Cap.iii bazele comenzii numerice
85
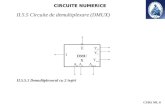
3.BAZELE COMENZII NUMERICE 3.1 Aspecte generale Se da: Realizarea piesei pe un sistem CNC presupune: proiectarea unei tehnologii adecvate ( faze, operatii, scule, reg. de aschiere); efectuarea de catre scula a deplasarilor care se impun. Fig 3.1 PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
-
Upload
climente-alin -
Category
Engineering
-
view
81 -
download
5
Transcript of Cap.iii bazele comenzii numerice
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
3.BAZELE COMENZII NUMERICE
3.1 Aspecte generale
Se da:
Realizarea piesei pe un sistem CNC presupune:
proiectarea unei tehnologii adecvate ( faze, operatii, scule, reg. de aschiere);
efectuarea de catre scula a deplasarilor care se impun.
Fig 3.1
CAP I
CAP II
CAP V
CAP VI
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
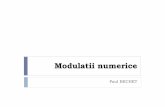
Ca urmare trebuie stabilite Informatiile necesare prelucrarii si codificarea acestora:
Informatii tehnologice(scula T, turatia S, avansul F);
Informatii de deplasare (X,Y,Z,A,B,..);
Traiectoria sculei: echidistanta/conturul piesei.
Fig 3.2
CAP I
CAP II
CAP V
CAP VI
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
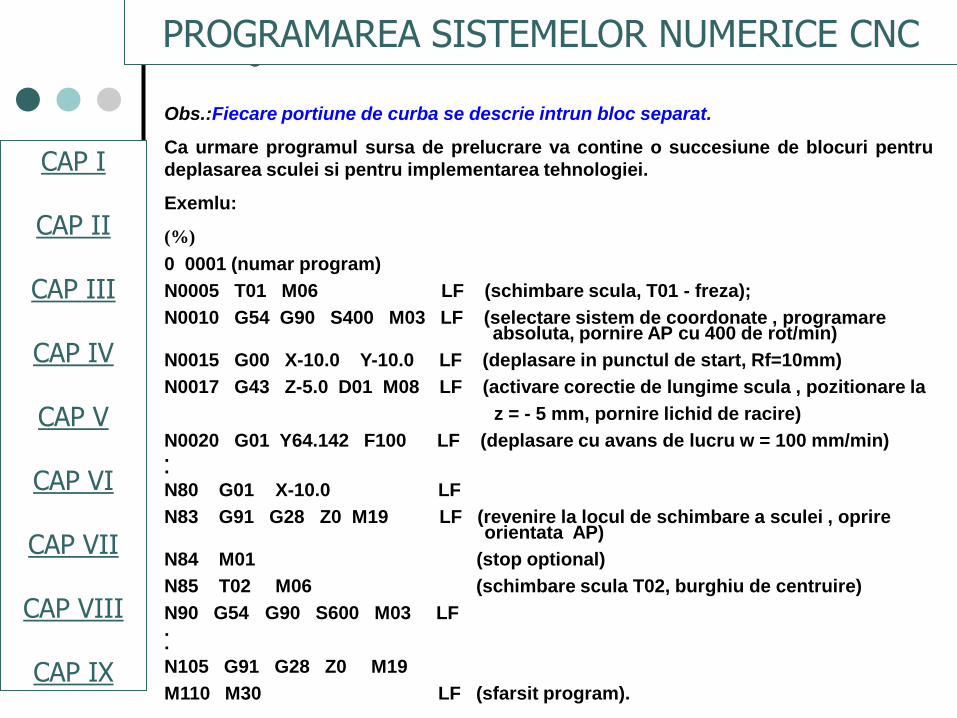
Obs.:Fiecare portiune de curba se descrie intrun bloc separat.
Ca urmare programul sursa de prelucrare va contine o succesiune de blocuri pentru
deplasarea sculei si pentru implementarea tehnologiei.
Exemlu:
(%)
0 0001 (numar program)
N0005 T01 M06 LF (schimbare scula, T01 - freza);
N0010 G54 G90 S400 M03 LF (selectare sistem de coordonate , programare absoluta, pornire AP cu 400 de rot/min)
N0015 G00 X-10.0 Y-10.0 LF (deplasare in punctul de start, Rf=10mm)
N0017 G43 Z-5.0 D01 M08 LF (activare corectie de lungime scula , pozitionare la
z = - 5 mm, pornire lichid de racire)
N0020 G01 Y64.142 F100 LF (deplasare cu avans de lucru w = 100 mm/min)..
N80 G01 X-10.0 LF
N83 G91 G28 Z0 M19 LF (revenire la locul de schimbare a sculei , oprire orientata AP)
N84 M01 (stop optional)
N85 T02 M06 (schimbare scula T02, burghiu de centruire)
N90 G54 G90 S600 M03 LF..
N105 G91 G28 Z0 M19
M110 M30 LF (sfarsit program).
CAP I
CAP II
CAP V
CAP VI
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
Analiza programului evidentiaza patru structuri de programare:
structura pentru start;
structura pentru pregatirea inlocuirii sculei “i”;
structura pentru activarea sculei “i+1” ;
structura pentru terminarea programului.
CAP I
CAP II
CAP V
CAP VI
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
3.2 Programarea ECN
3.2.1 Informatii necesare programarii:
:
dimensiunile piesei,
deplasările sculei cu menţionarea axei (ghidajul),
secvenţele de prelucrare specifice fiecarei operatii de prelucrare,
selectare sculă,
selectare viteza de aşchiere şi de avans (parametrii tehnologigici).
Programatorul sortează informaţiile pentru fiecare secventă şi le converteşte într-un
limbaj înteles de ECN – cod ISO – conform DIN 66025. [26,30,31,32,1,9,11]
CAP I
CAP II
CAP V
CAP VI
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
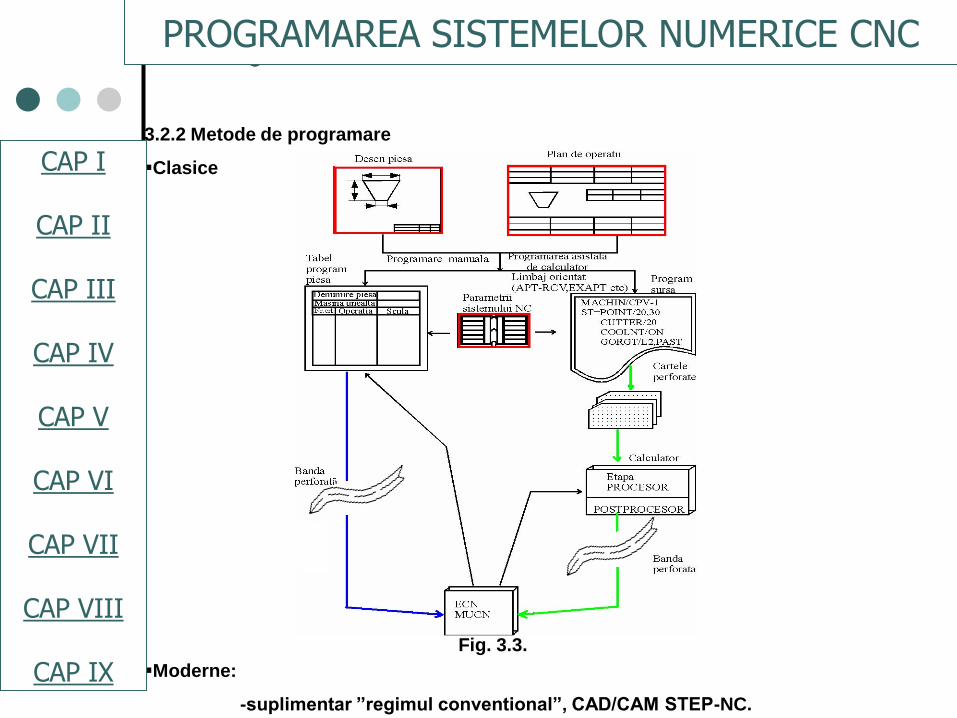
3.2.2 Metode de programare
Clasice
Moderne:
-suplimentar ”regimul conventional”, CAD/CAM STEP-NC.
Fig. 3.3.
CAP I
CAP II
CAP V
CAP VI
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
3.3. Programarea manuală
Se bazeaza pe utilizarea codurilor G si M
-Prin intermediul lor se transmit anumite comenzi ECN cum ar fi: deplasarea cu avans
rapid (G00), deplasare cu avans de lucru dupa o traiectorie liniara (G01), schimbare
scula M06 etc.
-Acest mod de programare mai este denumit si sistemul ISO de programare.
CAP I
CAP II
CAP V
CAP VI
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
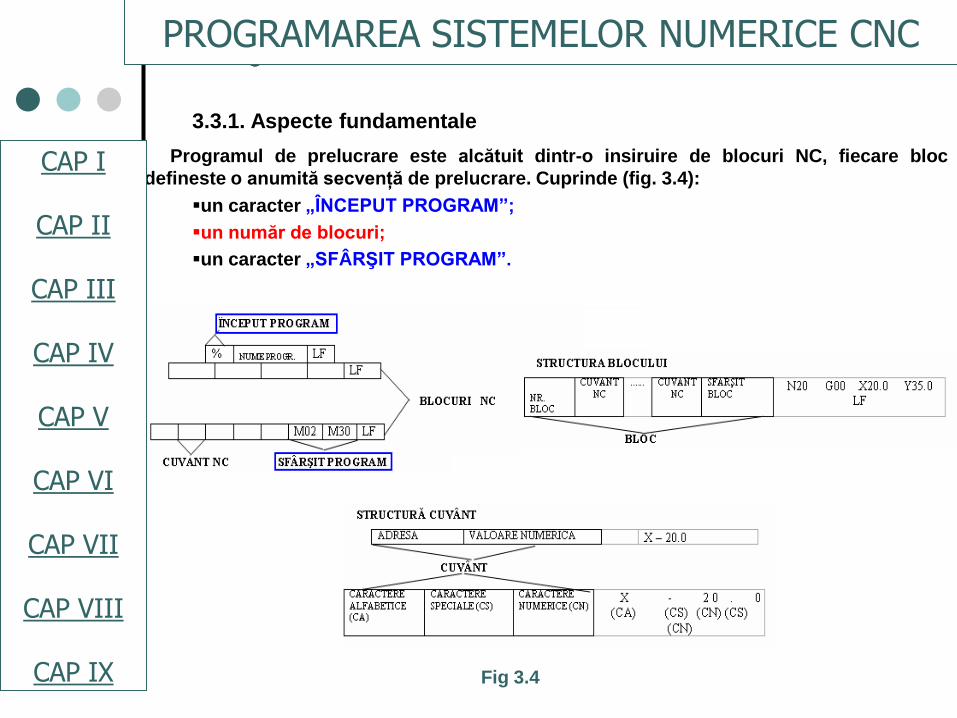
3.3.1. Aspecte fundamentale
Programul de prelucrare este alcătuit dintr-o insiruire de blocuri NC, fiecare bloc
defineste o anumită secvenţă de prelucrare. Cuprinde (fig. 3.4):
un caracter „ÎNCEPUT PROGRAM”;
un număr de blocuri;
un caracter „SFÂRŞIT PROGRAM”.
Fig 3.4
CAP I
CAP II
CAP V
CAP VI
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
CAP I
CAP II
CAP V
CAP VI
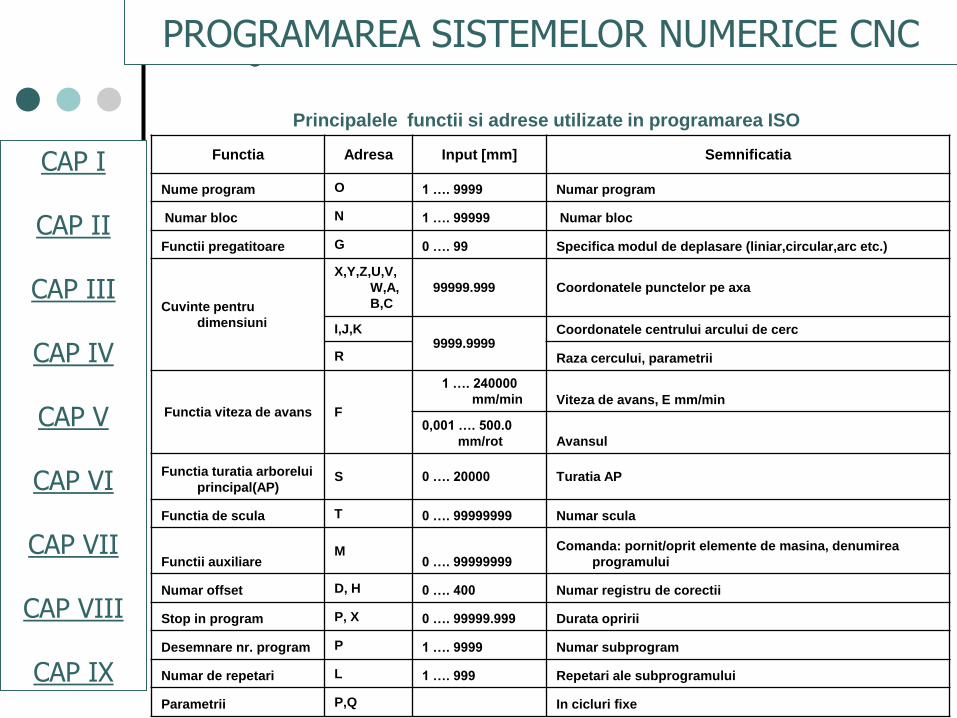
Functia Adresa Input [mm] Semnificatia
Nume program O 1 …. 9999 Numar program
Numar bloc N 1 …. 99999 Numar bloc
Functii pregatitoare G 0 …. 99 Specifica modul de deplasare (liniar,circular,arc etc.)
Cuvinte pentru
dimensiuni
X,Y,Z,U,V,
W,A,
B,C
99999.999 Coordonatele punctelor pe axa
I,J,K9999.9999
Coordonatele centrului arcului de cerc
R Raza cercului, parametrii
Functia viteza de avans F
1 …. 240000
mm/min Viteza de avans, E mm/min
0,001 …. 500.0
mm/rot Avansul
Functia turatia arborelui
principal(AP)S 0 …. 20000 Turatia AP
Functia de scula T 0 …. 99999999 Numar scula
Functii auxiliareM
0 …. 99999999
Comanda: pornit/oprit elemente de masina, denumirea
programului
Numar offset D, H 0 …. 400 Numar registru de corectii
Stop in program P, X 0 …. 99999.999 Durata opririi
Desemnare nr. program P 1 …. 9999 Numar subprogram
Numar de repetari L 1 …. 999 Repetari ale subprogramului
Parametrii P,Q In cicluri fixe
Principalele functii si adrese utilizate in programarea ISO
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
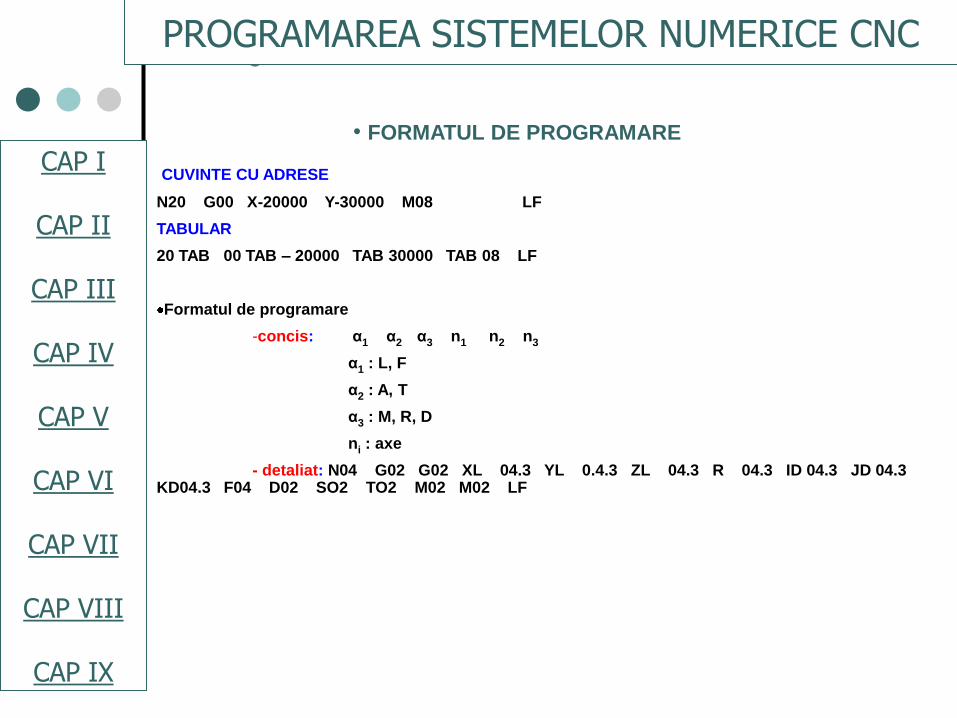
CUVINTE CU ADRESE
N20 G00 X-20000 Y-30000 M08 LF
TABULAR
20 TAB 00 TAB – 20000 TAB 30000 TAB 08 LF
Formatul de programare
-concis: α1 α2 α3 n1 n2 n3
α1 : L, F
α2 : A, T
α3 : M, R, D
ni : axe
- detaliat: N04 G02 G02 XL 04.3 YL 0.4.3 ZL 04.3 R 04.3 ID 04.3 JD 04.3 KD04.3 F04 D02 SO2 TO2 M02 M02 LF
• FORMATUL DE PROGRAMARE
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
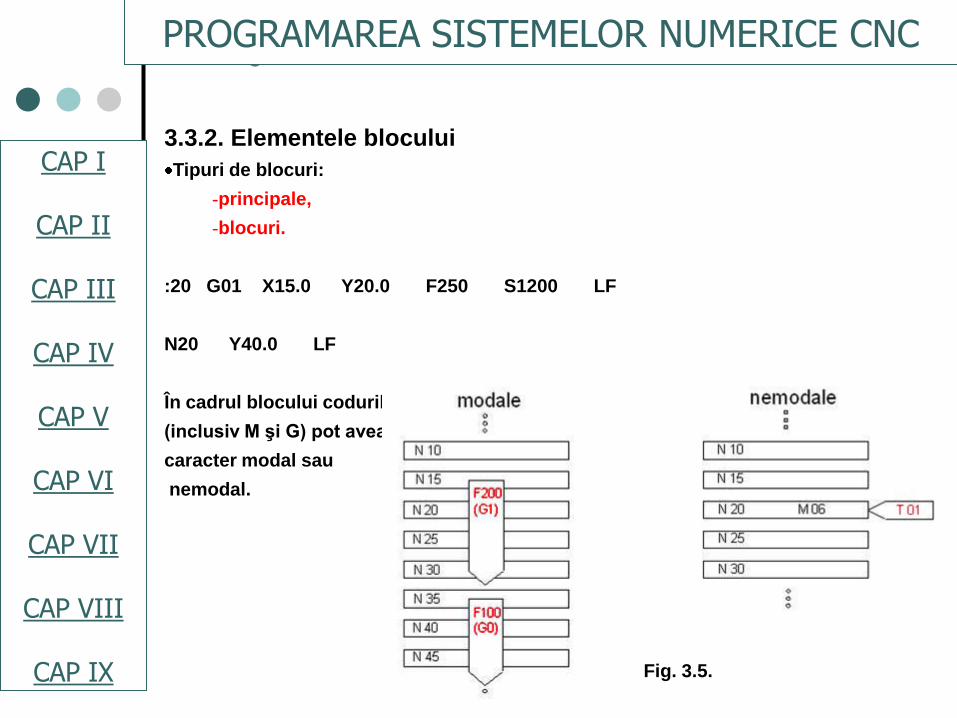
3.3.2. Elementele blocului
Tipuri de blocuri:
-principale,
-blocuri.
:20 G01 X15.0 Y20.0 F250 S1200 LF
N20 Y40.0 LF
În cadrul blocului codurile
(inclusiv M şi G) pot avea
caracter modal sau
nemodal.
Fig. 3.5.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
- blocuri opţionale (eliminabile)
/ N20 Y40.0 LF
/ : 20 G01 X15.0 Y20.0 F250 S1200 LF
„%”funcţia: - început program
- şterge informaţii din memoriile ECN (excepţie corecţii şi poziţii)
Un bloc principal urmat de mai multe blocuri pot constitui o secţiune din program
dedicată prelucrarii cu o anumită sculă.
: 30 G00 ........................................T02 M06 LF
N35........ Secţiune
N40......... dedicată
N45....... prelucrării
. cu scula
. numarul 2 (T2)
.
: 80 .................T03.....................LF
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
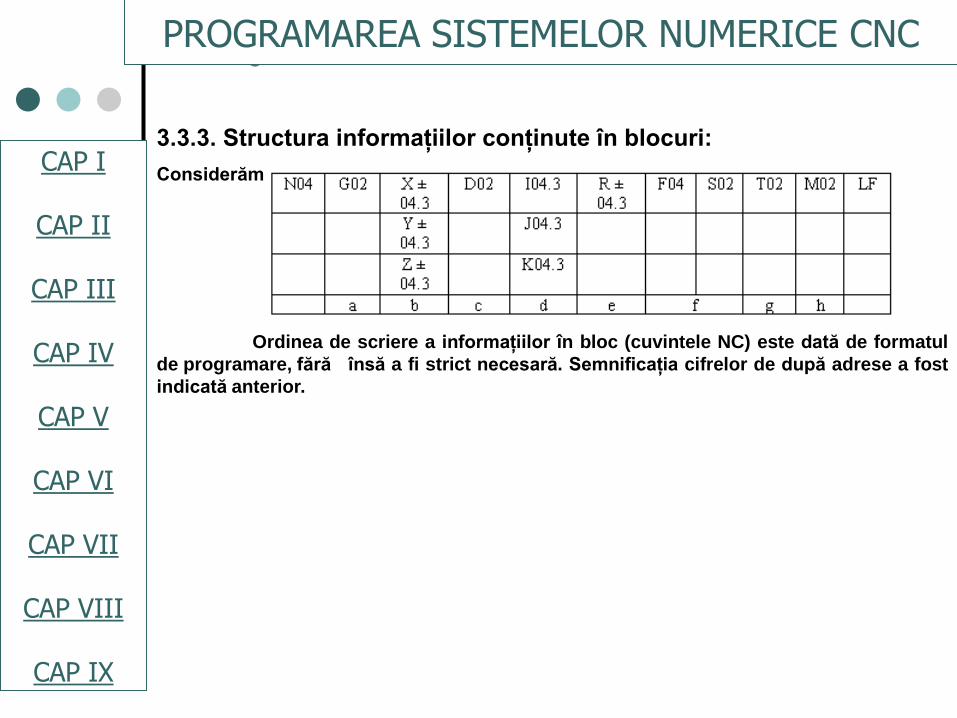
3.3.3. Structura informaţiilor conţinute în blocuri:
Considerăm
Ordinea de scriere a informaţiilor în bloc (cuvintele NC) este dată de formatul
de programare, fără însă a fi strict necesară. Semnificaţia cifrelor de după adrese a fost
indicată anterior.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
Prin cele două cifre de după adresa G se generează, în ECN, o operaţie de natură
nedimensională cum ar fi:
Selectarea unei mişcări de poziţionare sau conturare ( G00, G09, G02, G03);
Activarea corecţiilor de sculă (G40, G41, G42, G43, G44);
Selectează anumite cicluri fixe (G80, G81,...);
Selectează modul de cotare (G90, G91);
Activează diferite deplasări de origine (G92, G54...).
Pot fi programate, într-un bloc mai multe funcţii G dar nu din aceeaşi grupă.
La unele echipamente CNC sunt implementate funcţii G urmate de un grup de
caractere mai mare decât cifra 2 (G309, BRISC).
