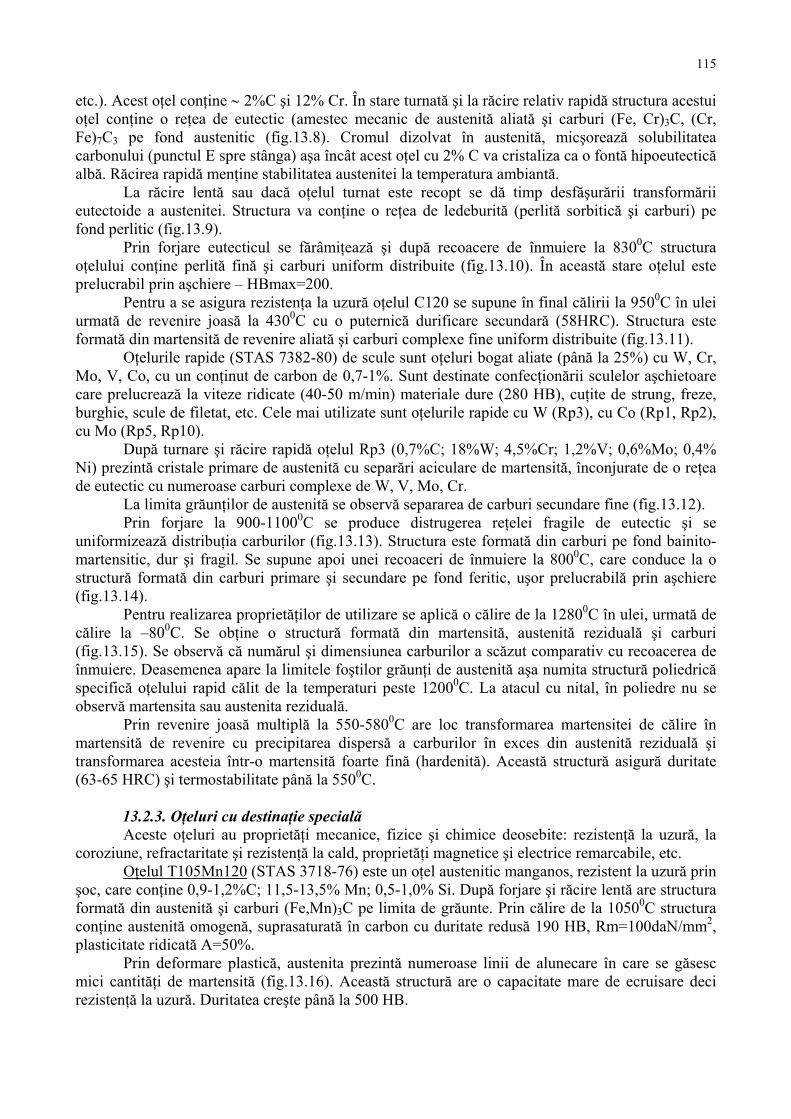
115
etc.). Acest oţel conţine ∼ 2%C şi 12% Cr. În stare turnată şi la răcire relativ rapidă structura acestui oţel conţine o reţea de eutectic (amestec mecanic de austenită aliată şi carburi (Fe, Cr)3C, (Cr, Fe)7C3 pe fond austenitic (fig.13.8). Cromul dizolvat în austenită, micşorează solubilitatea carbonului (punctul E spre stânga) aşa încât acest oţel cu 2% C va cristaliza ca o fontă hipoeutectică albă. Răcirea rapidă menţine stabilitatea austenitei la temperatura ambiantă.
La răcire lentă sau dacă oţelul turnat este recopt se dă timp desfăşurării transformării eutectoide a austenitei. Structura va conţine o reţea de ledeburită (perlită sorbitică şi carburi) pe fond perlitic (fig.13.9).
Prin forjare eutecticul se fărâmiţează şi după recoacere de înmuiere la 8300C structura oţelului conţine perlită fină şi carburi uniform distribuite (fig.13.10). În această stare oţelul este prelucrabil prin aşchiere – HBmax=200.
Pentru a se asigura rezistenţa la uzură oţelul C120 se supune în final călirii la 9500C în ulei urmată de revenire joasă la 4300C cu o puternică durificare secundară (58HRC). Structura este formată din martensită de revenire aliată şi carburi complexe fine uniform distribuite (fig.13.11).
Oţelurile rapide (STAS 7382-80) de scule sunt oţeluri bogat aliate (până la 25%) cu W, Cr, Mo, V, Co, cu un conţinut de carbon de 0,7-1%. Sunt destinate confecţionării sculelor aşchietoare care prelucrează la viteze ridicate (40-50 m/min) materiale dure (280 HB), cuţite de strung, freze, burghie, scule de filetat, etc. Cele mai utilizate sunt oţelurile rapide cu W (Rp3), cu Co (Rp1, Rp2), cu Mo (Rp5, Rp10).
După turnare şi răcire rapidă oţelul Rp3 (0,7%C; 18%W; 4,5%Cr; 1,2%V; 0,6%Mo; 0,4% Ni) prezintă cristale primare de austenită cu separări aciculare de martensită, înconjurate de o reţea de eutectic cu numeroase carburi complexe de W, V, Mo, Cr.
La limita grăunţilor de austenită se observă separarea de carburi secundare fine (fig.13.12). Prin forjare la 900-11000C se produce distrugerea reţelei fragile de eutectic şi se
uniformizează distribuţia carburilor (fig.13.13). Structura este formată din carburi pe fond bainito-martensitic, dur şi fragil. Se supune apoi unei recoaceri de înmuiere la 8000C, care conduce la o structură formată din carburi primare şi secundare pe fond feritic, uşor prelucrabilă prin aşchiere (fig.13.14).
Pentru realizarea proprietăţilor de utilizare se aplică o călire de la 12800C în ulei, urmată de călire la –800C. Se obţine o structură formată din martensită, austenită reziduală şi carburi (fig.13.15). Se observă că numărul şi dimensiunea carburilor a scăzut comparativ cu recoacerea de înmuiere. Deasemenea apare la limitele foştilor grăunţi de austenită aşa numita structură poliedrică specifică oţelului rapid călit de la temperaturi peste 12000C. La atacul cu nital, în poliedre nu se observă martensita sau austenita reziduală.
Prin revenire joasă multiplă la 550-5800C are loc transformarea martensitei de călire în martensită de revenire cu precipitarea dispersă a carburilor în exces din austenită reziduală şi transformarea acesteia într-o martensită foarte fină (hardenită). Această structură asigură duritate (63-65 HRC) şi termostabilitate până la 5500C.
13.2.3. Oţeluri cu destinaţie specială
Aceste oţeluri au proprietăţi mecanice, fizice şi chimice deosebite: rezistenţă la uzură, la coroziune, refractaritate şi rezistenţă la cald, proprietăţi magnetice şi electrice remarcabile, etc.
Oţelul T105Mn120 (STAS 3718-76) este un oţel austenitic manganos, rezistent la uzură prin şoc, care conţine 0,9-1,2%C; 11,5-13,5% Mn; 0,5-1,0% Si. După forjare şi răcire lentă are structura formată din austenită şi carburi (Fe,Mn)3C pe limita de grăunte. Prin călire de la 10500C structura conţine austenită omogenă, suprasaturată în carbon cu duritate redusă 190 HB, Rm=100daN/mm2, plasticitate ridicată A=50%.
Prin deformare plastică, austenita prezintă numeroase linii de alunecare în care se găsesc mici cantităţi de martensită (fig.13.16). Această structură are o capacitate mare de ecruisare deci rezistenţă la uzură. Duritatea creşte până la 500 HB.
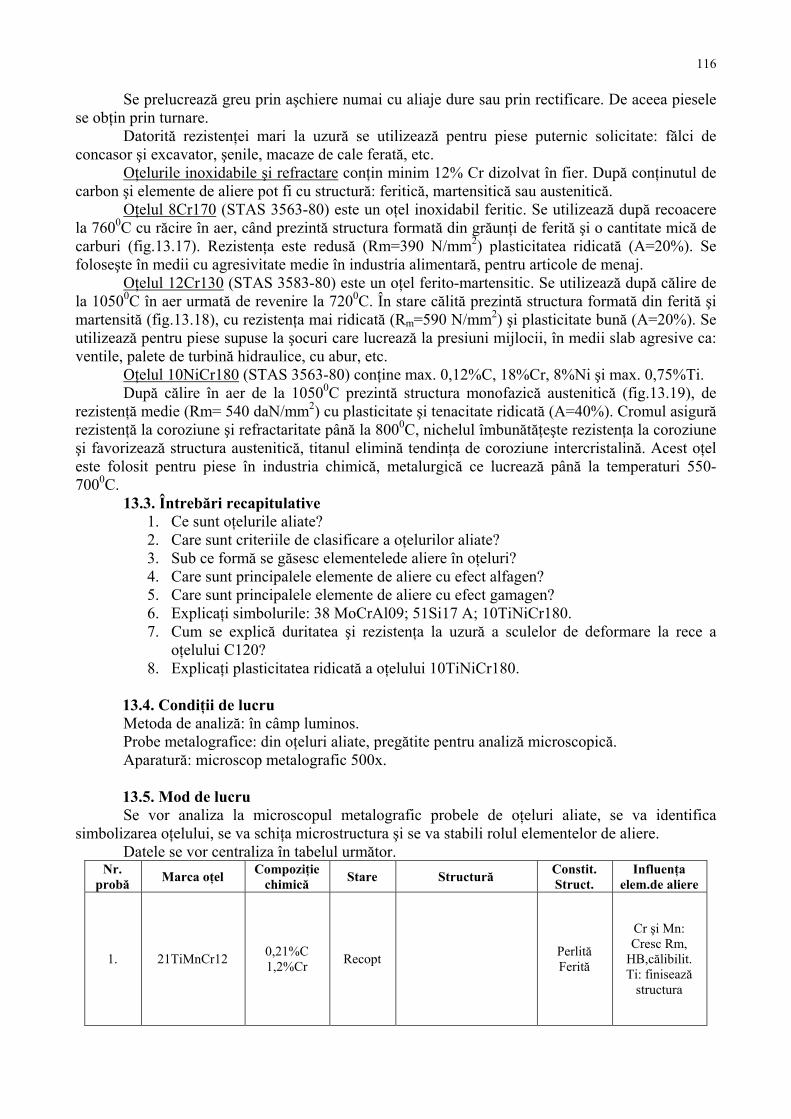
116
Se prelucrează greu prin aşchiere numai cu aliaje dure sau prin rectificare. De aceea piesele se obţin prin turnare.
Datorită rezistenţei mari la uzură se utilizează pentru piese puternic solicitate: fălci de concasor şi excavator, şenile, macaze de cale ferată, etc.
Oţelurile inoxidabile şi refractare conţin minim 12% Cr dizolvat în fier. După conţinutul de carbon şi elemente de aliere pot fi cu structură: feritică, martensitică sau austenitică.
Oţelul 8Cr170 (STAS 3563-80) este un oţel inoxidabil feritic. Se utilizează după recoacere la 7600C cu răcire în aer, când prezintă structura formată din grăunţi de ferită şi o cantitate mică de carburi (fig.13.17). Rezistenţa este redusă (Rm=390 N/mm2) plasticitatea ridicată (A=20%). Se foloseşte în medii cu agresivitate medie în industria alimentară, pentru articole de menaj.
Oţelul 12Cr130 (STAS 3583-80) este un oţel ferito-martensitic. Se utilizează după călire de la 10500C în aer urmată de revenire la 7200C. În stare călită prezintă structura formată din ferită şi martensită (fig.13.18), cu rezistenţa mai ridicată (Rm=590 N/mm2) şi plasticitate bună (A=20%). Se utilizează pentru piese supuse la şocuri care lucrează la presiuni mijlocii, în medii slab agresive ca: ventile, palete de turbină hidraulice, cu abur, etc.
Oţelul 10NiCr180 (STAS 3563-80) conţine max. 0,12%C, 18%Cr, 8%Ni şi max. 0,75%Ti. După călire în aer de la 10500C prezintă structura monofazică austenitică (fig.13.19), de
rezistenţă medie (Rm= 540 daN/mm2) cu plasticitate şi tenacitate ridicată (A=40%). Cromul asigură rezistenţă la coroziune şi refractaritate până la 8000C, nichelul îmbunătăţeşte rezistenţa la coroziune şi favorizează structura austenitică, titanul elimină tendinţa de coroziune intercristalină. Acest oţel este folosit pentru piese în industria chimică, metalurgică ce lucrează până la temperaturi 550-7000C.
13.3. Întrebări recapitulative 1. Ce sunt oţelurile aliate? 2. Care sunt criteriile de clasificare a oţelurilor aliate? 3. Sub ce formă se găsesc elementelede aliere în oţeluri? 4. Care sunt principalele elemente de aliere cu efect alfagen? 5. Care sunt principalele elemente de aliere cu efect gamagen? 6. Explicaţi simbolurile: 38 MoCrAl09; 51Si17 A; 10TiNiCr180. 7. Cum se explică duritatea şi rezistenţa la uzură a sculelor de deformare la rece a
oţelului C120? 8. Explicaţi plasticitatea ridicată a oţelului 10TiNiCr180.
13.4. Condiţii de lucru Metoda de analiză: în câmp luminos. Probe metalografice: din oţeluri aliate, pregătite pentru analiză microscopică. Aparatură: microscop metalografic 500x. 13.5. Mod de lucru Se vor analiza la microscopul metalografic probele de oţeluri aliate, se va identifica
simbolizarea oţelului, se va schiţa microstructura şi se va stabili rolul elementelor de aliere. Datele se vor centraliza în tabelul următor.
Nr. probă Marca oţel Compoziţie
chimică Stare Structură Constit. Struct.
Influenţa elem.de aliere
1. 21TiMnCr12 0,21%C 1,2%Cr Recopt Perlită
Ferită
Cr şi Mn: Cresc Rm,
HB,călibilit. Ti: finisează
structura
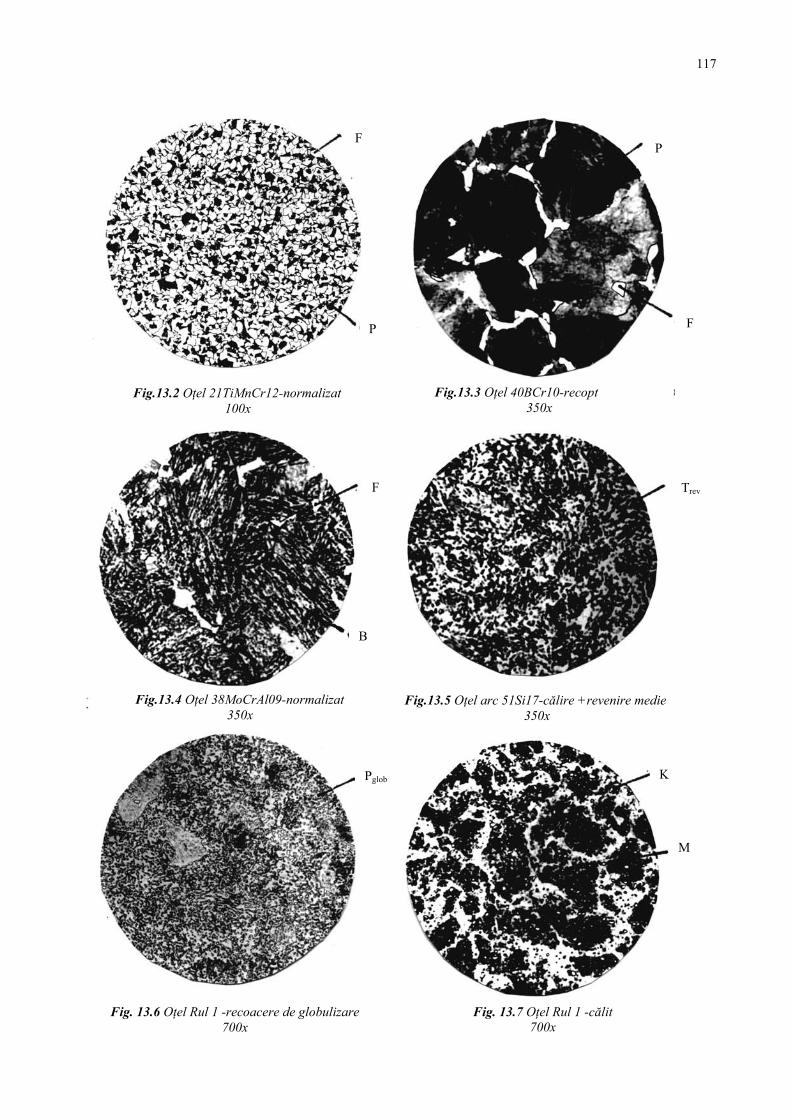
117
Fig.13.2 Oţel 21TiMnCr12-normalizat100x
Fig.13.3 Oţel 40BCr10-recopt 350x
Fig.13.4 Oţel 38MoCrAl09-normalizat350x
Fig.13.5 Oţel arc 51Si17-călire +revenire medie350x
Fig. 13.6 Oţel Rul 1 -recoacere de globulizare700x
Fig. 13.7 Oţel Rul 1 -călit 700x
F
P
P
F
F
B
Trev
Pglob K
M
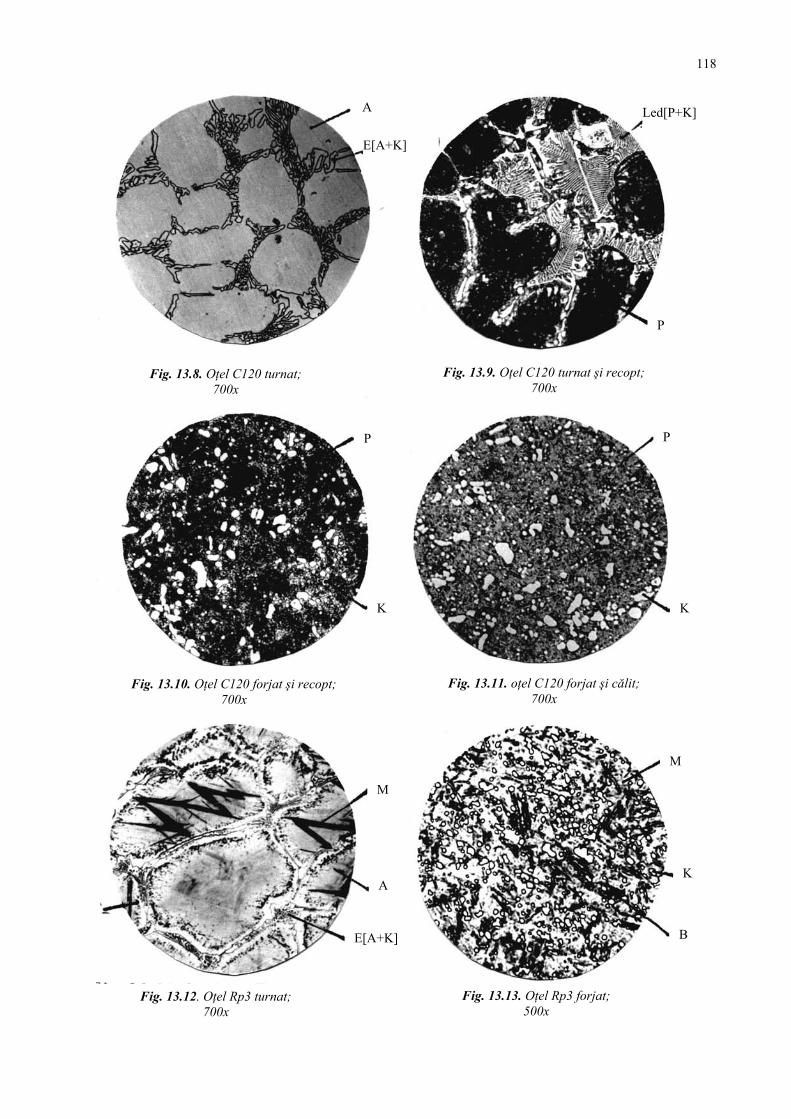
118
Fig. 13.8. Oţel C120 turnat; 700x
Fig. 13.9. Oţel C120 turnat şi recopt; 700x
Fig. 13.10. Oţel C120 forjat şi recopt; 700x
Fig. 13.11. oţel C120 forjat şi călit; 700x
Fig. 13.12. Oţel Rp3 turnat; 700x
Fig. 13.13. Oţel Rp3 forjat; 500x
A
E[A+K]
Led[P+K]
P
K
P
K
M
A
E[A+K]
M
K
B
P

119
Fig. 13.14. Oţel Rp3 recopt; 500x
Fig. 13.15. Oţel Rp3 călit; 500x
F+KII
KI
M
K
Fig. 13.16. Oţel T105Mn120 ecruisat; 100x
Fig. 13.17. Oţel 8Cr170 recopt;la 7800C,HV 158; 400x
A
M
F
K
F
M
A
Fig. 13.18. Oţel 12Cr130 călit, HV 425; 700x
Fig. 13.19. Oţel 10TiNiCr180 călit; 400x
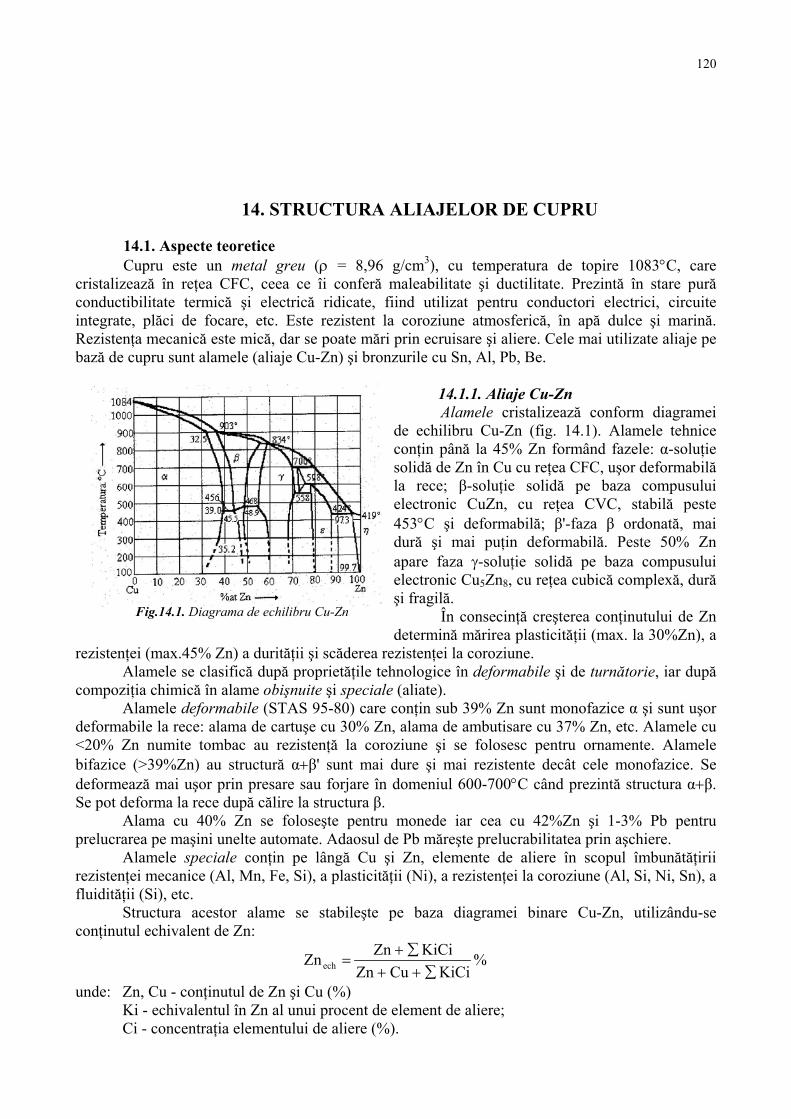
120
14. STRUCTURA ALIAJELOR DE CUPRU
14.1. Aspecte teoretice Cupru este un metal greu (ρ = 8,96 g/cm3), cu temperatura de topire 1083°C, care
cristalizează în reţea CFC, ceea ce îi conferă maleabilitate şi ductilitate. Prezintă în stare pură conductibilitate termică şi electrică ridicate, fiind utilizat pentru conductori electrici, circuite integrate, plăci de focare, etc. Este rezistent la coroziune atmosferică, în apă dulce şi marină. Rezistenţa mecanică este mică, dar se poate mări prin ecruisare şi aliere. Cele mai utilizate aliaje pe bază de cupru sunt alamele (aliaje Cu-Zn) şi bronzurile cu Sn, Al, Pb, Be.
