Despre minister - Acasa - MFP · Despre minister - Acasa - MFP
Upload
gabor-gabrielCategory
view
333download
1
Introducere
În ultimii 30 de ani au fost aduse importante îmbunătăţiri procesuluitehnologic de obţinere a pieselor sinterizate. Aceste îmbunătăţiri conferătehnologiei următoarele avantaje: - utilizarea completă a materiei prime în comparaţie cu alte procedee de fabricare în care utilizarea materialului se face în proporţie de maxim 50% - consum energetic redus; - obţinerea de piese de forme complexe de precizie ridicată, mergândpână în clasa IT3, şi calitate bună a suprafeţei, eliminând astfel prelucrărilemecanice necesare altor procedee de fabricare; - reproductibilitate ridicată, chiar şi în cazul pieselor complicate caformă; - flexibilitate în proiectare şi în fabricare. Utilizarea CAD-CAPP-CAMasigură o proiectare rapidă a echipamentelor, a utilajelor şi tehnologiilor depresare şi sinterizare. Echiparea utilajelor de presare cu adaptoare asigurăimportante economii în pregătirea fabricaţiei; - proprietăţi izotrope datorită structurii; - proprietăţi mecanice superioare: duritate ridicată, mergând până la 60-65 HRC, rezistenţa la rupere şi impact, proprietăţi la uzură şi alungire suficiente,rezistenţă la oboseală; - structura fină şi controlată; - obţinerea unor proprietăţi noi, unice. Aceste proprietăţi sunt legate de
1

prezenţa porilor în structură şi sunt reprezentate de capacitatea de autolubrifiereşi de filtrare. - cost scăzut pentru serii de fabricaţii mari în comparaţie cu tehnologiilede forjare, turnare sau aşchiere.
Materiale folosite pentru SLM
Titanul a fost descoperit pentru prima data in Anglia in anul 1791. Aproximativ 150 de ani mai tarziu prin Procesul-Kroll, titanul a devenit un produs comercial. Titanul (Ti), ca numar de ordine in Sistemul de elemente periodice are numarul 22, este definit ca un metal de tranzitie. Acesta este unul din cele mai comune elemente de pe pamant si ocupa locul 10 in topul celor mai comune elemente. Materialul este deosebit de rezistent la coroziune si cu proprietati mecanice ridicate, titanul pur are o densitate de 4.54g/cm3, cu un punct de 1677 grade Celsius.
Proprietatile materialului: Aplicabilitate:- rezistenta ridicata si greutate redusa; - realizarea protezelor;- bio-compatibil; - in industria aerospatiala;- dilatare termica redusa; - bijuterii si design;- prelucrabilitate buna. - aplicatii maritimime.
Revenind in urma cu 2000 de anii oamenii au incercat sa taie materialele, acesta fiind un lucru foarte greu de realizat. Totodata cu industrializarea in masa de la inceputul secolului al XIX-lea otelul si aliajele sale a devenit ceea ce stim noi astazi ca otel de scule si otel inoxidabil. Aceste materiale ating o duritate ridicata in urma tratamentelor termice, la un continut redus de carbon cu valori intre 0,5-1,5%. Aceste oteluri asa zis inoxodabile sunt cunoscute pentru continutul redus de azot si continut scazut de fosfor care ia valori mai mici de 0.025%, astazi aceste materiale sunt utilizate pe o scara larga in industria de fabricare a matritelor.
2

Privind din prisma acestor materiale tehnologia SLM atat ca prelucrabilitate a datelor cat si ca aplicabilitate sa dezvoltat foarte mult.
Proprietatile materialului: Aplicabilitate:- duritate si rezilienta ridicata; - matrite pentru injectari - rezistenta ridicata la coroziune; mase plastice;- buna prelucrabilitate. - implanturi medicale; - tacamuri si ustensile de bucatarie; - in domeniul maritim;
- axe si suruburi.
Aluminiul este al 13-lea in sistemul periodic al elementelor, iar acesta in mod natural nu poate fi gasit in stare solida. Aluminiul este obtinut din bauxita, aceasta fiind al 3-lea element dintre cele mai comune elemente de pe pamant.
Aluminiul are densitate de 2.7g/cm3 si un punct de topire de 660 de grade celsius si poate fi prelucrat relativ usor prin turnare,prelucrare si presare. Datorita puterii sale reduse este utilizat pentru producerea de aliaje cu siliciu, magneziu, cupru, mangan si zinc.
Proprietatile materialului: - densitate joasa;- prelucrabilitate buna- aplicatii electrice pentrubuna conductivitate;- industria aerospatiala; - bunuri de larg consum.
Aliajele cobalt-crom sunt aliaje standard folosite in domeniul medical si stomatologic. Datorita rezistentei mari si elasticitatii bune aceste aliaje sunt utilizate pentru fabricarea de proteze dentare. Fiind un material dur de obicei piesele dorite se obtin prin turnare si nu prin prelucrare. Poate fi utilizat si la realizarea de proteze pentru genunchi si sold.
Proprietatile materialului: Aplicabilitate:- tenacitate mare; - proteze dentare;
- rezistenta ridicata; - implanturi medicale;- bio-compatibil; - temperaturi ridicate.
3