3.3.3.1.Functii pregatitoare (G)
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
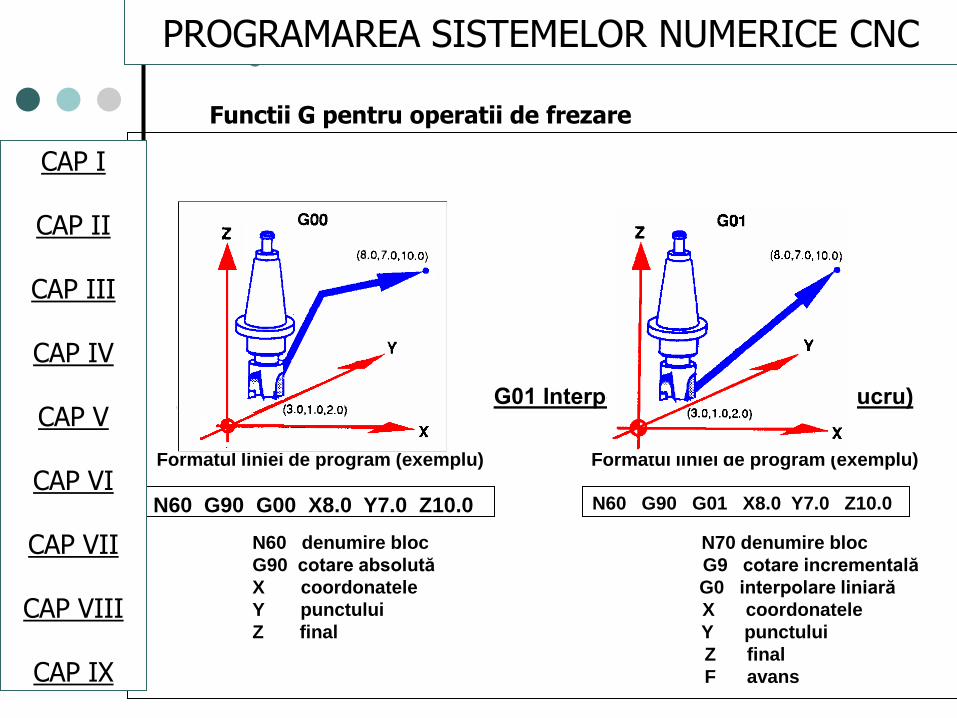
• G00 Poziţionare G01 Interpolare liniară (avans de lucru)
G00 X _ Y _ Z _ : G01 X _ Y _ Z _ F _ :
Formatul liniei de program (exemplu) Formatul liniei de program (exemplu)
N60 denumire bloc N70 denumire bloc
G90 cotare absolută G9 cotare incrementală
X coordonatele G0 interpolare liniară
Y punctului X coordonatele
Z final Y punctului
Z final
F avans
N60 G90 G00 X8.0 Y7.0 Z10.0 N60 G90 G01 X8.0 Y7.0 Z10.0
PROGRAMAREA SISTEMELOR NUMERICE CNC
Functii G pentru operatii de frezare
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
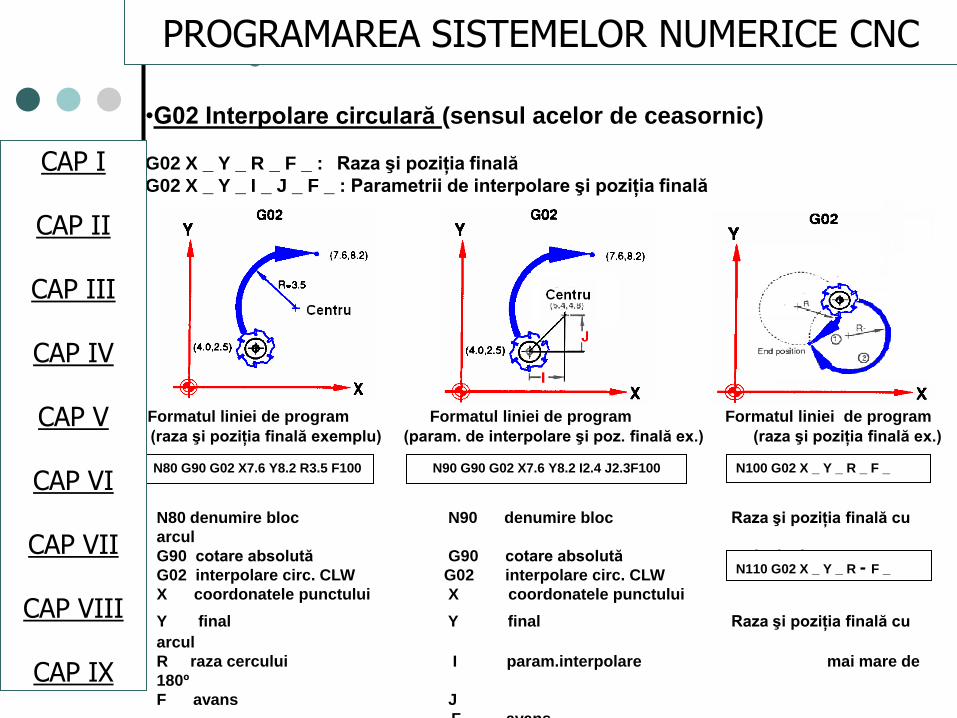
N80 G90 G02 X7.6 Y8.2 R3.5 F100 N90 G90 G02 X7.6 Y8.2 I2.4 J2.3F100 N100 G02 X _ Y _ R _ F _
Formatul liniei de program Formatul liniei de program Formatul liniei de program
(raza şi poziţia finală exemplu) (param. de interpolare şi poz. finală ex.) (raza şi poziţia finală ex.)
N80 denumire bloc N90 denumire bloc Raza şi poziţia finală cu
arcul
G90 cotare absolută G90 cotare absolută mai mic de 180º
G02 interpolare circ. CLW G02 interpolare circ. CLW
X coordonatele punctului X coordonatele punctului
Y final Y final Raza şi poziţia finală cu
arcul
R raza cercului I param.interpolare mai mare de
180º
F avans J
F avans
N110 G02 X _ Y _ R - F _
•G02 Interpolare circulară (sensul acelor de ceasornic)
G02 X _ Y _ R _ F _ : Raza şi poziţia finală
G02 X _ Y _ I _ J _ F _ : Parametrii de interpolare şi poziţia finală
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
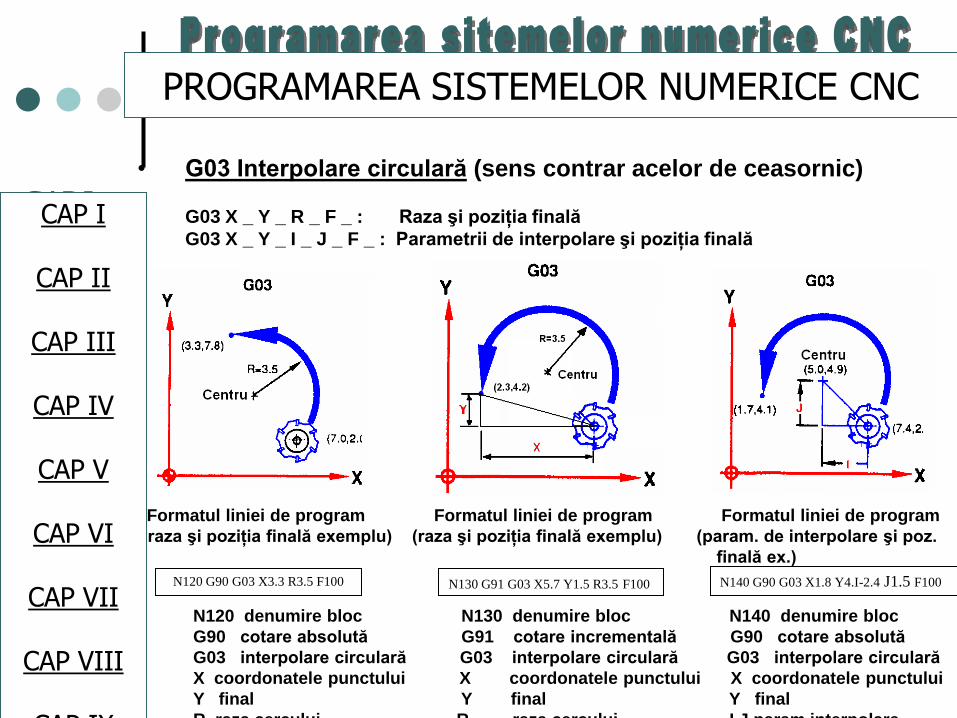
• G03 Interpolare circulară (sens contrar acelor de ceasornic)
G03 X _ Y _ R _ F _ : Raza şi poziţia finală
G03 X _ Y _ I _ J _ F _ : Parametrii de interpolare şi poziţia finală
Formatul liniei de program Formatul liniei de program Formatul liniei de program
(raza şi poziţia finală exemplu) (raza şi poziţia finală exemplu) (param. de interpolare şi poz.
finală ex.)
N120 denumire bloc N130 denumire bloc N140 denumire bloc
G90 cotare absolută G91 cotare incrementală G90 cotare absolută
G03 interpolare circulară G03 interpolare circulară G03 interpolare circulară
X coordonatele punctului X coordonatele punctului X coordonatele punctului
Y final Y final Y final
R raza cercului R raza cercului I,J param.interpolare
N120 G90 G03 X3.3 R3.5 F100 N130 G91 G03 X5.7 Y1.5 R3.5 F100 N140 G90 G03 X1.8 Y4.I-2.4 J1.5 F100
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
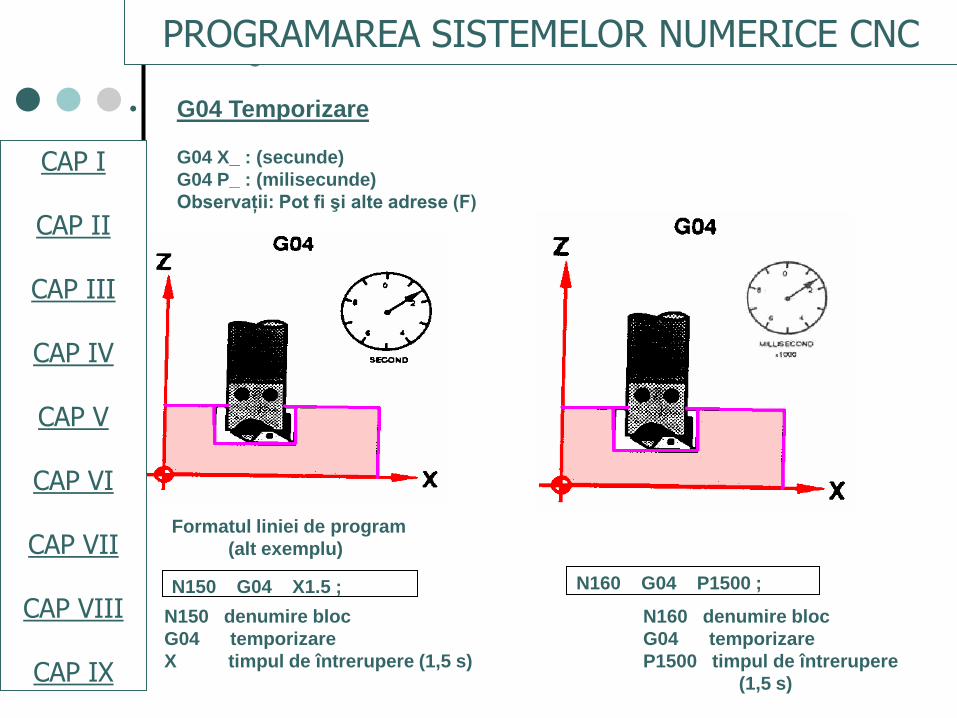
• G04 Temporizare
G04 X_ : (secunde)
G04 P_ : (milisecunde)
Observaţii: Pot fi şi alte adrese (F)
Formatul liniei de program
(alt exemplu)
N150 G04 X1.5 ; N160 G04 P1500 ;
N150 denumire bloc N160 denumire bloc
G04 temporizare G04 temporizare
X timpul de întrerupere (1,5 s) P1500 timpul de întrerupere
(1,5 s)
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
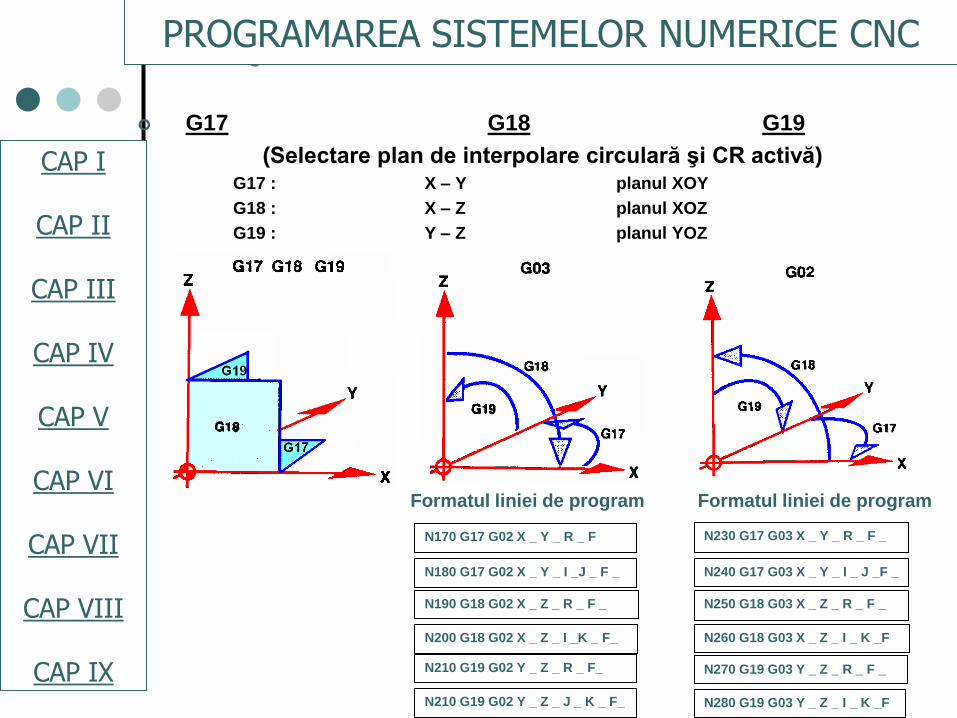
G17 G18 G19
(Selectare plan de interpolare circulară şi CR activă)G17 : X – Y planul XOY
G18 : X – Z planul XOZ
G19 : Y – Z planul YOZ
Formatul liniei de program Formatul liniei de program
N170 G17 G02 X _ Y _ R _ F
________N180 G17 G02 X _ Y _ I _J _ F _
N230 G17 G03 X _ Y _ R _ F _
N240 G17 G03 X _ Y _ I _ J _F _
N190 G18 G02 X _ Z _ R _ F _
N200 G18 G02 X _ Z _ I _K _ F_
N250 G18 G03 X _ Z _ R _ F _
N260 G18 G03 X _ Z _ I _ K _F
_N210 G19 G02 Y _ Z _ R _ F_
N210 G19 G02 Y _ Z _ J _ K _ F_
N270 G19 G03 Y _ Z _ R _ F _
N280 G19 G03 Y _ Z _ I _ K _F
_
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
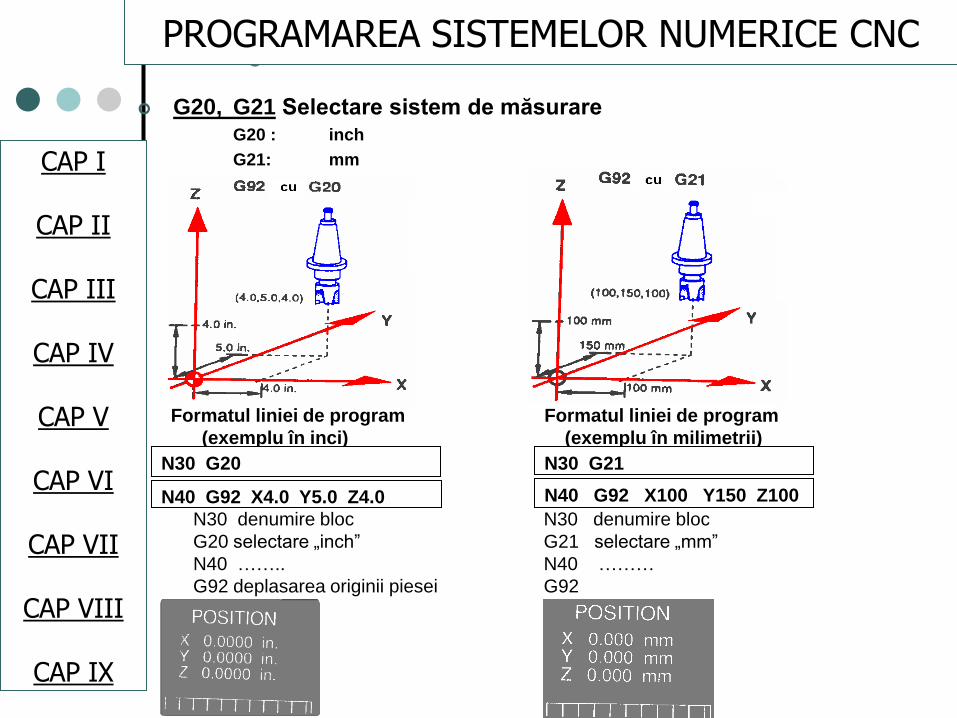
G20, G21 Selectare sistem de măsurareG20 : inch
G21: mm
Formatul liniei de program Formatul liniei de program
(exemplu în inci) (exemplu în milimetrii)
N30 G20
N40 G92 X4.0 Y5.0 Z4.0
N30 G21
N40 G92 X100 Y150 Z100
N30 denumire bloc N30 denumire bloc
G20 selectare „inch” G21 selectare „mm”
N40 …….. N40 ………
G92 deplasarea originii piesei G92
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
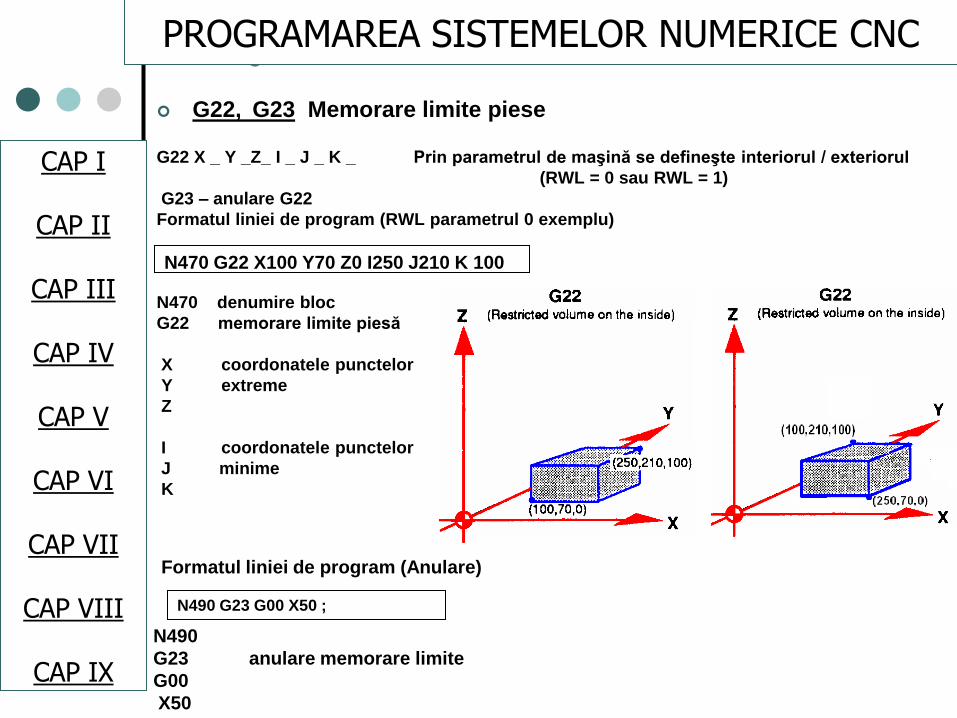
G22, G23 Memorare limite piese
G22 X _ Y _Z_ I _ J _ K _ Prin parametrul de maşină se defineşte interiorul / exteriorul
(RWL = 0 sau RWL = 1)
G23 – anulare G22
Formatul liniei de program (RWL parametrul 0 exemplu)
N470 denumire bloc
G22 memorare limite piesă
X coordonatele punctelor
Y extreme
Z
I coordonatele punctelor
J minime
K
N470 G22 X100 Y70 Z0 I250 J210 K 100
N490
G23 anulare memorare limite
G00
X50
Formatul liniei de program (Anulare)
N490 G23 G00 X50 ;
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
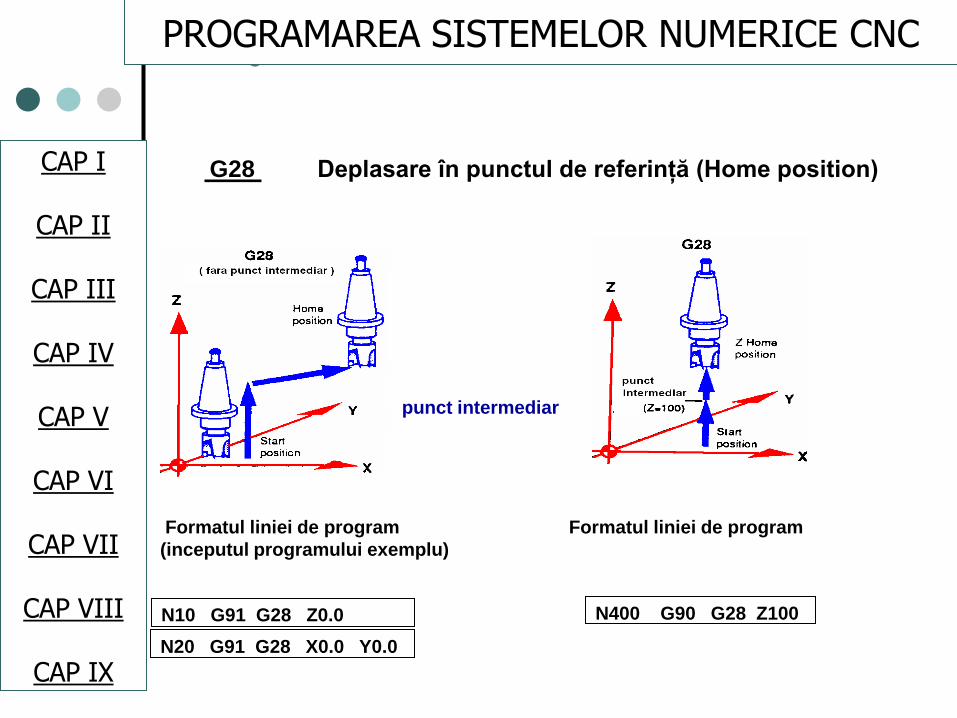
• G28 Deplasare în punctul de referinţă (Home position)
punct intermediar
N10 G91 G28 Z0.0
N20 G91 G28 X0.0 Y0.0
N400 G90 G28 Z100
Formatul liniei de program Formatul liniei de program
(inceputul programului exemplu)
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
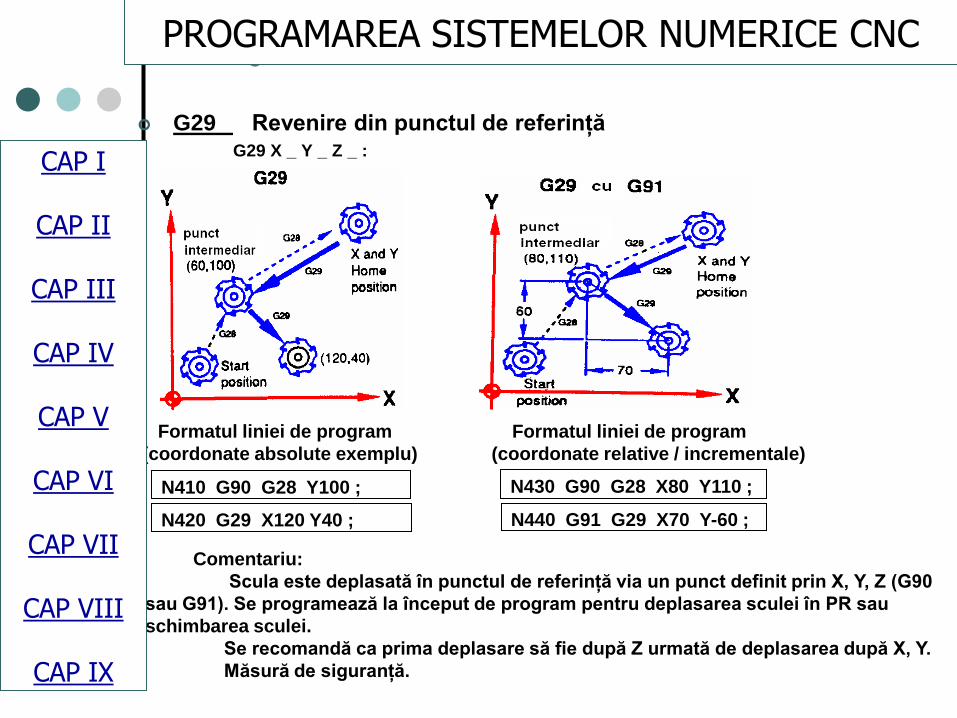
G29 Revenire din punctul de referinţăG29 X _ Y _ Z _ :
N410 G90 G28 Y100 ;
N420 G29 X120 Y40 ;
N430 G90 G28 X80 Y110 ;
N440 G91 G29 X70 Y-60 ;
Formatul liniei de program Formatul liniei de program
(coordonate absolute exemplu) (coordonate relative / incrementale)
Comentariu:
Scula este deplasată în punctul de referinţă via un punct definit prin X, Y, Z (G90
sau G91). Se programează la început de program pentru deplasarea sculei în PR sau
schimbarea sculei.
Se recomandă ca prima deplasare să fie după Z urmată de deplasarea după X, Y.
