EN-ISO-14555-1998.doc
60
EN ISO 14555:1998 Sudura cu arc electric a gujoanelor pe materiale metalice Norma Europeană EN ISO 14555:1998 are statutul unei norme germane Introducere Norma Europeană EN ISO 14555:1998 a fost elaborată în Comitetul Tehnic CEN/TC 121 „Sudura” al Grupului de Lucru WG 11 „Sudarea buloanelor”. Comisia competentă germană de standardizare este Comitetul de Lucru AA 16.1/AVG 2.2 „Sudarea buloanelor” din Comitetul de Standarde Tehnica Sudurii (NAS). Standardele europene şi internaţionale citate în secţiunea 2 (cu excepţia ISO 426-1) sunt publicate ca norme DIN sub acelaşi număr. ISO 426 -1 vezi DIN 17660 Modificări Faţă de DIN 8563 -10:1984 -12, au fost făcute următoarele modificări: a. conţinutul normei europene a fost preluat în întregime b. au fost preluate hotărâri cuprinzătoare ale exigenţelor la sudarea gujoanelor, cu referire la cunoştinţele de specialitate din domeniul tehnicii sudurii, indicaţiile de sudare, verificarea procedeelor de sudare, examinarea sudorilor şi verificarea sudurilor la fabricaţie. Ediţii anterioare: DIN 8563 – 10 : 1984 – 12 1
Transcript of EN-ISO-14555-1998.doc
EN ISO 14555:1998
Sudura cu arc electric a gujoanelor pe materiale metalice
Norma Europeană EN ISO 14555:1998 are statutul unei norme germane
Introducere
Norma Europeană EN ISO 14555:1998 a fost elaborată în Comitetul Tehnic CEN/TC 121 „Sudura” al Grupului de Lucru WG 11 „Sudarea buloanelor”. Comisia competentă germană de standardizare este Comitetul de Lucru AA 16.1/AVG 2.2 „Sudarea buloanelor” din Comitetul de Standarde Tehnica Sudurii (NAS).Standardele europene şi internaţionale citate în secţiunea 2 (cu excepţia ISO 426-1) sunt publicate ca norme DIN sub acelaşi număr.ISO 426 -1 vezi DIN 17660
Modificări
Faţă de DIN 8563 -10:1984 -12, au fost făcute următoarele modificări:a. conţinutul normei europene a fost preluat în întregimeb. au fost preluate hotărâri cuprinzătoare ale exigenţelor la sudarea gujoanelor, cu
referire la cunoştinţele de specialitate din domeniul tehnicii sudurii, indicaţiile de sudare, verificarea procedeelor de sudare, examinarea sudorilor şi verificarea sudurilor la fabricaţie.
Ediţii anterioare: DIN 8563 – 10 : 1984 – 12
1

Cuvânt înainte
Textul normei EN ISO 14555:1988 a fost elaborat de Comitetul Tehnic CEN/TC 121 „Sudura”, al cărui secretariat este asistat de DC, în colaborare cu Comitetul Tehnic ISO/TC 44 „Welding and Allied Processes”.Această normă europeană trebuie să obţină statutul unei norme naţionale, fie prin publicarea unui text identic sau prin recunoaştere, până în aprilie 1999, iar eventualele norme naţionale contrare trebuie retrase până în aprilie 1999.Această normă europeană a fost elaborată pe baza unui mandat acordat CEN de Comisia Europeană şi Zona Europeană de Comerţ Liber, şi spirijină exigenţele de bază ale Directivelor UE.Conform Regulamentului Interior al CEN / CENELEC, institutele de standardizare ale următoarelor ţări vor trebui să preia această normă europeană: Belgia, Danemarca, Germania, Finlanda, Franţa, Grecia, Irlanda, Islanda, Italia, Luxemburg, Olanda, Norvegia, Austria, Portugalia, Suedia, Elveţia, Spania, Republica Cehă şi Regatul Unit.
Introducere
Sudura bolţurilor cu arc electric serveşte la încărcarea cu sudură a părţilor metalice, predominant cu formă de ştift, pe piese metalice. În continuare, în această normă se va utiliza denumirea de „sudarea buloanelor”. Sudarea buloanelor este utilizată printre altele în construcţia podurilor (în special în construcţiile monolite (combinate), construcţiile de oţel, construcţia navelor, construcţia faţadelor, construcţia mijloacelor de transport, construcţia aparatelor, construcţia cazanelor de aburi şi construcţia aparatelor casnice.În cazul sudurii buloanelor, între suprafaţa frontală a bulonului şi piesă se aprinde pe timp scurt un arc electric, ambele componente sunt topite şi astfel sunt îmbinate. În funcţie de tipul procedeului de aprindere, se face deosebirea între sudarea buloanelor cu aprindere prin ridicare şi sudarea buloanelor cu aprindere la vârf. Pentru ambele procedee sunt necesare surse de curent, dispozitive de ridicare, buloane şi materiale auxiliare (de ex. inele ceramice) adecvate. Sudarea buloanelor se caractzerizează printr-un timp foarte scurt de ardere a arcului electric (0,5 ms – 3,0 s) şi astfel, printr-o viteză mare de încălzire şi răcire. Diametrul buloanelor este, în general, de până la 8 mm pentru sudura la vârf şi de până la 25 mm pentru sudura prin ridicare.Calitatea sudării buloanelor depinde nu numai de respectarea strictă a instrucţiunilor de sudare ci şi de funcţionarea ireproşabilă a instalaţiei de mişcare (de ex. pistoale de sudură), de starea componentelor, de materialele auxiliare şi de alimentarea cu curent electric.
2
1. Domeniu de aplicare
Această normă cuprinde sudarea gujoanelor cu arc electric pe piese metalice. Ea stabileşte cerinţele deosebite ale sudării gujoanelor cu privire la cunoştinţele de specialitate din domeniul tehnicii sudurii, exigenţele de calitate, instrucţiunile de sudare, verificarea procedeului de sudare, verificarea sudorilor şi verificarea sudurilor de fabricaţie.Această normă trebuie aplicată atunci când condiţiile de livrare dintre părţile contractante, o normă de aplicare sau cerinţe reglementate (în continuare numite „Condiţii de livrare” – vezi EN 729 – 1) pretind dovada din partea producătorului a unei anumite calităţi în ceea ce priveşte fabricarea construcţiilor sudate.Această normă a fost elaborată ca document de referinţă cuprinzător, pentru încheierea contractelor. Cerinţele exprimate pot fi preluate în totalitate sau, în măsura în care nu sunt relevante pentru cosntrucţia respectivă, pot fi omise (vezi Anexa A).
2. Referinţe normative
,,,,,,Lista conform text original in limba germana,,,,
3. Definiţii, simboluri, prescurtări
Pentru aplicarea acestei norme sunt valabile definiţiile pentru sudarea gujoanelor cuprinse în ISO 857 – 1, EN 719, EN 729 – 1, EN 1418 şi EN 288 – 1 precum şi următoarele:
3.1.1 Adaosuri de sudare
În spiritul acestei norme, adaosuri de sudare sunt gujoanele, ştifturile şi alte părţi care sunt încărcate cu sudură.
3.1.2 Materiale auxiliare
Inele ceramice şi gaze de protecţie
3.1.3 Sudorul gujoanelor
Operatorii instalaţiei de sudură a gujoanelor, care sunt familiarizaţi cu condiţiile la sudarea gujoanelor.Ei posedă cuoştinţe de specialitate pentru manipularea, reglarea corespunzătoare a instalaţiei şi executarea corectă a sudurii. În acest scop asigură un contact bun şi o aplicare simetrică a cablului de masă şi repartizarea uniformă a maselor fero-magnetice. În situaţii deosebite (de ex. la producţia de masă în atelierul de producţie), sudura poate fi executată şi de personal auxiliar adecvat, instruit şi supravegheat în mod corespunzător.
3.1.4 Diametrul gujoanelor
La sudura buloanelor cu aprindere prin ridicare şi cu inel ceramic sau gaz protector, diametrul este la vârful sudurii. La toate celelalte procedee de sudură, diametrul se găseşte deasupra flanşei.
3
3.1.5 Intensitatea curentului
Este valoarea medie a curentului de sudură în stare staţionară în timpul timpului de aprindere a arcului electric (valabil la descărcarea condesatorilor)
3.1.6 Timp de sudură
Este intervalul de timp între aprindere şi stingerea definitivă a arcului electric principal
3.1.7 Ridicarea
(L în fig. 2) Este intervalul dintre vârful gujonului şi suprafaţa piesei de prelucrat, atunci când dispozitivul de ridicare este aplicat şi activat. Pentru aprinderea la vârf, această noţiune este valabilă pentru fanta (deschiderea de aprindere).
3.1.8 Mărimea de imersie
Este valoarea deplasării axiale a gujonului în direcţia suprafeţei piesei de prelucrat.
3.1.9 Partea ieşită în afară
(P în fig. 2) La dispozitivele de ridicare nereglate, de ex. dispozitive de ridicare încărcate prin forţa unui arc, este intervalul dintre vârful gujonului şi marginea dinspre partea piesei de prelucrat a dispozitivului de susţinere, în repaus.
3.1.10 Efectul de suflură
Este devierea magnetică a arcului electric de la axa gujonului
3.1.11 Fondant
Este un adaos de aluminiu la vârful sudurii gujonului. El serveşte la o mai bună aprindere şi la dezoxidarea băii de sudură.
3.2 Simboluri
Pentru aplicarea acestei norme sunt valabile următoarele simboluri:C (milifarad) – capacitated (milimetru) – diametrul bulonuluiI (amperi) – intensitatea curentuluitw (milisecunde sau secunde) – timpul de sudurăU (volţi) – tesniunea de încărcareW (waţi-secundă) – energia de încărcare
3.3 Prescurtări
Pentru aplicarea acestei norme sunt valabile următoarele prescurtări:CF – inel ceramicDS – sudarea gujonului cu aprindere prin ridicare
4

HAZ – zona de influenţă termică a sudurii (“heat affected zone”)L – ridicareNP – fără protecţia băii de sudurăP – parte ieşită în afarăPA – poziţia vaneiPC – poziţie transversalăPE – poziţie de sudură peste capSG – gaz protectorTS – sudarea gujoanelor cu aprindere la vârfWPS – instrucţiune de sudurăWPAR – raport despre recunoaşterea procedeului de sudurăpWPS – instrucţiune provizorie de sudură
4. Cunoştinţe de specialitate din domeniul tehnicii sudurii
4.1 Generalităţi
Această secţiune oferă indicaţii generale cu privire la fabricarea ireproşabilă şi verificarea la sudarea gujoanelor.
4.2 Procese4.2.1 Sudarea gujoanelor cu aprindere prin ridicare (DS)4.2.1.1 Generalităţi
Sudarea gujoanelor cu aprindere prin ridicare (DS) se poate efectua mecanic sau automat folosind pistoale de sudură sau capuri de sudare. Fazele de lucru pentru DS sunt reprezentate în fig. 1. Gujonul se împinge în suport şi – dacă e necesar, va fi prevăzut cu un inel ceramic – va fi aplicat pe piesa de prelucrat (vezi fig. 1a). La începutul procesului de sudare, gujonul va fi ridicat de către dispozitivul de ridicare şi va fi aprins prima dată un arc electric auxiliar, apoi arcul electric principal între vârful gujonului şi piesă (vezi fig. 1b). Suprafaţa frontală a gujonului şi materialul de bază se topesc. După scurgerea timpului de sudare, gujonul se scufundă cu forţă redusă (< 100 N) în baia de topitură iar sursa de curent se întrerupe (vezi fig. 1c). Apoi se îndepărtează inelul ceramic (vezi fig. 1d). Derularea mişcării la utilizarea unui inel ceramic este prezentată în fig. 2.Sunt puse la dispoziţie aparate de sudură a gujoanelor pentru diferite domenii de lucru, cu timpi diferiţi de sudură şi protecţie diferită a băii de sudură.
aplicarea gujonului ridicare şi aprinderea arcului electric
imersarea (cufundarea)
gujon sudat
Fig.1 – sudarea gujoanelor cu aprindere prin ridicare – faze de lucru
5
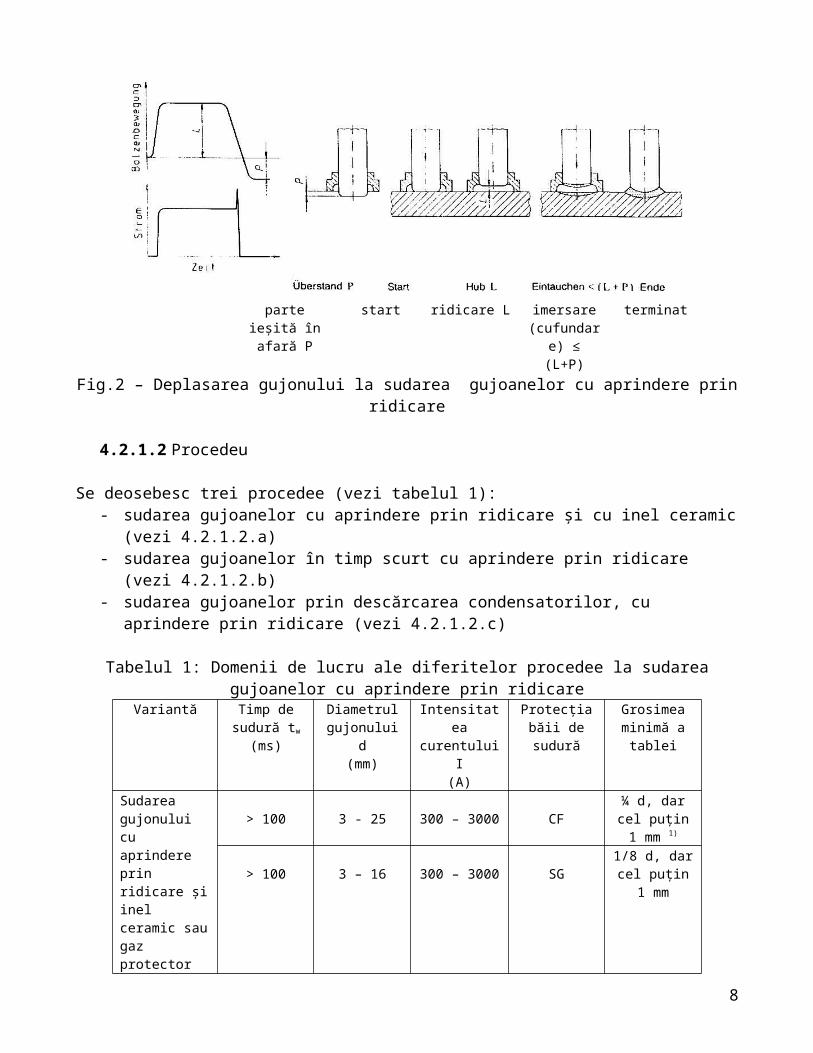
parte ieşită în afară P
start ridicare L imersare (cufundare)
≤ (L+P)
terminat
Fig.2 – Deplasarea gujonului la sudarea gujoanelor cu aprindere prin ridicare
4.2.1.2 Procedeu
Se deosebesc trei procedee (vezi tabelul 1):- sudarea gujoanelor cu aprindere prin ridicare şi cu inel ceramic (vezi 4.2.1.2.a)- sudarea gujoanelor în timp scurt cu aprindere prin ridicare (vezi 4.2.1.2.b)- sudarea gujoanelor prin descărcarea condensatorilor, cu aprindere prin ridicare (vezi
4.2.1.2.c)
Tabelul 1: Domenii de lucru ale diferitelor procedee la sudarea gujoanelor cu aprindere prin ridicare
Variantă Timp de sudură tw
(ms)
Diametrul gujonului d
(mm)
Intensitatea curentului I
(A)
Protecţia băii de sudură
Grosimea minimă a
tableiSudarea gujonului cu aprindere prin ridicare şi inel ceramic sau gaz protector
> 100 3 - 25 300 – 3000 CF¼ d, dar cel puţin 1 mm 1)
> 100 3 – 16 300 – 3000 SG1/8 d, dar cel puţin 1 mm
Sudarea gujonului în timp scurt cu aprindere prin ridicare
≤ 100 3 – 12 până la 1500 NP, SG, (CF)1/8 d, dar cel puţin 0,6 mm
Sudarea gujonului prin descărcarea condensatorilor cu aprindere prin ridicare
< 10 3 - 10 până la 3000 (vârf)
NP, (SG)1/10 d, dar
cel puţin 0,5 mm
1) Grosimea minimă a tablei împiedică străpungerea cu flacăra. Alte norme de aplicare pot să ceară grosimi mai mari ale tablei.
6

