Cap I Tolerante si control dimensional
10
9 Capitolul I INTRODUCERE 1.1. DEZVOLTAREA METROLOGIEI DIMENSIONALE Dezvoltarea explozivă a microelectronicii şi informaticii, realizarea sistemelor flexibile de fabricaţie, implementarea unor tehnologii noi, de vârf, a permis realizarea unor produse tot mai complexe, realizate prin procese tehnologice greu de ţinut sub control prin metodele tradiţionale. Astfel s-a impus o nouă abordare a sistemelor de producţie punându-se la punct sistemele integrate de producţie cu ajutorul calculatorului – Computer Integrated Manufactury – CIM, în cadrul cărora un subsistem important îl reprezintă cel al calităţii asistate de calculator – Computer Aided Quality – CAQ. În cadrul sistemului QM (Quality Management) tehnica măsurării este o parte componentă indisolubil legată de procesul de obţinere a produsului finit. Progresul tehnicilor de măsurare trebuie să ţină pasul cu dezvoltarea tehnicilor de prelucrare, având în vedere că procesul de măsurare, adică de estimare a calităţii execuţiei, este faza finală în realizarea produsului finit care îşi pune decisiv amprenta asupra modului în care s-a desfăşurat prelucrarea. Oricât de precis am reuşi să prelucrăm un produs, dacă nu ştim să-l măsurăm cel puţin la fel de precis, investiţia făcută în prelucrare este inutilă, produsul fiind estimat şi apreciat la nivelul controlului tehnic. Acestea sunt motivele pentru care pe plan mondial, în industria avansată, s-au investit sume uriaşe pentru dezvoltarea şi implementarea unor metode, dispozitive, aparate de înaltă precizie, care alături de metodele dezvoltate de prelucrare, să producă saltul calitativ dorit de toţi producătorii. Salturile care se produc cu o frecvenţă din ce în ce mai mare, pe lângă aspectul
-
Upload
fetti-alin -
Category
Documents
-
view
81 -
download
5
description
tcd suport curs
Transcript of Cap I Tolerante si control dimensional

9
Capitolul I
INTRODUCERE
1.1. DEZVOLTAREA METROLOGIEI DIMENSIONALE
Dezvoltarea explozivă a microelectronicii şi informaticii, realizarea sistemelor flexibile de fabricaţie, implementarea unor tehnologii noi, de vârf, a permis realizarea unor produse tot mai complexe, realizate prin procese tehnologice greu de ţinut sub control prin metodele tradiţionale. Astfel s-a impus o nouă abordare a sistemelor de producţie punându-se la punct sistemele integrate de producţie cu ajutorul calculatorului – Computer Integrated Manufactury – CIM, în cadrul cărora un subsistem important îl reprezintă cel al calităţii asistate de calculator – Computer Aided Quality – CAQ. În cadrul sistemului QM (Quality Management) tehnica măsurării este o parte componentă indisolubil legată de procesul de obţinere a produsului finit. Progresul tehnicilor de măsurare trebuie să ţină pasul cu dezvoltarea tehnicilor de prelucrare, având în vedere că procesul de măsurare, adică de estimare a calităţii execuţiei, este faza finală în realizarea produsului finit care îşi pune decisiv amprenta asupra modului în care s-a desfăşurat prelucrarea. Oricât de precis am reuşi să prelucrăm un produs, dacă nu ştim să-l măsurăm cel puţin la fel de precis, investiţia făcută în prelucrare este inutilă, produsul fiind estimat şi apreciat la nivelul controlului tehnic. Acestea sunt motivele pentru care pe plan mondial, în industria avansată, s-au investit sume uriaşe pentru dezvoltarea şi implementarea unor metode, dispozitive, aparate de înaltă precizie, care alături de metodele dezvoltate de prelucrare, să producă saltul calitativ dorit de toţi producătorii. Salturile care se produc cu o frecvenţă din ce în ce mai mare, pe lângă aspectul