14.1.1. Aliaje Cu-Zn
Alamele cristalizează conform diagramei de echilibru Cu-Zn (fig. 14.1). Alamele tehnice conţin până la 45% Zn formând fazele: α-soluţie solidă de Zn în Cu cu reţea CFC, uşor deformabilă la rece; β-soluţie solidă pe baza compusului electronic CuZn, cu reţea CVC, stabilă peste 453°C şi deformabilă; β'-faza β ordonată, mai dură şi mai puţin deformabilă. Peste 50% Zn apare faza γ-soluţie solidă pe baza compusului electronic Cu5Zn8, cu reţea cubică complexă, dură şi fragilă. În consecinţă creşterea conţinutului de Zn determină mărirea plasticităţii (max. la 30%Zn), a
rezistenţei (max.45% Zn) a durităţii şi scăderea rezistenţei la coroziune. Alamele se clasifică după proprietăţile tehnologice în deformabile şi de turnătorie, iar după compoziţia chimică în alame obişnuite şi speciale (aliate). Alamele deformabile (STAS 95-80) care conţin sub 39% Zn sunt monofazice α şi sunt uşor deformabile la rece: alama de cartuşe cu 30% Zn, alama de ambutisare cu 37% Zn, etc. Alamele cu <20% Zn numite tombac au rezistenţă la coroziune şi se folosesc pentru ornamente. Alamele bifazice (>39%Zn) au structură α+β' sunt mai dure şi mai rezistente decât cele monofazice. Se deformează mai uşor prin presare sau forjare în domeniul 600-700°C când prezintă structura α+β. Se pot deforma la rece după călire la structura β. Alama cu 40% Zn se foloseşte pentru monede iar cea cu 42%Zn şi 1-3% Pb pentru prelucrarea pe maşini unelte automate. Adaosul de Pb măreşte prelucrabilitatea prin aşchiere. Alamele speciale conţin pe lângă Cu şi Zn, elemente de aliere în scopul îmbunătăţirii rezistenţei mecanice (Al, Mn, Fe, Si), a plasticităţii (Ni), a rezistenţei la coroziune (Al, Si, Ni, Sn), a fluidităţii (Si), etc. Structura acestor alame se stabileşte pe baza diagramei binare Cu-Zn, utilizându-se conţinutul echivalent de Zn:
%KiCiCuZn
KiCiZnZnech ∑++∑+
=
unde: Zn, Cu - conţinutul de Zn şi Cu (%) Ki - echivalentul în Zn al unui procent de element de aliere; Ci - concentraţia elementului de aliere (%).
Fig.14.1. Diagrama de echilibru Cu-Zn
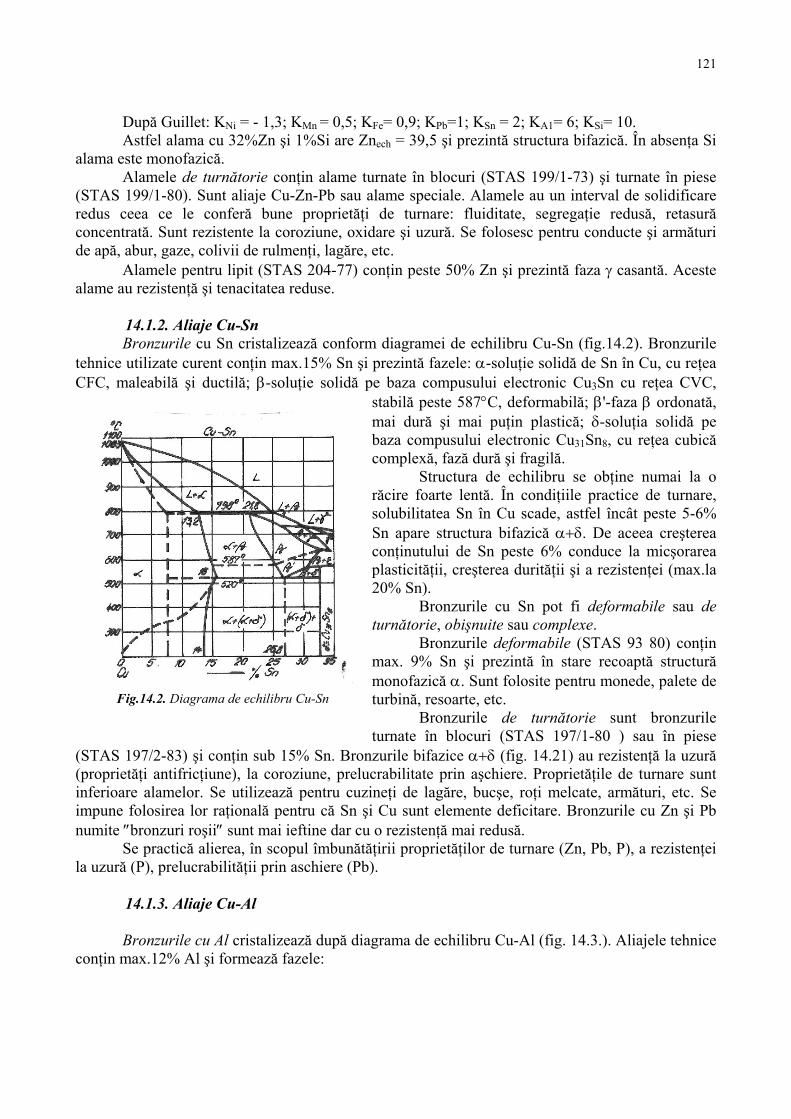
121
După Guillet: KNi = - 1,3; KMn = 0,5; KFe= 0,9; KPb=1; KSn = 2; KA1= 6; KSi= 10. Astfel alama cu 32%Zn şi 1%Si are Znech = 39,5 şi prezintă structura bifazică. În absenţa Si alama este monofazică. Alamele de turnătorie conţin alame turnate în blocuri (STAS 199/1-73) şi turnate în piese (STAS 199/1-80). Sunt aliaje Cu-Zn-Pb sau alame speciale. Alamele au un interval de solidificare redus ceea ce le conferă bune proprietăţi de turnare: fluiditate, segregaţie redusă, retasură concentrată. Sunt rezistente la coroziune, oxidare şi uzură. Se folosesc pentru conducte şi armături de apă, abur, gaze, colivii de rulmenţi, lagăre, etc. Alamele pentru lipit (STAS 204-77) conţin peste 50% Zn şi prezintă faza γ casantă. Aceste alame au rezistenţă şi tenacitatea reduse.
14.1.2. Aliaje Cu-Sn Bronzurile cu Sn cristalizează conform diagramei de echilibru Cu-Sn (fig.14.2). Bronzurile tehnice utilizate curent conţin max.15% Sn şi prezintă fazele: α-soluţie solidă de Sn în Cu, cu reţea CFC, maleabilă şi ductilă; β-soluţie solidă pe baza compusului electronic Cu3Sn cu reţea CVC,
stabilă peste 587°C, deformabilă; β'-faza β ordonată, mai dură şi mai puţin plastică; δ-soluţia solidă pe baza compusului electronic Cu31Sn8, cu reţea cubică complexă, fază dură şi fragilă. Structura de echilibru se obţine numai la o răcire foarte lentă. În condiţiile practice de turnare, solubilitatea Sn în Cu scade, astfel încât peste 5-6% Sn apare structura bifazică α+δ. De aceea creşterea conţinutului de Sn peste 6% conduce la micşorarea plasticităţii, creşterea durităţii şi a rezistenţei (max.la 20% Sn). Bronzurile cu Sn pot fi deformabile sau de turnătorie, obişnuite sau complexe. Bronzurile deformabile (STAS 93 80) conţin max. 9% Sn şi prezintă în stare recoaptă structură monofazică α. Sunt folosite pentru monede, palete de turbină, resoarte, etc.
Bronzurile de turnătorie sunt bronzurile turnate în blocuri (STAS 197/1-80 ) sau în piese
(STAS 197/2-83) şi conţin sub 15% Sn. Bronzurile bifazice α+δ (fig. 14.21) au rezistenţă la uzură (proprietăţi antifricţiune), la coroziune, prelucrabilitate prin aşchiere. Proprietăţile de turnare sunt inferioare alamelor. Se utilizează pentru cuzineţi de lagăre, bucşe, roţi melcate, armături, etc. Se impune folosirea lor raţională pentru că Sn şi Cu sunt elemente deficitare. Bronzurile cu Zn şi Pb numite ″bronzuri roşii″ sunt mai ieftine dar cu o rezistenţă mai redusă. Se practică alierea, în scopul îmbunătăţirii proprietăţilor de turnare (Zn, Pb, P), a rezistenţei la uzură (P), prelucrabilităţii prin aschiere (Pb).
14.1.3. Aliaje Cu-Al
Bronzurile cu Al cristalizează după diagrama de echilibru Cu-Al (fig. 14.3.). Aliajele tehnice conţin max.12% Al şi formează fazele:
Fig.14.2. Diagrama de echilibru Cu-Sn
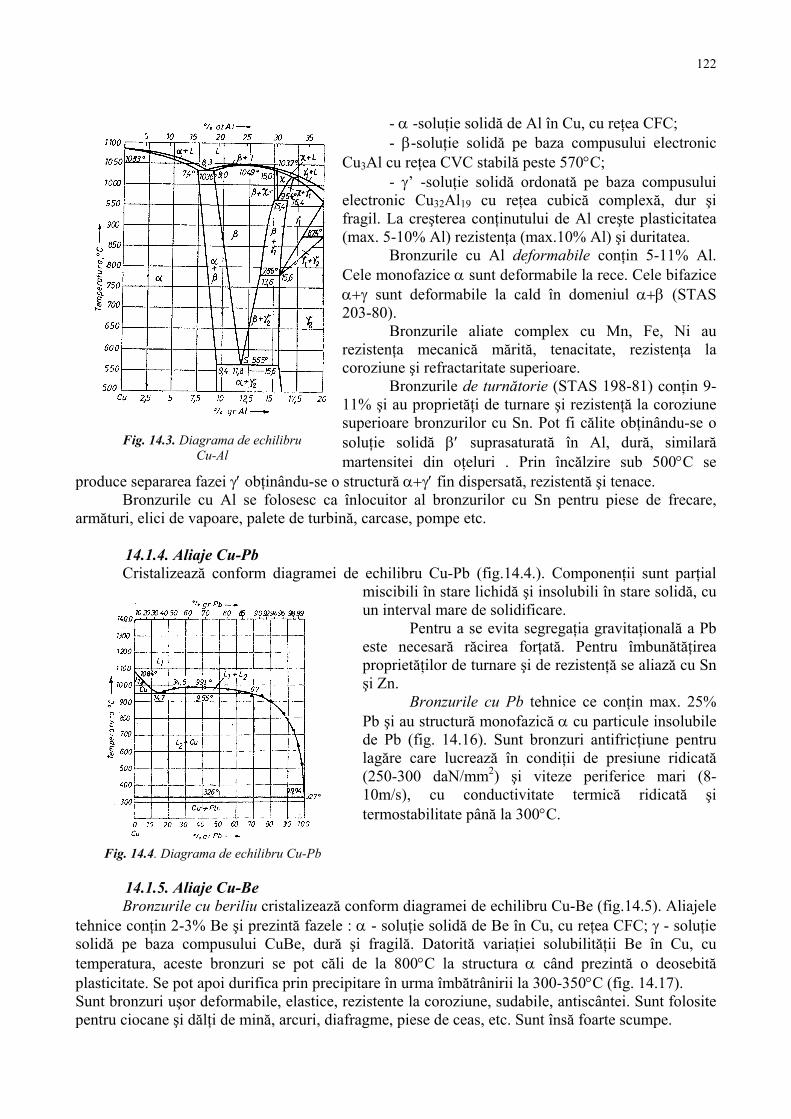
122
- α -soluţie solidă de Al în Cu, cu reţea CFC; - β-soluţie solidă pe baza compusului electronic
Cu3Al cu reţea CVC stabilă peste 570°C; - γ’ -soluţie solidă ordonată pe baza compusului
electronic Cu32Al19 cu reţea cubică complexă, dur şi fragil. La creşterea conţinutului de Al creşte plasticitatea (max. 5-10% Al) rezistenţa (max.10% Al) şi duritatea. Bronzurile cu Al deformabile conţin 5-11% Al. Cele monofazice α sunt deformabile la rece. Cele bifazice α+γ sunt deformabile la cald în domeniul α+β (STAS 203-80). Bronzurile aliate complex cu Mn, Fe, Ni au rezistenţa mecanică mărită, tenacitate, rezistenţa la coroziune şi refractaritate superioare. Bronzurile de turnătorie (STAS 198-81) conţin 9-11% şi au proprietăţi de turnare şi rezistenţă la coroziune superioare bronzurilor cu Sn. Pot fi călite obţinându-se o soluţie solidă β′ suprasaturată în Al, dură, similară martensitei din oţeluri . Prin încălzire sub 500°C se
produce separarea fazei γ′ obţinându-se o structură α+γ′ fin dispersată, rezistentă şi tenace. Bronzurile cu Al se folosesc ca înlocuitor al bronzurilor cu Sn pentru piese de frecare, armături, elici de vapoare, palete de turbină, carcase, pompe etc.
14.1.4. Aliaje Cu-Pb Cristalizează conform diagramei de echilibru Cu-Pb (fig.14.4.). Componenţii sunt parţial
miscibili în stare lichidă şi insolubili în stare solidă, cu un interval mare de solidificare. Pentru a se evita segregaţia gravitaţională a Pb este necesară răcirea forţată. Pentru îmbunătăţirea proprietăţilor de turnare şi de rezistenţă se aliază cu Sn şi Zn. Bronzurile cu Pb tehnice ce conţin max. 25% Pb şi au structură monofazică α cu particule insolubile de Pb (fig. 14.16). Sunt bronzuri antifricţiune pentru lagăre care lucrează în condiţii de presiune ridicată (250-300 daN/mm2) şi viteze periferice mari (8-10m/s), cu conductivitate termică ridicată şi termostabilitate până la 300°C.
14.1.5. Aliaje Cu-Be Bronzurile cu beriliu cristalizează conform diagramei de echilibru Cu-Be (fig.14.5). Aliajele tehnice conţin 2-3% Be şi prezintă fazele : α - soluţie solidă de Be în Cu, cu reţea CFC; γ - soluţie solidă pe baza compusului CuBe, dură şi fragilă. Datorită variaţiei solubilităţii Be în Cu, cu temperatura, aceste bronzuri se pot căli de la 800°C la structura α când prezintă o deosebită plasticitate. Se pot apoi durifica prin precipitare în urma îmbătrânirii la 300-350°C (fig. 14.17). Sunt bronzuri uşor deformabile, elastice, rezistente la coroziune, sudabile, antiscântei. Sunt folosite pentru ciocane şi dălţi de mină, arcuri, diafragme, piese de ceas, etc. Sunt însă foarte scumpe.