La procedeul cu putere electrică mare (zonă de topire îngustă), la sudarea gujoanelor cu timp scurt sau la sudarea gujoanelor prin descărcarea condensatorilor, vârfurile buloanelor trebuie adaptate formei adâncimii pătrunderii stratului de sudură în piesa de prelucrat şi aplatizate (de ex. cu un unghi de conicitate de 166 °.
a). sudarea gujoanelor cu aprindere prin ridicare cu inel ceramic sau gaz protector:Acest procedeu se foloseşte pentru diametre cuprinse între 3 mm – 25 mm, cu timpi de sudură de cca 100 ms – 3000 ms. Se face predominant cu inel ceramic şi, numai în situaţii de excepţie cu gaz protector sau fără protecţia băii de sudură. Cea mai mare parte a tuturor cazurilor de aplicare se referă la acest procedeu. Grosimea minimă a tablei este de ¼ pentru CF şi 1/8 pentru SG din grosimea diametrului bulonului, dar cel puţin 1 mm.
b) sudarea în timp scurt a gujonului cu aprindere prin ridicare:Cu aparate speciale se poate obţine şi un timp foarte scurt de sudură de ≤ 100 ms. Această variantă este potrivită pentru buloane cu diametru până la 12 mm, dar la diametre de cce 8 mm – 12 mm trebuie efectuată cu gaz protector pentru a evita o formare mai puternică a porilor. Zona de topire este îngustă, aportul de căldură este redus astfel încât pot fi sudate şi buloane cu diametre până la 12 mm pe table subţiri. La 10 mm – 12 mm diametru al bulonului, un inel ceramic îmbunătăţeşte formarea convexităţii sudurii. Întrucât procedeul se executp pentru diametre până la 8 mm, deseori, fără protecţia băii de sudură se folosesc, de regulă, buloane cu flanşă turtită (refulată) care formează o suprafaţă de sudură mai mare decât diametrul axului bulonului şi astfel, în ciuda porilor din zona de sudură, ating o forţă de întindere mai mare decât axul bulonului. Grosimea minimă a tablei este 1/8 d , dar cel puţin 0,6 mm.
c) sudarea gujonului prin descărcarea condensatorilor, cu aprindere prin ridicare:Un timp foarte scurt de sudură (< 10 ms) se poate atinge prin folosirea unei surse de curent cu descărcarea condensatorilor. Diametrul este cuprins între 3 mm – 10 mm. Grosimea minimă a tablei este de 1/10 d, dar de cel puţin 0,5 mm. Procedeul este asemănător celui cu sudură cu timp scurt şi cu aprindere prin ridicare dar poate ajunge până la 3000 A.
4.2.1.3 Protecţia băii de sudură
În funcţie de tipul de protecţie al băii de sudură, se deosebesc diferite moduri de lucru:- cu inel ceramic (CF) (vezi 4.2.1.3.a)- cu gaz protector (SG) (vezi 4.2.1.3.b)- fără protecţia băii de sudură (NP) (vezi 4.2.1.3.c)
a. Inel ceramic (CH):
Inelul ceramic formează în jurul zonei de sudură o cameră de ardere care protejează sudorul de arcul alectric şi de stropituri. Inelul concentrează arcul electric pe o zonă mică şi reduce disiparea căldurii şi viteza de răcire. Inelul ceramic îndepărteaz numai în mică măsură atmosfera. La imersarea gujonului în baia de topitură, topitura deplasată lateral va fi dispusă inelar în jurul bolţului sub forma unei umflături. Astfel sunt posibile suduri şi în poziţii obligate. Inelul ceramic va fi utilizat pentru o singură sudură şi va fi îndepărtat după solidificarea topiturii.
7
b. Gaz protector (SG)
În cazul sudării gujoanelor cu gaz protector, atmosfera este deplasată din zona arcului electric de un gaz protector introdus din afară. Astfel se diminuează semnificativ formarea porilor. În cazul oţelului şi a majorităţii metalelor se foloseşte un amestec de gaz din 92 % argon şi 18 % dioxid de carbon (EN 439 – M21). Pentru aluminiu se foloseşte numai argon Ar 99,99 % (EN 439 – I1).Gazul protector influenţează arcul electric şi acţionează asupra comportamentului la topire a bulonului şi a piesei de prelucrat şi, prin intermediul tensiunii suprafeţei asupra formării convexităţii sudurii şi a formei adâncimii de pătrundere a stratului de sudură. În principiu, este de preferată poziţia sudurii PA conform EN ISO 6947. Dacă convexitatea sudurii trebuie să fie mai bine formată şi arcul electric pe piesă să fie redus la o zonă mai restrânsă, se poate folosi suplimentar şi un inel ceramic.
c. Fără protecţia băii de sudură (NP)
Fără protecţia băii de sudură, sudarea gujonului se poate efectua numai pentru diametre mai mici (mai mici de 10 mm) cu timpi de sudură scurţi (mai puţin de 100 ms). Inconvenientul la aceasta îl constituie oxidarea puternică a zonei de sudură, formarea mai accentuată a porilor şi o convexitate neuniformă a sudurii.
4.2.2 Sudarea buloanelor cu descărcarea condensatorilor şi cu aprindere la vârf (TS)
Există două variante ale TS:- cu contact- cu fantă
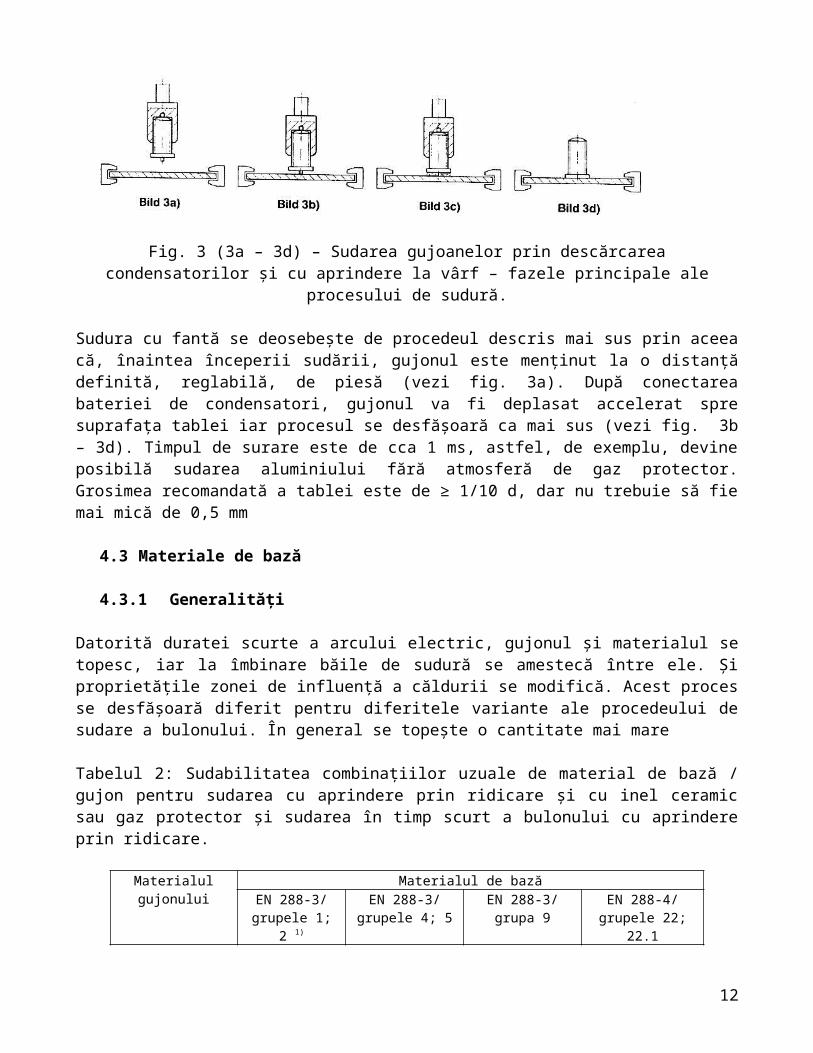
La sudura cu contact, gujonul este împins în dispozitivul de ridicare-coborâre (vezi fig. 3 a) şi este aplicat cu vârful său de aprindere direct pe suprafaţa piesei (vezi fig. 3b). Prin intermediul unui arc, care se găseşte în pistolul de sudură, bulonul este apăsat pe tablă. După conectarea energiei condensatorilor, a exploziei instantanee şi a vaporizării parţiale a vârfului de aprindere şi a apariţiei arcului electric (vezi fig. 3c), bulonul este apropiat şi mai mult de tablă şi în final se opreşte în topitura solidificată (vezi fig. 3d). Timpul de sudare este de ≤ 3 ms.
Fig. 3 (3a – 3d) – Sudarea gujoanelor prin descărcarea condensatorilor şi cu aprindere la vârf – fazele principale ale procesului de sudură.
Sudura cu fantă se deosebeşte de procedeul descris mai sus prin aceea că, înaintea începerii sudării, gujonul este menţinut la o distanţă definită, reglabilă, de piesă (vezi fig. 3a). După
8