INTRODUCERE
10
fericit de creştere a nivelului tehnic, mai produc şi sufocarea producătorilor cu mai puţină forţă financiară, având în vedere că noile echipamente sunt în general foarte scumpe. A avea tehnologie de prelucrare, respectiv de măsurare, de ultimă oră este un lux foarte scump pe care şi-l pot permite doar marile firme, marile concerne care impun politica tehnologică în lume. Mai mult chiar, precizie ridicată înseamnă şi preţ de cost ridicat, din acest motiv introducerea tehnicilor sofisticate de măsurare trebuie făcută cu mult discernământ pentru a nu ridica inutil şi exagerat preţul de cost al produsului. Alegerea echipamentului de prelucrare şi măsurare trebuie făcută strict la nivelul preciziei produsului cerut.
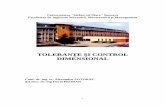
Dezvoltarea metrologiei dimensionale (Fig.1) este evidentă în special în ultimii douăzeci de ani, când implementarea calculatorului în tehnicile de măsurare a devenit o realitate din ce în ce mai frecventă
Zeci de milioane de dolari din vânzările din lumea întreagă
depind anual direct de instrumentele şi tehnicile de măsurare. Cercetările din laboratoare asigură piatra de temelie pe care se sprijină societatea modernă. Telefoanele celulare, air bag-urile, maşinile fax, maşinile pentru jocurile video etc., necesită măsurări ale unor cantităţi de multe ori mai mici decât poate ochiul omenesc să sesizeze, sau unele măsurări precise de tensiune, frecvenţă, viteză, presiune, radiaţii şi
0,05µµµµm
5µµµµm
Instrumente de măsură cu Laser
Comparatoare optice
Comparatoare mecanice
0,1mm
0,01mm
1µm
0,1µm
0,01µm
0,001µm(1nm)
0,3pm
Instrumente de măsură
Şublere cu vernier
Microscop electronic cu scanare
Comparatoare electronice
Fig.1.1. Dezvoltarea metrologiei dimensionale
1900 1920 1940 1960 1980 1990 2000 Anul
0,5µµµµm
[OSA99]

INTRODUCERE
11
temperatură. Cercetările de laborator caută să îmbunătăţească continuu modul de măsurare a acestora, un proces care este parte integrantă a responsabilităţii constituţionale a oricărui guvern.
În anul 2000 companiile industriale au vândut în întreaga lume bunuri în valoare de mai mult de 100 miliarde dolari şi piaţa mondială cere într-un ritm din ce în ce mai alert producători care să demonstreze că produsele lor respectă standardele specifice înainte de a fi cumpărate. Pentru multe produse obişnuite exportate, guvernele naţionale acceptă teste ale conformităţii produselor cu standardele în vigoare, numai dacă un laborator naţional de metrologie certifică calitatea testelor.
1.2. Locul şi importanţa măsurărilor şi controlului în asigurarea calităţii
Metrologia, ştiinţa măsurărilor şi inspecţia sunt funcţii de control care leagă calitatea proiectării de calitatea conformanţei. Inspecţia are rolul de a ajuta la evaluarea conformităţii sau neconformităţii produsului cu specificaţiile, asigurând raportarea din timp a deficienţelor care apar în procesul de producţie. Având în vedere că deciziile privind calitatea se bazează pe inspecţie şi măsurare, e uşor de sesizat posibilitatea apariţiei de consecinţe nedorite în cazul în care acestea nu sunt cunoscute şi aplicate corect. Inspecţia este “judecătorul” conformanţei produsului cu specificaţiile, lansând feedback-ul necesar asigurării calităţii la producător. Inspecţia a fost totdeauna o parte vitala a fabricaţiei până la revoluţia industrială; de altfel rolul acesteia s-a schimbat dramatic de-a lungul timpului. Până la revoluţia industrială inspecţia nu era o funcţie separată a fabricaţiei, muncitorii fiind fabricanţi şi controlori, aceştia fiind complet responsabili de calitatea produselor fabricate. Producţia de masă şi apariţia interschimbabilităţii au făcut din inspecţie o necesitate. Rolul compartimentului de inspecţie (control) era acela de a separa produsele bune de cele rele, de a asigura compartimentul de montaj că numai subansamble conforme vor echipa produsul final. Controlorii deveneau astfel “poliţişti” care aveau rolul de a-i “prinde” pe cei care greşeau, adică muncitorii care nu produceau calitatea impusă. Inspecţia tradiţională se baza pe controlul parţial sau total începând cu intrarea materialelor sau semifabricatelor şi terminând cu

