Curs PSA

of 355
-
Upload
ionut-daniel -
Category
Documents
-
view
232 -
download
2
Transcript of Curs PSA
-
7/27/2019 Curs PSA
1/354
Proiectarea sculelor achietoare
CAPITOLUL 1
ROLUL SCULELOR ACHIETOARE N CONSTRUCIA DE MAINI
n ultimele decenii, practica industrial a impus cunoaterea unanim afaptului c, n dezvoltarea i perfecionarea continu a prelucrrii prin achiere,un rol hotrtor l are scula achietoare care constituie unul din factorii de bazde care depind parametrii de baz ai prelucrrii cum sunt: productivitatea,
precizia, rugozitatea suprafeelor prelucrate i costul.Scula achietoare este acea parte a sistemului tehnologic cu ajutorul creia
se realizeaz nemijlocit ndeprtarea sub form de achii a surplusului dematerial dintr-un semifabricat n vederea obinerii formei, dimensiunilor icalitii de suprafa, prescrise prin documentaia tehnic, a unui organ demain. Suprafeele prelucrate iau natere ca urmare a micrii relative dintretiul sculei i semifabricat, realizat cu ajutorul mainii-unelte.
n ce privete destinaia sculelor, trebuie artat c diversitatea mare aformelor i dimensiunilor pieselor, a dus la apariia unui numr mare de tipuri descule achietoare. Aceast diversitate de tipuri i dimensiuni este determinat dediferitele condiii impuse sculelor i suprafeelor prelucrate, de schemele degenerare i achiere adoptate, de caracterul produciei. ntruct procedeele delucru sunt foarte variate, rezult i scule cu forme geometrice diferite, ale crortiuri au ns o geometrie comun.
Dezvoltarea tehnologiei construciilor de maini a condus laperfecionarea prelucrrii prin achiere, n special datorit faptului c aceastareprezint nc procedeul principal prin care se pot realiza precizii nalte aleformei, dimensiunilor i netezimii suprafeelor, cu toate c n domeniulcelorlalte prelucrri de formare, ca: turnarea de precizie, tanarea, ambutisareai extrudarea, rularea, .a., s-au fcut progrese nsemnate. Astfel, nntreprinderile constructoare de maini i aparate, prelucrrile prin achierereprezint peste 50 60% din totalul manoperei uzinale i respectiv din totalulmanoperei de produs. Se apreciaz c orice mbuntire realizat n construcia
de scule achietoare exercit o puternic influen asupra construciei de maini,asupra perfecionrii proceselor tehnologice de fabricaie a organelor de mainin general.
Totodat, faptul c sculele achietoare se execut din materialecostisitoare, care, n unele cazuri, mpreun cu manopera, reprezint pn la10% din costul produselor executate, face ca ele s prezinte interes nu numai ndomeniul oarecum restrns al tehnologiei, ci i n planul economiei naionale.
Calitile unei maini depind de realizarea formei, a dimensiunilor, apoziiei relative i a netezimii suprafeelor active a organelor componente, n
condiiile de precizie prescrise.
-9-
-
7/27/2019 Curs PSA
2/354
Proiectarea sculelor achietoare
Printre factorii care determin precizia se numr, fr ndoial, i sculaachietoare cu precizia ei de proiectare, de execuie, de reglare pe maina-unealt.
Dar importana sculelor rezult i din aceea c, creterea performanelor
lor conduce la creterea productivitii, la reducerea costului produsului.Sunt, aadar, pe deplin justificate preocuprile privind creterea produciei descule tipizate, standardizate sau speciale, ct i preocuprile privind crearea denoi scule cu performane constructiv-funcionale superioare.
n domeniul perfecionrii sculelor se manifest o serie de tendine, dintrecare pot fi menionate urmtoarele: mrirea capacitii achietoare a sculelor
prin utilizarea de materiale i forme constructive noi i prin raionalizareacondiiilor de exploatare; capacitatea de achiere a oelurilor rapide, nalt aliatecu cobalt, vanadiu i molibden a fost sensibil mrit prin ridicarea coninutuluide carbon i respectiv duritii de la 62 - 65 HRC la 72 HRC; performanelecarburilor metalice uzuale au fost mbuntite considerabil prin utilizareacarburilor elaborate sau acoperite cu titan pur.
Rezultate interesante s-au obinut prin utilizarea de scule cu noi tipuri decarburi de tantal i niobiu, care asigur plcuelor o rezisten la ncovoieremrit, precum i o rezisten mai mare la temperaturi ridicate ( 900 1000C ).
Utilizarea plcuelor mineralo-ceramice s-a extins ca urmare a soluiilorde rezolvare a urmtoarelor:
- probleme de prindere mecanic pe supori cu capacitate crescut deabsorie a vibraiilor;
-o larg utilizare au cptat-o la prelucrarea de finisare a materialelordure, cristalele i policristalele de diamant i nitrur cubic de bor care asigursculelor respective o durabilitate de 30-35 ori mai mare dect a carburilormetalice;
-economisirea de material special de scule, tendin realizat prinnlocuirea n special a construciilor monobloc cu scule avnd numai parteaachietoare din materiale speciale de scule;
-la sculele de dimensiuni mari aceast tendin prezint mare interes,deoarece construcia monobloc este neavantajoas, ducnd la risip de material
scump;-construcia de scule cu partea achietoare detaabil trebuie preferat i
n cazul unor condiii grele de lucru, condiii la care se comport satisfctorplcuele din carburi metalice;
-tendina de folosire pe scar larg a plcuelor de carburi metalice imineralo-ceramice a impus extinderea sistemului de fixare i reglare a priiachietoare a sculei;
-nlocuirea treptat a sculelor cu un ti prin scule cu tiuri multiple sau,n general, cu posibilitatea utilizrii dup mai multe scheme de achiere;
-10-
-
7/27/2019 Curs PSA
3/354
Proiectarea sculelor achietoare
-extinderea construciei de scule care permite mrirea simultan aavansurilor i vitezelor de achiere cu efectuarea n aceeai trecere a degroriii finisrii;
-creterea preciziei de profilare a sculelor cu profil complex prin utilizarea
n procesele de proiectare a calculatoarelor electronice;-dezvoltarea sistemelor de scule achietoare utilizate pe mainile-uneltecu comand numeric, destinate prelucrrii tridimensionale;
-limitarea varietilor constructive i a sortimentelor dimensionale prinstandardizarea, tipizarea i normalizarea majoritii sculelor achietoare.
O preocupare important a specialitilor din domeniul sculelor achietoarese refer la perfecionarea metodologiilor de proiectare, n sensul creteriigradului de generalizare a acestora pentru o gam larg de tipuri de scule,
precum i adaptarea acestora la posibilitile oferite de tehnica de calculautomat.
n aceast direcie, n unele lucrri se propune o scul generalizat,abstract, prin care se poate obine majoritatea sculelor existente, ct i gsireade noi scule achietoare, iar n alte lucrri, pe baza unor sisteme de referinlegate fie de anumite pri invariabile ale mainii-unelte sau piesei, fie de sculaachietoare, se ajunge la stabilirea unor relaii cu caracter general pentrudeterminarea unghiurilor i a profilului prii achietoare a sculei, metode caredeschid direcii noi privind determinarea parametrilor ce intervin la proiectareaunei scule, n strns legtur cu posibilitile reale de execuie i de control aleacesteia.
Dotarea i consumul de scule achietoare n industrie constituie unelement important, care atest nivelul tehnologic al acesteia. Folosirea unorscule achietoare adecvate proceselor tehnologice constituie o important sursde reducere a costului prelucrrii.
Scula achietoare se constituie astfel ca o important parte a sistemuluitehnologic destinat prelucrrilor prin achiere. ntre parametrii constructivi-funcionali ai acestuia, ndeosebi capacitatea energetic a mainii-unelte icapacitatea de achiere a sculei este necesar s existe o compatibilitate, unechilibru reciproc, astfel ca puterea disponibil n sistem s poat fi consumat
de ctre scul n proces i invers, posibilitile oferite de caracteristicile sculei sfie utilizate ct mai complet prin nivelul parametrilor funcionali ai mainii-unelte. Cutarea permanent, pe diverse ci, a acestui echilibru ntre capacitateade achiere a sculei i capacitatea energetic a mainii-unelte a constituit mereuun important factor de progres tehnic n acest domeniu al tehnicii.
-11-
-
7/27/2019 Curs PSA
4/354
Proiectarea sculelor achietoare
CAPITOLUL 2
MATERIALE UTILIZATE N CONSTRUCIA SCULELOR
ACHIETOARE2.1. Condiii generale impuse
Materialul sculei achietoare constituie unul dintre factorii eseniali careconfer sculei o anumit capacitate de achiere.
Fenomenele fizice care nsoesc prelucrarea prin achiere, impunmaterialului din care este confecionat partea activ a unei scule achietoareurmtoarele proprieti: rezisten mecanic, n special la eforturile decompresiune sau ncovoiere, suficient pentru a suporta eforturile de achiere;duritatea s fie superioar duritii materialului de achiat; termostabilitate, ceeace reprezint capacitatea materialului de a-i menine proprietile mecanice, nspecial duritatea i rezistena la ncovoiere n urma nclzirii i meninerii la oanumit temperatur (temperatura de stabilitate); depirea temperaturii determostabilitate provoac transformri structurale ireversibile, cu scderea
pronunat a calitilor mecanice; rezistena la uzur, la cald i la rece.n plus, acestor materiale li se mai cere o bun clibilitate, prelucrabilitate
prin achiere ridicat, conductibilitate termic suficient pentru asigurareaevacurii rapide a cldurii degajate n procesul de achiere, cost sczut, etc.
Cu toate c aceste proprieti sunt determinate de compoziia chimic istructura intern, calitatea materialului folosit pentru construcia priiachietoare a sculelor este apreciat prin duritatea sa, considerndu-se c ovaloare a duritii de 62-64 HRC este suficient n majoritatea cazurilor.
Corpul i partea de prindere a sculelor trebuie s asigure o bun rezistenmecanic n condiii de solicitri dinamice, o bun preluare i amortizare avibraiilor, ca i o bun conductivitate termic.
Zonele active ale sculelor trebuie s fie caracterizate de rezistenmecanic, duritate, tenacitate i refractaritate, ca i conductivitate termic,
rezisten la ocuri termice i cldur specific de valori ct mai mari, precum io mare stabilitate la cald. Pentru precizia prelucrrii prin achiere este deasemenea important ca valorile coeficienilor de frecare n cuplu cu materialulachiat s fie ct mai mici.
Materialele folosite la confecionarea sculelor achietoare, care corespundproprietilor enumerate, sunt: oelurile carbon de scule, oelurile aliate,amestecurile din carburi metalice, materialele mineralo-ceramice i materialeleextradure.
-12-
-
7/27/2019 Curs PSA
5/354
Proiectarea sculelor achietoare
2.2. Oeluri carbon pentru scule
Oelurile carbon pentru scule se fabric n mrcile prezentate n tabelul2.1, n care se precizeaz tipul sculelor achietoare la care fiecare marc este
recomandat.Tabelul 2.1. Mrci de oeluri carbon de scule i recomandri utilizate
Mrci Recomandri de utilizare pentru scule achietoareOSC 7 - - scule pentru tmplrie, pene de fixare a dinilor demontabili ai frezelor, cozi
pentru tarozi curbi, dli, burghie pentru materiale cu duritate mic, scule supuseocurilor i loviturilor.
OSC 8 - - scule pentru tmplrie, burghie pentru materiale cu duritate mic i medie, dlipentru minerit i prelucrat piatr i diverse roci, corpul unor freze cu coadpentru canale de pan, scule supuse ocurilor i loviturilor.
OSC 8M - ferstraie-band sau circulare pentru lemn, dli pentru crbune i piatr, cuitede rindea, dini demontabili ai frezelor pentru prelucrat lemn.
