Curs de Operatii Si Aparate in Industria Alimentara Concentratoare Uscatoare Pompe Etc 151 p
230
OPERAŢII ŞI APARATE III TPPA 1.1. Domeniul şi particularităţile industriei alimentare Industria alimentarã prelucrează materiile prime de origine biologicã, vegetale şi produse animaliere în vederea transformării sau extragerii din acestea a anumitor elemente destinate hranei omului şi totodată realizează conservarea şi condiţionarea alimentelor. Spre deosebire de alte ramuri industriale, caracteristica esenţialã a industriei alimentare constã în aceea cã unele operaţii ce trebuiesc efectuate sunt de naturã biochimicã şi microbiologicã. Transformarea materiilor prime în produse finite sau semifabricate se realizează printr-o succesiune de operaţii de naturã fizicã, chimicã, biochimicã sau chiar operaţii combinate. Ansamblul ordonat al operaţiilor prin care se realizează fabricarea unui produs se numeşte proces tehnologic. Operaţiile sunt faze distincte ale unui proces tehnologic şi pot fi: de pregătire a materiilor prime în vederea prelucrării, de producere a semifabricatelor sau a produsului brut, de transformare a produselor brute sau semifabricate în produse alimentare (bunuri de consum) sau pentru prelucrarea subproduselor sau a deşeurilor. Elementele în care se realizează procesul tehnologic sunt utilajele care pot fi aparate (utilaje fãrã organe în mişcare) şi maşini (cu organe active în mişcare). Organele de maşini sunt elemente indivizibile din alcătuirea acestora (şuruburi, şaibe, piuliţe, rulmenţi, roţi de curea, roţi dinţate etc.) care sunt folosite la realizarea unui ansamblu sau au un rol bine definit în funcţionarea mecanismelor şi maşinilor. Operaţiile se clasificã după natura acestora în: a) operaţii mecanice: depozitarea, transportul, dozarea, măsurarea, etc. b) operaţii fizice: 1
Transcript of Curs de Operatii Si Aparate in Industria Alimentara Concentratoare Uscatoare Pompe Etc 151 p
Operatii si Aparate
OPERAII I APARATE III TPPA 1.1. Domeniul i particularitile industriei alimentareIndustria alimentar prelucreaz materiile prime de origine biologic, vegetale i produse animaliere n vederea transformrii sau extragerii din acestea a anumitor elemente destinate hranei omului i totodat realizeaz conservarea i condiionarea alimentelor.Spre deosebire de alte ramuri industriale, caracteristica esenial a industriei alimentare const n aceea c unele operaii ce trebuiesc efectuate sunt de natur biochimic i microbiologic.Transformarea materiilor prime n produse finite sau semifabricate se realizeaz printr-o succesiune de operaii de natur fizic, chimic, biochimic sau chiar operaii combinate. Ansamblul ordonat al operaiilor prin care se realizeaz fabricarea unui produs se numete proces tehnologic.Operaiile sunt faze distincte ale unui proces tehnologic i pot fi: de pregtire a materiilor prime n vederea prelucrrii, de producere a semifabricatelor sau a produsului brut, de transformare a produselor brute sau semifabricate n produse alimentare (bunuri de consum) sau pentru prelucrarea subproduselor sau a deeurilor.Elementele n care se realizeaz procesul tehnologic sunt utilajele care pot fi aparate (utilaje fr organe n micare) i maini (cu organe active n micare). Organele de maini sunt elemente indivizibile din alctuirea acestora (uruburi, aibe, piulie, rulmeni, roi de curea, roi dinate etc.) care sunt folosite la realizarea unui ansamblu sau au un rol bine definit n funcionarea mecanismelor i mainilor.Operaiile se clasific dup natura acestora n:a) operaii mecanice: depozitarea, transportul, dozarea, msurarea, etc.b) operaii fizice: cu transfer de impuls: mrunirea, amestecarea, separarea materialelor; cu transfer de cldura: fierberea, rcirea, evaporarea, condensarea, pasteurizarea, sterilizarea; cu transfer de mas (schimb de substan): uscarea, distilarea, rectificarea, difuzia, extracia;c) operaii biochimice i chimice ca: fermentarea, neutralizarea, etc.1.2.Progrese tehnice i tiinifice n Industria AlimentarOperaiile, aparatele i utilajele care se utilizeaz n diversele ramuri ale industriei alimentare pentru prelucrarea produselor agricole sunt permanent nnoite i modernizate prin folosirea i adaptarea ultimelor cuceriri ale tiinei. Astfel se pot utiliza radiaiile ionizante, radiaiile X, infraroii, microundele i curenii de nalt frecven, n majoritatea ramurilor industriale alimentare. Tehnicile convenionale de separare prin filtrare sunt nnoite prin aplicarea noilor metode de separare realizate n instalaii moderne care folosesc membrane pentru microfiltrare, ultrafiltrare, hiperfiltrare prin osmoz invers n ind. laptelui, sucurilor, vinului, berii etc. Ultrasunetele se aplic n industrializarea crnii, laptelui, uleiului i panificaiei pentru realizarea de emulsii, suspensii, la omogenizarea produselor sau la splarea recipientelor.Uscarea laptelui, sucurilor de fructe, legume sau extracte vegetale se face prin pulverizare n vid combinat cu termoinactivarea microorganismelor n instalaii moderne pentru obinerea produselor instant.n ultima vreme a cunoscut o larg dezvoltare extrudarea termoplastic a materiei prime alimentare n utilaje moderne, aparinnd tehnologiei de viitor pentru obinerea de produse alimentare n condiii economice (n industria de morrit-panificaie, ind. malului, laptelui etc.). Nu n ultimul rnd, sunt remarcabile aplicarea progreselor tehnice nregistrate n metodele de conservare prin frig i liofilizarea produselor alimentare.
2. TRANSPORTUL FLUIDELOR2.1.Transportul fluidelor prin conducteAparatele i utilajele din ansamblul instalaiilor industriale sunt legate ntre ele cu conducte prin care se realizeaz transportul produselor (materii prime, materii auxiliare, produse intermediare) de la o instalaie la alta. Transportul fluidelor prin conducte se face prin cdere liber de la nivelele superioare la nivele inferioare, sau cu ajutorul pompelor, cnd lichidul trebuie transportat de la niveluri inferioare spre cele superioare sau la acelai nivel. Pompele realizeaz concomitent cu transportul i operaie de amestecare cnd situaia o impune. n cazul numai de transport a fluidelor, prin pompare se asigur mrirea energiei fluidului, astfel nct s permit ridicarea acestuia de la un nivel h1 la un nivel h2 (h2>h1), prin mrirea presiunii de la p1 la p2 (p1>p2) pentru nvingerea pierderilor prin frecare i locale; mrirea energiei cinetice a fluidului astfel nct s aib la alimentare viteze mai mari fa de cazurile obinuite, are ca scop reducerea duratei de alimentare a aparatelor. n scopul asigurrii debitului necesar de fluid, circulaia se face cu o anumit vitez pentru nvingerea pierderilor liniare i locale de presiune.2.1.1. Elemente caracteristice conductelorn vederea fabricrii, utilizrii i a interschimbabilitii, att pentru conducte ct i pentru armturi i fitinguri s-a impus standardizarea lor.evile i armturile sunt caracterizate prin diametrul nominal (Dn) i o presiune nominal (Pn). Aceste dou caracteristici mpreun cu indicaiile asupra materialului de construcie i lungimea, alctuiesc elementele care se prescriu n comanda pentru livrare. La noi ar, dimensiunile nominale caracteristice evilor se regsesc n STAS 2099-79.Presiunile nominale pentru care se construiesc evile sunt reglementate prin STAS 2250-78, i fac parte din categoria numerelor normale. Scrile de presiune maxim admis, n funcie de fluid sunt: scara I: presiunea de lucru poate egal cu Pn, iar temperatura fluidelor pn la 120 0C; scara II : presiunea de lucru poate fi egal cu 0,8 Pn i temperatura fluidului < 300 0C; scara III : presiunea de lucru egal cu 0,64 Pn la temperaturi ale fluidului sub 400 0C (indicate pentru abur supranclzit);Presiunile de ncercare ale conductelor sunt de 2 Pn pentru presiuni mai mici de lucru sau 1,5 Pn pentru presiuni mai mari de 3105 Pa. n cazul temperaturilor de lucru mai mari de 400 0C, se impune o comand special pentru evi i armturi.2.1.2.Calculul conductelorElementul de baz pentru o conduct sau o reea destinat transportului fluidelor este diametrul care trebuie s corespund ecuaiei continuitii debitului i care se determin pe baza urmtoarelor principii:a) pe baza vitezelor optime de circulaie a fluidelor;b) innd seama de pierderile de presiune egale pe ramificaiile reelei echivalente;c) prin calcul economic, stabilindu-se diametrul la care exploatarea i ntreinerea sunt economicoase;a) calculul diametrului pe baz de viteze optime este acceptat pentru conductele cu lungimi de pn la 30 m, diametrul conductei (D) se determin din relaia continuitii debitului (Q) volumic i viteza (W) din relaia:
(2.1)Vitezele recomandate sunt prezentate n tabelul 2.1: Tabelul 2.1.Viteze recomandate la curgerea fluidelorFluidulSpecificareVitez (m/s)
ApTransport1,53
Ap -alimentare cazane cu abur-pompe centrifuge la alimentare-la refulare23
2335
Abur-evaporatoare-pentru nclzire p>3105 Pa15303050
AerVentilatoare-aspiraie-refulare12161520
Dup obinerea dcalc se stabilete viteza efectiv la dn i se determin pierderile de presiune. b)calculul reelelor cu ramificaii: reelele pot fi prin refulare sau prin aspiraie. Pompele sau ventilatoarele asigur alimentarea reelei sau pierderile de presiune i se acoper prin scderea treptat a presiunii fluidului pe parcursul traseului i se caracterizeaz diferite puncte de evacuare sau racord unic aspirant, conform figurii 2.1.
ap21346578
Fig 2.1 Reea de alimentare cu ap prin aspiraieCondiia de debit: - fiecare punct de aspiraie sau refulare impune realizarea unui anumit debit volumic de fluid Qvi. toate punctele de tip i pot funciona simultan cu condiia:
(2.2)iar condiia de pierdere de energie prin frecare este:
(2.3)c) calculul diametrului economic este exprimat prin funcia de optimizare care reprezint costul total (ct), funcie de:Ct = Am + In + Ex, (2.4)
n care Am-sunt cheltuieli anuale de amortisment, In-sunt cheltuieli anuale de ntreinere iar Ex-sunt cheltuieli anuale de exploatare a reelei. Optimul este :.2.1.3. Debitmetre cu diafragm Metoda reducerii seciunii are ca scop msurarea debitului fluidului prin introducerea unei seciuni ngustate de curgere care are ca scop crearea unei diferene de presiune. n figura 2.2 este prezentat amplasarea unei diafragme n seciunea transversal a unei conducte, care va avea ca efect variaia presiunii statice de la p1 la p2, iar debitul volumetric este exprimat de relaia:
(2.5)
Fig.2.2 Msurarea debitului cu ajutorul diafragmeiunde - este coeficientul de debit, A aria seciunii geometrice minime, = d/D - raportul diametrelor, - coeficientul de detent. n mod experimental s-a dovedit c depinde de factorii constructivi i de cifra Re caracteristic regimului de curgere.Construcia diafragmei precum i modul de realizare a prizelor de msurare este standardizat, iar coeficientul de debit de poate determina uor din tabele cu o bun precizie, evitndu-se etalonarea.n figurile 2.3 este prezentat un tub Venturi iar n figura 2.4 un tub Pitot-Prandtl cu efectul produs de curgerea lichidului prin acestea.
h
W=maxFig.2.3 Efectul produs de curgerea lichidului printr-un tub Venturi
hvmax
Fig.2.4 Efectul produs de curgerea lichidului printr-un tub Pitot-PrandtlEcuaia debitului la msurarea cu tub Venturi (n vederea evitrii turbulenelor) este:
. (2.6)Cu tubul Pitot-Prandtl se determin cderea de presiune, viteza de curgere i cifra Reynolds:
;; ; (2.7)Raportul W/Wmax se gsete n funcie de Rmax n tabele i se poate determina Wmedie cu ajutorul creia se determin debitul.