- rezistenta la coroziune.
Despre ReaLizer
Fondată în anul 1990, de fizicianul Dr. Matthias Fockele si Dr. Dieter Schwarze. Pe plan international au fost printre primele mașini dezvoltate pentru producția de prototipuri fabricate din material plastic.1995 compania a început ca un partener de cooperare de la Institutul Tehnologiei cu Laser (ILT Aachen) cu dezvoltarea SLM™ (Selective Laser Melting (SLM™)) pentru producția de componente care sunt fabricate din materiale metalice. În 1997, a fost obtinut brevetul pentru primul SLM. In 1999, compania a scos primul SLM din lume care lucra cu pulbere metalica la institutul Forschungszentrum Karlsruhe. In 2004, Dr. Matthias Fockele a fondat o altă societate, care se concentrează pe dezvoltarea și producerea de masini SLM pentru producerea de piese din pulbere de metal cu ReaLizer GmbH.
Topire selectiva cu laser
Topirea selectiva cu laser (SLMTM) este un proces de producție, în care este produsă componenta dorita direct din date 3D. Elemente foarte complexe alcătuite din diferite materiale metalice pot fi produse pe baza de date disponibile (format STL).Cu procesul SLMTMworkpiece se pot prelucra piese in 3 axe de coordonate. Pentru aceasta, metalul în formă de pudră foarte fină este aplicat in straturi şi topit de fascicul laser. În conformitate cu cerințele de calitate, suprafață și viteza de producție, grosimea prafului aplicat este intre 20 şi 100 m. Apoi, fibra laser topeşte selectiv suprafețele propuse.
4

Deci, piesa este materializata prin adaugare succesiva de straturi. Procesul se desfasoara într-o atmosferă de gaz inert închisa (argon), este dependentă de cantitatea de material folosit și numărul de straturi - nu prin complexitate ci prin componenta.
Structura stratificata face posibilă să apară sub forme complexe de grilă sau fagure de miere structuri care nu sunt asemanatoare cu alte metode. Greutatea poate fi minimizata prin optimizarea de utilizare a materialelor.
Topirea Selectiva cu Laser (SLMTM), pot fi prelucrate piese mecanice de înaltă încărcare, proprietăţile lor ca materiale sunt aproape la fel ca și cele obtinute în mod convenţional.
Tehnologia SLMTM, prin urmare este o alternativă rezonabilă.Procedura nu numai ca este rapida, dar adesea, este si cea mai rentabila metoda de fabricare a prototipurilor.
Pe o masina SLM se pot produce piese de o complexitate mare care nu ar putea fi realizate printr-o metoda conventionala. Acesta metoda se
5
foloseste pentru a fabrica doar cantitati mici sau pentru fabricarea pieselor individuale sau unicate.
SLM 250
ReaLizer SLM 250 este proiectat pentru utilizarea în laborator, precum şi pentru fabricarea industrială a componentelor.
Dimensiunile masinii sunt 250mm x 250 mm × 300 mm, avand un spatiu de lucru in care relativ se pot fabrica piese mari. SLM 250 se foloseste si in procesul productiei industriale acesta fiind dotat cu un laser de inalta performanta de 250w.Pentru reciclarea optima a prafurilor metalice si nu numai Realizer ofera si o masina automata de extragere a surplusului de particole din spatiul unde este procesata piesa. Pentru aplicatii cu o focalizare mai buna SLM 250 dispune si de un modul optic amovibil optional. Cu acest modul timpul de lucru este redus si se poate obtine o rugozitate de 20 µm, realizand suprafete de o calitate ridicata.De la lansarea SLM-ului in 1998 se incerca a se aduce mereu
6

imbunatatiri. Viteza de lucru a modelului patentat in 2009 este mult mai mare, pregatirea unui strat dureaza aproximativ 4 secunde, in plus pe langa acesta consumul de pulbere este mai scazut.
Maşina8 de screening
ReaLizer Screening Recicleaza pudra metalica. ReaLizer PS01 este complet automat si extrage praful din spatiul de procesare. Surplusul de pulbere este absorbit si tinut in atmosferă de gaz inert iar apoi pulberea se poate pune inapoi in masina pentru a putea fi refolosita.Cu standal-one ReaLizer PS02 particulele de metal se cern și sunt pastrate în sticle de praf.
Date foaie SLM 250
Volumul de construcție
250 × 250 mm, înălțimea maximă de 300 mm.(poate fi încălzit la 300 ° C)
Grosimea de acoperire Μm de 20-100
Cu laser tip Fibra Laser 200, 400 şi 600W (focusable la 40 m)
Conector de alimentare
16A, 400V
Consumul de energie 2,5 KW
Consumul argonului aprox. 40 L/h
Dimensiuni B1800 x T1000 x H2200 mm fără Ciururi snec
Greutate 800 kg
7