Măsură de siguranţă.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
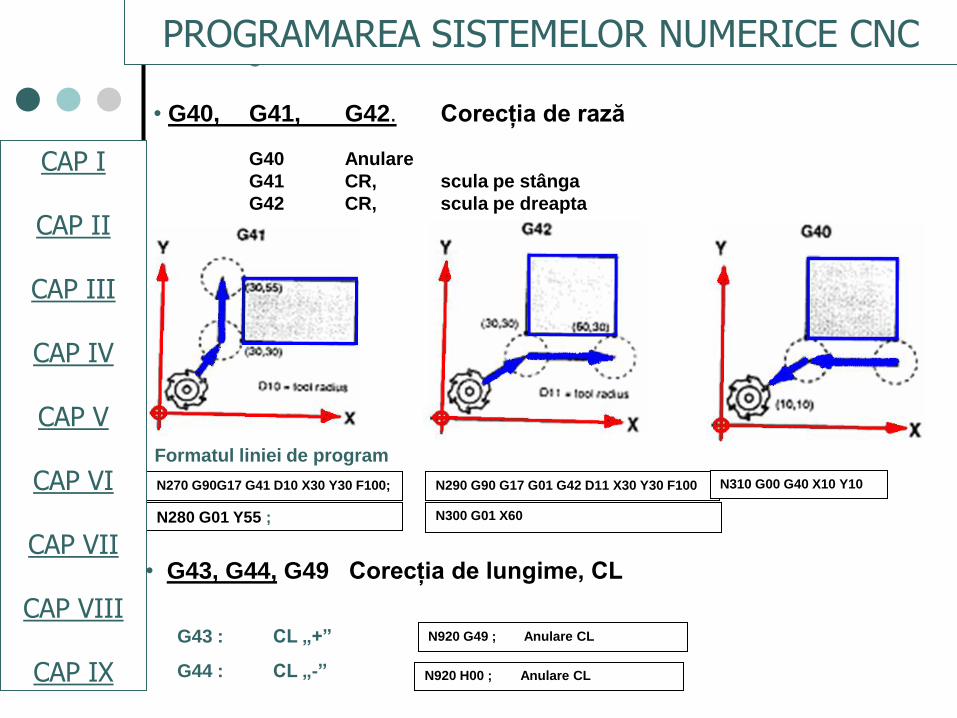
• G40, G41, G42. Corecţia de rază
G40 Anulare
G41 CR, scula pe stânga
G42 CR, scula pe dreapta
Formatul liniei de program
N270 G90G17 G41 D10 X30 Y30 F100;
N280 G01 Y55 ;
N290 G90 G17 G01 G42 D11 X30 Y30 F100
N300 G01 X60
N310 G00 G40 X10 Y10
N920 G49 ; Anulare CL
N920 H00 ; Anulare CL
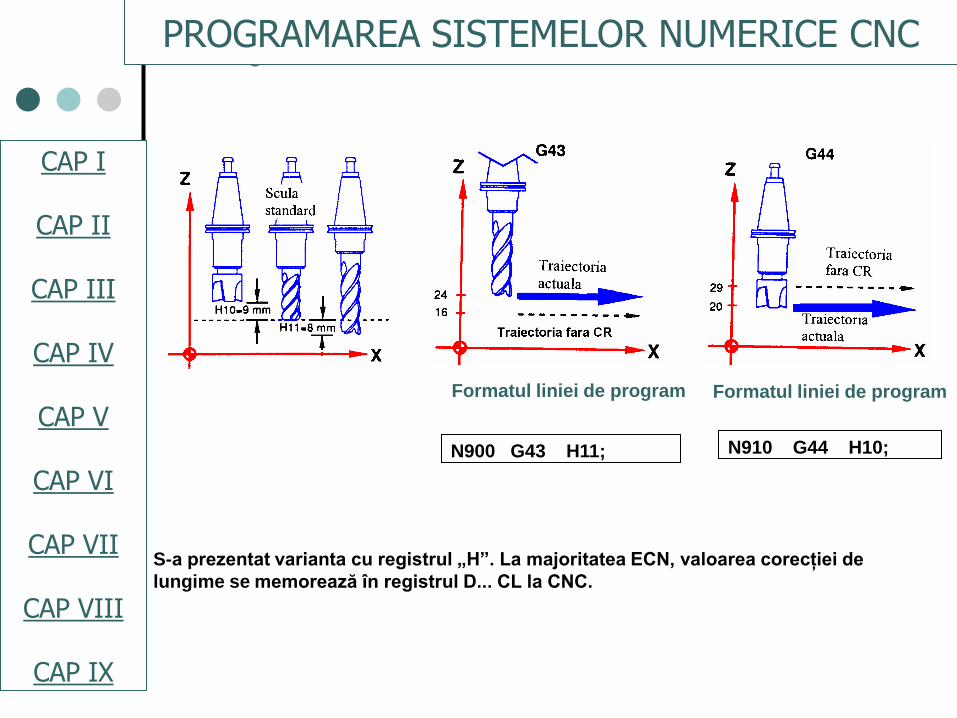
• G43, G44, G49 Corecţia de lungime, CL
G43 : CL „+”
G44 : CL „-”
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
Formatul liniei de program Formatul liniei de program
N900 G43 H11; N910 G44 H10;
S-a prezentat varianta cu registrul „H”. La majoritatea ECN, valoarea corecţiei de
lungime se memorează în registrul D... CL la CNC.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
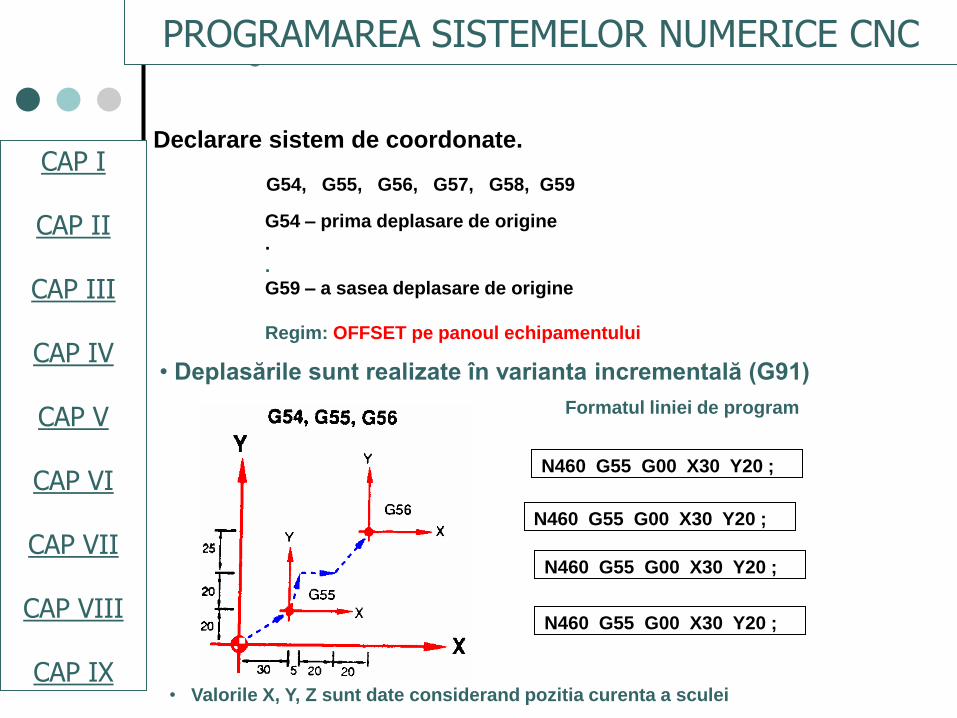
• Deplasările sunt realizate în varianta incrementală (G91)
Formatul liniei de program
N460 G55 G00 X30 Y20 ;
N460 G55 G00 X30 Y20 ;
N460 G55 G00 X30 Y20 ;
N460 G55 G00 X30 Y20 ;
• Valorile X, Y, Z sunt date considerand pozitia curenta a sculei
Declarare sistem de coordonate.
G54, G55, G56, G57, G58, G59
G54 – prima deplasare de origine
.
.
G59 – a sasea deplasare de origine
Regim: OFFSET pe panoul echipamentului
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
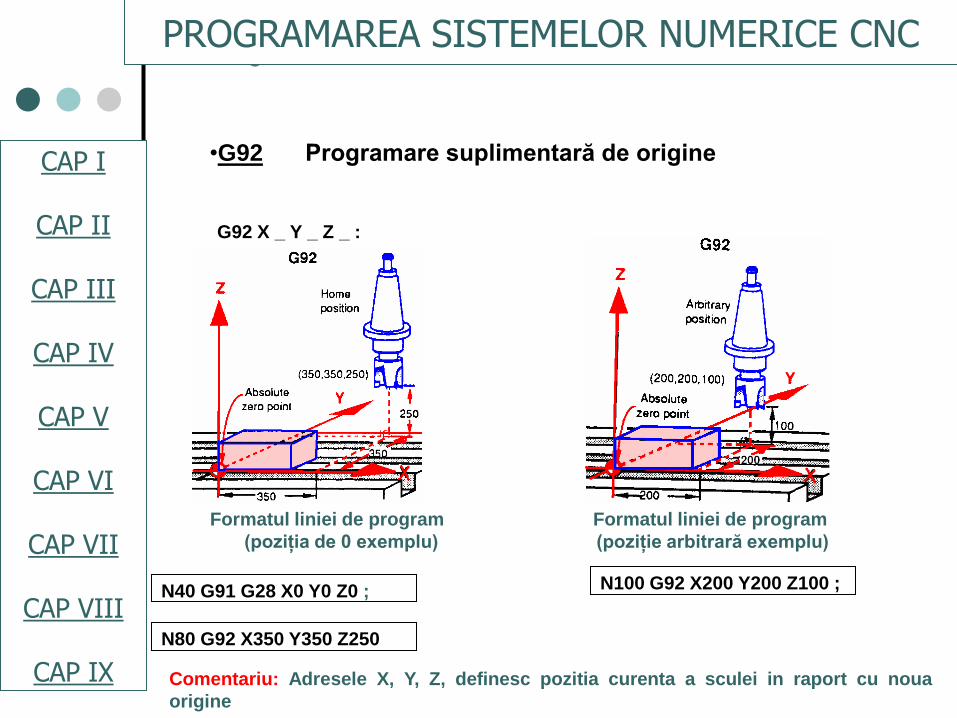
•G92 Programare suplimentară de origine
G92 X _ Y _ Z _ :
Formatul liniei de program Formatul liniei de program
(poziţia de 0 exemplu) (poziţie arbitrară exemplu)
N40 G91 G28 X0 Y0 Z0 ; N100 G92 X200 Y200 Z100 ;
N80 G92 X350 Y350 Z250
Comentariu: Adresele X, Y, Z, definesc pozitia curenta a sculei in raport cu noua
origine
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
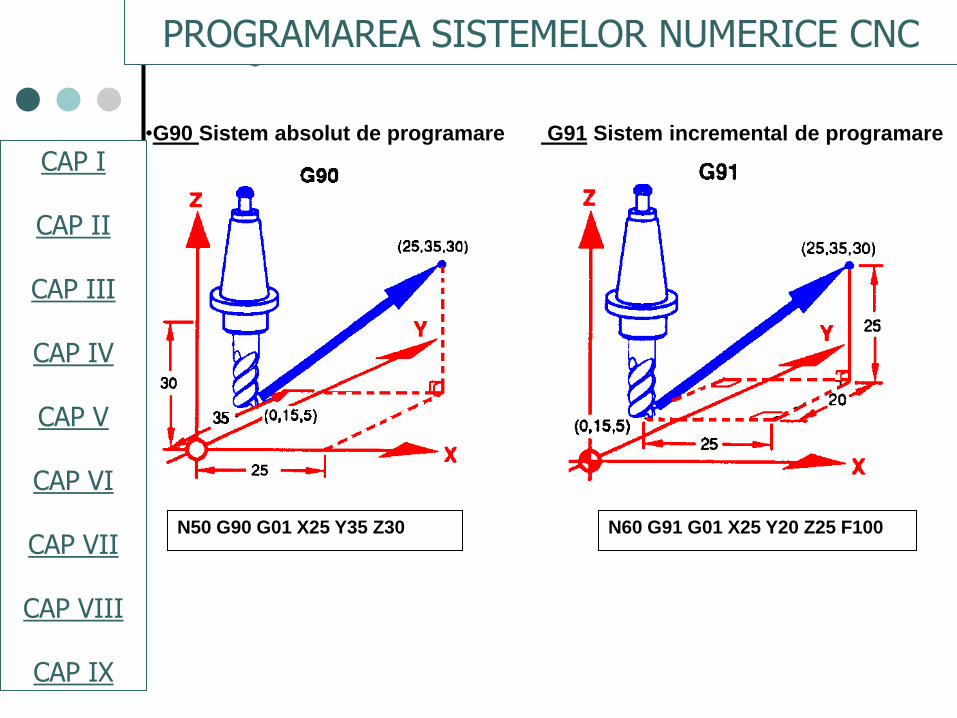
N60 G91 G01 X25 Y20 Z25 F100
•G90 Sistem absolut de programare G91 Sistem incremental de programare
N50 G90 G01 X25 Y35 Z30
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
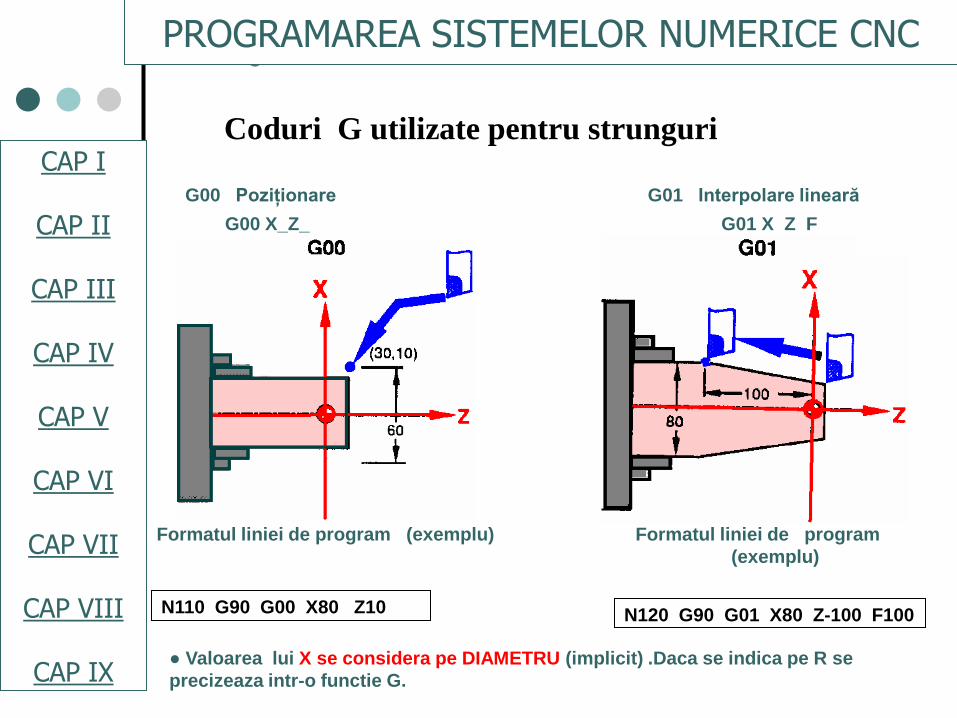
Coduri G utilizate pentru strunguri
G00 Poziţionare G01 Interpolare lineară
G00 X_Z_ G01 X_Z_F_
N120 G90 G01 X80 Z-100 F100
Formatul liniei de program (exemplu) Formatul liniei de program
(exemplu)
N110 G90 G00 X80 Z10
● Valoarea lui X se considera pe DIAMETRU (implicit) .Daca se indica pe R se
precizeaza intr-o functie G.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
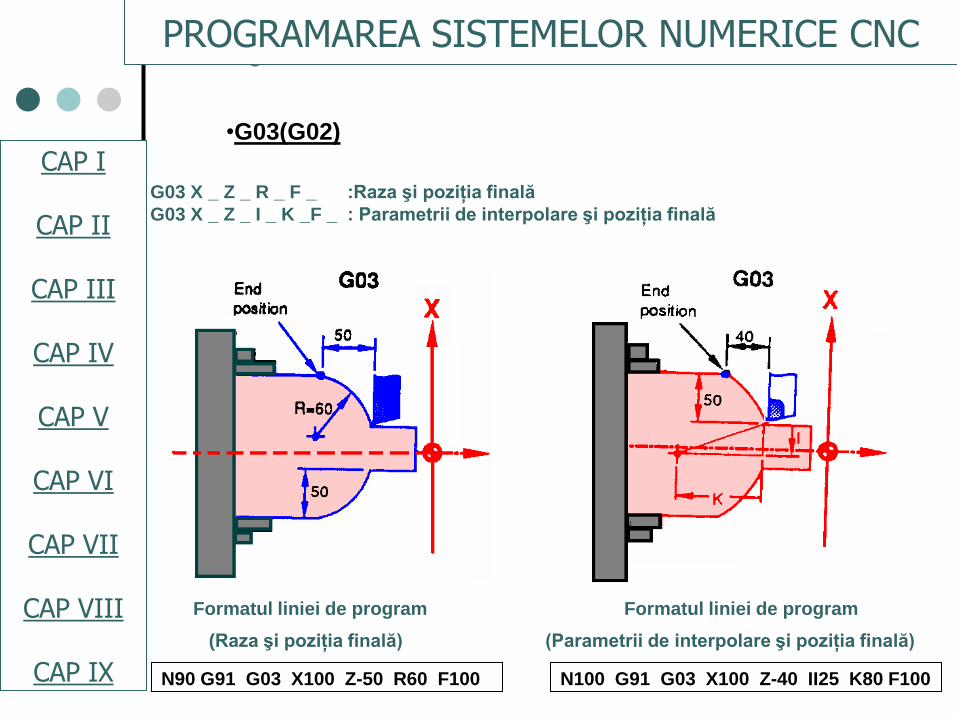
•G03(G02)
G03 X _ Z _ R _ F _ :Raza şi poziţia finală
G03 X _ Z _ I _ K _F _ : Parametrii de interpolare şi poziţia finală
N100 G91 G03 X100 Z-40 II25 K80 F100
Formatul liniei de program Formatul liniei de program
(Raza şi poziţia finală) (Parametrii de interpolare şi poziţia finală)
N90 G91 G03 X100 Z-50 R60 F100
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
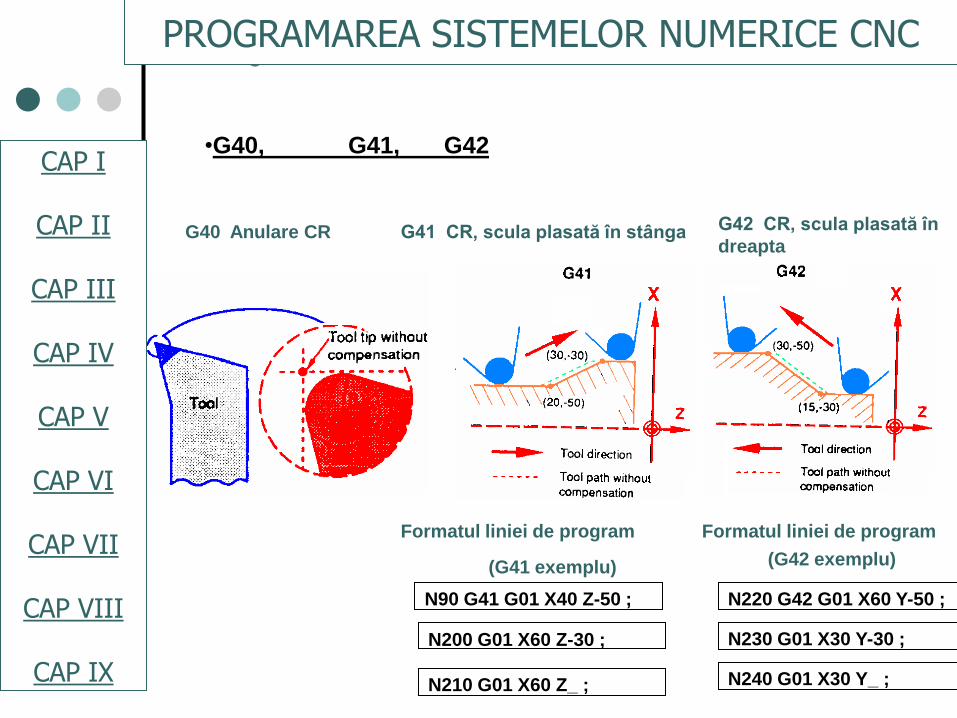
•G40, G41, G42
G40 Anulare CR G41 CR, scula plasată în stânga G42 CR, scula plasată în
dreapta
Formatul liniei de program Formatul liniei de program
(G41 exemplu) (G42 exemplu)
N90 G41 G01 X40 Z-50 ;
N200 G01 X60 Z-30 ;
N210 G01 X60 Z_ ;
N220 G42 G01 X60 Y-50 ;
N230 G01 X30 Y-30 ;
N240 G01 X30 Y_ ;
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
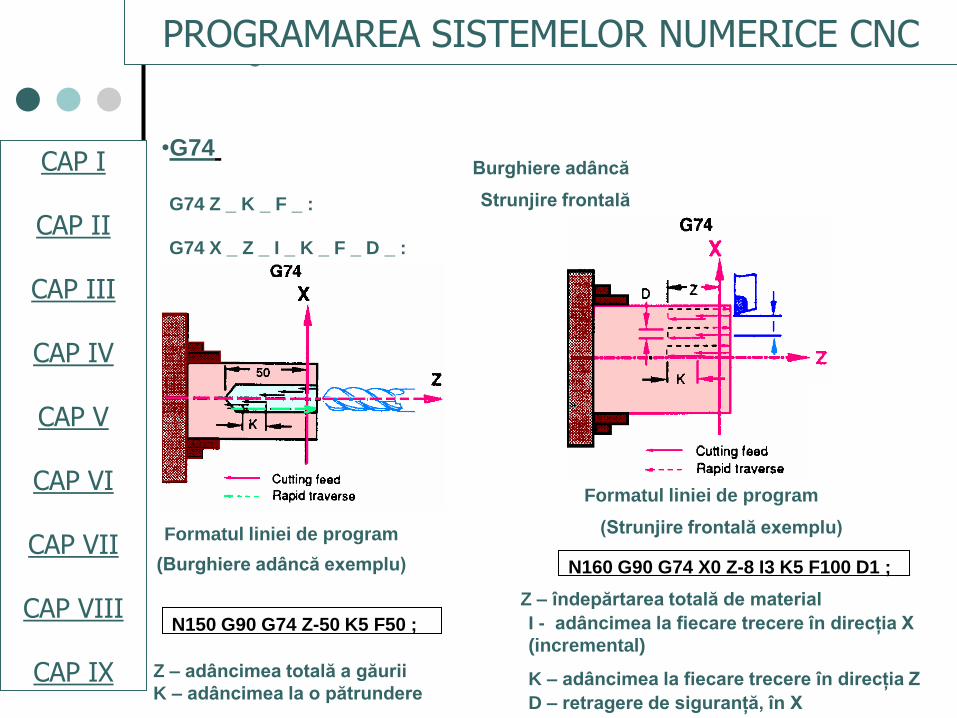
CAP VIIZ – adâncimea totală a găurii
K – adâncimea la o pătrundere
•G74
G74 Z _ K _ F _ :
Burghiere adâncă
G74 X _ Z _ I _ K _ F _ D _ :
Strunjire frontală
Formatul liniei de program
(Burghiere adâncă exemplu)
N150 G90 G74 Z-50 K5 F50 ;
N160 G90 G74 X0 Z-8 I3 K5 F100 D1 ;
Formatul liniei de program
(Strunjire frontală exemplu)
Z – îndepărtarea totală de material
I - adâncimea la fiecare trecere în direcţia X
(incremental)
K – adâncimea la fiecare trecere în direcţia Z
D – retragere de siguranţă, în X
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
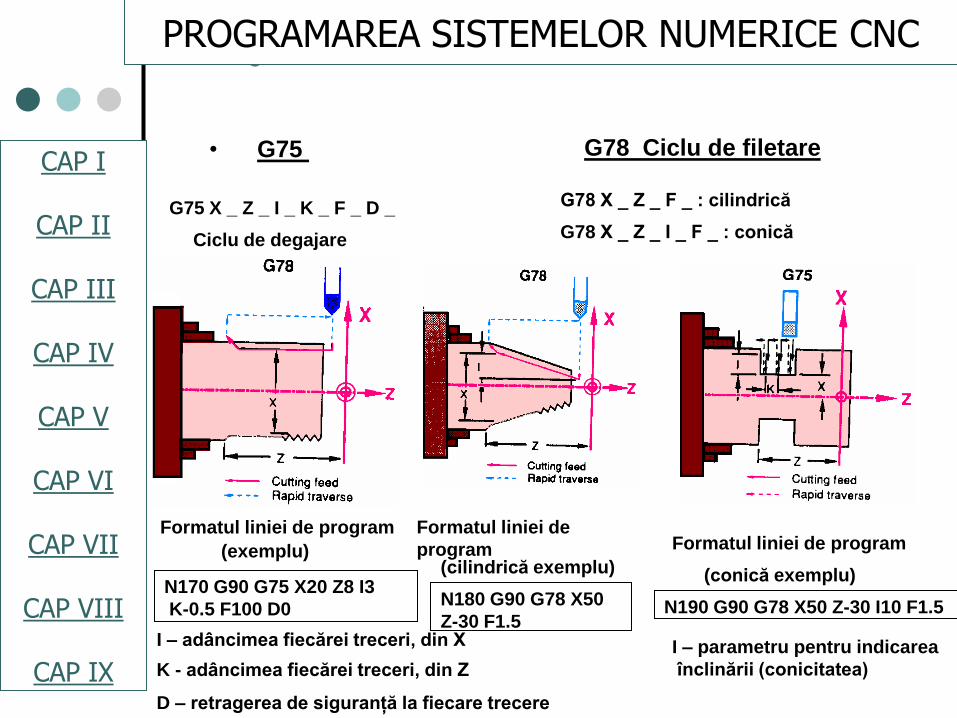
• G75 G78 Ciclu de filetare
G75 X _ Z _ I _ K _ F _ D _ G78 X _ Z _ F _ : cilindrică
Ciclu de degajare G78 X _ Z _ I _ F _ : conică
Formatul liniei de program Formatul liniei de
program Formatul liniei de program(exemplu)(cilindrică exemplu) (conică exemplu)
N170 G90 G75 X20 Z8 I3
K-0.5 F100 D0N180 G90 G78 X50
Z-30 F1.5N190 G90 G78 X50 Z-30 I10 F1.5
I – adâncimea fiecărei treceri, din X
K - adâncimea fiecărei treceri, din Z
D – retragerea de siguranţă la fiecare trecere
I – parametru pentru indicarea
înclinării (conicitatea)
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
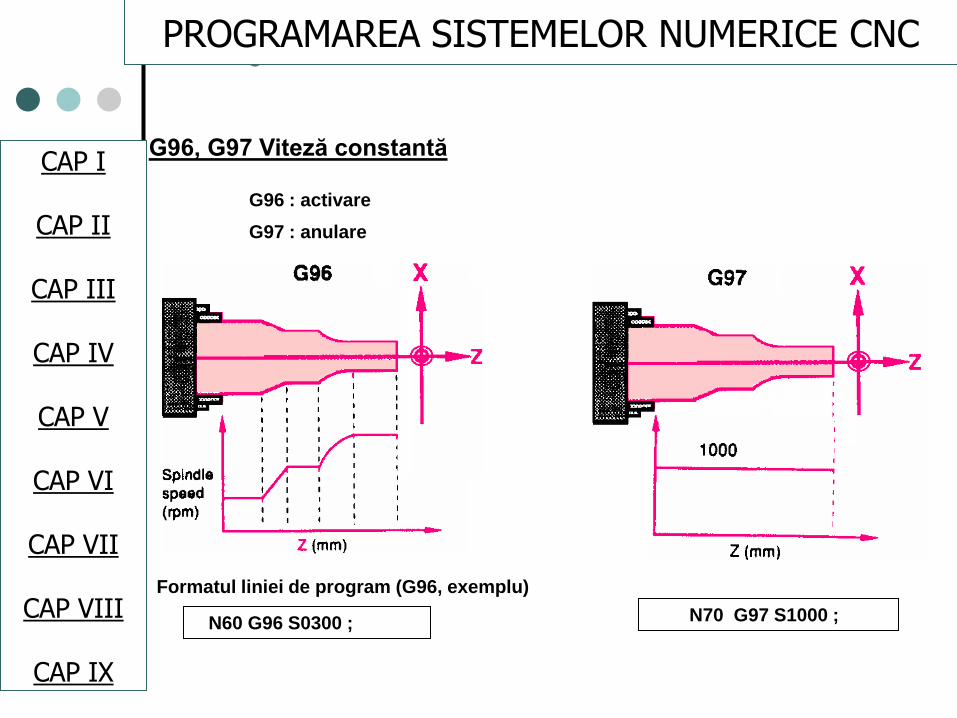
G96 : activare
G97 : anulare
Formatul liniei de program (G96, exemplu)
N60 G96 S0300 ; N70 G97 S1000 ;
• G96, G97 Viteză constantă
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
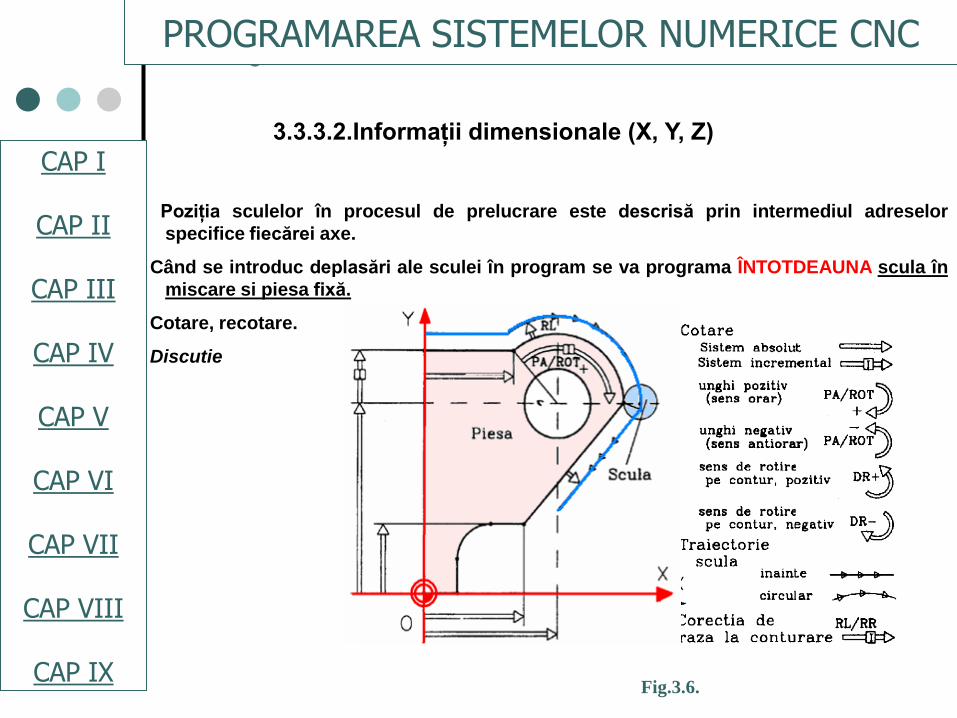
3.3.3.2.Informaţii dimensionale (X, Y, Z)
Poziţia sculelor în procesul de prelucrare este descrisă prin intermediul adreselor
specifice fiecărei axe.
