Curs

of 93
-
Upload
florin-sapariuc -
Category
Documents
-
view
105 -
download
0
Transcript of Curs
CURS_RRPS-fin.doc
NCRCAREA PRIN SUDARE CU ARC ELECTRIC N MEDIU DE GAZE PROTECTOARE.2.4.1. Principii generaleSudarea cu arc electric n mediu de gaze protectoare, prin toate variantele cunoscute i gsete o aplicaie extins n domeniul particular al operaiilor de ncrcare ntruct sigur n primul rnd o protecie a arcului electric i a bii metalice fa de aciunea mediului nconjurtor n mod special a aerului prin componentele sale cele mai periculoase: oxigenul, hidrogenul, azotul etc. Procedeele de sudare care fac parte din aceast categorie sunt prezentate sintetic n fig.2.41.SAEMGP-sudarea cu arc electric n mediu de gaze protectoare.SAEEAF-sudarea cu arc electric cu electrod nefuzibil.SAEEF-sudarea cu arc electric cu electrod fuzibil.SHA-sudarea cu hidrogen atomic (arc-atom).SGI-sudarea n gaze inerte. SGI-MIG-sudarea n gaze inerte-metal activ gaz.SGA-MAG-sudarea n gaze active-metal activ gaz.SAGIA-sudarea n medii de gaze inerte i active.Fig.2.41. Clasificarea procedeelor de sudare n mediu de gaze protectoare:Gazele inerte protejeaz baia de metal topit, nu intr n combinaii chimice cu alte elemente i nu rmn n cordonul depus.Gazele active se dizolv i formeaz cu metalul lichid compui chimici, ele influennd procesele metalurgice din spaiul arcului.Electrodul nefuzibil are rolul de a forma arcul electric cu suprafaa de ncrcare, el neconsumndu-se fiind confecionat de regul din Wolfram sau thoriu, materialul de adaos introducndu-se din exterior n baia metalic, fiind formai din srme, baghete, vergele tubulare etc.Electrozii fuzibili formeaz arcul electric i se consum constituind aportul de material deadaos.A2.4.2.Incrcarea prin sudare cu hidrogen atomic (arc-atom).La acest procedeu (fig.2.42.) se utilizeaz cldura rezultat prin recombinarea hidrogenului atomic care rezult din disocierea hidrogenului molecular n arcul electric format ntre doi electrozi nefuzibili din wolfram (1) legai n secundarul unui transformator de sudare. Prin ajutajele (2) se insufl un curent(jet) de hidrogen care sub aciunea termic a arcului electric o parte se disociaz n zona (4) cu absorbia de cldur dup reacia:H2> H+H-421. 000 [J/mol]Deoarece n stare atomic hidrogenul este foarte instabil n zona (5)-aflat deasupra pieei de ncrcat se recombin cu cedare de cldur dup relaia:2H> H2+387.000 [J/mol] degajnd o temperatur pn la 40000C suficient pentru a topi suprafaa de ncrcat. n aceast zon se introduce intermitent materialul de adaos (3) sub form de vergea, putndu-se astfel regla att ptrunderea (implicit diluia) ct i volumul de material de adaos.