Software-ul Software de control reaLizer
Materiale Instrument de oțel H13, Titan, aluminiu, Cobalt-crom, oțel inoxidabil.
SLM ™ în uz
Versatil, rapid, economic
Utilizarea SLM™ este un proces mai economic decât metodele tradiţionale, de obicei atunci când este necesară producerea de componente individuale, personalizate sau serie mica. Costul reprezinta un avantaj doar pentru piesele de serie mica sau unicat, si se pot prelucra piese de o complexitate ridicata.Topirea selectiva cu laser (SLM™) permite producţia de piese complexe, iar comparand cu alte metode de producție, acestea ar putea fi greu de realizat sau chiar imposibil prin metodele conventionale. Structura care rezulta in urma procesului este una poroasa.Realizer 250 este capabil sa prelucreze direct date obtinute intr-un sistem CAD sa le prelucreze, iar piesa va fi realizata in cel mai scurt timp. Cu ajutorul acestei masini se pot realiza si implanturi umane personalizate fiind capabila sa prelucreze si date medicale 3D.
Proteza
Cu tehnologia SLM™, se pot face proteze dentare, proteze ale structurii osoase a omului fiind realizate individual pentru fiecare caz in parte, aceste proteze pot fi realizate din urmatoarele materiale: cobalt-crom, titan sau aur. Protezele sunt realizate la dimensiune naturala in functie de caz
8

si nu necesitata o prelucrare ulterioara, obtinandu-se o etanseitate pe intreaga suprafata a piesei.In figura este prezentata o proteza dentara realizata cu masina Realizer 250.
Părți de vehicule
Printre altele acesta tehnologie s-a dezvoltat si in industria de masini, motociclete, nave aerospatiale, utilizata pentru a crea rapid prototipuri functionale realizate din aluminiu, titan sau oțel. Fabricarea acestor piese este una complexa realizand si piese subtiri cu multe suprafete.
Cu ajutorul SLM se pot realiza si ansamble perfect operationale, se utilizeaza pentru o productie de serie mica, acest proces fiind unul rapid si ieftin.
Proteze și implanturi
Cu ajutorul procesului SLM pot fi produse implanturi umane, cum ar fi proteze comune sau structura osoasa din titan. Prin acest procedeu se pot
9

realiza implanturi personalizate bazate pe analize tip CT sau RMN. Otinandu-se forme complexe pe acesta masina se pot realiza proteze din structura ososa umana ca proteza pentru sold sau genunchi la scara1:1.
Bijuterii
Tehnologia SLM ™ este deja, de asemenea, utilizata si în industria de bijuterii. Acestea pot fi realizate dupa un model CAD. Designerii de bijuterii profita de fezabilitatea acestei tehnologii pentru a aduce noutatii si idei noi in domeniul bijuteriilor. In imaginea din stanga sunt prezentate bijuterii prelucrate din aur imediat dupa sfarsitul procesului SLM , iar in imaginea din dreapta sunt acelesi bijuterii dar slefuite.
In urma procesului a rezultat o bila din aur si un inel, toate suprafetele sunt complet inchise si pot fi usor lustruite, grosimea minima a peretelui bilei este de aur este de 150 de microni.
10

Topirea selectivă cu laser (SLM) este o tehnologie de fabricaţie a metalelor fiind prezenta si în Ortopedie medicala şi stomatologie, pentru domeniul ingineresc, pentru industria aerospaţială şi de înaltă tehnologie şi sectoarele electronice. Procesul foloseste un laser de mare putere pentru a fuziona pulberi metalice fine adaugand material strat cu strat direct din datele CAD pentru a crea părţi metalice funcţionale. După fiecare strat adaugat se adauga un alt start de pulbere avand grosimi care variaza intre 2-10 microni. Sistemul foloseste gaze comerciale disponibile, pulberi metalice atomizate pentru producerea de piese metalice dense, inclusiv de titan, oţel inoxidabil, Chrome Cobalt şi oţel de scule.
11