INTRODUCERE
12
produsul final, având prevăzute controale off-line pe linia de producţie. Acest procedeu nu avea la bază nici o formă de apreciere a furnizorului, o cuantificare a încrederii în capacitatea acestuia de a furniza produse conforme, subansamblele neconforme fiind returnate. Această muncă consuma timp, iar costurile acesteia se adăugau produsului final fără a adăuga valoare acestuia. Din păcate, eficienţa controlului era scăzută, iar relaţiile personale dintre controlor şi muncitori se depreciau. De cele mai multe ori controlorii erau recrutaţi din rândul muncitorilor pe baza unei promovări, aceştia având relaţii personale cu ceilalţi muncitori. O dată cu schimbarea rolului de muncitor cu cel de controlor, apărea tentaţia de a “închide ochii” în ceea ce priveşte calitatea unui produs dacă acesta era produs de un “prieten”. Acest fapt avea consecinţe nefavorabile asupra menţinerii nivelului calităţii în întreprindere. Concepţia modernă privind controlul proceselor şi al produselor unei organizaţii este cuprinsă în termenul “Controlul Calităţii” (Quality Control), întâlnit în toate lucrările de specialitate mai recente. Controlul calităţii este o funcţie foarte importantă a organizării fabricaţiei. Aceasta are rolul de a prevedea, depista şi corecta abaterile de la calitatea impusă. Într-o întreprindere (organizaţie) modernă, nivelul calităţii este impus de clienţi. Există un mare număr de funcţii ale controlului calităţii care se desfăşoară la nivele diferită ale procesului de producţie. O distribuţie a acestor funcţii este prezentată în figura 1.2. Calitatea este suma tuturor caracteristicilor produsului sau activităţii
care contribuie la însuşirea acestora de a îndeplini o funcţie specifică
[OSA.92].
Considerând această definiţie, este evident că procesul de control al calităţii este procesul de reglaj prin care calitatea obţinută (efectivă) este măsurată, comparată cu standardele şi dacă este nevoie impune măsurile corective. Calitatea înaltă este un mijloc important prin care o organizaţie îşi menţine nivelul de competitivitate. Dar în procesul de fabricaţie obţinerea calităţii impune anumite costuri (figura 1.3).

INTRODUCERE
13
Fig.1.2. Distribuţia funcţiilor controlului calităţii la fabricaţie [REM.89] Fig.1.3. Minimizarea costurilor controlului calităţii [REM.89] Probleme pot să apară atunci când costurile controlului calităţii devin inacceptabil de mari. Cu alte cuvinte, obiectivul unei organizaţii nu este acela de a realiza un control al calităţii complet integrat, pentru că aceasta ar putea duce la cheltuieli excesive. Obiectivul cel mai important este acela de a găsi metoda prin care să se minimizeze cheltuielile legate de controlul calităţii (punctul A în figura 1.3). Un sistem integrat de control a calităţii funcţionează după următoarele principii:
A
Cos
turi
Costul testărilor
Costul reparaţiilor
Costul total
Efort pentru testare / reparaţii Costul minim al controlului
C o n t r o l O f f - l i n e
Calitatea dorită
On-line On-line
Proces 1 Proces 2 On-line On-line
Proces n-1 Proces n Calitatea obţinută
F A B R I C A Ţ I E
Of-line Of-line Of-line Of-line
CONTROLUL CALITĂŢII LA IEŞIRE