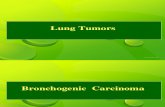
Fig. 2.42. Schema de principiu a ncrcrii cu hidrogen atomic.1- electrozi nefuzibili (wolfram);2- ajutaje; 3- material de adaos; 4-zona de disociere a arcului electric; 5-zona de recombinare;6-cordon depus.De menionat c operaia de ncrcare se efectueaz manual, cei doi electrozi din wolfram fiind montai ntr-un portelectrod special (cu cablu de alimentare la transformator, i cu posibiliti de reglare a unghiului dintre cei doi electrozi precum i a debitului de hidrogen(provenit de la o butelie cu hidrogen). Arcul electric arde independent, apropierea sau ndeprtarea zonei utile (de recombinare) fa de suprafaa de ncrcat fiind la ndemna operatorului sudor care urmrete n permanen volumul de metal topit introducnd periodic vergeaua de material de adaos (asemntor cu sudarea cu flacr oxiacetilenic).105Electrozii din wolfram (sau wolfram thoriat) au diametrul d= 1...6 mm i se aleg funcie de grosimea pieselor de ncrcat.Curentul de sudare se regleaz astfel nct s se menin un arc electric stabil (funcie de unghiul a, distana ntre vrfuri i diametrul electrozilor din wolfram).Debitul de gaz Qg=800+15Is exprimat n l/h n funcie de natura materialelor de ncrcat.Materialul de adaos la acest procedeu poate s se prezinte sub form de srm aliat (lmax- 400 mm), baghete cu seciuni diverse-turnate sau trase sau folii (plci) de anumite dimensiuni n concordan cu suprafaa de ncrcat.Procedeul se aplic la diferite operaii de ncrcare cum ar fi tane, matrie, scule achietoare, roi din ate, arbori cotii, instrumente medicale, arcuri de automobile, etc din toat gama de oeluri i materiale neferoase (cu excepia cuprului i a aliajelor acestuia datorit solubilitii mari a hidrogenului n acestea).A2.4.3. ncrcarea prin procedeul de sudare WIG.Sudarea WIG este un procedeu de sudare manual, sau poate fi mecaniat mai ales la operaii de ncrcare.Arcul electric se amorseaz ntre un electrod nefuzibil (1) din W aliat cu Th, Zr, Ce, La i piesa de ncrcat, ambele fiind conectate la un transformator (surs) de sudare. Contactul electric la electrodul de W se face printr-o pies de contact din cupru montat n corpul pistoletului de sudare dnd posibilitatea s se deplaseze electrodul pe msura consumrii acestuia n timp. Concentric cu electrodul gazul de protecie (Ar, He) este adus da la butelie la duza (2) care asigur un debit constant de gaz protector necesar pentru protecia arcului de sudare i zona de sudare.
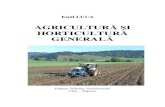
Fig. 2.43. Schema de principiu a ncrcrii prin procedeul de sudare W.I.G: 1-electrod de wolfram;2-duz insuflare argon; 3-vergea material de adaos; 4-arc electric; 5-depunere.Se formeaz astfel o baie metalic provenit din topirea superficial a suprafeei de ncrcat i care se completeaz cu materialul de adaos provenit din vergeaua (3) introdus n baia metalic (4) i meninut permanent n jetul de gaz protector de ctre operator. Acesta urmre te (prin masca de sudur) i regleaz n permanen volumul de material de adaos necesar mai ales la operaii de ncrcare, precum i adncimea de ptrundere, implicit diluia.Electrodul din W este rcit cu jetul de gaz sau ap, pentru a evita supranclzirea sau deteriorarea sa.106Arcul se poatealimenta n c.a i c.c. n curent continuu exist dou modaliti de alimentare: -polaritate direct c.c-, electrodul la catod i piesa la anod -polaritate invers c.c.+, electrodul la anod i piesa la catod.La operaiile de ncrcare prin procedeul WIG se lucreaz de obicei cu c.c.+, unde bilanul termic pe pies e mai redus; ca rezultat baia metalic este larg i mai puin adnc.Electrodul fiind bombardat de electroni, care-i cedeaz energia, se nclzete puternic motiv pentru care se utilizeaz diametre mai mari ale electrodului de W sau obligatoriu rcirea cu ap a acestuia. Ionii de Ar, fiind grei la impactul lor cu piesa, ei sparg pelicula de oxizi de pe suprafaa piesei, iar jetul de gaz o nltur, producndu-se o sablare electric a piesei, fenomen deosebit de favorabil la piese acoperite cu oxizi greu fuzibili (Al, Hg).Alimentarea n c.a. (utilizat mai ales la piese din Al) favorizeaz o situaie intermediar, fenomenele se amelioreaz n condiiile de curire superficial a suprafeelor.Se mai utilizeaz i curent pulsat, n polaritate direct, situaie n care deformaiile suntreduse.Materialele pentru sudare constau din: electrodul de W aliat cu 2%Th, Zr, Ce, pentru mbuntirea condiiilor de emisie, amorsare mai uoar a arcului, stabilitate mai bun a acestuia, ncrcare mai mare de curent. Are lw=175 mm i dw=0,8;1,2;1,6;2;3;4;5;6 mm. gazul de