OSC 10 - filiere, burghie pentru roci dure, bacuri i flci pentru filetat, scule achietoarepentru metale moi, alezoare de mn, dli pentru ciocane pneumatice, pnze deferstraie mecanice.
OSC 11 - filiere, freze, burghie, pnze de ferstraie pentru metale, scule achietoarepentru metale moi, scule supuse la ocuri mici i avnd tiuri ascuite.
OSC 13 - cuite pentru prelucrarea metalelor, burghie, dli i scule pentru piatr dur,scule achietoare ce lucreaz cu viteze mici.
Aceste materiale au coninutul n carbon cuprins ntre (0,7 - 1,4) %, fr
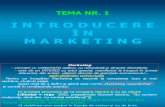
alte elemente de aliere, prezentnd o structur perlitic-feritic sau perlitic cucarburi n exces n stare recoapt i o structur martensitic dur n stareclit. Duritatea oelurilor carbon pentru scule este influenat de procentul decarbon (figura 2.1), curbele referindu-se la: 1- stare recoapt, 2 stare forjat, 3
stare clit.
Fig. 2.1.Curbele duritii oelurilor carbon n funcie de procentul de carbon:1-stare recoapt; 2-stare forjat; 3-stare clit
-13-
-
7/27/2019 Curs PSA
6/354
Proiectarea sculelor achietoare
Tratamentul termic de recoacere pentru obinerea perlitei globulare seface prin nclzire la cca. 740C, urmat de rcire lent n cuptor, urmrindu-sembuntirea prelucrabilitii prin achiere.
Clirea oelului carbon de scule are drept scop obinerea unei structuri
martensitice dure, nclzirea realizndu-se la o temperatur la care carbonul estedizolvat n fier, formnd austenita. Pentru oelurile hipoeutectoide OSC 7 iOSC 8, dup diagrama Fe C, temperaturile de clire depesc cu (40 60)Clinia critic superioar AC3, iar pentru oelurile hipereutectoide OSC 9 OSC13 temperaturile de clire depesc cu (40 60)C linia critic inferioar,respectiv linia A1. Creterea exagerat a temperaturii de clire trebuie evitat,ntruct aceasta poate duce la decarburare, la producerea de fisuri, precum i la
ptrunderea exagerat a clirii, cu deformarea materialului.Aceste oeluri prezint o clibilitate redus, stratul de clire avnd o
adncimecuprins ntre 3 i 8 mm. Viteza de rcire trebuie s fie ridicat, pentrua trece n martensit o cantitate ct mai mare de austenit, motiv pentru care sefolosete drept agent apa sau apa cu sruri.
Duritatea dup clire este de (64 67) HRC, oelul prezentndu-setensionat, fragil i sensibil la fisurare. Pentru nlturarea cestor inconveniente, se
practic o revenire, n urma creia duritatea scade la (61 63) HRC, iar stareade tensiuni interne se diminueaz. Revenirea const din nclzire la cca. (150 240)C, revenire joas, urmat de rcire lent. Pentru sculele care necesit otenacitate mai ridicat (cazul burghielor cu diametre sub 1 mm), pentru a leasigura o rezisten mai mare la ocuri, se mrete temperatura de revenire la
(200 240)C, ceea ce duce, ns, la o reducere a duritii, pn la (58 61)HRC.
Principalele neajunsuri ale oelului carbon sunt urmtoarele:termostabilitate sczut (200 - 250C), dictat de temperatura de revenire;
pericolul decarburrii stratului superficial n timpul operaiilor de rectificare sauascuire; deformare la tratament termic, adncime redus de clire.
n prezent, oelurile carbon de scule se folosesc la construcia sculelorcare lucreaz cu viteze reduse sub 20 m/min sau a sculelor cu acionaremanual, respectiv filiere, tarozi sau alezoare.
2.3. Oeluri aliate pentru scule
Oelurile aliate pentru scule achietoare au coninutul de carbon mai mare(de regul ntre (0,7 i 2,11)%) i elemente de aliere care mresc clibilitatea
precum: wolfram, crom, vanadiu, nichel, molibden, mangan, etc., conducnd laformarea n procesul de clire a unor carburi ale acestor metale, dure i stabile latemperaturi cu att mai mari cu ct elementele de aliere sunt mai active i ncantitate mai mare.
Dintre mrcile uzuale, pot fi enumerate oelurile cu crom, C 120, celealiate cu wolfram, VCW 45, VCW 50, precum i cele aliate cu mangan, VM 18.
-14-
-
7/27/2019 Curs PSA
7/354
Proiectarea sculelor achietoare
Procentele de materiale de aliere se situeaz, n general, sub 6% pentrufiecare element. Prezena lor asigur oelurilor o termostabilitate crescut, (350- 400)C, fapt pentru care vitezele de achiere pot ating valori de (30 35)m/min.
O importan deosebit n construcia sculelor prezint oelul C 120,datorit proprietilor sale. Prezena carburilor dure de crom i asigur orezisten sporit la uzur abraziv, iar procentajul ridicat de carbon i crom iasigur proprieti de autoclire (motiv pentru care sculele prelucrate la caldtrebuie rcite foarte lent). Clirea se realizeaz prin nclzire la temperatura de(950 - 1050)C, cu rcire direct n ulei sau baie de KNO 3, nclzit la (400 -500)C.
Temperatura de revenire variaz n funcie de temperatura de clire, fiindcuprins n limitele (150 - 200)C, pentru clirile joase, respectiv (220 -270)C pentru clirile nalte. Pentru sculele de precizie ridicat, de formecomplexe, cu variaii dimensionale minime dup tratamentul termic, serecomand clirea sub 0C, cu rcire n bi de sruri, la temperaturi de (-70 -90)C. Sculele se introduc n refrigerator nvelite n azbest. Oelul C 120 are
proprietatea remarcabil de a fi stabil fa de deformaiile cauzate de tratamentultermic, n special dac se efectueaz o rcire n trepte, fapt ce l recomand
pentru confecionarea broelor, filierelor sau tarozilor.
Tabelul 2.2.Recomandri pentru utilizarea oelurilor aliate de scule n construcia sculelorachietoare.
Marca Recomandri de utilizare90VMn20(VMn18)
- scule monobloc, nederformabile, de precizie i rezisten la uzare, sauelemente nedeformabile, importante ale unor scule complexe, spreexemplu: filiere, bacuri pentru filiere compuse din mai multe elemente,abloane i came suportnd solicitri mari.
105MnCrW11(MCW14)
- - scule monobloc sau elemente de susinere a zonelor active n achiere,rezistente la uzare, spre exemplu: tarozi, freze, alezoare, bacuri pentrufiletat, burghie, broe, cuite profilate, scule pentru prelucrarea lemnului.
117VCr6(CV6)
- tarozi, burghie, alezoare, scule de gravat i alte scule pentru care seimpune o rezisten mare la uzare.
165VWMoCr115(VMoCr120)
- scule nedeformabile, de mare productivitate i avnd mare stabilitatedimensional, foarte rezistente la uzare i cu tenacitate ridicat ca: freze,filiere, broe, tarozi, mandrine.
155MoVCr115 - scule nedeformabile, de mare productivitate i avnd mare stabilitatedimensional, foarte rezistente la uzare i cu tenacitate ridicat, ca deexemplu: ferstraie pentru metale, scule pentru prelucrarea lemnului, scule
pentru rulat filete.
Oelurile aliate pentru scule conin de regul elemente de aliere deficitarei scumpe, ceea ce face ca preul acestor oeluri s fie mai mare dect aloelurilor carbon pentru scule, cu att mai mult cu ct cantitatea de elemente de
-15-
-
7/27/2019 Curs PSA
8/354
Proiectarea sculelor achietoare
aliere este mai mare i cu ct obinerea oelurilor respective este mai dificil, nspecial din cauza temperaturilor mari de topire i de prelucrare la cald.
Coninutul de impuriti (S i P) n aceast categorie de oeluri este limitatla maximum 0,03% din fiecare, iar n unele cazuri se ajunge pn sub 0,02%,
ceea ce garanteaz o mare tenacitate, pe lng rezistene mecanice i duritiridicate. n tabelul 2.2 se prezint unele mrci de oeluri aliate pentru scule iutilizrile lor principale, n domeniul sculelor achietoare.
2.4. Oeluri rapide
Aceste materiale au un coninut nalt de materiale de aliere, wolframul, deexemplu, ajungnd la 20%, ceea ce determin o termostabilitate ridicat aacestora, cuprins ntre 600 i 650C, putnd lucra la viteze de achiere de pnla trei ori mai mari dect sculele din oeluri carbon de scule (50 60 m/min).
Oelurile rapide pentru scule sunt utilizate la fabricarea prilor active alemajoritii sculelor achietoare: cuite pentru strujire, rabotare i mortezare,freze, burghie, pnze de ferstru, scule pentru filetare i danturare, broe,alezoare, role de rulare ale filetelor, evere, etc.
Proprietile superioare ale oelurilor rapide (dar implicit i costurilerelativ ridicate ale acestora) sunt urmare att a compoziiei chimice, dar i atratamentelor termice complicate care se impun a fi aplicate acestor materiale.
Mrcile de oeluri rapide romneti sunt de la Rp1Rp5, Rp9Rp11 celmai uzual fiind oelul Rp3, care are n compoziie 18% W, 4% C, 1% V.
Influena elementelor de aliere se manifest astfel:- Carbonul, n procent de pn la 0,6%, determin formarea structurii
martensitice dure, precum i proprietile de rezisten mecanic la ocuri,rezisten la uzur la rece, etc. Majorarea procentului de carbon nu estefavorabil, acest lucru determinnd creterea coninutului de austenit rezidual.
- Wolframul reprezint elementul principal de aliere, prezentndu-se subforma carburilor complexe de wolfram i fier, Fe 3W3C, n care se dizolvvanadiu. Aceste carburi asigur oelului rapid termostabilitate ridicat (cca.600C), duritate de (63 65) HRC, precum i rezisten la uzur, la rece i la
cald.S-a constatat c, odat cu creterea procentului de wolfram, de la (8
9)%, pn la 18%, procentul de wolfram din soluia solid martensit nucrete, deci nici termostabilitatea nu se mrete. Pe aceast baz, s-au elaboratmrcile de oel rapid Rp5, Rp9, Rp10, Rp11, de nlocuire, care conin numai 9%W, dar care, avnd un procent redus de carburi nedizolvate, manifest orezisten sczut la uzur la rece.
- Cromul determin o cretere a clibilitii, dar, mrirea procentajuluipeste (5 6)%, duce la creterea coninutului de austenit rezidual i la
scderea pronunat a prelucrabilitii. Vanadiul trece n carbur de vanadiu, cuduritate foarte ridicat, imprimnd oelului rapid o rezisten la uzur crescut.
-16-
-
7/27/2019 Curs PSA
9/354
Proiectarea sculelor achietoare
Cobaltul conduce la creterea termostabilitii oelului rapid, coninutul raionalde cobalt fiind de (5 15)%.
Tratamentul termic al oelului rapid se compune din clire la temperaturnalt, (1270 1290)C, pentru Rp3, iar pentru evitarea fisurrii, aceasta se face
n dou sau trei trepte. Meninerea la temperatura de clire se realizeaz nfuncie de configuraia piesei, fiind recomandat ntre (6 8) secunde/mm degrosime a piesei clite. Rcirea se recomand a fi efectuat n trepte i, camediu, bile de azotat de potasiu, nclzite la (400 - 500)C.
Revenirea are drept scop detensionarea martensitei primare, transformareaaustenitei reziduale n martensit i uniformizarea duritii. Consecina imediata revenirii este creterea uoar a duritii, mrirea termostabilitii i acalitilor mecanice ale materialului sculei. Revenirea oelului rapid este nalt,la cca. (550 - 570)C, i se recomand a fi repetat de 2 3 ori, pentrumicorarea procentului de austenit rezidual. Uneori, acest proces poate ficontinuat prin tratament sub 0C, pn la aproximativ -80C.