SINTERIZAREA SELECTIVĂ CU LASER
12Sinterizarea selectivă cu laser (SSL) este o nouă tehnologie de
fabricare în care piesa este reconstruită în 3D prin aplicarea unui ciclu succesiv de depunere a unui strat de pulbere şi sinterizare cu laser, strat care materializează la un moment dat secţiunea transversală a piesei.
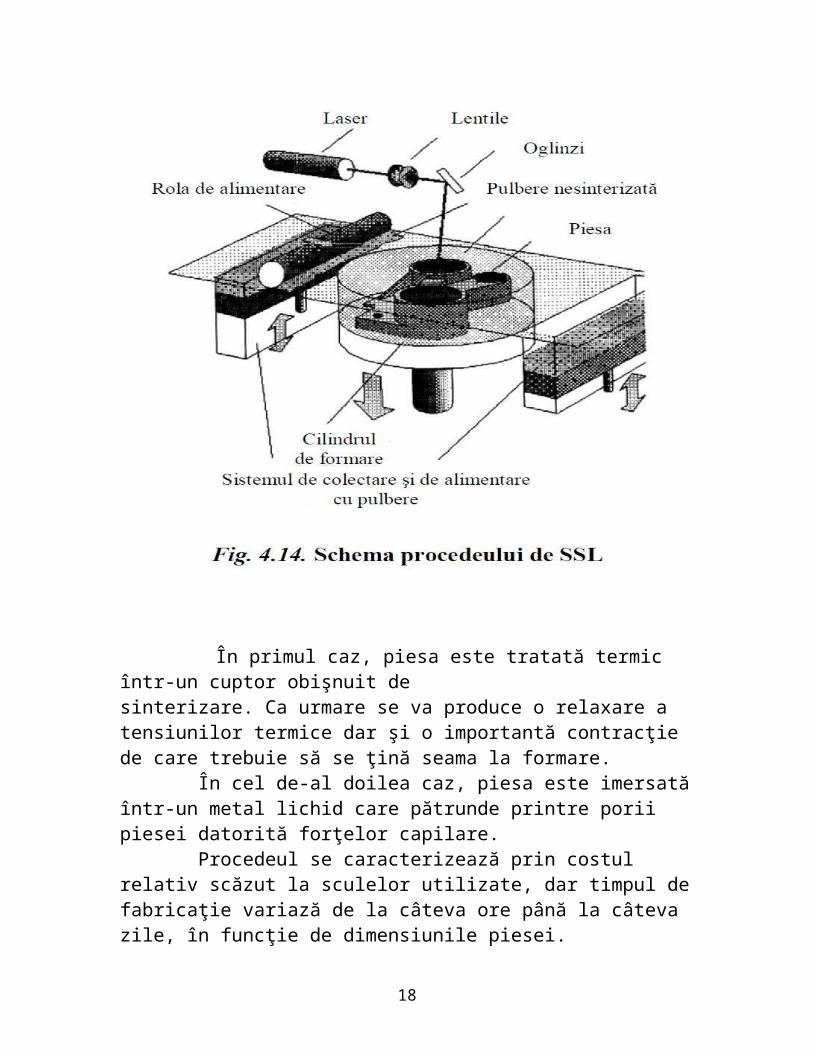
Metoda a fost aplicată pentru prima dată în 1996 şi la ora actuală este una din principalele procedee de rapid-prototyping. În figura 4.14 se prezintă schema procedeului. Amestecul de pulberi este depus sub forma unui strat de maxim 0,25 mm în cilindrul de formare. Depunerea se realizează cu ajutorul unui dispozitiv de alimentare. Pulberea este apoi topită (sinterizată) de o rază laser după forma secţiunii transversale a piesei. După sinterizare, secţiunea formată împreună cu pulberea din cilindru coboară cu o anumită distanţă, fiind antrenată în mişcare de un piston. În continuare, dispozitivul de alimentare va aduce în zona de lucru un nou strat de pulbere care va ocupa spaţiul creat prin coborârea materialului.
Piesa este formată prin repetarea acestor faze, începând de la partea inferioară spre cea superioară. Energia laserului trebuie să fie suficient de mare pentru a realiza pe lângă topirea stratului actual şi legătura cu stratul deja format. Piesa are o porozitate mare şi are proprietăţi mecanice scăzute, datorită în primul rând porozităţii iniţiale care este cuprinsă între 50-70%. Pentru creşterea densităţii se recomandă aplicarea unor tratamente termice secundare. Aceste tratamente termice pot fi: sinterizarea şi infiltrarea.
12

În primul caz, piesa este tratată termic într-un cuptor obişnuit desinterizare. Ca urmare se va produce o relaxare a tensiunilor termice dar şi o importantă contracţie de care trebuie să se ţină seama la formare. În cel de-al doilea caz, piesa este imersată într-un metal lichid care pătrunde printre porii piesei datorită forţelor capilare. Procedeul se caracterizează prin costul relativ scăzut la sculelor utilizate, dar timpul de fabricaţie variază de la câteva ore până la câteva zile, în funcţie de dimensiunile piesei.
13