Când se introduc deplasări ale sculei în program se va programa ÎNTOTDEAUNA scula în
miscare si piesa fixă.
Cotare, recotare.
Discutie
Fig.3.6.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
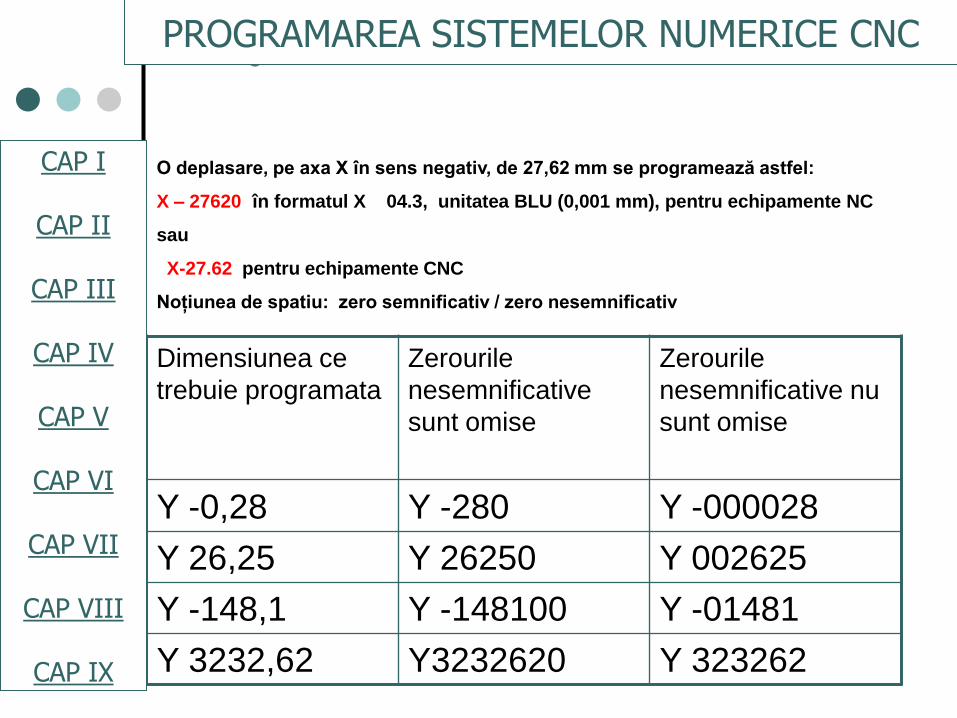
O deplasare, pe axa X în sens negativ, de 27,62 mm se programează astfel:
X – 27620 în formatul X 04.3, unitatea BLU (0,001 mm), pentru echipamente NC
sau
X-27.62 pentru echipamente CNC
Noţiunea de spatiu: zero semnificativ / zero nesemnificativ
PROGRAMAREA SISTEMELOR NUMERICE CNC
Dimensiunea ce
trebuie programata
Zerourile
nesemnificative
sunt omise
Zerourile
nesemnificative nu
sunt omise
Y -0,28 Y -280 Y -000028
Y 26,25 Y 26250 Y 002625
Y -148,1 Y -148100 Y -01481
Y 3232,62 Y3232620 Y 323262
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
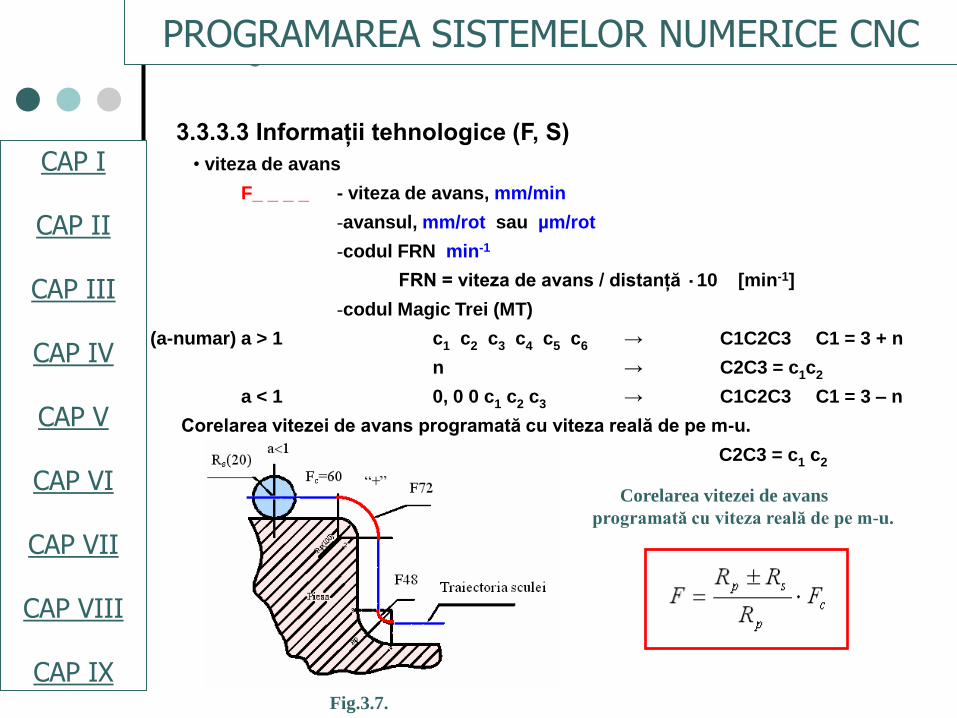
3.3.3.3 Informaţii tehnologice (F, S)
• viteza de avans
F_ _ _ _ - viteza de avans, mm/min
-avansul, mm/rot sau µm/rot
-codul FRN min-1
FRN = viteza de avans / distanţă ·10 [min-1]
-codul Magic Trei (MT)
(a-numar) a > 1 c1 c2 c3 c4 c5 c6 → C1C2C3 C1 = 3 + n
n → C2C3 = c1c2
a < 1 0, 0 0 c1 c2 c3 → C1C2C3 C1 = 3 – n
Corelarea vitezei de avans programată cu viteza reală de pe m-u.
a 1 n C2C3 = c1 c2
Corelarea vitezei de avans
programată cu viteza reală de pe m-u.
Fig.3.7.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
S _ _ -codificare simbolica, cod
S _ _ _ _ - turatia arborelui principal,rot/min
- viteza constantă de aşchiere, (specifica pentru strunguri)
m/min
Exemplu
S1250 : -1250 rot/min
S10 : a 10-a turaţie din gama de turaţii a maşinii
G96 S_ _ _ _ - menţinerea constantă a vitezei de
aşchiere
3.3.3.4 .Selectare sculă (T)
T _ _
T _ _ _ _
Exemplu:
T3 M6 pentru NC - schimbarea efectivă
CNC - schimbarea efectivă plus activare corecţie de lungime
T8 - selectare sculă, fără schimbare efectivă
• turaţia arborelui principal, rot/min
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
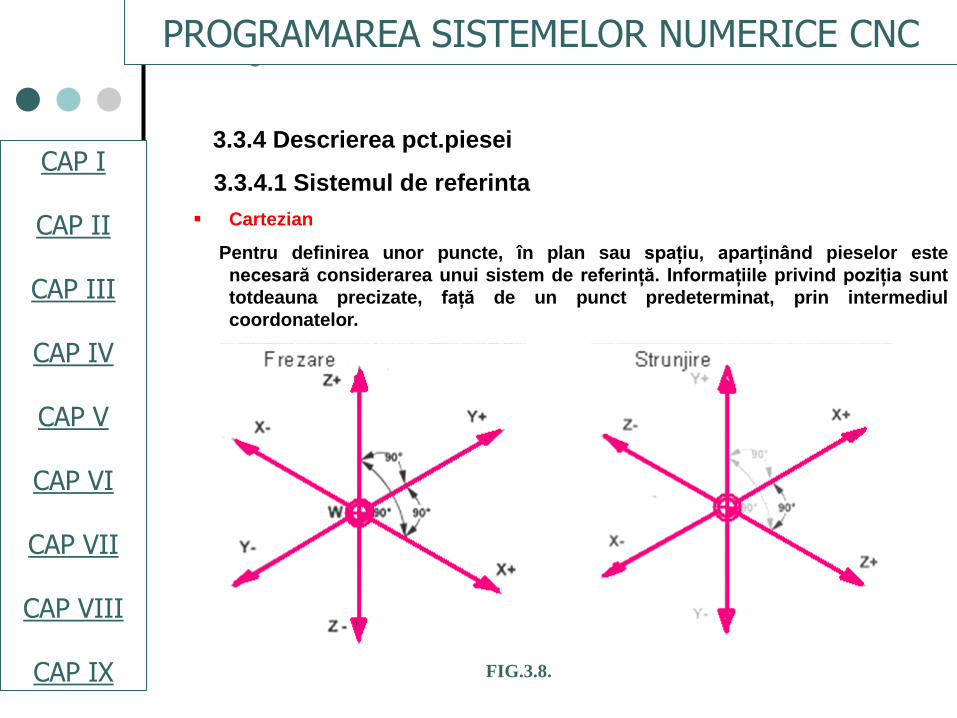
3.3.4 Descrierea pct.piesei
3.3.4.1 Sistemul de referinta
Cartezian
Pentru definirea unor puncte, în plan sau spaţiu, aparţinând pieselor este
necesară considerarea unui sistem de referinţă. Informaţiile privind poziţia sunt
totdeauna precizate, faţă de un punct predeterminat, prin intermediul
coordonatelor.
FIG.3.8.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
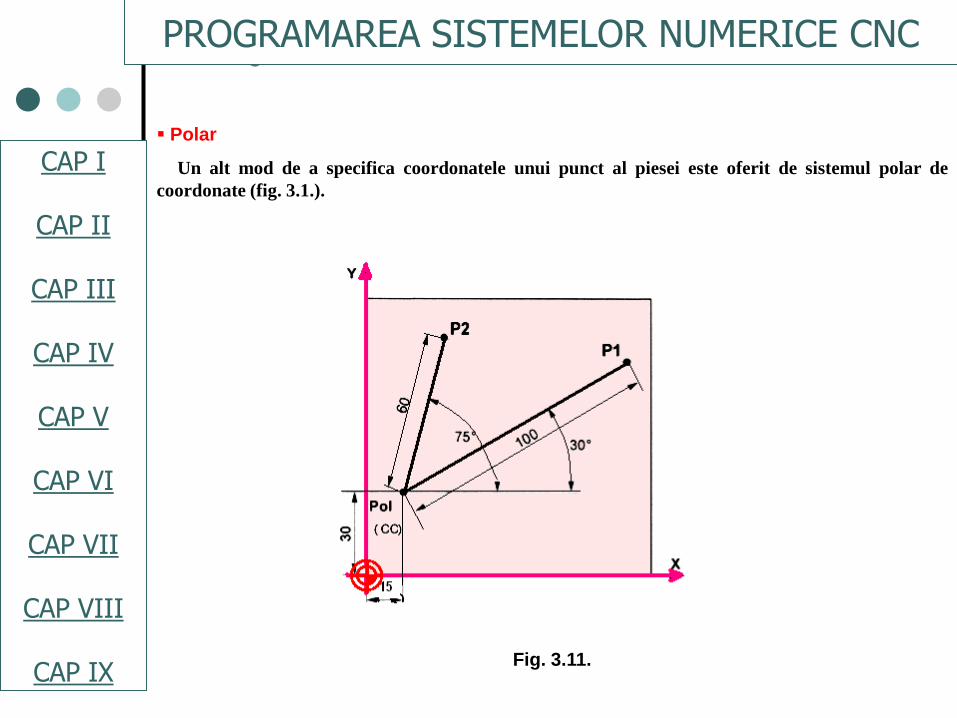
Polar
Un alt mod de a specifica coordonatele unui punct al piesei este oferit de sistemul polar de
coordonate (fig. 3.1.).
Fig. 3.11.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
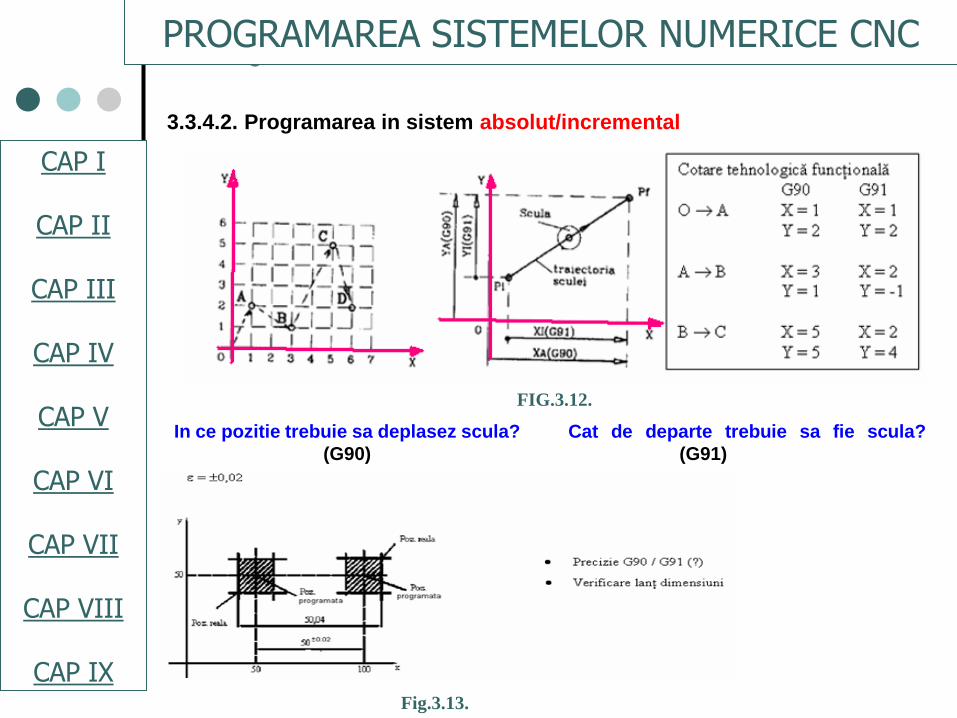
3.3.4.2. Programarea in sistem absolut/incremental
Cat de departe trebuie sa fie scula?
(G91)
FIG.3.12.
In ce pozitie trebuie sa deplasez scula?
(G90)
Fig.3.13.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
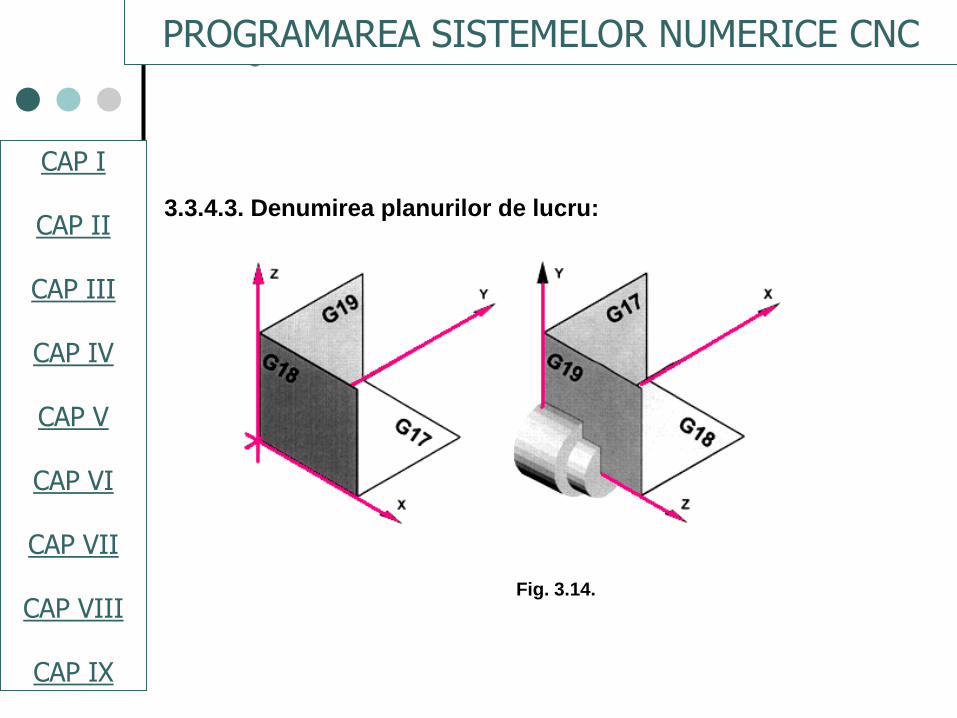
3.3.4.3. Denumirea planurilor de lucru:
Fig. 3.14.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
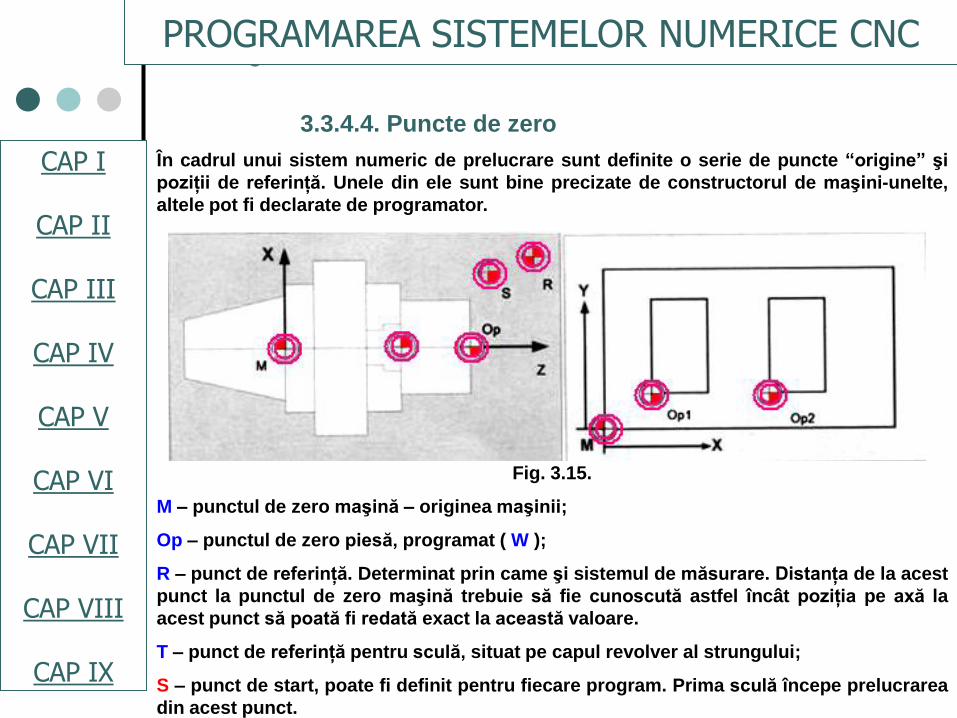
3.3.4.4. Puncte de zero
În cadrul unui sistem numeric de prelucrare sunt definite o serie de puncte “origine” şi
poziţii de referinţă. Unele din ele sunt bine precizate de constructorul de maşini-unelte,
altele pot fi declarate de programator.
Fig. 3.15.
M – punctul de zero maşină – originea maşinii;
Op – punctul de zero piesă, programat ( W );
R – punct de referinţă. Determinat prin came şi sistemul de măsurare. Distanţa de la acest
punct la punctul de zero maşină trebuie să fie cunoscută astfel încât poziţia pe axă la
acest punct să poată fi redată exact la această valoare.