O mbuntire substanial a proprietilor materialelor pentru sculeachietoare se obine prin practicarea tratamentelor termochimice, respectivcianurare, sulfizare, fosfatare, cromare. n tabelul 2.3 se prezint indicaiilereferitoare la utilizarea diferitelor mrci de oeluri rapide pentru sculeleachietoare.
Tabelul 2.3. Indicaii pentru utilizarea oelurilor rapideMarca
oeluluiPrincipalele domenii de utilizare
Rp1 - fabricarea de scule pentru achiere rapid, puternic solicitate la uzare i lanclzire, ca: freze, cuite.Rp2 - fabricarea de scule de achiere cu viteze foarte mari pentru materiale foarte dure,
ca: freze, cuite.Rp3 - fabricarea de scule de achiere cu viteze foarte mari, pentru materiale cu duritate
foarte ridicat, ca: burghie, scule de filetat, freze, scule de danturat.Rp4 - fabricarea de scule achietoare pentru regimuri intensive: freze, alezoare puternic
solicitate, dornuri, poansoane i matrie pentru extrudare la rece (nlocuitor aloelului Rp3 dar mai ieftin dect Rp3)
Rp5 - fabricarea de scule de achiere pentru materiale cu duritatea ridicat, ca: burghie,tarozi, cuite
Rp9 - oel rapid economic pentru scule achietoare, supuse la uzare puternic n regimtermic moderat: burghie.
Rp10 - oel rapid economic pentru scule achietoare, supuse la uzare, cu regimuri deachiere uoar, ca: burghie, scule de filetat, cuite, freze.
Rp11 - oel rapid economic pentru scule achietoare, ca: freze, scule pentru decupat
2.5. Carburi metalice sinterizate
Materialele sinterizate din carburi metalice utilizate n construcia priiachietoare a sculelor se compun din carburi de wolfram, titan i tantal, legate
ntre ele cu ajutorul unui liant, respectiv cobaltul. Procesul de sinterizare serefer la tratamentul termic aplicat pulberilor de carburi, omogenizate prin
-17-
-
7/27/2019 Curs PSA
10/354
Proiectarea sculelor achietoare
amestecare i presate n matri, pentru stabilirea formei, tratament care constn nclzire n cuptoare cu vacuum, la temperaturi ntre (1300 - 1600)C,urmat de revenire.
Datorit proprietilor lor generale, referitoare la duritate peste 80 HRC,
rezisten mare la uzur i, n special, o mare stabilitate termic, pn la 900C,carburile metalice se utilizeaz la prelucrarea prin achiere a majoritiimaterialelor metalice i nemetalice, cu viteze de achiere foarte mari,comparativ cu sculele confecionate din celelalte materiale (100 300 m/min).
Greutatea specific a materialelor sinterizate permite apreciereaporozitii, care se gsete, n general, n limitele (1 2)%. O porozitate redus,deci o greutate specific ridicat, indic o calitate nalt a materialului achiat.
Conductivitatea termic redus a materialelor metalo-ceramice le facesensibile la variaii de temperatur. Operaiile de lipire a plcuelor dure pecorpul sculei, precum i operaiile de ascuire i rectificare trebuie realizate ncondiii speciale, pentru evitarea fisurrii.
Duritatea carburilor metalice sinterizate crete odat cu mrireaconinutului de carburi i scade odat cu creterea procentajului de cobalt.
Rezistena la uzur a carburilor sinterizate este superioar oelului rapid,iar rezistena la compresiune a acestor materiale este foarte ridicat, cca. 400daN/mm2 i crete odat cu creterea duritii.
Rezistena la ncovoiere este, n general, sczut i, legat de aceasta, estesczut rezistena la ocuri, aceasta fiind cu att mai mic, cu ct rezistena lacompresiune i duritatea sunt mai ridicate, deci, cu ct coninutul de cobalt este
mai redus.Plasticitatea sczut i fragilitatea sunt dezavantajele eseniale ale
carburilor metalice sinterizate. La unele tipuri de carburi, odat cu cretereatemperaturii n procesul de achiere, crete plasticitatea i scade fragilitatea. Deaceea, n domeniul vitezelor mici i mijlocii, durabilitatea acestor materiale
poate fi mai mic dect a oelului rapid, fapt ce nu le recomand pentru utilizare.Carburile metalice sinterizate utilizabile n construcia sculelor
achietoare sunt clasificate n trei grupe principale, n funcie de proprieti(derivate n esen din compoziia chimic, granulaie i tehnologie de
fabricaie) notate prin simbolurile P, M i respectiv K.Grupa principal Pconine materiale sinterizate din carburi de W, Ti i
Ta n cobalt, avnd duritate i n consecin rezisten la uzare mare, dartenacitate mic. Plcuele realizate cu materiale din aceast categorie suntrecomandate pentru achierea oelurilor, n special a oelurilor cu achii decurgere i eventual a fontelor maleabile.
Grupa principal Keste format din materiale constituite din carburi dewolfram i cobalt ca liant, avnd duritate mai sczut i tenacitate mai maredect cele din prima categorie. Se caracterizeaz de asemenea printr-o relativ
ridicat rezisten la uzare abraziv. Ele sunt recomandate n special pentru
-18-
-
7/27/2019 Curs PSA
11/354
Proiectarea sculelor achietoare
achierea materialelor ce dau achii fragmentate (fontele), i a celor cu aciuneabraziv asupra sculelor.
Grupa principal M se caracterizeaz prin proprieti medii, avnd ogam de utilizare mai larg.
n tabelul 2.4 se indic subclasificarea grupelor principale n grupe deutilizare ca i principalele recomandri de folosire.De asemenea, sunt elaborate plcue din carburi metalice, acoperite
superficial cu un strat foarte rezistent la uzur, carbur de titan, nitrur de titan,sau cu un strat dublu carbur de titan i oxid de aluminiu, sau acoperite cu
pulbere de diamant. Asemenea materiale sandwich permit creterea vitezelorde achiere la finisare cu (30 50)%.
n afar de cele trei grupe principale amintite, este standardizat i grupaprincipal G, cu 5 grupe de utilizare (G10G50) folosite la alte tipuri de sculedect cele achietoare, de exemplu unele folosibile la realizarea rolelor pentrurulare la rece.
Materialele metalice sinterizate pentru scule se produc sub form deplcue, destinate fie lipirii pe corpul sculei, fie fixrii mecanice, numite plcueschimbabile, i care nu se ascut.
2.6. Materiale mineralo ceramice
Materialele clasice din aceast categorie se prezint sub form deplcue sinterizate din Al2O3 pur sau n amestec cu oxid de zirconiu.
n ultimul timp asistm la o mare diversificare a sorturilor de plcuerealizate din Al2O3 n combinaie cu carburi de titan, cu nitruri i carbonitruri detitan, ca i n combinaie cu Si3N4 i SiC sub form de monocristale filiforme, nscopul obinerii unei tenaciti ct mai mari, simultan cu refractaritate irezisten mecanic ridicat, superioar plcuelor din carburi metalice.
Sunt caracterizate printr-o rezisten la uzur foarte mare, o duritatesuperioar, o stabilitate la cald foarte ridicat pn la 1100C ceea ce
permite prelucrri cu viteze de achiere de (200600) m/min. n schimb, au ofragilitate ridicat, utilizarea lor fiind limitat la prelucrri de finisare, n absena
ocurilor.Geometria tiului din materiale mineralo-ceramice are unghiul de
degajare cu valori negative, pentru a transforma solicitarea de ncovoiere a priiachietoare ntr-o solicitare preponderent de compresiune.
Sunt indicate mai ales n prelucrrile de semifinisare i finisare amaterialelor ce produc uzura abraziv a sculelor, la regimuri fr vibraii iocuri. Se folosesc la strunjire mai rar la frezare, cu viteze mari i avansuri mici,asigurnd durabiliti relativ mari la viteze superioare celor permise de carburimetalice.
-19-
-
7/27/2019 Curs PSA
12/354
Proiectarea sculelor achietoare
Tabelul 2.4.Grupele de utilizare ale carburilor metalice pentru sculele achietoareGrupaprin-cipal
Grupautili-zare
Materialul prelucrat Domeniulde
utilizare
Procedee de prelucrare i condiiile procesului
0 1 2 3 4
P
P01 Oel turnat sau deformat plastic Finisare ifinisarefin
Strunjire exterioar i interioar. Viteze de achiere foarte mari, avansurimici. Utilizare condiionat de o structur bun a materialului, frincluziuni de zgur i retasuri, fr ntreruperi. n sistemele tehnologice frvibraii se poate obine o precizie dimensional foarte ridicat i o netezime
a suprafeei foarte fin.P10 Oel turnat sau deformat plastic Degroarei finisare
Strunjire prin copiere, filetare pe strung sau prin frezare. Viteze de achieremari, avansuri mici pn la mijlocii. Utilizare condiionat de o adncimeuniform i fr ntreruperi.
P20 Oel turnat sau deformat plastic, fontmaleabil cu achii lungi
Degroarei finisare
Strunjire prin copiere, frezare. Viteze de achiere mijlocii, avansuri mici.
P30 Oel turnat sau deformat plastic, fontmaleabil cu achii foarte lungi
Degroarei finisare
Strunjire cu viteze de achiere mijlocii pn la mici, avansuri mijlocii pnla mari, de asemenea condiii grele de lucru. Frezare, rabotare, gurireadnc.
P40 Oel turnat sau deformat plastic, fontmaleabil cu achii lungi, eventual i cuincluziuni de nisip i retasuri
Degroarei finisare
Strunjire cu viteze de achiere mici, avansuri s < 3 mm/rot, de asemenea ncondiii grele de lucru.
P50 Oel cu rezisten mijlocie sau joas,eventual cu incluziuni de nisip iretasuri.
Degroare Strunjire cu viteze de achiere mici i avansuri mari (s < 4 mm/rot), deasemenea n condiii foarte grele de lucru, pentru care tenacitatea carburilormetalice este esenial. Rabotare, mortezare, prelucrri pe automate.
M M10 Oel turnat, oel manganos, oelinoxidabil, font cenuie, font aliat,metale neferoase.
Degroarei finisare Utilizare universal, rezistent la uzare. Strunjire cu viteze mijlocii, pn lamari, avansuri mici pn la mijlocii.
M20 Oel turnat, oel deformat plastic, oelaustenitic, font cenuie, oelmanganos, font cu grafit nodular, fontmaleabil.
Degroarei finisare
Utilizare universal cu rezisten la uzare. Strunjire, frezare. Viteze deachiere mijlocii, avansuri mijlocii.
-20-
-
7/27/2019 Curs PSA
13/354
Proiectarea sculelor achietoare
M30 Oel deformat plastic, oel turnat, oelaustenitic, oeluri rezistente latemperaturi nalte, font cenuie
Degroarei finisare
Utilizare universal cu rezisten la uzare. Strunjire, frezare, rabotare.Viteze de achiere mijlocii, avansuri mijlocii.
M40 Oel pentru automate, oel cu rezistenmic, metale neferoase
Degroarei finisare
Strunjire, strunjire profilat, retezare, ndeosebi pe maini automate
K
K01 Oel clit, font dur, font cenuiedur, aliaje de aluminiu cu coninutnalt de siliciu, materiale plastice cunalt aciune abraziv, materiale
ceramice.
Finisarefin ifinisare
Strunjire exterioar i interioar, frezare, rzuire.
K10 Oel clit, font cenuie cu duritateaHB>220, aliaje de aluminiu cu coninutde siliciu, materiale plastice, cauciucdur, carton tare, sticl, porelan, roci.