DEFINIREA TRATAMENTULUI DE SINTERIZARE
În prezenţa temperaturii contactele adezive dintre particulele pulberilordin structura semifabricatelor formate se vor transforma gradat în legăturimetalice. Acest fenomen se numeşte sinterizare şi este însoţit de importantemodificări structurale şi ale proprietăţilor materialului. În figura 1 se prezintădiferenţa dintre microstructura unui semifabricat presat şi a unui semifabricatsinterizat.
Amestecul Fe-Cu în stare presată (stânga) şi sinterizată (dreapta)
Din punct de vedere tehnologic sinterizarea poate fi definită ca operaţia de tratament termic aplicată semifabricatelor formate, care se desfăşoară în atmosferă controlată la o temperatură sub temperatura de topire a componentului principal din pulbere şi conduce la modificarea proprietăţilor, în special a rezistenţei mecanice. Aceste proprietăţi sunt mai mult sau mai puţin realizate în funcţie de microstructura şi de porozitatea reziduală obţinută. În timpul sinterizării pulberilor au loc şi alte procese : apariţia fazei lichide ca urmare a topirii unui component secundar; recristalizarea; reacţii chimice între componenţii amestecului de pulberi sau între gazele protectoare şi unii componenţi; alierea componenţilor. Toate aceste procese determină obţinerea caracteristicilor tehnologice şi funcţionale ale materialelor sinterizate.
14

Thummler defineşte din punct de vedere fizico-chimic sinterizarea astfel: “Sinterizarea este un proces de transport de masă activat termic care conduce la consolidarea legăturilor dintre particule şi/sau la modificarea porozităţii şi a geometriei porilor şi la reducerea energiei libere a sistemului. O fază lichidă poate apare în proces.” Sinterizarea se poate desfăşura în prezenţa sau în absenţa presiunii, cel mai utilizat proces fiind cel fără aplicarea presiunii cu prezenţa sau absenţa fazei lichide în timpul ciclului termic. Procesul de sinterizare în fază solidă predomină în fabricarea pieselor din construcţia de maşini. Sinterizarea în prezenţa fazei lichide apare în general la fabricareareperelor din metale dure sau oţeluri rapide şi la obţinerea carburilor metalice. În acest caz în timpul ciclului termic faza lichidă coexistă temporar sau total cu cea solidă. Faza lichidă apare în două situaţii distincte. O prima situaţie se întâlneşte în cazul pulberilor mixte. La temperatura de sinterizare apare faza lichidă ca urmare a topirii unui component sau a formării unui eutectic. Lichidul poate fi prezent parţial sau permanent în timpul procesului de sinterizare depinzând de proprietăţile de solubilitate ale componenţilor. Cea de-a doua situaţie se întâlneşte în cazul pulberilor prealiate încălzite la o temperatura cuprinsă între punctele lichidus şi solidus. Amestecul format dintr-o fază lichidă şi una solidă este caracteristic sinterizării cu prezenţa fazei lichide. La sinterizarea cu prezenţa fazei lichide au loc importante modificăridimensionale. Pentru reperele sinterizate din metale dure sau oţeluri rapidecorectarea dimensiunilor se poate face numai aplicând operaţii de aşchiere şi în primul rând de rectificare.
ASPECTE ECONOMICE ÎN FABRICAREAPIESELOR SINTERIZATE
Piesele sinterizate din oţel şi metale neferoase ocupă un loc important în cadrul producţiei de produse din pulberi metalice. Din punct de vedere cantitativ ele ocupă primul loc dar rămân în urma produselor din materiale dure, cum ar fi carburile metalice şi metalele refractare, din punct de vedere al preţului. Importanţa lor industrială este în particular legată de industriaautomobilului. Piesele sinterizate aparţin celor mai valoroase produse care pot fi fabricate prin deformare plastică. Prin formare fără aplicarea aşchierii sau
15
împreună cu un număr redus de operaţii de prelucrări prin aşchiere este posibil de a obţine importante beneficii care deschid un câmp larg de aplicaţii acestor produse.
Următorii factori trebuie totuşi avuţi în vedere când se optează pentrufabricaţia de piese sinterizate: 1. piesele sinterizate au un înalt grad de precizie care le fac pentruasamblare. Pentru un utilizator de piese sinterizate, echipamentele de prelucrări secundare sunt limitate la câteva şi în consecinţă riscurile asociate cu investiţiile sunt reduse; 2. cumpărătorul de piese sinterizate se poate limita la verificarea acestora. Practic nu există nici-un risc legat de prezenţa defectelor interne sau externe ale pieselor; 3. costul materiei prime este mai ridicat la fabricarea unei piese sinterizate decât la fabricarea aceleiaşi piese din material obişnuit pentru că costul obţinerii pulberii este mai mare; 4. echipamentele necesare obţinerii pieselor sinterizate sunt complexe şicu cât piesele sunt mai complicate cu atât acestea sunt mai susceptibile la rupere. Cu cât secţiunile de umplere ale echipamentelor sunt mai înguste, cu cât densitatea cerută piesei este mai ridicată cu atât costurile cu întreţinerea sunt mai ridicate. În fabricarea pieselor sinterizate, consumul de elemente componente ale echipamentelor de formare depinde de complexitatea şi densitatea acestora şi acest consum se reflectă în preţul de vânzare în proporţie de 7-15%. Pentru elemente de tipul poansoanelor şi a miezurilor această proporţie poate fi mai mare; 5. utilajele necesare fabricării pieselor sinterizate sunt scumpe şi necesită cheltuieli mari cu investiţiile şi întreţinerea. Durata zilnică de funcţionare ale acestor utilaje este mare. Aceste lucruri pot fi compensate numai în cazul unei producţii ridicate; 6. costurile cu echipamentele sunt ridicate, în particular în cazul pieselor cu multe trepte. Acest lucru de asemenea, poate fi compensat numai în cazulunei producţii ridicate; 7. sinterizarea se desfăşoară la temperatură înaltă şi în atmosferăcontrolată. Ca urmare tratamentul termic este relativ scump. Costurile asociate cu acesta sunt mai scăzute în raport cu alte tratamente termice cum ar fi călirea, carbonitrurarea şi nitrurarea în baie de sare; 8. costurile legate de dezvoltarea produselor, controlul materiei prime,controlul densităţii la reglarea utilajelor de presare şi calibrare, controlul procesului de sinterizare sunt ridicate. Există o legătură strânsă între
16