protecie poate fi argonul sau heliul.Este preferat argonul(puritate 99,9%, umiditate< 0,03%) datorit avantajelor pe care le prezint: ardere mai limitat a arcului; amorsare mai uoar, tensiune de ionizare mai sczut la aceiai lungime a arcului i curent de sudare, curire mai eficient a oxizilor din cauza greutii mai mari a ionilor; pre de cost mai sczut mai accesibil. materialele de adaos sunt constituite de cele mai multe ori din vergele metalice de lungime 1000 mm, diametre 0,8; 1,2; 1,6; 2; 2,5;3,2;4mm din aliaje metalice funcie de caracteristicile urmrite ale suprafeelor de ncrcat.Se utilizeaz pentru operaii speciale de ncrcare vergele tubulare, benzi striate sau paste coninnd elementele de aliere necesare depunerii. Alierea n acest caz se face cu preponderen din fluxul (pulberea) coninut n vergele (de regul carburi de W, Co, feroaliaje-vezi cap. 2-srme tubulare). Alierea este posibil i din materialul metalic a vergelei (benzii). n aceste cazuri operaia de sudare WIG fiind un procedeu manual (oarecum similar cu sudarea cu flacr de gaze), arcul i baia metalic sunt vizibile sudorul are posibilitatea controlului procesului de ncrcare. Se practic o pendularea electrodului de W, pentru obinerea unor depuneri mai late.Procedeul poate fi automatizat n cazul unor operaii speciale de ncrcare, utilizndu-se materiale de adaos sub form de srm rece sau cald introdus direct n spaiul arcului-baia metalic, urmnd traiectoria pistoletului de sudare WIG.n aceste situaii capul de sudare (pistoletul) WIG se poziioneaz ntr-un dispozitiv specializat care asigur deplasarea mecanizat (robotizat) a acestuia, concomitent cu alimentarea cu materiale de adaos-srm (rece sau cald), piesa de ncrcat fiind fix sau deplasndu-se i aceasta ntr-un sistem sincronizat cu pistoletul.Forma, dimensiunile i configuraiile geometrice ale pieselor (subansamblelor) care se pot ncrca (recondiiona) prin procedeul WIG sunt foarte diversificate. ncepnd de la piese din domeniul mecanicii fine (aparatur medical), scule achietoare, scule pentru prelucrri la cald(tane, matrie, poansoane, etc), supape, vane, pn la piese de dimensiuni considerabile procedeul este folosit cu mare succes.n unele situaii procedeul WIG de sudare este folosit pentru realizarea straturilor tampon (de legtur) n combinaie cu ncrcarea prin sudare cu electrozi nvelii sau alte procedee.AStabilirea tehnologiei de ncrcare prin procedeul MIG- MAG urmre te dou aspecte i anume: aspectul calitativ, asigurarea calitii impuse ncrc rii la cel mai nalt grad; aspectul economic, pre ul de cost ct mai redus;Aceasta presupune cunoaterea n primul rnd a comportrii materialului de baz la ncrcare, cunoaterea performanelor procedeului de ncrcare utilizat, a parametrilor tehnologici i recomandrilor tehnologice specifice, cunoterea performanelor echipamentelor de sudare (ncrcare) i exploatarea acestora.Schema de principiu a procedeului de ncrcare MIG- MAG este prezentat n figura 2.44.1 23
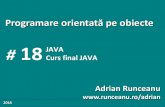
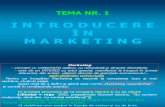
5678Fig.2.44. Principiul instalaiei de sudare MIG.-MAG.1 - pistoletul pentru ncrcare; 2 - dispozitivul de avans al srmei; 3 - rola de srm;4 - butelia pentru gazul de proteci; 5 - piesa; 6 - sursa; 7 - contactor; 8 - dispozitivul de control pentru: avansul srmei, curentul de sudare, gazul de protecie i lichidul de rcire al pistoletului.Forma i dimensiunile picturii de metal topit ct i tipul transferului, este determinat de o serie de factori: tipul curentului de sudare densitatea curentului de sudare compoziia chimic a srmei electrod lungimea liber a srmei electrod gazul d protecie caracteristicile sursei de sudareVariaia volumului i a ratei de transfer a picturii n funcie de curentul de sudare este ilustrat n fig.2.45
Volumul pic aiurii\11tata de ransfer
\Tronsfe de currut?ntff\\
I\J
300200300400500600
SHAPE \* MERGEFORMAT
Curentu de sudareFig.2.45. Variaia volumului i a ratei de transfer a picturii n funcie de curentul de sudare.Diagramele urmtoare prezint relaiile de legtur dintre tensiune, intensitatea curentului de sudare i tipul de transfer.i1 1 1 // Regiunea
j transferului
/ spray
-Regiunea-
_
transferului globular
Regiunea
_ transferului
prin scurt
_ circuit
3520252015O5OIntensitatea curentului [ A jFig.2.46. Variaia tensiunii cu intensitatea curentului pentru srma electrod 360F de 1,2 mm, avndca gaz de protecie Ar + 2 % O.109
1 1 1 1 1 / Regiunea neprotejata /1 i Regiunea protejata
a transferului /a transferului
Regiunea transferului prin scurt circuit^ :
! .