Degroarei finisare
Strunjire, burghiere, lrgire, alezare, frezare, broare, rzuire
K20 Font cenuie cu duritatea HB
-
7/27/2019 Curs PSA
14/354
Proiectarea sculelor achietoare
2.7. Materiale extradure
O larg rspndire au sculele care folosesc ca parte activ materiale cuduritate mai mare dect a carburilor sinterizate. Acestea sunt cunoscute sub
denumirea de materiale extradure, n aceast categorie intrnd diamantul initrura cubic de bor.
2.7.1. Diamantul
Este folosit sub form de monocristal sau pulbere nglobat ntr-o mas deliant, respectiv corpuri abrazive. Diamantul industrial este, n general, de tipsintetic, obinut din grafit de puritate 99,8%, la o presiune cuprins n limitele(0,7105 1,5105) daN/cm2 i la temperatura de 3000C. Culoarea diamantuluisintetic variaz de la cenuiu la verde deschis. Dimensiunile cristalelor acoperdomeniul (0,2 0,3) mm, avnd un numr mare de muchii achietoare,
prevzute cu unghiuri de ascuire = (70 - 110) i raze de bontire de ordinul a(6 10) m. n cazul strunjirii, cristalele care armeaz cuitele au unghiuri dedegajare negative, (-3 -8), iar suprafaa de aezare se lefuiete, pentru aobine raze de bontire de pn la (5 10) m.
Diamantul natural este cel mai dur material, avnd microduritatea de10000 daN/mm2, fa de (4000 9000) daN/mm2 la nitrura cubic de bor, de2300 daN/mm2 la materialele mineralo-ceramice, de 1500 daN/mm2 lamaterialele metalo-ceramice i de 850 daN/mm2 la oelul rapid.
De asemenea, prezint o bun conductivitate termic, de 9 ori mai maredect SiC i de (35) ori mai mare dect a carburilor metalice. Rezistena lauzur este de 100200 de ori mai mare dect a materialelor abrazive (SiC,Al2O3) la prelucrarea oelurilor, respectiv de (30006000) de ori mai mare la
prelucrarea carburilor metalice.Diamantul, la circa (800900)oC grafitizeaz i se combin cu metalele
din grupa fierului, rezultnd carburi; prin oxidare rezult oxizi, instabili la acestetemperaturi. Aceste fenomene produc uzarea brusc a sculelor diamantate nzona de contact cu aliajele feroase prelucrate, limitndu-se utilizarea lor
raional numai la prelucrarea materialelor neferoase i a celor nemetalice.
2.7.2. Nitrura cubic de bor (N.C.B.)
Este o sare a acidului azotic, cristalizat n sistemul cubic, n urma unuitratament termic i de presare (3500K i 105 daN/mm2). Denumirea comercialeste Borazon (SUA) sau Elbor, cu liant metalic nichelcobalt i Cubonit (Rusia),Amborit, cu liant ceramic sau Semibor.
Procesul de obinere a NCB din nitrura de bor, cristalizat n sistemul
hexagonal, este asemntor celui de obinere a diamantului sintetic. Ctevaproprieti fizice ale NCB: densitate 3,45 g/cm3, duritate (HV) max. 9000daN/mm2, stabilitate termic 1300C.
-22-
-
7/27/2019 Curs PSA
15/354
Proiectarea sculelor achietoare
Se remarc duritatea foarte mare a NCB, apropiat ca valoare de cea adiamantului, precum i stabilitatea termic superioar acestuia. Trebuie remarcatc, spre deosebire de diamant, NCB nu prezint tendina de a reaciona cu fierul(diamantul are tendina de grafitizare la temperaturi de (800 900)C i de
reaciona chimic cu fierul).Acest material este folosit, n special, pentru confecionarea sculelorabrazive. Cristalele de NCB, avnd mrimi cuprinse ntre (15600) m, suntlivrate sub form simpl, metalizate sau nglobate cte dou trei cristale ntr-un liant dur (rini, carburi metalice, sticl).
Se prezint sub form de monocristale, policristale sau plcue sinterizate,avnd ca suport carburi de wolfram, acoperite cu un strat de N.C.B. de (0,51,5) mm grosime.
Aceste plcue se utilizeaz la achierea continu sau discontinu aoelurilor de scule mbuntite, a oelurilor refractare i a fontelor de mareduritate, a aliajelor dure de tipul stelitelor i a materialelor neferoase inemetalice.
-23-
-
7/27/2019 Curs PSA
16/354
Proiectarea sculelor achietoare
CAPITOLUL 3
TEORIA SCULELOR ACHIETOARE
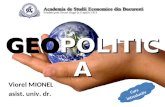
Scula achietoare, indiferent de complexitatea ei sau a procedeului deprelucrare, este format din partea activ a, corpul b i partea de prindere c(figura 3.1).
La proiectarea fiecrui element component se ine seama, n primul rnd,de rolul funcional, de posibilitile tehnologice de execuie, de materialul de
prelucrat, de calitatea prelucrrii i de o serie de condiii tehnico-economice(producie, cost, protecie .a).
La prelucrarea prin achiere a unei suprafee se disting dou procese: unproces de achiere i un proces de generare. Primul cuprinde fenomenele fizicecare apar la transformarea n achie a stratului de achiere i al doileacuprinde micrile de generare (achiere), traiectoriile acestora i, n final,obinerea suprafeei reale n condiiile tehnice de realizare a suprafeei.
Fig. 3.1. Prile componente ale sculelor achietoare
Partea activ a sculei achietoare, n micarea sa relativ fa de piesa,asigur desfurarea proceselor de achiere i generare n condiiile tehnico-economice impuse (cost, productivitate, protecie .a). Partea activ vine ncontact nemijlocit cu stratul de achiere i particip direct la detaarea achiei, laformarea suprafeei prelucrate, la dirijarea, degajarea i ruperea achiei detaatei chiar la ghidarea sculei achietoare.
Corespunztor acestora, partea activ are n componena sa elemente deconstrucie care s asigure realizarea acestor funciuni. Pentru realizarea celordou procese fundamentale necesare unei prelucrri prin achiere, elementelecomponente ale prii active trebuie s ocupe anumite poziii i orientri nspaiu i s aib anumite forme.
Poziiile i orientrile relative ale elementelor prii active stabilescgeometria sculelor achietoare, iar forma i dimensiunile elementelor
-24-
-
7/27/2019 Curs PSA
17/354
Proiectarea sculelor achietoare
generatoare, legat de micrile de generare i de forma suprafeelor deprelucrat, determin profilul sculelor achietoare.
Determinarea geometriei i profilului prii active constituie problemefundamentale care trebuie rezolvate la proiectarea, execuia, exploatarea i
reascuirea unei scule achietoare.Corpul sculei achietoare conine rezerva de reascuire prin care sculaachietoare are posibilitatea de a se regenera prin operaia de ascuire. Forma idimensiunile lui trebuie s asigure ca, printr-o ascuire ct mai simpl, sculaachietoare s-i recapete geometria i profilul iniiale. Mai are i rolul de adirija achiile i, uneori, de ghidare a sculei achietoare. Corpul este constituitdin viitoare pri active.
Partea de prindere (de orientare i fixare) face legtura, prin intermediuldispozitivului de prindere, cu maina-unealt. Ea trebuie s asigure prindereasau desprinderea uoar i rapid n dispozitivul mainii-unelte, s asigureorientarea i poziia relativ a prii active fa de pies stabilite prin operaia de
proiectare a sculei achietoare, s asigure rigiditatea static i dinamiccorespunztoare eforturilor de achiere .a.
3.1. Geometria sculei achietoare
Cel mai apropiat procedeu de cel al achiei este msurarea duritii unuimetal prin metoda urmei. n acest caz un element fizic (bil, con, piramid)
ptrunde n materialul de testat i las o urm mai mare sau mai mic n funcie
de duritatea materialului msurat. i n cazul achierii un element sub formaunei pene ptrunde n materialul de prelucrat i prin aplicarea unei fore suficientde mare duce la ndeprtarea sub forma de achii a materialului aflat peste liniacare delimiteaz suprafaa achiat.
Conform figurii 3.2 se poate observa asemnarea penei unei sculeachietoare oarecare cu pana teoretic studiat n cadrul capitolului de static lamecanica teoretic.
Fig. 3.2. Pana achietoare
-25-
-
7/27/2019 Curs PSA
18/354
Proiectarea sculelor achietoare
Pentru a scoate n eviden diferenele ntre pana teoretic i panaachietoare se pot observa urmtoarele diferene:
- existena unghiului de aezare , care la scula elementar are o valoarediferit de zero cum apare la pana teoretic;
- asimetria sculei elementare fa de pana teoretic;- existena micrii la scula elementar fa de pana teoretic consideratstatic (viteza de achiere v);
- unghiul de degajare msurat fa de normala la direcia micriiprincipale a sculei;
- raza de ascuire rn, care apare n zona tiului n seciunea normal lati, indiferent de gradul de finisare la ascuire i care are o mare influenasupra ptrunderii sculei n material, n special la grosimi mici de achie.
n figura 3.3, se poate observa c de la un anumit punct aflat pe raza deascuire (punctul de tangen al liniei de forfecare a achiei cu cercul de raz rn)materialul nu mai este eliminat n achie ci este tasat pe suprafaa prelucrat,
producnd deformaii plastice puternice i ducnd la distrugerea structuriistraturilor subadiacente suprafeei prelucrate. Acest fenomen este foarteimportant la prelucrrile la care achia este foarte subire sau mai exact seapropie de valoarea razei de ascuire (cazul frezrii unde achia este ridicat
pornind teoretic de la valoarea 0 , broarea, rectificarea etc.).
Fig. 3.3. Raza de ascuire, rn
Avnd n vedere c prin aplicarea forei de achiere n faa sculei apare ostare complex de tensiuni, de la tensiuni elastice pn la cele plastice i n finalcurgere i rupere este normal ca dup trecerea tiului tensiunile elastice s tinds revin i materialul s ncerce s se ridice dup trecerea tiului. Dac unghiulde aezare nu ar avea o valoare diferit de 0 (pozitiv), frecarea pe faa deaezare ar fi foarte mare, practic nu s-ar mai achia i calitatea suprafeei va fislab. Pentru a evita aceste impedimente este absolut necesar ca la sculaelementar s existe un unghi de aezare > 0.
Valoarea acestui unghi va fi aleas n funcie de tipul operaiei: mai marela finisare i mai mic la degroare i de asemenea n funcie de revenirea
-26-
-
7/27/2019 Curs PSA
19/354
Proiectarea sculelor achietoare
elastic a materialului prelucrat, mai mare la materialele cu revenire elasticmare. Limitarea n sensul creterii acestui unghi este dat de slbirea tiuluisculei prin micorarea unghiului de ascuire i n unele cazuri de apariiavibraiilor.
Unghiul de degajare poate lua valori pozitive, ca n figura 3.4.a, darpoate avea i valoarea 0 sau chiar valori negative (figura 3.4.b).Acest unghi este important n ceea ce privete uurina cu care pana sculei
ptrunde n materialul de prelucrat. Cu ct valoarea unghiului de degajare estemai mare cu att pana sculei elementare ptrunde mai uor i fora necesar deachiere va fi mai mic, dar i tiul va fi mai puin consolidat i scula va rezistamai puin.
a) b)Fig. 3.4. Valoarea unghiului de degajare
Dimpotriv dac unghiul de degajare scade sau ia valori negative, unghiulde achiere crete, rezistena sculei crete i ea, dar forele de achiere cresc iachiile se degaj mai greu.
Ca urmare i pentru unghiul de aezare ct i mai ales pentru cel dedegajare se va cuta un optim care s satisfac n msur corespunztoare celedou cerine antagoniste.