. (2.8)
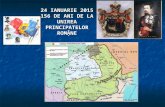
2.2. Utilaje pentru alte surse energeticePe lng energia electric, n unitile de industrie alimentar se utilizeaz i alte surse de energie pentru realizarea mecanizarea i automatizarea unor procese de producie. n vederea vehiculrii fluidelor sunt necesare generatoare hidropneumatice, iar pentru acionri, acolo unde nu pot fi folosite motoarele electrice i cele cu ardere intern se face apel la motoarele hidropneumatice.Pentru valorificarea energiei cderilor de ap i a vntului se folosesc turbinele hidraulice i eoliene. Energia electric pe cale chimic se obine cu generatoarele elctrochimice. Cazanele de abur i ap cald, boilerele i alte schimbtoare de cldura, recuperatoarele de cldura i pompa termic constituie utilaje pentru obinerea i dirijarea energiei termice la locurile de utilizare.2.2.1. Generatoare hidropneumaticeGeneratoarele hidropneumatice transform energia mecanic n energie hidraulic lichidelor sau n energie pneumatic necesar gazelor pentru a fi vehiculate de la un nivel la altul sau pentru a fi puse sub presiune. Din punct de vedere funcional generatoarele hidropneumatice se mpart n generatoare hidraulice dinamice i generatoare hidraulice volumice.2.2.1.1. Generatoare hidropneumatice dinamiceGeneratoarele dinamice transform energia mecanic n energie cinetic i pe aceasta n energie potenial de presiune sau de poziie. Aceste maini se caracterizeaz prin funcionarea la turaii mari permind directa cuplare cu motoarele electrice, au un mers silenios, nu au de nchidere ntre orificiul de admisie i cel de evacuare. Dup modul de ieire al fluidului din rotorul mainii (turbopompe, ventilatoare, turbocompresoare), generatoarele dinamice se clasific n: Cu rotor radial sau centrifugal la care fluidul are la ieirea din rotor direcia perpendicular pe arborele rotorului; Cu rotor diagonal la care fluidul formeaz la ieire un unghi mai mic de 900 cu axa rotorului; Cu rotor axial la care fluidul are la ieire o direcie paralel cu axa rotorului;Generatoarele dinamice cu rotor radial dup raportul D2/D1 (ieire/intrare) se clasific n: generatoare cu rotor lent, cu rotor normal i rotor rapid.2.3. Pompa centrifug Pompele centrifuge pot fi mono sau multietajate. Elementele din care este constituit o pomp centrifug sunt: carcas, rotor, sisteme de acionare (figura 2.5).Lichidul intr n pomp axial i sub aciunea cmpului de fore centrifuge determinat de micarea rotorului, este mpins radial cu vitez spre periferia rotorului i apoi n conducta de refulare. n dreptul orificiului de refulare se micoreaz viteza lichidului din cauza spaiului mai mare i energia cinetic se transform n energia potenial necesar ridicrii lichidului la nlimea cerut. Ieirea lichidului din rotor produce n centrul acestuia o depresiune care face ca lichidul din conducta de aspiraie s fie mpins de presiunea atmosferic n rotor. Din aceast categorie de pompe s-au construit la noi n ar pompele Lotru, Cerna, Cri i alte tipuri. Pompele centrifuge multietajate sau mai multe trepte de pompare, fiind prevzute cu mai multe rotoare montate n serie pe acelai arbore. Se utilizeaz n instalaiile unde este necesar o nlime mai mare de pompare. Din aceast categorie se fabric pompe cu arborele orizontal tip SADU i cu arbore vertical, pompele submersibile tip HEBE.Pompele de tipul HEBE sunt submersibile, mono sau multietajate care funcioneaz n poziie vertical avnd urmtoarele caracteristici: carcas circular, diametrul de refulare cuprins ntre 55...60 mm, debitul de lichid transportat fiind ntre 5...40 m3/h la o nlime depompare cuprins ntre 10...160 m, presiune de calcul max. 16 bar i o temperatur de transport de pn la 80 0C. Aceste tipuri de pompe se folosesc la transportul apei potabile, industriale i apei calde, folosite la extragerea apei din puuri sau fntni, la stocarea n castele de ap sau n instalaii de vid.
8.38.321Fig.2.5 Schema pompei centrifuge monoetajat:1 arbore; 2 rotor; 3 carcas; 4 conduct de aspiraie;5 conduct de evacuare.Pompele de tipul APOLLO din care fac parte i cele de tip SADU au urmtoarele caracteristici: diametrul de refulare cuprins ntre 40...80 mm, debitul de lichid transportat fiind ntre 1...70 m3/h la o nlime depompare cuprins ntre 6...230 m, presiune de calcul max. 30 bar i o temperatur de transport de pn la 130 0C. Aceste tipuri de pompe se amplaseaz n poziie orizontal i se folosesc la circuite de ulei sau ap utilizate pentru operaii de ncalzire-racire, la circuite auxiliare, la instalaii de nclzire, n industria bunurilor de consum, recirculri a circuitelor industriale, alimentri cu ap industrial i potabil, transportul soluiilor neutre.Pompele de tipul LOTRU, CERNA, CRI sunt pompe cu palete dispuse pe un rotor amplasat excentric fa de carcas avnd urmtoarele caracteristici: diametrul de refulare cuprins ntre 40...150 mm, debitul de lichid transportat fiind ntre 4...470 m3/h la o nlime depompare cuprins ntre 3...60 m, presiune de calcul maxim 10 bar i o temperatur de transport de pn la 130 0C. Aceste tipuri de pompe se amplaseaz n poziie orizontal i se folosesc la transportul apei industriale i potabil, ap uzat, soluii neutre, emulsii. Ca element constructiv de atenuare a zgomotului produs de rotorul excentric, aceste tipuri de pompe sunt prevzute cu atenuator de zgomot.2.4. Ventilatoare, turbocompresoare i suflante
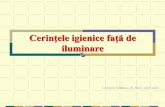
8.6Fig.2.6 Ventilatoare: a centrifugal; b-axialVentilatoarele se clasific dup modul de trecere a aerului n radiale (centrifugale) i axiale sau dup presiunea manometric n ventilatoare de joas presiune, de medie presiune i nalt presiune.
Ventilatoarele axiale, dup tipul paletelor pot fi cu palete fixe sau reglabile iar ventilatoarele radiale (centrifugale) dup tipul paletelor pot fi cu palete nclinate nainte sau napoi (cele mai utilizate).Ventilatoarele cu palete drepte se utilizeaz la unele instalaii de transport pneumatic, deoarece paletele drepte nu acumuleaz materialul n canalul rotorului. La creterea debitului, presiunea total a ventilatorului se modific (debitul i presiunea cresc iar nlimea de pompare scade).Modul de montaj al acestori tipuri de ventilatoare este redat n figurile 2.7 i 2.8.
Fig. 2.8 Montajul ventilatorului radial:1 motor electric; 2- rotor; 3 palete; 4 conducta de refulare; 5 gura de aspiraie; 6 carcas; 7 suport.123Fig. 2.7 Montajul ventilatorului axial: 1 orificiu de aspiraie; 2- rotor cu palete; 3-orificiul de refulare cu jaluzele.
Ventilatoarele folosite n instalaiile de ventilaie au anumite caracteristici dup care pot fi alese. Aceste caracteristici sunt: debitul, presiunea total, turaia i puterea necesar pentru acionare.Alegerea ventilatoarelor const din urmtoarele operaii: se alege poziia de montaj a ventilatorului centrifugal (fig.2.8) astfel nct la racordarea acestuia la instalaie traseul canalelor de aspiraie sau refulare sa fie ct mai scurt; calculul debitului masic de aer Qa [m3/h] necesar: se poate face n funcie de coninutul n vapori de ap din aerul incintei, coninutul de cldur al aerului sau coninutul de gaze nocive a halei.2.4.1. Turbocompresoare i suflanteFuncioneaz pe aceleai principii ca ventilatoare centrifuge dar raportul de comprimare este cuprins ntre 1,1...3. Presiunile realizate la refulare sunt la turbocompresoare 20120 daN/cm2 i la suflante 120 daN/cm2. Au un numr mai mare de rotoare montate n serie i se construiesc pentru debite mari.2.5. Pompe volumice Pompele volumice utilizate in industria alimentar realizeaz creterea energiei lichidului prin modificrii periodice a volumului unui spaiu sub aciunea unui organ de lucru care poate fi piston, plonjor, membran, roi dinate cu angrenaje exterioare sau interioare, cu urub excentric (nec).Pompele volumice pot fi alternative i rotative.n figurile 2.9 i 2.10 sunt prezentate cteva tipuri de pompe volumice.
Fig.2.9 Pompe volumice cu micri alternative: a pomp cu piston;b - pomp cu membrane;c pomp cu clape.
Fig.8.2Fig.2.10 Pompe volumice cu micri de rotaie (rotative):a cu roi dinate; b cu angrenaje cicloide; c cu loburi; d cu rotor melcat; e cu canal lateral; pri componente: 1 stator; 2 rotor; 3,4 nceputul i fritul canalului lateral; 5 orificiul de aspiraie; 6 orificiul de refulare;
2.6. Compresoare volumiceSe utilizeaz la instalaiile frigorifice etc. Comprimarea fluidului gazos se obine prin creterea presiunii statice, folosind un organ mobil pentru micorarea volumului unuia sau mai multor compartimente n care fluidul gazos este nchis. Pot fi cu : piston, rotative dup felul organului.Compresoarele cu piston au organul principal cu micare rectilinie alternativ. Compresoarele pentru instalaiile frigorifice pot fi cu unul, doi, trei sau mai muli cilindrii aezai vertical, n V, mai rar orizontal.Dup felul n care fluidul (gazul) frigorific strbate cilindrul se deosebesc compresoare n echicurent i n contracurent.
Fig. 2.11 Compresoare cu piston: a n echicurent; b n contracurent
La compresoarele n echicurent vaporii agentului frigorific intr n supapele montate n fundul pistonului i ies prin supape montate n capacul cilindrului, strbtnd cilindrul ntr-un singur sens.La compresoarele n contracurent n chiulas sunt supape de: admisie (aspiraie), refulare.
Fig. 2.12 Compresoare rotative cu rotor excentric: a cu palet culisant n stator; b cu palet culisant n rotor; c cu inel lichid; Elemente componente:1-carcas; 2-rotor; 3-intrare fluid; 4-evacuare fluid; 5-palete.Compresoarele rotative pot fi cu pistoane rotative, cu palete (culisante n stator, glisante n rotor), cu inel de ap.