conectarea bateriei de condensatori, gujonul va fi deplasat accelerat spre suprafaţa tablei iar procesul se desfăşoară ca mai sus (vezi fig. 3b – 3d). Timpul de surare este de cca 1 ms, astfel, de exemplu, devine posibilă sudarea aluminiului fără atmosferă de gaz protector. Grosimea recomandată a tablei este de ≥ 1/10 d, dar nu trebuie să fie mai mică de 0,5 mm
4.3 Materiale de bază
4.3.1 Generalităţi
Datorită duratei scurte a arcului electric, gujonul şi materialul se topesc, iar la îmbinare băile de sudură se amestecă între ele. Şi proprietăţile zonei de influenţă a căldurii se modifică. Acest proces se desfăşoară diferit pentru diferitele variante ale procedeului de sudare a bulonului. În general se topeşte o cantitate mai mare
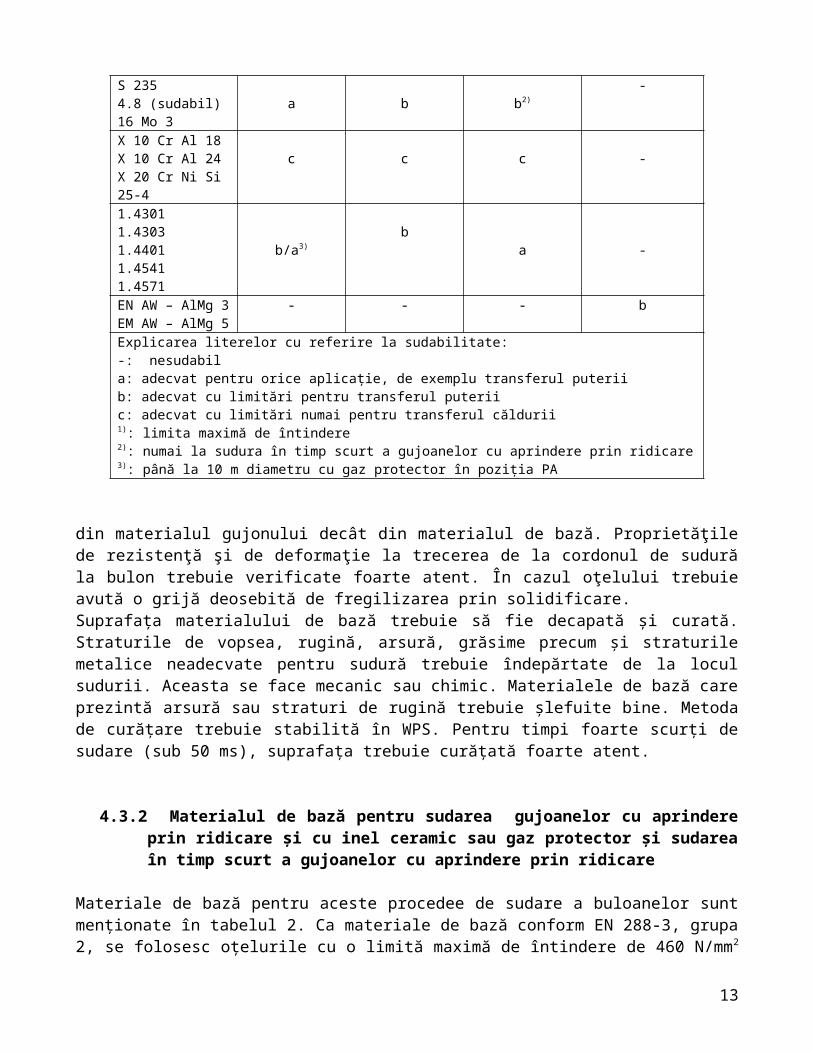
Tabelul 2: Sudabilitatea combinaţiilor uzuale de material de bază / gujon pentru sudarea cu aprindere prin ridicare şi cu inel ceramic sau gaz protector şi sudarea în timp scurt a bulonului cu aprindere prin ridicare.
Materialulgujonului
Materialul de bazăEN 288-3/
grupele 1; 2 1)EN 288-3/
grupele 4; 5EN 288-3/
grupa 9EN 288-4/
grupele 22; 22.1S 2354.8 (sudabil)16 Mo 3
a b b2)-
X 10 Cr Al 18X 10 Cr Al 24X 20 Cr Ni Si 25-4
c c c -
1.43011.43031.44011.45411.4571
b/a3)b
a -
EN AW – AlMg 3EM AW – AlMg 5
- - - b
Explicarea literelor cu referire la sudabilitate:-: nesudabila: adecvat pentru orice aplicaţie, de exemplu transferul puteriib: adecvat cu limitări pentru transferul puteriic: adecvat cu limitări numai pentru transferul căldurii1): limita maximă de întindere2): numai la sudura în timp scurt a gujoanelor cu aprindere prin ridicare3): până la 10 m diametru cu gaz protector în poziţia PA
din materialul gujonului decât din materialul de bază. Proprietăţile de rezistenţă şi de deformaţie la trecerea de la cordonul de sudură la bulon trebuie verificate foarte atent. În cazul oţelului trebuie avută o grijă deosebită de fregilizarea prin solidificare.Suprafaţa materialului de bază trebuie să fie decapată şi curată. Straturile de vopsea, rugină, arsură, grăsime precum şi straturile metalice neadecvate pentru sudură trebuie îndepărtate de la locul sudurii. Aceasta se face mecanic sau chimic. Materialele de bază care prezintă arsură sau straturi de rugină trebuie şlefuite bine. Metoda de curăţare trebuie stabilită în WPS. Pentru timpi foarte scurţi de sudare (sub 50 ms), suprafaţa trebuie curăţată foarte atent.
9
4.3.2 Materialul de bază pentru sudarea gujoanelor cu aprindere prin ridicare şi cu inel ceramic sau gaz protector şi sudarea în timp scurt a gujoanelor cu aprindere prin ridicare
Materiale de bază pentru aceste procedee de sudare a buloanelor sunt menţionate în tabelul 2. Ca materiale de bază conform EN 288-3, grupa 2, se folosesc oţelurile cu o limită maximă de întindere de 460 N/mm2 şi, conform EN 288-3, grupa 9 trebuie folosite oţeluri care nu sunt predispuse la fisurare (rupere) la cald.
4.3.3 Materialul de bază la sudarea gujoanelor prin desărcarea condensatorilor, cu aprindere prin ridicare şi la sudarea prin descărcarea condensatorilor cu aprindere la vârf
Materialele de bază pentru aceste procedee de sudare a gujoanelor sunt menţionate în tabelul 3. Condiţiile de livrare convenite şi normele de aplicare pot să permită şi folosirea altor materiale. În aceste cazuri pot fi cerute alte verificări sau verificări suplimentare faţă de cele descrise la secţiunea 7.
Tabelul 3: Sudabilitatea combinaţiilor uzuale de material de bază / gujon pentru sudarea gujoaneor prin descărcarea condensatorilor cu aprindere la vârf şi prin descărcarea condensatorilor cu aprindere prin ridicare
Materialulgujonului
Materialul de bazăEN 288-3/
grupele 1;2;3;4 şi oţel carbon
cu până la 0,30% C
EN 288-3/grupele 1;2;3;4 şi
table de oţel zincate şi placate
cu metal; grosimea max. a stratului 25 μm
EN 288-3/grupa 9
Cupru şi aliaje de
cupru fără plumb de
ex. CuZn37
EN 288-4 grupele 22; 22.1
S 235 a b a b -1.43011.4303 a b a b
-
CuZn37 bb
b a -
EN AW-Al99,5 - - - - bEN AW-AlMg3 - - - - aExplicarea literelor cu referire la sudabilitate:-: nesudabila: adecvat pentru orice aplicaţie, de exemplu transferul puteriib: adecvat cu limitări pentru transferul puterii
4.4 Gujoanele
10
4.4.1 Materialul gujoanelor pentru sudarea cu aprindere prin ridicare şi inel ceramic sau gaz protector şi sudarea în timp scurt a gujoanelor cu aprindere prin ridicare.
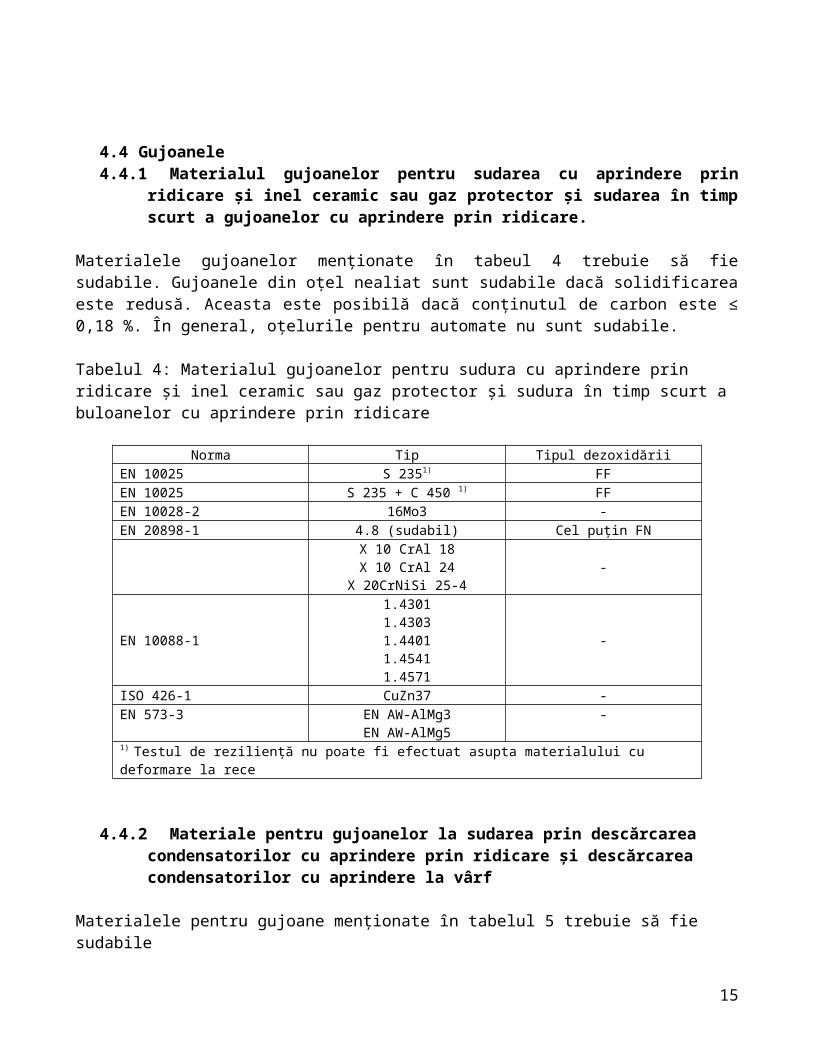
Materialele gujoanelor menţionate în tabeul 4 trebuie să fie sudabile. Gujoanele din oţel nealiat sunt sudabile dacă solidificarea este redusă. Aceasta este posibilă dacă conţinutul de carbon este ≤ 0,18 %. În general, oţelurile pentru automate nu sunt sudabile.
Tabelul 4: Materialul gujoanelor pentru sudura cu aprindere prin ridicare şi inel ceramic sau gaz protector şi sudura în timp scurt a buloanelor cu aprindere prin ridicare
Norma Tip Tipul dezoxidăriiEN 10025 S 2351) FFEN 10025 S 235 + C 450 1) FFEN 10028-2 16Mo3 -EN 20898-1 4.8 (sudabil) Cel puţin FN
X 10 CrAl 18X 10 CrAl 24
X 20CrNiSi 25-4-
EN 10088-1
1.43011.43031.44011.45411.4571
-
ISO 426-1 CuZn37 -EN 573-3 EN AW-AlMg3
EN AW-AlMg5-
1) Testul de rezilienţă nu poate fi efectuat asupta materialului cu deformare la rece
4.4.2 Materiale pentru gujoanelor la sudarea prin descărcarea condensatorilor cu aprindere prin ridicare şi descărcarea condensatorilor cu aprindere la vârf
Materialele pentru gujoane menţionate în tabelul 5 trebuie să fie sudabile
Tabelul 5: Materiale pentru buloane la sudarea prin descărcarea condensatorilor cu aprindere la vârf şi cu aprindere prin ridicare
Norma TipEN 20898 - 1 4.8 (sudabil)EN 10088 - 1 1.4301
1.4303ISO 426 - 1 CuZn37 (fără plumb)EN 573 - 3 EN AW – AlMg3
EN AW – Al 99,5
4.4.3 Formele gujoanelor
Forma vârfului se deosebeşte în funcţie de varianta procedeului şi de material. Formele gujoanelor, dimensiunile, materialele şi inelele ceramice trebuie să coincidă cu EN ISO 13918
11
4.5 Combinaţia dintre materialul gujonului şi materialul de bază
Sudabilitatea diferitelor materiale şi combinaţiile recomandate dintre materialul gujonului şi materialul de bază depind de procedeul de sudură. Combinaţiile sunt przentate în tabelele 2 şi 3:
- combinaţii la sudura gujoanelor cu aprindere prin ridicare şi inel ceramic sau gaz protector şi sudarea în scurt timp a buloanelor cu aprindere prin ridicare (vezi tabelul 2);
- combinaţii la sudarea gujoanelor prin descărcarea condensatorilor cu aprindere prin ridicare şi sudarea buloanelor prin descărcarea condensatorilor cu aprindere la vârf (vezi tabelul 3).
Pot fi sudabile şi alte combinaţii, sudabilitatea trebuie dovedită prin verificări extinse ale procedeului.
4.6 Materiale auxiliare
În funcţie de procedeu se folosesc inele ceramice şi / sau gaze protectoare pentru protecţie şi concentrarea arcului electric. Inelele ceramice trebuie să se potrivească cu diametrul şi tipul bulonului. Trebuie ţinut cont de următoarele:
- inelul ceramic trebuie apăsat pe materialul de bază- inelul ceramic trebuie centrat în raport cu gujonul (axul gujonului). Poziţii oblice sau un
contact neuniform a inelului ceramic în raport cu bulonul provoacă o bulă (convexitate) a sudurii neuniformă şi poate să împiedice imersia
- inelele ceramice trebuie depozitate uscat- în cazul fisurilor induse de hidrogen, inelele ceramice trebuie uscate la temperatură
ridicată ( 1 h la peste 900 ° C).În cazuri deosebite (sidarea gujoanelor cu aprindere prin ridicare a aluminiului şi a aliajelor sale sau a oţelurilor CrNi, poate fi necesară utilizarea gazelor protectoare. Gazul este alimentat la un dispozitiv care trebuie să asigure o ecranare uniformă, fără turbulenţe. Trebuie respectate următoarele:
- pe partea gujonului, jetul de gaz trebuie etanşat- înainte de începerea sudurii, gazul trebuie să dizloce (să îndepărteze) atmosfera; de
aceea este necesar un timp definit al curentului electric inţial- la sudarea aluminiului este necesară o ecranare cu gaz deosebit de bună.
4.7 Defecte de sudura şi măsuri de corecţie
Neregularităţile şi măsurile de corecţie sunt prezentate în tabelele 6 – 9.
12
Tabelul 6: Defecte şi măsuri de corecţie la sudarea gujoanelor cu aprindere la ridicare şi cu inel ceramic sau gaz protector
Verificare prin observareNr. Calităţi exterioare Cauză posibilă Măsuri de corecţie1 Convexitatea sudurii uniformă,
lucioasă şi închisă. După sudură, lungimea bulonului în limitele de toleranţă
Parametri corecţi Nu
2 Gâtuire la locul de sudurăGujon prea lung
Cota de scufundare sau ridicarea sunt prea miciEnergia de sudare prea ridicată
Mărirea cotei de scufundare, verificarea ridicării şi centrării inelului ceramicCurentul şi/sau timpul trebuie reduse
3 Convexitatea a sudurii prea redusă, neregulată cu suprafaţă matăGujon prea lung
Energia de sudare prea micăInel ceramic umed
Mărirea curentului şi/sau timpuluiUscarea în cuptor a inelelor ceramice
4 Convexitatea sudurii unilaterală
Unterschneidung (Sudura insuficienta ?)
Efect de suflareInelul ceramic nu este centrat
Vezi tabelul 9Verificarea centrării
13