INTRODUCERE
14
• procesul de fabricaţie este ceea ce trebuie controlat, fiind parte a buclei de control. Perturbaţiile care pot apărea la acest nivel sunt legate de om, material, maşină şi metodă.
• sistemul de achiziţie a datelor şi măsurare a calităţii determină valorile momentane ale variabilelor controlate.
• valorile momentane ale variabilelor sunt comparate cu setul de valori standard definite din specificaţiile de calitate.
• pentru a corecta orice abatere de la calitatea standard, un nou set de valori de comandă sunt calculate şi, dacă este cazul, se declanşează o acţiune corectivă pentru a ajusta sistemul de fabricaţie.
• variabilele de comandă furnizate de controler sunt executate de sistemul de acţionare.
Un sistem integrat de control al calităţii este prezentat în figura 1.4. Fig.1.4. Principiul unui sistem integrat de control a calităţii [REM.89] Un aspect foarte important al controlului calităţii este timpul de reacţie, care este timpul scurs din momentul recunoaşterii defectului şi momentul corectării lui. Cu ajutorul echipamentelor de măsurare moderne, supervizate de calculatoare puternice, de mare viteză, timpul de reacţie poate fi optimizat iar sistemul de asigurare a calităţii poate fi automatizat.
Perturbaţii: OM, MAŞINĂ, MATERIAL, METODĂ
-
Standarde
privind specificaţiile, fabricaţia şi dezvoltarea
Intrare referinţă
Gestionarea variabilelor de comandă
Controler
Planificarea, programarea fabricaţiei
Sistem de acţionare
Plan de control
CL
IE
NT
UL
+
CONTROLUL CALITĂŢII
SISTEM DE ACHIZIŢIE A DATELOR ŞI MĂSURARE A
CALITĂŢII
F
abri
caţi
e

INTRODUCERE
15
În cadrul sistemului QM (management calitativ), tehnica de măsurare la prelucrare ocupă un rol important. Ea pune la dispoziţie procedeele şi instrumentele necesare măsurării proprietăţilor produselor şi a proceselor. Comparând caracteristicile măsurate cu cele dorite se pot determina măsuri necesare în circuitul calităţii.
Tehnica de măsurare integrată în proces permite cuantificarea în mod permanent a calităţii produselor, pentru a o reintroduce în proces cu rol de mărime de reglare. Marele circuit de reglare (fig.1.5) se bazează pe datele obţinute în urma controlului, adunate într-o perioadă mai îndelungată de timp şi care servesc la reglarea calităţii prin dezvoltare, proiectare, prin planificarea calităţii, a prelucrării şi a controlului.
Fig.1.5. Aparat de măsură în bucla mare a fabricaţiei [CVT.98]
Măsurarea este un proces în care mărimea măsurată este comparată cantitativ cu o mărime de referinţă de acelaşi tip. Pe post de mărime de referinţă se utilizează o măsură (materializată) care reprezintă unitatea sau părţi ale acesteia. Prin procesul experimental de măsurare se individualizează mărimea măsurată ca multiplu sau parte a unităţii.
Caracteristici
critice
Planificarea activităţii
Furnizor
Planificarea controlului
Prelucrare
Aparat de măsură
Bucla mare de reglare
Plan de lucru
Punctele slabe la
prelucrare
Conducerea controlului
Părţi verificate (controlate)
Plan de control
Prelucrarea pe termen lung a datelor
controlate
Datele de calitate referitoare la
caracteristici produs proces
Dezvoltare proiectare
planificarea

INTRODUCERE
16
Din rezultatele unei măsurători pot fi trase concluzii diferite: • privind calitatea obiectului măsurat (de exemplu, dacă piesa este
utilizabilă, dacă este rebut sau poate fi corectată, dacă în prima sau a doua selecţie etc.);
• privind starea procesului de prelucrare (de exemplu, dacă procesul este adecvat, starea maşinii-unelte, reglarea parametrilor procesului, alegerea sculei);
• referitor la capacitatea furnizorului de a fabrica produse cu caracteristicile cerute. Conform E DIN 1319, o instalaţie de măsură (fig.1.6.) cuprinde
toate componentele unui aparat de măsură care servesc la: - preluarea mărimii de măsurat: - transmiterea şi adaptarea semnalului de măsură (prelucrarea
semnalului de măsură); - compararea cu măsura materializată; - indicarea valorii măsurate.
Fig.1.6. Dispozitiv de măsură [CVT.98] Istoria evoluţiei tehnicii demonstrează că fiecare nivel nou de precizie atins în măsurări, fiecare metodă nouă de măsurare şi fiecare domeniu nou de mărimi susceptibile de a fi măsurate deschid noi şi imediate posibilităţi şi perspective atât în scopuri ştiinţifice, cât şi în scopuri practice. Acest fapt explică evoluţia rapidă, transformările spectaculoase prin care trece construcţia sistemelor de măsurare. Diversitatea senzorilor şi traductorilor, perfecţionarea aparatelor şi
Valoarea
măsurată
Mărimea
de
măsurat
Aparate auxiliare, Alimentare cu energie
Traductor de semnal
Prelucrarea semnalului
Comparare cu măsura
materializată (etalon)
Semnal de
măsură
Intrare Ieşire
Semnal de
măsură