Fig.2.13 SifonOrganul mobil este rotorul excentric cu palete care lucreaz ntr-o carcas cilindric.2.7 Sifoanele Sifoanele sunt aparate formate dintr-o conduct ndoit sub form de U servind pentru transvazarea unui lichid dinspre un nivel hidrostatic mai nalt spre unul mai jos, separate de un obstacol care mpidic curgerea liber a lichidului (fig.2.13). Sifoanele se impart n dou tipuri: aspirante sau descendente. Curgerea lichidului are loc n momentul n care conducta este plin cu lichid i presiunea de pe o suprafa liber a lichidului este mai mare dect pe cealalt suprafa.Caracteristicile sifonului se determin utiliznd ecuaia lui Bernoulli n seciunile 1 i 2:
(2.9)punnd condiiile: p1 = p2 = pa; w1 = w2; h1 h2 = H = F, iar nlimea de ridicare este:
;(2.10)unde - coeficient de frecare, l lungimea conductei sifonului, d diametrul interior a sifonului, caracteristica aparatului, w viteza de curgere, din care viteza de curgere:
; (2.11)
Fig.2.14 Montejusiar debitul: (2.12)sau neglijnd pierderile prin frecare:
(2.13)
(2.14)2.8. Montejusul Este un aparat folosite la transportul lichidelor toxice, fierbini, corozive (fig.2.14). Fig.2.15 Gaz-liftdezavantaj: funcionare intermitent; = [15 20] %.Presiunea necesar ridicrii lichidului va fi:
; (2.15)2.9 Gaz-lifturile (pompe Mammut) Sunt prezentate ca principiu n figura 2.15. Au randamentul () cuprins ntre [0,30,5]; se folosesc la transportul fluidelor care au o temperatur ridicat.Funcionarea se bazeaz pe principiul vaselor comunicante umplute cu fluide nemiscibile cu densiti diferite. Se utilizeaz la ridicarea lichidelor coninnd solide n suspensie (sfecl de zahr) cu ajutorul aerului comprimat care dispersat n lichid formeaz un amestec eterogen gaz lichid cu densitate medie mai mic dect densitatea lichidului, astfel c suspensia gaz-lichid se ridic prin eava de refulare. Adncimea de scufundare este:
; (2.16) unde: l densitatea lichidului, m densitatea suspensiei, HP = H HS (nlimea de pompare).2.10 Injectoare i ejectoare
Fig.2.16 InjectorInjectoarele sunt aparate pentru transportul sau ridicarea lichidelor sau pentru pomparea lor ntr-un spaiu sub presiune, folosind energia cinetic a unui fluid motor (abur, aer sub presiune sau comprimat).Din punct de vedere a funcionrii injectoarelor deosebim injectoare aspirante de tipul celui prezentat n figura 2.16 sau neaspirante (n sarcin). Deosebirea ntre ele const n faptul c injectorul aspirant este montat deasupra rezervorului de alimentare pe cnd cel neaspirant se gsete amplasat sub nivelul rezervorului de alimentare, lichidul ptrunznd prin cdere n camera de amestec. Elementele componente ale injectorului din fig. 2.16 sunt: 1 - duza de intrare fluid motor; 2 -ajutaj de amestec; 3 - intrare fluid antrenat; 4 - intrare fluid motor; 5 - gtuitura injectorului; 6 - difuzor.Injectoarele sunt aparate ieftine ca investiie i ntreinere, nu au nevoie de ungere deoarece nu conin piese n micare, uzur mic, au funcionare sigur, fr supraveghere, transport lichide murdare, cu materii sau corpuri n suspensie, funcioneaz fr zgomot i pot fi construite din materiale anticorozive.Ejectoarele sunt aparate de construcie asemntoare cu injectoarele dar la care fluidul motor este gaz sau vapori iar fluidul aspirat poate fi gaz, vapori sau lichid. Ejectoarele folosite pentru evacuarea lichidelor sau gazelor (realizarea raportului de compresie egal cu 5) se mai numesc pompe de vid.Randamentul sczut 1530% implic un consum mare de abur sau gaz iar amestecarea fluidului motor cu lichidul pompat reprezint dezavantajele acestor tipuri de aparate.2.11. Parametrii principali ai pompelor i ventilatoarelor Principalii parametrii funcionali ai pompelor i ventilatoarelor sunt: debitul volumic Qv (m3/s), nlimea manometric H (m coloan de ap) la pompe sau H (mm coloan de mercur) la ventilatoare, puterea P (kW) necesar acionrii acestora, turaia n [rot/min] i randamentul total p. Aceti parametrii sunt nscrii pe plcua de identificare a fiecrei pompe sau ventilator.Se numete debitul pompei cantitatea volumetric de lichid pompat n unitatea de timp. Debitul teoretic Qt al pompei este debitul care nu ine cont de pierderile cauzate de scurgerile prin neetanieti, umplerea incomplet la aspiraie, etc., debitul real Qr ine cont de aceste pierderi i se exprim cu relaia:
. (2.17)
Gradul de neuniformitate al debitului este raportul dintre diferena valorilor extreme i valoarea medie a debitului:
(2.18)nlimea total de ridicare sau nlimea manometric este dat de relaia:
; (2.19)
Fig.2.17 Stabilirea nlimiide pomparen care: p1,p2 - reprezint presiunea fluidului la suprafa n recipienii de aspiraie respectiv refulare; pr,pa - reprezint presiunea lichidelor la refulare respectiv aspiraia n pomp; - reprezint suma pierderilor de presiune n pomp i pe conducte; Hg reprezint nlimea geometric de ridicare i egal cu Hg = Ha + H0 + Hr [m], n care Ha este nlimea de aspiraie, H0 diferena de nlime ntre punctele unde se msoar Hr i Ha, iar Hr reprezint nlimea de refulare, toate msurate n m; wr i wa reprezint vitezele de curgere a lichidului n conductele de refulare respectiv aspiraie [m/s]; - densitatea lichidului daN/m3. Lucrul mecanic util pe care pompa l efectueaz la un debit Qr i la o nlime total de ridicare H (m) ntr-un timp este:
, [J] (2.20)iar puterea util a pompei va fi:
, [W]. (2.21)Lucrul mecanic consumat de pomp (Lc) este mai mare dect lucrul mecanic util dezvoltat, din cauza pierderilor. Randamentul total al pompei este raportul:
, (2.22)iar puterea real consumat de pomp este:
. (2.23)Puterea real a pompei este mai mare dect puterea teoretic datorit rezistenei hidraulice la trecerea lichidului prin conducte, pierderi volumice i frecrilor mecanice, deci :
, (2.24.)n care m este randamentul mecanic, h este randamentul hidraulic, v este randamentul volumic.La pompele i ventilatoarele centrifugale, dac se schimb turaia la valoarea n2, se modific debitul Q2, respectiv nlimea H2 i puterea necesar acionrii va fi P2 dup urmtoarele relaii: n1/n2 =Q1/Q2; H1/H2= (n1/n2)2, P1/P2 = (n1/n2)3.2.12. Motoarele hidropneumatice Motoarele hidropneumatice sunt maini de for care transform energia hidropneumatic n energie mecanic.Acestea se clasific n: Motoare hidraulice - hidrodinamice: roi hidraulice, turbine hidraulice;- hidrostatice: liniare, rotative; Motoare pneumatice - pneumodinamice: turbine eoliene; - pneumostatice: liniare, rotative.Roile hidraulice se utilizeaz pentru cderi mici de ap. Dup felul cum primesc apa, deosebim roi cu admisie superioar, inferioar i lateral. Totodat sunt ntlnite roi cu arbore orizontal parial cufundate cu partea inferioar n ap i roi cu arbore vertical total cufundate n ap, antrenate de fora dinamic a curentului de ap.Turbinele hidraulice sunt roi hidraulice perfecionate care primesc apa sub presiune n mod continuu pe rotor. Dup direcia curentului se deosebesc turbine tangeniale, radial-axiale i axiale.Motoarele hidrostatice sunt maini reversibile, de aceeai construcie, putnd ndeplini att funcia de generator hidraulic ct i de motor hidrostatic. Motoarele hidrostatice liniare (cilindrii hidraulici de for) sau rotative (pompele cu roi dinate, cu piston radial, cu piston axial, cu palete glisante), transform presiunea lichidului n lucru mecanic util prin deplasarea pistonului sau rotirea arborelui motoarelor respective.Turbinele eoliene sunt motoare pneumatice care transform energia cinetic a maselor de aer n micare n lucru mecanic.n funcie de poziia arborelui se deosebesc turbine cu arbore orizontal i turbine cu arbore vertical. Turbinele cu arbore orizontal necesit dispozitive speciale pentru orientarea acestora n direcia curentului.Energia mecanic produs de turbin poate fi utilizat direct la acionri pentru producerea curentului electric care poate fi acumulat n baterii i utilizat la nclzire sau iluminat electric.
Fig.2.18 Turbine eoliene: a-cu coad; b-cu virole; c- cu elice
AR1234AR1234abFig.2.19 Motoare hidropnumatice liniare: a-cu piston disc; b-cu piston plonjorMotoarele hidropneumatice liniare (cilindrii cu piston sau camerele pneumatice cu membran), sau rotative servesc la acionri sau comenzi hidropneumatice fcnd parte din categoria celor volumice alternative, la care modificarea volumului se face sub aciunea unui piston disc sau plonjor.Elementele componente figurii 2.19 sunt: 1 piston disc sau plonjor; 2 carcas; 3 supap de admisie; 4 supap refulare.
3. mrunirea3.1. Generaliti, scopul operaiei, proprietile materialelor solide; factori care influenteaz operaia de mruntire3.1.1. Generalitin procesele tehnologice din industria alimentar se impune ca produsele folosite s fie mrunite.Mrunirea este operaia de reducere a dimensiunilor geometrice a particulelor prin distrugerea integritii lor fizice, ca urmare a aciunii mecanice asupra materialului.n funcie de forma final a particulelor procesul de mrunire are urmtoarele denumiri : mrunire propriu-zis, cnd particulele finale au o form determinat, n care intr procesele ca : sfrmare, concasare, spargere, mcinare, dezintegrare; tiere i tocare.Mrunirea materialelor se realizeaz prin : concasare, mcinare, tiere, dezintegrare pentru solide; pulverizare, emulsionare pentru lichide; dispersare pentru gaze.Scopul procesuluiMrunirea se aplic pentru : accelerarea unor operaii fizice (dizolvri, uscri) sau a unor operaii chimice i de transfer de cldur sau de substan; obinerea unor constitueni dintr-un agregat, de exemplu separarea endospermului cerealelor de nveli, decorticarea care ulterior sunt separai prin sortare; asigurarea unei amestecri mai bune a unor produse cu altele; facilitarea comercializrii produselor.Aplicaiile operaiei n industria alimentar se regsete n toate ramurile acesteia: morritul, zahrului, a conservelor, a amidonului, alcoolului, berii, vinului, etc.3.1.2. Proprietile materialelor solideUn produs alimentar care constituie materia prim se caracterizeaz prin: suprafa, dimensiunea liniar, structur, friabilitate, duritate i rezisten la compresiune. Dimensiunea liniar poate fi diametrul n cazul sferei sau latura pentru cub sau o dimensiune medie fictiv n cazul formelor neregulate; Pentru un ansamblu de particule, intereseaz dimensiunea medie i dimensiunea limit. Dimensiunea medie reprezint dimensiunea particulelor care au ponderea cea mai mare n amestec. Dimensiunea limit a particulelor este dimensiunea celor mai mari sau celor mai mici particule din amestec. Suprafaa care intereseaz este cea exterioar, uneori i suprafaa interstiial (a golurilor). Aceasta se estimeaz la particulele cu form nedefinit. n cazul unui amestec polidispers de particule suprafaa este suma suprafeelor individuale, iar suprafaa specific este suprafaa unitii de mas sau de volum. Structura materialelor poate fi: omogen sau neomogen. n cele mai frecvente cazuri este neomogen. Duritatea este proprietatea care exprim tria relativ a materialelor solide. Acestea se clasific dup scara de duritate Mohs n : moi avnd compresie 107 Pa; c efort unitar la compresie, specific fiecarui material semi-moi: c = 107 5107 Pa; dure: c > 5107 Pa. Majoritatea materialelor ntlnite n industria alimentar sun moi sau foarte moi de exemplu: moi (zahr, cereale, oase); foarte moi (sfecl, carne, legume etc.). Distribuia particulelor dup dimensiuni. n funcie de natura materialului i gradul de mrunire, fraciunea cu dimensiunea ce apare cu frecven maxim se numete mod.3.1.3. Factori care influeneaz operaia de mrunireEficiena operaiei de mrunire nseamn transformarea cu consum de energie minim i cu productivitate maxim a unu material solid dat ntr-un produs pulverulent sau granulat de dimensiuni i form impuse. Realizarea acestui scop depinde de o gam variat de factori : Umiditatea de obicei este un factor negativ cu efecte nefavorabile asupra procesului de mrunire. Fineea pn la care materialul este mrunit micoreaz productivitatea i mrete consumul de energie, deci costul operaiei. Gradul de mrunire (m) depinde de tipul mainii i de mrimea bucilor obinute:
, (3.1)n care: d1 dimensiunea materialului iniial; d2 dimensiunea produsului. Pentru buci mari m=2...25, iar la micorarea dimensiunii de mrunire se poate ajunge la m=150 (mrunire n mai multe etape).
Fig.3.1 Procedee de realizare a mrunirii:a, b - zdrobire, c- sfrmare, d rupere, e-tiere3.2. Procedee de realizare a mrunirii
3.2.1. Scheme de realizare a operaiei de mrunire Mrunirea discontinu: produsul iniial este introdus n moar i mcinat n timp determinat pn ajunge la dimensiunea dorit. Procedeul este rar utilizat, obinndu-se mult praf (component mrunt). Fig.3.2 Mrunirea discontinuFig.3.3 Mrunirea continuMrunirea continu n circuit deschis. Materialul trece o singur dat prin moar sau succesiv prin mai multe uniti de mcinare. Rezult de obicei un produs neuniform; consumul de energie este mare.