3025205105O50100ISO2002S0300350400450 500intensitatea curentului [ A ]Fig.2.47. Variaia tensiunii cu intensitatea curentului pentru srma electrod 360F de 1,2 mm,avnd ca gaz de protecie CO2Eficiena maxim a nclzirii suplimentare a srmelor de sudr, se obine n cazul sudrii cu srme inoxidabile.Principiul de funcionare al pistoletului pentru ncrcareMIG-MAG : pistoletul este prevzut cu un tub electric de contact ce are rolul de a transmite curentul de sudare la srma electrod. de asemenea asigur direcionarea gazului de protecie prin intermediul conductei de gaz i a duzei la acionarea butonului de comand se acioneaz curentul de sudare, srma electrod i gazul de protecie asigurnd astfel o productivitate mai ridicat.Schema de principiu a pistoletului de ncrcare cu arc dublu este prezentat n fig.2.48
Fig.2 48. Pistoletul pentru ncrcare MIG cu arc dublu.Procedeul pezint o productivitate ridicat, o bun stabilitate a arcului electric i o participare redus a metalului de baz la sudur.Elaborarea tehnologiei de ncrcare presupune parcurgerea unor etape cum ar fi: Stabilirea cuplului srm - gaz de protecie pe baza criteriilor de alegerea srmei,respectiv a gazului de protecie. Se precizeaz marca srmei electrod i a gazului de protecie utilizate. Stabilirea diametrului srmei electrod. Diametru srmei electrod poate fidS = 0,6;0,8;1,0; 1,2; 1,6;2;(2,4) mm. Alegerea diametrului se face n fucie degrosimeametalului de baz, valoarea curentului de sudare, poziiade ncrcare, forma rostului.Diametrul de srm cel mai utilizat i care acopero plaj mare de necesititehnologice la ncrcare este 1,2 mm. Stabilirea numrului de treceri. Depinde n principal denatura materialului de baz(sensibil sauinsensibil la supranclzire), de poziia de ncrcare.Pe baza acestor factori sestabile te aria trecerilor care poate lua valori cuprinse n domeniul 5 ... 40 mm2.nt = At/Atuunde:At - aria trecerii;Atu - aria trecerilor de umplere ale rostului; nt - numrul de treceri; Gazul de protecieGazul de protecie are n principal rolul de a asigura protecia bii metalice i a pic turii de metal topit din vrful srmei electrod sau la trecerea acesteia prin coloana arcului mpotriva interaciunii cu gazele din atmosfer, oxigen, hidrogen, azot, etc. n acelai timp ns gazul de111protecie are o mare influen asupra desfurrii procesului de sudare n ansamblul lui, acionnd supra stabilitii arcului, parametrilor tehnologici de sudare, transferul pic turii de metal topit prin coloana arcului, reaciilor metalurgice la nivelul bii i picturii de metal, transformrilor structurale, proprietilor mecanice i de tenacitate ale mbinrii, formei i geometriei custurii sudate, stropilor, productivitii la sudare etc.Aceste influene complexe sunt determinate de proprietile termo-fizice i de activitatea chimic a gazelor de protecie, care difer mult de la un gaz la altul. Prin urmare pentru alegerea corect a gazului de protecie este necesar cunoaterea acestor proprieti i efecte pe care acestea le au n procesul de sudare.Folosirea amestecului de Ar i CO2 la ncrcarea oelurilor slab aliate este condiionat de realizarea unui gaz protector care combin nsuirile individuale ale celor dou gaze i este motivat de reducerea preului de cost a mbinrilor sudate executate n medii protectoare scumpe: Ar, He etc.Protejarea metalului topit, n mediu de gaz protector, se realizeaza cu doua feluri de gaze: gaze de protecie inerte (argon, heliu); gaze de protecie active (H2, O2, CO2, amestecuri).Comportarea gazelor in timpul procesului de sudare se explic prin gradul lor de activitate chimic. n funcie de aceasta, gazele se pot clasifica astfel: Gaze inerte la temperatur nalt. Gazele cele mai utilizate sunt argonul i heliul.Au