costurile cu asigurarea calităţii şi cu precizia piesei sinterizate. Este de aceea necesar atât pentru proiectant cât şi pentru controlor de a nu specifica sau admite o calitate ridicată unei piese sinterizate, în condiţiile în care aceea calitate nu corespunde rolului funcţional al piesei. Astfel, câteva sutimi de milimetru precizie pentru o suprafaţă pot reduce costurile cu fabricarea până la 30% sau mai mult; 9. ambalarea produselor sinterizate de precizie dimensională ridicatănecesită cheltuieli suplimentare cu operaţia dar şi cu transportul. Procesul tehnologic de realizare a unei piese sinterizate constă în cazurile cele mai simple din trei operaţii, dar în cazul unor piese de înaltă rezistenţă şi precizie numărul de operaţii poate ajunge până la şase. Prin analiza valorii se poate stabilii corect atât materialul cât şi procesul tehnologic necesar. Preţul de cost al unei piese sinterizate include costurile cu materialul, cu operaţiile de formare, cu sinterizarea, cu echipamentele de formare, cu reglajul echipamentelor şi utilajelor şi costurile cu controlul de calitate.
Schema fluxului tehnologic de obţinere a pulberilor prin procedeul Höganäs:1. minereu de fier; 2. amestec reducător de cocs şi carbonat de calciu; 3. uscare;4. sfărâmare; 5. cernere; 6. separare magnetică; 7. umplerea tuburilor ceramice;
8. reducerea amestecului în cuptoare tunel la 1200oC; 9. descărcare; 10. sfărâmareprimară; 11. depozitare; 12. sfărâmare; 13. separare magnetică; 14. măcinare şi
cernere; 15. recoacere în cuptoare cu bandă la 800-900°C; 16. egalizare;17. împachetare; 18. minereu de fier; 19. amestecul reducător.
17
Metode de prelucrare conventionale
Notiuni Introductive
Pentru constructia de masini electrice, echipamente electrice, in general se folosesc piese, organe de amsini care trebuie prelucrate précis implicand procese tehnologice variate.
Metode si procedee tehnologice folosite pentru fabricatia echipamentelor electrice cuprinde toata gama de prelucrari prin achiere, deformari plastice, prelucrari la rece etc.
Piesele electroizolante sunt obtinute prin procedee specifice prelucrarii maselor plastice, a ceramicii, a sticlei precum si altele.
Caracteristic orcarui procedeu de prelucrare este grupul piesa – scula (unealta) care intereactioneaza in diverse moduri, astfel se pot defini patru categorii de procese tehnologice si anume:- cu interactiune punctiforma intre piesa si scula (strunguri, freze etc.);- cu interactiune liniara (masini de stantat, taiat);- cu interactiune de suprafata intre piesa si scula (ambutisari, prelucrari erosive);
18