Valoarea unghiului de degajare se ia n funcie de duritatea i rezistenamecanic a materialului de prelucrat. Astfel, la materiale avnd o plasticitatemai mare sau o rezisten mecanic mai mic se vor alege unghiuri de degajaremari, iar la materiale mai dure i cu rezisten ridicat unghiurile de degajare vorlua valori mai mici sau chiar negative pentru a mri unghiul de ascuire i decirezistena la uzur a sculei. Un alt element n funcie de care se alege valoareaunghiului de degajare este materialul sculei. Astfel, la scule din materiale extra-dure (materiale mineralo-ceramice sau compozite ale acestora) unghiul dedegajare ia obligatoriu valori negative, chiar dac numai pe limea unor faeteaflate n vecintatea tiului, figura 3.5.
Aceast condiie trebuie realizat pentru ca materialul sculei s fie supusla tensiuni de comprimare la care rezist foarte bine i nu la cele de ncovoiere
-27-
-
7/27/2019 Curs PSA
20/354
Proiectarea sculelor achietoare
sau traciune (n general tensiuni pozitive) la care nu rezist deoarece pe msurce crete duritatea crete i fragilitatea.
Acest lucru este necesar pentru a se evita supunerea la ncovoiere avrfului sculei elementare ceea ce ar duce la apariia unor tensiuni pozitive (de
traciune) la care aceste materiale extradure nu rezist deloc, fa de tensiunilenegative (de compresiune) la care rezist foarte bine. Achierea cu unghiuri dedegajare negative este folosit destul de mult, dar trebuie inut cont c valoareaforelor de achiere crete i este nevoie de sisteme tehnologice mai rigide imaini-unelte cu puteri mai mari.
Fig. 3.5. Faete de degajare i de aezare
Diferena cea mai mare fa de pana teoretic rmne existena razei deascuire. Aceast raz care rezult n urma ascuirii face ca toate calculelereferitoare la forele de achiere s fie diferite fa de pana teoretic, aprndmodelele de calcul specifice achierii. S-ar putea presupune c se poate ascuifr raz (teoretic), dar dup ptrunderea sculei n material aceast raz ar aparefoarte repede prin fenomenul de uzare abraziv.
O alt deosebire a sculei elementare fa de pana teoretic este apariiaunghiului de nclinare , care face ca punctele de pe ti aflate ntr-un plan
perpendicular pe acesta s difere de la punct la punct. Acest unghi se msoarntre normala la viteza principal a sculei i direcia tiului.
Apariia acestui unghi, figura 3.6 face ca achierea s se numeasc oblicsau complex fa de cea la care tiul este perpendicular pe vitez, care se
numete achiere ortogonal.
-28-
-
7/27/2019 Curs PSA
21/354
Proiectarea sculelor achietoare
Fig. 3.6. Achierea ortogonal i achierea oblic
Achierea ortogonal este mai puin folosit n practic i mai mult n
cercetarea procesului de achiere. n figura 3.7 Sunt redate modurile de a obineachiere ortogonal i condiiile impuse pentru a se produce acest tip deachiere.
Fig. 3.7. Variante de achiere ortogonal
Achierea oblic este achierea folosit n mod uzual deoarece existenaunghiului de nclinare are anumite avantaje printre care se pot enumera:
- ptrunderea progresiv a tiului n material i scderea ocului deintrare al sculei n material;
- reducerea forei pe direcia micrii principale a sculei (cu apariia uneicomponente laterale);
- posibilitatea dirijrii achiei pe direcia dorit spre suprafaa prelucratsau spre cea neprelucrat a piesei;
- posibilitatea controlrii modului de atacare al seciunii achiei de ctrefaa de degajare a sculei (mpreun cu unghiul de degajare).
Rezult c ori de cte ori vom avea posibilitatea vom folosi unghiul denclinare diferit de zero la orice tip de scul.
n concluzie, scula elementar se consider a fi pana achietoare a oricrei
scule achietoare, indiferent de complexitatea acesteia. Aceasta este format decele dou fee active, de degajare i de aezare i este deosebit de o panteoretic prin mai multe elemente care au fost puse n eviden n acest paragraf.
-29-
-
7/27/2019 Curs PSA
22/354
Proiectarea sculelor achietoare
Desigur c sculele reale, care nu achiaz ortogonal sunt mai complexe, nspecial prin faptul c nu au un singur ti ci mai multe. Indiferent de
poziionarea acestora pe corpul sculei partea activ a fiecrui ti poate fiasimilat cu o scul elementar.
3.2. Unghiuri de poziie
Orientarea feelor i muchiilor se definete prin unghiurile ce le formeazacestea sau elementele geometrice legate de acestea (tangente sau planetangente) cu anumite direcii i plane de referin.
S-a discutat la subcapitolul precedent despre scula elementar, c la mareamajoritate a sculelor reale nu exist un singur ti ci dou sau mai multe, figura3.8. Avnd n vedere acest lucru se pune problema poziionrii acestora unul fa
de altul i fa de corpul sculei.
Fig. 3.8. Elementele componente ale sculei achietoare
Unghiurile care poziioneaz tiurile se numesc unghiuri de poziie saude atac deoarece descriu i modul n care este atacat semifabricatul de ctretiurile sculei. Dac exist mai multe tiuri unul dintre acestea este de obicei
principal, iar celelalte secundare, astfel c unghiurile de poziie se vor numicorespunztor unghiuri principale i secundare.
n figura 3.9 este prezentat operaia de rabotare i se exemplific celedou unghiuri de atac principal i respectiv secundar. Notarea acestor unghiurise face folosind litera greceasc (kapa) i indicele r(al planului de referin ncare se msoar). Pentru tiul principal nu se folosete alt simbol, iar pentru celsecundar se folosete indicele (prim), etc.
Definiie: Unghiul de atac este unghiul format ntre direcia probabil deavans a sculei i direcia tiului sau proiecia acesteia n planul de referin.
Astfel vom avea unghiul de atac principal rpentru tiul principal irespectiv secundarr pentru tiul secundar.
Unghiul suplementar al acestor dou se numete unghiul la vrf al sculeii se noteaz cu r.Astfel vom avea relaia:
-30-
-
7/27/2019 Curs PSA
23/354
Proiectarea sculelor achietoare
r + r + r = 1800 (3.1)
Fig. 3.9. Unghiurile de atac
Pentru a observa influenele unghiurilor de atac asupra procesului deachiere trebuie remarcat faptul c acesta influeneaz n primul rnd formaseciunii achiei ridicate de ctre scul. Astfel se poate determina seciuneaachiei detaate ntre dou poziii succesive ale sculei, decalate cu valoareaavansului,f, una fa de alta.
Pe direcia perpendicular pe cea de avans seciunea achiei estedelimitat de adncimea adaosului de prelucrare pentru trecerea respectiv,
valoare notat cu api numit adncime de achiere.Conform notaiilor din figura 3.9, rezult:
12 ti principal notat cu T;13 ti secundar notat cu T;12 ti principal activ (angajat), Ta;13- ti secundar activ, Ta;
Pentru seciunea achiei se pot determina urmtoarele cazuri:1245 seciunea achiei nominale (aceasta se ia n calcul);1253 seciunea achiei efective (ndeprtat efectiv n procesul de achiere);
134 seciunea achiei nedetaate (rmne sub form de rugozitate pe suprafaaprelucrat).
-31-
-
7/27/2019 Curs PSA
24/354
Proiectarea sculelor achietoare
Seciunea achiei nominale, denumit n standardul de terminologie laachierestrat nominal de achiere(fig. 3.10)are valoarea dat de relaia:
pafA = [mm2] (3.2)
Fig. 3.10. Parametrii seciunii achiei
Parametrii f i ap se mai numesc i parametri tehnologici ai operaiei fiindcei care se regleaz pe maina-unealt. Pe lng acetia mai exist parametri
geometrici ai seciunii achiei a i b care msoar grosimea i limeageometric a seciunii achiei. ntre cele dou perechi de parametri existrelaiile:
a = f sinrb = ap /sinrSe poate observa c aria seciunii achiei se poate exprima i sub forma:
bafaA p ==
3.3. Influena unghiurilor de poziie
Forma seciunii achiei. Din relaiile de mai sus se poate observa cparametrii geometrici ai seciunii achiei sunt influenai de valoarea unghiuluide atac. Acest lucru se poate vedea n figura 3.11, unde sunt reprezentate doutipuri de seciuni de achie avnd dou valori ale unghiului de atac. Pentrucaracterizarea formei seciunii se introduce raportul de form al seciuniiachiei, similar cu raportul de zveltee folosit la solicitarea la flambaj,determinat de raportul b/a.
-32-
-
7/27/2019 Curs PSA
25/354
Proiectarea sculelor achietoare
Fig. 3.11. Forma seciunii achiei
Dac valoarea acestui raport este mare seciunea este de form subire(zvelt), iar dac aceast valoare este mic seciunea este de form groas. Acest
lucru este foarte important la stabilirea parametrilor tehnologici ai regimului deachiere deoarece determin presiunea de achiere, care este mult mai mare dacseciunea achiei este de form subire. n acest caz att forele de achiere ct ideformarea materialului achiat este mai mare i randamentul achierii este mairedus. Concluzia acestui fapt este c se prefer seciunea de achie de form
groas ori de cte ori este posibil, aceasta ducnd la presiuni mai mici deachiere, fore mai reduse i deformaii plastice mai mici. Exercitarea unei
presiuni de achiere mai reduse asupra feei de degajare a sculei duce la o uzurmai redus a acesteia i la mrirea durabilitii sculei.
Creterea presiunii de achiere cu scderea grosimii achiei a fostsemnalat de ctre primii cercettori ai procesului de achiere i confirmatulterior de ctre toi cercettorii fizicii procesului de achiere.
Mrimea rugozitii geometrice. Se definete rugozitatea geometricvaloarea componentei rugozitii totale, care se poate calcula n funcie de formageometric a vrfului sculei i a mrimii avansului de lucru. Valoarea acesteiadifer destul de mult de valoarea real a rugozitii, fiind n general mai micdect aceasta. Din figura 3.12, n care se poate observa seciunea de achienedetaat n cazul n care raza la vrful sculei este egal cu zero (sau raportulntre valoarea avansului i a razei la vrf tinde la zero).
Fig. 3.12. Rugozitatea geometric (calculat)
-33-
-
7/27/2019 Curs PSA
26/354
Proiectarea sculelor achietoare
Din triunghiul ABC se poate determina nlimea BD, care este egal cuvaloarea rugozitii calculate Rc. Efectund calculele se ajunge la relaia:
rr
c
ctgctg
fR
+
=
Din relaia de mai sus rezult c rugozitatea geometric (calculat) este cuatt mai mare cu ct avansul de lucru este mai mare i valoarea unghiurilor de
poziie este mai mic. Unghiul de atac secundar are cea mai mare influen ivaloarea acestuia se ia mai mic dac se dorete o rugozitate mai bun. S-ancercat chiar folosirea unui unghi de atac secundar egal cu zero pe o faet detrecere ntre tiul principal i cel secundar, numit chiar ti de trecere icunoscut n literatura de specialitate ca ti Rvkin-Kolesov(figura 3.13).
Fig. 3.13. Ti de tip Kolesov (ti de trecere)
Dac lungimea acestui ti (figura 3.13) este mai mare sau la limit egalcu valoarea avansului de lucru rugozitatea teoretic este zero deoarece tiulsecundar rade achia nedetaat de pe suprafaa prelucrat. Folosirea acestuitip de ti duce ntr-adevr la mbuntirea rugozitii suprafeei achiate i sentlnete la unele scule cum sunt frezele frontale unde exist unul sau mai mulidini de planare prevzui cu tiuri de tip Kolesov. Acelai ti se poate regsii n geometria alezorului, unde tiul secundar este de tip Kolesov pentru a se
obine o rugozitate foarte bun.Direcionarea componentelor forei de achiere. La orice operaie deachiere pe tiul principal apare o component a forei de achiere numit foranormal (figura 3.14), care din motive de calcul se descompune dup doudirecii - una corespunztoare direciei de avans i a doua perpendicular peaceasta. Unghiul de atac principal are o influen asupra mrimii celor doucomponente conform relaiilor:
Fz = FN sinrFx = FN cosr
Importana repartizrii forei rezid n faptul c mrimea componenteitransversale (Fx) este responsabil de apariia vibraiilor n procesul de achiere.
