CURS 7
4
PROGRAMAREA PRODUCŢIEI DE SERIE ŞI DE MASĂ 1. METODE DE ÎMBINARE ÎN TIMP A OPERAŢIILOR TEHNOLOGICE În producţia de serie este foarte importantă programarea operaţiilor în sensul utilizării cât mai depline a timpului de lucru şi în consecinţă, a reducerii duratei ciclului de fabricaţie. Producţia de serie se caracterizează prin repetarea pe aceleaşi locuri de muncă, a unui număr de operaţii identice, pentru o comandă sau un lot de produse identice, care se execută cu aceeaşi pregătire a fabricaţiei. Procesul poate fi redus la o succesiune de operaţii, dependente una de alta, sugerând drumul critic din cadrul unui proiect. Chiar dacă nu toate operaţiile sunt dependente unele de altele, prin programare, acestea se pot succeda, formând un drum. Pentru programarea acestui tip de lucrări există trei metode de programare, cunoscute sub denumirea de metode de îmbinare a operaţiilor tehnologice: • Îmbinarea succesivă ; • Îmbinarea paralelă ; • Îmbinarea mixtă ; Pentru explicare apelăm la următorul exemplu : Un lot de produse identice necesită prelucrări succesive pe 5 locuri de muncă. Să se construiască graficele de organizare în timp a procesului de realizare a lotului de 5 produse, utilizând metodele de îmbinare în timp. . min 1 min; 5 min; 3 min; 4 min; 2 5 5 4 3 2 1 = = = = = = t t t t t produse m Notăm cele 5 produse: P 1 , P 2 , P 3 , P 4 , P 5 1 0 . Îmbinarea succesivă constă în executarea fără întrerupere a prelucrării tuturor reperelor la fiecare operaţie şi trecerea la operaţia următoare cu întreg lotul de semifabricate. Durata ciclului operator pentru un lot de np produse se determină cu relaţia: D cops = np x Σ t i Metoda are avantajul utilizării compacte a timpului de lucru de la fiecare operaţie, dar conduce la un ciclu operator foarte lung. Pentru exemplul nostru : D cops = 5 ( 2 + 4 + 3 + 5 + 1 ) = 75 min. Graficul de desfăşurare în timp a operaţiilor este redat în figura 1. 2 0 . Îmbinarea paralelă constă în programarea executării fără întrerupere a fiecărui reper (bandă rulantă) şi determinarea convenabilă a începerii fiecărei operaţii, astfel că la operaţia cea mai lungă, numită operaţia principală să asigurăm continuitatea procesului. Durata procesului se determină cu relaţia : D copp = Σ t i + (np – 1 ) x t max .
-
Upload
madalina-madalinutzi -
Category
Documents
-
view
215 -
download
0
description
nknk
Transcript of CURS 7

PROGRAMAREA PRODUCŢIEI DE SERIE ŞI DE MASĂ
1. METODE DE ÎMBINARE ÎN TIMP A OPERAŢIILOR TEHNOLOGICE
În producţia de serie este foarte importantă programarea operaţiilor în sensul utilizării cât
mai depline a timpului de lucru şi în consecinţă, a reducerii duratei ciclului de fabricaţie. Producţia de serie se caracterizează prin repetarea pe aceleaşi locuri de muncă, a unui
număr de operaţii identice, pentru o comandă sau un lot de produse identice, care se execută cu aceeaşi pregătire a fabricaţiei. Procesul poate fi redus la o succesiune de operaţii, dependente una de alta, sugerând drumul critic din cadrul unui proiect. Chiar dacă nu toate operaţiile sunt dependente unele de altele, prin programare, acestea se pot succeda, formând un drum. Pentru programarea acestui tip de lucrări există trei metode de programare, cunoscute sub denumirea de metode de îmbinare a operaţiilor tehnologice: • Îmbinarea succesivă ; • Îmbinarea paralelă ; • Îmbinarea mixtă ;
Pentru explicare apelăm la următorul exemplu : Un lot de produse identice necesită prelucrări succesive pe 5 locuri de muncă. Să se
construiască graficele de organizare în timp a procesului de realizare a lotului de 5 produse, utilizând metodele de îmbinare în timp.
.min1min;5min;3min;4min;2
5
5
4
3
2
1
======
ttttt
produsem
Notăm cele 5 produse: P1, P2, P3, P4, P5
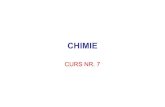
10. Îmbinarea succesivă constă în executarea fără întrerupere a prelucrării tuturor
reperelor la fiecare operaţie şi trecerea la operaţia următoare cu întreg lotul de semifabricate. Durata ciclului operator pentru un lot de np produse se determină cu relaţia:
Dcops = np x Σ ti Metoda are avantajul utilizării compacte a timpului de lucru de la fiecare operaţie, dar
conduce la un ciclu operator foarte lung. Pentru exemplul nostru : Dcops = 5 ( 2 + 4 + 3 + 5 + 1 ) = 75 min. Graficul de desfăşurare în timp a operaţiilor este redat în figura 1. 20. Îmbinarea paralelă constă în programarea executării fără întrerupere a fiecărui reper
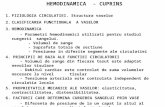
(bandă rulantă) şi determinarea convenabilă a începerii fiecărei operaţii, astfel că la operaţia cea mai lungă, numită operaţia principală să asigurăm continuitatea procesului.
Durata procesului se determină cu relaţia : Dcopp = Σ ti + (np – 1 ) x tmax.

Pentru exemplul nostru : Dcopp = 15 + 4 x 5 = 35 min. Îmbinarea paralelă are avantajul celei mai rapide metode, dar întreruperile care apar în
proces generează ineficienţă, mai ales dacă duratele operaţiilor diferă mult între ele. Graficul îmbînării paralele este prezentat în figura 2.
30. Îmbinarea mixtă utilizează avantajele celor două metode şi elimină dezavantajele
acestora. Metoda constă în executarea fără întrerupere a fiecărei operaţii şi determinarea convenabilă a momentului în care trebuie să înceapă fiecare operaţie. Pentra aceasta se stabilesc două reguli :
0 2 4 6 8 10 14 18 22 26 30 32 36 40 44 50 55 60 64 70 72 74 75 76
I
II
III
IV
P1 P2 P3 P4 P5
5t1 5t2 5t3 5t4 5t4
Fig.1. Îmbinarea succesivă
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34
I
II
III
IV
P1 P2 P3 P4 P5
t1 4t2 t3 t4 5t4 t5
Fig.2. Îmbinarea paralelă

a. dacă operaţia următoare este mai lungă decât cea precedentă se asigură continuitatea la primul reper ;
b. dacă operaţia următoare este mai scurtă decât cea precedentă se asigură continuitatea la ultimul reper.
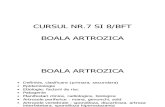
Graficul îmbînării mixte este prezentat în figura 3.Error! După cum se observă din grafic, în al doilea caz apare o întârziere în executarea primului
reper, numită decalaj între operaţia i şi i+1, care se determină cu relaţia : D i,i+1 = (np-1) x (ti – ti+1).
Astfel, decalajul dintre operaţiile 2 şi 3 este:
4 x (4-3) = 4 min ;
Decalajul între operaţia 4 şi operaţia 5 este: 4 x (5-1) = 16 min.
Durata ciclului operator în îmbinarea mixtă se determină cu relaţia :
Dcopm = Σ ti + Σ D i,i+1 + (np – 1 ) x tultim. În cazul nostru : Dcopm = 15 + 4 + 16 + 4 x 1 = 39 min. Se constată că durata ciclului operator în îmbinarea mixtă este foarte aproape de cel din
îmbinarea paralelă şi există situaţii când acesea sunt egale.
Fig.3. Îmbinarea mixtă
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
I
II
III
IV
V
P1 P2 P3 P4 P5
t1 4t2 – 4t3 t3 t4 4t4 – 4t5 5t5
D1

2. ORGANIZAREA ÎN FLUX TEHNOLOGIC A PRODUCŢIEI DE MASĂ Producţia de masă constă în repetarea la infinit a aceloraşi operaţii pe aceleaşi locuri de
muncă un timp îndelungat. Acest tip de producţie se pretează la o specializare îngustă, atât a instalaţiilor cât şi a resursei umane.
Metoda cea mai frecvent întâlnită pentru programarea producţiei de masă este organizarea în flux tehnologic.
Elementele definitorii ale fluxului tehnologic sunt : Tactul fluxului tehnologic reprezintă întervalul de timp între două treceri succesive ale produsului prin acelaşi punct al procesului. În situaţia ideală, durata fiecărei operaţii ar trebui să fie egală cu tactul liniei. În realitate nu se întâmplă aşa. Vom avea operaţii de durate egale, mai mici sau mai mari decât tactul. Pentru primele două categorii de operaţii sunt suficiente câte un singur loc de muncă. Pentru a treia categorie de operaţii sunt necesare mai multe locuri de muncă identice. Numărul acestor locuri de muncă se numeşte:numărul de multiplicitate. Numărul de multiplicitate se determină ca rotunjirea raportului dintre durata operaţiei şi valoarea tactului.
Să revenim la exemplul de mai sus şi să considerăm că linia tehnologică are tactul : T = 2min
Numerele de multiplicitate vor fi : N1 = 1 ; N2= 2 ; N3 = 2 ( raportul t3/T = 1,5 şi se rotunjeşte la 2) ; N4 = 3 ; N5 = 1
Vom nota cu a,b,c locurile de muncă identice de la o operaţie. Durata procesului este dată de relaţia :
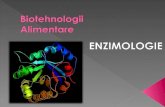
Dcopft = Σ ti + (np – 1 ) x T. Pentru exemplul nostru : Dcopft = 15 + 4 x 2 = 23 min. Constatăm că întreruperile în proces mai apar doar la operaţiile a căror durată nu se
împarte exact la tact. Situaţia ideală, în care se respectă integral principiul proporţionalităţii se obţine când tactul este divizor comun al tuturor duratelor operaţiilor. Dacă duratele sunt numere prime între ele, ca în cazul nostru, divizorul comun nu poate fi decât 1.
Graficul organizării în flux tehnologic este prezentat în figura 4.
0 2 4 6 8 10 12 14 16 18 20 22
I
II
III
IV
V
a
a
b
a
b
a
b
c
a
Fig.4. Organizarea în flux tehnologic