Tabelul 6 –continuare
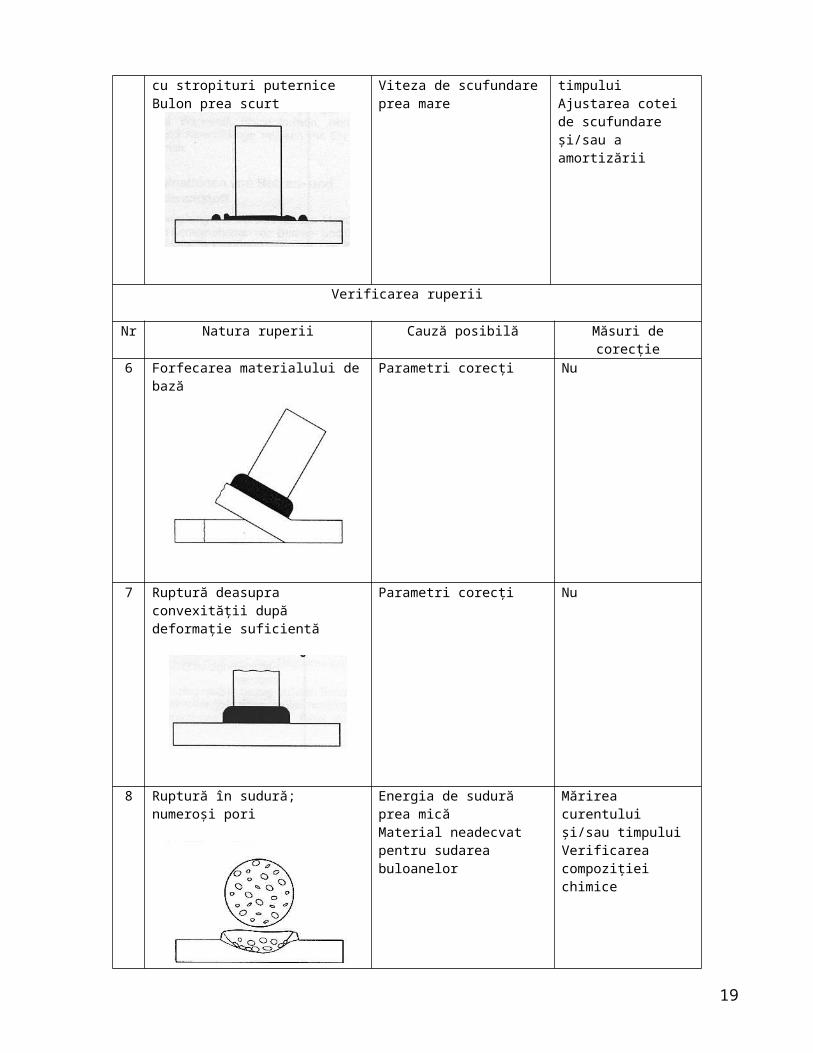
5 Convexitatea sudurii prea joasă, suprafaţa lucioasă cu stropituri puterniceBulon prea scurt
Energia de sudare prea mareViteza de scufundare prea mare
Reducerea curentului şi/sau timpuluiAjustarea cotei de scufundare şi/sau a amortizării
Verificarea ruperii
Nr Natura ruperii Cauză posibilă Măsuri de corecţie6 Forfecarea materialului de bază Parametri corecţi Nu
7 Ruptură deasupra convexităţii după deformaţie suficientă
Parametri corecţi Nu
8 Ruptură în sudură; numeroşi pori Energia de sudură prea micăMaterial neadecvat pentru sudarea buloanelor
Mărirea curentului şi/sau timpuluiVerificarea compoziţiei chimice
14
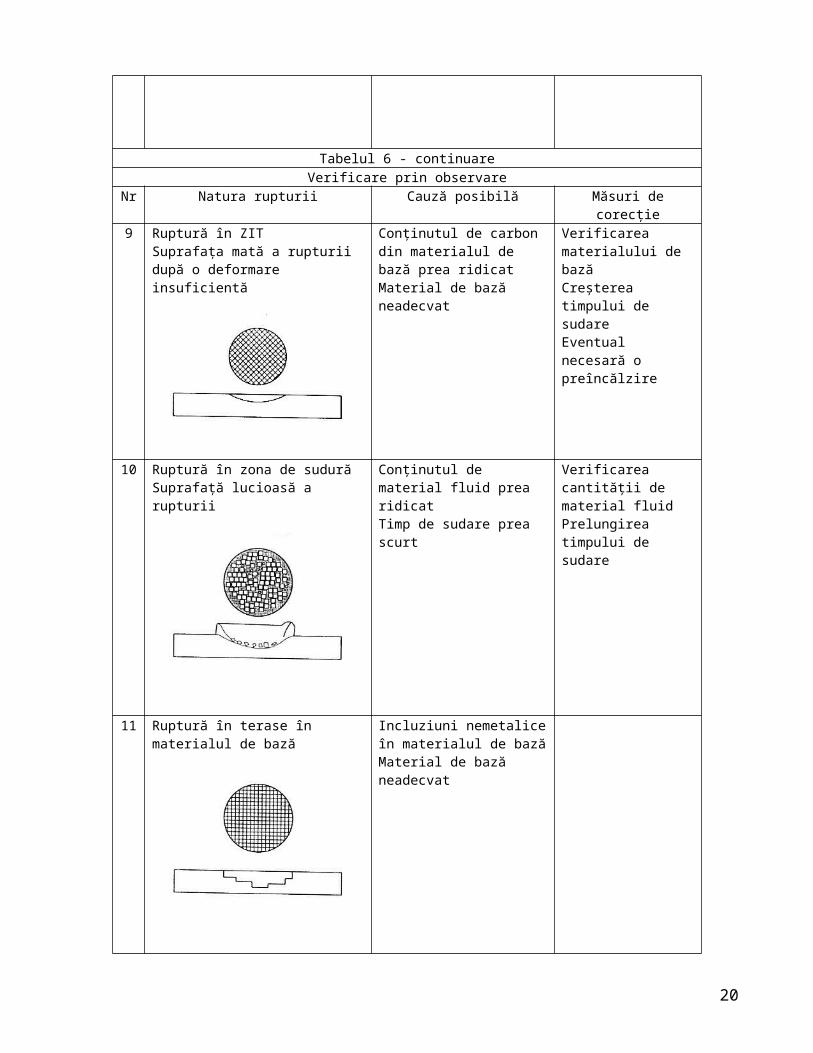
Tabelul 6 - continuareVerificare prin observare
Nr Natura rupturii Cauză posibilă Măsuri de corecţie9 Ruptură în ZIT
Suprafaţa mată a rupturii după o deformare insuficientă
Conţinutul de carbon din materialul de bază prea ridicatMaterial de bază neadecvat
Verificarea materialului de bazăCreşterea timpului de sudareEventual necesară o preîncălzire
10 Ruptură în zona de sudurăSuprafaţă lucioasă a rupturii
Conţinutul de material fluid prea ridicatTimp de sudare prea scurt
Verificarea cantităţii de material fluidPrelungirea timpului de sudare
11 Ruptură în terase în materialul de bază
Incluziuni nemetalice în materialul de bazăMaterial de bază neadecvat
15

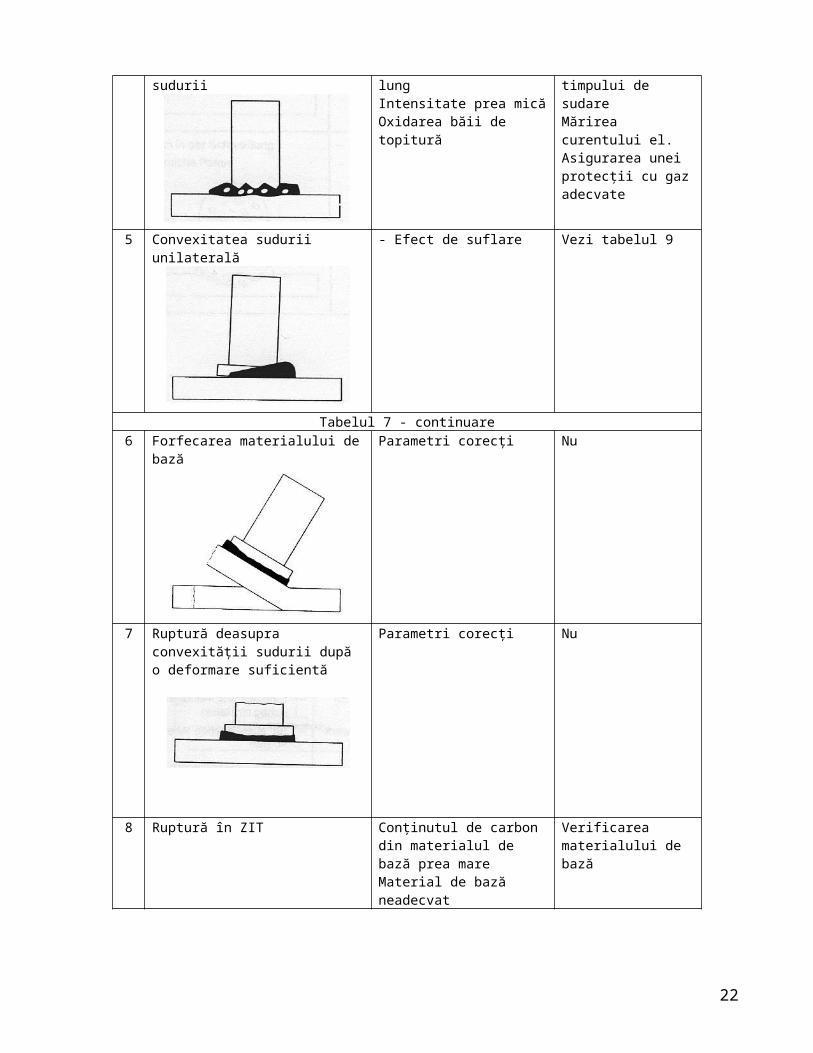
Tabelul 7: Defecte şi măsuri de corecţie la sudura în timp scurt a gujoanelor cu aprindere prin ridicareVerificare prin observare
Nr Alcătuire exterioară Cauză posibilă Măsuri de corecţie1 Convexitate uniformă a sudurii, fără
defecte vizibileParametri corecţi Nu
2 Secţiunea nu este sudată complet Energia de sudare prea micăPolaritate greşită
Mărirea curemtului şi/sau a timpuluiSchimbarea polarităţii
3 Convexitatea sudurii mare, neregulată
Timp de sudare prea lung Reducerea timpului de sudare
4 Pori în convexitatea sudurii Timp de sudare prea lungIntensitate prea micăOxidarea băii de topitură
Reducerea timpului de sudareMărirea curentului el.Asigurarea unei protecţii cu gaz adecvate
5 Convexitatea sudurii unilaterală - Efect de suflare Vezi tabelul 9
Tabelul 7 - continuare
16

6 Forfecarea materialului de bază Parametri corecţi Nu
7 Ruptură deasupra convexităţii sudurii după o deformare suficientă
Parametri corecţi Nu
8 Ruptură în ZIT Conţinutul de carbon din materialul de bază prea mareMaterial de bază neadecvat
Verificarea materialului de bază
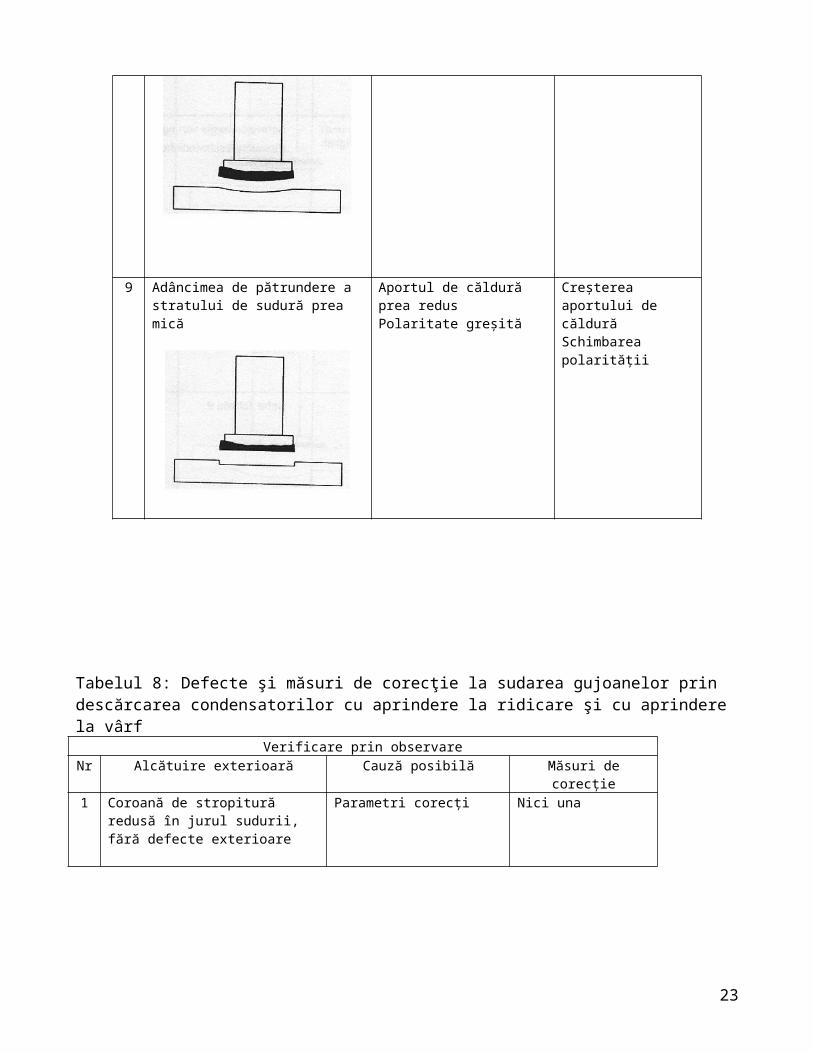
9 Adâncimea de pătrundere a stratului de sudură prea mică
Aportul de căldură prea redusPolaritate greşită
Creşterea aportului de căldurăSchimbarea polarităţii
17

Tabelul 8: Defecte şi măsuri de corecţie la sudarea gujoanelor prin descărcarea condensatorilor cu aprindere la ridicare şi cu aprindere la vârf
Verificare prin observareNr Alcătuire exterioară Cauză posibilă Măsuri de corecţie1 Coroană de stropitură redusă în
jurul sudurii, fără defecte exterioareParametri corecţi Nici una
2 Fisură între flanţă şi materialul de bază
Energia de sudură prea scăzutăViteza ce scufundare prea redusăSprijinirea materialului de bază insuficientă
Mprire energiei de sudareReglarea corectăp a vitezei de scufundareAsigurarea unui sprijin suficient
3 Stopitură puternică în jurul sudurii Energia de sudare prea ridicată şi/sau viteza de scufundare prea redusă
Diminuarea energiei de sudareMărirea vitezei de scufundare
4 Coroana de stropitură unilaterală Formarea bulelor Vezi tabelul 9
18
5 Ruptură deasupra convexităţii sudurii după o deformare suficientă
Parametri corecţi Nici una
6 Ruptură în bulon deasupra flanşei Parametri corecţi Nici una
7 Ruptură în cordonul de sudură Energia de sudare prea redusăViteza de scufundare prea redusăCombinaţia bulon/material de bază neadecvată
Creşterea energiei de sudareCreşterea vitezei de scufundareÎnlocuirea materialului bulonului sau a materialului de bază
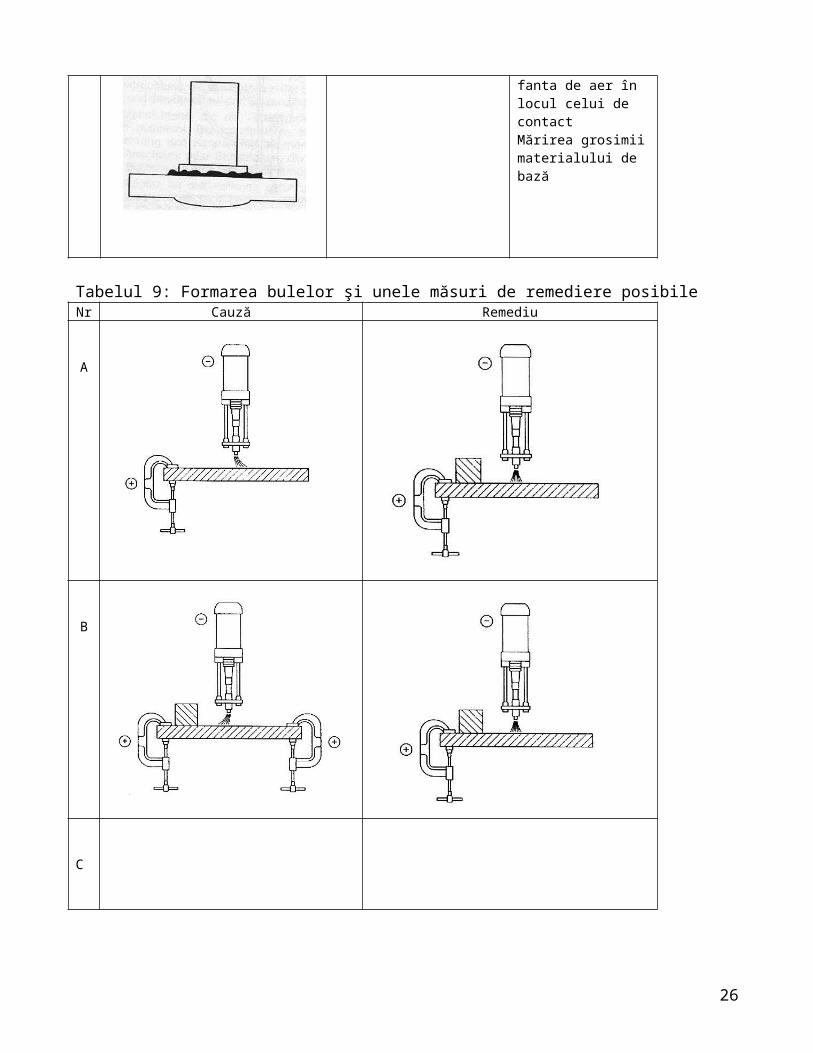
8 Deformare pe partea posterioară Energia de sudare prea ridicatăForţa de îmbinare prea mareProcedeu de sudură neadecvatMatrial de bază prea subţire
Diminuarea energiei de sudareDiminuarea forţei de îmbinareFolosirea procedeului cu fanta de aer în locul celui de contactMărirea grosimii materialului de bază
19
Tabelul 9: Formarea bulelor şi unele măsuri de remediere posibileNr Cauză Remediu
A
B
C
Menţiune: Formarea bulelor este proporţională cu intensitatea curentului şi poate fi influenţată prin aplicarea simetrică a clemelor de masă, prin aplicarea unor greutăţi de echilibrare sau (la pistoalele manuale cu cabluri de sudură exterioare) prin rotirea pistolului în jurul axei verticale. Ea cauzează topire unilaterală şi poate să mărească numărul porilor în masa de sudură
20