-34-
-
7/27/2019 Curs PSA
27/354
Proiectarea sculelor achietoare
Astfel, dac valoarea unghiului de atac principal este mic va rezulta o valoaremare a componentei transversale i va apare pericolul vibraiilor, desigur i nfuncie de rigiditatea transversal a piesei. La valori apropiate de 900componentatransversal va tinde la zero i teoretic va exista numai componenta de avans. La
valori egale cu 900
valoarea componentei Fx va lua teoretic valoarea zero.Rezult c pentru prelucrarea unor piese cu rigiditate transversal redus,(piese subiri i lungi, evi etc. ) se va lua un unghi de atac principal de 900
(cuite de col).
Fig. 3.14. Direcionarea componentelor forei normale
La unghiul de atac principal de 900 , valoarea forei transversale va finumai teoretic zero, deoarece exist raza la vrf a sculei (r 0), figura 3.15,diferit de zero i de-a lungul creia unghiul de atac principal variaz i apare deasemenea i o component datorat unghiului de nclinare cnd acesta estediferit de zero (T 0).
Fig. 3.15. Vrful sculei
De asemenea mai apare o component a forei pe direcia normal lasuprafaa prelucrat datorat tiului secundar care achiaz pe o poriune mic.
Rezult deci, c n practic valoarea forei de respingere a sculei fa depies, nu este zero ci apare totui o valoare mic. Pentru minimizarea ei se valua o geometrie cu unghi de atac secundar mai mare, unghi de nclinare zero iraz la vrf mic.
-35-
-
7/27/2019 Curs PSA
28/354
Proiectarea sculelor achietoare
CAPITOLUL 4
SISTEME DE REFERIN
4.1. Sisteme de referin la achiere
Sistemele de referin folosite la achiere sunt necesare pentru a nelegeunitar geometria sculelor precum i pentru a putea aprecia diferena ntre sculastatic i cea n funcionare. ntre proiectantul, realizatorul i utilizatorul sculeisistemele de referin sunt folosite pentru comunicarea elementelor sculei inelegerea lor aa cum au fost gndite de proiectant i realizate de sculerulmatrier.
Principalele sisteme de referin folosite la achiere sunt:- sistemul de referin funcional, numit i efectiv, n care se definesc
unghiurile de orientare funcionale (efective) care in seama de cinematicagenerrii;
- sistemul constructiv n care se definesc unghiurile constructive i n carescula achietoare este considerat ca un organ de main;
- sistemul cinematic care aparine mainii-unelte pe care scula se monteazpentru a-i ndeplini rolul funcional sau pentru a se reascui.
4.2. Sistemul de referin constructiv
Geometria constructiv a prii achietoare definete scula achietoare caun corp geometric independent de procesul de achiere. n acelai timp,cunoaterea mrimii parametrilor dintelui achietor permite reglareadispozitivelor pentru poziionarea sculei, la operaiile de ascuire rectificare,
precum i calculul i aprecierea valorilor funcionale ale parametrilorgeometrici.
Sistemul de referin constructiv este un sistem de referin triortogonal,orientat drept, notat cu Oxyz (figura 4.1):
- axa Ox are sensul micrii de avans probabile sau posibile;- axa Oz are sensul micrii principale de achiere probabile dac s-ar micanumai scula achietoare;- axa Oy formeaz cu celelalte un sistem triortogonal drept. Pentru scule derotaie, axa Ox este chiar axa de rotaie. Planul Oxy se numete plan de bazconstructiv (PB).
-36-
-
7/27/2019 Curs PSA
29/354
Proiectarea sculelor achietoare
Fig. 4.1. Sistemul de referin constructiv
Se mai definesc ca elemente de referin:- planul frontal (F) care este un plan perpendicular pe planul de baz i tangentla muchie ntr-un punct curent M;- planul secant (x-x), un plan paralel cu planul de referin xOz;- planul secant (y-y), un plan paralel cu planul de referin yOz;- planul secant N-N, numit i plan de msurare, un plan perpendicular pe planulde baz i pe muchia aparent din planul de baz,
Cele trei plane secante (x-x), (y-y) i N-N servesc pentru msurareaunghiurilor diedre. Ele se mai numesc i plane secante principale. n acest sistemde referin se definesc urmtoarele unghiuri de orientare ale feelor i muchiilor(fig. 4.2.):- unghiul de degajare constructiv n punctul curent M este unghiul diedruascuit format ntre planul tangent la faa de degajare (D) i planul de baz (PB);- unghiul de aezare constructiv n punctul curent M reprezint unghiul diedruascuit format de planul tangent la faa de aezare (A) i planul frontal(F);
- unghiul de nclinare a muchiei constructiv n punctul curent M reprezintunghiul format de tangenta TT la muchia real cu planul de baz (PB) (are camrime unghiul format ntre tangenta TT i proiecia ei TT pe planul de baz);- unghiul de atac constructivn punctul curent M este unghiul ascuit format de
proiecia tangentei TT (tangenta la muchia aparent) i axa Ox (direciamicrii de avans probabil).
Aceste patru unghiuri definesc complet orientarea n spaiu a feelor imuchiilor, n afara lor, se mai definesc:- unghiul de ascuireca unghi diedru format ntre planele tangente la faa
de degajare (D) i de aezare (A);- unghiul de profil ca unghi plan format ntre tangentele la dou muchiiaparente vecine.
-37-
-
7/27/2019 Curs PSA
30/354
Proiectarea sculelor achietoare
Unghiurile i sunt unghiuri diedre, definesc orientarea feelor i semsoar n planele secante principale.
Unghiurile idefinesc orientarea muchiilor.
Fig. 4.2. Unghiurile de orientare ale feelor i muchiilor
Pentru o parte activ oarecare, n figura 4.3. sunt reprezentate seciunilefcute cu planele secante principale (x-x), (y-y) i N-N, seciuni rabtutecorespunztor figurii, din care rezult msurile unghiurilor diedre i .Msurile celor dou unghiuri diedre n cele trei plane secante principale suntsimbolizate astfel: x; x; y ; y; i corespunztor planelor (x-x), (y-y),respectiv N-N. n vederea central, care reprezint proiecia prii active pe
planul de baz (PB), apare muchia aparent i apar unghiurile de atac principal i secundar 1 i unghiul de profil .
Fig. 4.3. Geometria constructiv a dintelui achietor
-38-
-
7/27/2019 Curs PSA
31/354
Proiectarea sculelor achietoare
4.2.1. Dependena parametrilor geometrici constructivi, msurai ndiferite plane secante
n practica proiectrii i fabricrii sculelor achietoare apare deseori
necesar determinarea parametrilor geometrici ntr-un plan secant, n raport cuvalorile cunoscute din alte plane secante. Astfel geometria tiurilor auxiliar isecundar depind de geometria tiului principal, iar n cazul frezelor profilate-detalonate, pornindu-se de la valorile parametrilor geometrici adoptai n planlongitudinal, este necesar determinarea valorilor acestora n plane normale la
profil.De asemenea, pentru poziionarea dinilor la operaiile tehnologice de
execuie a feelor de aezare i degajare a prii achietoare, precum i la cele deascuire-reascuire a acestora este necesar determinarea parametrilor geometricin planele longitudinal i transversal n raport cu cei adoptai din planul normalla ti.
a. Pentru determinarea dependenelor unghiurilor prii achietoare dinplanul normal i unul oarecare, se alege un plan S-S care intersecteaz tiulsculei ntr-un punct M i face cu axa Mx unghiul , figura 4.4.
Fig. 4.4.Dependena unghiurilor prii achietoare din planul normal i unul oarecare
Pe interseciile dintre planul normal N-N, pe tiul principal aparent,dintre planul S-S cu faa de degajare i tangent la tiul principal, se considervectorii S , Ni T. Din condiia de coplanaritate a acestora rezult:
( ) 0STxN =Dar:
sinsincoscoscos +=kjiT
NNN kjiN sincoscossincos +=
SSS kjiS sinsincoscoscos +=
-39-
-
7/27/2019 Curs PSA
32/354
Proiectarea sculelor achietoare
Anulnd determinantul i rezolvnd se obine relaia (4.1).
0
sinsincoscoscos
sincoscossincos
sinsincoscoscos
=
NSS
NNN
( ) ( ) += cossin tgtgtg NS (4.1)
Aceast relaie exprim dependena unghiului de degajare dintr-un plan S-S oarecare, normal la planul de baz i unghiul N din planul normal, unghiul denclinare i cel de atac principal .
Pentru stabilirea unei dependene similare ntre unghiurile de aezare sepresupune c faa de aezare este rotit spre faa de degajare pn se suprapun,
aa nct unghiul de aezare devine
=2
, iartgS= ctgSi tgN= ctgN.
Avnd n vedere aceste transformri, relaia (4.1) capt forma (4.2).ctg S = ctg Nsin( -) + tg cos( -) (4.2)
b. Pentru cazul = / 2, se obine geometria n planul longitudinal My,sub forma relaiilor (4.3) i (4.4).
tg Y = tg N cos + tg sin (4.3)ctg Y = ctg N cos + tg sin (4.4)
c. Dac = / 2, rezult geometria din planul transversal Mx, sub forma
relaiilor (4.5) i (4.6).tgX= tgNsin tg cos (4.5)ctgX = ctgNsin tg cos (4.6)
d. Pe baza relaiilor (4.3) i (4.5) se obin direct dependenele dintreunghiul de nclinare, i unghiul de degajare normal constructiv, N, n funciede geometria din planele longitudinal i transversal, respectiv relaiile (4.7) i(4.8).
tg = tgYsin tgX cos (4.7)
tgN = tgY cos + tgXsin (4.8)
Dependena parametrilor geometrici ai tiului auxiliar de cei ai tiuluiprincipal se deduce din particularitatea relaiei (4.1), figura 4.5, astfel: unghiulde degajare normal, n planul N0-N0, se determin pe baza relaiei (4.1), n carese consider NS = i 02/ +=
-40-
-
7/27/2019 Curs PSA
33/354
Proiectarea sculelor achietoare
Fig. 4.5. Dependena parametrilor geometrici tiului auxiliarde cei ai tiului principal
Ca urmare, rezult c are loc relaia (4.9).
tgN0 = tgN cos(-0) + tg sin(-0) (4.9)
n ceea ce privete unghiul de nclinare al tiului auxiliar, 0, acestareprezint, de fapt, unghiul de degajare msurat ntr-un plan secant, care faceunghiul 0 cu axa Mx. Astfel, dac n ecuaia (4.1)S = 0i = 0, se obinerelaia (4.10).
tg0 = -tgNsin(-0) + tg cos(-0) (4.10)
Dependena unghiului de degajare, N, al tiului secundar se obineconsidernd, n ecuaia (4.1), c S = N i = /2 - 1, astfel nct are loc ecuaia(4.11).
tgN = tgNcos(+1) + tg sin(+1) (4.11)
Expresia unghiului de nclinare, , al tiului secundar se stabiletepornind de la ecuaia (4.1), tiind c unghiul de nclinare al tiului secundar
reprezint o valoare particular a unghiului de degajare, respectiv cea msuratn planul tiului secundar. Astfel, pentru cazul = -1, rezult relaia (4.12).
tg= tgNsin(+1) tg cos(+1) (4.12)
Relaiile determinate mai sus sunt valabile pentru partea achietoare aoricrei scule, n condiiile n care sistemul de referin a fost stabilit corect.
Legtura dintre unghiurile de degajare N1, msurat n planul normal N1 latiul real, i N, msurat n planul normal N la tiul aparent. (Tiul aparent
reprezint proiecia tiului real n planul de baz.)