Mrunirea continu n circuit nchis
Fig.3.4 Schema mrunirii continue n circuit nchisSchema mrunirii n circuit nchis : a transportor cu elevator;b antrenare pneumatic.Mrunirea poate fi pe cale: uscat (cel mai frecvent utilizat); umed (n prezena apei), la mrunirea porumbului n industria amidonului, a malului n industria berii i n industria spirtului.3.3. Clasificarea mainilor de mrunit Se face n funcie de natura materiei prime supuse mrunirii.3.3.1. Maini de tiat n funcie de tipul de cuit utilizat se utilizeaz maini cu cuite: n form de disc; plane de diferite forme; de tip stea. n funcie de mrimea bucilor tiate sunt utilizate maini pentru tierea n buci: mari (mrunire grosier); maini pentru tierea n buci medii; maini pentru tierea n buci mici (maini de tocat fin). n funcie de construcie i mod de montare a cuitelor se utilizeaz maini: cu cuite montate pe discuri rotative (cu cuite plane de diverse forme); centrifugale, avnd cuite plane, tierea realizndu-se sub aciunea forei centrifuge; cu cuite disc (orizontale, verticale) pentru tocat legume, fierstrul circular; cu cuite plane de diferite forme (cuterul, fierstrul plat); cu cuit tip stea (wolful); cu mai multe tipuri de cuite (mainile de tiat slnin).3.3.2. Maini de mrunit propriu zise Se clasific n funcie de : Gradul de mrunire (m=d1/d2, unde d1-dimensiunea iniial, d2dimensiunea final) al materialului: maini ce execut operaia de concasare: concasarea primar m=3...4, d1=1500...300mm, d2=500...100mm; concasarea secundar m=5...7, d1=100...25mm, d2=25...5mm; maini ce execut operaii de mcinare - mrunire pentru materiale dure: grosier m=10, d1=5...0,8mm, d2=0,6...0,08mm; fin m=15, d1=1,2...0,15mm, d2=0,06...0,01mm; dezintegrarea pentru materiale moi: grosier m=20, d1=12,5...1,7mm, d2=0,6...0,08mm; fin m=50, d1=4...1,5mm, d2=0,1...0,01mm. Vitez relativ a organului de mrunire: mic, medie, mare. Principiul de funcionare i caracteristicile constructive: concasoare cu flci; concasoare cu mori cu cilindri; colerganguri (mori chiliene) cu pietre verticale; mori prin lovire, mori cu ciocane, dezintegratoare, mori cu bile.3.4. Mori cu cilindri. Elemente de calcul a diametrelor tvlugilorMorile cu cilindri sunt utilizate aproape n toate subramurile industriei alimentare. Cilindrii n micare de rotaie n sens de ntmpinare, acioneaz prin strivirea materialului, strivire combinat uneori cu tiere, cu rupere sau forfecare, dup cum suprafaa cilindrilor este neted, striat sau are coli i viteza periferic este egal sau diferit.Dimensiunile caracteristice de mori cu valuri sunt : diametrul cilindrilor D, lungimea L, distana dintre cilindrii 2a, unghiul de prindere i turaia n.Unghiul de prindere este unghiul format ntre tangentele duse n punctele de contact ale particulei sferice cu suprafaa lateral a cilindrilor, peste care, materialele n loc s fie prinse alunec.Considerm o particul de diametru d supus strivirii ntre valuri. Fora F de apsare a valurilor asupra particulei se descompun n F1 i F2. n mod analog fora d frecare Ff se descompune n Ff1 i Ff2.
Pentru ca particula s poat fi prins i mrunit Ff1 > F1 sau Ff cos> F sinns fora de frecare Ff = F => tg < sau < 2 n care este coeficientul de frecare: = tg , unghi de frecare.
Fig.3.5 Elemente de calculPentru materialele obinuite = tg = 0,3 adic 17, deci < 34.n practic valoarea se micoreaz pe msur ce crete D i (2a) distana dintre cilindri.Legtura ntre D (diametrul tvlugului) i d (diametrul particulei)
Fig.3.6 Legtura ntre D i dsau la limit n condiii de prindere ( = 34, cos = 0,956, < 2, d < dmax)
Deoarece raportul 20d.Morile cu valuri Tople au diametrele D = 220mm i D = 250mm.Se utilizeaz i cilindrii cu D = 300 i 350mm care au un efect important la mcinarea secarei.3.5. Mori cu cilindri. Calculul turaiei optime a cilindrilor i calculul productivitii morilor3.5.1. Turaia optim a cilindrilorLa o turaie foarte mare a cilindrilor ncep s apar fore de inerie, particule de material alunecnd, iar la turaii mici scade productivitatea.Profesorul Levenson, pe baza calculului forelor centrifuge ce se nasc la rotirea cilindrilor a propus relaia pentru turaia maxim nmax :
rot/min; (3.2)unde = tg - coeficient de frecare.Turaia uzual este n = 70...80% din nmax. Mainile de morrit de construcie romneasc au turaia cilindrilor de 350 rot/min, la diametrul D = 250mm i lungimea L de 600, 800 i 1000mm.3.5.2. ProductivitateaDebitul volumetric la trecerea n flux dens a materialului:QV = 2DLan [m3/s]; (3.3)Debitul volumetric real se consider:
(3.4) unde = 0,2...0,4 (coeficient ce arat c materialul nu curge n flux continuu). Productivitatea masic:Qm = 2DLafmn [Kg/s]. (3.5)
Fig.3.8 Moar cu doi cilindrii cu mcinare umedFig. 3.73.6. Maini de mrunit cu un cilindru i plac de zdrobire
3.7. Mori utilizate n industria berii Pentru pregtirea malului n industria berii se folosesc mori cu dou valuri cu mcinare umed (fig.3.8), operaie cu mare influen asupra randamentului brasajului urmrindu-se o mcinare fin a miezului finos al malului cu meninerea pe ct posibil a integritii nveliului.
Fig.3.9 Valul dublu automat VDACele dou valuri au diametre i viteze periferice egale iar mcinarea se produce prin stropirea malului cu ap la temperatura cuprins ntre 50...55 0C pn la atingerea unei umiditi de 30%. Elementele componente sunt: 1 rezervor de nmuiere; 2 dozator; 3 val; 4 taler fix; 5 pomp; 6 barbotor; 7 duuri; 8 gur de alimentare; 9 distribuitor; 10 conduct de alimentare; 11 vizor; 12, 13,14 conducte.3.8. Maini de mrunit utilizate n industria morritului: valul dublu automat i moara cu ciocane n panificaie printre cele mai folosite mori cu valuri sunt de tipul VDA (valul dublu automat) prezentat n figura 3.9.
Fig.3.10 Moar cu ciocaneElementele componente ale acestuia sunt: 1 mecanism cu discuri de reglare a alimentrii; 2 dispozitiv de comand prin contact; 3 prghie de nregistrare; 4 cilindru distribuitor; 5 clapet de alimentare; 6 cilindru superior de alimentare; 7 pant de alimentare; 8 cilindru accelerator de alimentare; 9 cilindrii mcintori; 10 ax de reglare a distanei dintre cilindrii mcintori; 11 transportor melcat; 12 cuite de curire a cilindrilor (netezi); 13 perii de curire (pentru cilindrii rifluii); 14 - racord de evacuare.Moara cu ciocaneModul de aciune al acestor mori este de a lovi sau a tia materia prim cu ajutorul unor organe active numite ciocnele. Mrunirea produs poate fi grosier, medie sau fin i se recomand pentru materiale cu o umiditate sub 15%. Elementele componente al morii cu ciocane prezentate n figura 3.10 sunt: 1 plnie de alimentare; 2 ciocnele; 3 ax; 4 plac de zdrobire; 5 rotor; 6 tift de prindere articular a ciocnelelor de rotor; 7 sit; 8 plnie de evacuare.Materialul este antrenat n interiorul camerei de mcinare alctuit dintre carcas i rotorul cu ciocnele amplasate pe ele mrunit la dimensiunea dorit i trecut prin sit, iar refuzul este recirculat n corpul morii pn la atingerea gradului de mcinare dorit.
3.9. Maini de mrunit cu trei perechi de valuri tip Seeger Moara prezentat n figura 3.11 este o moar cu trei perechi de cilindri i dou sisteme de site intercalate ntre ele.
Fig.3.11 Moar tip Seeger cu trei perechi de cilindri Din punct de vedere constructiv, cilindrii sunt dispui n diagonal pentru compactizarea mainii. Mciniul de la fiecare pereche de valuri cade pe site care cern fina ce se colecteaz spre evacuare iar griurile mai mari i nveliul rm rmn n refuz care este trecut la o nou mrunire n a dou pereche de tvlugi. Similar, procesul se repet pentru a treia pereche de tvlugi.Elementele componente a acestui tip de moar sunt: 1 plnie de alimentare; 2 ax cu palete; 3 tvlug de alimentare; 4 dozator rotativ; 5,7,9 perechi de valuri; 6,8 site; 10 colector de evacuare.
Fig.3.12 Moar cu bile3.10. Granulatoare i mori cu corpuri de rostogolire Mrunirea materiilor prime negrase, zahr sau a altor tipuri folosite n industria alimentar se face i cu ajutorul altor tipuri de mori: cu discuri, cu rotor cruce sau cu bile. La ultimele principiul de funcionare este relativ simplu, bilele sunt rotite de peretele tamburului cu ajutorul unor palete iar cnd ajung aproape de vertical acestea se desprind i mrunesc prin lovirea produsului. Elementele componente ale acestui tip de moar (fig.3.12) sunt: 1 carcas; 2 palete; 3 bile; 4 tambur sit; 5 produs mcinat; 6 orificii; 7 colector de evacuare. Materialul din care sunt confecionate bilele poate fi oel durificat, porelan iar forma bilelor poate porni de la cea sferic pn la cuburi, bare, inele, corpuri ovoidale sau lenticulare. Gradul de umplere a camerei de mcinare cu bile trebuie s fie ntre 30...35%.Morile cu bile sunt folosite pentru materiale care necesit un grad de mrunire mare sau pentru produse mcinate fin. Se folosesc pentru mcinarea pepsinei, condimentelor etc.