Fig. 14.3. Diagrama de echilibru Cu-Al
Fig. 14.4. Diagrama de echilibru Cu-Pb
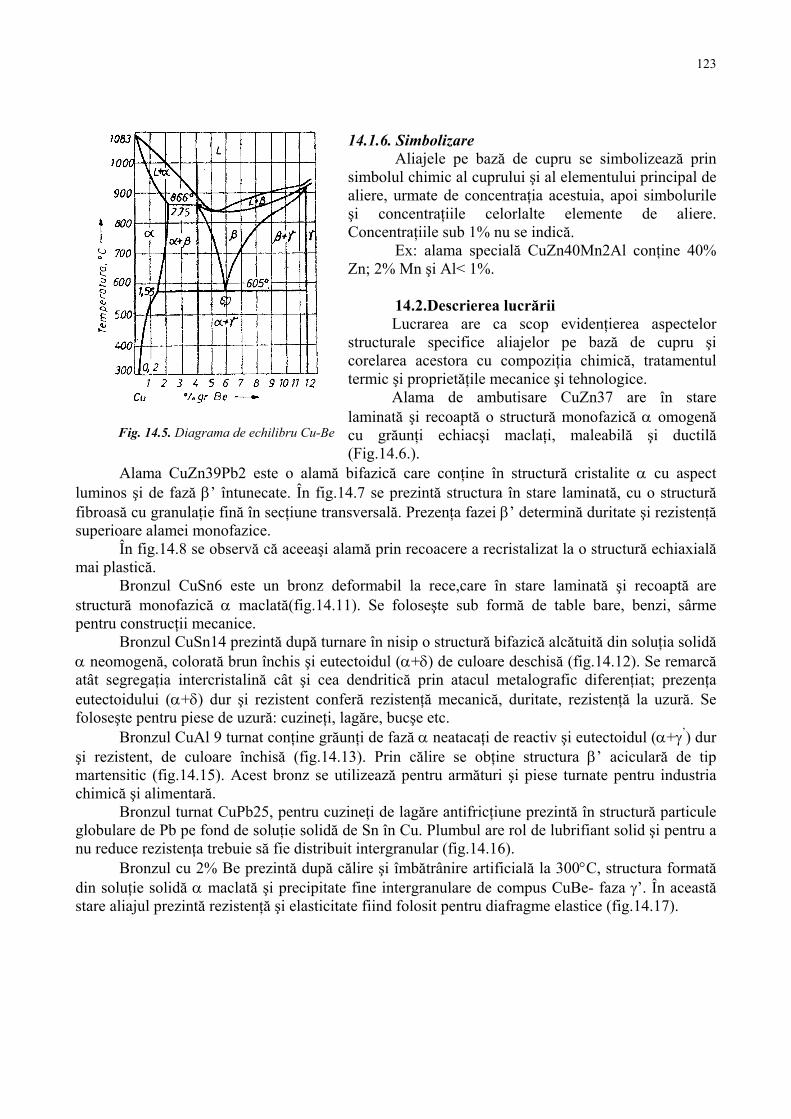
123
14.1.6. Simbolizare Aliajele pe bază de cupru se simbolizează prin simbolul chimic al cuprului şi al elementului principal de aliere, urmate de concentraţia acestuia, apoi simbolurile şi concentraţiile celorlalte elemente de aliere. Concentraţiile sub 1% nu se indică. Ex: alama specială CuZn40Mn2Al conţine 40% Zn; 2% Mn şi Al< 1%. 14.2.Descrierea lucrării
Lucrarea are ca scop evidenţierea aspectelor structurale specifice aliajelor pe bază de cupru şi corelarea acestora cu compoziţia chimică, tratamentul termic şi proprietăţile mecanice şi tehnologice.
Alama de ambutisare CuZn37 are în stare laminată şi recoaptă o structură monofazică α omogenă cu grăunţi echiacşi maclaţi, maleabilă şi ductilă (Fig.14.6.).
Alama CuZn39Pb2 este o alamă bifazică care conţine în structură cristalite α cu aspect luminos şi de fază β’ întunecate. În fig.14.7 se prezintă structura în stare laminată, cu o structură fibroasă cu granulaţie fină în secţiune transversală. Prezenţa fazei β’ determină duritate şi rezistenţă superioare alamei monofazice.
În fig.14.8 se observă că aceeaşi alamă prin recoacere a recristalizat la o structură echiaxială mai plastică.
Bronzul CuSn6 este un bronz deformabil la rece,care în stare laminată şi recoaptă are structură monofazică α maclată(fig.14.11). Se foloseşte sub formă de table bare, benzi, sârme pentru construcţii mecanice.
Bronzul CuSn14 prezintă după turnare în nisip o structură bifazică alcătuită din soluţia solidă α neomogenă, colorată brun închis şi eutectoidul (α+δ) de culoare deschisă (fig.14.12). Se remarcă atât segregaţia intercristalină cât şi cea dendritică prin atacul metalografic diferenţiat; prezenţa eutectoidului (α+δ) dur şi rezistent conferă rezistenţă mecanică, duritate, rezistenţă la uzură. Se foloseşte pentru piese de uzură: cuzineţi, lagăre, bucşe etc.
Bronzul CuAl 9 turnat conţine grăunţi de fază α neatacaţi de reactiv şi eutectoidul (α+γ’) dur şi rezistent, de culoare închisă (fig.14.13). Prin călire se obţine structura β’ aciculară de tip martensitic (fig.14.15). Acest bronz se utilizează pentru armături şi piese turnate pentru industria chimică şi alimentară.
Bronzul turnat CuPb25, pentru cuzineţi de lagăre antifricţiune prezintă în structură particule globulare de Pb pe fond de soluţie solidă de Sn în Cu. Plumbul are rol de lubrifiant solid şi pentru a nu reduce rezistenţa trebuie să fie distribuit intergranular (fig.14.16).
Bronzul cu 2% Be prezintă după călire şi îmbătrânire artificială la 300°C, structura formată din soluţie solidă α maclată şi precipitate fine intergranulare de compus CuBe- faza γ’. În această stare aliajul prezintă rezistenţă şi elasticitate fiind folosit pentru diafragme elastice (fig.14.17).
Fig. 14.5. Diagrama de echilibru Cu-Be
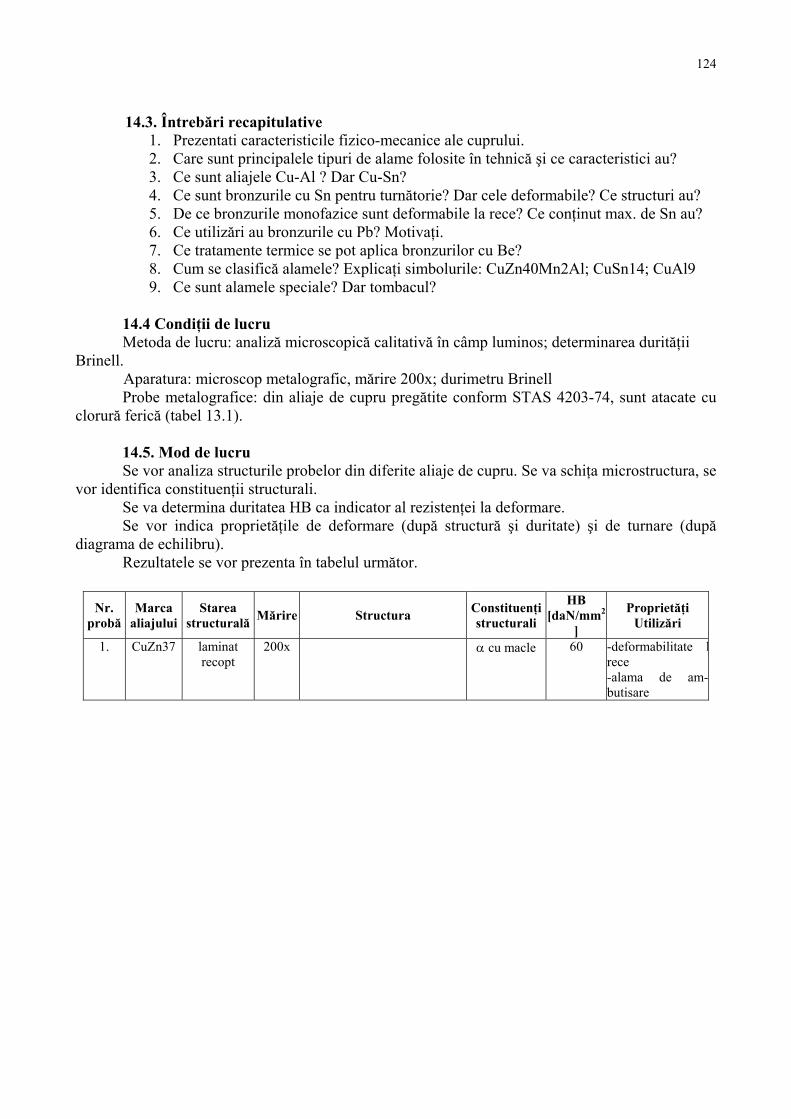
124
14.3. Întrebări recapitulative 1. Prezentati caracteristicile fizico-mecanice ale cuprului. 2. Care sunt principalele tipuri de alame folosite în tehnică şi ce caracteristici au? 3. Ce sunt aliajele Cu-Al ? Dar Cu-Sn? 4. Ce sunt bronzurile cu Sn pentru turnătorie? Dar cele deformabile? Ce structuri au? 5. De ce bronzurile monofazice sunt deformabile la rece? Ce conţinut max. de Sn au? 6. Ce utilizări au bronzurile cu Pb? Motivaţi. 7. Ce tratamente termice se pot aplica bronzurilor cu Be? 8. Cum se clasifică alamele? Explicaţi simbolurile: CuZn40Mn2Al; CuSn14; CuAl9 9. Ce sunt alamele speciale? Dar tombacul?
14.4 Condiţii de lucru
Metoda de lucru: analiză microscopică calitativă în câmp luminos; determinarea durităţii Brinell.
Aparatura: microscop metalografic, mărire 200x; durimetru Brinell Probe metalografice: din aliaje de cupru pregătite conform STAS 4203-74, sunt atacate cu
clorură ferică (tabel 13.1). 14.5. Mod de lucru Se vor analiza structurile probelor din diferite aliaje de cupru. Se va schiţa microstructura, se vor identifica constituenţii structurali. Se va determina duritatea HB ca indicator al rezistenţei la deformare. Se vor indica proprietăţile de deformare (după structură şi duritate) şi de turnare (după diagrama de echilibru). Rezultatele se vor prezenta în tabelul următor.
Nr. probă
Marca aliajului
Starea structurală Mărire Structura Constituenţi
structurali
HB [daN/mm2
]
Proprietăţi Utilizări
1. CuZn37 laminat recopt
200x α cu macle 60 -deformabilitate lrece -alama de am-butisare
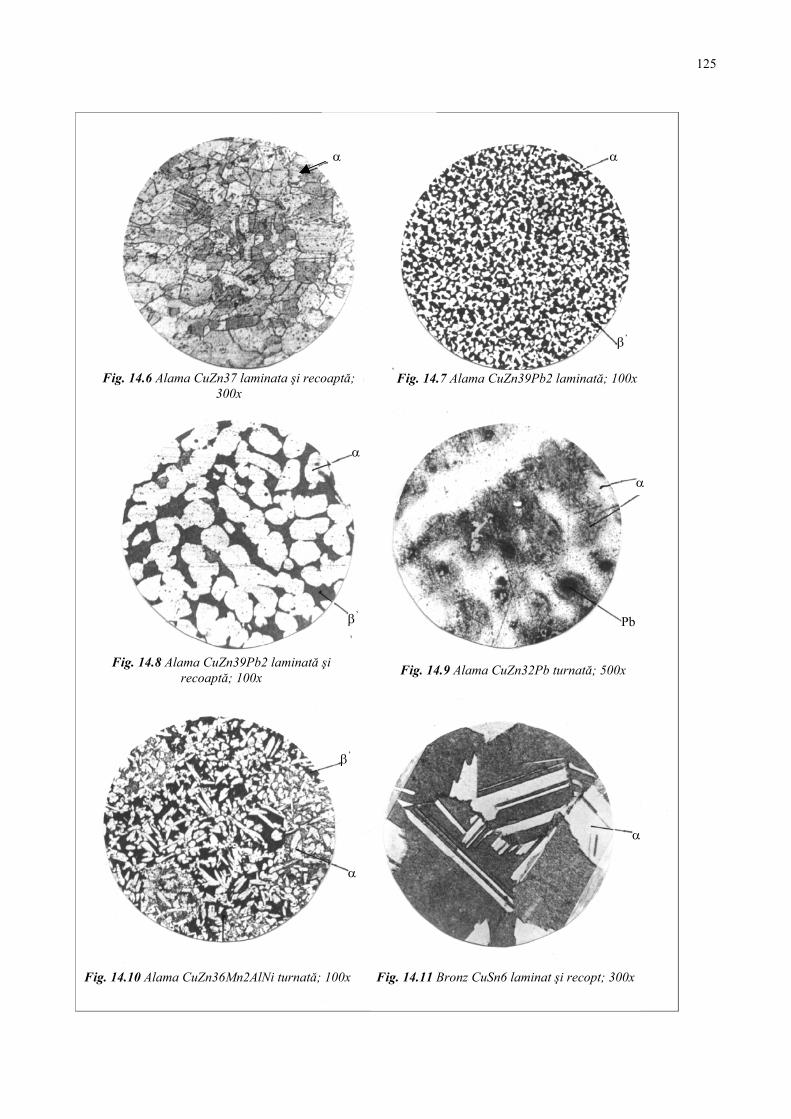
125
Fig. 14.6 Alama CuZn37 laminata şi recoaptă; 300x
Fig. 14.7 Alama CuZn39Pb2 laminată; 100x
Fig. 14.8 Alama CuZn39Pb2 laminată şi recoaptă; 100x Fig. 14.9 Alama CuZn32Pb turnată; 500x
Fig. 14.10 Alama CuZn36Mn2AlNi turnată; 100x Fig. 14.11 Bronz CuSn6 laminat şi recopt; 300x
α α
β’
α
β’
α
Pb
β’
α
α
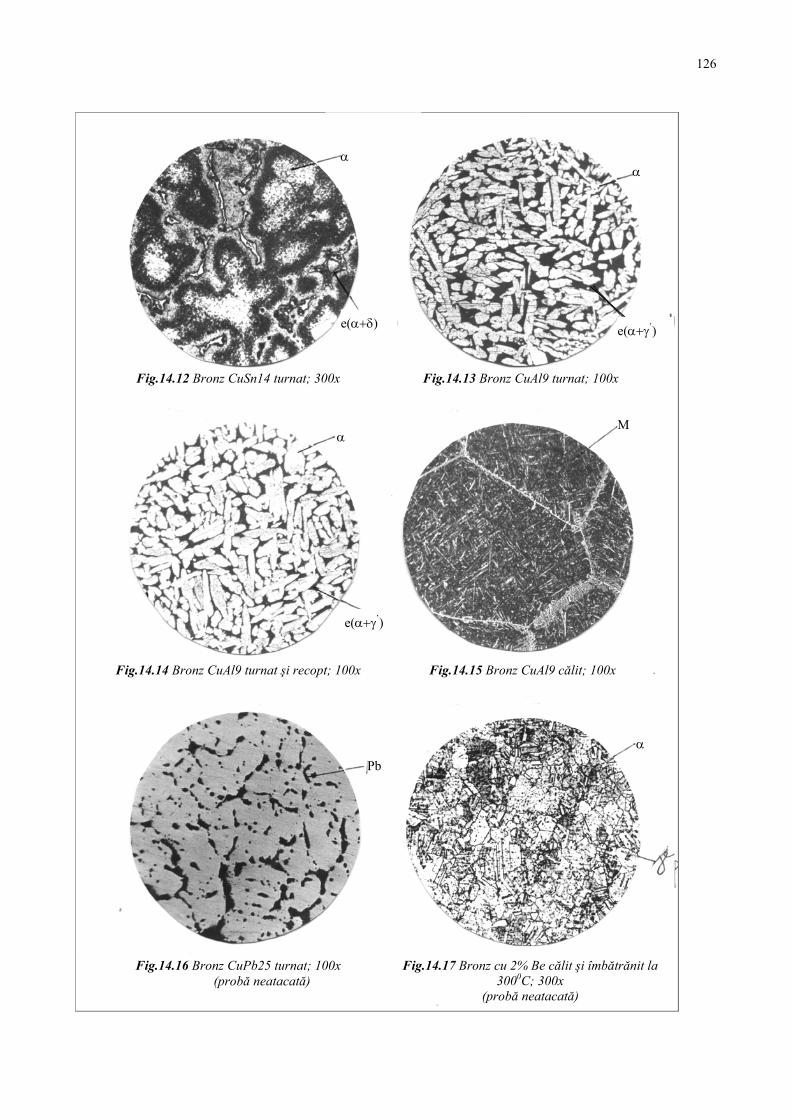
126
Fig.14.12 Bronz CuSn14 turnat; 300x Fig.14.13 Bronz CuAl9 turnat; 100x
Fig.14.14 Bronz CuAl9 turnat şi recopt; 100x Fig.14.15 Bronz CuAl9 călit; 100x
Fig.14.16 Bronz CuPb25 turnat; 100x (probă neatacată)
Fig.14.17 Bronz cu 2% Be călit şi îmbătrănit la 3000C; 300x
(probă neatacată)
α
e(α+δ) e(α+γ’)
α
e(α+γ’)
α M
Pb
α

127
15. STRUCTURA ALIAJELOR DE ALUMINIU
15.1. Aspecte teoretice Aluminiul este un metal uşor (ρ = 2,7 g/cm3), se topeşte la 660°C şi cristalizează în reţea
CFC, ceea ce îi conferă plasticitate şi rezistenţă mecanică redusă (Rm = 8 daN/mm2, A = 35%). În stare pură prezintă conductibilitate electrică şi termică ridicate şi rezistenţă la coroziune prin formarea peliculei compacte de Al2O3. Se utilizează în industria electrotehnică pentru conductori electrici, în industria chimică şi alimentară pentru placări anticorozive.
Pentru îmbunătăţirea caracteristicilor mecanice sau de turnare se aliază cu Cu, Si, Mg, Mn, Zn. Aliajele de aluminiu pot fi binare sau complexe, deformabile (STAS 7608-80) sau de turnătorie (STAS 201/12-80), durificabile sau nu prin tratament termic.
Aluminiul tehnic pur (99,8%) are o structură dendritică de turnare cu o cantitate redusă de eutectic (Al+Al3Fe) la limita de grăunte. La concentraţii de Fe> 0,4% se produce fragilitatea aluminiului. După laminare structura este poliedrică fără macle.
15.1.1. Aliaje Al-Cu Aliajele Al-Cu cristalizează conform
diagramei de echilibru Al-Cu (fig. 15.1) unde α - soluţie solidă de Cu în Al, cu solubilitate variabilă cu temperatura şi reţea CFC iar θ - compusul Al2Cu dur şi fragil. Aliajele industriale conţin până la 12% Cu şi se clasifică în aliaje deformabile (2-6% Cu) şi de turnătorie (4-12% Cu).
Aliajele Al-Cu deformabile sunt complex aliate pentru creşterea rezistenţei mecanice (Mg, Mn, Si, Fe) şi la coroziune (Ni, Mn). Dintre cele mai utilizate sunt: aliajele de tip duraluminiu (Al – Cu – Mg – Mn):
-slab aliat: 2,0-3,5% Cu; 0,2-0,5% Mg; 0,2-0,5% Mn; -normal aliat: 3,5-4,5% Cu; 0,3-0,8% Mg; 0,3-0,8% Mn; -bogat aliat:4,6-5,2% Cu; 0,6-1,8% Mg; 0,6-1,2% Mn.