-41-
-
7/27/2019 Curs PSA
34/354
Proiectarea sculelor achietoare
Versorii de intersecie
N al planului N i
N 1 al planului N1 cu faa de
degajare sunt coplanari cu versorul
T , figura 4.4i prin urmare se poate scrie,
0NNxT1
=
Dar:( ) ( )
++=
k
jiN
N
NNNN
cossin
sinsinsincoscossincossinsincos
1
11111
Scriind condiia de coplanaritate, rezult:
( ) ( )
0
cossinsinsinsincoscossincossinsincos
sincoscossincos
sinsincoscoscos
11111
=
+
NNNNN
NNN
care prin transformare ajunge la obinerea relaiei (4.13)
costgtgN1N
= (4.13)
Legtura dintre unghiurile de aezare N , msurate n planul normal latiul real N1 i N msurate n planul normal la tiul aparent N.
Micornd pn la zero unghiul de ascuire, planul tangent la faa de
degajare se suprapune cu planul tangent la faa de aezare, iar 1N1N2
= i
NN2
= , relaia (4.13) devine relaia (4.14)
cosctgctgN1N
= sau
cos
tgtg N
1N= (4.14)
Relaiile (4.13), (4.14) sunt utile n cazul trecerii valorilor parametrilorgeometrici din plan normal la cel frontal, pentru diferite tipuri de scule cu dinielicoidali, care au la baz corpuri de rotaie.
4.3. Unghiurile de orientare n sistemul de referin cinematic
Sistemul de referin cinematic OXYZ (numit i sistem de referin pasiv)aparine mainii-unelte pe care scula achietoare se monteaz n scopul realizriirolului funcional; de asemenea, aparine mainii-unelte de ascuit pe care semonteaz scula achietoare n vederea operaiei de reascuire.
Axele sistemului de referin cinematic OXYZ corespund direciilor isensurilor axelor micrilor de generare rectilinii i de rotaie furnizate de
lanurile cinematice generatoare ale mainii-unelte.i n acest sistem de referin, ca i n cel constructiv, se definesc ca
elemente de referin: planul de baz cinematic OXY i planul frontal cinematic-42-
-
7/27/2019 Curs PSA
35/354
Proiectarea sculelor achietoare
un plan perpendicular pe planul de baz i care conine tangenta la muchie npunctul considerat.
n general, acest sistem de referin difer de sistemul de referinconstructiv, cum rezult i din figura 4.6. Din punct de vedere al definiiilor,
unghiurile de orientare au aceleai definiii cu cele din sistemul de refericonstructiv, cu deosebirea c msurarea se face fa de elementele sistemului dereferin cinematic (pasiv).
Pentru a le deosebi de cele constructive, unghiurile de orientare nsistemul de referin cinematic (pasiv) vor primi indicelep, astfel:- unghiul de degajare cinematic, p ;- unghiul de aezare cinematic, p ;- unghiul de nclinare a muchiei, cinematic, p ;- unghiul de atac cinematic,p
n figura 4.6,b apar, spre exemplu, unghiurile cinematic p i p.i n sistemul de referin cinematic, pentru msurarea unghiurilor diedre dedegajare p i aezare p se definesc cele trei plane secante principale (X-X), (Y-Y) i N-N. n aceste plane secante, msurile unghiurilor se vor notacorespunztor: px, px, py, py, p, p. ntre aceste mrimi i unghiurile deorientare a muchiei p i p exist aceleai relaii de legtur ca i n cazulunghiurilor constructive.
Fig. 4.6 Unghiurile cinematice p si p.
4.4.Unghiurile de orientare n sistemul de referin funcional(efectiv)
-43-
-
7/27/2019 Curs PSA
36/354
Proiectarea sculelor achietoare
Sistemul de referin funcional (efectiv sau activ) este legat decinematica generrii i este definit de vectorul micrii reale de achiere v i deun plan perpendicular pe acesta numit plan de presiune (P).
n acest sistem de referin unghiurile de orientare ale feelor i muchiilorse noteaz cu aceleai simboluri i primesc indicele e (de la efectiv) sauf(de lafuncional).
Fig. 4.7 Unghiurile de orientare funcionale
Se definesc (urmtoarele unghiuri de orientare funcionale sau efective(figura 4.7):- unghiul de degajare funcional f este unghiul format de planul tangent lafaa de degajare (D) i planul de presiune (P), msurat n planul (VD) dedegajare a achiei;- unghiul de aezare funcional f este unghiul format ntre direcia vitezeimicrii relative dintre scul i piesv i planul tangent (A) la faa de aezare;- unghiul de nclinare funcional f este unghiul format de tangenta (
T ) la
muchia real n punctul (M) de pe ti i planul de presiune (P);- unghiul de atac funcionalf este format de tangenta
xyV rezultant a micrii
de avans i tangenta ( T ) la ti.Poziia i orientarea sistemului de referin funcional variaz cu poziia
punctului de pe muchia sculei achietoare. n acest sistem de referin nu sedefinesc planele secante principale.
Semnele pozitiv sau negativ ale unghiurilor de orientare funcionale sedetermin ca i n cazul sistemelor de referin constructiv sau cinematic.
4.4.1. Expresia unghiului de aezare funcional
-44-
-
7/27/2019 Curs PSA
37/354
Proiectarea sculelor achietoare
Unghiul de aezare funcional f, msurat ntre direcia vitezei micrii
relative dintre scul i pies zkyjxi vvvv
++= i planul tangent la faa de aezare n
punctul (M) considerat pe ti, este pus n eviden ntr-o seciune a priiachietoare, ca n figura 4.8.
Fig. 4.8. Unghiul de aezare funcional
Planul tangent la faa de aezare (A) este definit prin vectorul normal
N a
la faa de aezare, iar planul de presiune (P) prin vectorul normal pe el, adicvectorul v .
Prin urmare:
( )a
aff
vNNv
== sin2/cos .
Dup modul n care se definete vectorul aN , ca produs a doi vectoriconinui n planul feei de aezare (
N i
T ,
N yi
T sau
N xi
N y) se potobine o serie de expresii ale unghiului de aezare funcional, funcie de ceiconstructivi.
Vectorii de secionare a feei de aezare sunt:
+= kjiN NNN coscoscossinsin
+= kjiT sinsincoscoscos = kjN yyy cossin
= kiN xxx cossin
Ca urmare, vectorul normalaN
la faa de aezare poate fi exprimat prin
una din urmtoarele relaii:
NNN
a
kji
NxTN
coscossinsinsin
sinsincoscoscos
==
( ) ( )
+++= ktgjtgtgitgtgN NNNNa cossinsincoscoscos
n mod similar:-45-
-
7/27/2019 Curs PSA
38/354
Proiectarea sculelor achietoare
;ktgjtgitgcoscosNxNNyxyyxxya
++==
( )
+++==
ktgjtgtgiNxTN xxxxa coscossincoscos
Corespunztor celor patru expresii ale vectorului aN rezult patru expresii
ale unghiului de aezare funcional, funcie de diverse unghiuri constructive.Una din expresii este de forma:
( ) ( )
( )( )2222cos/1
cossinsincossin
zyxN
zNyNxN
a
a
f
vvvtg
vtgvtgtgvtgtg
vN
vN
+++
+++==
(4.15)
n majoritatea cazurilor, pe desenele de execuie, n standarde, normative,ndrumare de proiectare, sunt prezentate valori ale parametrilor geometrici din
plan normal, ale unghiurilor de nclinare i atac (N, , ), motiv pentru carerelaia (4.15) este cel mai des utilizat.
Din expresia unghiului de aezare funcional rezult c n cazul particularcnd vitezele de avans au valori mici i neglijabile (vx = vy = 0), iar unghiul denclinare constructiv al tiului este nul ( = 0) atunci unghiul de aezarefuncional coincide cu cel constructiv, f = N.
4.4.2. Expresia unghiului de degajare funcional
n conformitate cu schema general din figura 4.7, unghiul de degajare
funcional este unghiul dintre planul de presiune, P, i planul tangent la faa dedegajare, unghi msurat n planul de degajare al achiei, care conine direciavitezei micrii relative kvjvivv zzx ++= i direcia, D, de degajare a achiei n
planul feei de degajare, deviat cu un unghi n raport cu normala N la ti.Pentru deducerea relaiei generale, care s exprime dependena unghiului
de degajare funcional, f de parametrii geometrici constructivi, respectiv, N1,N, i de unghiul de deviere, , se folosete schematizarea din figura 4.9, carereprezint o vedere n planul feei de degajare, n care apare att direcia dedegajare a achiei, D, direcia normalei la ti, N , ct i vectorul tangent la
ti, T , precum i o seciune n planul de degajare a achiei.
-46-
-
7/27/2019 Curs PSA
39/354
Proiectarea sculelor achietoare
Fig. 4.9 Unghiul de degajare funcional
Prin descompunerea vectorului D dup direcia tangent la ti i dupdirecia normalei la acesta, se obin vectorii T i N , de modulsin , respectivcos . Gsind proieciile acestor vectori pe axele rectangulare XYZ ale sculei isumndu-le, rezult proieciile rectangulare ale versoruluiD .
Avnd n vedere c N de modul cos se scrie astfel:( ) ( )
( )k
jiN
N
NNNN
cossincos
sinsinsincoscoscoscoscossincossincoscos
1
1111
+
++=
iar vectorul T de modulsin are forma:kjiT += sinsinsincossincoscossin
versorul D se va exprima sub forma:( )
( )
( ) k
j
iTND
N
NN
NN
+
++++=+=
cossincoscoscos
sincossinsinsinsincoscoscoscos
coscossincossinsincossincoscos
1
11
11
Unghiul de degajare funcional, f, este complementul unghiul de achierefuncional, f, msurat ntre direcia vitezei v i direcia D de degajare a achiei(fig.4.6), respectiv f = 90-f.
sin f = cos f = - cos (180 - f) =VD
VD sau:
( )( )2z
2
y
2
x
2
z
2
y
2
x
zzyyxx
f
vvvDDD
vDvDvDsin
++++++= (4.16)
Relaia (4.16) reprezint expresia general a unghiului de degajarefuncional, permind calculul acestuia pentru orice schem de prelucrare prinachiere, pornind de la parametrii micrii relative, vx, vy, vz, precum i de la
parametrii constructivi ai sculei, respectiv N1 unghiul de degajare constructiv,msurat n planul normal la tiul sculei i calculabil n funcie de unghiul dedegajare normal constructiv, N, din planul normal la tiul aparent, unghiulde atac constructiv, unghiul de nclinare i unghiul de deviere a achiei.
-47-
-
7/27/2019 Curs PSA
40/354
Proiectarea sculelor achietoare
n cazurile n care componentele vx i vy ale vitezei de achiere suntneglijabile, relaia (4.16) capt o structur simpl (4.17).
sin f = cos .sin N1. cos + sin .sin (4.17)
Dac se aproximeaz unghiul de deviere, , prin unghiul de nclinareconstructiv,, rezult pentru f relaia simplificat (4.18).
sin f = sin N1. cos2 + sin2 (4.18)
ntruct, pentru marea majoritate a sculelor, unghiul de degajareconstructiv principal este unghiul N, msurat n planul normal la tiul aparent,este raional ca i relaiile simplificate (4.17) i (4.18) s fie exprimate n funciede acest unghi.