T – punct de referinţă pentru sculă, situat pe capul revolver al strungului;
S – punct de start, poate fi definit pentru fiecare program. Prima sculă începe prelucrarea
din acest punct.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
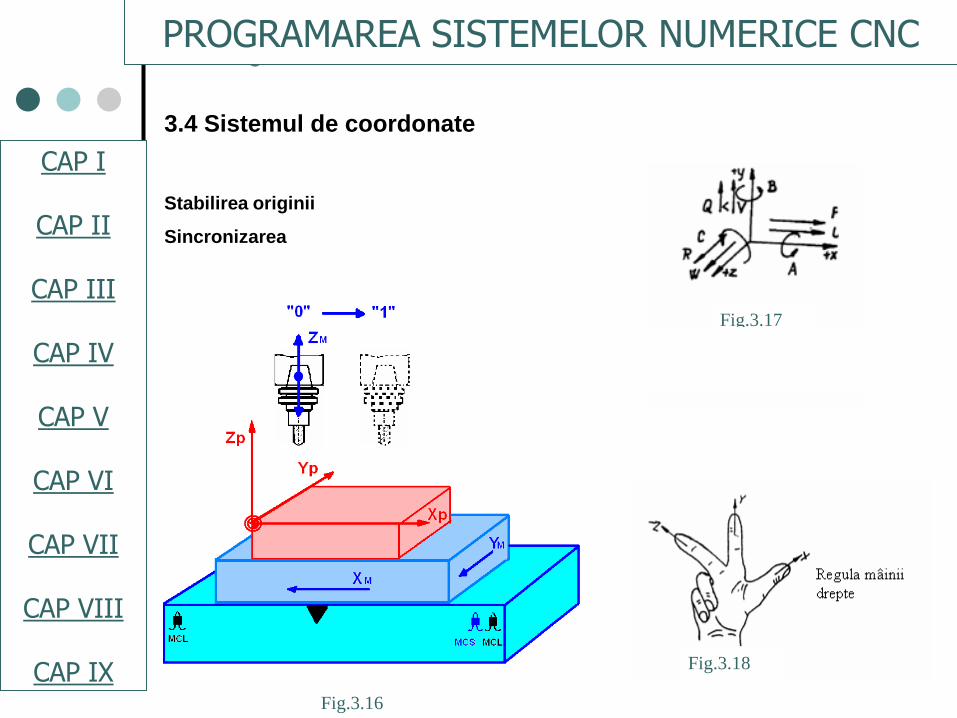
3.4 Sistemul de coordonate
Stabilirea originii
Sincronizarea
Fig.3.16
Fig.3.17
Fig.3.18
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
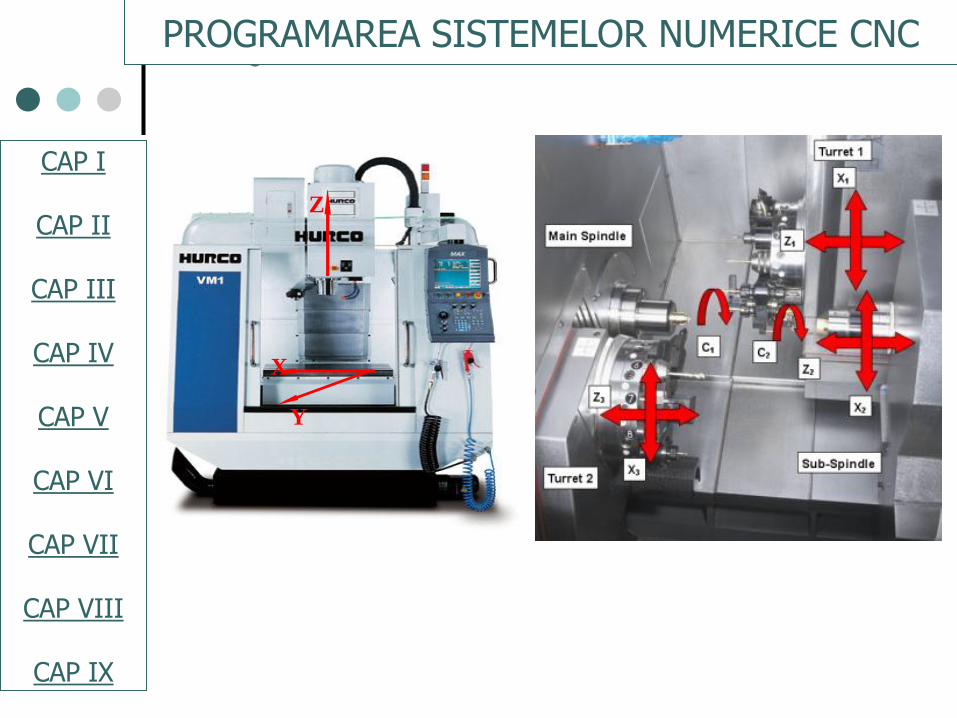
X
Y
Z
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
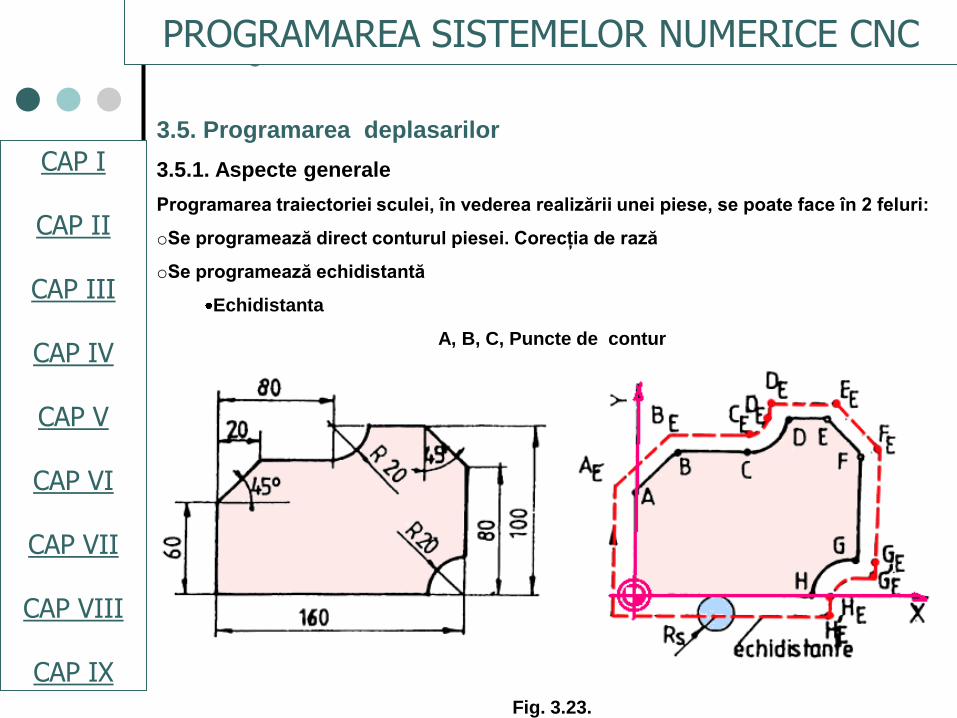
3.5. Programarea deplasarilor
3.5.1. Aspecte generale
Programarea traiectoriei sculei, în vederea realizării unei piese, se poate face în 2 feluri:
oSe programează direct conturul piesei. Corecţia de rază
oSe programează echidistantă
Echidistanta
A, B, C, Puncte de contur
Fig. 3.23.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
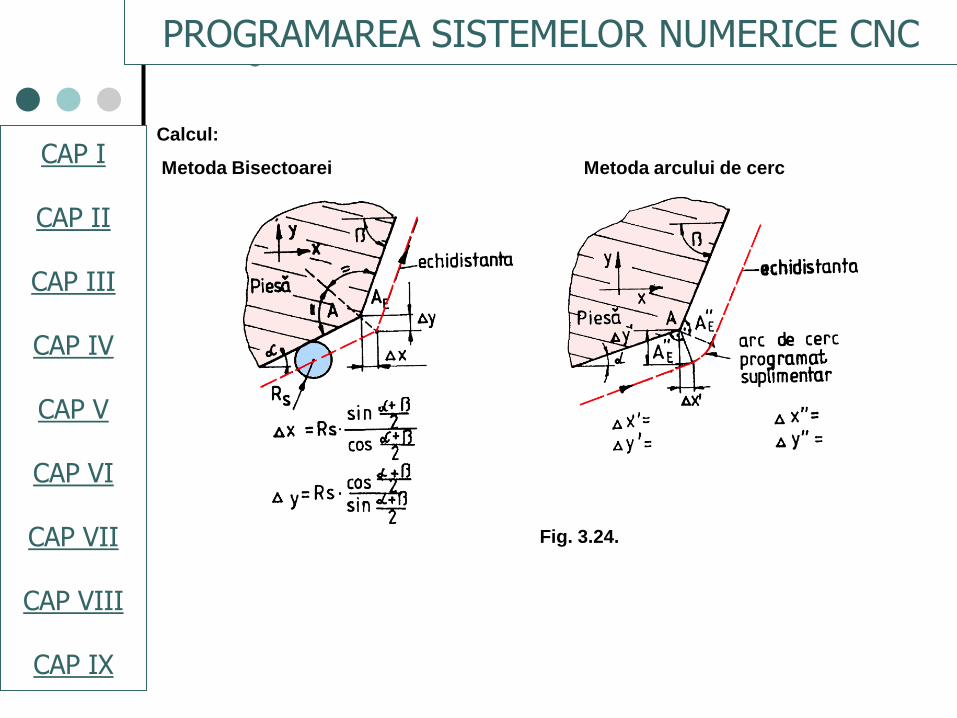
Calcul:
Metoda Bisectoarei Metoda arcului de cerc
Fig. 3.24.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
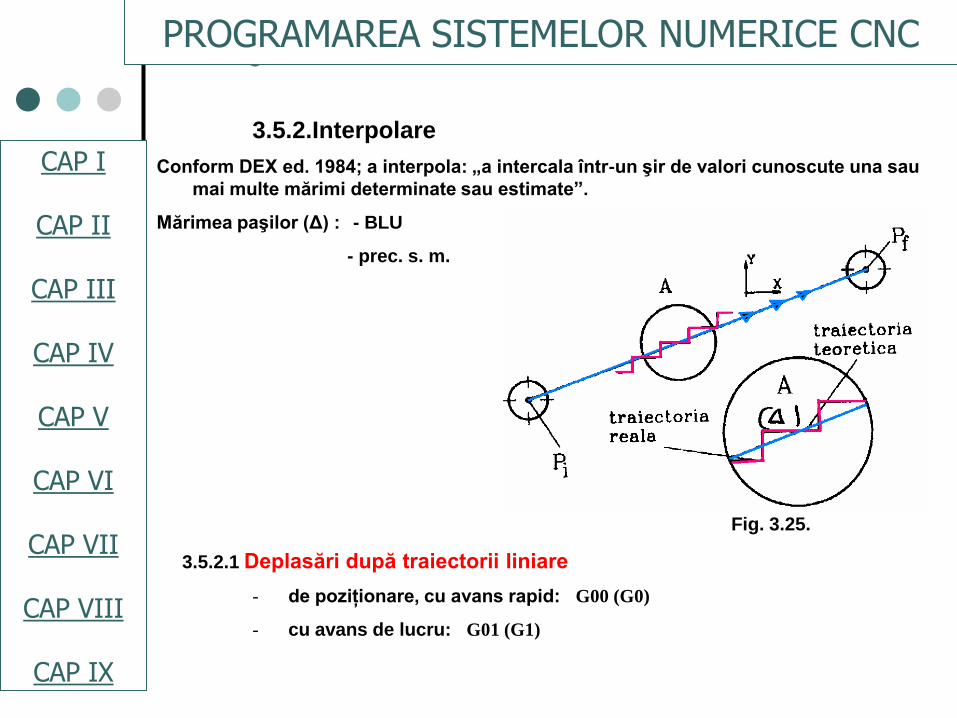
3.5.2.Interpolare
Conform DEX ed. 1984; a interpola: „a intercala într-un şir de valori cunoscute una sau
mai multe mărimi determinate sau estimate”.
Mărimea paşilor (Δ) : - BLU
- prec. s. m.
Fig. 3.25.
3.5.2.1 Deplasări după traiectorii liniare
- de poziţionare, cu avans rapid: G00 (G0)
- cu avans de lucru: G01 (G1)
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
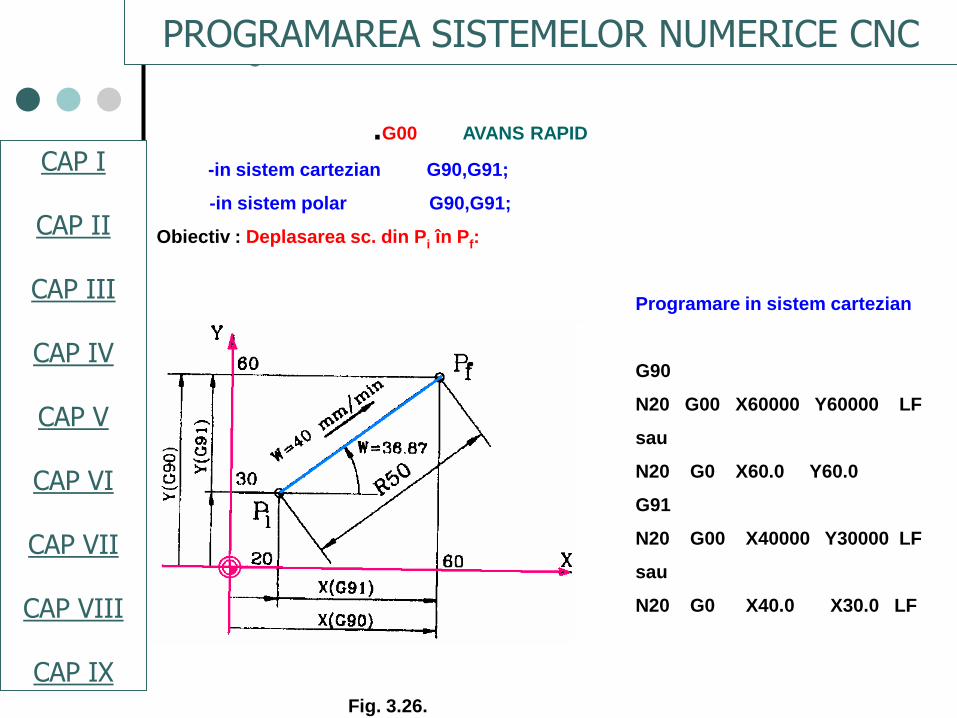
.G00 AVANS RAPID
-in sistem cartezian G90,G91;
-in sistem polar G90,G91;
Obiectiv : Deplasarea sc. din Pi în Pf:
Programare in sistem cartezian
G90
N20 G00 X60000 Y60000 LF
sau
N20 G0 X60.0 Y60.0
G91
N20 G00 X40000 Y30000 LF
sau
N20 G0 X40.0 X30.0 LF
Fig. 3.26.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
G09-apelare sistem polar / (G16)
G90
N20 G00 G09 G90 I20.000 J30.000 R50.000 W36.87 LF
G91
N20 G00 G09 I0 J0 R50.000 W36.87 LF
G01 AVANS DE LUCRU
Apare o singură diferenţă: se programează F..... ..
Notă! Traiectoria nu poate fi arbitrară (scula aşchiază)
Ref. la fig. 3.26
G90
N20 S700 M03 LF
N25 G01 X60000 Y60000 F180 LF
(G09) G90
N20 G90 G01 G09 I20.0 J30.0 R50.0 W36.87 F180 LF
Sistemul polar poate fi utilizat si la programarea incrementală
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
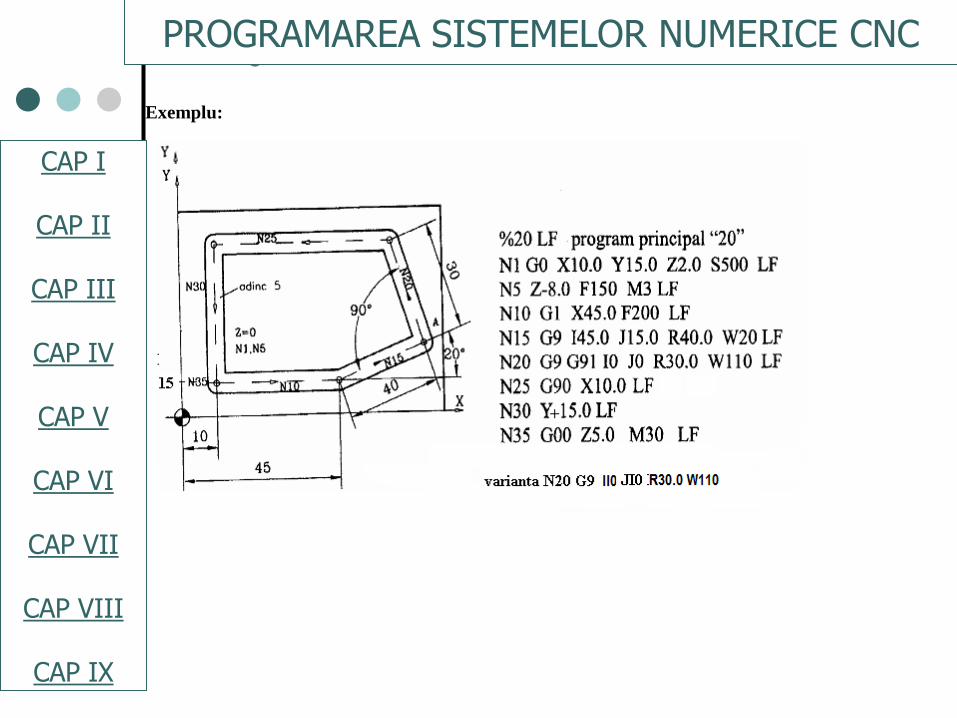
Fig. 3.27. Nota: G9-apelare sistem polar
Echipament DEKEL
Exemplu:
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
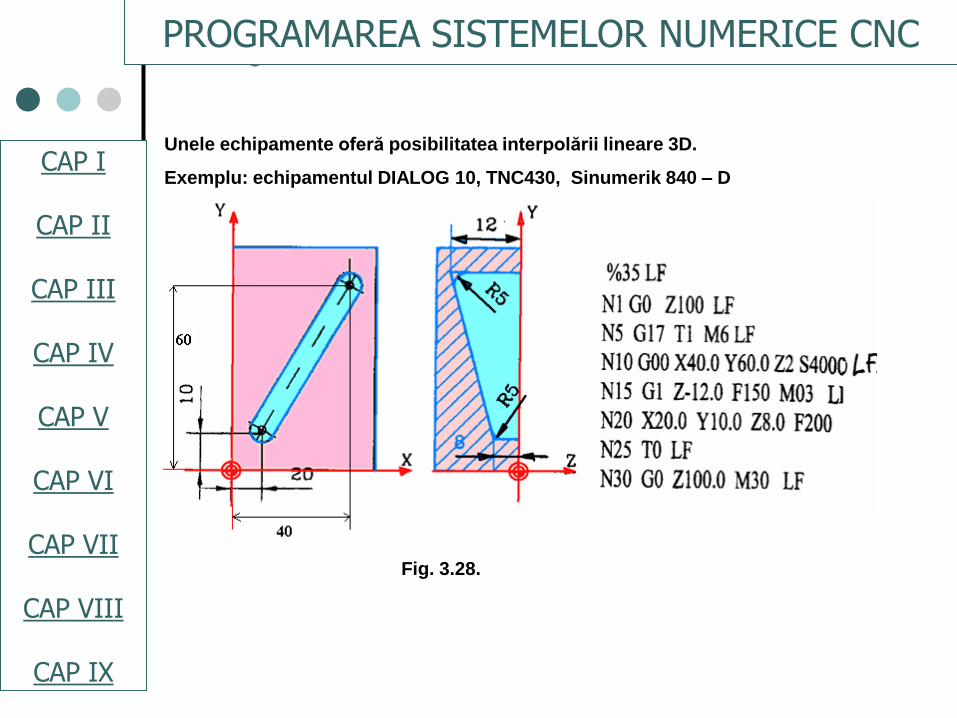
Unele echipamente oferă posibilitatea interpolării lineare 3D.
Exemplu: echipamentul DIALOG 10, TNC430, Sinumerik 840 – D
%35 LF
N1 G0 Z100 LF
N5 G17 T1 M6 LF
N10 G00 X40.0 Y60.0 Z2 S4000 LF
N15 G01 Z-12.0 F150 M3 LF
N20 X20.0 Y10.0 Z-8.0 F200 LF
N25 T0 LF
N30 G0 Z100.0 M30 LF
Fig. 3.28.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
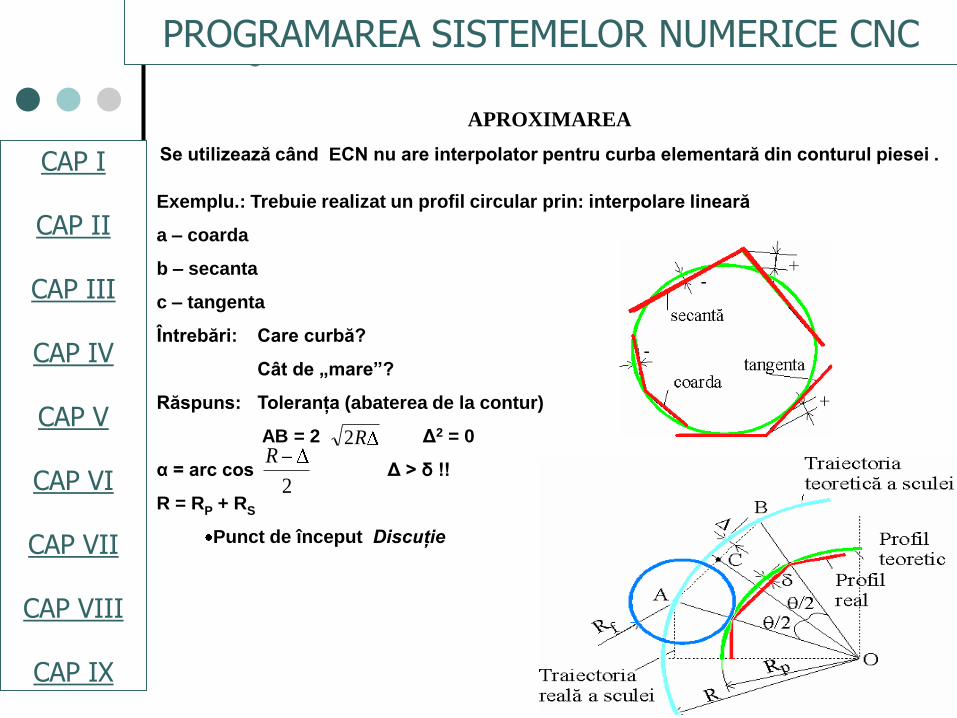
Exemplu.: Trebuie realizat un profil circular prin: interpolare lineară
a – coarda
b – secanta
c – tangenta
Întrebări: Care curbă?
Cât de „mare”?
Răspuns: Toleranţa (abaterea de la contur)
AB = 2 Δ2 = 0
α = arc cos Δ > δ !!
R = RP + RS
Punct de început Discuţie
Fig. 3.29.
APROXIMAREA
Se utilizează când ECN nu are interpolator pentru curba elementară din conturul piesei .
R2
2
R
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
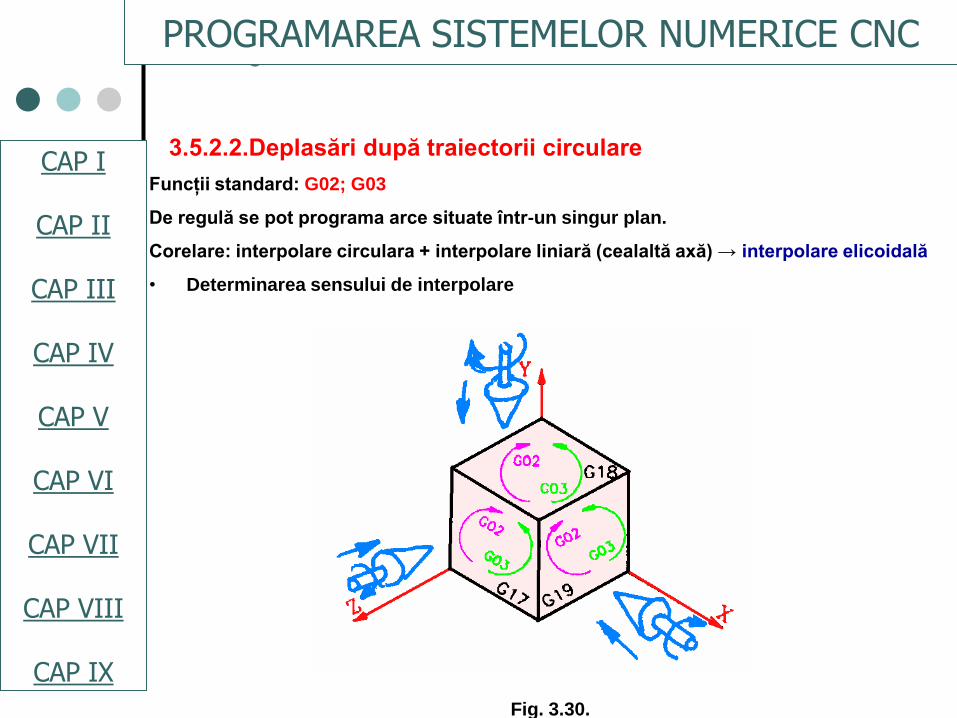
3.5.2.2.Deplasări după traiectorii circulare
Funcţii standard: G02; G03
De regulă se pot programa arce situate într-un singur plan.
Corelare: interpolare circulara + interpolare liniară (cealaltă axă) → interpolare elicoidală
• Determinarea sensului de interpolare
Fig. 3.30.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
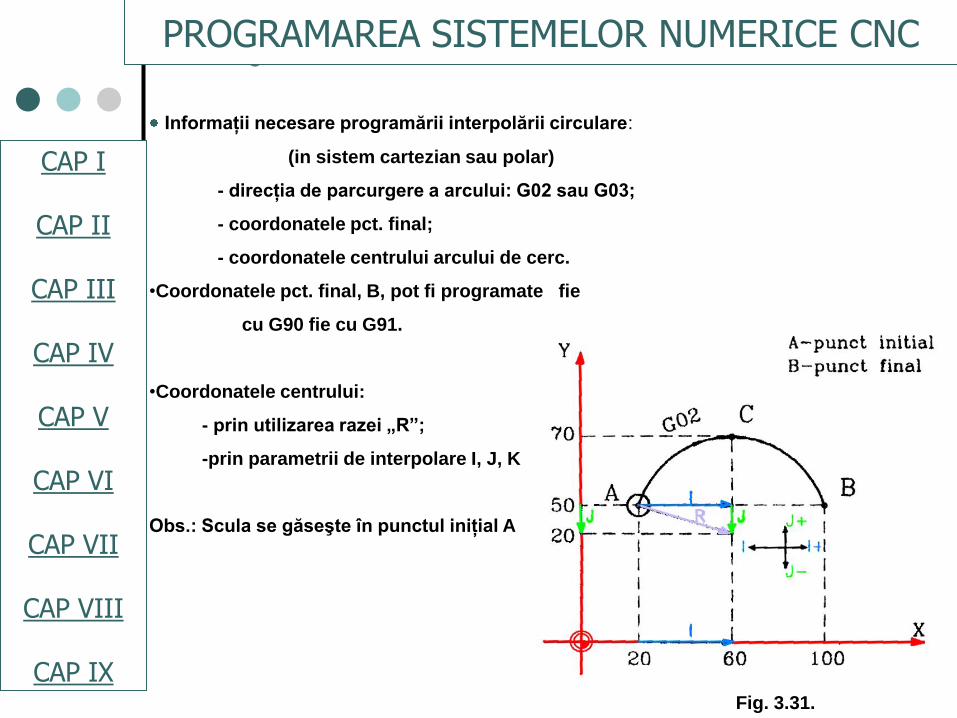
Informaţii necesare programării interpolării circulare:
(in sistem cartezian sau polar)
- direcţia de parcurgere a arcului: G02 sau G03;
- coordonatele pct. final;
- coordonatele centrului arcului de cerc.
