Curs 8 Final
18
CURS 8 MOBILIER DIN MATERIALE METALICE – TEHNOLOGIE 2.5. Tehnologii specifice ingineriei suprafețelor În domeniul designului interior, la concepția și producția de mobilier se utilizează tot mai des componente atent pregătite în ceea ce privește ingineria suprafețelor Tratamente ale suprafețelor sunt aplicate la multe componente de mobilier și decor, având ca scop îndeplinirea următoarelor funcții: Păstrarea aspectului „ca nou” și prelungirea în acest fel a duratei de viață a finisajului; Îmbunătățirea rezistenței la coroziune; Crearea unei suprafețe care respinge mizeria, care satisface cele mai drastice standarde de igienă; Furnizarea unei suprafețe decorative, cu culoare și luciu durabile; Crearea unei suprafețe plăcute la atingere; Furnizarea unei suprafețe practice, a unei suprafețe rezistentă la uzare; Furnizarea de suprafețe cu un strat de protecție electrică; Furnizarea unei baze pentru aplicarea adezivilor sau a cernelurilor serigrafice, etc. Straturile protectoare cu materiale anorganice (metale, emailuri și ceramice ), sau organice (materiale plastice lacuri și vopsele) se realizează prin următoarele metode: chimică, electrochimică, și termochimică. Proprietățile (funcțiile) straturilor protectoare sunt realizate dacă se iau în considerare următorii factori: - proprietățile materialului de protejat; - starea suprafeței care urmează să fie protejată (curată și cu o anume rugozitate pentru o bună aderență a stratului); - compoziția (proprietățile) materialului de acoperire; - metoda de acoperire. Dacă un singur factor nu este respectat sau aplicat corespunzător, calitatea stratului protector este influențată nefavorabil. Realizarea unei protecții eficace (corespunzătoare) și durabile presupune îndepărtarea impurităților (oxizi, grăsimi, uleiuri sau alte substanțe organice, incluziuni nemetalice: nisip,
Transcript of Curs 8 Final
OCR Document
CURS 8MOBILIER DIN MATERIALE METALICE TEHNOLOGIE2.5. Tehnologii specifice ingineriei suprafeelor
n domeniul designului interior, la concepia i producia de mobilier se utilizeaz tot mai des componente atent pregtite n ceea ce privete ingineria suprafeelorTratamente ale suprafeelor sunt aplicate la multe componente de mobilier i decor, avnd ca scop ndeplinirea urmtoarelor funcii: Pstrarea aspectului ca nou i prelungirea n acest fel a duratei de via a finisajului; mbuntirea rezistenei la coroziune;
Crearea unei suprafee care respinge mizeria, care satisface cele mai drastice standarde de igien;
Furnizarea unei suprafee decorative, cu culoare i luciu durabile; Crearea unei suprafee plcute la atingere; Furnizarea unei suprafee practice, a unei suprafee rezistent la uzare;
Furnizarea de suprafee cu un strat de protecie electric;
Furnizarea unei baze pentru aplicarea adezivilor sau a cernelurilor serigrafice, etc.
Straturile protectoare cu materiale anorganice (metale, emailuri i ceramice ), sau organice (materiale plastice lacuri i vopsele) se realizeaz prin urmtoarele metode: chimic, electrochimic, i termochimic.Proprietile (funciile) straturilor protectoare sunt realizate dac se iau n considerare urmtorii factori:
proprietile materialului de protejat;
starea suprafeei care urmeaz s fie protejat (curat i cu o anume rugozitate pentru o bun aderen a stratului);
compoziia (proprietile) materialului de acoperire;
metoda de acoperire.