4.8 Dispozitive de sudură
4.8.1 Dispozitive de sudură pentru sudarea gujoanelor cu aprindere prin ridicare şi inel ceramic sau gaz de protecţie şi pentru sudarea în timp scurt a buloanelor cu aprindere prin ridicare
4.8.1.1 Generalităţi
Dispozitivul de sudare constă din sursa de curent electric, dispozitivul de comandă, cel de deplasare şi cablurile de sudură.
4.8.1.2 Sursa de curent electric
Surse de curent sunt fie redresori fie convertizori care furnizează curent continuu şi care sunt adecvaţi pentru o sarcină sub formă de şocuri, de scurtă durată.Intensitatea maximă a curentului la buloanele obişnuite, cu cele mai mari dimensiuni este de cca 3000 A. Durata de conectare este între 3 % şi 10 %. De aceea, chiar la curenţi înalţi, aparatele sunt relativ uşoare şi compacte. Tensiunea, la funcţionarea în gol, este cuprinsă între 70 V şi 100 V şi trebuie să corespundă cu EN 60974 – 1.Menţiune: curentul pentru sudură trebuie să poată fi reglat liniar, fără trepte, în întregul domeniu. Avantajoase sunt sistemele cu reglarea curentului constant.
4.8.1.3 Dispozitivul de comandă
Dispozitivele de comandă conectează curentul pentru sudură în funcţie de timpul de sudare ales. Ele comandă şi deplasarea pistolului. De cele mai multe ori, sursa de curent şi dispozitivul de comandă formează o unitate compactă.
4.8.1.4 Dispozitive de deplasare
Acestea sunt fie pistoale manualesau capuri de sudură. Capurile de sudură sunt folosite preponderent pentru o deplasare automată a gujonului şi sunt fixate de un suport.Dispozitivul de deplasare cuprinde:
- un arc care împinge gujonul în baia de topitură, după scurgerea timpului de sudură;- la unele pistoale (în special pentru diametre ale buloanelor peste 14 mm), o amortizare
hidraulică sau pneumatică pentru reducerea vitezei de scufundare;- un sistem de cleme care menţine bulonul în poziţia de sudare şi care transmite
curentul electric la bulon;- un dispozitiv de susţinere care preia forţa de reacţie a forţei de apăsare. La pistoalele
manuale, dispozitivul de susţinere poate să centreze inelul ceramic sau să facă posibilă poziţionarea bulonului pe piesa de bază (prin intermediul şabloanelor sau a opritoarelor);
- la capurile de sudură pentru deplasare automată, o cameră de deplasare şi un dispozitiv de înaintare (de împingere) – de cele mai multe ori pneumatic – pentru bulon. Prin înlocuirea dispozitivului cu cleme şi a eventualelor părţi ale dispozitivului de susţinere, se poate ca un dispozitiv de deplasare să fie folosit pentru diferite dimensiuni ale buloanelor.
21
4.8.1.5 Cablurile de sudură
Cablurile de sudură trebuie să corespundă normei ISO 5828 şi să fie astfel plasate încât să se evite o încălzire nepermisă. Pentru gujoane până la 12 mm se recomandă o secţiune de până la 50 mm2 şi o lungime a cablului de 20 m. Pentru gujoane cu diametru până la 20 mm se recomandă o secţiune a cablurilor de cel puţin 70 mm2 şi o lungime de aproximativ 20 m. Pentru gujoane mai groase sau lungimi mai mari se recomandă 120 mm2 şi toate contactele trebuie verificate cu grijă şi, daca este necesar, trebuie înlocuite.
4.8.2 Instalaţii de sudură pentru sudarea buloanelor prin descărcarea condensatorilor, cu aprindere prin ridicare şi cu aprindere la vârf
4.8.2.1 Generalităţi
Instalaţia de sudură constă dintr-o sursă de curent cu instalaţie de încărcare integrată, din dispozitivul de deplasare şi din cablurile de sudură.
4.8.2.2 Sursa de curent
Sursa de curent conţine o baterie de condensatori cu capacităţi între cca 12 mF şi 150 mF. Parţia, capacitatea poate fi reglată în trepte. Tensiunile de încărcare sunt de până la 200 V şi necesită o decuplare de siguranţă conf. EN 60974-1. De cele mai multe ori, rensiunile nu se reglează în trepte. Sursele de curent pentru procedeul cu aprindere prin ridicare au în circuitul de sudură o bobină suplimentară care asigură un timp de sudare de 6 – 10 ms.După fiecare proces de sudare, bateria de condensatori trebuie încărcată la tensiunea dorită. Succesiunea maximă de sudări depinde de viteza de încărcare. La surse de curent pentru sudare manuală pot fi sudate cca 500 buloane pe oră; la funcţionare manuală, până la cca 3500 buloane pe oră.
4.8.2.3 Dispozitivul de deplasare
Dispozitive de deplasare sunt fie pistoale manuale sau capuri de sudură. Capurile de sudură sunt prevăzute în special pentru sudarea automată şi sunt fixate strâns de un suport. La procedeul de sudare prin ridicare, arcul de curent se aprinde prin ridicarea bulonului. La sudarea buloanelor cu aprindere la vârf, angrenajul electr-omagnetic crează o fantă de aer între bulon şi materialul de bază. Arcul de curent se aprinde prin contactul dintre vârful de aprindere şi piesă. Construcţia dispozitivului de deplasare depinde dacă arcu de curent este aprins cu aprindere prin ridicare sau aprindere la vârf. Dispozitivul de deplasare este alcătuit din:
- angrenajul (de cele mai multe ori electro-magnetic), pentru a ridica bulonul pentru aprindere sau la sudare, pentru a menţine arcul electric la o lungime constantă, raportat la dispozitivul de susţinere;
- un resort pentru la cufunda bulonul în baia de sudură după scurgerea timpului de sudare;
- un dispozitiv de cleme pentru a menţine bulonul în poziţia de sudare şi a transmite curentul electric la bulon;
22
- un dispozitiv de susţinere pentru a prelua forţa de reacţie a forţei de apăsare. La pistoalele manuale, dispozitivul de susţinere poate face posibilă poziţionarea bulonului pe piesă, cu ajutorul unor şabloane sau opritoare;
- la capurile de sudare pentru avansul automat, o cameră de avans şi un dispozitiv de poziţionare pentru bulon (de cele mai multe ori pneumatic).
La dispozitivele de deplasare care funcţionează după procedeul sudării gujoanelor cu aprindere la vârf, nu este neapărat necesar un angrenaj electro-magnetic. Pentru crearea fantei de aprindere necesare, pot fi folosite resoarte tensionate prin forţa manuală. Prin schimbarea dispozitivului de cleme se poate folosi un dispozitiv de deplasare pentru diferitele dimensiuni ale buloanelor.Dispozitivul de ddeplasare este o unealtă electrică la care apar pericole datorită tensiunii electrice, încălzirii şi formarea arcului electric. De aceea trebuie respectate regulile de securitate corespunzătoare.
4.8.2.4 Cablurile de sudură
Cablurile de sudură trebui să corespundă ISO 5828. Secţiunile cablurilor de sudură au în general 2,5 mm2 până la 70 mm2. Datorită curenţilor mari de vârf şi a căderii de tensiune în legătură cu aceştia, cablurile ar trebui să fie cât mai scurte posibil. Datorită încolăcirii cablurilor creşte rezistenţa inductivă, ceea ce diminuează curentul de sudare dar prelungeşte timpul de sudare.
4.9 Parametrii de sudură4.9.1 Parametri de sudură pentru sudarea buloanelor cu aprindere prin ridiccare, cu
inel ceramic sau gaz de protecţie şi sudarea buloanelor în timp scurt cu aprindere prin ridicare
4.9.1.1 Polaritate
La sudarea oţelului, bulonul va fi conectat la polul negativ iar materialul de bază la cel pozitiv. În cazul aluminiului şi aliajelor sale precum şi la alamă, este mai eficace polaritatea inversă.
4.9.1.2 Curentul de sudare
Curentul de sudare depinde de dimensiunea gujonului şi este cuprins între 300 A şi 3000 A. La sudarea cu aprindere la vârf şi cu inel ceramic sau gaz de protecţie a oţelului nealiat, curentul efectiv poate fi estimat după două formule (formula 1 şi formula 2):
I (A) = 80 x d (mm) – ptr. gujoane cu diametrul până la cca 16 mm. (1)
I (A) = 90 x d (mm) – ptr. gujoane cu diametre peste 16 mm (2)
În cazul oţelului aliat se alege în general un curent cu o intensitate mai redusă cu aprox. 10 %.La sudarea în timp scurt a gujoanelor cu aprindere prin ridicare se va seta un curent cu o intensitate ridicată (600 A – 1500 A în funcţie de mărimea sursei de curent). Energia de sudare se alege în general numai prin timpul de sudare.
23

4.9.1.3 Tensiunea arcului electric
Tensiunea arcului electric rezultă din înălţimea de ridicare şi de curentul de sudare. De regulă sunt valori cuprinse între 20 V şi 40 V. Impurităţi de pe suprafeţe, ca ulei sau grăsime măresc, gazele de protecţie scad tensiunea arcului electric în comparaţie cu situaţia normală.
4.9.1.4 Timpul de sudare
La sudarea gujoanelor cu aprindere prin ridicare, cu inel ceramic sau gaz de protecţie, timpul de sudare poate fi estimat după două formule (3) şi (4):
tw (s) = 0,02 x d (mm) – ptr. buloane cu diametru până la cca 12 mm (3)
tw (s) = 0,04 x d (mm) – ptr. buloane cu diametru peste 12 mm (4)
Valorile indicate sunt valabile pentru sudarea în poziţia PA. La sudarea în poziţia PC conform EN ISO 6947, timpul de sudare trebuie diminuat. La sudarea în timp scurt a gujoanelor cu aprindere prin ridicare, timpul de sudare este sub 100 ms. El depinde nu numai de diametrul gujonului ci şi de intensitatea curentului disponibil.
4.9.1.5 Ridicarea
Ridicarea este cuprinsă între 1,5 mm şi 7 mm şi este proporţională cu diametrul gujonului. În cazul suprafeţelor acoperite (de ex. tehnica sudurii penetrante, înălţimea de ridicare trebuie să fie mai mare decât în mod normal. Înălţimi mai mari de ridicare măresc lungimea arcului electric şi astfel, tensiunea arcului electric. Pe lângă aceasta creşte şi devierea magnetică a arcului electric (efect de suflare).
4.9.1.6 Partea ieşită în afară
Partea ieşită în afară este în general de 1 – 8 mm şi este proporţională cu diametrul bulonului. Mai depinde şi de forma dorită a convexităţii sudurii, de forma vârfului bulonului şi (la sudarea cu inel ceramic) de rama inelului.
4.9.1.7 Viteza de cufundare
Viteza de cufundare trebuie să fie de cca 200 mm/s la gujoane cu diametre până la 14 mm şi de 100 mm/s la buloane mai mari, pentru a împiedica o stropire a băii de sudură. La dispozitivele de deplasare fără atenuator este proporţională cu partea ieşită în afară.
4.9.2 Parametri de sudură pentru sudarea buloanelor prin descărcarea condensatorilor cu aprindere prin ridicare şi cu aprindere la vârf
4.9.2.1 Polaritatea
În general, gujonul este conectat la polul negativ iar piesa la polul pozitiv. La materiale de bază (piese) din cupri sau metale uşoare, avantajoasă ar putea fi şi o polaritate inversată.
24