- cu interactiune de volum (turnari, presare in matrite).
Prelucrari mecanice la rece
O mare parte dintre piesele metalice se obtin prin procedee de prelucrare la rece, ponderea prelucrarilor la cald in industria electrotehnicii fiind mai mica. Game de tehnologii de prelucrare mecanica la rece pentru industria electrotehnicii se divide in doua grupe:
1. Prelucrari prin achiere, specifice pieselor masivre;2. Prelucrari prin taiere si deformare plastica l rece, specifica pieselor
obtinute din semifabricate plate (table).
Prelucrari prin aschiere
Din categoria prelucrarilor prin aschiere fac parte strunjirea, frezarea, filetarea, rabotarea, mortezarea, brosarea, repidicarea.
Prelucrarile prin aschiere presupun indepartarea de material de pe suprafata semifabricatului sub forma de aschii, iondepartarea de achii de pe semifabricat presupune o miscare relative intre scula si piesa.
Miscarea necesara detasarii de aschii se numeste miscare principala, iar miscarea care asigura eliminarea continua de aschii se numeste miscare de avans.
Cei mai importanti parametrii care caracterizeaza o prelucrare prin achiere sunt:- adancimea de aschiere;- avansul de aschiere;- viteza de avans;- turatia;
In principal orice masina unealta este compusa din o parte fixa care sustine toate elementele masinii, numita sasiu; una sau mai multe coloane pe care sunt ghidate saniile; cu saniile se realizeaza miscarile necesare prelucrarii cu ajutorul unor dispozitive specuifice; sculele se fixeaza pe sanii.
Mesele au rolul de a sustine piesele direct sau prin intermediul unor dispozitive.
Motorul de actionare . poate fi electric, hidraului sau chiar pneumatic.Cutia de viteze are rolul de a asigura diferitele trepte de viteza necesare prelucrari. Cutia de avansuri care regleaza viteza miscarii de avans.
Strunjirea
19

Este operatia de prelucrare prin aschiere a suprafetelor interioare sau exterioare a pieselor, ce reprezinta in general corpuri de rotatie, cu ajutorul cutitelor pe masini unelte din grupa sturungurilor.Piesa de prelucrat executa miscarea de rotatie (miscarea principala) iar cutitul executa miscarea de avans.Prin strunjire se pot prelucra, in general piese de revolutie, cu suprafere cilindrice, conice, dar putem prelucra si suprafete plane prin sttrunjire plana.Cutitele de strung (conform standardului ISC 20-100.10 – Cutite de strung) se aleg corespunzator operatiei trebuie sa se realizeze.Fixarea cutitelor se realizeaza cu ajutorul unor suporturi. Pentru prelucrare piesa se fixeaza in diferite dispozitive numite bacuri; papusa mobile, inima de antrenaresi alte dispozitive.Necesitatea de adoptare a prelucrarii prin strunjire la diverse piese, precum si conditia de marire a productivitatii muncii, a condus la constructia unui numar mare de masini unelte care se incadreaza in categoria strungurilor. Astfel exista:Strung Carusel se carcterizeaza prin faptul ca axul principal este pozitionat verical, ceea ce permite prelucrarea unor piese cu diametrul cuprin intre 800-2700 mm si o inaltime maxima de 8000 mm. Acesta asezare verticala a piesei conduce la o mai buna rigiditate.Strungul Revolver se caracterizeaza prin faptul ca pemite montarea unui nr mare de scule (12 – 16 scule) care permite o prelucrare rapida a pieselor si ceea ce conduce la cresterea productivitatii.
Frezarea
Este procesul de prelucrare prin aschiere a suprefetelor plane, cilindrice sau profilate cu ajutorul unor scule cu mai multe taisuri numite freze si respectiv masini de frezat.
Miscarea principala este asigurate de scula, iar miscarea de avans de catre piesa de prelucrat.
Operatiile de frezare se pot clasifica in functie de:suprafetele prelucrate: plane, cilindrice, profilate.
Sensul de rotatie al frezei in raport cu avansul piesei: Contra avansului sau in sensul avansului.
Directia de actionare a frezei: cilindrica, frontala, elicoidala.Dupa forma dintilor: triungiulare, rotunde, trapezoidale.
Rabotarea
20

Este procesul de prelucrare prin achiere a suprafetelor cu scule aschietoare de tipul cutitelor pe masini unelte numite masini de rabatat.
In general prin rabotare se prelucreaza suprefete plane precum si diferite forme de canale.
La masinile de rabatat miscarea principala de achiere este o miscare rectilinie alternativa formata din doua cure. Cursa activa in care se efectuiaza preluarea de matrial de pe suprafata piesei de prelucrat si o cursa in gol in care cutitul revine la potitia initiala.
In functire de cine executa miscarea principala de aschiere se definesc doua tipuri de raboteze:
Masini de rabatat transversal – Sepinguri-miscarea principala de aschiere este executata de scula in timpul cursei active;
Masini de rabatat longitudinale – Raboteze- miscarea principala de aschiere este efectuata de piesa de prelucrat care se deplaseaza impreuna ce masa masinii, iar miscarea de avans este executata de cutit.Observatie! Rabotarea se foloseste pentru prelucrarea de materiale la care predomina lungimea.
Mortezarea
Este procesul de prelucrare prin achiere la care miscarea principala de aschiere rectilinie alternativa se executa pe verticala de cutitul de mortezat, iar miscarea de avans este efectuata de piesa de prelucrat (rectilinie sau de rotatie).
Operatia de mortezare se aplica la prelucrarea canalelor interioare cum ar fi canul de pana in butucul rotilor dintate.
Spre deosebire de Masina de Rabatat, Masina de Mortezat executa miscarea de eliminare de aschii pe verticala.
Date nomiale ale masinilor unelte
Aceste date sunt trecute in fisa tehnica a fiecarei masini electrice si sunt carcteristice fiecarui tip de masina de prelucrat mecanic.De exemplu la Strungul Normal in fisa tehnica avem trecut:
21