Sunt aliaje uşoare, susceptibile de durificare prin tratament termic. Cele slab aliate sunt cu plasticitate mărită, cele bogat aliate sunt înalt rezistente. În stare de echilibru duraluminiul are structura formată din soluţie solidă α pe bază de aluminiu şi o serie de compuşi intermetalici solubili (Al2Cu, Mg2Si, Al2Cu Mg (faza S), Al3Mg2, Al5Cu Mg (faza T) etc, şi compuşii insolubili (Al6Mn, Al2Cu2Fe, etc). Datorită solubilităţii variabile cu temperatura a compuşilor în soluţia solidă α, duraluminul se poate durifica prin călire de punere în soluţie, urmată de îmbătrânire. Călirea constă din încălzire la 495-505°C pentru solubilizarea compuşilor şi omogenizarea fazei α, urmată de o răcire în apă. Se obţine o structură monofazică α suprasaturată în elemente de aliere, cu o bună plasticitate care permite prelucrarea acestor aliaje prin deformare la rece. Această structură metastabilă are tendinţa de a ajunge în timp la o stare mai apropiată de echilibru. Acest proces poartă denumirea de îmbătrânire şi este însoţit de o puternică durificare (Rm = 45-55
Fig. 15.1. Diagrama de echilibru Al-Cu
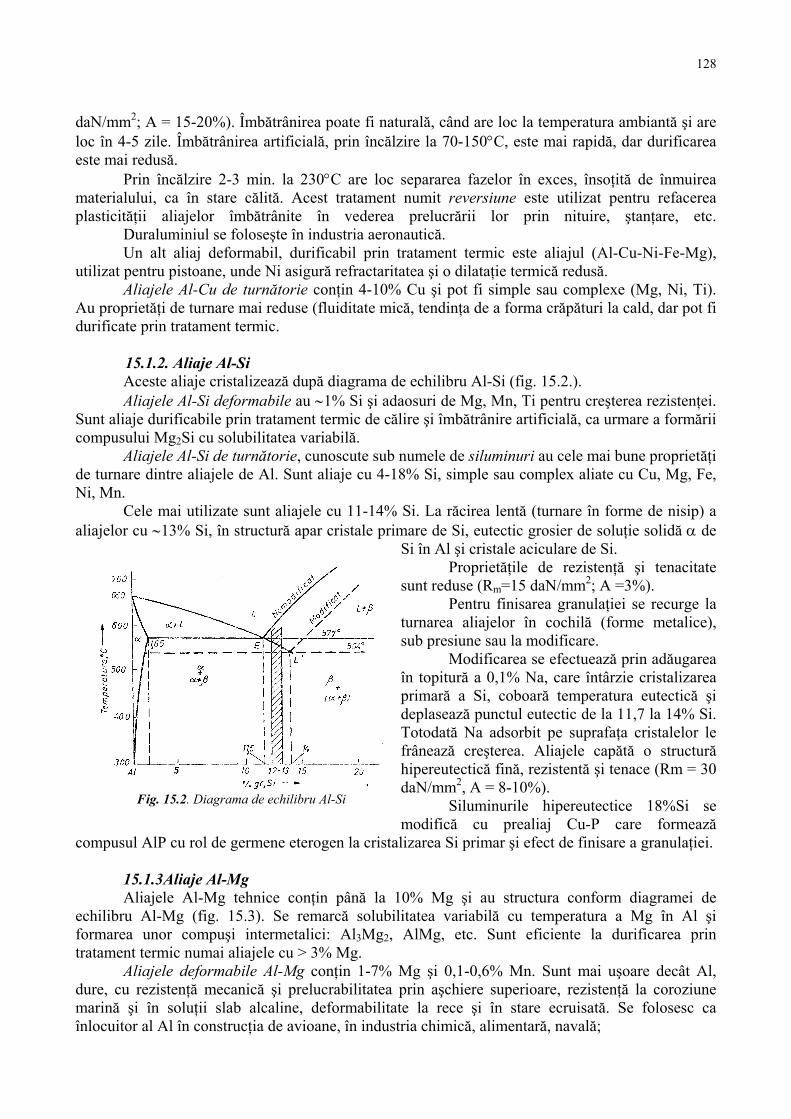
128
daN/mm2; A = 15-20%). Îmbătrânirea poate fi naturală, când are loc la temperatura ambiantă şi are loc în 4-5 zile. Îmbătrânirea artificială, prin încălzire la 70-150°C, este mai rapidă, dar durificarea este mai redusă. Prin încălzire 2-3 min. la 230°C are loc separarea fazelor în exces, însoţită de înmuirea materialului, ca în stare călită. Acest tratament numit reversiune este utilizat pentru refacerea plasticităţii aliajelor îmbătrânite în vederea prelucrării lor prin nituire, ştanţare, etc. Duraluminiul se foloseşte în industria aeronautică. Un alt aliaj deformabil, durificabil prin tratament termic este aliajul (Al-Cu-Ni-Fe-Mg), utilizat pentru pistoane, unde Ni asigură refractaritatea şi o dilataţie termică redusă. Aliajele Al-Cu de turnătorie conţin 4-10% Cu şi pot fi simple sau complexe (Mg, Ni, Ti). Au proprietăţi de turnare mai reduse (fluiditate mică, tendinţa de a forma crăpături la cald, dar pot fi durificate prin tratament termic.
15.1.2. Aliaje Al-Si Aceste aliaje cristalizează după diagrama de echilibru Al-Si (fig. 15.2.). Aliajele Al-Si deformabile au ∼1% Si şi adaosuri de Mg, Mn, Ti pentru creşterea rezistenţei.
Sunt aliaje durificabile prin tratament termic de călire şi îmbătrânire artificială, ca urmare a formării compusului Mg2Si cu solubilitatea variabilă.
Aliajele Al-Si de turnătorie, cunoscute sub numele de siluminuri au cele mai bune proprietăţi de turnare dintre aliajele de Al. Sunt aliaje cu 4-18% Si, simple sau complex aliate cu Cu, Mg, Fe, Ni, Mn.
Cele mai utilizate sunt aliajele cu 11-14% Si. La răcirea lentă (turnare în forme de nisip) a aliajelor cu ∼13% Si, în structură apar cristale primare de Si, eutectic grosier de soluţie solidă α de
Si în Al şi cristale aciculare de Si. Proprietăţile de rezistenţă şi tenacitate
sunt reduse (Rm=15 daN/mm2; A =3%). Pentru finisarea granulaţiei se recurge la
turnarea aliajelor în cochilă (forme metalice), sub presiune sau la modificare.
Modificarea se efectuează prin adăugarea în topitură a 0,1% Na, care întârzie cristalizarea primară a Si, coboară temperatura eutectică şi deplasează punctul eutectic de la 11,7 la 14% Si. Totodată Na adsorbit pe suprafaţa cristalelor le frânează creşterea. Aliajele capătă o structură hipereutectică fină, rezistentă şi tenace (Rm = 30 daN/mm2, A = 8-10%).
Siluminurile hipereutectice 18%Si se modifică cu prealiaj Cu-P care formează
compusul AlP cu rol de germene eterogen la cristalizarea Si primar şi efect de finisare a granulaţiei. 15.1.3Aliaje Al-Mg Aliajele Al-Mg tehnice conţin până la 10% Mg şi au structura conform diagramei de
echilibru Al-Mg (fig. 15.3). Se remarcă solubilitatea variabilă cu temperatura a Mg în Al şi formarea unor compuşi intermetalici: Al3Mg2, AlMg, etc. Sunt eficiente la durificarea prin tratament termic numai aliajele cu > 3% Mg.
Aliajele deformabile Al-Mg conţin 1-7% Mg şi 0,1-0,6% Mn. Sunt mai uşoare decât Al, dure, cu rezistenţă mecanică şi prelucrabilitatea prin aşchiere superioare, rezistenţă la coroziune marină şi în soluţii slab alcaline, deformabilitate la rece şi în stare ecruisată. Se folosesc ca înlocuitor al Al în construcţia de avioane, în industria chimică, alimentară, navală;
Fig. 15.2. Diagrama de echilibru Al-Si

129
Aliajele deformabile Al-Mg-Si numite “avial” sunt durificabile prin călirea de punere în
soluţie a compusului Mg2Si şi îmbătrânire artificială la 100-200°C. Aliajele de turnătorie, cu 3-9% Mg au proprietăţi de turnare inferioare siluminurilor. 15.1.4. Aliaje Al-Mn Aliajele Al-Mn (fig. 15.4) sunt aliaje deformabile cu 1-1,5% Mn folosite ca înlocuitor al
aluminiului. Rolul Mn este de a mări rezistenţa mecanică, rezistenţa la coroziune şi de a ridica temperatura de recristalizare. La conţinuturi mici, împiedică formarea acelor fragile de Al3Fe dar la concentraţii mai mari se produce fragilizarea aliajelor prin aparitia compusului Al6Mn. Sunt aliaje care nu se durifică prin tratament termic şi sunt deformabile prin ambutisare (vase, tacâmuri, etc).
15.1.5.Simbolizare Aliajele de Al deformabile (STAS 7608-71) se simbolizează prin simbol chimic al
aluminiului urmat de simbolul şi concentraţia elementelor de aliere în ordinea descrescătoare a concentraţiei. Ex: duraluminiul AlCuMg1,5Mn.
Aliajele de turnătorie (STAS 201-80) se indică prin grupul de litere AT, simbolul procedeului de turnare: N-în forme de nisip, C-în cochilă; P-sub presiune, urmat de simbolul chimic şi concentraţia elementelor de aliere. Ex: ATN Si12MnFe.
15.2.Descrierea lucrării Scopul lucrării este cunoaşterea principalelor aliaje de aluminiu şi corelarea structurii cu
tratamentul termic şi proprietăţile mecanice şi tehnologice. 15.2.1.Pregătirea probelor metalografice Trebuie să se aibe în vedere obţinerea unei suprafeţe plane fără zgârieturi, evitându-se
smulgerea fazelor intermetalice dure. De aceea la şlefuire se recomandă hârtia metalografică îmbibată în parafină, iar la lustruire alumină 3 cu granulaţie fină, iar în final lustruire pe catifea fără agent de lustruire. Structurile monofazice se pot lustrui şi electrolitic.
Pentru identificarea compuşilor intermetalici din aliaje complex aliate se folosesc reactivi diferiţi. Pentru evidenţierea structurii se folosesc reactivi care să dizolve pelicula de Al2O3.
Fig. 15.3. Diagrama de echilibru Al-Mg
Fig. 15.4. Diagrama de echilibru Al-Mn

130
15.2.2.Microstructura aliajelor de aluminiu Aluminiul tehnic pur(99,8%) are o structură dendritică de turnare cu o cantitate redusă de
eutectic(Al+ Al3Fe) la limita de grăunte(fig.15.5). La concentraţii de Fe>0,4% se produce fragilizarea aluminiului. După laminare structura este poliedrică fără macle.
Duraluminiul AlCu4SiMg în stare laminată, are structura alcătuită din grăunţi de soluţie solidă α şi precipitate de Al2Cu; Mg2Si; Al2CuMg (fig.15.6). În această stare plasticitatea şi rezistenţa sunt moderate.
După călire, cea mai mare parte a compuşilor se dizolvă în aluminiu, obţinându-se o structură α suprasaturată în elemente de aliere cu o cantitate redusă de compuşi intermetalici nedizolvaţi. Plasticitatea este ridicată.
Îmbătrânirea naturală produce durificarea prin precipitare la 100-200°C şi are la bază durificarea prin precipitarea compusului Mg2Si.
Siluminul ATNSi12, turnat în amestec de formare şi nemodificat are o structură grosieră formată din cristale cenuşii mari, colţuroase sub formă de plăci sau ace de siliciu primarşi un eutectic denaturat format din α+Si acicular,cu un grad redus de dispersie. Rezistenţa de rupere la tracţiune Rm=10-12 daN/mm2; A=3-5%.
Prin modificare cu 0,1% Na, structura devine hipoeutectică cu cristale primare dendritice de soluţie solidă α de culoare deschisă pe fondul unui eutectic (α+Si) globular fin.Rezistenţa de rupere s-a mărit la 18-24 daN/mm2, iar A=10-15%.
15.3. Întrebări recapitulative
1. Care sunt caracteristicile fizico-mecanice ale aluminiului? 2. Care sunt principalele aliaje ale aluminiului? 3. Ce sunt duraluminurile? 4. Cum se explică înmuierea duraluminurilor prin călire şi durificarea prin îmbătrânire? 5. Ce sunt siluminurile? De ce se face modificarea cu Na a acestora? 6. Cum se explică densitatea mai mică a aliajelor Al-Mg faţă de alte aliaje ale
aluminului? 7. Cum se poate face durificarea prin tartamente termice a aliajelor Al-Mg? 8. Ce procedeu de prelucrare este tipic pentru aliajele Al-Mn uzuale?
15.4. Condiţii de lucru Metoda de lucru: analiză metalografică în câmp luminos; determinare de duritate. Aparatura: microscop metalografic, mărire300x; durimetru Brinell Probe metalografice din aliaje de aluminiu, atac chimic cu reactiv Keller. 15.5. Mod de lucru Se va analiza structura diferitelor aliaje de aluminiu, se va schiţa structura şi se vor
identifica constituenţii structurali. Se va determina duritatea HB ca indicator al rezistenţei la deformare. Se vor analiza
proprietăţile de deformare (după structură şi duritate) şi cele de turnare (după intervalul de solidificare din diagrama de echilibru). Rezultatele se vor prezenta tabelar.
Nr. probă
Marca aliaj
Starea structurală
Mărire microscop Structura Constutuenţi
structurali
Duritate HB
[daN/mm2]
ProprietăţiUtilizări
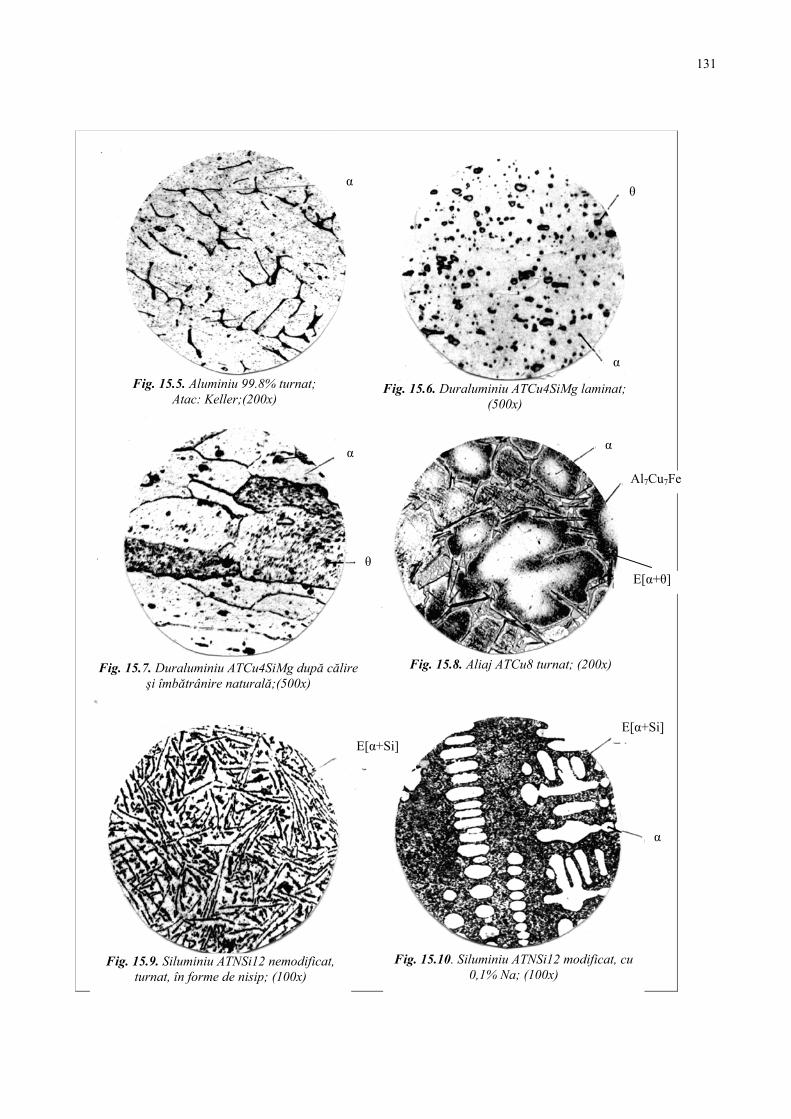
131
Fig. 15.5. Aluminiu 99.8% turnat; Atac: Keller;(200x)
Fig. 15.6. Duraluminiu ATCu4SiMg laminat; (500x)
Fig. 15.7. Duraluminiu ATCu4SiMg după călire şi îmbătrânire naturală;(500x)
Fig. 15.8. Aliaj ATCu8 turnat; (200x)
Fig. 15.9. Siluminiu ATNSi12 nemodificat, turnat, în forme de nisip; (100x)
Fig. 15.10. Siluminiu ATNSi12 modificat, cu 0,1% Na; (100x)
θ
α
α
θ
α
Al7Cu7Fe
E[α+θ]
E[α+Si] E[α+Si]
α
α
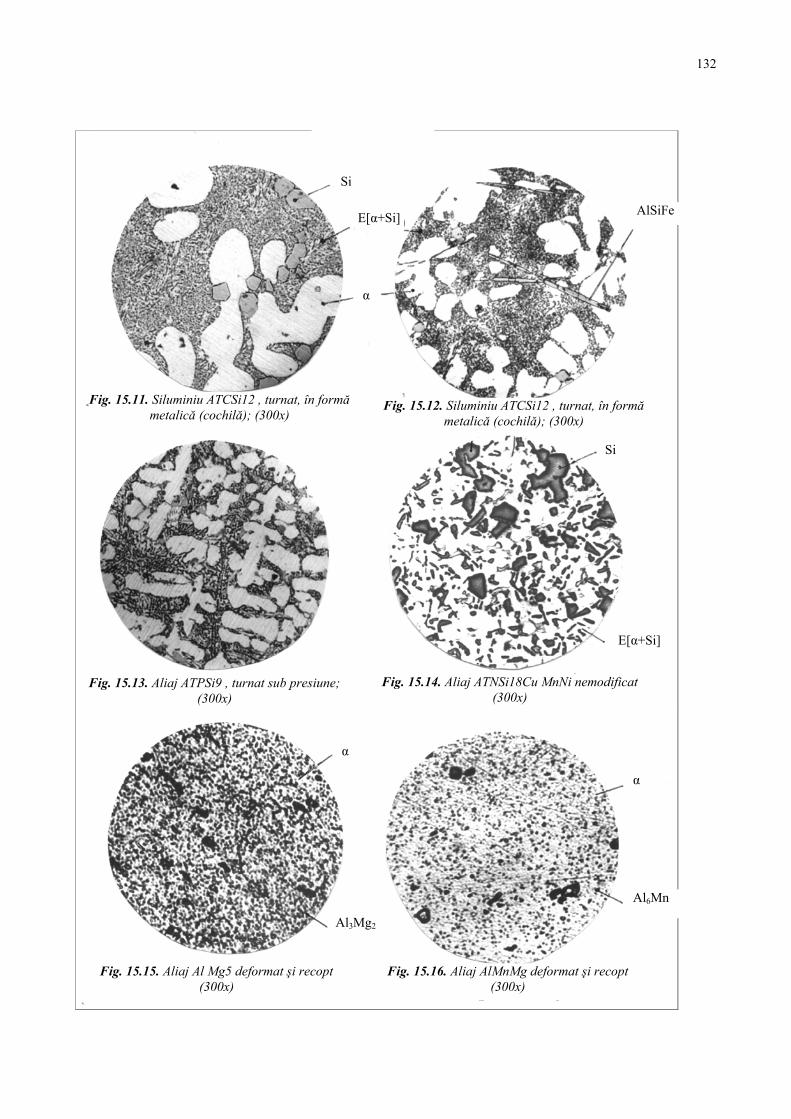
132
Fig. 15.11. Siluminiu ATCSi12 , turnat, în formă metalică (cochilă); (300x)
Fig. 15.12. Siluminiu ATCSi12 , turnat, în formă metalică (cochilă); (300x)
Fig. 15.13. Aliaj ATPSi9 , turnat sub presiune;(300x)
Fig. 15.14. Aliaj ATNSi18Cu MnNi nemodificat (300x)
Fig. 15.15. Aliaj Al Mg5 deformat şi recopt (300x)
Fig. 15.16. Aliaj AlMnMg deformat şi recopt (300x)
E[α+Si]
α
Si
AlSiFe
Si
E[α+Si]
α
Al3Mg2
Al6Mn
α
133
ANEXA 1
SR EN 10027-1:1996 SISTEME DE SIMBOLIZARE PENTRU OTELURI
Partea I-a: Simbolizarea alfanumerica Grupa 1: Oteluri simbolizate in functie de utilizare si caracteristici mecanice sau fizice Simbolizarea trebuie sa contina urmatoarele simboluri principale: a). S - oteluri de constructie (inclusiv cele cu granulatie fina); P - oteluri pentru recipiente sub presiune; L - oteluri pentru tevi de conducte; E - oteluri pentru constructii mecanice; urmat de valoarea limitei de curgere minima specificata- ReH sau ReL sau Rp0,2 [N/mm2], pentru intervalul celor mai mici grosimi. b). B - oteluri beton armat, urmat de valoarea limitei de curgere minima specificata - ReH sau ReL sau Rp0,2 [N/mm2] c). Y - oteluri pentru beton precomprimat, urmat de valoarea minima specificata a rezistenta la tractiune Rm [N/mm2]. d). R - oteluri pentru sau sub formade sine, urmat de valoarea minima specificata a rezistenta la tractiune Rm [N/mm2]. e). H - produse plate laminate la rece din oteluri cu rezistenta ridicata pentru ambutisare la rece, urmat de valoarea limitei de curgere minima specificata - ReH sau ReL sau Rp0,2 [N/mm2]; atunci cand este precizata numai rezistenta la tractiune, liera T urmata de valoarea minima specificata a rezistenta la tractiune Rm [N/mm
2].
f). D - produse plate pentru formare la rece (exceptie cele de la punctul e.), urmat de:
1). C - pentru produse laminate la rece; 2). D - pentru produse laminate la cald si pentru formare la rece; 3). X - pentru produse a caror stare de laminare nu este indicata; si prin doua simboluri care caracterizeaza otelul si sunt atribuite de catre organismul responsabil.
g). T - tabla neagra, stanata, cromata (oteluri pentru ambalaje), urmat de:
1). H - pentru produse simplu laminate, urmat de valoarea medie specificata a duritatii HR30Tm; 2). valoarea nominala specificata a limitei de curgere in N/mm2 - pentru produse dublu laminate.
h). M - oteluri pentru electrotehnica, urmat de:
1). 100 x valoarea pierderilor totale specificate in W/kg, corespunzatore grosimii nominale a produsului, pentru o inductie magnetica la 50Hz de
- 1,5 Tesla, pentru oteluri semiprocesate, graunti neorientati, oteluri obisnuite cu graunti orientati; - 1,7 Tesla, pentru oteluri electrotehnice cu graunti orientati cu pierderi reduse sau permeabilitate magnetica
ridicata. 2).100 x grosimea nominala a produsului in mm 3). simbolul tipului de otel electrotehnic:
A - table cu graunti orientati; D - table semiprocesate de otel nealiat (fara recocere finala); E - table semiprocesate de otel aliat (fara recocere finala); N - table cu graunti orientati; S - table cu graunti orientati cu pierderi reduse; P - table cu graunti orientati cu permeabilitate ridicata.