4. Amestecarea4.1. Generaliti, factori care influeneaz procesul; eficacitatea amestecrii4.1.1.GeneralitiPrin amestecare se nelege operaia n urma creia materiale lichide plastice i solide pulverulente sau n granule sunt puse n contact direct urmrindu-se rspndirea lor uniform n ntreaga mas a amestecului.n funcie de rolul operaiei, n desfurarea unui proces, amestecarea poate fi: independent (30%), auxiliar (70%).Ca operaie independent, amestecarea se aplic n scopul: omogenizrii amestecurilor, sau la formarea emulsiilor i a dispersiilor.Ca operaie auxiliar este utilizat pentru: accelerarea proceselor chimice i biochimice; schimbarea strii fizice (floculare, dizolvare); intensificarea adsorbiei (la decolorarea uleiurilor vegetale); splarea unor solide i nlturarea impuritilor n industria zahrului i a amidonului; splarea cerealelor; accelerarea operaiilor de transfer de cldur.n industria alimentar operaia are multe aplicaii ca: amestecri n faz lichid (omogenizarea vinului); amestecri n faz gaz-lichid (hidrogenarea uleiului); amestecri n faz gaz-solid (nmuierea orzului); amestecri n faz lichid solid (baterea untului, industria crnii i morritului pentru obinerea produselor pstoase).Posibiliti de realizare (procedee) amestecarea pneumatic cu: aer comprimat, abur sub presiune; amestecare prin curgerea lichidelor; amestecare mecanic (cu palete de diferite forme).Termenii folosii :- amestecare la produse solide; - agitare pentru amestecarea fluidelor; - malaxare sau frmntare pentru produsele consistente.4.1.2. Factorii care influeneaz i caracterizeaz procesula) Starea materialului- materialele pot fi: newtoniene gaze, lichide cu urmtoarele proprieti: densitate, vscozitate consisten, coeziune; Corpurile ideale: corpurile din natur care, sub aspectul comportrii lor la aciunea solicitrilor, pot s posede trei proprieti : elasticitate, plasticitate i vscozitate. Corpurile cu comportare ideal sunt: solidul lui Hooke sau corpul perfect elastic posed numai elasticitate; sub aciunea unei fore se deformeaz, iar la ncetarea aciunii forei i revine la forma iniial; lichidul lui Newton sau corpul perfect vscos, sub aciunea unei tensiuni tangeniale curge; Curgerea vscoas depinde de mrimea i durata solicitrii; plasticul St. Venant n aceast ipotez este perfect plastic, comportndu-se ca un solid pn la o anumit valoare a tensiunii denumit prag de tensiune, peste care se comport ca un lichid. nenewtoniene unele lichide, pastele; n practica industrial se ntlnesc fluide care prezint abateri de la comportarea newtonian, datorit urmtoarelor cauze: sistemele bifazice, la care faza dispers constituie o parte important din volum, n timpul curgerii sufer modificri structurale. Din aceast categorie fac parte suspensiile de polimeri, vopselele, pastele de adezivi, sngele, aluatul, pasta de carne, pasta de brnz, etc. sistemele omogene, la care unitile de curgere sub aciunea tensiunilor tangeniale sufer orientri, din care pot fi amintite uleiurile minerale cu vscozitate mare, topiturile de polimeri, etc.La aceste fluide vscozitatea nu este constant. solide unele au consisten i coeziune slabe (fina pulverulent).b) Aparatul n care se desfoar operaia influeneaz modul se realizare al acesteia prin forma i dimensiunile sale.Poziia dispozitivului de amestecare fa de axul aparatului prezint importan la amestecare deoarece acesta trebuie s iniieze n ct ai multe puncte ale aparatului amestecri intense locale i s menin n suspensie straturi limit ct mai subiri care s produc o turbulen pronunat a ntregului coninut din vas. Curenii ce se formeaz n aparat trebuie s atrag mereu noi cantiti de material n zona dispozitivului de agitare, astfel nct operaia s se desfoare cu eficien maxim.c) cantitatea de material care se prelucreaz. Aceasta poate s influeneze: durata amestecrii, eficiena etc. n cazul n care se prelucreaz cantiti mari de material, sunt necesare aparate de dimensiuni mari. De multe ori este mai raional s se foloseasc mai multe aparate de dimensiuni mai mici, dect un aparat mare, obinndu-se indici funcionali i calitativi mai buni raportai la durata de desfurare a operaiei.d) durata operaiei are influen n primul rnd asupra consumului de energie. Pentru ca operaia s decurg ct mai economic este necesar ca agitatorul s lucreze eficient, asigurnd omogenizarea n cel mai scurt timp. Durata operaiei depinde, n afar de tipul agitatorului utilizat, de diametrul i turaia lui precum i de proprietile materialelor amestecate, ca vscozitatea i densitatea acestora.4.1.3. Eficacitatea amestecriiCalitatea amestecrii se poate aprecia prin metode bazate pe : msurarea concentraiei n diverse puncte; folosirea substanelor colorante; metoda gradientului de temperatur; metoda conductibilitii electrice; msurarea cldurii de dizolvare; msurarea diferenei de densitate; metoda atomilor marcai; metoda elementului indicator.4.1.4. Clasificarea aparatelor de amestecare dup operaiile pe care le realizeaz lund n considerare starea materialelor:- amestectoare pentru materiale n stare fluid;- amestectoare (malaxoare) pentru materiale pstoase;- amestectoare pentru materiale pulverulente. din punct de vedere constructiv:-fr elemente mobile care pot fi la rndul lor mprite n: pneumatice prin barbotare, cu injectoare i duze, amestectoare prin curgerea fluidelor i mixte (barbotare + curgerea fluidelor).-mecanice care se mpart n: mecanice cu brae drepte i cu brae n form de ancor, cu elice i spiral, de construcii diverse.4.2. Amestectoare fr elemente mobile: pneumatice sau prin barbotareAmestecarea se realizeaz fcnd s treac prin produsul de amestecat (de obicei un lichid sau o suspensie de particule solide n lichid), aer sau un gaz oarecare sau abur sub presiune. Regimul de curgere i amestecare este generat de gazul care ptrunde n lichid sub forma unor bule mici, care avnd densitatea mai mic dect lichidul, se ridic spre suprafaa acestuia antrennd particulele lichide nvecinate ntr-o micare ascensional, silind astfel restul lichidului s circule ntr-un sens mai mult sau mai puin dirijat n interiorul vasului. Dispozitivul prin care se distribuie faza gazoas se numete barbotor.Prin barbotoare, bulele de gaz n curs de dilatare transfer energia necesar amestecrii lichidului, prin presiunea cu care ptrunde n masa acestuia.Amestecarea prin barbotare este indicat n special n cazul cnd gazul, cu ajutorul cruia se face, trebuie s reacioneze chimic (hidrogenarea uleiurilor, carbonatarea zemurilor n industria zahrului cu bioxid de carbon, etc), cnd favorizeaz o anumit aciune biologic (aerul-oxigenul pentru nmulirea drojdiilor). Amestecarea cu abur este ntrebuinat n cazurile cnd pe lng operaia de amestecare este necesar s se fac i o nclzire.Barbotarea, de obicei, se realizeaz cu dispozitive construite din evi prevzute cu orificii amplasate (fig.4.1) n apropierea fundului vasului. De obicei diametrul orificiilor variaz ntre 3 i 6 mm. Pentru ca traseul bulelor de gaz s fie ct mai lung, orificiile se dispun de obicei n partea inferioar a evii orientate n jos.
Fig.4.1 Barbotor
Viteza gazului la ieirea din orificiul barbotorului trebuie s asigure energia cinetic necesar nvingerii rezistenei lichidului, pentru evitarea inundrii barbotorului cu lichid.evile cu orificii trebuie montate perfect orizontal pentru ca gazul la ieirea prin orificii s aib de nvins aceeai rezisten asigurndu-se astfel o repartiie ct mai uniform a gazului.4.2.1. Alegerea aparatelor de amestecarePentru alegerea aparatelor de amestecare este necesar s se in cont de urmtoarele elemente : organul de amestecare s iniieze fore de forfecare mai mari i n ct mai multe puncte din masa materialului supus operaiei i s menin n suspensie straturi limit ct mai subiri pe care s le rup; s fie atras n mod continuu material n punctele active ale dispozitivului de amestecare i s se asigure o suprafa de contact ct mai bun; amestecarea s fie ct mai uniform i s se realizeze n timp ct mai scurt pentru a se reduce la minim cheltuielile de energie.Se recomand pentru alegerea amestectoarelor, ncercarea pe modele pentru a stabili condiiile de similitudine: geometric (forma vasului i rapoartele geometrice optime dintre forma vasului i a dimensiunilor respectiv formei agitatoarelor) poziia agitatoarelor i a vasului i similitudinea hidrodinamic (valoare optim a turaie agitatoarelor). 4.2.2. Amestectoare prin barbotareAmestectoarele tip barbotor sunt de tipul amestectoarelor fr elemente mobile i sunt folosite la amestecarea unor fluide cu gaze sau cu abur. Din punct de vedere constructiv, mai utilizate n industria alimentar sunt cele cu injector i duz, cu inel, cu inele concentrice, cu lumnri, cu duuri etc.
Elementele componente ale amestectorului din figura 4.2 sunt: 1- injector cu duz; 2- modul de realizare a amestecului; 3 pomp. Acestea se utilizeaz n special n cupajarea vinului i n industria cazeinei.
Fig.4.2 Amestector cu injector i duz;Fig.4.3 Barbotor de gaze sau vapori: a inelar; b cu duuri; c- cu evi inelare concentrice; d cu lumnriUn alt tip de barbotoare sunt cele pentru gaze sau vapori prezentate n figura 4.3.Aceste tipuri sunt folosite n industria alimentar la amestecarea forat a fluidelor sau la injecia aburului n operatiile unde este necesar acerst lucru (hidrogenarea uleiurilor, blazele coloanelor de distilare-rectificare, instalaii de carbonatare a zemurilor prin difuzie etc.).Amestecarea se realizeaz fcnd s treac prin produsul de amestecat (de obicei un lichid sau o suspensie de particule solide n lichid), aer sau un gaz oarecare sau abur sub presiune. Regimul de curgere i amestecare este generat de gazul care ptrunde n lichid sub forma unor bule mici, care avnd densitatea mai mic dect lichidul, se ridic spre suprafaa acestuia antrennd particulele lichide nvecinate ntr-o micare ascensional, silind astfel restul lichidului s circule ntr-un sens mai mult sau mai puin dirijat n interiorul vasului. Dispozitivul prin care se distribuie faza gazoas se numete barbotor.Prin barbotoare, bulele de gaz n curs de dilatare transfer energia necesar amestecrii lichidului, prin presiunea cu care ptrunde n masa acestuia.Cantitatea de micare transmis se exprim prin relaia :
(4.1)
n care: N puterea transmis de ctre gaz [W]; P1 presiunea gazului la suprafaa lichidului [Pa]; P2 presiunea gazului la barbotare [Pa]; debitul volumetric al gazului la suprafaa liber [m3/s].Presiunea gazului sau aburului necesar operaiei de barbotare se determin dintr-un bilan energetic ntocmit ntre punctul de barbotare i suprafaa liber a lichidului, rezultnd condiia:
;(4.2)
,(4.3) n care: h nlimea coloanei de lichid prin care se realizeaz barbotarea [m]; 1 masa specific a lichidului [kg/m3]; g masa specific a gazului [kg/m3]; w viteza gazului n orificiile de barbotare [m/s]; coeficientul de rezisten local, - coeficient de frecare.Amestecarea prin barbotare este indicat n special n cazul cnd gazul, cu ajutorul cruia se face, trebuie s reacioneze chimic (hidrogenarea uleiurilor, carbonatarea zemurilor n industria zahrului cu bioxid de carbon, etc), cnd favorizeaz o anumit aciune biologic (aerul-oxigenul pentru nmulirea drojdiilor). Amestecarea cu abur este ntrebuinat n cazurile cnd pe lng operaia de amestecare este necesar s se fac i o nclzire.Barbotarea, de obicei, se realizeaz cu dispozitive construite din evi prevzute cu orificii amplasate n apropierea fundului vasului. De obicei diametrul orificiilor variaz ntre 3 i 6 mm.Pentru ca traseul bulelor de gaz s fie ct mai lung, orificiile se dispun de obicei n partea inferioar a evii orientate n jos. Viteza gazului la ieirea din orificiul barbotorului trebuie s asigure energia cinetic necesar nvingerii rezistenei lichidului, pentru evitarea inundrii barbotorului cu lichid.evile cu orificii trebuie montate perfect orizontal pentru ca gazul la ieirea prin orificii s aib de nvins aceeai rezisten asigurndu-se astfel o repartiie ct mai uniform a gazului.4.3. Amestectoare mecanice: elemente de calcul
Fig.4.4 Amestector cu palete: dimensionareEtapele care se parcurg sunt: stabilirea dimensiunilor vasului determinarea consumului de energie lichidul tinde s urce pe perei sub forma unui paraboloidVolumul unei arje V1:
,(4.4) unde: D diametrul vasului; hV nlimea vasului; h1 nlimea coloanei de lichid n repaus; hm nlimea minim de lichid deasupra paletei n timpul funcionrii: hm = hx + hy + hz,(4.5) unde: hp nlimea paraboloidului; a adaos de siguran (a=0,1m);Volumul de lichid din jurul paraboloidului de rotaie este:
.(4.6)Acelai volum n micare de rotaie este :
,(4.7) n care Vp volumul paraboloidului:
.(4.8)
Deci: (4.9)de unde hp = 2(h1 hm).nlimea total a vasului se determin cu relaia : hV = hm + hp + a = 2(h1 hm) + hm + a;(4.10)sau :hV = 2h1 hm + a.(4.11)Dac se ia n considerare coeficientul de umplere recomandat cu valori cuprinse ntre 0,6...0,9 atunci nlimea vasului poate fi exprimat astfel :
(4.12)Calculul consumului de energie se determin prin calculul necesarului de energie P i se exprim prin relaia:P = P1 + P2 + P3, [kW](4.13) n care: P puterea necesar la arborele motorului electric [kW]; P1 puterea necesar la axul agitatorului [kW]; P2 puterea pierdut prin frecri n lagre [kW]; P3 puterea suplimentar pentru mpingerea diferitelor obstacole (P3 = (0,08 ...0,25)P1); randamentul motorului electric.Calculul consumului de energie
, [kW](4.14)P2 = f G Wa , [kW](4.15)unde: f coeficient frecare n lagre ce are valori cuprinse ntre 0,07...0,1; G= mg greutatea elementului n micare [N]; Wa viteza periferic a axului [m/s].
,(4.16)unde: d diametrul cerc descris de braul agitator; n turaia agitatorului; densitatea fluidului; v vscozitatea lichidului (suspensiei); m,c - constante specifice diferitelor forme de agitare (indicate n tabele).