mai fost utilizate gaze inerte ca i kriptonul, xenonul si neonul, dar slaba lorproductivitate duce la preuri ridicate.Argonul i heliul sunt gaze monoatomice i nu reactioneaz cu nici un alt corp n plasma arcului de sudur, de aceea se numesc gaze inerte. Aceast proprietate le permite s protejeze electrodul i metalul topit contra gazelor din aer. Datorit potenialelor diferite de ionizare argonul i heliul se comport diferit la sudarea prin procedeul MIG. Argonul pur nu asigur un transfer corect n arc al picturilor la sudarea oelurilor i din acest motiv se adaug n anumite proporii oxigen sau CO2. Gaze reductoare. Hidrogenul este folosit n amestec, fie cu argon, fie cu azot. Gaze oxidante. Prin gazele de protecie a arcului i a bii metalice mpotriva gazelor din aer poate fi oxigenul, n procente reduse i bine dozat, n amestec cu alte gaze. n cazul sudrii MAG a oelurilor carbon, prezena oxigenului n proporii reduse are ca efect fluidizarea b ii de metal topit.Bioxidul de carbon este un gaz oxidant, care la temperatura arcului se disociaz n CO i O.Oxigenul ce se degaj este foarte activ, formnd cu carbonul din oel oxidul de carbon i dac nu s-ar lua msuri ca srma electrod s conin elmente dezoxidante ca Mn i Si, s-ar putea produce decarburarea o elului.Argonul se obine prin distilarea fracionar a aerului lichid sau prin separarea din gazele reziduale de al fabricarea amoniacului. Argonul se gsete n atmosfer n proporie de 0.94%.Gazele inerte i cele reductoare se folosec la sudarea prin procedeele MAG i MIG , iar cele oxidante pentru sudarea n amestec de CO2 i O2 (MAG) putnd fi folosite n acest scop pn la o puritate de 99.95%.Impuritile ce deranjeaz la ncrcare sunt azotul, umiditatea i oxigenul. Prezena unei cantiti mai mari de ap este foarte nociv, deoarece H2 ce ia natere la descompunerea acestuia se dizolv uor n sudur. Influena oxigenului este diminuat prin adugarea n electrod a elementelor dezoxidante.Din punct de vedere al caracteristicilor fizico-(chimice)-mecanice ale mbinrilor sudate, la folosirea amestecului protector de Ar+CO2, metalul custurii are o rezisten mai mare i n acelai timp o plasticitate mai bun.Particularitile procedeului de ncrcare folosind amestecul de gaze Ar+CO2:a) se mbuntete stabilirea arcului. Fenomenul se expic datorit faptului c prin creterea coninutului de O2 n zona arcului se nmulesc numrul reaciilor de disociere i oxidare;112b) se reduce pierderea prin stropi;c) se mrete adncimea de p trundere.Principalele proprieti termo-fizice i chimice ale gazelor de protecie utilizate la ncrcarea MIG/MAG sunt : potenialul de ionizare; energia de disociere - recombinare; conductibilitatea termic ; densitatea,puritatea activitatea chimic;Tabelul 2.23. Gaze de protecieGaz de protecieConform SR EN 439ArO2CO2HeN2H2
( % )
ArI 1100
HeI 2100
15 mm). n spaiul de ncrcare se introduce fluxul pentru sudare(7) i se amorseaz procesul de sudare prin realizarea arcului (arcelor) ntre srma metal de adaos (3) i placa de baz (ca i la procedeul de ncrcare sub flux).Fig.2.49. Schema de principiu a ncrcrii n baia de zgur.1-piesa de ncrcat; 2-patine de rcire;3- material de adaos; 4-suprafaa ncrcat; 5-metal de adaos topit; 6-zgur topit; 7flux(zgur)netopit; 8-plac de susinere.115