•Coordonatele pct. final, B, pot fi programate fie
cu G90 fie cu G91.
•Coordonatele centrului:
- prin utilizarea razei „R”;
-prin parametrii de interpolare I, J, K
Obs.: Scula se găseşte în punctul iniţial A
Fig. 3.31.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
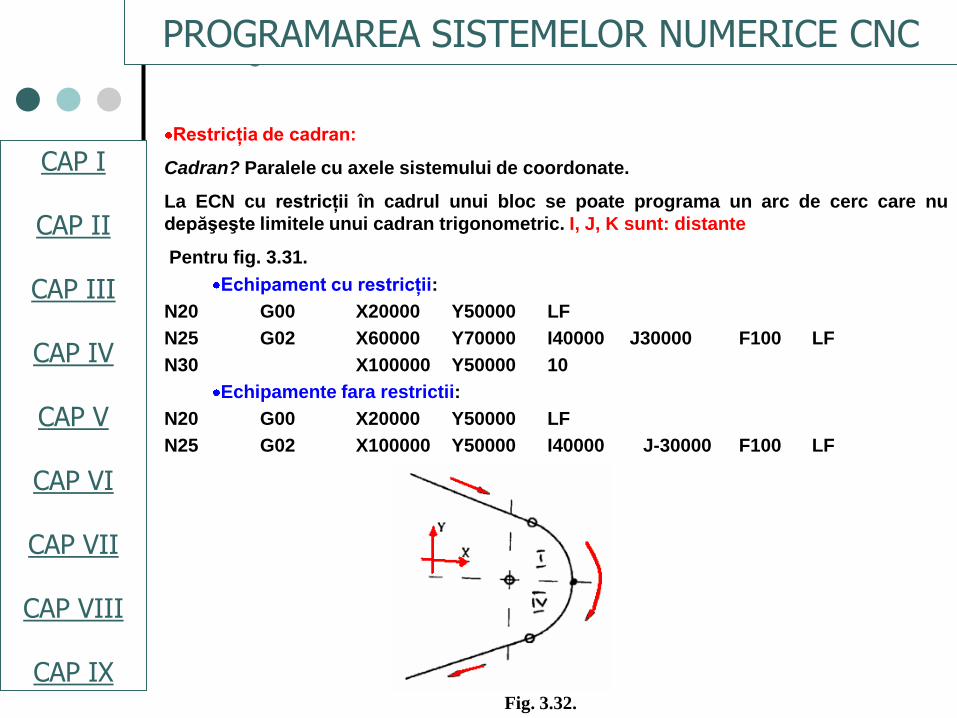
Restricţia de cadran:
Cadran? Paralele cu axele sistemului de coordonate.
La ECN cu restricţii în cadrul unui bloc se poate programa un arc de cerc care nu
depăşeşte limitele unui cadran trigonometric. I, J, K sunt: distante
Pentru fig. 3.31.
Echipament cu restricţii:
N20 G00 X20000 Y50000 LF
N25 G02 X60000 Y70000 I40000 J30000 F100 LF
N30 X100000 Y50000 10
Echipamente fara restrictii:
N20 G00 X20000 Y50000 LF
N25 G02 X100000 Y50000 I40000 J-30000 F100 LF
Fig. 3.32.
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
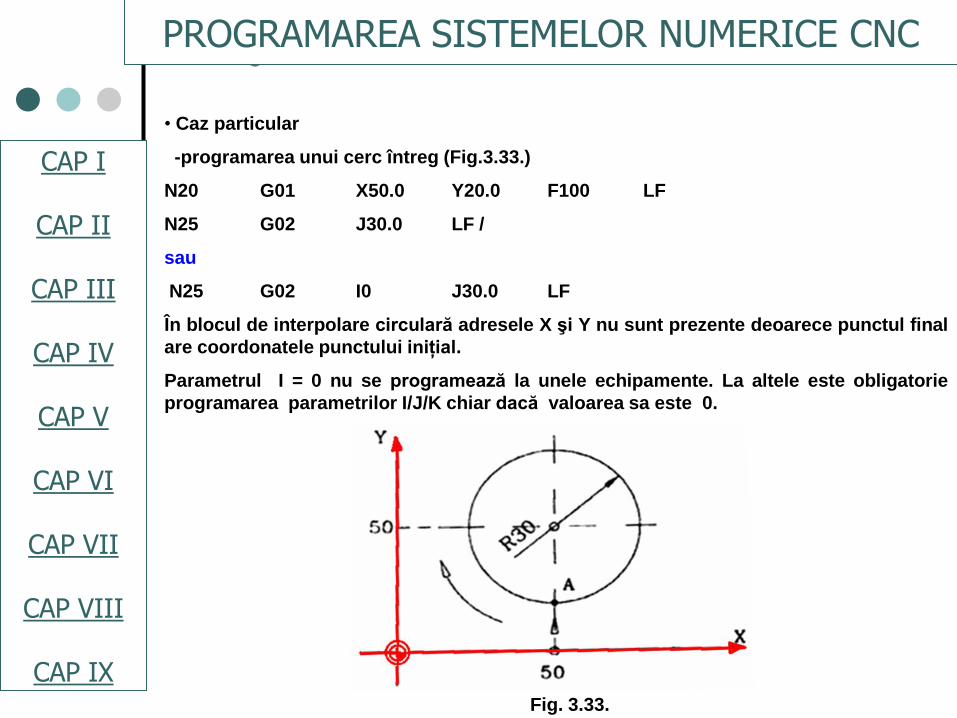
• Caz particular
-programarea unui cerc întreg (Fig.3.33.)
N20 G01 X50.0 Y20.0 F100 LF
N25 G02 J30.0 LF /
sau
N25 G02 I0 J30.0 LF
În blocul de interpolare circulară adresele X şi Y nu sunt prezente deoarece punctul final
are coordonatele punctului iniţial.
Parametrul I = 0 nu se programează la unele echipamente. La altele este obligatorie
programarea parametrilor I/J/K chiar dacă valoarea sa este 0.
Fig. 3.33.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
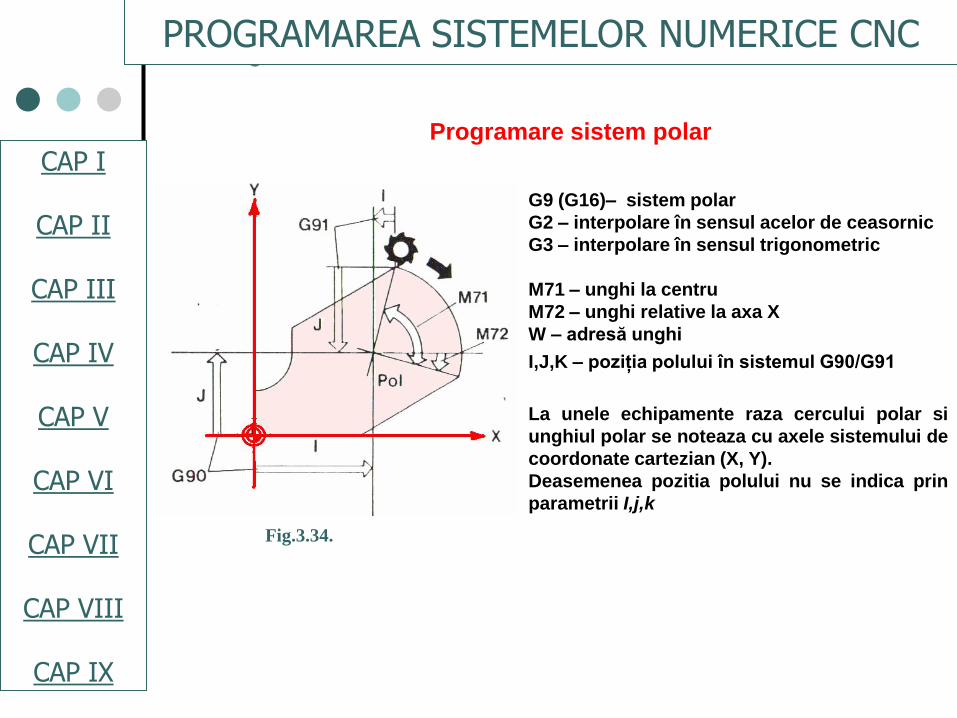
G9 (G16)– sistem polar
G2 – interpolare în sensul acelor de ceasornic
G3 – interpolare în sensul trigonometric
M71 – unghi la centru
M72 – unghi relative la axa X
W – adresă unghi
I,J,K – poziţia polului în sistemul G90/G91
La unele echipamente raza cercului polar si
unghiul polar se noteaza cu axele sistemului de
coordonate cartezian (X, Y).
Deasemenea pozitia polului nu se indica prin
parametrii I,j,k
Programare sistem polar
Fig.3.34.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
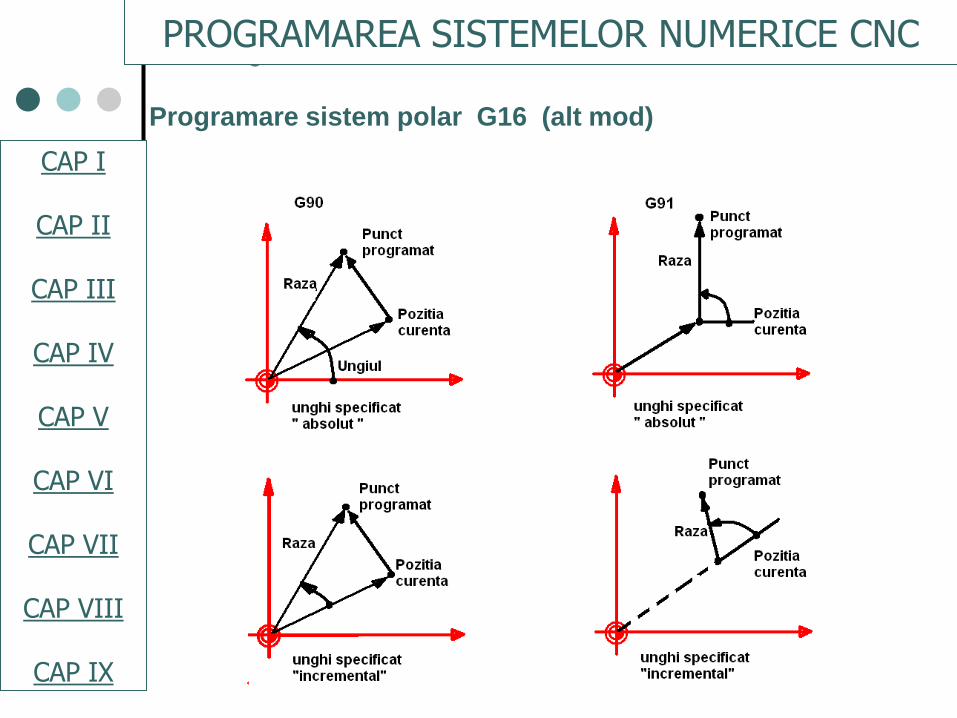
Programare sistem polar G16 (alt mod)
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
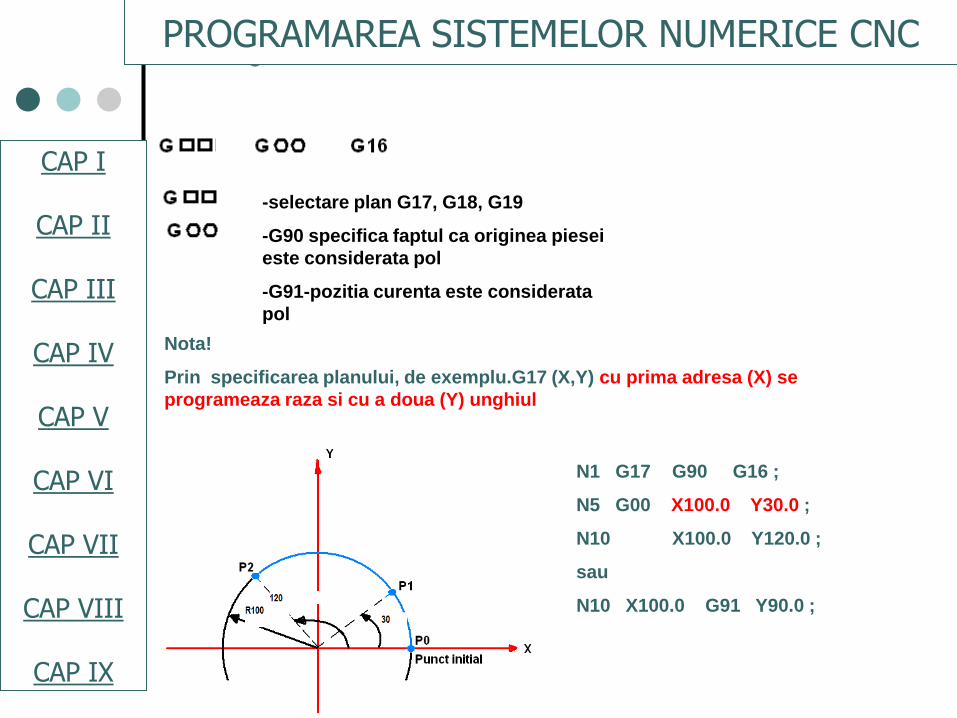
-selectare plan G17, G18, G19
-G90 specifica faptul ca originea piesei
este considerata pol
-G91-pozitia curenta este considerata
pol
Nota!
Prin specificarea planului, de exemplu.G17 (X,Y) cu prima adresa (X) se
programeaza raza si cu a doua (Y) unghiul
N1 G17 G90 G16 ;
N5 G00 X100.0 Y30.0 ;
N10 X100.0 Y120.0 ;
sau
N10 X100.0 G91 Y90.0 ;
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
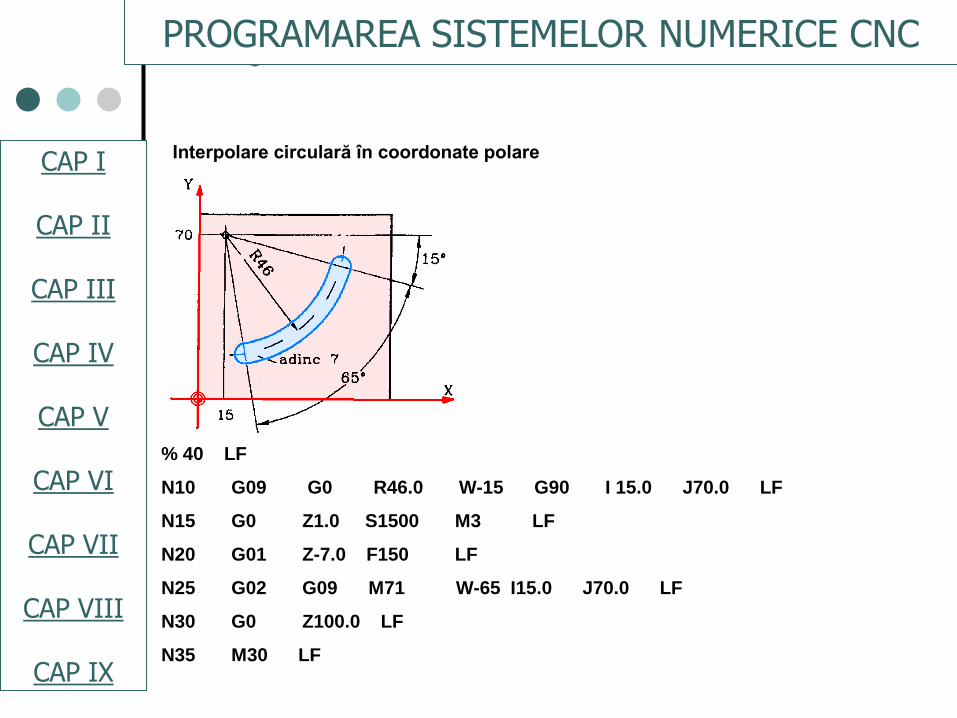
Interpolare circulară în coordonate polare
Fig. 3.37.
% 40 LF
N10 G09 G0 R46.0 W-15 G90 I 15.0 J70.0 LF
N15 G0 Z1.0 S1500 M3 LF
N20 G01 Z-7.0 F150 LF
N25 G02 G09 M71 W-65 I15.0 J70.0 LF
N30 G0 Z100.0 LF
N35 M30 LF
Z=0
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
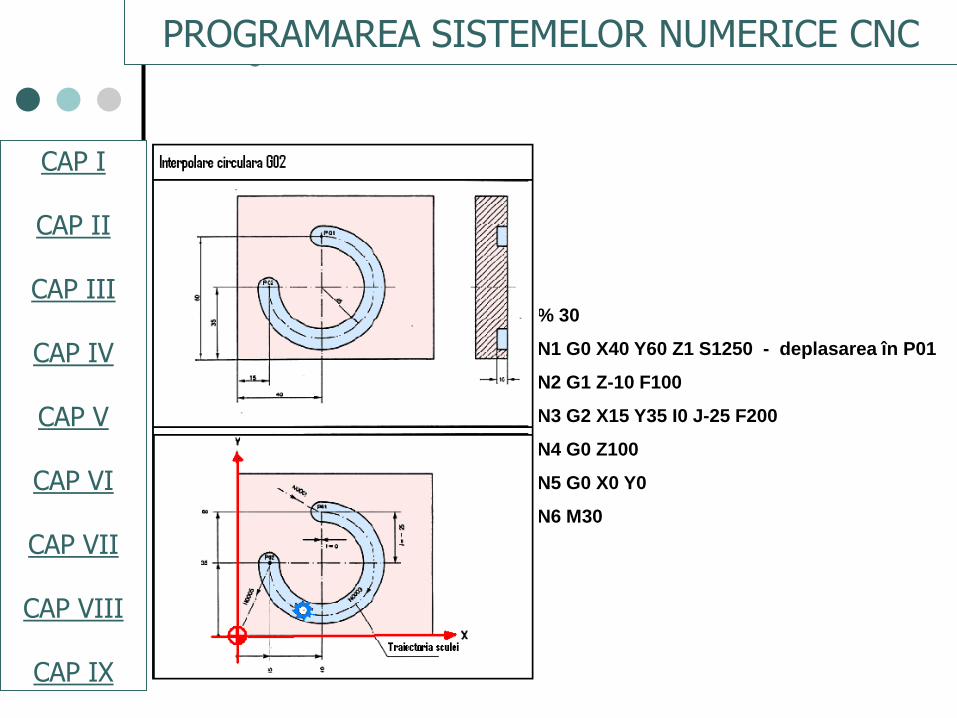
% 30
N1 G0 X40 Y60 Z1 S1250 - deplasarea în P01
N2 G1 Z-10 F100
N3 G2 X15 Y35 I0 J-25 F200
N4 G0 Z100
N5 G0 X0 Y0
N6 M30
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
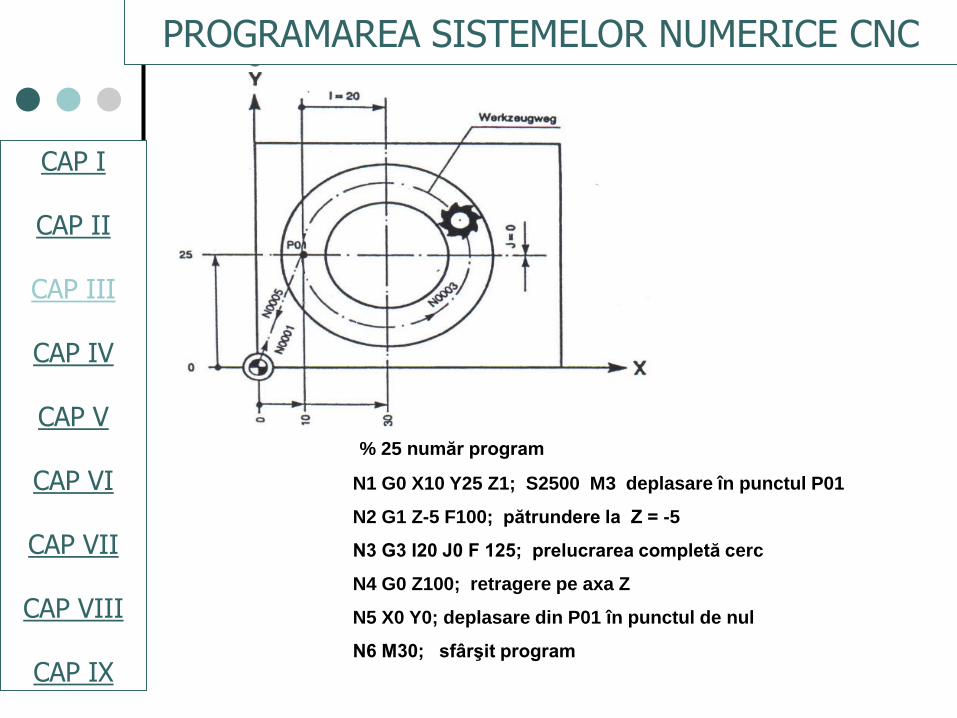
% 25 număr program
N1 G0 X10 Y25 Z1; S2500 M3 deplasare în punctul P01
N2 G1 Z-5 F100; pătrundere la Z = -5
N3 G3 I20 J0 F 125; prelucrarea completă cerc
N4 G0 Z100; retragere pe axa Z
N5 X0 Y0; deplasare din P01 în punctul de nul
N6 M30; sfârşit program
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
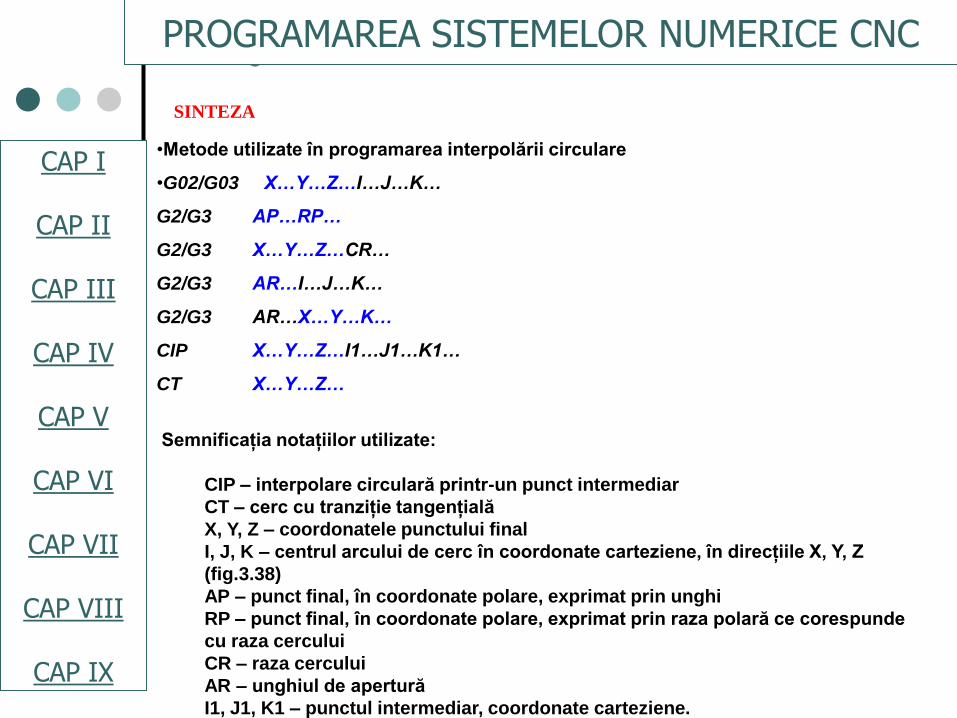
•Metode utilizate în programarea interpolării circulare
•G02/G03 X…Y…Z…I…J…K…
G2/G3 AP…RP…
G2/G3 X…Y…Z…CR…
G2/G3 AR…I…J…K…
G2/G3 AR…X…Y…K…
CIP X…Y…Z…I1…J1…K1…
CT X…Y…Z…
Semnificaţia notaţiilor utilizate:
CIP – interpolare circulară printr-un punct intermediar
CT – cerc cu tranziţie tangenţială
X, Y, Z – coordonatele punctului final
I, J, K – centrul arcului de cerc în coordonate carteziene, în direcţiile X, Y, Z
(fig.3.38)
AP – punct final, în coordonate polare, exprimat prin unghi
RP – punct final, în coordonate polare, exprimat prin raza polară ce corespunde
cu raza cercului
CR – raza cercului
AR – unghiul de apertură
I1, J1, K1 – punctul intermediar, coordonate carteziene.