5. Omogenizarea i emulsionarea5.1. Generaliti Omogenizarea este operaia de reducere a dimensiunilor fazei disperse a unui lichid n urmtoarele scopuri: mrirea stabilizrii la pstrare a produselor, reducerea tendinei de ecremare sau sedimentare, reducerea dimensiunii componentelor unui material vscos (cazul fabricrii bradtului i compoziiei pentru prospturi), i nu trebuie confundat cu amestecarea. Omogenizarea conduce i la emulsionare, dac produsele prelucrate conin i substane de emulgare (proteine, fosfolipide etc.).Emulsionarea este operaia n care dou lichide sunt amestecate intim, unul din lichide, faza dispers fiind mrunit n picturi mici n faza continu (extern).De regul cele dou lichide sunt apa i uleiul formnd emulsii de tip U/A sau A/U. Faza U/A de exemplu poate fi diluat cu ap colorat cu colorani solubili n ap. Emulsia A/U poate fi diluat cu ulei, colorat cu colorani solubili n ulei.Tipul de emulsie ce se va obine depinde de: tipul de emulgator utilizat, proporia relativ ntre faze i de metode.Formarea unei emulsii este rezultatul diferenei forelor de coeziune dintre cele dou lichide. Aceast diferen se realizeaz prin reducerea tensiunii interfaciale dintre picturi n scopul obtinerii unei stabiliti mrite, mpiedicndu-se aglomerrile, faza intern avnd tendina de a forma picturi mici, sferice. Acest lucru este uurat prin utilizarea emulgatorilor ca ageni de emulsionare care pot fi de orice natur (lecitina, sterolii) sau sintetici (esterii glicerolului, srurile acizilor grai etc.).Pe lng funcia de emulsionare emulgatorii mai realizeaz: stabilitatea spumelor, efect de lubrificaie, aerarea produsului (la ngheat), complexarea amidonului etc.Faza n care agentul de emulsionare este mai solubil va deveni de regul, faz extern. Pulberile fine pot fi absorbite deasemenea pe interfee i pot aciona ca ageni de emulsionare.5.2.Metodele de emulsionarePentru a forma o emulsie este necesar o energie care s menin lichidele n agitare i pentru a nvinge rezistenele de frecare. Agitarea trebuie s fie violent pentru a dispersa fie picturile fazei interne i pentru ca filmul protector al agenilor de emulsionare sa fie adsorbit.La realizarea emulsiei se va ine seam de:-promovarea unui anumit tip de emulsie tip U/A sau A/U;-raportul dintre faze(dac o faz depete 50% este mai greu de realizat i manipulat operaia de emulsionare);-temperatura de emulsionare trebuie strict specificat (pn la 71C sunt optime pentru realizarea emulsiilor de tip lactat; pentru maioneze fiind necesare temperaturi mai sczute).Ca o regul general, cele dou faze trebuie pregtite separat, agentul de emulsionare fiind adugat la faza extern.Excepie este cnd cele dou faze tind s formeze aglomerate prin hidratare, caz n care la emulsionare faza intern se adaug n mod treptat la cea extern sub agitare. n alte cazuri, cele dou faze sunt emulsionate mpreun (bradtul etc.).5.3. Aparate de emulsionare5.3.1. Turbine de emulsionareEchipamentul de emulsionare poate fi de tipul: turbine omogenizatoare sub presiune, mori coloidale, omogenizatoare cu jet, omogenizatoare adiabatice sau omogenizatoare ultrasonice.Turbinele - se utilizeaz pentru realizarea emusiilor cu vscozitate redus (T1). Condiii:a) Componenta tangenial a forei de coeziune(lipire)a particulei cu suprafaa peretelui canalului melcului trebuie s fie mai mare ca fora de coeziune a particulelor ntre ele.b) Pentru reducerea reaciei axiale RA componenta axial a forelor de coeziune a produsului cu peretele canalului s fie mai mic dect forele de coeziune a particulelor de produs ntre ele.c) Aderena produsului la suprafaa melcului sa fie minim i mult mai mic dect coeziunea dintre particule.d) Pasul melcului s nu fie prea mare pentru ca unghiul elicei s fie ct mai mic; debitul fiind compensat prin turaia mai mare a melcului. Energia mecanic consumat la presarea prin matri se compune din:-energia necesar de mpingere prin canalele matriei-pierderile de energie la refularea produsului spre matri pentru asigurarea ieirii produsului cu viteze normale.Lucrul mecanic de trecere a unei pri de aluat prin canalele de formare a matriei este:LT = Pm f0 v , [daN m](6.3)unde: Pm-presiunea la matri (6575) [daN/cm2]; f0-aria seciunii vii a matriei [cm2]; v-viteza de ieire a produsului [m/s]; -durata trecerii prin matri a poriei [s].Puterea util pentru presare:
Fig.6.3. Presa cu valuriNM = , [kW] (6.4)unde: m-randamentul volmetric al melcului ( 0,25).Cuplul de rotaie la arborele melcului:
Mrot = Pm tg (Ra3- ri3), [daNcm] (6.5)unde = 1518C.Debitul de material transportat va fi:Q = D n l S k , [t/h] (6.6)unde:-greutatea masei presate (n vrac) [t/m3]; k-coeficient de neuniformitate a ncrcrii mainii (adimensional); n-turaia [rot/min] .6.5. Prese hidraulice. Elemente de calculPresele hidraulice, dup modul de lucru pot fi mprite n dou grupe: -prese verticale cu dispozitiv de presare de sus n jos,de jos n sus i furchete; -prese orizontale: cu aciune simpl sau cu aciune dubl;Presa hidraulic vertical cu dispozitiv de presare de jos n sus funcioneaz discontinuu, n cadru unui ciclu executndu-se urmtoarele operaii: -ncrcarea coului aezat pe crucior cu mustuial,peste care se aeaz capacul; -introducerea cruciorului ncrcat ntre placa pistonului i placa tambur a cadrului,rulnd pe ine de ghidare; -ridicarea cruciorului i coului sub aciunea pistonului prin exercitarea presiunii n cilindru; ridicarea cruciorului se face intermitent; cnd mustul ncepe s curg lent se rencepe presarea pn cnd nu mai curge suc chiar la o presare puternic; -descrcarea presei.Pentru ritmicitate, presa poate lucra cu dou crucioare echipate cu courile respective.Presa hidraulic orizontal (tip BUCHER) este prevzut cu un co din oel inoxidabil care prezint n interior elemente de colectare a mustului eliberat sub forma unor nururi de drenaj confecionate din esturi sintetice.
Fig.6.4 Presa hidraulic orizontal de tip BucherAceste elemente au rol att de colectare i de dirijare a mustului eliberat n timpul operaiunii de presare din masa prelucrat, ct i de afnare a tescovinei. Dispozitivul de presare este format dintr-un platou metalic de presare fixat pe pistoanele cilindrului hidraulic central. Elementele componente ale presei din figura 6.4 sunt: 1 co de oel; 2 ghidaje; 3 mas de comand; 4 conduct evacuare must; 5 ax central.
Fig.6.5 Presa hidraulic cu pachete cu 13 platforme Cilindrul hidraulic este montat orizontal. Readucerea platoului de presare n poziia iniial, la sfritul ciclului de presare se face cu ajutorul a trei cilindri hidraulici. Prin retragerea platoului de presare mecanic, se ntind dispozitivele de colectare (nururile), producndu-se o destrmare a materialului presat. Presa PH-5000 poate prelucra o cantitate de 612 tone/or materie prim,cu un randament de 7080%.Presa hidraulic cu pachete cu 13 platforme se folosete n industria sucurilor.Pentru presare, pulpa de fructe este introdus n pachete astfel: se aeaz nti un grtar de lemn apoi rama care determin nlimea pachetului i apoi pnza de cnep. n acest pachet se introduce pulpa de fructe ntr-un strat gros de 48 cm, se niveleaz stratul i se ndoaie colurile pnzei. Capacitatea unui pachet este de 4050 kg, ntr-o pres intrnd 710 pachete.Pachetele se pregtesc pe platforma mobil a presei, dup care prin rotirea acesteia ajung deasupra platformei de presare. Se pornete pompa i procesul de presare ncepe. Operaia de presare dureaz 1015 minute dup care se coboar pistonul, se descarc presa i se introduc alte pachete.Elemente de calcul la presa hidraulicFora util de presare ce se exercit asupra produsului:
Pn = q , [daN] (6.7) unde: q-presiunea specific (410 daN/cm2 n cazul strugurilor), D diametrul plonjorului. Fora util creat de presiunea lichidului de lucru asupra plonjorului:
Pn = p - G p f D B , (6.8)unde: D-diametrul plonjor; -limea sistemului de etanare; f-coeficientul de frecare; G-suma greutilor pieselor mobile; B lungimea cursei plonjorului. Din (6.7) i (6.8) rezult:
p = . [daN/cm2](6.9)Debitul de lichid va fi:
Q = Na,(6.10)unde: Na-viteza de ridicare a plonjorului n timpul presrii.Puterea necesar motorului electric va fi:
Fig.6.6 Presa orizontal pneumaticN = .(6.11)6.6. Presa pneumaticPresa orizontal pneumatic se compune dintr-o tob rotativ (2) montat orizontal care constituie camera de presare propriu-zis. Scheletul tobei rotative este compus din doua calote de capt (3), confecionate din oel forjat, legate ntre ele prin ase lonjeroane sudate la capete pe circumferin. Carcasa tobei este construit din cercurile 5 din oel, sudate echidistant pe cele ase lonjeroane, pe toat lungimea acestora. n interior, aceast carcas este cptuit pe ntreaga suprafa cu sit din oel inoxidabil, care formeaz un cilindru metalic perforat.n interiorul cilindrului metalic perforat, de-a lungul axei acestuia prins etan de dou discuri (7), se afl montat un burduf de cauciuc (6), care prin umflare,servete la presarea botinei aflate ntre burduf i cilindrul metalic. Toba este prevzut cu o gur de umplere practicat n carcasa acesteia de-a lungul generatoarei i nchis cu ase capace (4) detaabile. La capete toba se sprijin pe dou lagre cu rulmeni.Jgheabul de evacuare a mustului din figur, poziia (2) i a tescovinei (3), plasate sub toba rotativ au posibilitatea de deplasare pentru ca n dreptul tobei s fie aezat cnd compartimentul de must, cnd cel de tescovin prevzut cu un melc transportor (9).6.7. Prese cu aciune combinat (mecano-hidraulic, mecano-pneumatic)Presa mecano-hidraulic se compune din: tob de presare, dispozitivul de presare, dispozitivul de destrmare a tescovinei, mecanismul de acionare i cadrul presei. Toba de presare este de form cilindric fiind alcatuit din ipci de lemn montate pe un cadru metalic, nchis la capete, cu dou discuri metalice cptuite cu lemn, unul pentru presarea mecanic i unul pentru presarea hidraulic. Toba de presare este montat pe un ax filetat sprijinit pe lagre.Dispozitivul de presare mecanic se compune din arborele filetat i discul prevzut cu filet pentru nfiletarea pe ax n timpul rotirii tobei.Dispozitivul de presare hidraulic se compune dintr-o pomp cu piston acionat de un excentric al axului presei i cilindrul hidraulic al crui piston acioneaz asupra discului de presare hidraulic. Readucerea acestui disc n poziia iniial la terminarea presrii se face cu ajutorul unor arcuri. Dispozitivul de destrmare al tescovinei se compune din cinci inele metalice legate ntre ele i de cele dou platouri de presare prin lanuri metalice, inelul fix este prins la discul de presare hidraulic, celelalte fiind libere fa de ax.Dispozitivul de colectare i evacuare a mustului i tescovinei se compune din dou planuri nclinate montate pe cadrul mainii sub toba de presare i dou jgheaburi din tabl montate pe role, unul pentru colectarea mustului i altul cu melc pentru evacuarea tescovinei.Pentru funcionare toba se rotete pn capacele de pe suprafaa acesteia ajung n partea superioar, se desfac i toba este alimentat cu mustuial. n urma procesului de presare care n prima faz este asigurat prin presare mecanic datorit rotirii tobei, mustul rezultat se scurge printre ipcile tobei n jgheabul colector. Cnd mustul curge ncet se inverseaz sensul de rotire al tobei iar discul de presare mecanic se va deplasa n sens invers ca efect al defiletrii, realiznd cu ajutorul lanurilor i inelelor destrmarea tescovinei. Se repet aciunea i se continuu presarea combinnd aciunea mecanic cu cea hidraulic. Pot fi efectuate astfel 45 presri. Toba are o turaie de 4 rotaii pe minut. Dup terminarea procesului se evacueaz tescovina n jgheabul cu melc introdus n locul celui de must i se acioneaz toba n rotaie pentru destrmarea i evacuarea complet a tescovinei din tob.Presa mecano-pneumatic realizeaz presarea asupra botinei cu ajutorul unui burduf pneumatic i al unor discuri care se deplaseaz pe axul principal. n interiorul tobei, axial, se afl un arbore filetat n dou sensuri sprijinit la capete pe dou lagre. Pe arbore la cele dou capete se afl bucele filetate pe care sunt montai cilindri,iar pe acetia discurile de presare de care sunt fixate piuliele elastice i capetele burdufului de cauciuc. Botina care trebuie presat este introdus n spaiu neocupat de burduf, ntre discurile de presare. Motorul electric antreneaz prin transmisia cu angrenaje coul, fcnd s nainteze pe axul presei cele dou discuri de presare. Spaiul disponibil pentru botin se reduce astfel, iar burduful capt o anumit form. Dup terminarea presrii, discurile se aduc n poziia iniial prin rotirea arborelui n sens invers, iar tescovina rmas este eliminat prin capacele prin care s-a introdus i botina.6.8. Calculul preselor. Calculul productivitii i a consumului de energie a) Calculul productivitii preselor (P) se realizeaz n general dup relaia:
P = m H ,[kg/schimb](6.11)unde: m-numrul de couri; D-diametrul interior al coului [m]; H-nlimea coului [m]; -densitatea produsului [kg/m3]; -coeficientul de umplere ( = 0,75 pentru struguri iar 0,85 pentru botin); T-durata schimbului [min]; k-coeficientul care ine seam de timpul de ncrcare, de descrcare i de schimbare al coului; (pentru presa cu un singur co la m = 1, k = 1; pentru presa cu dou couri m = 2, k = 1,2 iar pentru presa cu trei couri m = 3, k = 1,3); -durata unui ciclu [min].Calculul productivitii preselor cu nec prezint o serie de particulariti deoarece cantitatea de material transportat de melc se micoreaz continuu iar proprietile fizico-mecanice se modific n timpul presrii. Din aceast cauz, formula general de calcul a productivitii preselor cu melc cu aciune continuu este de forma:P = F 0 ,[kg/s](6.12)unde: fc = F -este suprafaa seciunii transversale a camerei de presare, n zona dispunerii primei spire a necului [m2]:
F = , (6.13)unde: d0-diametrul exterior al melcului; d1-diametrul axului melcului;0-viteza de deplasare a produsului de-a lungul necului [m/s]:
0 = S,(6.14)unde: n-turaia melcului [rot/min]; p-pasul primei spire a necului [m]; S-densitatea botinei [kg/m3]; -coeficientul de umplere al seciunii necului i a presei ntregi (=0,250,28). b) Consumul de energie n operaia de presare se poate face cu ajutorul relaiei empirice:N = 0,816 10-4 q D2 , [kW](6.15)unde: N-puterea util [kW]; -debitul de suc [l/s]; q-presiunea la ultima spir a melcului [Pa]; D-diametrul exterior al melcului.