Dac un singur factor nu este respectat sau aplicat corespunztor, calitatea stratului protector este influenat nefavorabil.Realizarea unei protecii eficace (corespunztoare) i durabile presupune ndeprtarea impuritilor (oxizi, grsimi, uleiuri sau alte substane organice, incluziuni nemetalice: nisip, zgur etc.) prin degresare i decapare chimic (electrochimic) sau pe cale mecanic (sablare, periere, rectificare - lefuire i superfinisare lustruire), metoda mecanic realiznd i rugozitatea cerut de procesul tehnologic de acoperire.n figura 2.80 se prezint schematic clasificarea principalelor tehnologii specifice ingineriei suprafeelor. Tehnologiile, din domeniul celor fr modificarea compoziiei chimice (in spe, clirile superficiale) precum i acele tratamente de difuziune din domeniul celor cu modificarea compoziiei chimice au fost prezentate n cursul 7.2.5.1. Acoperiri cu straturi de conversie
Straturile de conversie rezult n urma reaciei dintre un reactant i suprafaa metalic formndu-se o pelicul de compui aderent la suprafa, care asigur o cretere a rezistenei la coroziune, la uzare, coeficient de frecare sczut, izolare termic i electric, uurarea deformrii plastice la rece (tragerea prin filiere a srmelor ), rol decorativ.
Aceste straturi se obin prin conversie chimic, sau electrochimic. Prin conversie chimic, suprafaa metalic reacioneaz cu o soluie apoas, rezultnd o pelicul de produi de coroziune aderent i relativ compact, care izoleaz suprafaa de mediul coroziv. Procedeele de conversie chimic sunt: fosfatarea, cromatarea, sulfurarea i oxidarea. Conversia electrochimic const n formarea unui strat superficial de oxid al metalului de baz, ca urmare a aciunii oxigenului rezultat prin electroliz, strat rezistent la coroziune, la uzare, la oboseal i cu proprieti decorative, i de izolare termic i electric a substratului. Procedee de formare a oxidului : anodizarea aluminiului (eloxarea), cu formarea ; anodizarea altor metale cu formare de strat de oxid al metalului respectiv, sulfurarea electrolitic, cu formare de sulfur de fier.2.5.1.1. Fosfatarea
Fosfatarea este un procedeu de acoperire protectoare ce const n formarea pe suprafaa metalului de protejat, a unor fosfai foarte greu solubili n ap ( practic insolubili), dar solubili n acizi minerali.
Acoperirea se poate prezenta sub dou aspecte fizice : fosfatarea propriu-zis, cu structura cristalin, i pasivarea, caracterizat printr-o acoperire amorf i se aplic pieselor din oel, font, zinc, cadmiu, magneziu, aluminiu i din aliajele lor n mai multe scopuri: pentru obinerea unei bariere protectoare fa de coroziunea atmosferic; ca substrat pentru vopsire, drept acoperire final, sau pentru realizarea unei finisri decorative; ca purttoare absorbante pentru lubrifiani;Fosfaii acoperitori rezult n urma reaciei ntre metal i acidul fosforic reacie nsoit de degajare de hidrogen, iar reacia general de fosfatare este:
Procedeele de obinere a straturilor acoperitoare se clasific n: fosfatare chimic prin imersare, pulverizare, sau pensulare; fosfatare electrochimic (catodic, anodic sau n curent alternativ).Indiferent de procedeu, succesiunea operaiilor pentru obinerea acoperirilor pe baz de fosfai este urmtoarea:
degresarea piesei n solveni organici;
sablarea pentru ndeprtarea zgurii, sau decaparea n acizi pentru ndeprtarea oxizilor; splarea n apa rece curgtoare; fosfatarea ntr-un amestec de conversie (soluia de fosfatare ); splarea cu ap i pasivare cu cromat, sau vopsire.Dup durata procesului se cunosc dou tipuri de fosfatare: lent (neaccelerat) i rapid (accelerat).Bile de fosfatare neaccelerat conin fosfai metalici primari ( de Fe, Zn Mn) i acid fosforic liber (Tabelul 2.1).
Tabelul 2.1. Bi de fosfatareNatura fosfatriiComponena biiCompoziia, g/lTemperatura, CDurata, min
Chimic, prin imersareDihidro-ortofosfat de fier i magneziu;
Oxid de zinc;
Azotat de sodiu;
Acid fosforic30
60
5
19510
Chimic, prin pulverizareHexametafosfat de sodiu;
Oxid de zinc;
Acid azotic;
Azotit de sodiu;
Acid fosforic0.5
134
96
0.25
396201.5
ElectrochimicFosfat trisodic;
Oxid de zinc;
Acid fosforic;
Densitate de curent: 34 A/dm2;
Tensiune: 15-20 V25
9
22657058
Bile trebuie nclzite la temperatura de regim nainte de nceperea lucrului, iar piesele mari sunt prenclzite n ap fierbinte. Aciditatea bii i temperatura de lucru trebuie riguros controlate, deoarece scderea temperaturii duce la formarea straturilor cu structur macrocristalina , n timp ce mrimea provoac impurificarea stratului cu nmol, provenit de la precipitarea fosfailor n soluie. Pentru mrirea vitezei de fosfatare (accelerare ), n soluii se introduc catalizatori (azotit sau azotat de sodiu etc.), care nltura efectul de polarizare al hidrogenului.