SINTEZA
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
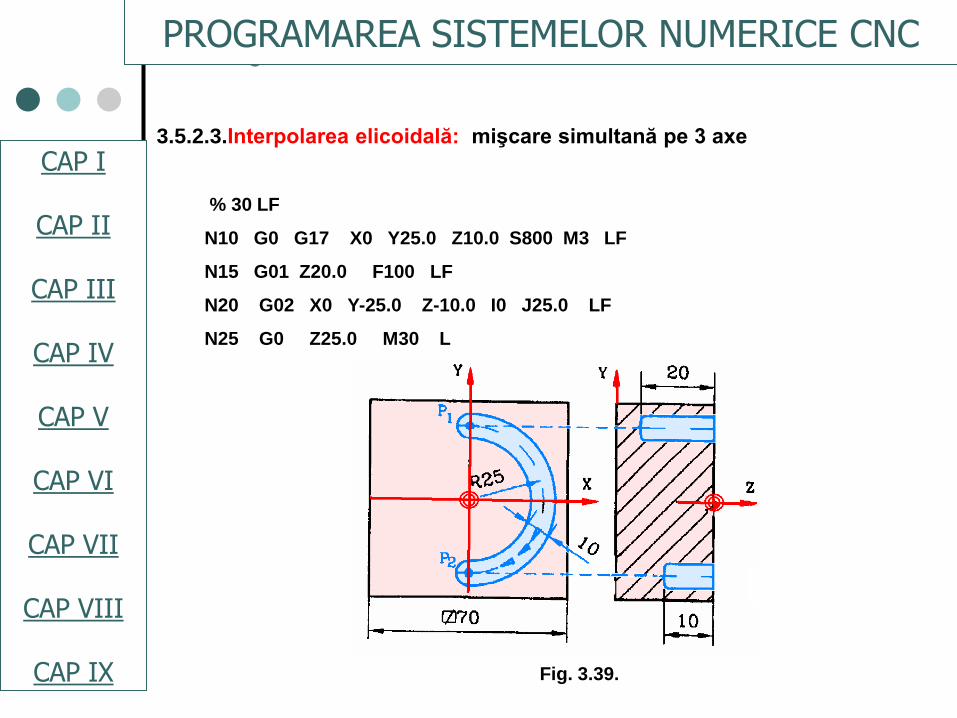
3.5.2.3.Interpolarea elicoidală: mişcare simultană pe 3 axe
% 30 LF
N10 G0 G17 X0 Y25.0 Z10.0 S800 M3 LF
N15 G01 Z20.0 F100 LF
N20 G02 X0 Y-25.0 Z-10.0 I0 J25.0 LF
N25 G0 Z25.0 M30 L
Fig. 3.39.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
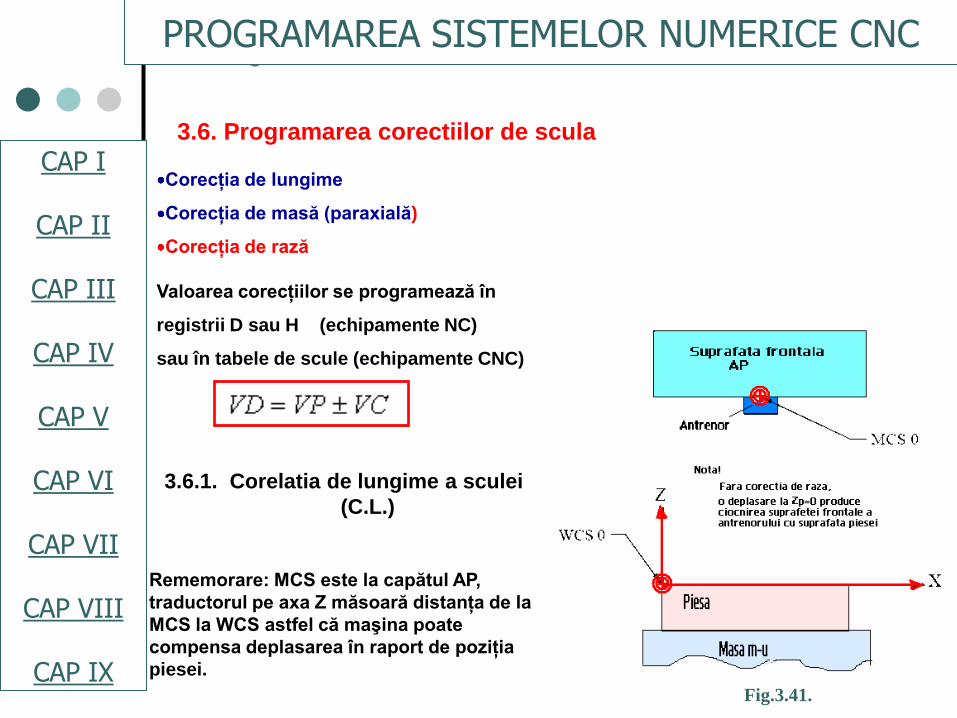
3.6. Programarea corectiilor de scula
Corecţia de lungime
Corecţia de masă (paraxială)
Corecţia de rază
Valoarea corecţiilor se programează în
registrii D sau H (echipamente NC)
sau în tabele de scule (echipamente CNC)
3.6.1. Corelatia de lungime a sculei
(C.L.)
Rememorare: MCS este la capătul AP,
traductorul pe axa Z măsoară distanţa de la
MCS la WCS astfel că maşina poate
compensa deplasarea în raport de poziţia
piesei.
Fig.3.41.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
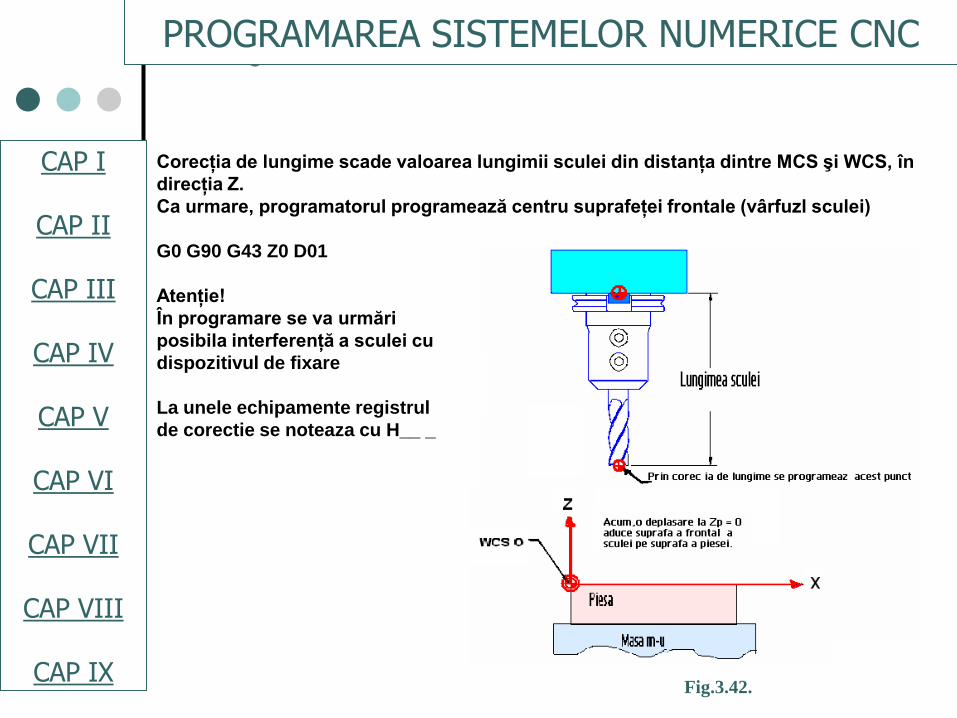
Corecţia de lungime scade valoarea lungimii sculei din distanţa dintre MCS şi WCS, în
direcţia Z.
Ca urmare, programatorul programează centru suprafeţei frontale (vârfuzl sculei)
G0 G90 G43 Z0 D01
Atenţie!
În programare se va urmări
posibila interferenţă a sculei cu
dispozitivul de fixare
La unele echipamente registrul
de corectie se noteaza cu H__ _
Fig.3.42.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
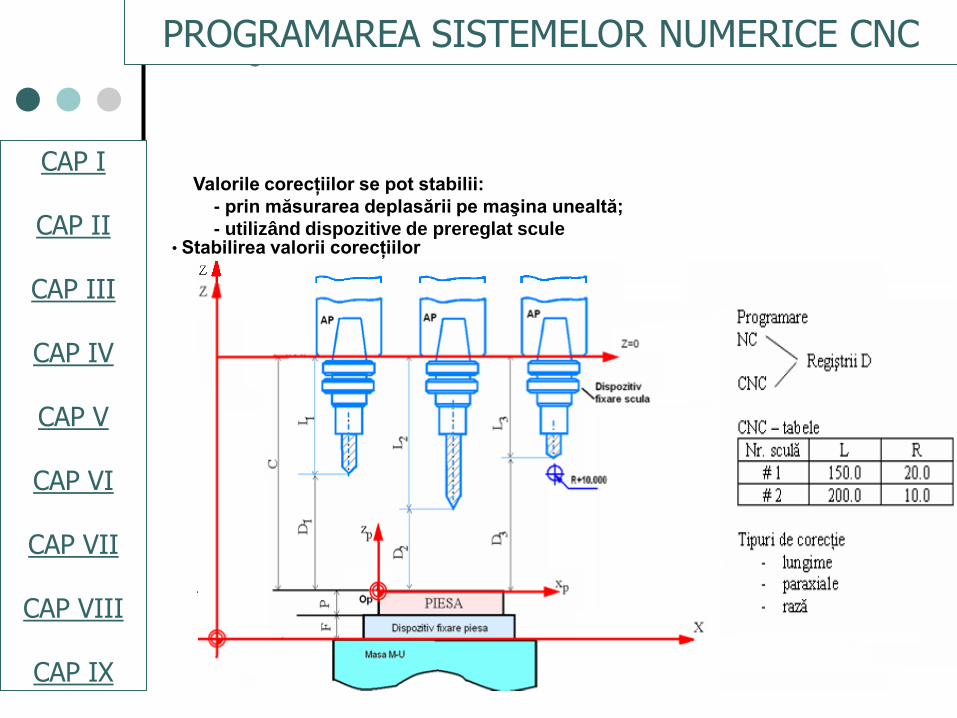
• Stabilirea valorii corecţiilor
Valorile corecţiilor se pot stabilii:
- prin măsurarea deplasării pe maşina unealtă;
- utilizând dispozitive de prereglat scule
Fig. 3.43.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
• Determinarea valorii corectiilor de lungime
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
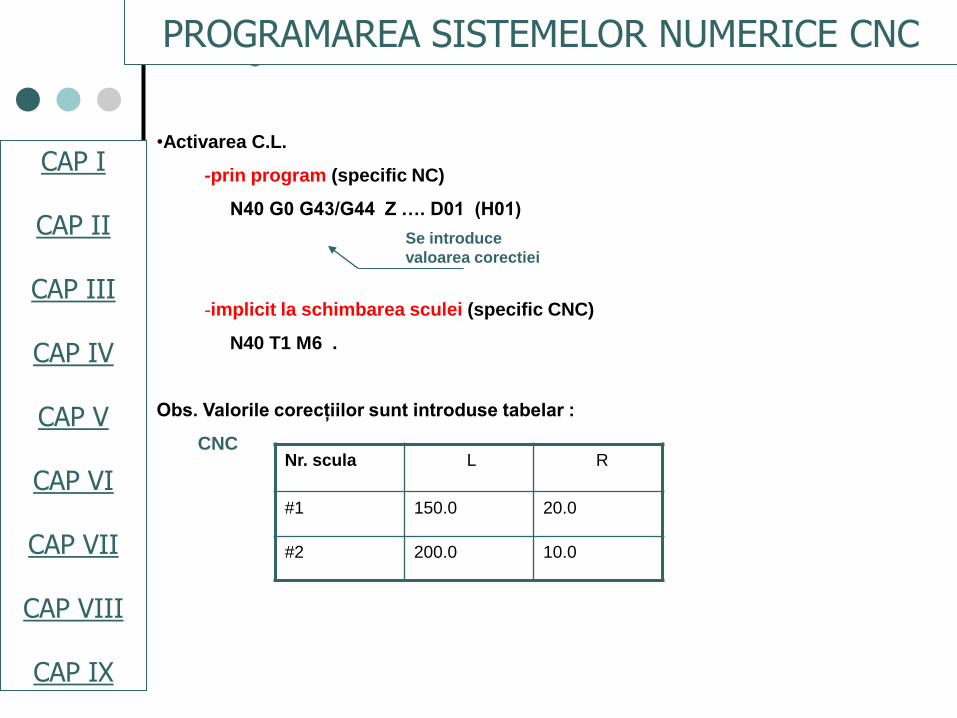
•Activarea C.L.
-prin program (specific NC)
N40 G0 G43/G44 Z …. D01 (H01)
-implicit la schimbarea sculei (specific CNC)
N40 T1 M6 .
Obs. Valorile corecţiilor sunt introduse tabelar :
CNC
Se introduce
valoarea corectiei
Nr. scula L R
#1 150.0 20.0
#2 200.0 10.0
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
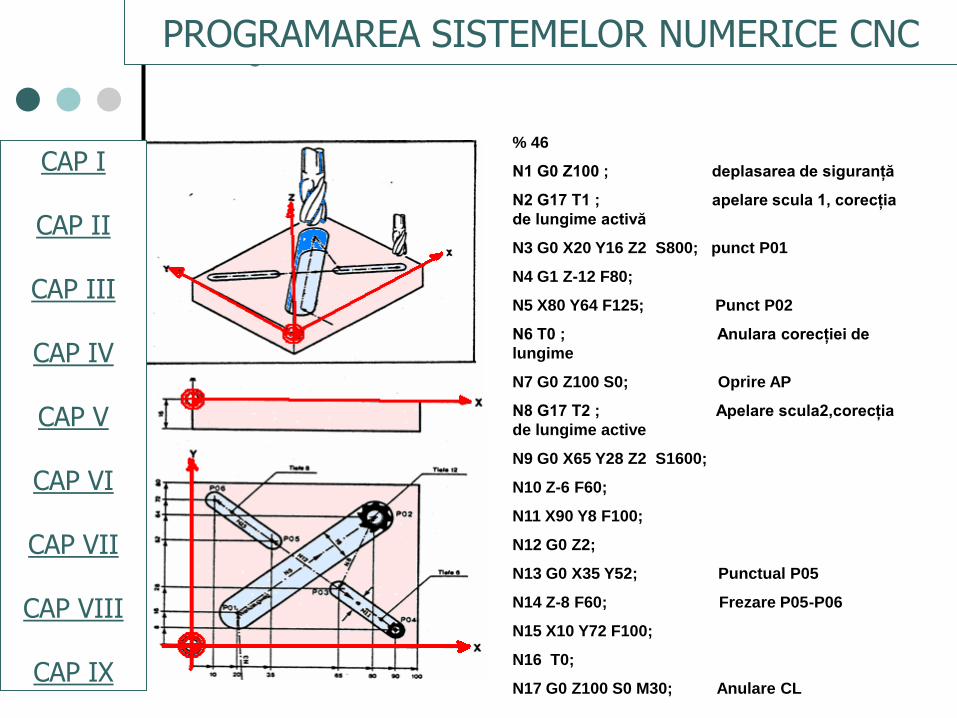
% 46
N1 G0 Z100 ; deplasarea de siguranţă
N2 G17 T1 ; apelare scula 1, corecţia
de lungime activă
N3 G0 X20 Y16 Z2 S800; punct P01
N4 G1 Z-12 F80;
N5 X80 Y64 F125; Punct P02
N6 T0 ; Anulara corecţiei de
lungime
N7 G0 Z100 S0; Oprire AP
N8 G17 T2 ; Apelare scula2,corecţia
de lungime active
N9 G0 X65 Y28 Z2 S1600;
N10 Z-6 F60;
N11 X90 Y8 F100;
N12 G0 Z2;
N13 G0 X35 Y52; Punctual P05
N14 Z-8 F60; Frezare P05-P06
N15 X10 Y72 F100;
N16 T0;
N17 G0 Z100 S0 M30; Anulare CL
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
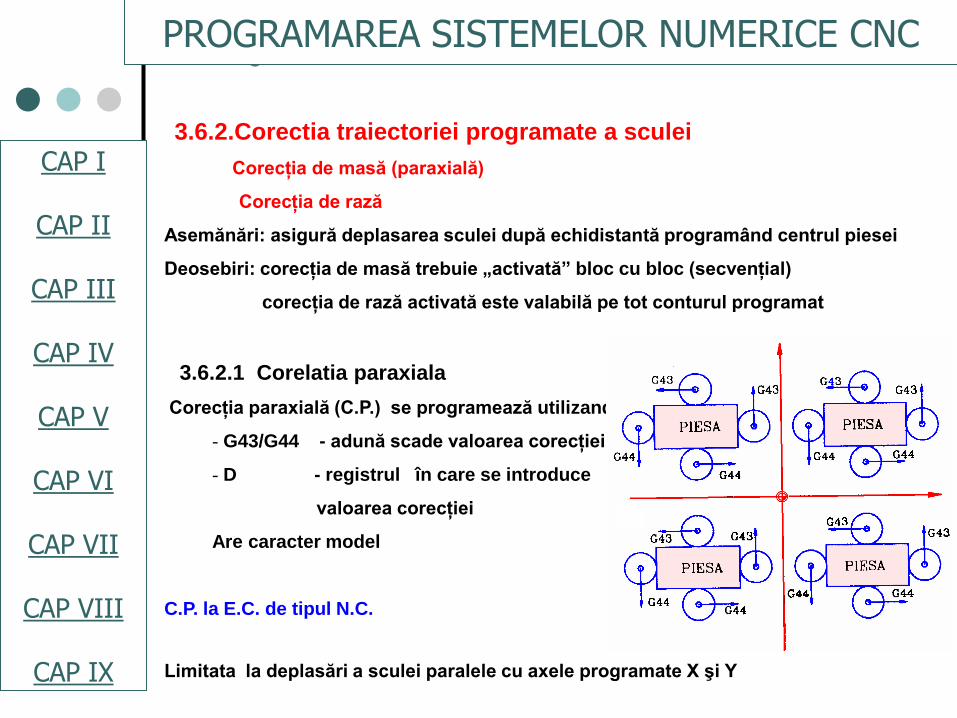
3.6.2.Corectia traiectoriei programate a sculei
Corecţia de masă (paraxială)
Corecţia de rază
Asemănări: asigură deplasarea sculei după echidistantă programând centrul piesei
Deosebiri: corecţia de masă trebuie „activată” bloc cu bloc (secvenţial)
corecţia de rază activată este valabilă pe tot conturul programat
3.6.2.1 Corelatia paraxiala
Corecţia paraxială (C.P.) se programează utilizand:
- G43/G44 - adună scade valoarea corecţiei
- D - registrul în care se introduce
valoarea corecţiei
Are caracter model
C.P. la E.C. de tipul N.C.
Limitata la deplasări a sculei paralele cu axele programate X şi Y
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
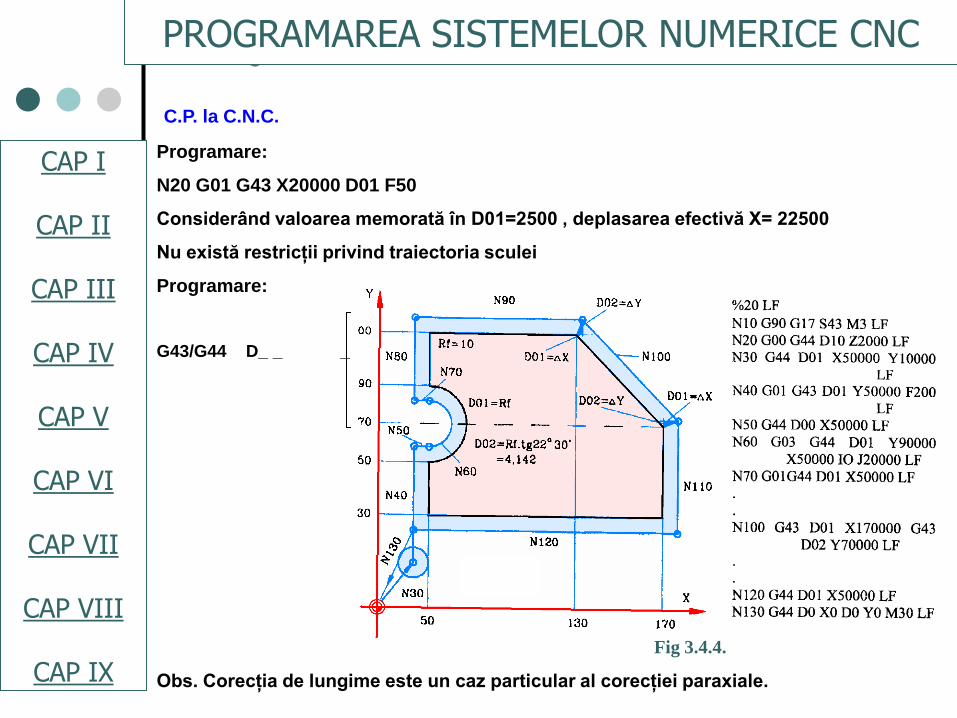
C.P. la C.N.C.
Programare:
N20 G01 G43 X20000 D01 F50
Considerând valoarea memorată în D01=2500 , deplasarea efectivă X= 22500
Nu există restricţii privind traiectoria sculei
Programare:
G43/G44 D_ _ _ _
Obs. Corecţia de lungime este un caz particular al corecţiei paraxiale.
Fig 3.4.4.
Z
Y
X
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
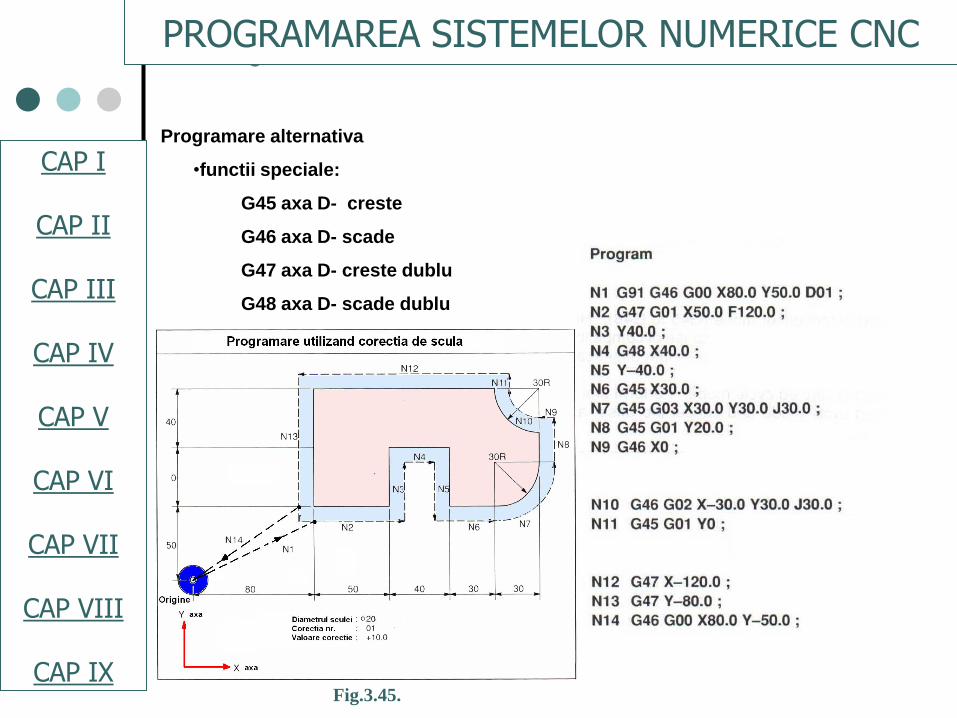
Programare alternativa
•functii speciale:
G45 axa D- creste
G46 axa D- scade
G47 axa D- creste dublu
G48 axa D- scade dublu
Fig.3.45.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
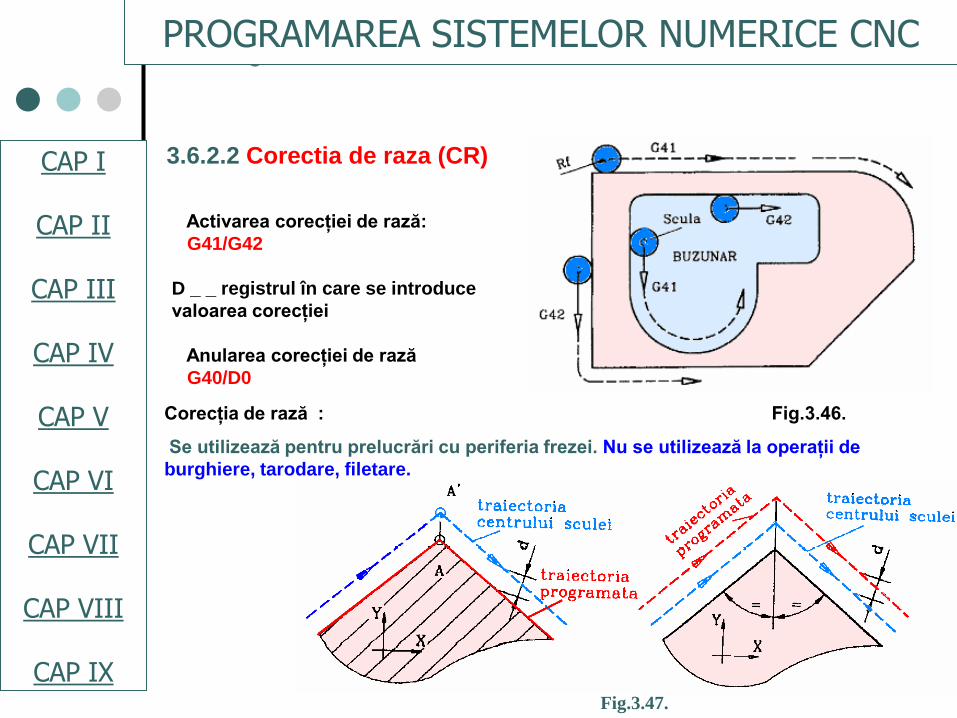
3.6.2.2 Corectia de raza (CR)
Activarea corecţiei de rază:
G41/G42
D _ _ registrul în care se introduce
valoarea corecţiei
Anularea corecţiei de rază
G40/D0
Corecţia de rază : Fig.3.46.