134
Nota 1: simbolurile (1) si (2) se spara printr-o liniuta de despartire. Grupa 2 Oteluri simbolizate in functie de compozitia chimica Simbolizarea cupride succesiv urmatoarele simboluri: a). oteluri nealiate (exceptie otelurile pentru automate) cu continut mediu de Mn < 1%:
1). litera C; 2). 100 x %C mediu; pentru a deosebi doua marci de oteluri similare, numarul care indica continutul de
carbon poate fi marit sau micsorat cu o unitate. b). oteluri nealiate cu continut mediu de Mn ≥ 1,5%, oteluri pentru automate si oteluri aliate(exceptie otelurile rapide), la care continutul fiecarui element de aliere este < 5%:
1). 100 x %C mediu; 2). simbolurile chimice ale elementelor de aliere, in ordine descrescatoare a continutului. Daca continuturile
sunt identice, simbolurile corespunzatoare se indica in ordine alfabetica; 3). continuturile medii ale elementelor de aliere exprimate in procente, multiplicate cu cu factorul
corespunzator din tabelul 1 si rotunjite la numarul intreg cel mai apropiat; numerele pentru diferite elemente se separa prin liniute de despartire.
Tabel 1 Factori de multiplicare pentru elementele de aliere ,
Element Factor de multiplicare Cr, Co, Mn, Ni, Si, W 4 Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr 10 Ce, N, P, S 100 B 1000
c). oteluri aliate (exceptie otelurile rapide), in care continutul unui element de aliere este ≥ 5%:
1). litera X; 2). 100 x %C mediu; 3). simbolurile chimice ale elementelor de aliere, in ordine descrescatoare a continutului. Daca continuturile
sunt identice, simbolurile corespunzatoare se indica in ordine alfabetica; 4). continuturile medii ale elementelor de aliere exprimate in procente, rotunjite la numarul intreg cel mai
apropiat; numerele pentru diferite elemente se separa prin liniute de despartire.
d). oteluri rapide, 1). literele HS 2).valorile continuturilor medii de elemente de aliere, rotunjite la numarul intreg cel mai apropiat, in ordinea: W, Mo, V, Co ; numerele pentru diferite elemente se separa prin liniute de despartire.
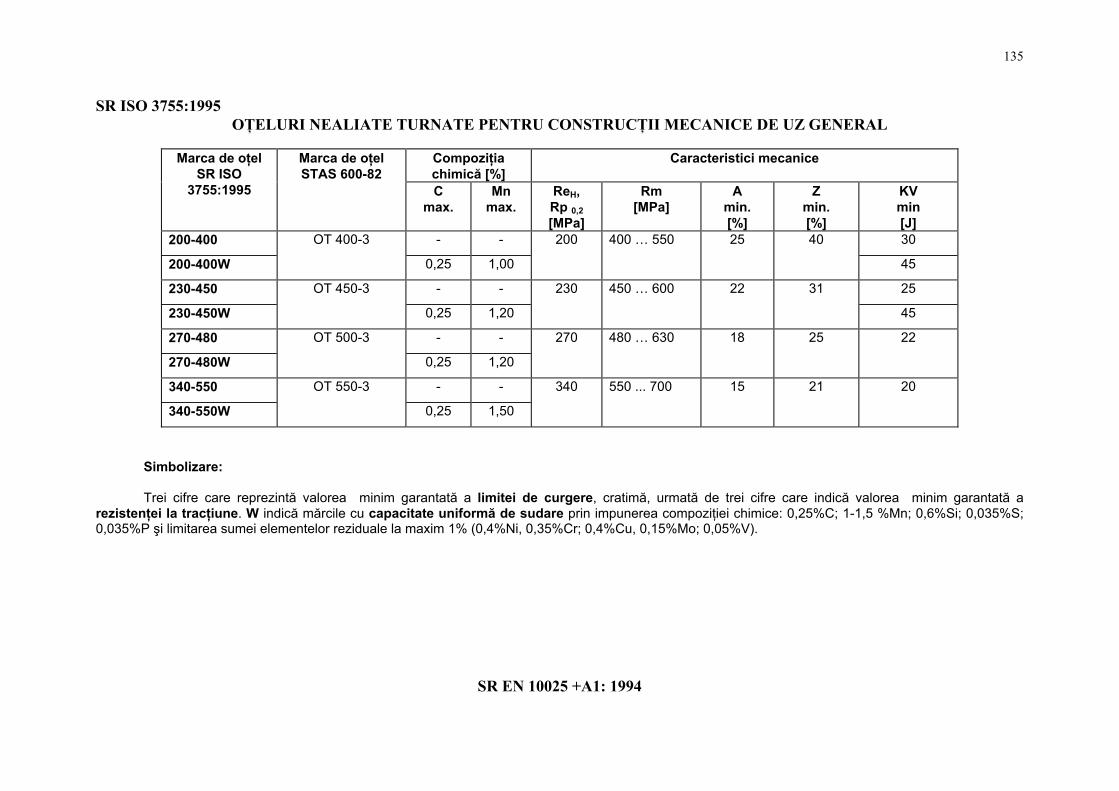
135
SR ISO 3755:1995 OŢELURI NEALIATE TURNATE PENTRU CONSTRUCŢII MECANICE DE UZ GENERAL
Compoziţia chimică [%]
Caracteristici mecanice Marca de oţel SR ISO
3755:1995
Marca de oţel STAS 600-82
C max.
Mn max.
ReH, Rp 0,2 [MPa]
Rm [MPa]
A min. [%]
Z min. [%]
KV min [J]
200-400 - - 30
200-400W
OT 400-3
0,25 1,00
200 400 … 550 25 40
45
230-450 - - 25
230-450W
OT 450-3
0,25 1,20
230 450 … 600 22 31
45
270-480 - -
270-480W
OT 500-3
0,25 1,20
270 480 … 630 18 25 22
340-550 - -
340-550W
OT 550-3
0,25 1,50
340 550 ... 700 15 21 20
Simbolizare:
Trei cifre care reprezintă valorea minim garantată a limitei de curgere, cratimă, urmată de trei cifre care indică valorea minim garantată a rezistenţei la tracţiune. W indică mărcile cu capacitate uniformă de sudare prin impunerea compoziţiei chimice: 0,25%C; 1-1,5 %Mn; 0,6%Si; 0,035%S; 0,035%P şi limitarea sumei elementelor reziduale la maxim 1% (0,4%Ni, 0,35%Cr; 0,4%Cu, 0,15%Mo; 0,05%V).
SR EN 10025 +A1: 1994
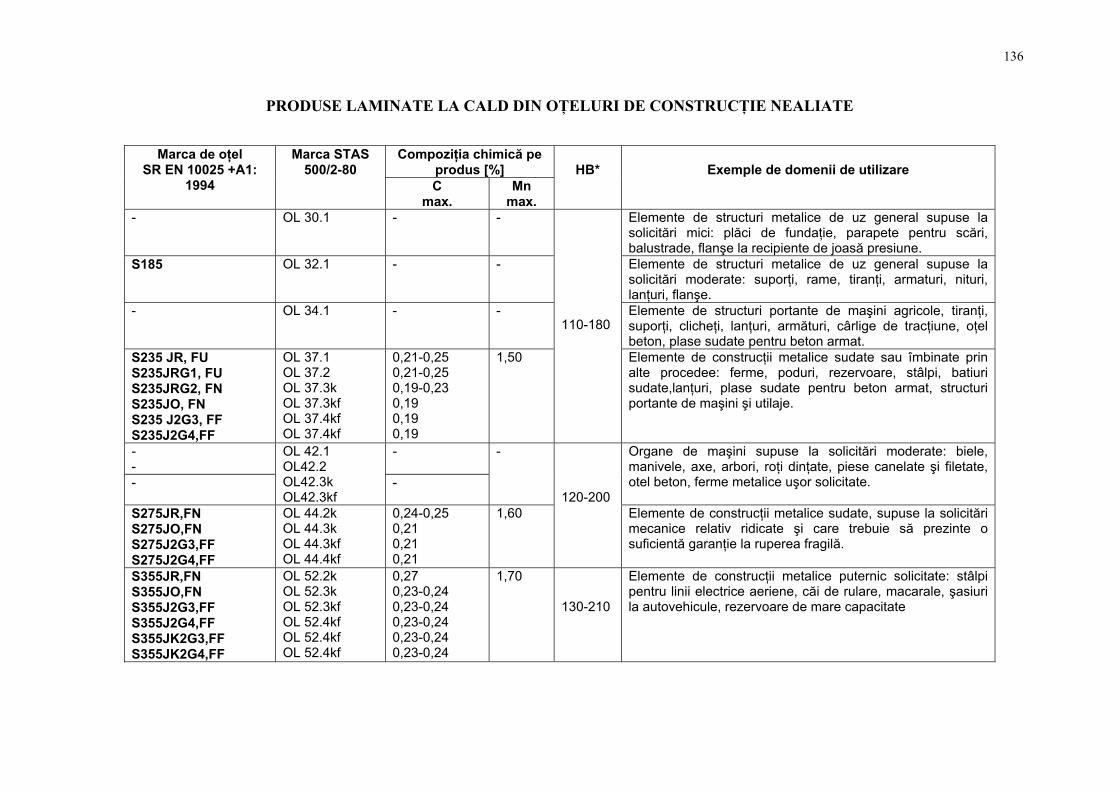
136
PRODUSE LAMINATE LA CALD DIN OŢELURI DE CONSTRUCŢIE NEALIATE
Compoziţia chimică pe produs [%]
Marca de oţel SR EN 10025 +A1:
1994
Marca STAS 500/2-80
C max.
Mn max.
HB*
Exemple de domenii de utilizare
- OL 30.1
- - Elemente de structuri metalice de uz general supuse la solicitări mici: plăci de fundaţie, parapete pentru scări, balustrade, flanşe la recipiente de joasă presiune.
S185 OL 32.1
- - Elemente de structuri metalice de uz general supuse la solicitări moderate: suporţi, rame, tiranţi, armaturi, nituri, lanţuri, flanşe.
- OL 34.1
- - Elemente de structuri portante de maşini agricole, tiranţi, suporţi, clicheţi, lanţuri, armături, cârlige de tracţiune, oţel beton, plase sudate pentru beton armat.
S235 JR, FU S235JRG1, FU S235JRG2, FN S235JO, FN S235 J2G3, FF S235J2G4,FF
OL 37.1 OL 37.2 OL 37.3k OL 37.3kf OL 37.4kf OL 37.4kf
0,21-0,25 0,21-0,25 0,19-0,23 0,19 0,19 0,19
1,50
110-180
Elemente de construcţii metalice sudate sau îmbinate prin alte procedee: ferme, poduri, rezervoare, stâlpi, batiuri sudate,lanţuri, plase sudate pentru beton armat, structuri portante de maşini şi utilaje.
- -
-
-
OL 42.1 OL42.2 OL42.3k OL42.3kf
-
- Organe de maşini supuse la solicitări moderate: biele, manivele, axe, arbori, roţi dinţate, piese canelate şi filetate, otel beton, ferme metalice uşor solicitate.
S275JR,FN S275JO,FN S275J2G3,FF S275J2G4,FF
OL 44.2k OL 44.3k OL 44.3kf OL 44.4kf
0,24-0,25 0,21 0,21 0,21
1,60
120-200
Elemente de construcţii metalice sudate, supuse la solicitări mecanice relativ ridicate şi care trebuie să prezinte o suficientă garanţie la ruperea fragilă.
S355JR,FN S355JO,FN S355J2G3,FF S355J2G4,FF S355JK2G3,FF S355JK2G4,FF
OL 52.2k OL 52.3k OL 52.3kf OL 52.4kf OL 52.4kf OL 52.4kf
0,27 0,23-0,24 0,23-0,24 0,23-0,24 0,23-0,24 0,23-0,24
1,70 130-210
Elemente de construcţii metalice puternic solicitate: stâlpi pentru linii electrice aeriene, căi de rulare, macarale, şasiuri la autovehicule, rezervoare de mare capacitate

137
E295, FN OL 50 - - 125-210 Elemente de construcţii mecanice supuse la solicitări ridicate: bare de tracţiune, arbori drepţi şi cotiţi, arbori pentru pompe şi turbine, cârlige de macara, menghine, piuliţe, şuruburi de precizie, roţi dinţate pentru viteze periferice mici
E335, FN OL 60 - - 135-227 Elemente de construcţii mecanice supuse la solicitări mai ridicate arbori drepţi şi cotiţi, şuruburi de precizie, roţi dinţate pentru viteze periferice moderate.
E360, FN OL 70 - - 135-235 Organe de maşini supuse la uzură: arbori canelaţi, pene, cuplaje, roţi melcate, melci pentru transport, fusuri pentru prese, roţi de lanţ, cuie de centrare.
Notă: * Duritatea pieselor din oţel laminat sau forjat după tratamentul termic primar de normalizare, detensionare, recoacere
Simbolizare: S - oţelul de construcţie sau E – oţelul pentru construcţii mecanice, urmată de trei cifre, care reprezintă valoarea minimă a limitei de curgere
exprimată în N/mm2 pentru grosimi ≤ 16mm, urmată de clasa de calitate şi gradul de dezoxidare. Clase de calitate, care garantează: JR - caracteristicile de tracţiune, de îndoire la rece şi valoarea minimă a energiei de rupere determinată la încercarea de încovoiere prin şoc la 20˚C; JO – valoarea minimă a energiei de rupere la 0˚C; J2, K2 - valoarea minimă a energiei de rupere la -20˚C, cu diferenţă de valoare; G1 – oţeluri necalmate; G2 - oţeluri cu altă stare decât cea necalmată; G3, G4 – cu alte caracteristici garantate (sudabilitate etc). Grade de dezoxidare: FU- necalmate, FN-calmate şi FF-calmate suplimentar cu Al.
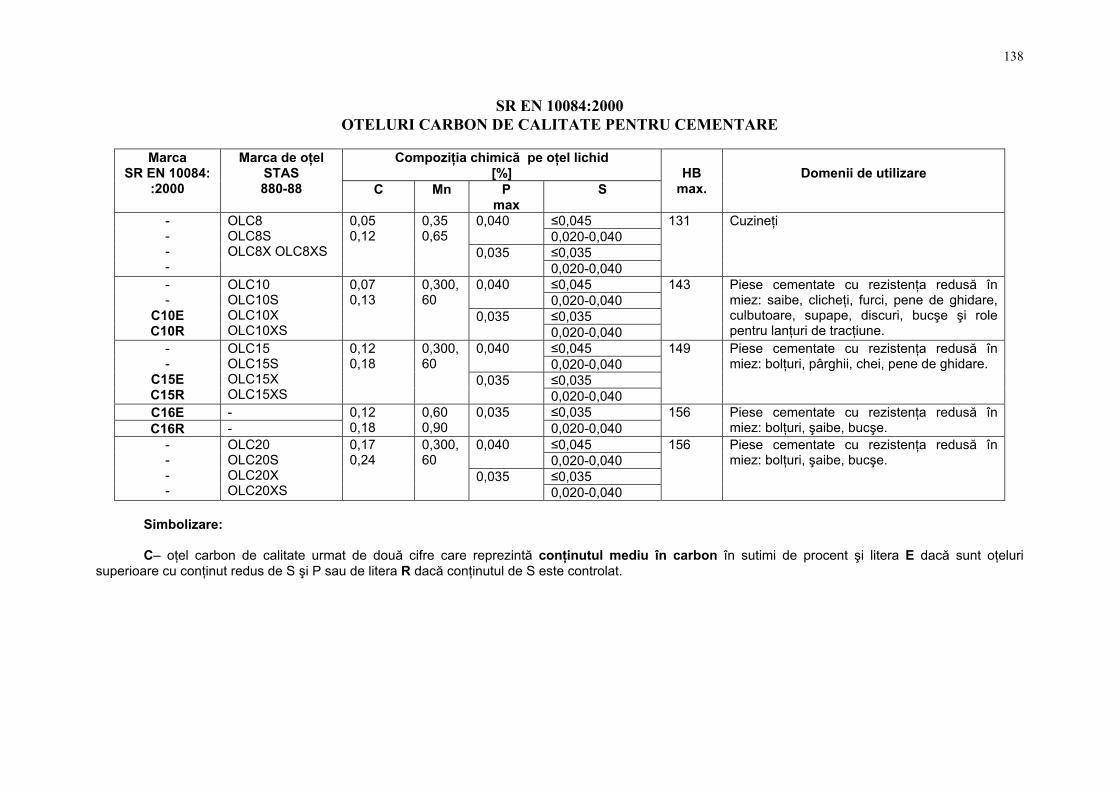
138
SR EN 10084:2000 OTELURI CARBON DE CALITATE PENTRU CEMENTARE
Compoziţia chimică pe oţel lichid
[%] Marca
SR EN 10084: :2000
Marca de oţel STAS 880-88 C Mn P
max S
HB
max.
Domenii de utilizare
≤0,045 0,040 0,020-0,040
≤0,035
- - - -
OLC8 OLC8S OLC8X OLC8XS
0,05 0,12
0,35 0,65
0,035 0,020-0,040
131 Cuzineţi
≤0,045 0,040 0,020-0,040
≤0,035
- -
C10E C10R
OLC10 OLC10S OLC10X OLC10XS
0,07 0,13
0,300,60
0,035 0,020-0,040
143 Piese cementate cu rezistenţa redusă în miez: saibe, clicheţi, furci, pene de ghidare, culbutoare, supape, discuri, bucşe şi role pentru lanţuri de tracţiune.