Arcul electric topete fluxul din jurul acestuia i formeaz o baie de zgur (6) care se comport ca o rezisten formnd o baie consistent care neac arcul (arcele) electric.Arcul se stinge, dar curentul trece n continuare prin baia de zgur topit (6) i baia de metal topit (5) care dezvolt n continuare o cantitate de cldur considerabil, topind srma electrod (3) care avanseaz cu o vitez corespunztoare.Metalul i zgura topit sunt ncadrate (susinute lateral) de pereii patinei rcite cu ap care exercit un efect de solidificare rapid de la exterior spre interior, topind parial zona de contact cu piesa de ncrcat formnd practic sudarea de acesta. Patinele de cupru rcite cu ap fiind glisante ncep s se deplaseze pe vertical cu viteza de ncrcare Vnc, realiznd formarea depunerii ncepnd de la baz i continund ascensional, procesele de topire (zgur-metal de adaos) i solidificarea decurgnd continuu pn la finalizarea ncrcrii n partea superioar. Periodic se completeaz cantitatea de flux. Numrul srmelor electrod este variabil n funcie de grosimea pieselor de ncrcat, uneori putnd efectua i o micare de pendulare. n locul srmelor electrod se pot folosi electrozi tubulari, benzi stratificate sau plci turnate.Procedeul prezint o serie de avantaje: are o productivitate foarte mare (se pot depune pn la 300 Kg metal/or, fa de 2 Kglasudarea manual) procedeul este mecanizat nu necesit pregtiri ngrijite ale marginilor (suprafeelor ) pieselor de ncrcat. se pot ncrca (suda) piese orict de mari utiliznd mai multe srme sau benzi. ncrcarea se realizeaz dintr-o singur trecere, permind obinerea unor structuricuproprieti mecanice foarte bune, datorit masei relativ mari de metal topit i rciri dirijate, mult mai bun n comparaie cu celelalte procedee de sudare. realizarea unor depuneri de super-aliaje prin "elaborarea" acestora n baia metalicformat realiznd alieri prin metalul de adaos, flux sau feroaliaje speciale introdusenamestec cu fluxul. gradul de folosire al materialului de adaos este aproape 100%.Procedeul prezint urmtoarele dezavantaje: se pot efectua ncrcri (sudri) doar n poziie vertical; pregtirile sunt de durat; accesoriile pentru ncrcare sunt costisitoare i adaptabile fiecrei situaii de ncrcare.Spre exemplificare, n figura 2.50 se prezint un montaj simplificat utilizat pentru realizareaunor depuneri( ncrcri) pe suprafaa frontal vertical a unei piese de dimensiuni considerabile( de exemplu batiu de pres, coloana de foraj, etc) care a fost rupt sau cu defecte de turnare din fabricaie mult sub cotele funcionale i care necesit o "completare" (ncrcare) de o grosime consistent (peste 30mm) i nlime mare (peste 500mm).116
Fig.2.50. Montaj simplificat pentru ncrcarea n baia de zgur.1-pies; 2-srm electrod;3- patin; 4-plac pentru nceperea custurii;5-plcu tehnologic de nchidere a custurii;6-dispozitiv pentru poziionarea i deplasarea patinei; 7-surs de sudare; 8-dispozitiv de avanssrm electrod; 9-suprafaa ncrcat .Poziionarea i deplasarea patinei (3) trebuie s se realizeze cu un sistem uor de controlat i reglat-de exemplu consol cu acionare cu mecanism urub-piuli (6) acionat electric asigurnd viteza de ridicare a patinei (Vnc). Srmele electrod (2) sunt alimentate de la distan prin intermediul unor ajutaje flexibile care pot efectua la nevoie i deplasri oscilante-pendulatorii. Sursa de sudare(7) de mare putere asigur alimentarea cu curentul necesar a srmelor electrod.Tehnica ncrcrii trebuie s asigure o uniformitate a custurii (depunerii) pe toat lungimea sa, o ncepere i o terminare a custurii n aa fel ca s se evite apariia defectelor de tipul incluziunilor de zgur, neptrunderilor, fisurilor, retasurilor i craterelor.Procesul tehnologic presupune realizarea urmtoarelor etape:-aezarea patinelor din cupru i modificarea modului de deplasare astfel nct s prefigureze dimensional stratul depus.-aezarea corect a pieselor de susinere pentru nceperea custurii i a plcuelor tehnologice de cap t pentru terminarea custurii.-poziionarea corect a materialelor de adaos asigurndu-se viteza de avans corespunztoare i eventual micrile de pendulare.-nceperea depunerii pe placa de susinere.