7. SEDIMENTAREA7.1. GeneralitiOperaia de separare a particulelor solide sau lichide din sistemele eterogene lichide sau gazoase, datorit aciunii difereniale a unei fore asupra fazelor cu densiti diferite se numete sedimentare.Prin sistem eterogen se nelege sistemul constituit din faze diferite: o faz intern, dispers sau dispersat care se afl n stare fin divizat i o faz extern dispersant, sau mediu de dispersie, care nconjoar particulele fazei disperse. Sistemele eterogene se clasific dup cum urmeaz: sisteme eterogene lichide: suspensii, emulsii, spume; sisteme eterogene gazoase: praf, fum, cea, aerosoli.Suspensiile prezint ca faz dispersat particule solide. Emulsiile prezint ca faz dispersat picturi de lichid greu miscibile cu mediul de dispersie. Spumele prezint ca faz dispersat bule de gaz. Praful i fumul prezint ca faz dispers particule solide. Aerosolii i ceaa prezint n dispersie picturi de lichid.Dup dimensiuni particulele se disting:-suspensii: grosiere d > 100 m; fine d = 0,5100 m; tulbureli d = 0,1 0,5 m; soluii coloidale d 0;- va pluti: ws-wm=0;- va fi antrenat n sus: ws-wmwf. Acest sistem nu se indic pentru practica industrial. Principiile sedimentrii expuse mai sus nu sunt valabile dect parial pentru separarea soluiilor coloidale, acestea depunndu-se greu fiind caracterizate printr-o anumit stabilitate ce se explic prin sarcinile electrice cu care sunt ncrcate particulele solide. Particulele cu sarcini de acelai semn se resping,ceea ce d o anumit stabilitate suspensiei,care poate fi distrus dac se neutralizeaz sarcinile prin adaos de electrolii fini sau de coloizi cu sarcini electrice de semn contrar. Astfel particulele neutralizate se vor reuni n aglomerate mai mari care se sedimenteaz uor.
Fig.7.2 Decantor discontinuu7.5. Decantoare n sistem eterogen solid-lichid Aparatele n care se realizeaz sedimentarea n sistem solid-lichid sub influena forelor gravitaionale se numesc decantoare. Dup modul de funcionare avem decantoare discontinuue, semicontinuue i continuue.a) decantorul discontinuu (fig.7.2): acestea aparate pot fi simple rezervoare (1) de form paralelipipedic n care se introduce lichidul cu suspensie pe partea superioar (2) i se las pn se realizeaz sedimentarea produselor solide. Dispozitivele de tipul sifonului sau de tip basculant (3) permit evacuarea lichidului limpezit din stratul superior spre fundul vasului. Sistemul de evacuare poate fi nlocuit cu un sorb plutitor. Precipitatul se evacueaz la orificiul cu robinet (4). Decantarea discontinuu se realizeaz n toate rezervoarele de clarificare din industria vinului, n care caz uneori se lucreaz cu adaosuri pentru grbirea limpezirii.
Fig.7.3 Tava de rcire n industria beriib) tava de rcire n industria berii (fig.7.3) face parte din categoria decantoarelor semicontinue i sunt alctuite din: 1-vas de decantare; 2-perete pentru oprirea spumei; 3- record alimentare cu bere; 4-racord de evacuare must limpede; 5,6 -racorduri de evacuare ap splare i sedimente; 7- plutitor pentru eav basculant.
Fig.7.4Decantorul circular cu brae c) decantoarele continuue funcioneaz cu alimentare i evacuare continuu att a lichidului ct i a sedimentului. Din aceast categorie fac parte decantorul circular cu brae (fig.7.4) i decantorul circular cu brae supraetajat. Decantorul circular cu brae este alctuit dintr-un rezervor cilindric cu diametrul mare 1 i nlime mic descoperit i cu fundul puin nclinat spre centru. Pe un ax ventrical central sunt fixate 24 brae cu raclei, acionate n micare de rotaie de un motor electric i reductor (0,50,025 rot/min). Pe ax n partea central este montat o conduct cilindric 2 care servete drept alimentator. Elementele componente ale decantorului sunt: 1 rezervor cilindric; 2 conduct de alimentare; 3 pomp de nmol; 4 prag de preaplin; 5 sistem de acionare (motor electric i redactor); 6 ax vertical; 7 brae cu raclei.Lichidul limpezit traverseaz radial rezervorul spre periferie. La periferia rezervorului este un prag de preaplin 4 peste care lichidul limpezit se deverseaz i este evacuat. Particulele n suspensie n lichidul de alimentare sedimenteaz ajungnd pe fundul vasului. Nmolul depus pe fundul decantorului este mpins continuu spre centrul rezervorului de unde se evacueaz coninutul cu ajutorul unei pompe de nmol.
Fig.7.5 Decantorul circular cu brae supraetajat Acest decantor se utilizeaz pentru limpezirea apelor de splare din industria zahrului. Debitele de decantare sunt mari, pn la 12,5 [m3/h] i au diametre de pn la 100 [m]. Un dezavantaj ar fi pierderea mare de ap odat cu nmolul evacuate prin 3. Pentru reducerea suprafeei ocupate de aparat se construiesc decantoare etajate formate din mai multe decantoare circulare cu brae supraetajate (fig.7.5). Astfel de aparate se ntrebuineaz n industria zahrului pentru concentrarea nmolului din zeama carbonatat, nmolul fiind trimis la filtre pentru recuperare zemii antrenate cu nmolul. Pentru funcionarea corect a filtrelor sub depresiune, nmolul trebuie s aib cel puin 15% substan uscat. Se construiesc aparate cu 35 etaje (compartimente) cu diametre ntre 3 18 [m] n funcie de debitul de zeam limpezit.
8. Sortarea amestecurilor n industria alimentar8.1. Sortarea. GeneralitiOperaia de sortare se ntlnete n ramurile industriei alimentare (industria morritului, berii, spirtului uleiului, zahrului, amidonului, conservelor etc.) care utilizeaz ca materie prim seminele. Sortarea este operaia de separare a particulelor care se deosebesc unele de altele att prin natur i form (semine, cereale, praf, pleav etc.) ct i prin destinaia i mrimea lor (cereale, mazre, ovz, mzriche, neghin etc.) Operaia de sortare se poate face dup caracteristicile fizico-mecanice ale produsului de baz: dup dimensiune cu ajutorul sitelor; dup proprietile aerodinamice cu ajutorul curentului de aer; dup forma boabelor cu ajutorul trioarelor; dup proprietile magnetice ale fraciunilor cu ajutorul cmpului magnetic; dup culoare; dup diferena de densitate a particulelor n mediu lichid (mazre verde, granule de amidon).
8.2. Cernerea 8.2.1. GeneralitiCernerea este operaia de separare cu ajutorul sitelor n fraciuni, pe baza diferenelor de form si dimensiuni ale particulelor sau a amestecului de granule i pulberi. Aparatele utilizate poart denumirea de grtare, ciururi i site. La cernere, prin orificiile sitei trec marea majoritate a particulelor cu dimensiuni mai mici dect a orificiilor, care alctuiesc cernutul sau curentul inferior i rmn particulele care alctuiesc refuzul. Sita propriu-zis se confecioneaz din diferite materiale: din esturi textile, metalice, table perforate cu ochiuri de form circular, dreptunghiular sau ptrat. Caracteristicile principale ale sitelor sunt: dimensiunea ochiului (sub 1mm n diametru; peste 1 mm se numesc ciururi); numrul de ochiuri pe unitatea de lungime i de suprafa; totodat o caracteristic este suprafaa vie = cu raportul dintre seciunea orificiului (So) i seciunea total (St) a sitei exprimat prin relaia:
Sv= %.(8.1)Factorii care influenez operatia de cernere sunt: grosime stratului de material; forma orificiilor i a particulelor (circulare, alungite, ovale, ptrate etc.); umiditatea materialului; natura materialului (influeneaz prin frecare uzura abraziv a sitei); suprafaa activ de cernere.Metodele de realizare a cernerii sunt metoda: cernuturilor cnd sitele se aeaz cap la cap ncepnd cu cea cu ochiuri mai mici i terminnd cu cea cu ochiuri mai mari obinndu-se mai multe cernuturi i un singur refuz; metoda refuzurilor la care sitele sunt aezate suprapus, ncepd cu ochiuri mai mari i terminnd cu sita cu orificii mai mici se obin mai multe refuzuri i un singur cernut.
R1
R R2
C1C2 C3 R3C a)b)Fig.8.1 Metode de cernere: a - cernuturilor, b - refuzurilor La un numr de n site care formeaz aparatul de cernere se obin la metoda cernuturilor n+1 fraciuni dintre care n cernuturi i un refuz i n cazul metodei refuzurilor n refuzuri i un cernut. Cernerea se efectueaz pe site tehnice prin care trec fraciuni pn la 0,042 mm. 8.3. Aparate de cernere
12345Fig.8.2 Site cu micare plan-paralel alternativ8.3.1. Aparate de cernere cu micare plan-paralel se clasific n funcie de modul cum se realizeaz deplasarea materialului n raport cu sita n: aparate cu micarea plan paralel alternativ (fig.8.2) sau plan paralel circular a sitei (fig.8.3). Se utilizeaz la curirea cerealelor i la cernerea mlaiului. Micarea de dute-vino a sitelor de obicei dispuse nclinat, se realizeaz prin mecanisme biel-manivel sau cu excentric. Elementele componente ale sitei din figura 8.2 sunt: 1 alimentare; 2 sit; 3 evacuare refuz; 4 evacuare cernut; 5 mecanism de acionare tip biel-manivel.Alimentarea se face la partea superioar, produsul deplasndu-se apoi pe sita nclinat. Cernutul rezultat se evacueaz prin gura de evacuare (3) iar refuzul prin gura de evacuare (4). Sitele de cernere cu micare plan-paralel circular sunt aparate din care fac parte sita plan sau plansichterul frecvent ntlnit n intreprinderile de morrit i n industruia amidonului sau zahrului. n principiu o astfel de sit funcioneaz n felul urmtor: micarea de rotaie este transmis printr-un excentric la cadrul cu rame cu site.n figura 8.3. este redat schia de principiu a circulaiei produselor n interiorul unui pasaj de sit plan cu 12 rame cu site.