Fosfatarea electrochimic se realizeaz fie cu ajutorul curentului continuu, piesa jucnd rolul de catod, fie trecnd prin baie un curent alternativ care, n etapa anodic dizolv fierul, iar n cea catodic uureaz degajarea hidrogenului. Prin procedeul electrochimic rezult un strat monocristalin dens. Straturile de fosfai au proprieti nemetalice i nu au conductibilitate electric i prezint un aspect (culoare de la gri deschis la gri nchis) cristalin.Dintre aplicaiile industriale mai importante ale fosfatrii sunt cele care vizeaz pregtirea suprafeei pieselor n vederea aplicrii de vopsele, protecia anticoroziv.
2.5.1.2. CromatareaCromatarea este procedeul de formare a unor straturi protectoare de cromai pe suprafaa metalelor neferoase (Zn, Al, Mg, Cd, Cu) i a unor aliaje ale lor. Stratul de cromat insolubil se realizeaz prin atacul suprafeei metalice cu o soluie apoas de acid cromic (anhidrida cromic), acid fluorhidric sau srurile sale, acid sulfuric, acid fosforic i alte sruri. n tabelul 2.2, sunt date condiiile de lucru pentru cromatarea zincului i aluminiului, respectiv pentru cromatare cu fosfatare. n figura 2.83. sunt prezentate produse (piese/componente) cromatate din aluminiu, iar n figura 2.84, produse cromatate din zinc. Pentru producie de serie mare cromatarea se face automatizat (se folosesc dispozitive speciale, uneori chiar roboi pentru manipularea pieselor) dar, n producia de serie mic sau unicat manipularea se face de ctre operatori, care au echipament de protecie adecvat (figura 2.85).Tabelul 2.2. Condiii de obinere a straturilor de cromai.Compoziia biiCromatarea zinculuiCromatarea aluminiuluiCromatarea cu fosfatare
Anhidrid cromicAcid sulfuric
Bicromat de potasiu
Fluorur de potasiu
Acid fosforic
Temperatura, C
Durata procesului, s150 g/l4 g/l
-
-
-
25
5 - 103 7 g/l-
3 6 g/l
1 g/l
-
35
120 - 3005 g/l-
4 g/l
4 g/l
18 g/l
35
120-300
Mecanismul cromatrii este legat de dizolvarea ( solubilitatea ) metalului care are loc simultan cu reducerea ionilor de crom hexavalent . Rezult un strat de cromai micti, alcalini, neporos, lucios, cu aspect decorativ i cu proprieti protectoare bune.Dup cromatarea zincului, suprafaa este lucioas, argintie cu nuane albstrui, iar dup cromatarea aluminiului suprafaa are un aspect argintiu foarte plcut. Cromatarea se aplic n industria mobilei, automobilelor i mainilor agricole, n construcii civile i industriale, n industria de armament etc.2.5.1.3. Eloxarea
Eloxarea ( anodizarea aluminiului ) este procedeul de formare i cretere a peliculei de oxid de aluminiu () , n scop protector, protector-decorativ, de a crea o izolaie electric bun, sau ca substrat pentru acoperirea prin vopsire. Oxidarea anodic a aluminiului i aliajelor sale se efectueaz n diveri electrolii pe baz de acid sulfuric, acid cromic (anhidrida cromic), acid boric, acid oxalic etc. n tabelul 2.3 se prezint compoziia diferiilor electrolii i regimul de lucru.Tabelul 2.3. Condiii pentru oxidarea anodic a aluminiului i aliajelor de aluminiuCompoziia electrolituluiConcen traia, %Densitatea de curent, A/dm2Temperatura, CDurata,
minGrosimea peliculei, mAspectul peliculei
Anhidrid cromicAcid sulfuric
Acid sulfamic
Acid oxalic2.5 1010 20
5
10 - 130.3 0.6
1.3 2
1.5 5
1 3.540
20 30
35 45
15 - 355 35
15 45
20
10 - 302 8
8 25
20
10 - 30Gri mat, transparent, nuane de galben