4.9.2.2 Curentul de sudare
Curentul de vârf este cuprins între 1000 A şi 10000 A şi depinde de tensiunea de încărcare, capacitatea şi rezistenţa inductivă şi ohmică a cablurilor de sudură.
4.9.2.3 Timp de sudare
Timpul de sudare nu poate fi ales direct. În funcţie de energia înmagazinată şi inductivitatea circuitului de sudare, timpul este de 1 ms – 3 ms (aprindere la vârf) sau 3 ms – 10 ms (aprindere prind ridicare). Un timp de sudare mai lung uşurează sudarea pe suprafeţe acoperite printr-o degazificare mai bună.
4.9.2.4 Energia de încărcare
Tensiunea de încărcare, împreună cu capacitatea, determină energia de încărcare după formula (5):
W = 0,5 x C x U2 (5)
Energia trebuie crescută odată cu secţiunea sudurii.
4.9.2.5 Viteza de cufundare
Viteza de cufundare este stabilită în general de un resort şi sistemul de greutăţi pus astfel în mişcare. La unele dispozitive de deplasare, forţa resortului poate fi modificată de operator. O viteză de cufundare este de cca 0,5 m/s până la 1,5 m/s (parţial peste). La procedeul prin aprindere la vârf, această viteză, împreună cu lungimea vârfului de aprindere, stabilesc direct timpul de sudare. Pentru o calitate ridicată a îmbinării, viteza de cufundare trebuie menţinută constant în limite strâmte.
5 Cerinţe privind calitatea
5.1 Generalităţi
Dacă se pretind cerinţe de calitate conform EN 729 -2; EN 729 -3 şi EN 729 -4, au importanţă următoarele cerinţe suplimentare:
5.2 Verificarea construcţiei
Constructorul trebuie să verifice, dacă se cere:- accesibilitatea şi poziţia de sudare a sudurii gujoanelor- calitatea suprafeţei şi forma convexităţii legăturii prin sudare- materialele şi combinaţiile de materiale (vezi tabelele 2 – 5)- raportul diametrul gujonului / grosimea tablei (evitarea deteriorărilor pe partea
posterioară a tablei)- date referitoare la pregătirea cordonului de sudură şi a sudurii finite, inclusiv, de
exemplu, calitatea suprafeţei gujoanelor şi a piesei, toleranţe a bulonului sudat (poziţia, poziţia unghiulară, lungimea)
25
- folosirea metodelor de lucru speciale pentru evitarea deteriorării părţii posterioare a piesei
- moduri de lucru pentru obţinerea poziţiei vericale a gujonului sudat
MENŢIUNE: luarea în considerare a stării de tensiune pe mai multe axe prin concentrarea locală a inducerii de căldură/răcirii. Datorită efectului de tăietură, aceasta reduce rezistenţa dinamică a unei piese prevăzute cu un bulon sudat.
5.3 Instalaţii de fabricaţie
Constructorul trebuie să dispună de instalaţii adecvate de sudarea gujoanelor şi de surse de curent electric cu putere suficientă, pentru a putea suda ireproşabil gujonul pe piesa de bază dacă aparatele sunt corect reglate. De aceea, dacă este necesar, trebuie să fie disponibile următoalele instalaţii:
- surse de curent electric, aparate de comandă şi dispozitive de deplasare- cabluri cu secţiune suficientă, cleme masive de conectare şi legături suficiente la masă- instalaţii de manipulare pentru fabricaţia prin sudare (dispozitive, şabloane)- aparate de supraveghere a datelor de sudare- instalaţii de uscare suplimentară pentru inelele ceramice- posibilităţi de curăţare pentru porţiunile de contact şi de sudare, suprafeţele trebuie să
fie curate, fără arsuri, ulei, grăsime sau vopsea- dispozitive necesare de măsură şi control - instalaţii pentru tratamente preliminare şi ulterioare- instalaţii şi dispozitive de sudură pentru remedieri
5.4 Descrierea instalaţiilor
Producătorul trebuie să pună la dispoziţie o descriere pentru aparatele de sudare a gujoanelor. Această descrierere serveşte ca dovadă pentru capacitatea şi domeniul de utilizare pentru sudarea gujoanelor. Ea conţine, de exemplu:
- date cu privire la diametrele cele mai mici şi mai mari sudabile ale gujoanelor;- numărul maxim pe unitatea de timp a gujoanelor care pot fi sudate;- domeniul de reglare al sursei de curent;- modul de lucru şi performanţa instalaţiilor mecanizate sau atomate de sudare a
gujoanelor,- date referitoare la aparatele de verificare disponibile.
5.5 Intreţinerea
Producătorul trebuie să asigure funcţionalitatea aparatelor. În timpul fabricaţiei (producţiei), la intervale stabilite, el trebuie să efectueze o verifricare a funcţionalităţii dispozitivelor de deplasare. Cablurile, clemele de conectare, gujoanele şi suporţii inelelor ceramice trebuie verificate cu regularitate şi înlocuite la timp. La fabricaţia de masă şi un sistem cuprinzător de asigurare a calităţii conform EN 729 – 2, trebuie întocmit un plan de întreţinere pentru alte instalaţii esenţiale. Exemple de astfel de instalaţii sunt:
- dispozitive de sortare şi aducţie (alimentare) a gujoanelor, suporturilor gujoanelor şi suporturilor inelelor ceramice
- elemente mecanice de ghidare şi şabloane- starea aparatelor de măsură
26

- starea cablurilor, furtunelor şi conectorilor- starea sistemelor de supraveghere
5.6 Plan de fabricaţie
La sudarea buloanelor, planul de fabricaţie mai trebuie să conţină şi următoarele informaţii suplimentare:
- stabilirea procedeului de sudare al bulanelor dorit şi a dispozitivelor- date cu privire la care dispozitive şi şabloane vor fi folosite- procedeul de fabricaţie pentru pregătirea suprafeţelor.
5.7 Calibrarea dispozitivelor de măsură şi control
Producătorul răspunde de calibrarea corespunzătoare a dispozitivelor de verificare şi şi măsurare utilizate la preluare. Toate instalaţiile utilizate pentru evaluarea calităţii trebuie supravegheate în mod adecvat şi calibrate la intervale stabilite. Acest fapt este valabil în special pentru intensitatea curentului şi măsurarea timpului de sudare.
6. Instrucţiune de sudare (WPS)
6.1 Generalităţi
În instrucţiunea de sudare (WPS) trebuie indicate detaliile despre modul în care se execută o sudură. Ea trebuie să conţină toate informaţiile corespunzătoare referitoare la procesul de sudură.Instrucţiunile de sudare pot să conţină şi un anumit domeniu al piesei de bază şi şi un anumit domeniu de gujoane. Unii producători pot să prefere în plus întocmirea instrucţiunilor de lucru pentru fiecare activitate separată, ca parte s fiecărei planificări a fabricaţiei.Următoarele informaţii sunt adecvate pentru majoritatea lucrărilor de sudură. La unele utilizări, lista poate fi extinsă sau prescurtată. Sarcinile aplicabile trebuie stabilite în WPS.Domeniile şi dimensiunile limită vor fi stabilite în funcţie de experienţa producătorului. Un exemplu de formular WPS este dat în anexa B.
6.2 Referitor la producător
6.2.1 Identificarea producătorului
- identificare fără dubii a producătorului
6.2.2 Identificarea WPS
- denumire alfa-numerică (cheie de referinţă)
6.2.3 Trimitere la raportul referitor la recunoaşterea procedeului de sudare (WPAR) sau la alte documente, dacă este necesar
- denumire alfa-numerică (cheie de referinţă)
27
6.3 Referitor la materialul de bază
6.3.1 Tipul materialului de bază
- identificarea materialului de bază, de preferinţă prin trimitere la norma adecvată;- starea de livrare a materialului de bază- o PWS poate să cuprindă o grupă de materiale
6.3.2 Dimensiunile piesei de bază
- grosimea piesei de bază- alte dimensiuni esenţiale
6.4 Procedeul de sudare
- procedeele de sudare trebuie să fie denumite conform EN 24063
6.5 Legătura prin sudură
6.5.1 Forma legăturii
- desen de construcţie a legăturii cu prezentarea poziţiei corespunzătoare a gujonului şi a toleranţelor
- succesiunea de sudare a gujoanelor trebuie stabilită, dacă este esenţială pentru aplicaţie
6.5.2 Poziţia de sudare
- poziţia de sudare potrivită trebuie stabilită conform EN ISO 6947
6.5.3 Pregătirea suprafeţelor materialului de bază
- dacă este cazul, pregătirea suprafeţelor (de exemplu curăţare, degresare, băiţuire)- timp maxim permis între pregătire şi sudare (dacă este cazul)
6.5.4 Dispozitive de întindere
- tip de utilizare (dacă este necesar)- date referitoare la dispozitivul de întindere, şabloane, etc.
6.5.5 Susţinere
Măsuri de susţinere, stabilirea materialului de susţinere şi dimensiuni (la sudarea tablelor mai subţiri)
28
6.6 Gujoane
6.6.1 Denumire
Împărţire conform normei sau a numelui comercial. Gujoanele nestandardizate trebuie stabilite în desene sau în alte prevederi adecvate.
6.6.2 Tratament
Dacă gujoanele vor trebui supuse unui tratament înaintea utilizării (de ex. curăţare)
6.7 Materiale auxiliare
6.7.1 Inele ceramice (dacă sunt necesare)
Împărţire în funcţie de normă, furnizori sau nume comercial. Inele ceramice nestandardizate trebuie stabilite pe baza desenelor sau alte prevederi adecvate.Dacă inelele ceramice trebuie supuse unui tratament înainte de folosire (de ex. uscare), acest fapt trebuie precizat.
6.7.2 Gaz de protecţie (dacă este necesar)
- împărţire conform EN 439
6.8 Sursa de curent electric
- tip, producător
6.9 Dispozitive de deplasare
6.9.1 Pistol de sudură / cap de sudare
- tip, producător,- domeniu permis al diametrului buloanelor şi lungimii lor- atenuare
6.9.2 Instalaţia de gaz de protecţie (dacă se foloseşte)
- mărimea debitului- descriere (schematică) a dimensiunilor tubului protector şi lungimea acestuia raportat
la buloane şi piesa de bază
6.9.3 Dispozitiv pentru avansul gujoanelor
- descrierea dispozitivului de avans al gujoanelor inclusiv schiţa
29
6.10 Mărimi de influenţă la sudarea gujoanelor au aprindere prin ridicare cu inel ceramic sau gaz de protecţie şi sudarea în timp scurt a gujoanelor cu aprindere prin ridicare
- polaritate- tensiunea arcului electric- curentul de sudare- timp de sudare- ridicare- partea ieşită în afară- viteza de cufundare- numărul şi poziţia clemelor de masă
6.11 Mărimi de influenţă la sudarea gujoanelor prin descărcarea condensatorilor cu aprindere prin ridicare şi cu aprindere la vârf
- polaritate- capacitate- tensiunea de încărcare- viteza de cufundare (forţa arcului, mărimea fantei de aprindere)- numărul şi poziţia clemelor de masă- ordinea de dispunere a cablului de sudură (dacă se foloseşte la influenţarea curentului)
6.12 Condiţii de temperatură
- temperatura de pre-încălzire (dacă se cere)- dacă nu este necesară pre-încălzirea, cea mai coborâtă temperatură ambiantă
permisă
6.13 Tratament termic ulterior
Dacă, în situaţii deosebite este necesar un tratament termic ulterior sau o călire, procedeul trebuie stabilit sau trebuie să se facă o referire la o stabilire specială a tratamentului termic ulterior sau călire. Trebuie stabilită întreaga conductivitate termică.
6.14 Tratament ulterior netermic
- polizare, prelucrare prin aşchiere sau alte prelucrări mecanice- băiţuire sau altă prelucrare chimică- procedee speciale pentru îndepărtarea inelelor ceramice
7. Recunoaşterea procedeului de sudare
7.1 Principii de bază
Instrucţiunile de sudare pentru sudarea bgujoanelor trebuie să fie recunoscute înainte de începutul fabricaţiei dacă partenerii participanţi la acţiune sau o normă de aplicare o cer. În principiu sunt permise următoarele procedee de recunoaştere, dar cerinţe decurgând din condiţiile de livrare sau dintr-un regulament de aplicare pot să limiteze alegerea procedeului:
30

- recunoaştere prin verificarea procedeului de sudare conform 7.2- recunoaştere prin verificarea înainte de începerea fabricaţiei conform 7.3- recunoaşterea pe baza experienţei existente, conform 7.4
Toate recunoaşterile noi ale procedeului de sudare trebuie să coincidă cu această normă înainte de momentul publicării ei. Totuşi, această normă nu scoate din uz verificări existente ale procedeelor de sudare, care au fost stabilite conform normelor şi regulilor naţionale anterioare, cu condiţia ca cerinţele tehnice să fie îndeplinite şi ca verificările anterioare să corespundă utilizării şi fabricaţiei în care sunt folosite. Verificări existente conform normelor şi reglementărilor naţionale anterioare vor fi luate în considerare în momentul comenzii sau cererii de ofertă şi vor trebui să fie recunoscute de partenerii de contract.
7.2 Verificări ale procedeului de sudare
7.2.1 Aplicare
Dacă sunt cerute verificări ale procedeului de sudare, verificările trebuie să fie efectuate conform prevederilor din această secţiune cu excepţia cazurilor când, în condiţiile de livrare, sunt stabilite verificări mai severe sau când acestea sunt stabilite prin norma de aplicare pertinentă.
7.2.2 Instrucţiune provizorie de sudare (pWPS)
Instrucţiunea provizorie de sudare trebuie să fie elaborată conform secţiunii 6 din această normă. Ea trebuie să stabilească domeniul pentru toţi parametrii esenţiali.
7.2.3 Forma şi dimensiunile eşantioanelor
Dimensiunile eşantioanelor trebuie să fie suficientă pentru toate verificările. Grosimea eşantioanelor trebuie astfel aleasă încât să cuprindă grosimile tablelor şi flanşelor prevăzute pentru fabricaţie (vezi 7.2.8.6).
7.2.4 Sudarea
Pregătirea, stabilirea ordinii şi sudarea eşantioanelor trebuie efectuate în concordanţă cu pWPS şi în condiţiile de fabricaţie uzuale cărora trebuie să le corespundă. Trebuie luate în considerare aceleaşi poziţii de sudare şi distanţe de la margine ca şi cele efective de pe piesa de bază. Aici trebuie ţinut cont şi de un interval suficient a clemelor de masă.Sudarea şi verificarea eşantioanelor trebuie confirmată de un verificator sau de un birou de verificare (vezi 3.9 din EN 288 -1:1992)Verificări ale procedeului trebuie făcute asupra celor mai mici şi mai mari diametre ale buloanelor utilizate practic.În verificarea procedeului trebuie sudate cel puţin următorul număr de gujoane:
- sudarea gujoanelor cu aprindere prin ridicare, cu inel ceramic sau gaz de protecţie (diametrul gujonului ≤ 12 mm) → 12 buloane
- sudarea gujoanelor cu aprindere prin ridicare, cu inel ceramic sau gaz de protecţie (diametrul gujonului > 12 mm) → 17 buloane
- sudarea în timp scurt a gujoanelor cu aprindere prin ridicare → 12 gujoane
31
- sudarea buloanelor prin descărcarea condensatorilor cu aprindere prin ridicare → 30 gujoane
- sudarea buloanelor prin descărcarea condensatorilor cu aprindere la vârf → 30 gujoane
MENŢIUNE: pentru încercări de reglare şi probe echivalente (vezi secţiunea 10) se recomandă a se prevedea un număr suficient de gujoane suplimentare ca eşantioane.
7.2.5 Confirmări de verificare ale materialului de bază şi al materialului buloanelor
Materialul de bază folosit trebuie să fie confirmat cel puţin cu un certificat de verificare la preluare conform EN 10204, 3.1.B.Dacă nu sunt disponibile aceste confirmări, atunci materialele din care sunt confecţionate materialul de bază şi gujoanele trebuie verificate suplimentar înainte de verificarea procedeului. În acest scop trebuie să fie disponibil suficient material de bază şi material al gujoanelor din aceeaşi şarjă care şi cel folosit la verificare.
7.2.6 Conţinutul analizei şi verificării
Analiza şi verificarea cuprind verificările nedistructive şi distructive, care trebuie să coincidă cu cerinţele de la tabelul 10. Toate verificările trebuie efectuate conform procedeului stabilit la secţiunea 8. Numărul şi tipul de verificări enumerate în tabelul 10 pot fi folosite pentru recunoaşterea unei WPS numai atunci când materialul de bază şi materialul gujoanelor corespund materialelor stabilite în tabelele 2 şi 3. La utilizarea altor materiale pentru piesa de bază şi gujoane decât cele stabilite în tabelele 2 şi 3, pot fi folosite aceleaşi eşantioane dar cu un număr mai mare de probe.
7.2.7 Verificare de rezervă (echivalentă)
Dacă un singur gujon (din toate gujoanele) nu îndeplineşte cerinţele, atunci vor fi luate alte două buloane echivalente din eşantioanele aferente. Dacă acest fapt nu este posibil, trebuie prezentate prezentate gujoane corespunzătoare. De aceea se recomandă ca la o verificare a procedeului să se dispună un număr suficient de gujoane de rezervă.Dacă mai multe gujoane (decât unul) sau unul din cele două gujoane de rezervă nu îndeplinesc cerinţele, atunci se consideră că nu a fost trecută verificarea.
7.2.8 Domeniu de valabilitate7.2.8.1 Generalitati
Toate condiţiile menţionate în continuare, pentru valabilitate, trebuie îndeplinite independent una de alta.Modificări în afara domeniilor stabilite necesită o nouă verificare a procedeului de sudare. Durata de valabilitate a instrucţiunii de sudare este nelimitată atâta timp cât nu se fac modificări decisive pentru calitate şi este condusă o evidenţă a fabricaţiei conform 10.6.Întrucât rezultatul sudării gujoanelor nu depinde numai de respectarea instrucţiunii de sudare ci şi, de exemplu, de funcţionalitatea mecanică a pistoalelor de sudură, trebuie ca cel puţin o dată pe an să se facă o verificare normală a lucrului conform 10.2.În cazul întreruperilor de fabricaţie de mai mult de un an, înainte de reluarea fabricaţiei, valabilitatea instrucţiunii de sudură trebuie să fie confirmată de o verificare normală a lucrului.
32