≤0,045 0,040 0,020-0,040 ≤0,035
- -
C15E C15R
OLC15 OLC15S OLC15X OLC15XS
0,12 0,18
0,300,60 0,035
0,020-0,040
149 Piese cementate cu rezistenţa redusă în miez: bolţuri, pârghii, chei, pene de ghidare.
C16E - ≤0,035 C16R -
0,12 0,18
0,60 0,90
0,035 0,020-0,040
156 Piese cementate cu rezistenţa redusă în miez: bolţuri, şaibe, bucşe.
≤0,045 0,040 0,020-0,040 ≤0,035
- - - -
OLC20 OLC20S OLC20X OLC20XS
0,17 0,24
0,300,60
0,035 0,020-0,040
156
Piese cementate cu rezistenţa redusă în miez: bolţuri, şaibe, bucşe.
Simbolizare: C– oţel carbon de calitate urmat de două cifre care reprezintă conţinutul mediu în carbon în sutimi de procent şi litera E dacă sunt oţeluri
superioare cu conţinut redus de S şi P sau de litera R dacă conţinutul de S este controlat.
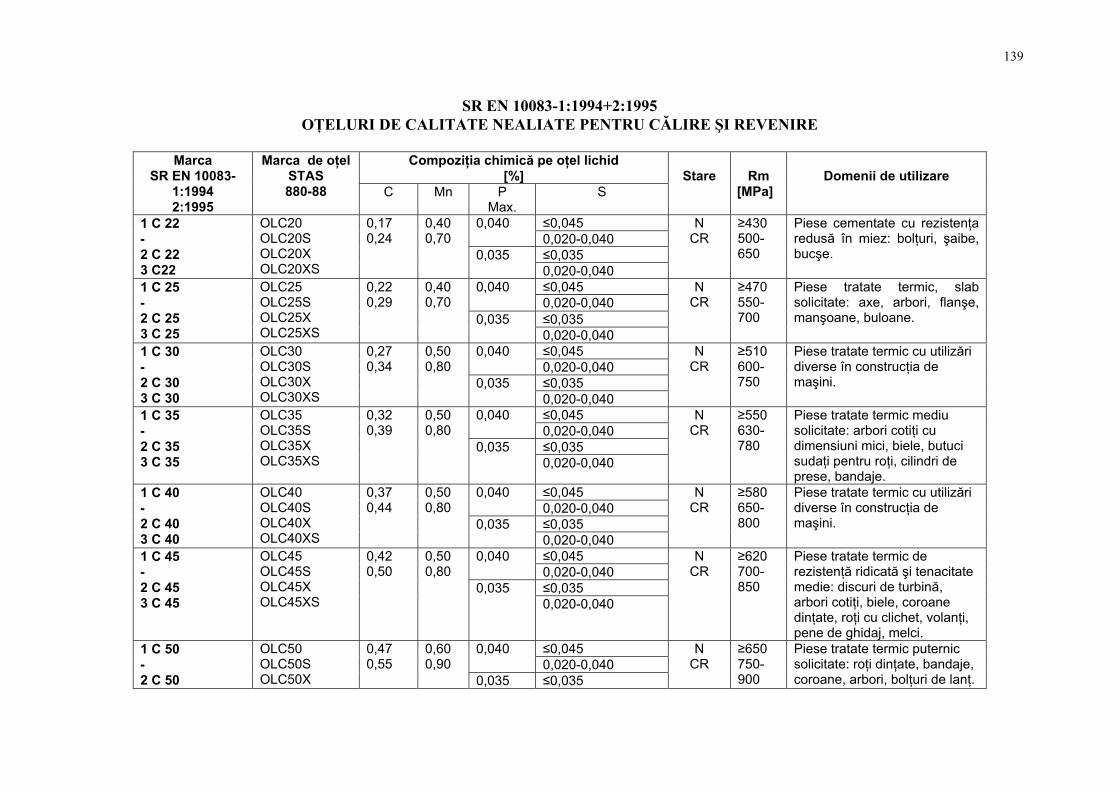
139
SR EN 10083-1:1994+2:1995 OŢELURI DE CALITATE NEALIATE PENTRU CĂLIRE ŞI REVENIRE
Compoziţia chimică pe oţel lichid
[%] Marca
SR EN 10083-1:1994 2:1995
Marca de oţel STAS 880-88 C Mn P
Max. S
Stare
Rm
[MPa]
Domenii de utilizare
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 22 - 2 C 22 3 C22
OLC20 OLC20S OLC20X OLC20XS
0,17 0,24
0,40 0,70
0,035 0,020-0,040
N CR
≥430 500-650
Piese cementate cu rezistenţa redusă în miez: bolţuri, şaibe, bucşe.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 25 - 2 C 25 3 C 25
OLC25 OLC25S OLC25X OLC25XS
0,22 0,29
0,40 0,70
0,035 0,020-0,040
N CR
≥470 550-700
Piese tratate termic, slab solicitate: axe, arbori, flanşe, manşoane, buloane.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 30 - 2 C 30 3 C 30
OLC30 OLC30S OLC30X OLC30XS
0,27 0,34
0,50 0,80
0,035 0,020-0,040
N CR
≥510 600-750
Piese tratate termic cu utilizări diverse în construcţia de maşini.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 35 - 2 C 35 3 C 35
OLC35 OLC35S OLC35X OLC35XS
0,32 0,39
0,50 0,80
0,035 0,020-0,040
N CR
≥550 630-780
Piese tratate termic mediu solicitate: arbori cotiţi cu dimensiuni mici, biele, butuci sudaţi pentru roţi, cilindri de prese, bandaje.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 40 - 2 C 40 3 C 40
OLC40 OLC40S OLC40X OLC40XS
0,37 0,44
0,50 0,80
0,035 0,020-0,040
N CR
≥580 650-800
Piese tratate termic cu utilizări diverse în construcţia de maşini.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 45 - 2 C 45 3 C 45
OLC45 OLC45S OLC45X OLC45XS
0,42 0,50
0,50 0,80
0,035 0,020-0,040
N CR
≥620 700-850
Piese tratate termic de rezistenţă ridicată şi tenacitate medie: discuri de turbină, arbori cotiţi, biele, coroane dinţate, roţi cu clichet, volanţi, pene de ghidaj, melci.
≤0,045 0,040 0,020-0,040
1 C 50 - 2 C 50
OLC50 OLC50S OLC50X
0,47 0,55
0,60 0,90
0,035 ≤0,035
N CR
≥650 750-900
Piese tratate termic puternic solicitate: roţi dinţate, bandaje, coroane, arbori, bolţuri de lanţ.
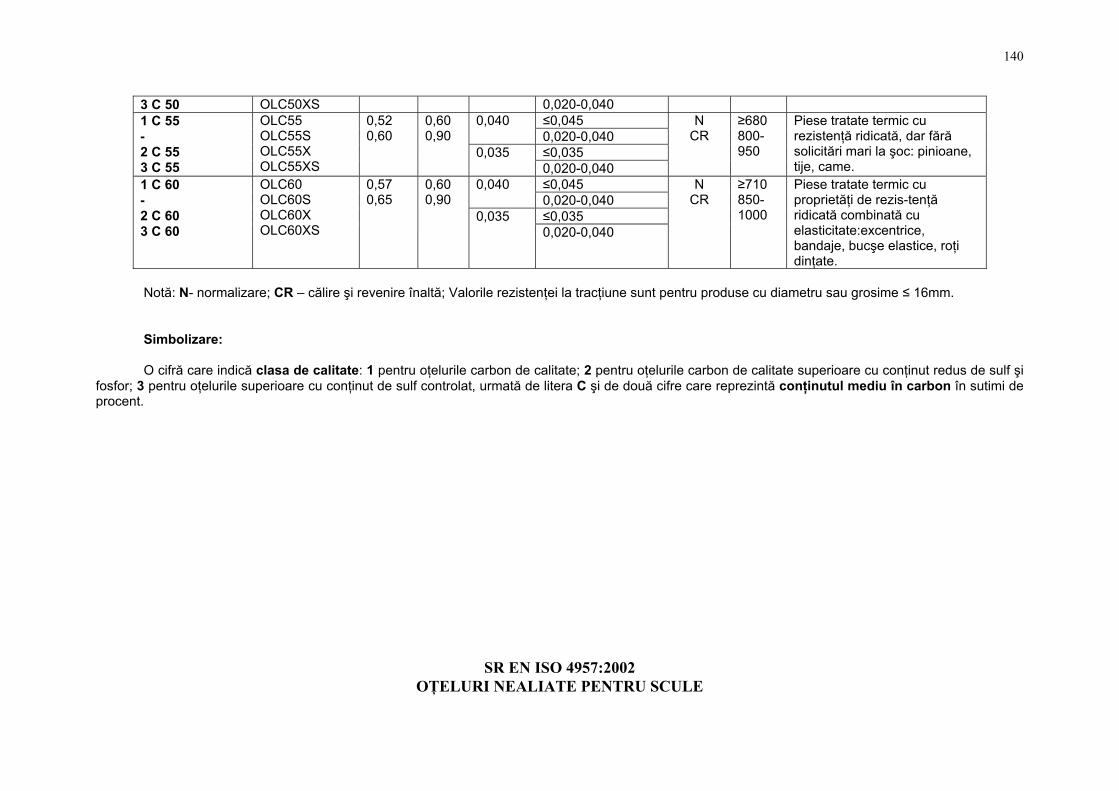
140
3 C 50 OLC50XS 0,020-0,040 ≤0,045 0,040 0,020-0,040 ≤0,035
1 C 55 - 2 C 55 3 C 55
OLC55 OLC55S OLC55X OLC55XS
0,52 0,60
0,60 0,90
0,035 0,020-0,040
N CR
≥680 800-950
Piese tratate termic cu rezistenţă ridicată, dar fără solicitări mari la şoc: pinioane, tije, came.
≤0,045 0,040 0,020-0,040 ≤0,035
1 C 60 - 2 C 60 3 C 60
OLC60 OLC60S OLC60X OLC60XS
0,57 0,65
0,60 0,90
0,035 0,020-0,040
N CR
≥710 850-1000
Piese tratate termic cu proprietăţi de rezis-tenţă ridicată combinată cu elasticitate:excentrice, bandaje, bucşe elastice, roţi dinţate.
Notă: N- normalizare; CR – călire şi revenire înaltă; Valorile rezistenţei la tracţiune sunt pentru produse cu diametru sau grosime ≤ 16mm.
Simbolizare: O cifră care indică clasa de calitate: 1 pentru oţelurile carbon de calitate; 2 pentru oţelurile carbon de calitate superioare cu conţinut redus de sulf şi
fosfor; 3 pentru oţelurile superioare cu conţinut de sulf controlat, urmată de litera C şi de două cifre care reprezintă conţinutul mediu în carbon în sutimi de procent.
SR EN ISO 4957:2002 OŢELURI NEALIATE PENTRU SCULE

141
Compoziţia chimică (%m/m)
Marca de oţel SR EN
ISO 4957: 2002
Marca de oţel STAS
1700-90 C
Si
Mn
HB
max. recopt
HRC min. călit
Domenii de utilizare
C45U - 0,42... 0,50
0,15... 0,40
0,60... 0,80
207* 54
C70U OSC 7 0,65... 0,75
0,10... 0,30
0,10... 0,40
183 57
Scule supuse la lovituri şi şocuri, cu tenacitate mare şi duritate suficientă: burghie, matriţe pentru oţeluri moi sau mase plastice, scule de tâmplărie, şurubelniţe, dălţi, foarfece, vârfuri de centrare pentru maşini unelte.
C80U OSC 8 0,75... 0,85
0,10... 0,30
0,10... 0,40
192 58 Scule supuse la lovituri, cu tenacitate mare şi duritate mijlocie: burghie pentru metale semidure, poansoane, cuţite pentru lemn, cleşti pentru sârmă, nicovale pentru forjat scule, dornuri de mână, dălţi pentru minerit şi cioplit piatră, scule de debavurat la cald, ace de trasat, foarfece pentru tablă, piese de uzură pentru maşini textile.
C90U OSC 9 0,85... 0,95
0,10... 0,30
0,10... 0,40
207 60 Scule supuse la lovituri, cu tenacitate mare şi duritate mijlocie: burghie pentru ciocane perforatoare, punctatoare, scule pentru prelucrarea lemnului, matriţe pentru îndreptare, cuţite pentru maşini agricole, sârmă trefilată pentru arcuri.
C105U
OSC10 OSC11
1,00... 1,10
0,10... 0,30
0,10... 0,40
212
61
Scule care nu sunt supuse la lovituri puternice: burghie pentru perforat roci dure, scule de aşchiat metale moi, scule de tragere la rece a metalelor, piese pentru maşini textile Scule supuse la lovituri mici: role de roluit materiale metalice, calibre, fierăstrae mecanice, matriţe de ambutisare, scule de aşchiat oţeluri moi, articole de bucătărie, piese la masini textile.
C120U OSC12 1,15... 1,25
0,10... 0,30
0,10... 0,40
217 62 Scule cu duritate deosebită, cu muchii de tăiere foarte ascuţite care nu sunt supuse la lovituri: scule de trefilat, pile, alezoare, burghie, instrumente chirurgicale, piese de uzură la maşini textile.
Nota: Pmax=0,03%; S=0,03%; * se utilizează în stare netratată termic; mediul de călire apă (W).
Simbolizare:
C urmată de două, trei cifre care reprezintă conţinutul mediu în carbon în sutimi de procent şi de litera U, care indică destinaţia, scule. SR EN 10283:1998
OŢELURI TURNATE REZISTENTE LA COROZIUNE Marca de oţel Compoziţia chimică [%] Tratam. Rm A KV
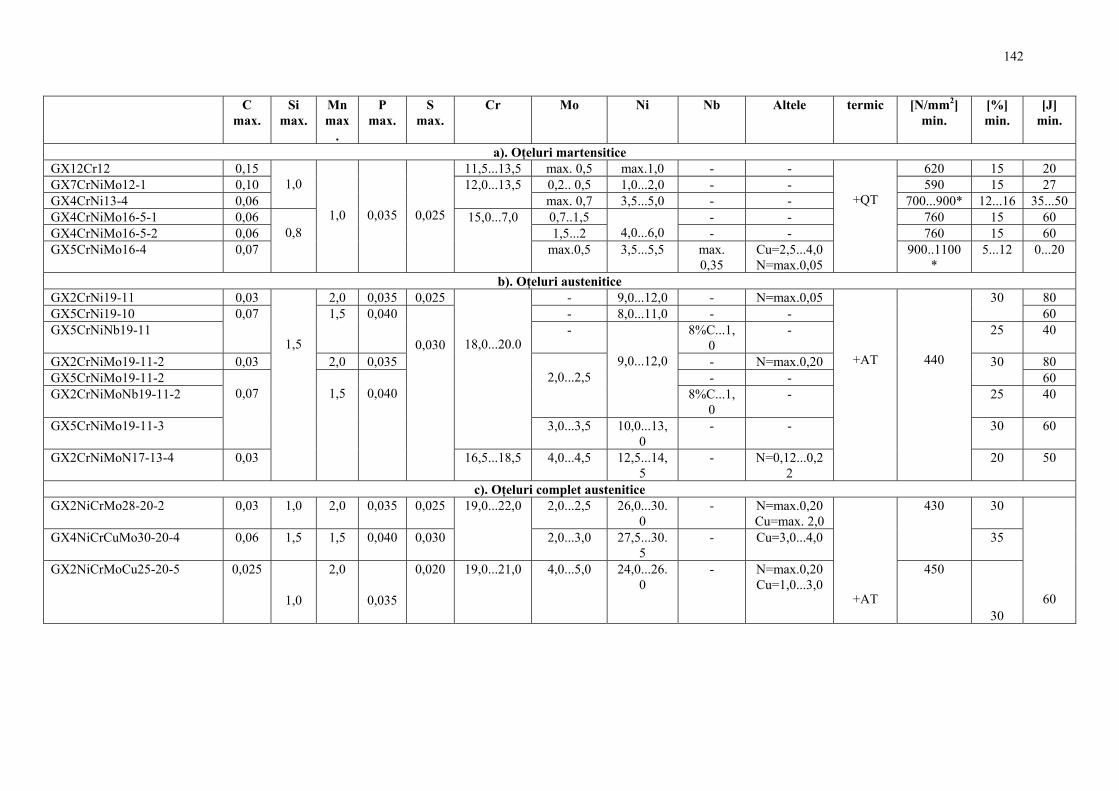
142
C max.
Si max.
Mn max
.
P max.
S max.
Cr Mo Ni Nb Altele termic [N/mm2] min.
[%] min.
[J] min.
a). Oţeluri martensitice GX12Cr12 0,15 11,5...13,5 max. 0,5 max.1,0 - - 620 15 20 GX7CrNiMo12-1 0,10 0,2.. 0,5 1,0...2,0 - - 590 15 27 GX4CrNi13-4 0,06
1,0 12,0...13,5
max. 0,7 3,5...5,0 - - 700...900* 12...16 35...50 GX4CrNiMo16-5-1 0,06 0,7..1,5 - - 760 15 60 GX4CrNiMo16-5-2 0,06 1,5...2
4,0...6,0 - - 760 15 60
GX5CrNiMo16-4 0,07
0,8
1,0
0,035
0,025 15,0...7,0
max.0,5 3,5...5,5 max. 0,35
Cu=2,5...4,0 N=max.0,05
+QT
900..1100*
5...12 0...20
b). Oţeluri austenitice GX2CrNi19-11 0,03 2,0 0,035 0,025 - 9,0...12,0 - N=max.0,05 80 GX5CrNi19-10 - 8,0...11,0 - -
30 60
GX5CrNiNb19-11 0,07 1,5 0,040
- 8%C...1,0
- 25 40
GX2CrNiMo19-11-2 0,03 2,0 0,035 - N=max.0,20 80 GX5CrNiMo19-11-2 - -
30 60
GX2CrNiMoNb19-11-2
2,0...2,5
9,0...12,0
8%C...1,0
- 25 40
GX5CrNiMo19-11-3
0,07
18,0...20.0
3,0...3,5 10,0...13,0
- - 30 60
GX2CrNiMoN17-13-4 0,03
1,5
1,5
0,040
0,030
16,5...18,5 4,0...4,5 12,5...14,5
- N=0,12...0,22
+AT
440
20 50
c). Oţeluri complet austenitice GX2NiCrMo28-20-2 0,03 1,0 2,0 0,035 0,025 2,0...2,5 26,0...30.
0 - N=max.0,20
Cu=max. 2,0 30
GX4NiCrCuMo30-20-4 0,06 1,5 1,5 0,040 0,030
19,0...22,0
2,0...3,0 27,5...30.5
- Cu=3,0...4,0
430
35
GX2NiCrMoCu25-20-5 0,025
1,0
2,0
0,035
0,020 19,0...21,0 4,0...5,0 24,0...26.0
- N=max.0,20 Cu=1,0...3,0
+AT
450
30
60

143
Compoziţia chimică [%] Marca de oţel
C max.
Si max.
Mn max
.
P max.
S max.
Cr Mo Ni Nb Altele Tratam. termic
Rm [N/mm2]
min.
A [%] min.
KV [J]
min.
GX2NiCrMoN25-20-5 1,0 4,5...5,5 - N=0,12...0,20
GX2NiCrMoCuN29-25-5
0,03
0,025 24,0...26,0 4,0...5,0 28,0...30,0
- N=0,15...0,25
Cu=2,0...3,0 GX2NiCrMo25-20-6
2,0
0,20 19,0...22,0 24,0...26.0
- N=0,10...0,25
Cu=0,5...1,5
480
GX2CrNiMoCuN20-18-6
0,025
1,2 0,030 0,10 19,5...20,5
6,0...7,0
17,5...19,5
- N=0,18...0,24
Cu=0,5...1,0
500 35 50
d). Oţeluri austenito-feritice GX6CrNiN26-7 0,08 1,5 1,5 0,020 25,0...27,0 - 5,5...7,5 - N=0,10...0,2
0 590
GX2CrNiMoN22-5-3 21,0...23,00
4,5...6,5 - 600
20 30
GX2CrNiMoN25-6-3
2,0
-
N=0,12...0,25
GX2CrNiMoCuN25-6-3-3
0,035
0,025
2,5...3,5
5,5...7,0 - N=0,12...0,2
2 Cu=2,5...3,5
+AT
650
22 50
GX2CrNiMoN25-7-3 0,030 0,020
24,5...26,5
3.0...4,0 6,0..8,5 - N=0,15...0,25
Cu=max. 1,0 W=max. 1,0
GX2CrNiMON26-6-4
0,03
1,0 1,5
0,035 0,025 25,0...27,0 3,0...5,0 6,0...8,0 - N=0,12...0,22
Cu=max. 1,3
+AT
650
22
50
Notă: +QT – călire martensitică+ revenire; +AT – călire de punere în soluţie; proprietăţi fizice, condiţii de tratament termic şi de sudare sunt prezentate în standard; * valorile variază cu temperatura de revenire.