Piesa din aluminiu se leag n baie la anod, drept catozi folosindu-se bare din plumb (electrolit: acid sulfuric), oel inoxidabil, sau grafit (electrolit : acid cromic sau acid oxalic) . La trecerea curentului electric prin electrolitul utilizat, pe suprafaa aluminiului se degaj oxigen, care reacioneaz cu metalul, formnd o pelicul de oxid de aluminiu. n figura 2.86. este prezentat schematic o instalaie de eloxare.Aluminiu si aliajele de aluminiu sunt des utilizate la componente de mobilier sau la elemente de decor. La expunerea n aer pe suprafaa proaspt curatat a aluminiului se formeaz o pelicula de oxid de numai 0.01 m. n atmosfera normal grosimea peliculei creste atingnd 0.02 0.2 m. Straturi de Al2O3 mai groase si mai uniforme cu rezistenta mai mare la coroziune se pot obine prin oxidarea chimica, i mai eficient prin oxidarea electrochimic a aluminiului. Prin eloxare grosimea peliculei atinge 2 30 m, n functie de conditiile de lucru (compozitia baii de electroliza, densitate de curent, durata electrolizei). n cazuri speciale, pentru anumite destinatii se depun pelicule pn la 200 - 300 m (anodizarea dur). Peliculele de Al2O3 obinute prin oxidarea anodica sunt aderente la substratul metalic, elastice, termorezistente, stabile la coroziunea atmosferica si n anumite medii corozive, dar au porozitati mari (SR 7043/1-93, SR 7043/5-90).
Procesul de eloxare este mprit n pregtire, eloxare, colorare (dac este cazul) i etanare. Succesiunea etapelor este prezentat n figura 2.87.
Obtinerea peliculei de Al2O3 pe cale electrochimicaH2SO4 fiind un electrolit tare, disocierea n ioni este aproape totala:
Apa este un electrolit slab:
La electrozi au loc urmatoarele reactii electrochimice:La catod (-):
La anod (+): Reacii secundare:
Compactizarea si colorarea n scop decorativ a stratului de Al2O3Stratul de Al2O3 format prin oxidarea anodica a aluminiului este poros. Pentru reducerea porozitii i eventual a capacitatii de absorbie se aplic tratamentul de hidratare a peliculei de Al2O3. Prin introducerea piesei eloxate n apa fierbinte la 95-98 C timp de 15 minute, n pori se formeaza oxid de aluminiu hidratat cu volum mare care astupa porii.Un alt procedeu de compactizare a peliculei de Al2O3 const n introducerea piesei acoperit cu stratul de oxid n solutie apoas de bicromat de potasiu. Se formeaz oxicromatul de potasiu Al2O3 CrO4 care nchide porii i are o aciune pasivant asupra aluminiului.Stratul de Al2O3 format prin oxidarea anodica este incolor si translucid. El poate fi colorat atunci cnd se cere o finisare decorativa. Colorarea se poate realiza prin urmatoarele metode (SR 7043/1-93):
Colorarea stratului de Al2O3 prin adsorbie de colorani; Colorarea printr-un procedeu electrochimic de depunere a oxizilor metalici colorai n porii stratului; Oxidarea anodica a aluminiului ntr-un electrolit adecvat, care produce direct un strat de oxid colorat pe anumite aliaje de aluminiu.n tabelul 2.4. sunt prezentate soluiile n care trebuie introduse succesiv piesele eloxate pentru a se colora n albastru, brun, galben, galben auriu, negru. Firmele productoare de repere, profile de aluminiu pot asigura o gam variata de colorare. n figura 2.88 este prezentat gama de culori (eloxare) din catalogul firmei SAPA, cu precizarea tipului de eloxare (eloxare natural sau dur) respectiv a metodei de colorare.Tabelul 2.4. Soluii utilizate pentru colorarea pieselor eloxate
CuloareSolutia ISolutia II
AlbastruFerocianura de potasiuClorura ferica
BrunFerocianura de potasiuSulfat de cupru
GalbenBicromat de potasiuAcetat de plumb
Galben auriuTiosulfat de sodiuPermanganat de potasiu
NegruAcetat de cobaltPermanganat de potasiu