Avnd n vedere c au loc relaiiile (4.19), rezult pentru unghiul N1relaia (4.20).
tgN1 = tgN. cos i1N
2
1N
2
1Ntg1
tgsin
+= (4.19)
2
N
2
N
2N
1N
21N cos/cossin
1sin
costg/11
1sin
+=
+= (4.20)
Reprezentnd variaia unghiului de degajare funcional f n raport cu N i
se obin diagramele din figura 4.10 i figura 4.11, din care rezult urmtoareleconcluzii importante pentru sinteza optimal a unghiurilor de degajare:
Fig. 4.10.Dependena f de Fig. 4.11. Dependena fde N
- valoarea unghiului de degajare funcional f nu depinde de semnul unghiului denclinare;- influena valorii absolute a unghiului de nclinare asupra unghiului funcionalde degajare f este cu att mai pronunat cu ct unghiul de degajare normalconstructiv N este mai mic; n acest sens, dac pentru N = 50 i o variaie a
-48-
-
7/27/2019 Curs PSA
41/354
Proiectarea sculelor achietoare
unghiului n limitele 50, unghiul funcional de degajare f variaz n limitenguste (f = 50 - 5710.), pentru N = -50, unghiul de degajare funcionalvariaz n limite foarte largi (f = -50- +20);- influena unghiului de degajare normal constructiv N, asupra unghiului
funcional de degajare f este cu att mai pronunat, cu ct unghiul de nclinareeste mai mic n valoare absolut, variaia cea mai pronunat obinndu-sepentru = 0, cnd f = N;
Se pot obine valori apropiate de cele optime ale unghiului de degajarefuncional chiar i n cazurile, cnd din motive de rezisten i rigiditate atiului, unghiul de degajare normal constructiv capt valori foarte mici; aacum rezult din reprezentrile grafice chiar i pentru valori de (-30... -50) aleunghiului de degajare normal constructiv, se pot obine valori pozitive aleunghiului funcional de degajare, cu condiia utilizrii unor unghiuri de nclinaremari n valoare absolut, > 3040.
O aplicaie cunoscut n acest sens o reprezint construcia de frezecilindrice elicoidale cu dini rari, la care n scopul realizrii unor unghiuri dedegajare funcionale suficient de mari, fr a slbi prin aceasta tiul, se folosescunghiuri de nclinare foarte mari, de ordinul (40 60) grade.
4.4.3. Expresia unghiului de atac funcional
Unghiul de atac funcional f este unghiul dintre direcia rezultant deavans jViVV yxxy += a micrii de achiere n planul xy i tangenta
kjiT += sinsincoscoscos , la tiul sculei n punctul M considerat,figura 4.7 i 4.12.
Fig. 4.12 Unghiul de atac funcional
22
sincoscoscoscos
yx
yx
xy
xy
f
VV
VV
TV
TV
+
+==
(4.21)
Relaia (4.21), pentru cazul particular Vy = 0, devine relaia (4.22)cos f = cos cos (4.22)
n cazul cnd i unghiul de nclinare este nul, se obine egalitatea ntreunghiul de atac funcional i cel constructiv.
-49-
-
7/27/2019 Curs PSA
42/354
Proiectarea sculelor achietoare
4.4.4. Expresia unghiului de nclinare funcional
Unghiul de nclinare funcional este determinat ntre planul de presiune
(P) normal la V i tangenta1T la ti n punctul dat, fig. 4.10, msurat ntr-unplan care conine direciile V i 1T .
Fig.4.13 Unghiul de nclinare funcional
Avnd n vedere c1
1
ffVT
VTsin
2cos ==
i ntruct
kjiT sinsincoscoscos1 += , rezult relaia (4.23)
222sinsincoscoscos
sin
zyx
zyx
f
VVV
VVV
++
++=
(4.23)
Care pentru cazul particular Vx = Vy = 0, d evident f = .
Expresiile unghiurilor funcionale f, f, f, f funcie de cele constructivei de parametrii micrii relative au caracterul cel mai general i se pot folosi laanaliza geometriei constructive, pentru orice tip de scul. Pentru diferitele cazuriconcrete de prelucrare aceste relaii capt diferite forme particulare.
CAPITOLUL 5
PROFILAREA SCULELOR ACHIETOARE
-50-
-
7/27/2019 Curs PSA
43/354
Proiectarea sculelor achietoare
O suprafa poate fi generat prin deplasarea unei curbe, numitgeneratoare, n lungul alteia, numit directoare.
n procesele de generare a suprafeelor prin achiere, curba generatoare
poate fi obinut ca o succesiune periodic a punctelor de contact dintre vrfuldintelui sculei i suprafaa de prelucrat, sau poate fi materializat direct, prinnsi forma i dimensiunile tiului.
Sculele la care tiul materializeaz curba generatoare, precum i sculeleal cror ti genereaz, prin rostogolire pe suprafaa piesei prelucrate, profilulacesteia, lucrnd pe principiul generatoarei mixte, poart denumirea de scule
profilate.Prelucrarea suprafeelor profilate, fie cu scule achietoare cu
generatoarea materializat, fie prin rulare fr alunecare, impun muchieiachietoare o anumit form, dimensiune i poziie relativ, care vor influenacaracteristicile geometrice ale feei de aezare.
Suprafaa de aezare a sculei achietoare este definit prin profilul ei.Prin profilul unei suprafee se nelege linia de intersecie dintre suprafaa
considerat i un plan, numit plan de profilare.n cazul unei scule achietoare, se deosebesc trei linii de profil:
- profilul funcional determinat n planul n care scula achietoare realizeazgenerarea suprafeei (n care funcioneaz scula achietoare);- profilul tehnologic este determinat n planul n care scula achietoare esteexecutat de ctre scula de ordinul doi;
- profilul de msurare (de control) determinat n planul n care se pot controlacel mai avantajos elementele suprafeei profilate ale sculei achietoare.
Pentru exemplificare, n figura 5.1 sunt reprezentate cele trei linii de profilpentru un cuit-pieptene folosit la danturarea roilor cilindrice: profilulfuncional rezult n planul F-F i este determinat de unghiul de profil f, profilultehnologic apare n planul T-T (sau N-N) i este determinat de unghiul de profilN; profilul de msurare, dac controlul se face n planul feei de degajare, aparen planul M-M (sau -) i determinat de unghiul de profil M.
Sunt cazuri cnd planele de profilare se suprapun ntre ele.
O scul profilat este determinat dac se cunosc cele trei linii de profil.n sinteza acestor scule este necesar parcurgerea cu mult grij a fazei de
profilare. Prinprofilarea unei sculese nelege stabilirea formei i dimensiunilorcurbei materializate de ti, fie pe cale grafic, fie pe cale analitic.
Profilarea analitic are drept scop stabilirea, prin calcul, pornind de laprofilul piesei de prelucrat, a formei i dimensiunilor profilului sculei, n diferiteseciuni tehnologice.
-51-
-
7/27/2019 Curs PSA
44/354
Proiectarea sculelor achietoare
Fig. 5.1. Liniile de profil pentru un cuit-pieptene
Seciunile tehnologice reprezint acele seciuni care permit execuia icontrolul comod al formei i dimensiunilor tiului. Cele mai utilizate seciunisunt cele normale la faa de aezare (la sculele la care faa de aezare estecilindric sau obinut prin translaia rectilinie a unei curbe determinate; deexemplu, la cuitele prismatice profilate ), cele axiale (la sculele care au la bazun corp de revoluie; de exemplu, cuitele disc profilate, frezele profilate),
precum i planul feei de degajare, atunci cnd aceast suprafa are formplan.
Cunoaterea profilului sculei, n plan normal sau n plan axial, estenecesar pentru profilareasculei de ordinul doi, respectiv a sculei profilate careva prelucra feele de aezare ale sculei proiectate (de exemplu, cuitul profilat dedetalonat pentru frezele profilate, sau freza profilat pentru danturarea unei sculede danturat). Cunoaterea profilului n planul feei de degajare este necesar
pentru c n acest plan controlul formei i dimensiunilor profilului este maicomod.
n figura 5.2sunt prezentate poziiile planelor tehnologice pentru cteva
tipuri de scule.
-52-
-
7/27/2019 Curs PSA
45/354
Proiectarea sculelor achietoare
Fig. 5.2. Poziia planelor tehnologige
5.1 Suprafeele i corpurile iniiale ale sculelor
n procesul de generare prin achiere a unei suprafee (P) a unei piese,aceasta execut o micare determinat n raport cu scula, ocupnd o serie de
poziii relative succesive. Suprafaa (S) tangent la mulimea poziiilor succesiveale suprafeei prelucrate se numete suprafa iniial a sculei achietoare.Tiurile sculei trebuie situate riguros n suprafaa sa iniial, n caz contrarscula va prelucra o suprafa deformat.
O scul achietoare se definete ca fiind un corp geometric limitat de osuprafa iniial, tangent la suprafaa achiat, cruia i s-au imprimat calitiachietoare, prin practicarea feelor de degajare i a feelor de aezare cuunghiuri de aezare pozitive, figura 5.3.
Fig. 5.3. Scul achietoare profilat
Suprafaa iniial a sculei poate fi sintetizat cinematic prin urmtoarelemetode:
a) Prin definirea suprafeei (S) a sculei ca nfurtoarea poziiilorsuccesive ale suprafeei achiate (P) a piesei, n micarea acesteia n raport cuscula; de exemplu, la frezarea profilat a suprafeei cilindrice din figura 5.4,suprafaa achiat (P) executnd micarea van raport cu scula, suprafaa iniiala acesteia (S) va rezulta ca nfurtoarea poziiilor succesive ale suprafeei (P),
adic o suprafa toroidal;
-53-
-
7/27/2019 Curs PSA
46/354
Proiectarea sculelor achietoare
Fig. 5.4. Frezare profilat
b) Prin definirea unei suprafee intermediare (derivate) (I), obinut prinmicarea V a sistemului de coordonate x, y, z n care se mic scula i piesa.Suprafaa intermediar (I) rezult ca nfurtoarea poziiilor succesive alesuprafeei achiate (P) a piesei n raport cu sistemul x, y, z.
Suprafaa iniial (S) a sculei va fi nfurtoarea poziiilor succesive ale
suprafeei intermediare (I), care se mic mpreun cu sistemul x, y, z n raportcu scula. Exemplele prezentate n figura 5.5, privind prelucrarea unei suprafeecilindrice, se ncadreaz n aceast metod.
Fig. 5.5. Prelucrarea unei suprafee cilindrice
Problema determinrii formei i dimensiunilor suprafeelor iniiale alesculelor achietoare, care, conform metodelor prezentate, se rezum la gsireaunor suprafee nfurtoare, poate fi rezolvat prin mai multe procedee.
O posibilitate o constituie scrierea nfurtoarei familiei de suprafeeF(x, y, z, t) = 0, exprimat prin sistemul de ecuaii din relaia (5.1).
F (x, y, z, t) = 0 i ( ) 0dt
t,z,y,xdF = (5.1)
Alt posibilitate se refer la aa numitul procedeu cinematic. n acestsens, dac se urmrete cazul rectificrii plane cu ajutorul suprafeei cilindrice aunui disc abraziv, figura 5.6, pentru a genera suprafaa plan a piesei, (P), sculase deplaseaz cu o micare de avans va n lungul acestei suprafee.
ntr-un punct oarecare M de contact dintre pies i scul, vectorii av iN nu sunt perpendiculari ntre ei. Condiia de perpendicularitate este valabil
numai n punctul de tangen dintre suprafaa iniial a sculei (S) i suprafaaachiat (P).
-54-
-
7/27/2019 Curs PSA
47/354
Proiectarea sculelor achietoare
Prin urmare, suprafaa piesei va fi reprezentat de mulimea punctelor (R),caracterizate prin condiia de perpendicularitate dintre normala comun ( N ) ivectorul aV al micrii relative: N av = 0 .
Fig. 5.6. Rectificarea plan cu periferia discului abraziv
5.2. Condiiile cinematice-geometrice ale generrii suprafeelor achiate
Pentru obinerea corect a formei i dimensiunilor suprafeei achiate (P)este necesar satisfacerea urmtoarelor condiii:
a) Condiia existenei unei suprafee iniiale a sculei. Aceasta se refer laasigurarea n orice moment, sau succesiv periodic, a