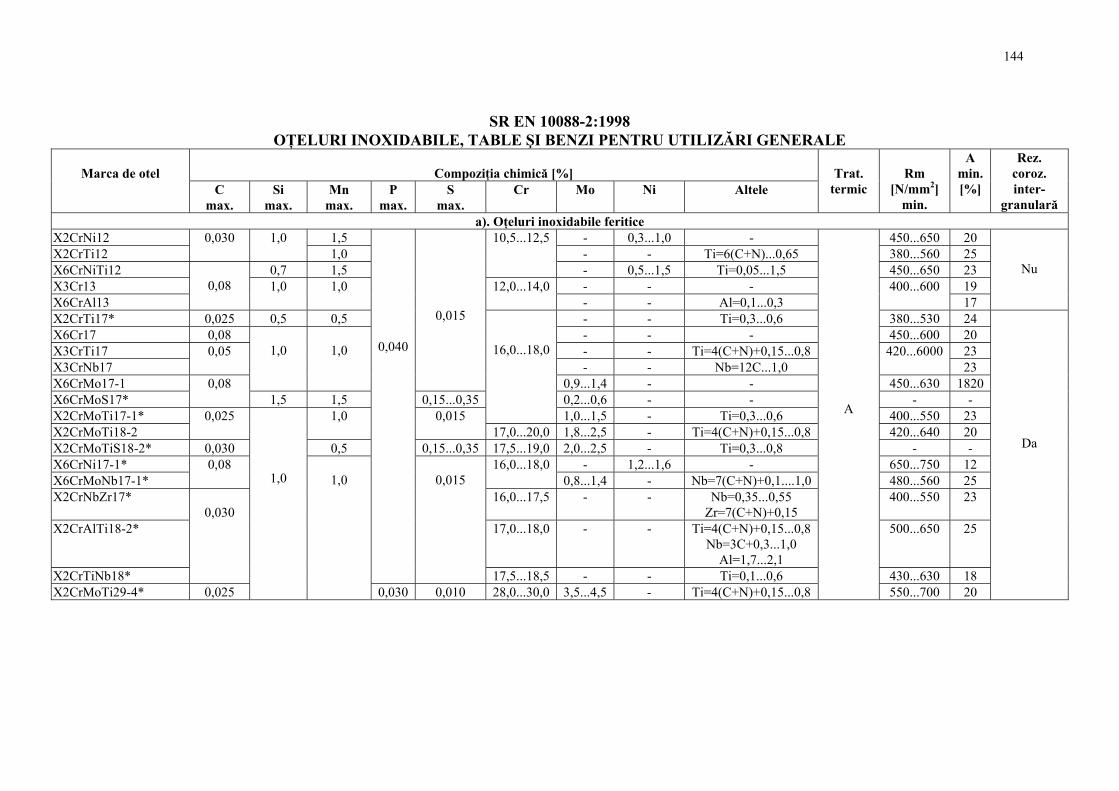
144
SR EN 10088-2:1998
OŢELURI INOXIDABILE, TABLE ŞI BENZI PENTRU UTILIZĂRI GENERALE
Compoziţia chimică [%]
Marca de otel C
max. Si
max. Mn
max. P
max. S
max. Cr Mo Ni Altele
Trat.
termic
Rm
[N/mm2] min.
A min. [%]
Rez. coroz. inter-
granulară a). Oţeluri inoxidabile feritice
X2CrNi12 1,5 - 0,3...1,0 - 450...650 20 X2CrTi12
0,030 1,0 1,0 - - Ti=6(C+N)...0,65 380...560 25
X6CrNiTi12 0,7 1,5
10,5...12,5
- 0,5...1,5 Ti=0,05...1,5 450...650 23 X3Cr13 - - - 19 X6CrAl13
0,08 1,0 1,0 12,0...14,0
- - Al=0,1...0,3 400...600
17
Nu
X2CrTi17* 0,025 0,5 0,5 - - Ti=0,3...0,6 380...530 24 X6Cr17 0,08 - - - 450...600 20 X3CrTi17 - - Ti=4(C+N)+0,15...0,8 23 X3CrNb17
0,05 - - Nb=12C...1,0
420...600023
X6CrMo17-1
1,0
1,0
0,015
0,9...1,4 - - 450...630 1820 X6CrMoS17*
0,08 1,5 1,5 0,15...0,35 0,2...0,6 - - - -
X2CrMoTi17-1*
16,0...18,0
1,0...1,5 - Ti=0,3...0,6 400...550 23 X2CrMoTi18-2
0,025 1,0 0,015 17,0...20,0 1,8...2,5 - Ti=4(C+N)+0,15...0,8 420...640 20
X2CrMoTiS18-2* 0,030 0,5 0,15...0,35 17,5...19,0 2,0...2,5 - Ti=0,3...0,8 - - X6CrNi17-1* - 1,2...1,6 - 650...750 12 X6CrMoNb17-1*
0,08 16,0...18,00,8...1,4 - Nb=7(C+N)+0,1....1,0 480...560 25
X2CrNbZr17* 16,0...17,5 - - Nb=0,35...0,55 Zr=7(C+N)+0,15
400...550 23
X2CrAlTi18-2* 17,0...18,0 - - Ti=4(C+N)+0,15...0,8 Nb=3C+0,3...1,0
Al=1,7...2,1
500...650 25
X2CrTiNb18*
0,030
0,040
0,015
17,5...18,5 - - Ti=0,1...0,6 430...630 18 X2CrMoTi29-4* 0,025
1,0
1,0
0,030 0,010 28,0...30,0 3,5...4,5 - Ti=4(C+N)+0,15...0,8
A
550...700 20
Da
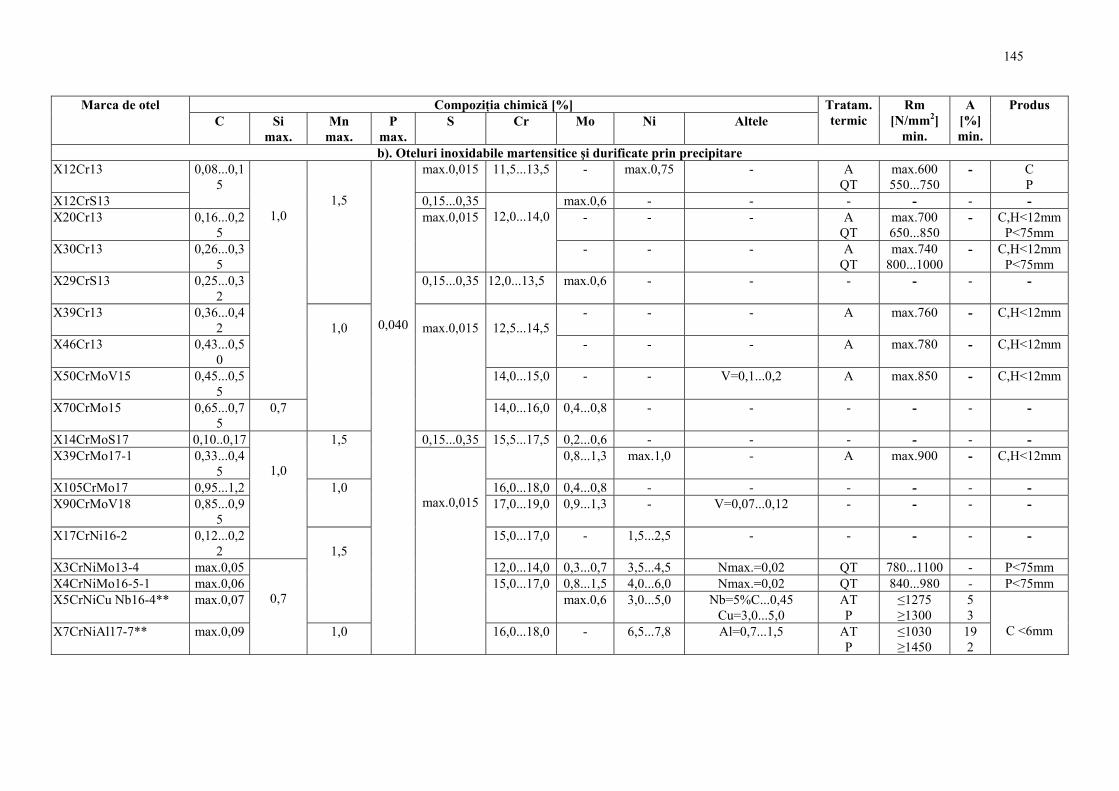
145
Compoziţia chimică [%] Marca de otel C
Si max.
Mn max.
P max.
S
Cr Mo Ni Altele Tratam. termic
Rm [N/mm2]
min.
A [%] min.
Produs
b). Oteluri inoxidabile martensitice şi durificate prin precipitare X12Cr13 max.0,015 11,5...13,5 - max.0,75 - A
QT max.600 550...750
- C P
X12CrS13
0,08...0,15
0,15...0,35 max.0,6 - - - - - - X20Cr13 0,16...0,2
5 - - - A
QT max.700 650...850
- C,H<12mm P<75mm
X30Cr13 0,26...0,35
max.0,015
12,0...14,0
- - - A QT
max.740 800...1000
- C,H<12mm P<75mm
X29CrS13 0,25...0,32
1,5
0,15...0,35 12,0...13,5 max.0,6 - - - - - -
X39Cr13 0,36...0,42
- - - A max.760 - C,H<12mm
X46Cr13 0,43...0,50
12,5...14,5
- - - A max.780 - C,H<12mm
X50CrMoV15 0,45...0,55
1,0
14,0...15,0 - - V=0,1...0,2 A max.850 - C,H<12mm
X70CrMo15 0,65...0,75
0,7
1,0
max.0,015
14,0...16,0 0,4...0,8 - - - - - -
X14CrMoS17 0,10..0,17 0,15...0,35 0,2...0,6 - - - - - - X39CrMo17-1 0,33...0,4
5
1,5 15,5...17,50,8...1,3 max.1,0 - A max.900 - C,H<12mm
X105CrMo17 0,95...1,2 16,0...18,0 0,4...0,8 - - - - - - X90CrMoV18 0,85...0,9
5
1,0 17,0...19,0 0,9...1,3 - V=0,07...0,12 - - - -
X17CrNi16-2 0,12...0,22
1,0
15,0...17,0 - 1,5...2,5 - - - - -
X3CrNiMo13-4 max.0,05 12,0...14,0 0,3...0,7 3,5...4,5 Nmax.=0,02 QT 780...1100 - P<75mm X4CrNiMo16-5-1 max.0,06 0,8...1,5 4,0...6,0 Nmax.=0,02 QT 840...980 - P<75mm X5CrNiCu Nb16-4** max.0,07
1,5
15,0...17,0max.0,6 3,0...5,0 Nb=5%C...0,45
Cu=3,0...5,0 AT P
≤1275 ≥1300
5 3
X7CrNiAl17-7** max.0,09
0,7
1,0
0,040
max.0,015
16,0...18,0 - 6,5...7,8 Al=0,7...1,5 AT P
≤1030 ≥1450
19 2
C <6mm
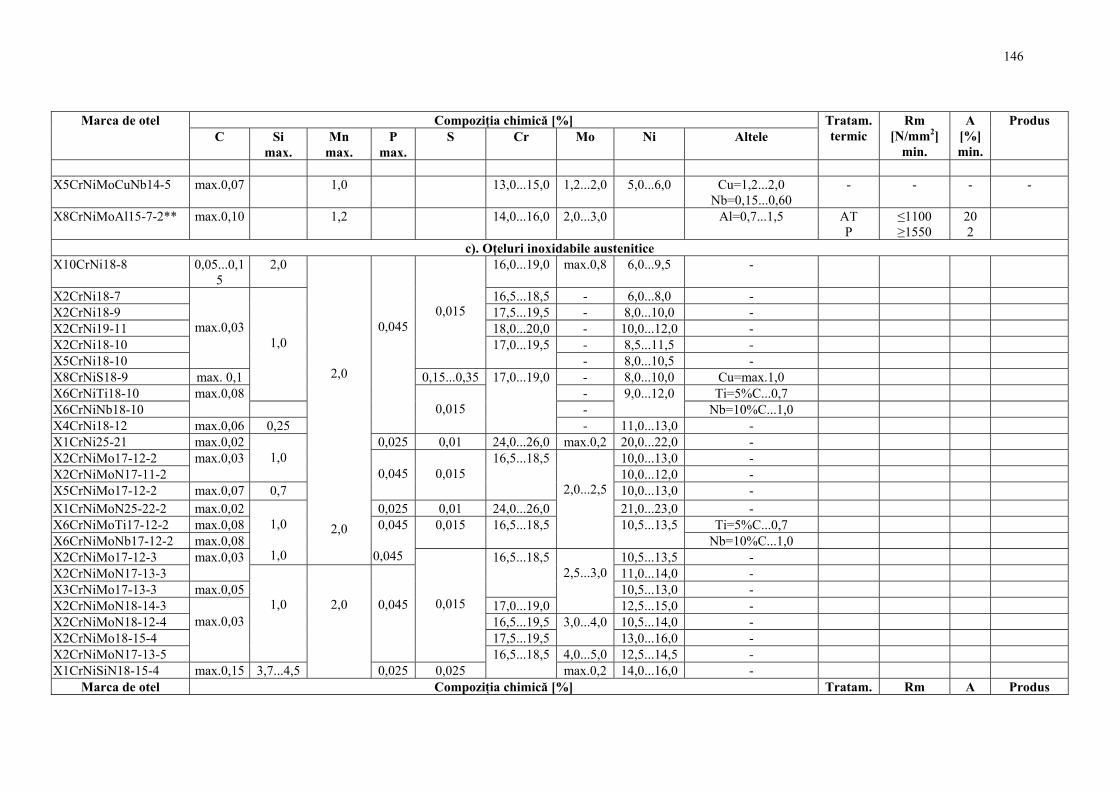
146
Compoziţia chimică [%] Marca de otel
C
Si max.
Mn max.
P max.
S
Cr Mo Ni Altele Tratam. termic
Rm [N/mm2]
min.
A [%] min.
Produs
X5CrNiMoCuNb14-5 max.0,07 1,0 13,0...15,0 1,2...2,0 5,0...6,0 Cu=1,2...2,0
Nb=0,15...0,60 - - - -
X8CrNiMoAl15-7-2** max.0,10 1,2 14,0...16,0 2,0...3,0 Al=0,7...1,5 AT P
≤1100 ≥1550
20 2
c). Oţeluri inoxidabile austenitice X10CrNi18-8 0,05...0,1
5 2,0 16,0...19,0 max.0,8 6,0...9,5 -
X2CrNi18-7 16,5...18,5 - 6,0...8,0 - X2CrNi18-9 17,5...19,5 - 8,0...10,0 - X2CrNi19-11 18,0...20,0 - 10,0...12,0 - X2CrNi18-10 - 8,5...11,5 - X5CrNi18-10
max.0,03
0,015
17,0...19,5- 8,0...10,5 -
X8CrNiS18-9 max. 0,1 0,15...0,35 - 8,0...10,0 Cu=max.1,0 X6CrNiTi18-10
1,0
- Ti=5%C...0,7 X6CrNiNb18-10
max.0,08 -
9,0...12,0 Nb=10%C...1,0
X4CrNi18-12 max.0,06 0,25
0,045
0,015
17,0...19,0
- 11,0...13,0 - X1CrNi25-21 max.0,02 0,025 0,01 24,0...26,0 max.0,2 20,0...22,0 - X2CrNiMo17-12-2 10,0...13,0 - X2CrNiMoN17-11-2
max.0,03
1,0 10,0...12,0 -
X5CrNiMo17-12-2 max.0,07 0,7
0,045
0,015
16,5...18,5
10,0...13,0 - X1CrNiMoN25-22-2 max.0,02 0,025 0,01 24,0...26,0 21,0...23,0 - X6CrNiMoTi17-12-2 max.0,08 Ti=5%C...0,7 X6CrNiMoNb17-12-2 max.0,08
0,015 16,5...18,5
2,0...2,5
10,5...13,5Nb=10%C...1,0
X2CrNiMo17-12-3
1,0
1,0
2,0
2,0 0,045
0,045 10,5...13,5 - X2CrNiMoN17-13-3
max.0,03 11,0...14,0 -
X3CrNiMo17-13-3 max.0,05
16,5...18,5
10,5...13,0 - X2CrNiMoN18-14-3 17,0...19,0
2,5...3,0
12,5...15,0 - X2CrNiMoN18-12-4 16,5...19,5 10,5...14,0 - X2CrNiMo18-15-4 17,5...19,5
3,0...4,013,0...16,0 -
X2CrNiMoN17-13-5
max.0,03
1,0
0,045
0,015
4,0...5,0 12,5...14,5 - X1CrNiSiN18-15-4 max.0,15 3,7...4,5
2,0
0,025 0,025 16,5...18,5
max.0,2 14,0...16,0 - Marca de otel Compoziţia chimică [%] Tratam. Rm A Produs
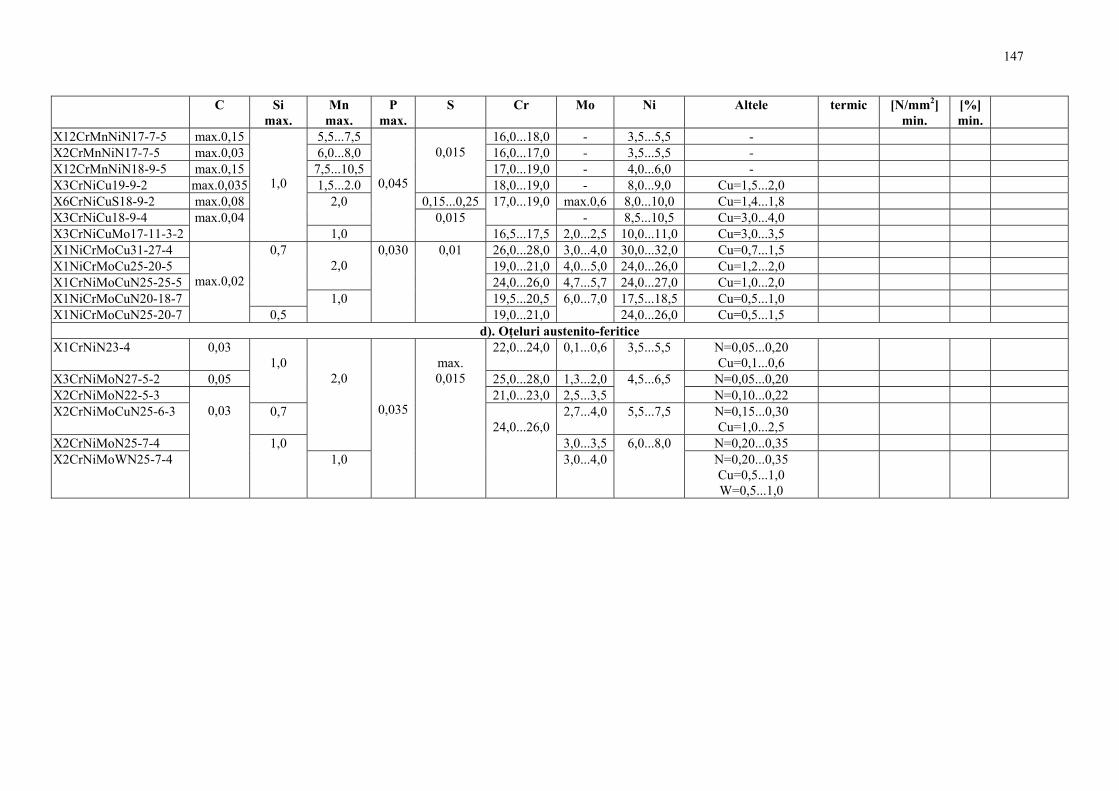
147
C
Si max.