Figura 2.88. Gam de culori eloxare - Catalog SAPA [3]n figura 2.89. sunt prezentate diferite produse eloxate. Verificarea calitii stratului de Al2O3Rezistenta la coroziune a peliculei de Al2O3 se verifica cu o solutie apoas de bicromat de potasiu, K2Cr2O7 si HCl. Se msoar timpul n care o picatura din solutia de K2Cr2O7 si HCl si schimba culoarea de la galben la verde. Schimbarea de culoare se datoreaza reducerii ionului Cr6+ la Cr3+ dupa distrugerea peliculei de Al2O3. Se considera c pelicula este suficient de protectoare dac timpul de modificare a culorii este de cel puin 5 minute la temperatura de 18 21 C si 3.5 minute la temperatura de 22 26 C.Continuitatea stratului de Al2O3 se verifica cu ajutorul solutiei de CuSO4, prin picurare pe suprafata eloxat, prin punerea n eviden a punctelor negre care apar la locurile neacoperite din stratul de oxid unde are loc o cuprare a aluminiului. Verificarea se considera corespunzatoare daca pe suprafata testata nu a aparut cupru metalic. Verificarea nu se aplica dect straturilor subtiri cu grosime de max. 5 m.2.5.1.4. Sulfurarea
Sulfurarea electrochimic a oelurilor la temperaturi joase se realizeaz n bi de sruri, piesa metalic fiind legat la anod. Pe parcursul electrolizei are loc conversia electrochimic a suprafeei i formarea unui strat de sulfur de fier aderent la substrat.Parametrii tehnologici ai sulfurrii electrochimice sunt : - densitatea de curent: ; temperatura: 195C; durata maxim 10 minute. Stratul de sulfur de fier rezultat are coeficient de frecare redus, rezisten la uzare, la oboseal i permite deformarea plastic a asperitilor n timpul frecrii, ceea ce conduce la diminuarea rugozitii. Sulfurarea electrochimic se aplic la angrenaje, pinioane, roi dinate, uruburi, la piese mecanice cu funcionare sever ( n cutiile de viteze, la transmisii) etc.
2.5.1.5. Oxidarea (Tratamente termochimice de protecie anticoroziv prin oxidare superficial)Prin acest tratament se urmrete n special creterea rezistenei la coroziune atmosferica. Se aplic pieselor n stare finit, executate n special din aliaje Fe C. .
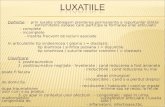
Aceast protecie se asigur prin formarea pe suprafaa pieselor respective a unei pelicule de magnetit (Fe3O4) a crei grosime este, obinuit, de ordinul micronilor, pelicul care se poate obine fie printr-o oxidare ntr-o baie alcalin pe baz de hidroxid de sodiu, tratamentul purtnd denumirea de brunare, fie printr-o oxidare ntr-o atmosfer de abur supranclzit (feroxare). Pe lng mrirea rezistenei la coroziune atmosferic se asigur i un aspect plcut. Magnetita este un mineral din grupa oxizilor de fier cu proprieti feromagnetice, fiind oxidul de fier cel mai rezistent fa de acizi i baze, cristalizeaz n sistemul cubic, cu formula chimic Fe3O4. (figura 2.90). Ionul de fier din mineral poate fi fier bivalent sau trivalent, de aceea magnetita este prezentat ca oxid de fier(II,III); duritatea mineralului pe scara lui Mohs este 5,5 - 6,5, culoarea neagr, urma neagr cu un luciu mat, metalic.
Brunarea se executa ntr-o soluie alcalin pe baz de hidroxid de sodiu care mai conine i azotat, azotit si clorur de sodiu. Parametrii tehnologici se determina n funcie de calitatea oelului tratat (%C) i de grosimea stratului de oxid dorit. De regul, se lucreaz la temperaturi cuprinse intre130...150 C, duratele de meninere variind ntre 20120 min., dup care se las 15...20 sec deasupra bii pentru scurgerea soluiei. Pentru un asemenea regim termic nu sunt de semnalat transformri structurale i deci nici modificri de proprieti, fapt care permite ca brunarea s se aplice cu rezultate bune i la OSC-uri ( la acestea se aplic n mod normal reveniri joase). Pentru ndeprtarea urmelor de soluie alcalin se face splarea n dou etape, nti n ap rece curgtoare apoi n ap cald la 70 C circa 0,5 ..1 min. Urmtoarea operaie este cea de pasivizare, care se realizeaz ntr-o soluie de spun past (10 2 %) , avnd temperatura de 60...70 C, n care se menin 3...5 min. Dup pasivizare se aplic uleierea , care asigur formarea unui film de ulei aderent la stratul brunat, n acest fel asigurndu-se suprafeelor brunate un luciu plcut.