-realizarea depunerii propriuzise n regim automat prin urmrirea continu a parametrilor de lucru i a celor tehnologici.-nchiderea cordonului de sudur pe placa tehnologic de capt (sudat pe partea superioar apiesei).-ndeprtarea prin mijloace adecvate (plasm, flacr, etc) a poriunilor de nceput i de finalizare a custurii (depunerii) i remedierea eventualelor defecte.Ciclul termic care determin structura i proprietile ZITM este caracterizat prin viteza de nclzire i rcire relativ mic i meninerea ndelungat la temperatur ridicat.n aceast situaie se poate constata o structur Widmanstatten, care reduce valorile rezilienei de 2-3 ori fa de metalul de baz. Pentru a nltura aceast structur se folosesc tratamente termice sau vibraiile ultrasonice pentru a obine o structur fin cu proprieti deosebite.8117La operaiile de ncrcare acest lucru nu este la fel de periculos ca la sudarea n baie de zgur, ntruct se urmrete de regul obinerea unor suprafee cu duritate ridicat, rezistente la diversele tipuri de uzuri.Din acest punct de vedere, la acest procedeu de ncrcare patinele din cupru exercit un efect de rcire-clire foarte accentuat fapt care conduce la obinerea unor duriti ridicate la suprafa.Fluxul topit influeneaz direct calitatea depunerii el trebuind s ndeplineasc urmtoarele caracteristici:-s aib conductibilitate i rezisten electric astfel reglate prin compoziie nct s genereze prin efect Joulu-Lentz temperatura necesar topirii materialului de adaos.-la 1600-17000C s aib vscozitate potrivit, care s permit formarea corect a depunerii i desfurarea normal a procesului.-s permit o reglare rapid i uoar a proceselor de topire i aliere i meninerea stabil a acestora la variaiile largi ale parametrilor electrici. s aib o densitate considerabil mai mic dect a metalelor care se sudeaz.La operaiile de ncrcare fluxul reprezint unul din factorii principali care contribuie la procesul de aliere n baia metalic (n corelare strns cu materialul de adaos). n unele situaii se utilizeaz flux obinuit pentru sudare (ca la sudarea sub flux) alierea depunerii realizndu-se prin materialul de adaos, fluxul avnd n acest caz rol de agent termic i protecie a metalului topit n curs de solidificare.Aceast situaie este utilizat n cazurile n care se efectueaz operaii de reparare respectiv de redare a formei sau dimensiunilor unor piese de dimensiuni corespunztoare. n asfel de cazuri proprietile straturilor depuse sunt apropiate de cea a pieselor de ncrcat.n cazul cnd se urmrete obinerea unor suprafee cu proprieti de rezisten la agenii corozivi, uzur, solicitri severe se utilizeaz un flux special, aliat care conine o serie de elemente de aliere care nu pot fi introduse prin materialul de adaos, indiferent de tipul acestuia. Este cazul fluxurilor care conin pe lng componentele obinuite i feroaliaje i carburi metalice putndu-se obine prin rafinare n baie de zgur super aliaje.n acest caz se folosete i un flux care se depune la amorsarea procesului pe placa de baz, acestea avnd rolul de a forma baia (topitura) de flux care s permit continuarea procesului de topire.Alegerea materialului de adaos trebuie fcut n raport cu particularitile metalurgice ale procesului, compoziia chimic a metalului de baz, tipul de flux i de caracteristicile urmrite ale stratului depus. Materialele de adaos utilizate sunt srme pline sau tubulare, benzi simple sau stratificate, plci turnate, ajutaje fuzibile din eav sau chiar pulberi aliate.Parametrii regimului de ncrcare trebuie alei n concordan cu grosimea pieselor de ncrcat, natura acestora, tipul de material de adaos, natura fluxului folosit, caracteristicile urmrite ale stratului depus, productivitatea procesului etc.118