Tabel 10: Analizarea şi verificarea eşantioanelor
ProceseTip de verificare
Transmiterea forţei Transmiterea călduriid ≤ 12 mm d > 12 mm toate diametrele (d)
Verificare prin observare → toate buloanele
Sudarea bulonuluicu aprindere prin ridicare cu inel ceramic sau gaz de protecţieşiSudarea bulonului în timp scurt cu aprindere prin ridicare
Verificare la încovoiere → 60° → 10 buloane (vezi fig. 8a, 8b sau 8c)
Verificare la încovoiere cu cheia dinamometrică → buloane (vezi fig. 4a şi 4b)
Verificare la tracţiune → 1) (vezi fig. 5, 6 sau 7)
Verificare la tracţiune → 1) (vezi fig. 5, 6 sau 7) sauVerificare prin iradiere → 5 buloane
-
Macropolitură → 2 buloane (90° deplasat prin mijlocul bulonului)Sudarea gujoanelor cu descărcarea condensatorilor cu aprindere la vârf şiSudarea gujoanelor cu descărcarea condensatorilor cu aprindere prin ridicare
Verificare prin observare → toate buloanele Verificare la tracţiune → 10 buloane (vezi fig. 5, 6 sau 7)Verificare la încovoiere → 30° → 20 buloane (vezi fig. 8a, ab sau 8c)
1) La suduri între grupa 9 a materialului buloanelor conf. EN 288 -3 şi materialul piesei de bază din grupa 1 sau 2 conf. EN 288 – 3, este necesară o verificare la tracţiune la cel puţin 10 buloane
7.2.8.2 Raportat la producător
Recunoaşterea unei WPS pe care a obţinut-o un producător este valabilă pentru sudarea în ateliere şi pe şantiere care sunt supuse aceleiaşi supravegheri tehnice şi calitative ale acestui producător.
7.2.8.3 Raportat la procedeul de sudare
Recunoaşterea este valabilă numai pentru procedeul de sudare care a fost folosit la verificarea procedeului. Energia care poate fi calculată pe baza parametrilor poate să se abată cu max. ± 25 %.
7.2.8.4 Raportat la materialul piesei de bază
O verificare a procedeului care a fost efectuată asupra unui oţel dintr-o grupă, include atât oţelurile mai jos aliate ale aceleşiaşi grupe (aceasta este valabilă pentru elemente încorporate intenţionat dar nu şi pentru impurităţi întâmplătoare) cât şi oţelurile acestei grupe cu o limită mai redusă de elasticitate atâta timp cât adaosurile de sudură care au fost folosite la verificare pot fi folosite şi pentru alte oţeluri ale acestei grupe. Grupa de materiale 2 conf. EN 288 -3 include grupa de materiale 1. Grupa de materiale 21 conform EN 288 -4, include grupa de materiale 22.1 dar nu invers.
33
7.2.8.5 Materialul gujoanelor
Verificările procedeului sunt valabile numai pentru aceeaşi calitate a materialului. La descărcarea condensatorilor cu aprindere la vârf, gujoanele din Al 99,5 cuprind şi pe cele din AlMg3 dar nu invers.
7.2.8.6 Grosimea materialului piesei de bază
Conform recomandărilor din tabelul 1, grosimea materialului folosită la verificarea procedeului cuprinde toate grosimile peste grosimearecomsndată minimă a tablei.Pentru grosimi ale materialului sub grosimea minimă recomandată a tablei este necesară o nouă verificare a procedeului.
7.2.8.7 Raportat la diametrul şi forma gujonului
O singură verificare a procedeului este valabilă numai pentru diametrul utilizat la verificarea respectivă. Două verificări ale procedeului cu diferite diametre sunt valabile pentru domeniul dintre cele două diametre.O singură verificare a procedeului este valabilă pentru toate formele de buloaane.
7.2.8.8 Raportat la poziţia de sudare
La sudarea cu descărcarea condensatorilor şi aprindere la vârf şi la cea cu aprindere prin ridicare este valabilă o verificare a procedeului efectuată într-o poziţie oarecare, pentru sudarea în toate poziţiile. La sudarea cu aprindere prin ridicare cu inel ceramic sau gaz de protecţie şi la sudarea în timp scurt a gujoanelor cu aprindere prin ridicare poziţia PC include poziţiile PE şi PA, dar nu şi invers. În poziţia PC pot fi folosite inele ceramice speciale.
7.2.8.9 Raportat la instalaţia de sudare
Sursele de curent, aparatele de comandă şi pistoalele de sudură sau capurile de sudare, utilizate în fabricaţie trebuie să corespundă în ceea ce priveşte limitele lor de performanţă şi a preciziilor de timp cel puţin celor folosite la verificarea procedeului de sudare.O înlocuire a tipului de pistol sau cap de sudare şi / sau a tipului de curent pentru sudare sau a producătorului instalaţiei de sudare necesită verificarea instrucţiunii de sudare printr-o verificare normală a activităţii.
7.2.8.10 Pre-încălzirea
Instrucţiuni de sudare care au fost recunoscute fără pre-încălzire la verificarea procedeului sunt valabile şi pentru acelea la care este prescrisă pre-încălzirea, dar nu invers.
7.3 Verificarea înaintea începerii fabricaţiei
Prevederile generale conform EN 288 – 8 trebuie respectate cu următoarele completări şi modificări:
- instrucţiunile de sudare pWPS şi WPS trebuie să coincidă cu secţiunea 6 a prezentei norme;
34
Figura 4a): Cheie dinamometrica pentru încercarea de îndoire
d= diametrul gujonului + 0,3mmd1 =S =
Figura 4b): Dispozitiv pentru incercarea de îndoireFigura 4-Exemplu de incercare la îndoire cu utilizarea unei chei dinamometrice
35
A = gujonB = Stahlmutter (?)C = placa de rezemareD = piesa intermediaraE = topitura suduriiF = materialul de baza
Figura 5 – Exemplu de încercare la întindere a unui prezon
A = specimen material de bazaB = SuduraC = traversaD = gujon cu capE = surub de transmitereF = cilindru hidraulic
Figura 6 – Exemplu de încercare la întindere a unui gujon cu cap
A = gujonB = placa de bazaC = dispozitiv distribuire forta intindere
Figura 7 – Exemplu de încercare la întindere a unui gujon fără cap
36
X = unghi indoire = 30 la sudura gujoanelor cu descarcare din condensatori si aprindere la varf, respectiv 60 la sudura gujoanelor cu cu descarcare din condensatori cu ridicare cu inel ceramic sau gaz protector
A = gujonB = material de bazaC = profil tubular
Figura 8 a) X = unghi indoire = 30la sudarea gujoanelor cu descărcarea condensatorilor cu aprindere la vârf şi respectiv 60 la sudarea gujoanelor cu descărcarea condensatorilor cu aprindere prin ridicare si inel ceramic sau gaz protector.A = gujonB = material de baza
Figura 8b)
Figura 8c)Figura 8 – Exemplu de încercare la întindere
- fabricaţia propriu-zisă trebuie controlată printr-un sistem adecvat de supraveghere a procesului;
37
- numărul de buloane verificate (părţi fabricate) trebuie să îndeplinească cerinţele conform 7.2.4, dacă aceasta este posibil;
- aprobarea este valabilă numai pentru instalaţii identice, acelaşi fel şi grosime a materialului de bază şi acelaşi diametru al buloanelor ca şi cele folosite la verificarea înaintea începerii fabricaţiei.
Revenirea la verificări dinaintea începerii fabricaţiei nu este permisă pentru sudări ale oţelului cu cerinţe de calitate standard sau cuprinzătoare (vezi anexa A).
7.4 Experienţa existentă
Prevederile generale ale EN 288 -6 trebuie respectate împreună cu rumătoarele completări şi modificări:
- instrucţiunile de sudare pWPS şi WPS trebuie să coincidă cu secţiunea 6 a prezentei norme;
- fabricaţia anterioară, pe care se bazează experienţa, trebuie să fi fost controlată cu un sistem adecvat de spraveghere a procesului şi să furnizeze o bază statistică de încredere care să corespundă cu viitoarea utilizare a procedeului de sudare care urmează să fie autorizat;
- aprobarea este valabilă numai pentru instalaţii similare, aceleaşi tip şi grosime a materialului de bază ca şi la fabricaţia pe care se bazează experienţa.
Apelarea la experienţa dobândită în locul apelării la verificările procedeelor sau verificărilor la începutul fabricaţiei nu este permisă pentru sudarea oţelului cu cerinţe de calitate standard sau cuprinzătoare (vezi anexa A).
7.5 Raport cu privire la recunoaşterea unui procedeu de sudare (WPAR)
Raportul cu privire la recunoaşterea procedeului de sudare (WPAR) este o prezentare a rezultatelor evaluării fiecărui eşantion inclusiv a verificării suplimentare. Trebuie să fie conţinute şi caracteristicile adecvate pentru WPS, menţionate în secţiunea 6 a acestei norme, inclusiv detaliile fiecărei caracteristici care se foloseşte conform secţiunii 8.Dacă nu se găsesc caracteristici la care se poate renunţa sau rezultate ale verificărilor inacceptabile, trebuie recunoscută o WPAR cu descriere exhaustivă a rezultatelor verificării procedeului de sudare şi inclusiv a datei, semnate de verificator sau de biroul de verificare.Trebuie folosit un ante-produs WPAR conform anexei C sau D pentru a reda amănuntele procedeului de sudare şi a rezultatelor verificării precum şi pentru a facilita o reprezentare şi evaluare similare a datelor.
8. Analiză şi verificare
8.1 Generalităţi
În cazul normal, sudarea gujoanelor trebuie să fie lipsită de defecte, cu execepţia acelora care trebuie considerate ca permise cu ocazia diferitelor verificări şi analize.Transferul de forţă cu ajutorul sudării prin aprindere prin ridicare, cu inel ceramic sau gaz de protecţie, şi a sudării în timp scurt a gujoanelor cu aprindere prin ridicare, sudurile şi suprafeţele de fisură trebuie verificate în ceea ce priveşte porozitatea, erorile de îmbinare, rupturi, retasuri (goluri de aer) şi incluziuni.
38
În cazul cerinţelor cuprinzătoare de calitate conform EN 729 -2, întreaga suprafaţă defectuoasă (vezi tabelul 11) nu are voie să depăşească 11 % din suprafaţa gujonului. Fracturile nu sunt permise. Casura (suprafaţa rupturii) nu poate să conţină o defecţiune (roare) cu un diametru de peste 20 % din diametrul bulonului. Numărul de erori, chiar şi în cazul erorilor minore, nu poate depăşi, in mm, ca număr, diametrul bulonului. Porozităţi sub 0,5 mm diametru nu sunt luate în considerare.În cazul cerinţelor standard de calitate conform EN 729 -3 suprafaţa totală a erorilor nu are voie să depăşească 10 % din suprafaţa bulonului.În cazul cerinţelor elementare de calitate conform EN 729 -4, suprafaţa permisă a erorilor trebuie pusă de acord de către părţile contractante.
8.2 Verificare prin observare
În cazul sudării gujoanelor prin aprindere prin ridicare cu inel ceramic sau gaz de protecţie şi al sudării în timp scurt a gujoanelor cu aprindere prin ridicare se va verifica forma şi uniformitatea convexităţii sudurii. Iregularităţile menţionate în tabelul 6, nr. 2 – 5 şi tabelul 7, nr. 2 nu sunt permise.În cazul sudării gujoanelor prin descărcarea condensatorilor cu aprindere prin ridicare şi cu aprindere la vârf se va verifica uniformitatea coroanei de stropitură. Iregularităţile menţionate în tabelul 8, nr. 2 – 4 nu sunt permise.
8.3 Verificarea la îndoire a gujoanelor
Gujoanele vor fi îndoite:- la unghi de cu 30 ° in cazul sudarea prin descărcarea condesatorilor cu aprindere prin
ridicare şi cu aprindere la vârf, - la unghi de 60 ° in cazul sudarea cu aprindere prin ridicare şi inel ceramic sau gaz
protector şi la sudarea în timp scurt cu aprindere prin ridicare, cu 60 ° (vezi fig. 8).
Tabelul 11: Legătura dintre diametrul gujonului, mărimea permisă a erorilor individuale şi suprafaţa permisă a erorilor totale.
Diametrul bulonuluimm
d
Mărimea permisă a erorii individuale
mm
Suprafaţa permisă a tuturor erorilor
mm2
3 0,6 Nu e cazul4 0,8 Nu e cazul5 1,0 Nu e cazul6 1,2 Nu e cazul8 1,6 Nu e cazul
10 2,0 Nu e cazul12 2,4 Nu e cazul14 2,8 7,716 3,2 10,018 3,6 12,720 4,0 15,722 4,4 19,025 5,0 24,5
39
Verificarea serveşte ca probă simplă de lucru pentru controlul încrucişat al datelor de sudare alese. Legătura prin sudare va fi considerată, cu această ocazie, ca nedefinită în ceea ce priveşte încovoierea.Verificarea se consideră ca fiind trecută dacă dupa îndoirea la unghi de 30 ° sau 60 ° nu au fost constatate fisuri în sona de sudură.Dacă în zona de influenţă a căldurii apare o fisură fără deformare, atunci trebuie verificate materialele din care sunt confecţionate bulonul şi piesa de bază în ceea ce priveşte compatibilitatea de sudare (de exemplu adecvanţa la călire).
8.4 Verificarea la îndoire cu cheia dinamometrică
Aceastase aplică numai la sudarea gujoanelor cu transfer de căldură, cu aprindere prin ridicare cu inel ceramic sau gaz de protecţie sau la sudarea în timp scurt cu aprindere prin ridicare (vezi fig. 4).Solicitarea la îndoire depinde de diametrul bulonului (vezi tabelul 12).
Tabelul 12: Solicitarea la îndoire în funcţie de diametrul bulonuluiDiametrul bulonului
mmSolicitarea la îndoire
Nm8 40
10 6012 85
Verificarea serveşte ca simplă probă de lucru pentru controlul încrucişat a datelor de sudare alese.Verificarea cordonului de sudură se consideră ca fiind trecută dacă la îndoire nu se constată rupturi (fisuri).Dacă apare o fisură fără deformare în zona de influenţă a căldurii, trebuie verificate materialele gujonului şi a piesei de bază în ceea ce priveşte compatibilitatea la sudare.
8.5 Verificarea la tracţiune (întindere)
Verificarea la tracţiune se efectuează pentru sudarea gujoanelor cu aprindere prin ridicare cu inel ceramic sau gaz de protecţie şi sudarea în timp scurt cu aprindere prin ridicare (numai transferul forţei) şi la sudarea prin descărcarea condensatorilor cu aprindere prin ridicare şi aprindere la vârf.Cu ajutorul unui dispozitiv de întindere adecvat (vezi fig. 5, 6, 7), gujoanele sudate sunt trase axial până la rupere. Dacă gujoanele sau piesa de bază se rup după o deformare suficientă în afara zonei de sudură, se consideră că verificarea a fost trecută (vezi tabelul 6 nr. 6 sau 7 şi tabelul 7 nr. 6 şi 7 şi tabelul 8 nr. 5 şi 6).În cazul cerinţelor de calitate conform EN 729 -2, o ruptură în zona de sudură nu este permisă.În cazul verificărilor standard de calitate conform EN 729 -3 şi la procedeul de sudare cu aprindere prin ridicare şi cu inel ceramic sau gaz de protecţie, la sudarea în timp scurt a gujonului cu aprindere prin ridicare, sudarea prin descărcarea condensatorilor cu aprindere prin ridicare şi cu aprindere la vârf, rupturile în zona de sudură sunt permise dacă limita minimă de întindere a materialului bulonului este atinsă. Iregularităţi ale suprafeţei rupturii nu pot să depăşească valorile stabilite la 8.1.
40
În cazul buloanelor cu flanşă şi a procedeului de sudare cu descărcarea condensatorilor şi aprindere prin ridicare sau aprindere la vârf, sunt permise rupturi în zoda de sudură dacă suprafaţa nesudată nu depăşeşte 35 % din suprafaţa sudurii.
8.6 Macropolitura
O macropolitură se cere numai la procedeul de sudare cu aprindere la vârf cu inel ceramic sau gaz de protecţie şi la sudarea în timp scurt a bulonului cu aprindere prin ridicare.La transferul forţei şi cerinţe de calitate conform EN 729 -2, iregularităţile nu pot să depăşească valorile stabilite în tabelul 11.La transferul de căldură trebuie realizată o sudură suficientă între bulon şi materialul de bază, la care grosimea peretului tubului, nesudată (netopită) trebuie să fie de cel ăuţin 2mm.Micro-fisurile nu sunt luate în considerare.
8.7 Verificarea prin iradiere
Este cerută numai pentru procedeul sudării gujonului prin aprindere prin ridicare, cu inel ceramic sau gaz de protecţie la d > 12 mm transfer de forţă, dacă nu se fac verificări de rezistenţă la tracţiune.Pentru pregătirea verificării, gujoanele trebuie să fie separate imediat deasupra convexităţii sudurii.Iradierea se face conform EN 1435, clasa B.Defectele nu pot să depăşească valorile stabilite la 8.1.
8.8 Verificări suplimentare
În anumite domenii de aplicare a sudurii gujoanelor, de exemplu la fixarea cazanelor, în construcţii navale sau ale reactoarelor, pot fi necesare verificări suplimentare (de ex. verificări ale durităţii sau cu ultra-sunete), stabilite pe baza clauzelor contractuale.
9. Personalul pentru sudare
9.1 Sudorul gujoanelor
Sudorii gujoanelor trebuie verificaţi pe baza unui procedeu conform EN 1418.O verificare bazată pe o verificare din punctul de vedere al tehnicii sudurii înaintea începutului fabricaţiei sau a verificării fabricaţiei conf. EN 1418, 4.2.2, trebuie să includă şi o verificare conform 10.2.O verificare a cunoştinţelor de specialitate este necesară pentru toate procedeele de verificare. Aceasta trebuie să cuprindă cel puţin:- reglarea instalaţiei de sudare conform instrucţiunii de sudare;- înţelegerea importanţei modificărilor valorilor de setare (ridicare, masa scufundată, intensitatea curentului, timp de sudare); - înţelegere faţă de importanţa schimbării valorilor de reglare (ridicare, masa de scufundare, intensitatea curentului, timp de sudare);- înţelegere faţă de cerinţele procedeului de sudare (alegerea materialului, aplicarea simetrică a clemelor de masă, legarea la pol a gujonului, evitarea formării bulelor);- verificarea prin observare şi evaluarea gujonului sudat (iregularităţi şi măsuri de corecţie);
41
- efectuarea sigură a sudurii (bun contact al gujoanelor în suportul acestora, menţinerea stabilă a pistolului cu ocazia sudării, controlul derulării, ţinerea corectă a pistolului).
9.2 Supravegherea sudării
Aceasta trebuie efectuată conform EN 719. Persoanele pentru supravegherea sudării gujoanelor trebuie să deţină experienţă în domeniu, în special în ceea ce priveşte procedeul utilizat.Numai în cazul unor sudări foarte simple a gujoanelor, fără transfer definit de forţă şi căldură se poate renunţa la o supraveghere a sudării.
10 Supravegherea fabricaţiei
10.1 Generalităţi
Pentru asigurarea calităţii, în funcţie de procedeul de sudare şi domeniu de aplicaţie trebuie îndeplinite diferite cerinţe de calitate (vezi anexa A). În acest scop, înaintea, în timpul şi după fabricaţie trebuie făcute verificări. Se deosebesc:
- verificarea normală a lucrului- verificarea simplificată a lucrului- supraveghere continuă a fabricaţiei.
Verificările pot fi făcute asupra unor piese provenite efectiv din fabricaţie sau diferite eşantioane care însă trebuie să corespundă condiţiilor de la fabricaţie.
10.2 Verificarea normală a lucrului
10.2.1 Generalităţi
Verificări normale a lucrului se fac în general de către producător înaintea lucrărilor de sudură asupra unei construcţii sau grupe de construcţii similare şi / sau după un anumit număr de sudări.Verificarea normală se limitează la diametrul gujoanelor folosite, materialul de bază şi tipul de aparate.
10.2.2 Verificarea normală a lucrului la sudarea cu aprindere prin ridicare cu inel ceramic sau gaz de protecţie şi sudarea în timp scurt a gujoanelor cu aprindere prin ridicare
Trebuie sudate cel puţin 10 gujoane. Pentru încercări de reglare şi, dacă este cazul, pentru probe suplimentare se recomandă să se aibă la dispoziţie un număr suplimentar de gujoane. Se vor face următoarele verificări:
- verificare prin observare (toate buloanele)- verificare la îndoire (5 buloane)- macro-politura la 2 buloane diferite (deplasat la 90 grade prin mijlocul bulonului)
Rezultatele verificării normale a lucrului trebuie documentate (anexa E) şi vor fi ataşate la documentele de calitate.
42