INTRODUCERE
17
metodelor de măsurare, introducerea tehnicii de calcul în lanţul de măsurare sunt doar câteva din direcţiile de dezvoltare ale domeniului.
1.3. Managementul calităţii şi transmiterea datelor
În ultimul deceniu un domeniu mult cercetat îl constituie achiziţia, prelucrarea şi transmiterea datelor în sistemele de producţie. Tot mai mult literatura de specialitate abordează subiecte legate de sisteme de achiziţie a datelor, de prelucrare a acestora, de stocare sau transmitere a lor. Cu certitudine se poate afirma că cererea de sisteme flexibile este într-o continuă creştere.
Transmiterea datelor în sisteme CAD/CAQ (Computer Aided Design/ Computer Aided Quality) în producţia automată flexibilă este posibilă având ca bază un sistem de măsurare cu ieşire digitală şi un sistem de achiziţie a datelor, acestea fiind integrate într-un sistem computerizat (Fig.1.7.)
Fig.1.7. Interfaţe CAD/CAQ [PFE.93]
CAD – Programul principal
Sistem grafic
Staţie grafică
Utilizator CAD
Interfaţă grafică
Interfaţă sistem de măsurare
Interfaţă utilizator
SISTEM CAD
Interfaţă standard a
sistemului de măsurare disponibil
Modelul piesei
Program de măsurare
Interfaţă standard a sistemului
grafic
Model grafic
Program grafic CAD
CAQ
Sisteme de măsurare digitale
Maşină de măsurat în coordonate
Sisteme de măsurare video
• Modelare • Design • Ghid al
utilizatorulu
BAZA DE
DATE

INTRODUCERE
18
Sistemele CAD/CAQ combină funcţii importante ale ingineriei, proiectării, inspecţiei şi managementului calităţii într-un tot unitar având multiple avantaje:
o stabilirea geometriei piesei împreună cu toleranţele specificate; o alegerea toleranţelor economice; o selectarea pieselor în vederea inspecţiei; o planificarea inspecţiilor în funcţie de etapele măsurărilor; o generarea datelor de control pentru măsurarea automată; o alegerea datelor de control; o managementul programului de măsurare; o transferul datelor achiziţionate; o analiza şi evaluarea statistică a datelor măsurate; o realizarea programului de corecţie feedback.
Pentru toate aceste funcţii interfaţele la sistemele CAD sunt foarte importante, acestea făcând posibilă legătura dintre diferitele module ale sistemului. Interfaţele sunt alese în funcţie de scopul dorit:
o formatarea datelor, o structurarea datelor, o stocarea temporară sau permanentă a datelor.
Astfel există interfaţe pentru baze de date, pentru programare, grafice, utilizatori şi instrumente. Legătura CAD/CAQ trebuie să includă toate informaţiile date în desenele tehnice, dar este mai util să se definească un model al piesei incluzând informaţii orientate privind măsurarea acesteia.
Pentru piesele standard, rezultate din intersecţii ale corpurilor geometrice de bază, cilindri, sfere, conuri, etc., este util să se adopte dimensionarea şi tolerarea vectorială. Pentru măsurarea suprafeţelor complexe, în sistemul CAD/CAQ, măsurarea în coordonate este cea mai indicată.