Marime nominala Valoare nominalaDimensiunea maxima de lucru 320 mmDimansiunea maxima de lucru intre varfuri 750 mmDimansiunea maxima de lucru deasupra gidajuluii
160 mm
Dimansiunea maxima gaura arbore principal 36 mmNumar trepte turatie 18Domeniu de turatii 31 – 1600 rot/minNumar avansuri longitudinale si transversale 36Domeniu avansuri longitudinale 0,03 – 3,52 mm/revDomeniu avansuri transversale 0,01 – 1,17 mm/rev
Scule, Dispozitive si Verificatoare
Procesul tehnologic de fabricatie a arborelui unei masini electriceProcesul tehnologic de fabricatie a arborelui unei masini electrice
rotative presupene urmatoarele etape:
Debitatrea Este procesul in urma caruia se aduce la o dimeniune aproximativ
egala a unei bare (suprafete profilate cilindric) cu dimensiunea finala a arborelui masinii respective. Acesta debitare se poate face cu ajutorul unor dispozitive de taiere cum ar fi polizorul, ferastraie chiar strunguri. Realizarea taierii se obine folosind SDV-uri corespunzattoare cum ar fi:
- cutite de taiat pentru strung;- panza pentru ferastraie;- discuri de diferite asperitati pentru polizoare.
22

IndreptareaEste procesul prin care se obtine o cilindricitate corespunzatore fara
denivelori prea evidente. Piesa se aduce la o forma cat mai corespunzatoare.Pentru indeplinirea acestei operatii se pot folosi diferite tipuri de
prese: hidraulica, pneumatica. Pieasa fiind prinsa intr-un dispozitiv de fixare.
Controlul tehnic de calitateEste procesul prin care se face controlul dimensiunilor. Acesta
verifacare este necesara pentru a putea continua procesul de fabricatie. Verificare se face su un subler.
Prelucrarea unei fete lateraleEste procesul prin care se obtine o fata dreapta, la alegere. Se obtine
prin folosirea strungului prin folosirea unui cutit defata dreapa.
CentruireEste procesul prin care se obtine o centrare prerfecta o cilindrului in
momentul in care se fixeaza pe masina de prelucrat. Se obtine prin folosirea unor burgie de centrare.
Degrosare Este procesul prin care se obtine o dimensiune mai si mai apropiata de cea inscrisa in desenul tehnic al arborelui (ǿ70 si lungimea de 410 mm) .Se foloseste strungul, iar degrosare se obtine cu ajutorul unui cutit.
23

StrunjireEste procesul prin care se obtine diferitele diametre prevazute in
desenul de executie. Se folosesc cutite de strung.
Tesirea cotelorEste procesul tehnologic prin care se obtine o tesire a marginilor
diferitelor diametre.
Controlul tehnic de calitateEste procesul prin care se face controlul dimensiunilor. Acesta
verifacare este necesara pentru a putea continua procesul de fabricatie. Verificare se face su un subler sau un micrometru.
24

Prelucrarea canului de panaEste procesul tehnologic prin care se obtine un canal in care se
introduce o pana si care asigura o functionare corecta atuci cand se asambleaza cu alte piese.
Canalul se obtine prelucrand arborele cu ajutorul unei masini de frezare si o scula numita freza „deget”.
RectificareEste procesul de prelucrare prin aschiere care asigura o precizie
dimensionala mare si o netezire buna a suparefetelor. Pentru rectificare se folosec masini de rectificat care pot fi cu: pietre abrazive, granule abrazive in suspensie etc.
Pentru o mai buna rectificare se pot aplica procese tehnologice ca honuirea, lepuirea, lustruirea, rodarea etc.
Rectificare asigura si o rugozitare cat mai mica a suprafetei prelucrate.
Tratament termicEste procesul tehnologic prin care se obtine o tratare a suprafetei
finale si care asigura o mai buna rezistenta in timp la diferite solicitari, fie ele de natura electrica, mecanica sau chimica. Precum in urma tratamentului termic se pot observa si rectifica unele fisuri (in caz ca exista).
25

26