10.2.3 Procedura normală de verificare la sudarea prin descărcarea condensatorilor cu aprindere la vârf şi cu aprindere prin ridicare
Trebuie sudate cel puţin 10 gujoane. Dar, pentru diferite încercări se recomandă un număr suplimentar de buloane. Se vor face următoarele verificări:
- verificare prin observare (toate gujoanele)- verificare la întindere (3 gujoane)- verificare la încovoiere (5 gujoane)
Rezultatele verificării normale a lucrului trebuie documentate (anexa F) şi vor fi ataşate la documentele de calitate.
10.3 Procedura simplificată de verificare
Serveşte la controlul reglării corecte a aparatelor inclusiv a funcţionării corecte a acestora. Înainte de începerea lucrului se vor suda trei gujoane. Verificarea simplificată a lucrului cuprinde cel puţin următoarele verificări şi analize:
- verificarea prin observare (toate gujoanele)- verificarea la încovoiere (toate gujoanele)
Rezultatele verificării normale a lucrului trebuie documentate şi vor fi ataşate la documentele de calitate.
10.4 Verificarea suplimentară efectuata in cazul procedurii normale şi a procedurii simplificată
Dacă la o verificare normală unul dintre gujoane nu îndeplineşte cerinţele, atunci din lotul de verificare se verifica inca două gujoane similare. Dacă acest lucru nu este posibil, trebuie sudate suplimentar gujoane corespunzătoare.Dacă la verificarea simplificată, unul din gujoane nu îndeplineşte cerinţele, atunci, după înlăturarea cauzei erorii, se va relua procedura de verificare.
10.5 Verificarea curentă a fabricaţiei
10.5.1 Generalităţi
Dacă există bănuiala cu privire la suduri deficitare de ex. formarea porilor, convexitate neînchisă, etc, atunci trebuie efectuate fie măsuri de corecţie conf. 10.7 sau o verificare la încovoiere (15 grade) sau un test de întindere. Dacă sudarea nu îndeplineşte condiţiile, atunci trebuie verificate trei suduri dinaintea şi trei de după sudura deficitară, în ceea ce priveşte testul la întindere şi la încovoiere.Rezultatele verificării curente a fabricaţiei trebuie menţionate în registrul fabricaţiei (vezi 10.6).
10.5.2 Verificarea prin observare
Va verificare curentă a fabricaţiei este suficientă, în general, verificarea prin observare a tuturor sudurilor.
43
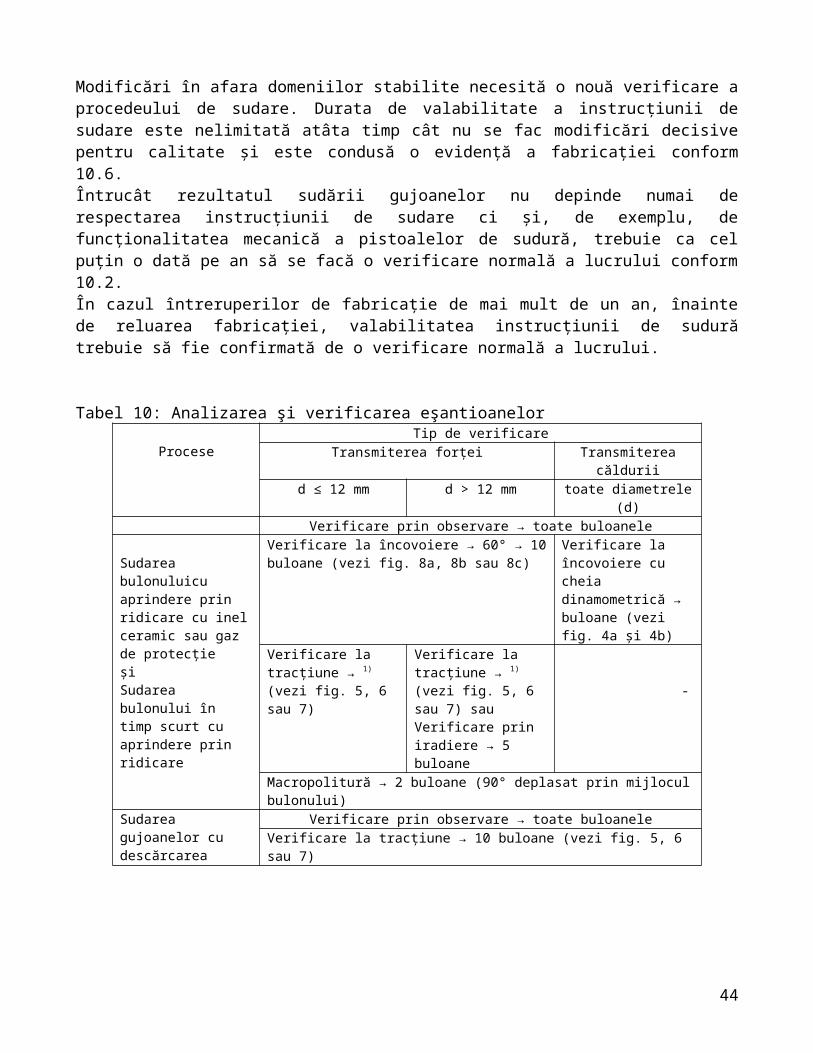
10.5.3 Controlul parametrilor de sudare
Parametrii importanţi pot fi verificaţi cu un aparat adecvat.
10.5.4 Alte verificări fără distrugere
Cu aprobarea clientului, verificarea curentă a fabricaţiei poate fi completată cu verificări fără distrugere:
- controlul lungimii topiturii- verificarea la întindere cu sarcină limitată- verificare le încovoiere cu sarcină limitată (cheie dinamometrică)- verificare la încovoiere cu deformare permisă limitată- verificare cu ultra-sunete
10.6 Registrul fabricaţiei
Producătorul ţine evidenţa unui registru al fabricaţiei cu privire la supravegherea fabricaţiei. În acesta vor fi evidenţiate rezultatele tuturor verificărilor mai sus menţionate. Un model al unui astfel de registru este la anexa G.
10.7 Concordanţă deficitară şi măsuri de corecţie
În cazul unei execuţii deficitare, de ex. dimensiuni greşite sau suduri incorecte, se poate solicita îndepărtarea gujoanelor defecte şi efectuarea unei sudări noi.. Dacă convexitatea nu este închisă, în cazul sudării gujonului cu aprindere la vârf şi inel ceramic sau gaz protector sau sudarea în timp scurt cu aprindere la vârf, atunci ea poate fi închisă prin procedeul 111, 135 sau alte procedee adecvate conform EN 24063, cu ajutorul unui electrod potrivit. În acest caz trebuie obţinută o înălţime a cordonului de sudură de colţ, determinată aritmetic.La procedeul 111, sudarea se face cu electrozi înveliţi bazic sau cu rutil.Dacă se remediază sudurile prin procedeul 111, 135 sau alt procedeu adecvat, atunci gujoanele sudate vor fi verificate ca să corespundă cu condiţiile iniţiale.Buloane deficitare nu trebuie neapărat să fie înlăturate decât dacă materialul de bază a fost deteriorat. În anumite cazuri de aplicaţie, pot fi înlocuite cu gujoane suplimentare.În orice caz, procedeele alternative de sudare trebuie să fie permise conform EN 283 -3 sau EN 288 -4, iar sudorul care efectuează reparaţia trebuie să fie verificat conform EN 287 -1 sau EN 287 -2.
10.8 Calibrarea dispozitivelor de măsură şi control
În cazul unui sistem de asigurare a calităţii conform EN 729 -2, producătorul este răspunzător pentru o calibrare adecvată a dispozitivelor de prelucrare (recepţie), măsurare şi de verificare. Toate dispozitivele trebuie supravegheate în mod adecvat şi calibrate la intervale bine stabilite. Acest lucru este valabil în special pentru intensitatea curentului şi măsurarea timpului de sudare.
44