Curs Strunjire Catia

of 41
-
Upload
irina-stratulat -
Category
Documents
-
view
643 -
download
39
Transcript of Curs Strunjire Catia
CURS 3Fabricatie asistata a prelucarilor prin strunjire
Definitie, caracteristici generale Strunjirea reprezinta procedeul de
prelucrare prin aschiere, pentru obtinerea corpurilor de revolutie.
Strunjirea se realizeaza prin combinarea miscarii principale de rotatie, executata de obicei de piesa, cu miscarea de avans a cutitului
Viteza de aschiere
v as
Dn1000
- va [m/min] = viteza de achiere se calculeaz cu relaia:
Viteza de avans- vf [m/min] = viteza de avans reprezint viteza n sensul micrii de avans
vf n fz- fz [mm/rot], avansul pe rot,
Viteza principala de aschiereViteza principal de achiere este definit ca viteza la un moment dat n direcia micrii principale a unui punct de achiere considerat pe tiul sculei
Vp
T t
m
xv
Cv k1 k2 .... kn n yv HB 200 s
Cv- coeficient ce depinde de caracteristicile materialului de prelucrat i al sculei; kv = kns kM kk ks - coeficient de corecie care ine cont de materialul prii achietoare, de caracteristicile materialului de prelucrat, de forma muchiei achietoare a frezei i de starea semifabricatului (turnat, forjat, matriat, laminat);
Parametrii
T [min] durabilitatea sculei achietoare; t [mm] = adncimea de achiere; S [mm/rot] = avansul de aschiere; HB = duritatea materialului de prelucrat, n uniti Brinell;xv, yv = exponenii adncimii de achiere, i avansului; n = componentul duritii materialului; k1, k2, k3, , kn = coeficieni ce in cont de condiiile diferite de lucru de cele considerate;
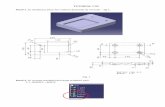
Tipuri de prelucrari prin strunjire Strunjire exterioara; Strunjire interioara; Strunjire frontala; Strunjire canale circulare Decupare; Filetare; Gaurire;
Strunjire exterioara
Strunjire interioara
Strunjire canale circulare si decupare
Strunjire canale circulare
Interior Frontal
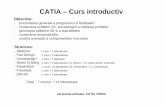
Cutite pentru retezare
Cutite pentru canale exterioare
Cutite pentru conturare
Cutite pentru canale interioare
Cutite pentru interior
Cutite pentru degajari
Cutite pentru canale circulare frontale Exterioare
Interioare
Cutite pentru canale circulare exterioare-prelucrare intensiva
Cutite pentru strunjire exterioara
Cutite pentru profilare interioara
Cutite pentru filetare
Geometria cutitelor de strung Unghiurile de aschiere si
degajare specifice cutitelor de strung depind in primul rand de materialul prelucrat si de cerintele impuse calitatii suprafetei.
Definire scule in CATIA Simularea prelucrarii se realizeaza in sistemul de
referinta impus de utilizator si de tipul de prelucrare (recomandat:z axa arborelui principal, si x axa radiala) Geometria selectata se prelucreaza in X+ or X- in functie de orientarea sculei. Definirea pozitiei sculei se realizeaza in functie se sectorul X+/Z+
Pozitionarea corp sculaPe stanga Invers stanga
Pe dreapta
Invers dreapta
Puncte de referinta In functie de aceste puncte se va calcula traiectoria sculei
aschietoare
Setarea directiei de rotatie Sensul acelor de ceas Sens invers acelor de
ceas
Setare unghi 180
Pozitie conform axelor masinii
Setari pozitie scula
Setari pozitie scula diferite puncte de referinta
Elemente necesare simularii CAMCATIA V5
Model 3D Piesa
Model 3D Semifabricat
Model 3D Universal
Ansamblu 3D Piesa-Semifabricat-Universal
Geometrii necesare proiectarii CAM
Caracteristici generale ale comenzilor Definirea geometriei Alegerea sculei; Alegerea strategiei de prelucrare Definirea parametrilor regimului de
prelucrare Definirea traiectoriilor auxiliare
Definirea corpului sculei
Definirea parametrilor placutei
Comenzi Strunjire de degrosare (Rough Turning operation) Longitudinala; (Longitudinal ) Frontala; (Face) Paralela. (Parallel Contours) Strunjire praguri si caneluri (Recess turning) Strunjire canale circulare (Groove turning) Strunjire de finisare pe contur (Profile Finish Turning )
Strunjire finisare canale circulare (Groove Finish Turning ) Strunjire de degrosare in rampa (Ramp Rough Turning ) Strunjire in trepte (Ramp Recess Turning) Strunjire secventiala (Sequential Turning ) Strunjire filete (Thread Turning)