Se utilizează pentru prelucrări cu periferia frezei. Nu se utilizează la operaţii de
burghiere, tarodare, filetare.
Fig.3.47.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
• De ce corectia de raza?
-Precizia suprafeţei obţinute la prelucrarea cu periferia frezei (profilare) depinde
şi de precizia frezei:
-Cât de apropiat este diametrul real de cel considerat în programare.
-Compensarea uzurii;
-Modificarea diametrului frezei; (ex: prin reascuţire, schimbare etc.)
-Utilizarea unui singur program pentru degrosare si finisare;
-Compensarea unor abateri de la profilul obţinut, în raport cu cel teoretic
-Etc.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
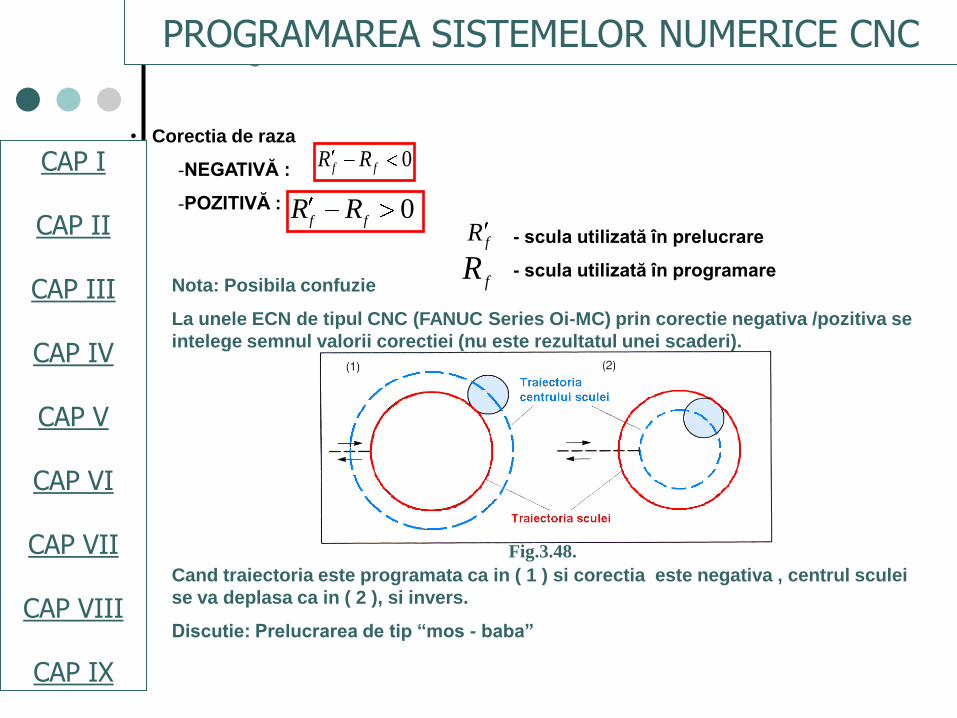
• Corectia de raza
-NEGATIVĂ :
-POZITIVĂ :
- scula utilizată în prelucrare
- scula utilizată în programare
0ff
RR
0ff RR
fR
fR
Nota: Posibila confuzie
La unele ECN de tipul CNC (FANUC Series Oi-MC) prin corectie negativa /pozitiva se
intelege semnul valorii corectiei (nu este rezultatul unei scaderi).
Cand traiectoria este programata ca in ( 1 ) si corectia este negativa , centrul sculei
se va deplasa ca in ( 2 ), si invers.
Discutie: Prelucrarea de tip “mos - baba”
Fig.3.48.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
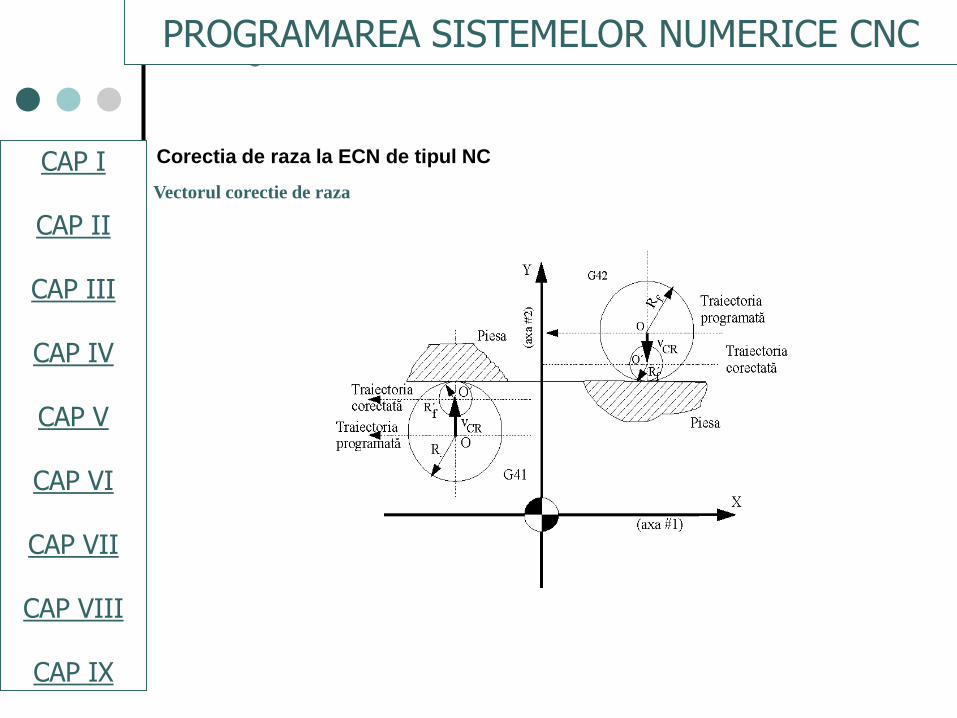
Corectia de raza la ECN de tipul NC
Vectorul corectie de raza
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
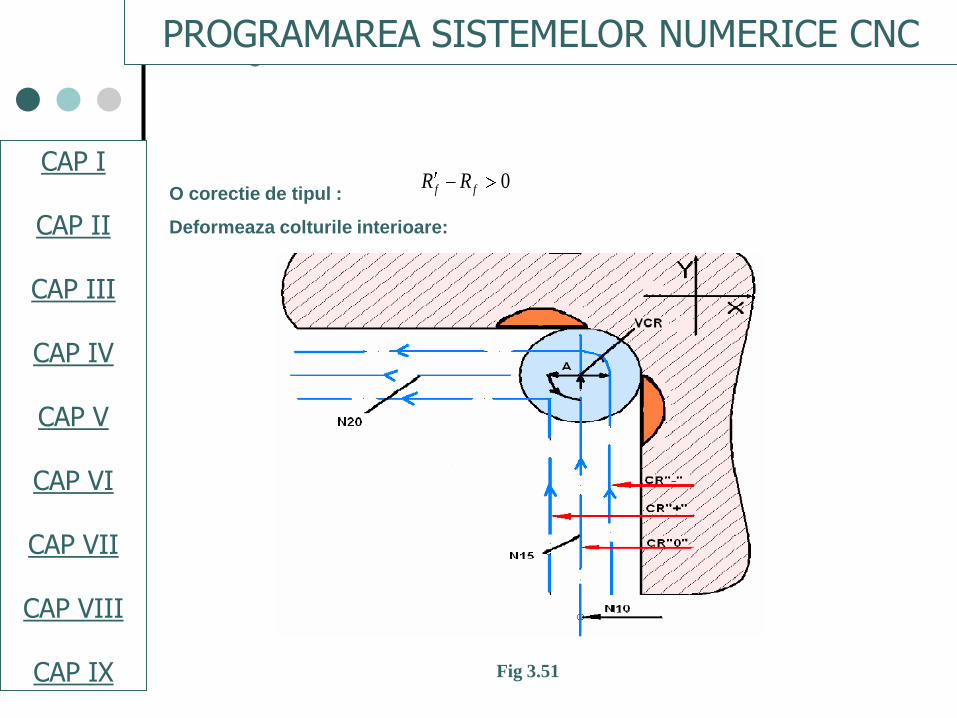
O corectie de tipul :
Deformeaza colturile interioare:
0ff RR
Fig 3.51
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
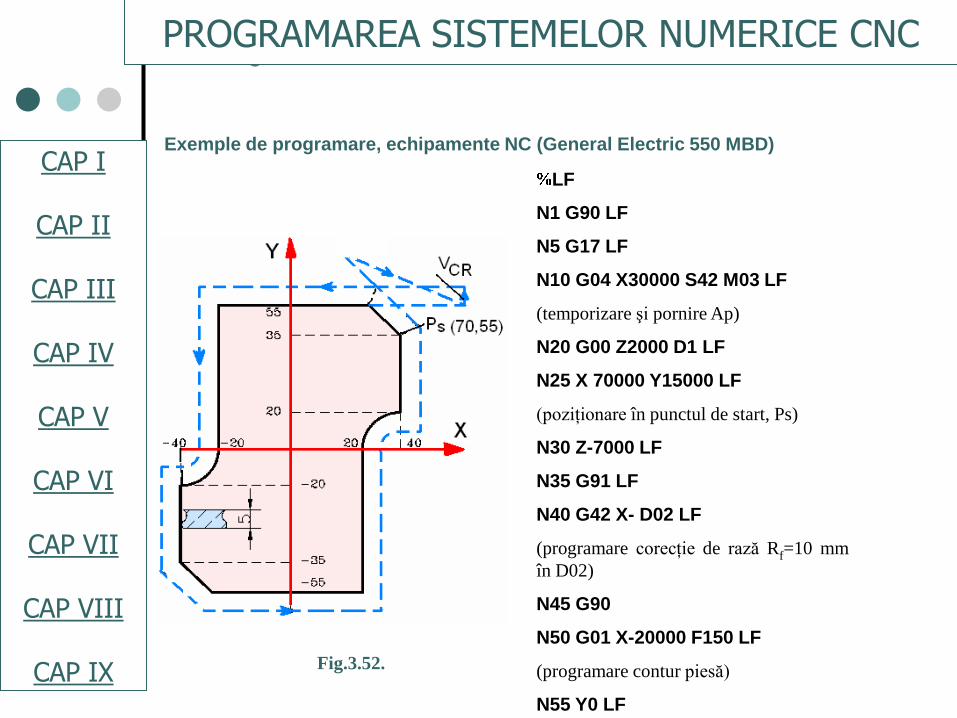
Exemple de programare, echipamente NC (General Electric 550 MBD)
LF
N1 G90 LF
N5 G17 LF
N10 G04 X30000 S42 M03 LF
(temporizare şi pornire Ap)
N20 G00 Z2000 D1 LF
N25 X 70000 Y15000 LF
(poziţionare în punctul de start, Ps)
N30 Z-7000 LF
N35 G91 LF
N40 G42 X- D02 LF
(programare corecţie de rază Rf=10 mm
în D02)
N45 G90
N50 G01 X-20000 F150 LF
(programare contur piesă)
N55 Y0 LF
Fig.3.52.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
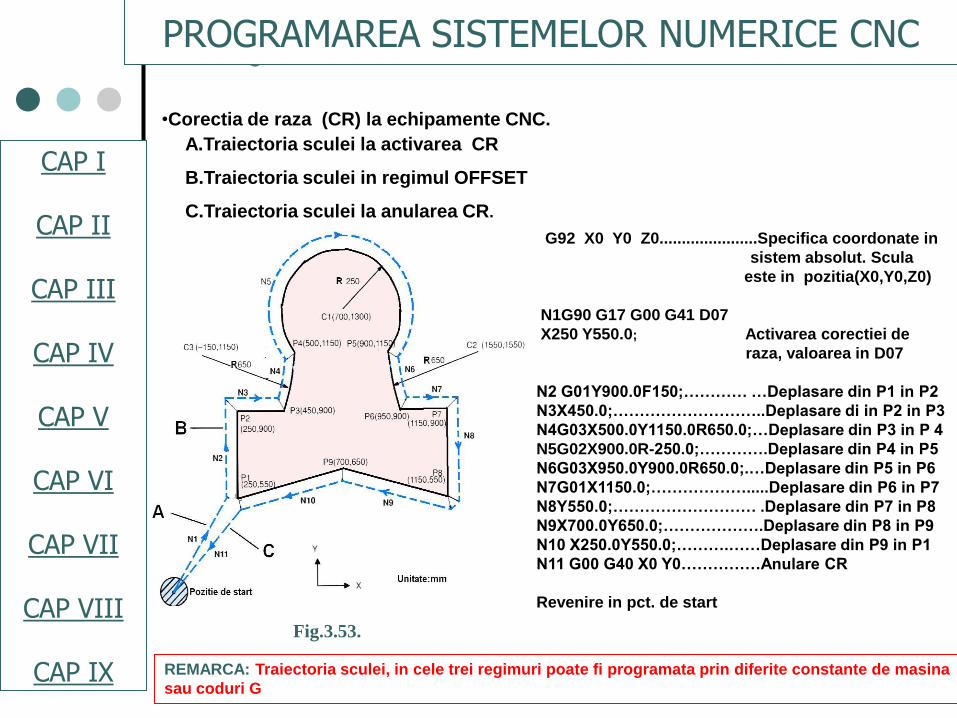
•Corectia de raza (CR) la echipamente CNC.
A.Traiectoria sculei la activarea CR
B.Traiectoria sculei in regimul OFFSET
C.Traiectoria sculei la anularea CR.
REMARCA: Traiectoria sculei, in cele trei regimuri poate fi programata prin diferite constante de masina
sau coduri G
Fig.3.53.
G92 X0 Y0 Z0......................Specifica coordonate in
sistem absolut. Scula
este in pozitia(X0,Y0,Z0)
N1G90 G17 G00 G41 D07
X250 Y550.0; Activarea corectiei de
raza, valoarea in D07
N2 G01Y900.0F150;………… …Deplasare din P1 in P2
N3X450.0;………………………..Deplasare di in P2 in P3
N4G03X500.0Y1150.0R650.0;…Deplasare din P3 in P 4
N5G02X900.0R-250.0;………….Deplasare din P4 in P5
N6G03X950.0Y900.0R650.0;.…Deplasare din P5 in P6
N7G01X1150.0;……………….....Deplasare din P6 in P7
N8Y550.0;……………………… .Deplasare din P7 in P8
N9X700.0Y650.0;……………….Deplasare din P8 in P9
N10 X250.0Y550.0;……….……Deplasare din P9 in P1
N11 G00 G40 X0 Y0……………Anulare CR
Revenire in pct. de start
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
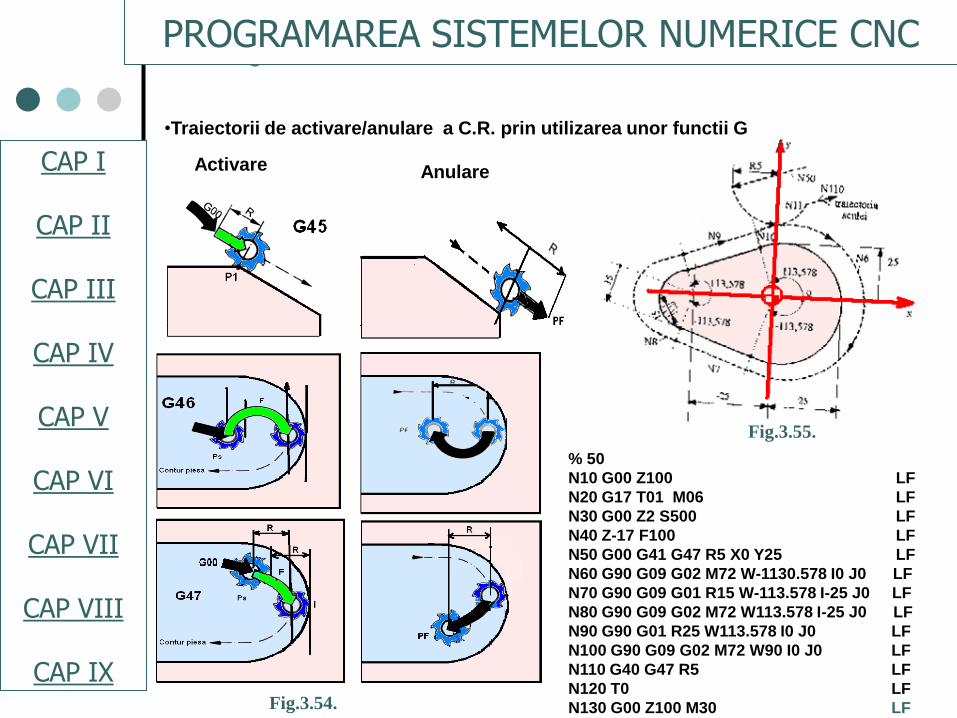
•Traiectorii de activare/anulare a C.R. prin utilizarea unor functii G
Activare Anulare
% 50
N10 G00 Z100 LF
N20 G17 T01 M06 LF
N30 G00 Z2 S500 LF
N40 Z-17 F100 LF
N50 G00 G41 G47 R5 X0 Y25 LF
N60 G90 G09 G02 M72 W-1130.578 I0 J0 LF
N70 G90 G09 G01 R15 W-113.578 I-25 J0 LF
N80 G90 G09 G02 M72 W113.578 I-25 J0 LF
N90 G90 G01 R25 W113.578 I0 J0 LF
N100 G90 G09 G02 M72 W90 I0 J0 LF
N110 G40 G47 R5 LF
N120 T0 LF
N130 G00 Z100 M30 LF
Fig.3.55.
Fig.3.54.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
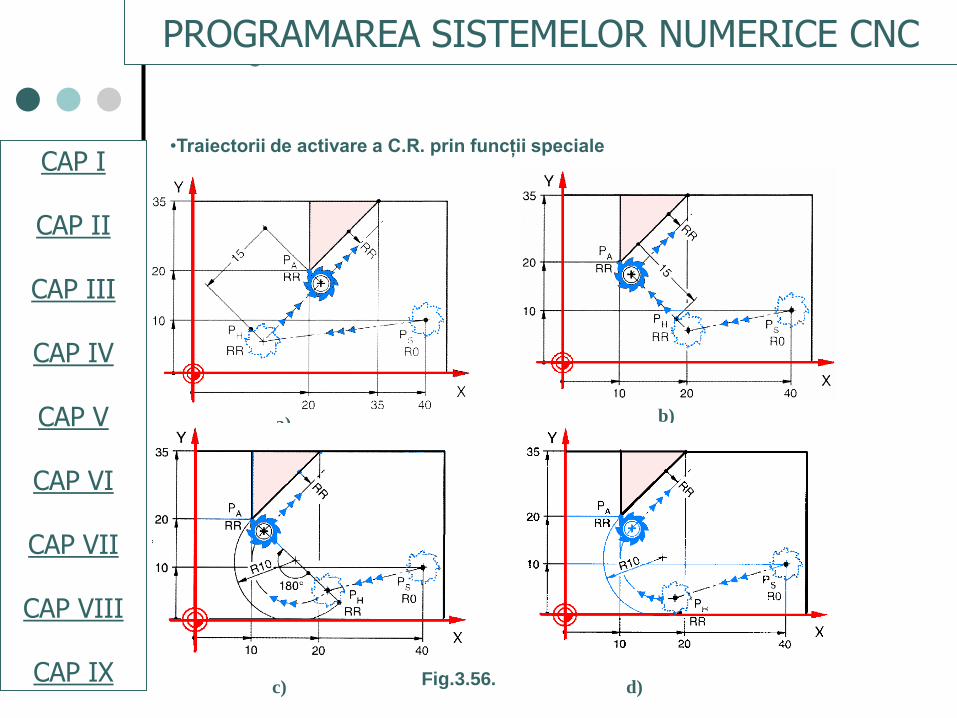
•Traiectorii de activare a C.R. prin funcţii speciale
a) b)
c) d)Fig.3.56.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
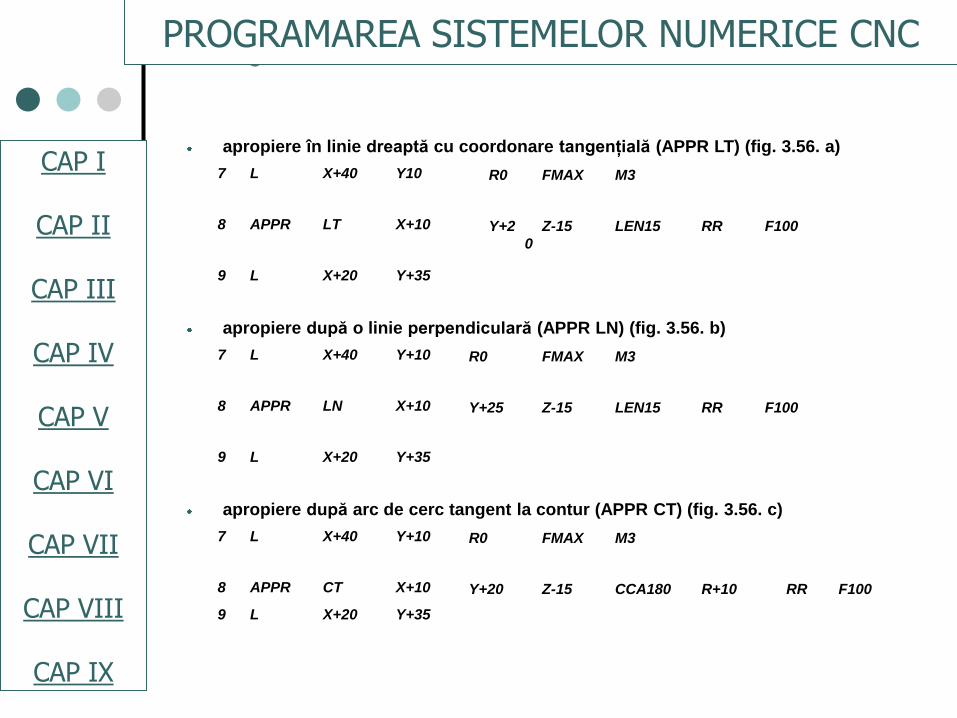
apropiere în linie dreaptă cu coordonare tangenţială (APPR LT) (fig. 3.56. a)
7 L X+40 Y10 R0 FMAX M3
8 APPR LT X+10 Y+2
0
Z-15 LEN15 RR F100
9 L X+20 Y+35
apropiere după o linie perpendiculară (APPR LN) (fig. 3.56. b)
7 L X+40 Y+10 R0 FMAX M3
8 APPR LN X+10 Y+25 Z-15 LEN15 RR F100
9 L X+20 Y+35
apropiere după arc de cerc tangent la contur (APPR CT) (fig. 3.56. c)
7 L X+40 Y+10 R0 FMAX M3
8 APPR CT X+10 Y+20 Z-15 CCA180 R+10 RR F100
9 L X+20 Y+35
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX
CAP I
CAP II
CAP III
CAP V
CAP IV
CAP VI
CAP VII
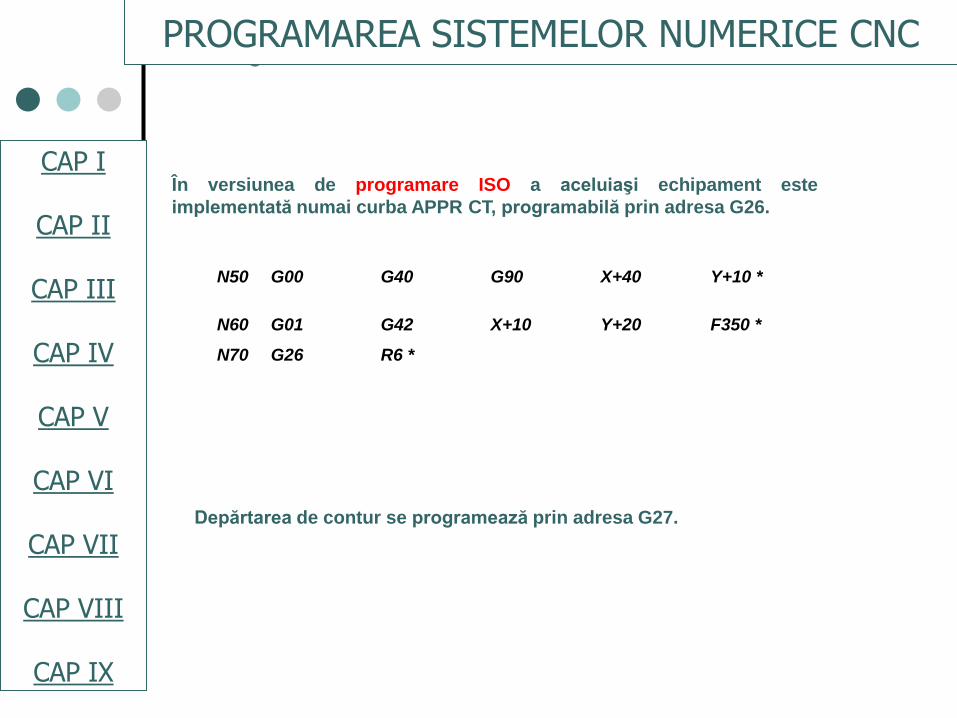
În versiunea de programare ISO a aceluiaşi echipament este
implementată numai curba APPR CT, programabilă prin adresa G26.
N50 G00 G40 G90 X+40 Y+10 *
N60 G01 G42 X+10 Y+20 F350 *
N70 G26 R6 *
Depărtarea de contur se programează prin adresa G27.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX