Curs 5 CNC

of 28
-
Upload
kimberly-fields -
Category
Documents
-
view
314 -
download
5
Transcript of Curs 5 CNC
-
8/12/2019 Curs 5 CNC
1/28
1
FREZAREA SUPRAFEELORCURBE COMPLEXE
1. Generarea suprafeelor curbe prin frezare
Configuraia geometric a unei piese din construcia de maini, este definit,n spaiu, cu ajutorul unui numr oarecare de suprafee simple sau
complexe care, din punct de vedere matematic pot fi considerate nitepnze fr grosime neaparinnd nici uneia dintre mediile pe care le separ.
Complexitatea configuraiei unei piese este determinat de rolul sufuncional, sistemul de solicitare mecanic, condiiile de exploatare, etc. iarsuprafeele care o definesc n spaiu pot fi exprimate cu ajutorul unor ecuaiide forma:
S(x,y,z) = 0, Z = f(x,y).
-
8/12/2019 Curs 5 CNC
2/28
2
Dacx,yi zsuntfuncii continue de doi parametrii ui v saui , atunci ecuaiile parametrice alesuprafeei respective sunt:
x = f1(u,v) = f1(,
) ;y = f2(u,v) = f2(,
);
z = f3(u,v) = f3(,
) ;Profilul unei
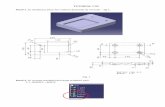
suprafee S(fig. 3.1) poate fi completdefinit dac suprafaa respectiv seintersecteaz cu dou plane P1i P2perpendiculare ntre ele. Curbele rezultateprin intersecia suprafeei date cu planurilerespective au ca expresii analitice,ecuaiile:
y = ym, z = f(x) ;
x = xm, z = f(y) ;
undexm i ym
reprezint nite valori constantecorespunztoare seciunilor de ordinul m.
Xyi
Fig.1. Generarea unei suprafee curbe prin frezare
Y
Z
xi
P1
P2
M(x,y,z)
S
z = f2(xi,y) z = f1(x,yi)
O
n
-
8/12/2019 Curs 5 CNC
3/28
3
Elementele specifice procedeului de frezare cu freze
cilindro-frontale cu cap sfericPrelucrarea prin achiere cu freze cilindro-frontale cu cap sferic, este un proces foartecomplex, datorat n primul rnd dispuneriitiuluipe o suprafasferic.
Procesul de frezare const ntr-o micareprincipalde rotaien, executatde freznjurul axei proprii, i o micare arbitrar deavans cu viteza vf, executatfie de scul,fiede semifabricat sau simultan scul isemifabricat n cazul traiectoriilor complexe,impuse de suprafaaprogramat(fig.2.).
Micrile n procedeul de frezare, fiindmicri relative ntre semifabricat i parteaachietoarea frezei, este convenabil, pentrusimplificare, s se considere semifabricatuln stare de repaus, micrile acestuia fiind
preluate de frez.
Fig.2. Frezarea cu freze cilindro-frontale cu cap
sferic
-
8/12/2019 Curs 5 CNC
4/28
4
Dispunerea tiului pe o suprafa
sfericdetermin
variaia
vitezei deachiere n funcie de diametrulefectiv a punctului considerat peti,mergnd pnla valori nule nvrful sculei.
Achia nedetaat are o formcomplex iar aria seciuniiinstantanee este variabil funciede unghiul de poziieal tiului.
Elementele geometrice specifice
procesului de frezare cu frezecilindro-frontale cu cap sferic, suntprezentate n figura 3.
Fig. 3. Elementele geometrice la frezarea cu freze
cilindro-frontale cu cap sferic
-
8/12/2019 Curs 5 CNC
5/28
5
Diametrul frezei la adncimea de achiere dat, numit diametrulefectiv, depinde de raza sferei vrfului frezei i de adncimea deachierepe direceaxial:
)a(2Ra2aRR2D pp2
p
2
e
sau relaiadevine
unde:De este diametrul efectiv;Rraza sferei vrfului frezei; apadncimea de achiere;Ddiametrul frezei.
Stabilirea diametrului efectiv are importandeosebit la calculul turaiei
frezei pentru atingerea valorii recomandate pentru viteza de achiere:
)a(Da2D ppe
e
as
D
v1000n
unde: neste turaiafrezei n rot/min;v
as
viteza de achieren m/min.
-
8/12/2019 Curs 5 CNC
6/28
6
Avansul pe dinte este unul dintre cei mai importani parametri ai procesului deachiere iar stabilirea valorii acestuia reprezint un obiectiv al optimizriiprocesului:
z
ssd
unde: seste avansul n mm/rot;znumrulde diniai frezei.
Valorile mici pentru rugozitate impun valori mici pentru parametriitehnologici sdiaeialegerea unor freze cu valori ct mai mari pentru raza la vrf R.Raza maxim, n fazele de finisare, este limitat de geometria piesei, astfel cdiminuarea rugozitiiteoretice se poate face prin diminuarea pasului trecerilor.
Dacpasul trecerilor este diminuat, implicit va avea loc o majorarea a numruluitrecerilor, pentru generarea aceleiai suprafee, cu consecine negative privindmajorarea timpului de prelucrare. Compensarea acestei majorri a numruluitrecerilor, respectiv a timpului de prelucrare, se poate face prin alegerea uneiviteze de avans corespunztormajorat:
znsv df
unde: vfeste viteza de avans n mm/min;nturaiafrezei n rot/min.
-
8/12/2019 Curs 5 CNC
7/28
7
Tipuri de freze cilindro-frontale cu cap sfericSculele achietoare au un rol important n cadrul industriei constructoare de
maini, prin faptul c majoritatea pieselor ce se execut n cadrul acestei industriise prelucreaz cu ajutorul sculelor achietoare a cror fabricaie necesitmateriale scumpe i deficitare, precum i o tehnicitate ridicat
Cunoaterea sculelor i mai ales a capacitii de achiere, care reprezint esenacaracteristicilor de utilizare, stabilind msura n care o scul achietoare
corespunde scopului prescris, ofer totodat posibilitatea aprecierii comparativea calitii diferitelor scule cu destinaie comun.
Principalele criterii de evaluare a sculelor sunt:Criteriul rezistenei la uzur sau a durabilitii;
Criteriul siguranei n exploatare sau a fiabilitii;Criteriul energiei specifice consumate n procesul de achiere;Criteriul rugozitii suprafeelor prelucrate prin achiere;Criteriul preciziei suprafeelor prelucrate;Criteriul costului minim sau economic.
-
8/12/2019 Curs 5 CNC
8/28
8
n figura 3.5 sunt prezentate cteva tipuri de freze cilindro-frontale cu capsferic utilizate la frezarea suprafeelorcurbe complexe, ncepnd de la frezecomplexe cu mai multe plcue pentru degroare tipul a), cu dou plcuepentru semifinisare tipul b), cu o plcupentru finisare tipul c), pnla freze
monobloc din carburi metalice pentru finisare cu patru dini tipul d) icu doidinitipul e), acoperind o gam largde diametre pentru partea activde la75 mm pnla 0,1 mm.
a) b) c)
d) e)Fig. 4.Tipuri de freze cilindro-frontale cu cap sferic
-
8/12/2019 Curs 5 CNC
9/28
9
Prelucrarea suprafeelorcurbe complexe prin frezare cu freze cilindro-frontale cucap sferic, a cunoscut amploare deosebit n ultimii ani datorit dezvoltriiindustriei de maini- unelte cu comand numeric, perfecionrii programelorCAD-CAM-CNC precum ia noilor tipuri de scule din carburi metalice.
La nivel mondial sunt recunoscui civa lideri n domeniul produciei de sculeachietoare cum ar fi:
SANDVIK CoromantSECO ToolsINGERSOLL Cutting Tools
WIDIAWALTERTITEX PLUS Precision Cutting ToolsMILLSTARISCARMITSUBISHI Materials Kobe Tools
-
8/12/2019 Curs 5 CNC
10/28
10
n ce privete frezele cilindro-frontale cu cap sferic pentru semifinisare i finisare,pot fi grupate n dou categorii mari, n funcie de forma constructiv dar i deprecizie i diametrul prii achietoare (fig. 5.).
Fig. 5. Precizia n funcie de diametrul frezelor cilindro-frontale cu cap sferic
-
8/12/2019 Curs 5 CNC
11/28
11
Importana procesului de achiere cu freze
cilindro-frontale cu cap sferic
Procesul de frezare cu freze cilindro-frontale cu cap sferic, se regsete nfabricaia pieselor cu suprafee curbe complexe din domeniile mai sus amintite,acolo unde procedeele clasice de generare prin achiere nu pot fi aplicate sau,duc la procese tehnologice complicate, neeconomice i de durat.
Fig. 6. Piese cu configuraie geometric complex
-
8/12/2019 Curs 5 CNC
12/28
12
Fig. 7. Dispozitiv de orientare-fixare din industria auto [118]
-
8/12/2019 Curs 5 CNC
13/28
13
Fig. 8. Exemple de repere de dispozitive din industria auto
1
1
1
1
2
2
2
2
3
-
8/12/2019 Curs 5 CNC
14/28
14
Fig. 9. Reper cu suprafee curbe complexe
SUPRAFEE CURBECOMPLEXE
ASPECTUL
SUPRAFEEI
3a
3b
Frezarea acestor suprafeese poate realiza, n condiiide productivitateiprecizie ridicate, numai pe centre de prelucrare cu comandnumeric,prin generare cu freze cilindro-frontale cu cap sferic i fabricaieasistatde calculator.
-
8/12/2019 Curs 5 CNC
15/28
15
Analiza elementelor specifice procedeului de frezare cu freze cilindro-frontale cucap sferic i a importanei lui n frezarea suprafeelor curbe complexe duce laurmtoarele concluzii:
- procedeul de frezare cu freze cilindro-frontale este un proces deosebit decomplex;
- evitarea achierii cu vrful frezei cilindro-frontale cu cap sferic se poate faceprin asigurarea unui unghi ntre axa de rotaie a frezei i normala la suprafa;
- producia industrial actual reclamnecesitatea efecturii unor studiiteoretice i experimentale asupra procesului de detaare a achiei la frezarea cufreze cilindro-frontale cu cap sferic, justificat de prelucrarea prin achiere a unuinumr tot mai mare de piese cu suprafee curbe complexe;
-n programarea centrelor de prelucrare cu comand numeric sunt necesare
informaii concrete privind orientarea optim scul-suprafa achiat i strategiaoptim de programare a traseelor de generare;
- cunoaterea metodelor moderne de prelucrare prin achiere cu freze cilindro-frontale cu cap sferic, bazat pe cercetri avansate asupra procesului, reprezint onecesitate de actualitate cu implicaii directe n industria constructoare de maini.
-
8/12/2019 Curs 5 CNC
16/28
16
Modelarea grafic a procesului de detaare a achieicu freze cilindro-frontale cu cap sferic
Procesul de formare a achiei, la frezarea cu freze cilindro-frontale cu capsferic i determinarea geometriei achiei nedetaate, pot fi realizate prinintermediul modelriigrafice n 3D-CAD, plecnd de la modele mai simple cuposibilitide dezvoltare ulterioarcu luarea n considerare a diferitelor aspectereale din procesul de frezare.
Elementele geometrice ale achiei,in special aria seciuniitransversale reale,prezint un interes deosebit pentru determinarea componentei principale aforelorde achiere,fiind proporionalcu aria seciunii.
Dac la anumite procedee de achiere grosimea achiei este constant, la
frezare in special la frezarea cu freze cilindro-frontale cu cap sferic, grosimearealheste variabilatt dupunghiul de poziieal tiului,n micareaderotaie ct i dup unghiul din planul axial dependent de adncimea deachiereap(fig. 10).
-
8/12/2019 Curs 5 CNC
17/28
17
Fig. 10. Grosimea achiei la frezarea cu freze cilindro-frontale cu cap sferic
-
8/12/2019 Curs 5 CNC
18/28
18
Prelucrarea prin achiere cu freze cilindro-frontale cu cap sferic, este un procesfoarte complex, datorat n primul rnd dispunerii tiului pe o suprafa sferic.
Procesul de frezare const ntr-o micare principal de rotaie executat de frez
n jurul axei proprii, i o micare arbitrar de avans executat fie de scul, fie desemifabricat sau simultan scul i semifabricat n cazul traiectoriilor complexe,impuse de suprafaa programat (3.2 fig. 3.2.).
Metoda utilizat n acest studiu geometric se bazeaz pe cteva condiii iniiale,care simplific pentru nceput abordarea fenomenelor:
- micarea tiului sculei, de la o traiectorie ortocicloidal (trahoidal fig. 11)se reduce, numai la o rotaie n jurul axei frezei (cercul 1 i cercul 2 fig. 11),nlocuind micarea de avans continuu cu dou poziii succesive ale tiului, ladistana de un avans pe dinte sd;
- suprafaa iniial este considerat plan, avnd n vedere elementul desuprafa de dimensiuni reduse luat n considerare;
- suprafaa generat la trecerea precedent este o suprafa cilindric.
-
8/12/2019 Curs 5 CNC
19/28
19
Fig. 11. Simularea traiectoriilor trahoidale i circulare
TRAHOIDA
CERCUL 1
CERCUL 2
x
y
-1 0 1 2 3 4 5 6 7 8 9
-5
-4
-3
-2
-1
0
1
2
3
4
5
X
Y
n
2
tsin2
Dx
2
tcos2
Dt
2
sy d
tsin2
Dx
tcos2Dy
tsin2
Dx
tcos2
Dsy d
+
-
8/12/2019 Curs 5 CNC
20/28
20
Fig. 12. Reprezentarea 3D a suprafeelor i achia nedetaat
12
3
4
5
- 1 - suprafaa iniial plan z = - (R - ap);- 2 - prima rotaie sfer x2+ (y - sd)2+ z2= R2;
- 3 - a doua rotaie sfer x2+ y2+ z2= R2;- 4 - prima trecerecilindru circular (x-ae)2+ z2= R2;
- 5 - forma achiei nedetaate ,
-
8/12/2019 Curs 5 CNC
21/28
21
Fig. 13. Extragerea volumului de achie nedetaat n AutoCAD 2002
Sistemele CAD permit deducerea geometric a unor volume cuprinse ntreanumite suprafee (fig. 13) iapoi vizualizarea acestora din diferite unghiuri (fig.14.).
-
8/12/2019 Curs 5 CNC
22/28
22
Fig. 14. Vederi din unghiuri diferite ale achiei nedetaate
Volumul i forma achiei nedetaate sunt aceleai pentru prelucrarea cuaceeai freziaceiaiparametri de achiere ( avans pe dinte, adncime deachierepe direcieaxial,adncime de achierepe direcieradial),indiferentde orientarea frezei fa de normala la suprafa,ns modul n care are locintrarea
tiului n
achiere,
variaia ariei
seciunii instantanee a
achiei
nedetaate, lungimea contactului tiului cu suprafaa achiat, sunt strictdependente de orientarea axei sculei fade normala la suprafaide modulde deplasare a sculei fade semifabricat (modul de generare).
-
8/12/2019 Curs 5 CNC
23/28
23
Variaia seciunii de achie nedetaat la frezarea
n 3 axe, fr nclinarea semifabricatului
Sistemul geometric de coordonate stabilit pentru acest studiu grafic, este untriedru de sens direct, asociat axelor de deplasare rectilinie ale unei maini-unelte comandat numeric, conform recomandrii ISO R-841-1968 i STAS8902-1971 (fig. 15).
Fig. 15. Frezare n 3 axe n contra avansului
-
8/12/2019 Curs 5 CNC
24/28
24
a) b)
Y
X
Z
TIUL SCULEIACHIANEDETAAT
SECIUNEINSTANTANEE
VRFUL SCULEI
PROIECIA X-Y A ACHIEINEDETAATE
Fig. 16. Simularea grafic a procesului
Secionnd achia nedetaat cu un plan normal (care simuleaz faa dedegajare a dintelui frezei cu=0o) pe planulX-Yi rotindu-l n jurul axei Z caretrece prin vrful sculei ( simulnd rotaia frezei fig. 16), se obin n 3D-CAD,
cteva seciuni reprezentative (fig. 17, fig. 18).
-
8/12/2019 Curs 5 CNC
25/28
-
8/12/2019 Curs 5 CNC
26/28
26
SECIUNEAINSTANTANEE
Fig. 19. Determinarea ariei seciunii instantanee n AutoCAD 2002
Dnd valori reale parametrilor (ap, ae, sd, D) iutiliznd programul 3D-CAD se pot determina valorile seciunii de achieA, n funcie deunghiul de poziieal tiuluin micareade rotaiea frezei (fig. 19).
-
8/12/2019 Curs 5 CNC
27/28
27
Fig. 19. Variaia ariei seciunii de achie
pentru cele trei situaii diferite
V1 = 0,0634 mm3
V2 = 0,1237 mm3
V3 = 0,1273 mm3
1
2
3
D=8 mm; sd=0,1 mm
-
8/12/2019 Curs 5 CNC
28/28
28
a) b)
C.A. - 0o S.A. - 0o
1
Fig. 20. Comparaie ntre suprafeele generate fr nclinare
! !
Frezarea suprafeelor fr nclinare, duce la meninerea permanent avrfului sculei n contact cu suprafaagenerat, rezultnd mici cratere (fig.20, poz. 1), situate sub nivelul minim al tuturor asperitilor(fiind pe zona de
minim a canalelor cilindrice generate de frez),foarte dificil denlturatprinfinisare manual cu hrtie abraziv (operaie care se execut de regulpentru obinereacalitiide suprafaimpus).