Feroxarea se aplic n aceleai scopuri ca i brunarea, ns se realizeaz ntr-o atmosfer de abur supranclzit la temperatura de 550600 C. Se supun feroxrii, ndeosebi produse din oel aflate n stare finit. Piesele care urmeaz s fie supuse feroxrii se supun acelorai operaii pregtitoare ca i pentru brunare, dup care se introduc ntr-o retort n care sunt apoi nchise etan i nclzite timp de 20...30 min la temperaturi 350...370C, temperaturi la care se admite aburul n incinta de lucru. Dup o meninere de circa 30 min. se continu nclzirea la temperatura de regim unde are loc o meninere de 30 ...60 min cnd se produce oxidarea suprafeei, conform reaciei: .
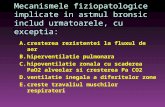
Ridicarea temperaturii la valori mai mari nu se accept deoarece, poate duce la apariia oxidului Fe2O3 mai puin rezistent la coroziune si mai fragil, i chiar la diminuarea duritii piesei supuse feroxrii. Rcirea arjei se face lent pana la 350 C n prezenta aburului, cu sau fr meninerea la aceast temperatur, dup care se oprete admisia aburului. Cnd piesele feroxate au ajuns n jur de 100 C sunt imersate ntr-o baie de ulei pentru uleiere iar apoi terse cu rumegu. In figura 2.91., este prezentat ciclograma tratamentului de feroxare. n figura 2.92. este prezentat desenul de ansamblu al unei instalaii de feroxare.
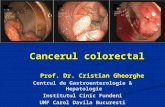
Figura 2.91. Desenul de ansamblu al unei instalaii de feroxare n figura 2.92. sunt prezentate (3D) principalele pri componente ale instalaiei de feroxare.Tablou de comand Generator de abur Traductor de presiune
Fig. 2.92. a) Tabloul de comand i generatorul de abur (vedere lateral i din fa)
Fig. 2.92. b) Condensatorul, 3D + seciune
Serpentin admisie abur Cuva de feroxare (cu capac) Manta metalic Zidrie cuptor Rezisten electric Termocupla
Fig. 2.92. c) Cuptorul electric (cu i fr cuva de feroxare)
Manta metalic capac
Zidrie capac
Ventilator
Motor ventilator
Fig. 2.92., d) Capac Fig 2.92., (a,b,c i d) Principalele pri componente ale instalaiei de feroxare.
Obs: Elementele componente ale instalaiei de feroxare sunt prezentate n figura 2.92., la scri diferite, neexistnd o anume corelaie ntre dimensiunea acestora. Corelaia dimensional ntre elementele componente ale instalaiei de feroxare se poate vedea in desenul de ansamblu (figura 2.91)
Figura 2.90. Magnetita (mineral)
Figura 2.85. Baie de cromatare
Figura 2.83. Produse cromatare aluminiu Figura 2.84. Cromatare zinc
Figura 2.91. Ciclograma tratamentului de feroxare
Figura 2.87. Procesul de eloxare succesiunea etapelor [3]
Figura2.86. Instalaie de eloxare
1.celula de electroliza
2. catod de plumb
3. anod de aluminiu
4.ampermetrul
5.sursa de curent
6. potentiometrul
7.voltmetrul
Baie de eloxare
Figura 2.89. Produse eloxate (Eloxare natral, eloxare dur, eloxare colorat)
Figura 2.82. Arcuri din mangan, fosfatate
Figura 2.81. Elemente de design din zinc, fosfatate
PAGE
_1208451337.unknown
_1208504372.unknown
_1208509808.unknown
_1208533895.unknown
_1208505221.unknown
_1208451565.unknown
_1208450710.unknown