Fig.8.3. Aciunea paletelor asupra traiectoriei particulelor
Pentru ca materialul s se deplaseze continuu ntr-un sens se monteaz pe pereii laterali ai ramei cu site, palete din tabl sau n alte cazuri, se nclin sitele cu 4...5.Condiia de cernere n sitele plane este ca produsul s se afle n contact cu suprafaa de cernere un timp optim i s se deplaseze cu o vitez optim care s asigure cea mai mare probabilitate ca particulele mai mici dect orificiile sitei s treac prin aceasta, condiii realizate datorit felului de micare plan-circular care oblig fiecare particul s parcurg suprafaa de cernere de la un capt la altul ntr-o deplasare pe numeroase traiectorii circulare.
Fig.8.4. Schema forelor care acioneaz n cazul sitei planeSe consider un punct M pe sit n care se afl o particul. Pentru ca particula s se deplaseze pe sit este necesar ca fora centrifug FC imprimat particulei prin rotaia sitei plane s depeasc fora de frecare Ff a acesteia pe sit. Dac , respectiv n care: m-masa particulei ; -viteza unghiular; r- raza excentritii; - coeficientul de frecare sit produs. De unde Fa>Ff ; n-turaia (rot/min), de unde:
, sau .(8.2) n practic se utilizeaz n = 200220 [rot/min]. Se observ c la turaii mai mari este necesar o excentricitate r mai mic.8.3.2. Aparate de cernere cu micare de rotaieAparatele de cernere cu micare de rotaie se ntlnesc n industria morritului att pentru realizarea sortrii cerealelor n 2 sau 3 fraciuni ct i pentru realizarea cernerii finii. Ele pot avea form cilindric, hexagonal sau conic. Suprafaa tamburului se confecioneaz din sit cu orificii de diferite mrimi care cresc n sensul deplasrii materialului. Se folosete metoda cernuturilor. Mecanismul sortrii la sitele cu micare de rotaie decurge astfel: o particul aflat pe peretele sitei este supus unui sistem de fore: G = mg fora de greutate; Fc= m2r fora centrifug.
Fora normal N rezultant ce acioneaz asupra particulei este: ; Pentru ca particular de mas m s se desprind de suprafaa cilindrului este necesar ca: sau de unde .
Fig.8.5 Sisteme de fore ce acioneaz n cazul sitei rotativeSe oberv c desprinderea particulei de suprafaa cilindrului are loc n cadrul II deci deasupra diametrului orizontal. Dac: , atunci particular se deplaseaz mpreun cu cilindrul i separarea nu mai au loc. La limit se poate scrie: ; Pentru = tg rezult:
. (8.3)
n practic se apreciaz: [rot/min]; Productivitatea sitei cilindrice se calculeaz cu relaia:
[t/h], (8.4)n care: coeficient de afnare a materialului (0,6 0,8); - masa volumetric [kg/m3]; - unghiul de nchidere al tablei fa de orizontal [0]; h- nlimea stratului de material n tabl [m].8.4. Triorul cilindric cu alveole Triorul cilindric cu alveole este ntrebuinat pentru eliminarea impuritailor care cu aceleai dimensiuni n seciune trasversal ca i seminele, ns au lungime mai mare.
S2Fig.8.6 Triorul cilindric cu alveoleAS1Triorul de form cilindric are suprafa lateral interioar prevzut cu alveole tanate, cu ajutorul crora, particulele intrate n alveole la rotirea cilindrului s se ridice i s fie descrcate la o anumit nlime ntr-un jgheab collector. Particulele mai lungi nu pot intra complet n alveole inaintnd de-a lungul cilindrului. Turaia maxim a triorului se calculeaz cu formula:
nmax= [rot/s],(8.5)Trioarele se mpart n: trioare lente la care n =(0,2 0,3)nmax de regul cu cilindru nclinat cu 510 fa de orizontal; trioare rapide, la care n =(0,750,8) nmax cu axa de rotaie a cilindrului orizontal.8.5. Triorul spiral La acest tip de trior separarea particulelor solide se face pe baz de diferen de for centrifug. Fig.8.7 Triorul spiralTriorul spiral (fig. 8.7) servete la separarea sprturilor i boabelor mici de gru din deeuri pe baza diferenei de mas specific i a formei suprafeei particulelor. Datorit forei centrifuge care se dezvolt n timpul rostogolirii pe planul nclinat elicoidal, boabele rotunde sunt proiectate ctre marginile jgheabului putndu-se colecta astfel separat.
40321Fig.8.8 Principiul de separare magneticTriorul spiral are montat la partea superioar un dispozitiv de alimentare 1 cu ubr dozator. Prin cdere liber produsul se scurge pe suprafaa elicoidal 2 unde se produce separarea n 34 componente. Praful se colecteaz lng stlpul de susinere 4 al planului nclinat, sprtura de gru la mijlocul planului iar boabele rotunde de neghin i mzriche sunt dirijate nspre periferia jgheabului fiind captate de clapetele de deviere.8.6. Separarea magnetic n sistem solid-solid
Fig.8.9 Separator electromagnetic (5t/h)Elementele componente ale figurii 8.8 sunt: 1 carcas; 2 - particule de material; 3 magnetpermanent.Separatorul electromagnetic din figura 8.9 are urmtoarele elemente componente: 1 - tambur magnetic; 2 - ubr; 3 - band transportoare.
8.7. Separarea hidraulic: Se folosete la materiile prime care prezint diferene de flotabilitate ntre produsul conform i cel neconform de exemplu mazre coapt de cea verde.
- plnie de alimentare- plutitor- camer de flotaie-conduct de recirculare soluie NaCl (m=1080 kg/m3)- jgheab- conduct de evacuare produs- pomp de recirculare - colector soluie- conduct de golire10,11- site vibratoare de separare mazre Fig.8.10 Maina de splat prin flotaie
Fig.8.11 Maina de sortat prin flotaie Maina de sortat prin flotaie funcioneaz tot pe principiul hidraulic cu deosebirea c folosete aer comprimat n loc de soluie i este folosit la separarea impuritilor uoare, mici i grele respectiv mari de tipul cojilor, prafului, sprturilor, bulgrilor de pamnt i pietricele de produs. Principiul de funcionare este redat n figura 8.11.8.8. Separarea prin centrifugare 8.8.1. GeneralitiCentrifugarea este operaia de separare a componenilor sistemelor eterogene solid-solid, solid-lichid, solid-gaz, lichid-gaz sau lichid-lichid n cmp de fore centrifuge. Cmpul de fore centrifuge poate fi realizat prin: alimentarea sistemului eterogen ntr-un organ n micare de rotaie al unui utilaj (centrifug, separator centrifugal), unde are loc separarea fazelor sistemului; imprimarea unei micri de rotaie sistemului eterogen prin alimentarea tangenial n aparate fixe (hidrocicloane, cicloane);Separarea amestecurilor eterogene sub influena forei centrifuge se realizeaz pe baza a dou principii: prin sedimentare, separarea realizndu-se datorit diferenei de densitate a componenilor; prin filtrare, la care separarea amestecului solid-lichid are loc ca urmarea trecerii fazei fluide printr-un material filtrant;Cnd trebuie s se separe un amestec solid-lichid, utilajul se numete centrifug iar cnd se separ un amestec lichid-lichid sau se purific un lichid, utilajul se numete separator centrifugal. Separarea amestecurilor neomogene utiliznd efectul forei centrifuge se realizeaz n utilaje care poart denumirea generic centrifuge.
8.8.2.Factorii care influeneaz centrifugarea sunt: mrimea forei centrifuge: fora centrifug care se nate n cazul unei micri circulare a unui corp de mas m cu viteza unghiular pe o traiectorie de raz R este: F = m2R = m(2n/60)2R [N]; n care n reprezint turaia. Din expresia forei centrifuge reiese c, creterea acesteia se realizeaz mai uor prin mrirea turaiei dect prin mrirea diametrului tamburului. caracteristicile materialului: viscozitatea, existena spumei influeneaz negativ separarea; natura materialului din care se construiete centrifuga influeneaz prin calitile de rezisten mecanic i rezisten la coroziune.8.9. Centrifuge cu funcionare periodic n sistem solid-lichidAcestea efectueaz urmtorul itinerar tehnologic: centrifugarea propriuzis, uscarea sedimentului splat, frnarea i oprirea centrifugei urmat de descrcarea ei.
1h234nAEEA alimentare;E evacuare;1 tambur perforat;2 carcas;3 motor electric;4 transmisie; = 0,81 m;h = 0,350,52 m;n = 8501200 rot/min.
Fig.8.12 Centrifug filtrant cu descrcare manual
124nE13E1 evacuare filtrat;1 carcas;2 tambur perforat;3 motor electric;4 ax;
Fig.8.13 Centrifug filtrant cu tambur suspendat
1500A2n34E1E2A alimentare;E1 evacuare filtrat;E2 evacuare precipitat;1 tambur perforat;2 motor electric;3 carcas;4 disc de alimentare;
Fig.8.14 Centrifug filtrant suspendat cu descrcare automat
8.10. Centrifuge cu funcionare continu cu ax orizontal n sistem solid-lichidLa acest tip de centrifuge, toate fazele operaiei de separare se realizeaz continuu, caracteristic fiind modul de descrcare a materialului. Acestea se mpart n centrifuge filtrante cu ax orizontal i centrifuge cu ax vertical. Cele cu ax orizontal cu mpingerea pulsant a precipitatului, la care evacuarea sedimentului se face cu ajutorul unui disc de mpingere a crui micare pulsant este provocat de un piston coaxial acionat periodic de un motor hidraulic cu ulei.
12-16 curse/min6754312Ap splarefiltratAp splareprecipitatn
Fig.8.15 Centrifug filtrant orizontal
n figura 8.15 sunt reprezentate urmtoarele elemente: 1 tob filtrant, 2 con de alimentare, 3 disc pentru mpingerea precipitatului, 4 carcas, 5 ax tubular, 6 ax plin, 7 piston. Centrifuge filtrante continue cu ax vertical (cu tob conic), are tamburul de form tronconic, avnd un transportor elicoidal care se rotete cu turaie mai mic dect a tobei conice, servind la deplasarea sedimentului.
8.11. Centrifuge cu funcionare continu cu ax vertical n sistem solid-lichid
ap splare213alimentareevac.ap splareevac.siropn1n2 n2 u
8.13. Separatoare centrifugale n sistem lichid-lichid
Fig.8.19 Separator cu talere cilindrice concentrice28.5. 8.13.1. Separatoarele cu talere cilindrice concentrice (fig. 8.19)
Fig. 8.20 Separatoare cu talere tronconice Sunt ntlnite n industria vinului, berii, i a sucurilor din fructe. Elementul principal este toba cu talere, acionat n micare de rotaie printr-un ax vertical la turaia cuprins ntre 100250 rot/sec. Lichidul care trebuie limpezit este Introdus la presiune constant (pentru separatoarele ermetice) sau la presiune hidrostatic (la separatoarele semiermetice) axial, de unde va fi proiectat de ctre fora centrifug pe faa interioar a talerului inelar cel mai mic, unde sedimentul se reine i lichidul se deverseaz n zig-zag urcnd i cobornd printre talere pn ce ajunge la carcasa tobei la partea inferioar. Dup un numr de ore de funcionare se demonteaz si se ndeprteaz sedimentul.
8.13.2. Separatoare cu talere tronconice (fig. 8.20)
Fig.8.21. Supercentrifuge Sunt utilizate n industria uleiului la rafinarea acestuia i n industria laptelui (la obinerea smntnei). Prile principale sunt toba, sistemul, de alimentare i evacuare a produselor, axul de antrenare n micare de rotaie i carcasa de protecie i fixare. n tob se gsesc trei tipuri de talere: talerul central de alimentare, o serie de talere curente care realizeaz separarea fazelor i un taler superior cu rolul de a mpiedica amestecarea deja separate. Alimentarea se realizeaz sub influena presiunii hidrostatice i separarea are loc n regiunea talerelor curente. Faza cu densitatea cea mai mic (smntna) se colecteaz n partea dinspre axul de rotaie, se ridic i se evacueaz printr-o conduct de evacuare cu seciune variabil. Faza cu densitate mai mare i sedimentul solid su