Diametrul srmei electrod, se alege n funcie de grosimea pieselor de ncrcat. Uzual se folosesc srme cu diametrul ntre 3,25^5 mm. Benzile utilizate sunt de aceleai dimensiuni ca cele utilizate la ncrcarea sub flux cu electrod band.Ajutajele fuzibile sau plcile sunt confecionate dimensional n funcie de volumul depunerilor.Numrul srmelor electrod este funcie de seciunea depunerii i de volumul total al acesteia. Se pot folosi 2-12 srme (cu ajutaje fuzibile), folosindu-se frecvent pendularea acestora n plan orizontal pentru a obine o grosime uniform a b ii metalice. Intensitatea curentului de ncrcare pe un electrod conduce direct la dezvoltarea cldurii necesar topirii fluxului i a materialelor de baz i de adaos.Se alege innd cont de natura materialelor de baz de ncrcat i a fluxului i se coreleaz cu viteza de avans a srmei electrod. Valorile uzuale pentru Is sunt ntre 500-1400A. Tensiunea de sudare Ua, influeneaz direct stabilirea procesului. Dac tensiunea aleas este prea mic, poate conduce la scurtcircuitarea sursei de sudare, iar dac este prea mare, apare un arc electric ntre srma electrod i baia de zgur perturbnd stabilitatea procesului. Valorile optime ale tensiunii sunt ntre 30^50 V. Viteza de avans a srmei electrod Vas, se coreleaz cu diametrul electrozilor i puterea sursei de sudare, valorile uzuale fiind ntre 1,5^8 m/min. Lungimea liber a srmei electrod Ls (de la buca de contact la baia de zgur) se ia n mod uzual ntre 60-80mm iar n condiii normale poate ajunge pn la 200 mm. Viteza de sudare depinde de viteza de formare i deplasare a bii de metal topit (viteza de formare a depunerii) adic de viteza de avans a srmei electrod i seciunea transversal a depunerii. Adncimea bii de zgur este grosimea stratului de zgur provenit din topirea fluxului. Valorile optime sunt cuprinse ntre 30-70mm. Caracterul curentului depinde de sursa de curent folosit, de cele mai multe ori surse de curent alternativ cu tensiunea de mers n gol mai redus.2.5. NCRCAREA PRIN SUDARE CU PLASM.2.6.1. Principii generaleSudarea cu plasm este o variant a procedeului WIG caracterizat prin aceea c arcul electric este constrns, ceea ce determin creterea temperaturii sale. Procedeul este considerat cu surs concentrat de energie rezultat ca urmare a strangulrii (constrngerii) arcului electric obligat s treac printr-un ajutaj cu diametru mic, rcit cu ap, care determin creterea temperaturii arcului electric la valori peste 10.000oC. Concomitent prin ajutaj trece i un circuit de gaz plasmagen (de regul Ar) care sub aciunea temperaturii ridicate a arcului se ionizeaz (divizarea atomilor n electroni i ioni pozitivi) transformndu-se n plasm dezvoltnd temperaturi de 10.000-50.000oC, arcul electric purtnd denumirea de arc de plasm. Constrngerea arcului electric se face att printr- o strangulare mecanic (trecerea prin ajutajul cu diametru mai mic) ct i printr-o strangulare electromagnetic i cu efect termodinamic. Generarea plasmei se face cu ajutorul unor generatoare de plasm.n funcie de tipul generatoarelor de plasm acestea se pot utiliza pentru operaii de sudare, tiere i acoperiri (ncrc ri). Astfel, generatoarele cu jet de plasm sunt utilizate cu preponderen119
la operaii de tiere, cel cu arc de plasm la operaii de sudare i ncrcare cu material de adaos srm, iar generatoarele cu arc dublu se folosesc mai ales pentru operaii de nc rcare cu material de adaos-pulbere. Variantele sunt utilizate mai ales pentru oeluri aliate, aliaje i metale neferoase, metale active i refractare.Avantajele procedeului sunt: productivitate foarte mare la operaii de sudare i tiere, stabilitate foarte bun a arcului electric putndu-se suda i cu cureni foarte mici (la sudarea cu microplasm, Is