Mn max.
P max.
S
Cr Mo Ni Altele termic [N/mm2] min.
[%] min.
X12CrMnNiN17-7-5 max.0,15 5,5...7,5 16,0...18,0 - 3,5...5,5 - X2CrMnNiN17-7-5 max.0,03 6,0...8,0 16,0...17,0 - 3,5...5,5 - X12CrMnNiN18-9-5 max.0,15 7,5...10,5 17,0...19,0 - 4,0...6,0 - X3CrNiCu19-9-2 max.0,035 1,5...2.0
0,015
18,0...19,0 - 8,0...9,0 Cu=1,5...2,0 X6CrNiCuS18-9-2 max.0,08 0,15...0,25 max.0,6 8,0...10,0 Cu=1,4...1,8 X3CrNiCu18-9-4
2,0 17,0...19,0- 8,5...10,5 Cu=3,0...4,0
X3CrNiCuMo17-11-3-2max.0,04
1,0
1,0
0,045
0,015 16,5...17,5 2,0...2,5 10,0...11,0 Cu=3,0...3,5
X1NiCrMoCu31-27-4 26,0...28,0 3,0...4,0 30,0...32,0 Cu=0,7...1,5 X1NiCrMoCu25-20-5 19,0...21,0 4,0...5,0 24,0...26,0 Cu=1,2...2,0 X1CrNiMoCuN25-25-5
2,0
24,0...26,0 4,7...5,7 24,0...27,0 Cu=1,0...2,0 X1NiCrMoCuN20-18-7
0,7
19,5...20,5 17,5...18,5 Cu=0,5...1,0 X1NiCrMoCuN25-20-7
max.0,02
0,5 1,0
0,030 0,01
19,0...21,06,0...7,0
24,0...26,0 Cu=0,5...1,5 d). Oţeluri austenito-feritice
X1CrNiN23-4 0,03 22,0...24,0 0,1...0,6 3,5...5,5 N=0,05...0,20 Cu=0,1...0,6
X3CrNiMoN27-5-2 0,05 25,0...28,0 1,3...2,0 N=0,05...0,20 X2CrNiMoN22-5-3
1,0
21,0...23,0 2,5...3,54,5...6,5
N=0,10...0,22 X2CrNiMoCuN25-6-3 0,7 2,7...4,0 5,5...7,5 N=0,15...0,30
Cu=1,0...2,5
X2CrNiMoN25-7-4
2,0
3,0...3,5 N=0,20...0,35 X2CrNiMoWN25-7-4
0,03
1,0 1,0
0,035
max. 0,015
24,0...26,0
3,0...4,06,0...8,0
N=0,20...0,35 Cu=0,5...1,0 W=0,5...1,0
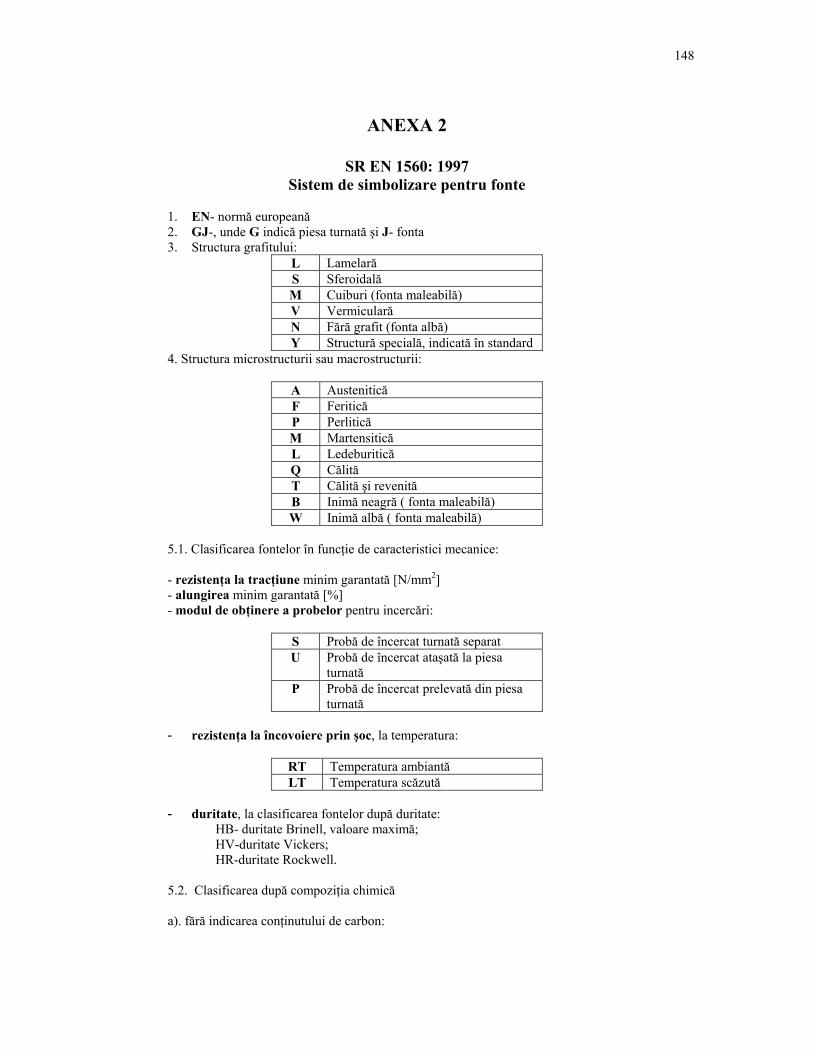
148
ANEXA 2
SR EN 1560: 1997
Sistem de simbolizare pentru fonte
1. EN- normă europeană 2. GJ-, unde G indică piesa turnată şi J- fonta 3. Structura grafitului:
L Lamelară S Sferoidală M Cuiburi (fonta maleabilă) V Vermiculară N Fără grafit (fonta albă) Y Structură specială, indicată în standard
4. Structura microstructurii sau macrostructurii:
A Austenitică F Feritică P Perlitică M Martensitică L Ledeburitică Q Călită T Călită şi revenită B Inimă neagră ( fonta maleabilă) W Inimă albă ( fonta maleabilă)
5.1. Clasificarea fontelor în funcţie de caracteristici mecanice: - rezistenţa la tracţiune minim garantată [N/mm2]
- alungirea minim garantată [%] - modul de obţinere a probelor pentru incercări:
S Probă de încercat turnată separat U Probă de încercat ataşată la piesa
turnată P Probă de încercat prelevată din piesa
turnată - rezistenţa la încovoiere prin şoc, la temperatura:
RT Temperatura ambiantă LT Temperatura scăzută
- duritate, la clasificarea fontelor după duritate:
HB- duritate Brinell, valoare maximă; HV-duritate Vickers; HR-duritate Rockwell.
5.2. Clasificarea după compoziţia chimică a). fără indicarea conţinutului de carbon:
149
litera X urmată de simbolurile chimice ale elementelor de aliere importante, începând cu cel al cărui conţinut este mai mare şi valorile rotunjite la un număr întreg separate prin cratimă:
EN-GJL-XNiMn13-7 b). cu indicarea conţinutului de carbon: litera X urmată de conţinutul de carbon în sutimi de procent, simbolurile chimice ale
elementelor de aliere şi şi valorile rotunjite la la număr întreg separate prin cratimă: EN-GJL-X300CrNiSi9-5-2 6. Condiţii suplimentare:
D Piesă brut turnată H Piesă supusă tratamentului termic W Sudabilitate Z Condiţii specificate în comandă
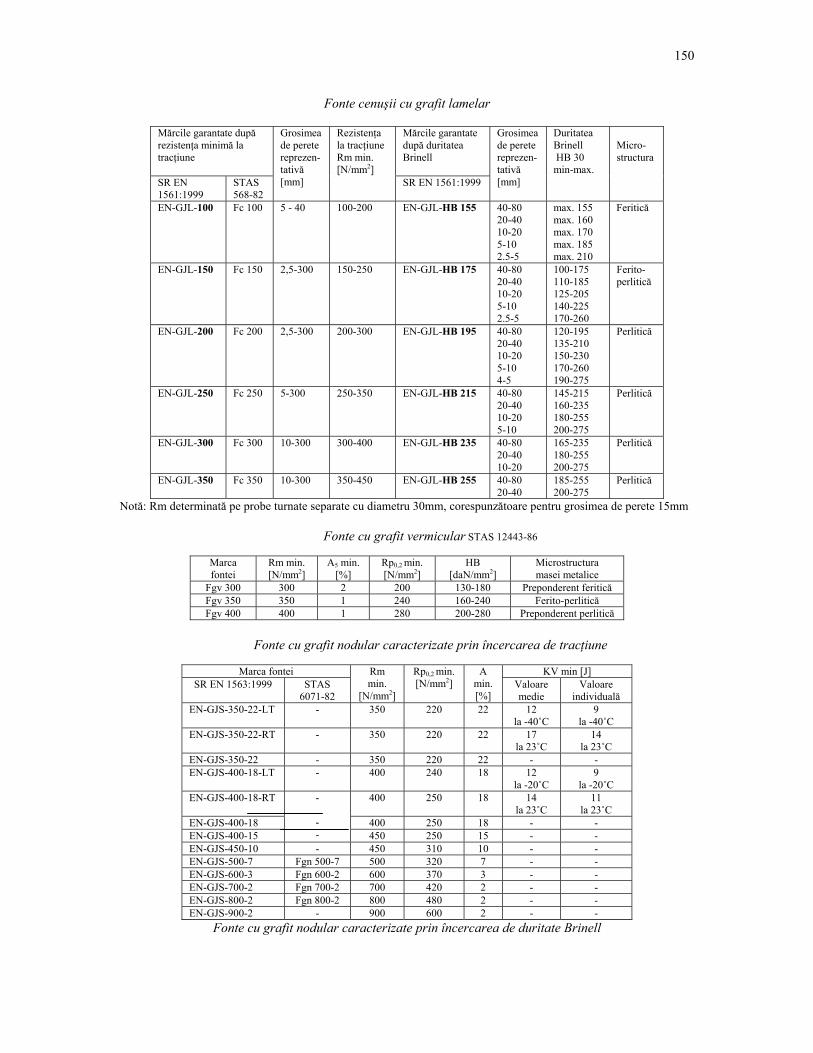
150
Fonte cenuşii cu grafit lamelar
Mărcile garantate după rezistenţa minimă la tracţiune
Mărcile garantate după duritatea Brinell
SR EN 1561:1999
STAS 568-82
Grosimea de perete reprezen- tativă [mm]
Rezistenţa la tracţiune Rm min. [N/mm2]
SR EN 1561:1999
Grosimea de perete reprezen- tativă [mm]
Duritatea Brinell HB 30 min-max.
Micro-structura
EN-GJL-100 Fc 100 5 - 40 100-200 EN-GJL-HB 155 40-80 20-40 10-20 5-10 2.5-5
max. 155 max. 160 max. 170 max. 185 max. 210
Feritică
EN-GJL-150 Fc 150 2,5-300 150-250 EN-GJL-HB 175 40-80 20-40 10-20 5-10 2.5-5
100-175 110-185 125-205 140-225 170-260
Ferito-perlitică
EN-GJL-200 Fc 200 2,5-300 200-300 EN-GJL-HB 195 40-80 20-40 10-20 5-10 4-5
120-195 135-210 150-230 170-260 190-275
Perlitică
EN-GJL-250 Fc 250 5-300 250-350 EN-GJL-HB 215 40-80 20-40 10-20 5-10
145-215 160-235 180-255 200-275
Perlitică
EN-GJL-300 Fc 300 10-300 300-400 EN-GJL-HB 235 40-80 20-40 10-20
165-235 180-255 200-275
Perlitică
EN-GJL-350 Fc 350 10-300 350-450 EN-GJL-HB 255 40-80 20-40
185-255 200-275
Perlitică
Notă: Rm determinată pe probe turnate separate cu diametru 30mm, corespunzătoare pentru grosimea de perete 15mm
Fonte cu grafit vermicular STAS 12443-86
Marca fontei
Rm min. [N/mm2]
A5 min. [%]
Rp0,2 min. [N/mm2]
HB [daN/mm2]
Microstructura masei metalice
Fgv 300 300 2 200 130-180 Preponderent feritică Fgv 350 350 1 240 160-240 Ferito-perlitică Fgv 400 400 1 280 200-280 Preponderent perlitică
Fonte cu grafit nodular caracterizate prin încercarea de tracţiune
Marca fontei KV min [J]
SR EN 1563:1999 STAS 6071-82
Rm min.
[N/mm2]
Rp0,2 min. [N/mm2]
A min. [%]
Valoare medie
Valoare individuală
EN-GJS-350-22-LT - 350 220 22 12 la -40˚C
9 la -40˚C
EN-GJS-350-22-RT - 350 220 22 17 la 23˚C
14 la 23˚C
EN-GJS-350-22 - 350 220 22 - - EN-GJS-400-18-LT - 400 240 18 12
la -20˚C 9
la -20˚C EN-GJS-400-18-RT 400 250 18 14
la 23˚C 11
la 23˚C EN-GJS-400-18 400 250 18 - - EN-GJS-400-15
- - - 450 250 15 - -
EN-GJS-450-10 - 450 310 10 - - EN-GJS-500-7 Fgn 500-7 500 320 7 - - EN-GJS-600-3 Fgn 600-2 600 370 3 - - EN-GJS-700-2 Fgn 700-2 700 420 2 - - EN-GJS-800-2 Fgn 800-2 800 480 2 - - EN-GJS-900-2 - 900 600 2 - -
Fonte cu grafit nodular caracterizate prin încercarea de duritate Brinell
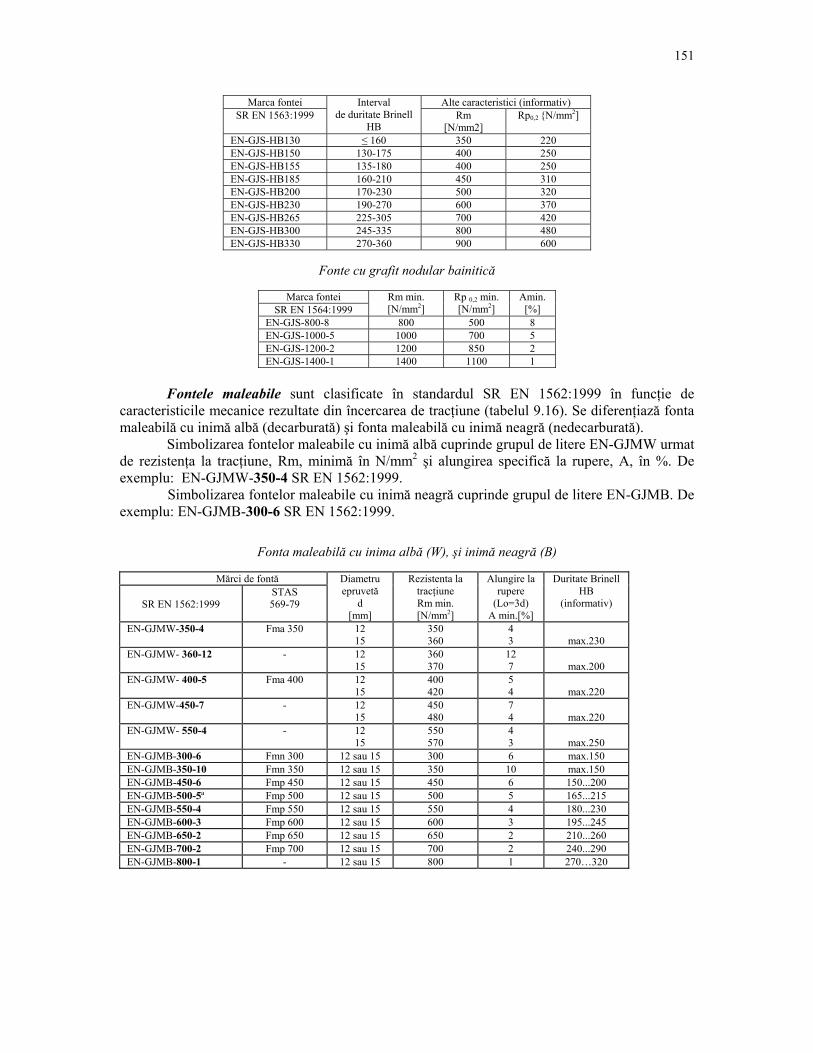
151
Marca fontei Alte caracteristici (informativ) SR EN 1563:1999
Interval de duritate Brinell
HB Rm
[N/mm2] Rp0,2 N/mm2]
EN-GJS-HB130 ≤ 160 350 220 EN-GJS-HB150 130-175 400 250 EN-GJS-HB155 135-180 400 250 EN-GJS-HB185 160-210 450 310 EN-GJS-HB200 170-230 500 320 EN-GJS-HB230 190-270 600 370 EN-GJS-HB265 225-305 700 420 EN-GJS-HB300 245-335 800 480 EN-GJS-HB330 270-360 900 600
Fonte cu grafit nodular bainitică
Marca fontei
SR EN 1564:1999 Rm min. [N/mm2]
Rp 0,2 min. [N/mm2]
Amin. [%]
EN-GJS-800-8 800 500 8 EN-GJS-1000-5 1000 700 5 EN-GJS-1200-2 1200 850 2 EN-GJS-1400-1 1400 1100 1
Fontele maleabile sunt clasificate în standardul SR EN 1562:1999 în funcţie de
caracteristicile mecanice rezultate din încercarea de tracţiune (tabelul 9.16). Se diferenţiază fonta maleabilă cu inimă albă (decarburată) şi fonta maleabilă cu inimă neagră (nedecarburată).
Simbolizarea fontelor maleabile cu inimă albă cuprinde grupul de litere EN-GJMW urmat de rezistenţa la tracţiune, Rm, minimă în N/mm2 şi alungirea specifică la rupere, A, în %. De exemplu: EN-GJMW-350-4 SR EN 1562:1999.
Simbolizarea fontelor maleabile cu inimă neagră cuprinde grupul de litere EN-GJMB. De exemplu: EN-GJMB-300-6 SR EN 1562:1999.
Fonta maleabilă cu inima albă (W), şi inimă neagră (B)
Mărci de fontă
SR EN 1562:1999 STAS 569-79
Diametru epruvetă
d [mm]
Rezistenta la tracţiune Rm min. [N/mm2]
Alungire la rupere
(Lo=3d) A min.[%]
Duritate Brinell HB
(informativ)
EN-GJMW-350-4 Fma 350 12 15
350 360
4 3
max.230
EN-GJMW- 360-12 - 12 15
360 370
12 7
max.200
EN-GJMW- 400-5 Fma 400 12 15
400 420
5 4
max.220
EN-GJMW-450-7 - 12 15
450 480
7 4
max.220
EN-GJMW- 550-4 - 12 15
550 570
4 3
max.250
EN-GJMB-300-6 Fmn 300 12 sau 15 300 6 max.150 EN-GJMB-350-10 Fmn 350 12 sau 15 350 10 max.150 EN-GJMB-450-6 Fmp 450 12 sau 15 450 6 150...200 EN-GJMB-500-5ª Fmp 500 12 sau 15 500 5 165...215 EN-GJMB-550-4 Fmp 550 12 sau 15 550 4 180...230 EN-GJMB-600-3 Fmp 600 12 sau 15 600 3 195...245 EN-GJMB-650-2 Fmp 650 12 sau 15 650 2 210...260 EN-GJMB-700-2 Fmp 700 12 sau 15 700 2 240...290 EN-GJMB-800-1 - 12 sau 15 800 1 270…320


















