C10 Metode Si Mjloace de Masurare Pentru Inspectia Pieselor Filetate
7
CURS 10 CONTROL Rodica ROHAN 1 Metode şi mjloace de măsurare pentru inspecţia pieselor filetate 10.1 Consideraţii generale Filetul este o nervură elicoidală cu profilul transversal constant, generată pe o suprafaţă de rotaţie, cilindrică sau conică, la interior sau exterior, servind la asamblarea prin înşurubare a două corpuri. Filetul este denumit: • după suprafaţa pe care se execută: filet interior sau filet exterior. • după profilul secţiunii nervurii generatoare: filete triunghiulare, pătrate, trapezoidale, rotunde etc., fig. 10.1 Fig. 10.1 Profilele filetelor Elementele caracteristice ale filetelor sunt: • Profilul filetului poate fi: triunghiular, pătrat, trapezoidal etc.; • Înălţimea filetului t măsurată într-un plan axial este distanţa dintre vârful şi fundul filetului; • Unghiul filetului α format într-un plan axial de două flancuri adiacente; • Pasul filetului p măsoară distanţa între punctele medii a două flancuri consecutive, omoloage; • Diametrul exterior d sau D reprezintă distanţa între vârfurile filetului (pentru şurub) sau între fundurile • filetului (pentru piuliţe) măsurată într-un plan axial, perpendicular pe axa filetului; • Diametrul interior d1 sau D1 reprezintă distanţa între fundurile filetului (pentru şurub) sau între • vârfurile filetului (pentru piuliţe) măsurată într-un plan axial, perpendicular pe axa filetului; • Diametrul mediu d2 sau D2 reprezintă diametrul unui cerc imaginar coaxial cu filetul a cărui generatoare taie profilul filetului astfel ca lungimea generatoarei corespunzătoare golului dintre spire să fie egală cu jumătatea pasului nominal. Fig. 10.2 Elementele geometrice ale filetului (Secţiune prin două piese înşurubate având filet cu profil triunghiular)
-
Upload
pretty-little-blonde -
Category
Documents
-
view
236 -
download
26
description
CT
Transcript of C10 Metode Si Mjloace de Masurare Pentru Inspectia Pieselor Filetate

CURS 10 CONTROL Rodica ROHAN
1
Metode şi mjloace de măsurare pentru inspecţia pieselor filetate
10.1 Consideraţii generale
Filetul este o nervură elicoidală cu profilul transversal constant, generată pe o suprafaţă de rotaţie, cilindrică sau conică, la interior sau exterior, servind la asamblarea prin înşurubare a două corpuri. Filetul este denumit:
• după suprafaţa pe care se execută: filet interior sau filet exterior.
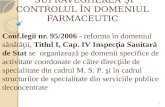
• după profilul secţiunii nervurii generatoare: filete triunghiulare, pătrate, trapezoidale, rotunde etc., fig.
10.1
Fig. 10.1 Profilele filetelor
Elementele caracteristice ale filetelor sunt:
• Profilul filetului poate fi: triunghiular, pătrat, trapezoidal etc.;
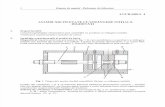
• Înălţimea filetului t măsurată într-un plan axial este distanţa dintre vârful şi fundul filetului;
• Unghiul filetului α format într-un plan axial de două flancuri adiacente;
• Pasul filetului p măsoară distanţa între punctele medii a două flancuri consecutive, omoloage;
• Diametrul exterior d sau D reprezintă distanţa între vârfurile filetului (pentru şurub) sau între
fundurile
• filetului (pentru piuliţe) măsurată într-un plan axial, perpendicular pe axa filetului;
• Diametrul interior d1 sau D1 reprezintă distanţa între fundurile filetului (pentru şurub) sau între
• vârfurile filetului (pentru piuliţe) măsurată într-un plan axial, perpendicular pe axa filetului;
• Diametrul mediu d2 sau D2 reprezintă diametrul unui cerc imaginar coaxial cu filetul a cărui
generatoare taie profilul filetului astfel ca lungimea generatoarei corespunzătoare golului dintre spire
să fie egală cu jumătatea pasului nominal.
Fig. 10.2 Elementele geometrice ale filetului
(Secţiune prin două piese înşurubate având filet cu profil triunghiular)

CURS 10 CONTROL Rodica ROHAN
2
10. 2 Inspecţia filetelor
In general, la filete se măsoară acei parametri care determină condiţiile de înşurubare la ansamblările
filatate, şi anume: diametrul mediu al filetului, pasul şi semiunghiurile profilului. Controlul filetelor se
face folosind urmatoarele metode:
- metoda complexă;
- metoda diferenţiată Metoda complexă se caracterizeaza prin verificarea simultană a tuturor parametrilor filetului cu
ajutorul calibrelor si este utilizată în special pentru controlul pieselor ce urmează să intre in alcătuirea
asamblărilor filetate in cazul productiei de serie mare şi masă.
Metoda diferentiată constă in măsurarea separată a diferiţilor parametri ai filetelor si se aplica la
controlul sculelor pentru filete (tarozi, filiere), al calibrelor pentru filete sau a pieselor filetate produse in
serie mică sau unicat.
Inspecţia pieselor filetate se poate realiza cu ajutorul calibrelor limitative, al mijloacelor de măsurare universale sau cu mijloace specifice.
Filetele de fixare se verifică uzual cu ajutorul calibrelor, având în vedere că la acestea interesează în
îndeosebi toleranţa funcţională, în timp ce la filetele de mişcare (şuruburi micrometrice, şuruburi
conducătoare ale maşinilor-unelte) se vor măsura elementele dimensionale (diametrul mediu, unghiul
flancurilor, pasul). Opţiunea pentru un anumit mijloc de măsurare se face ţinând seama de parametrul
geometric măsurat, de tipul filetului, de precizia impusă şi de productivitate.
10.2.1 Calibre pentru filete
Calibrele limitative se utilizează pentru verificarea piese filetate obţinute în producţia de serie mare
şi masă. Constructiv, acestea au forma conjugată suprafeţei controlate. Cele două limite ale câmpului de
toleranţă ale filetului sunt materializate de partea trece, respectiv nu trece a calibrelor.
Partea “trece” realizează controlul complex, pe toată suprafaţa piesei verificate, pe când partea “nu
trece” se realizează cu filetul redus, având în vedere faptul că trebuie să asigure contactul cu filetul
verificat la nivelul diametrului mediu. Calibrele pot fi de tip tampon pentru verificarea suprafeţelor
interioare filetate (piuliţe), fig. 10.3 sau de tip inel, pentru verificarea suprafeţelor exterioare filetate
(şuruburi).
a.
b
Fig. 12. 3 a.-Calibre inel; b.- Calibre tampon
10.2.2 Şabloane şi lere pentru filet
Şabloane şi lere de filet sunt mijloace de verificare simplă, pentru identificarea pasului sau a unghiului
flancurilor la filete interioare sau exterioare. Lerele, constituite dintr-un număr de şabloane, permit
identificarea sau determinarea pasului filetului prin metoda fantei de lumină, prin suprapunerea acestuia
pe profilul filetului controlat.

CURS 10 CONTROL Rodica ROHAN
3
Fig. 10.4 Lere pentru identificarea pasului filetelor
10. 2. 3 Măsurarea diametrului mediu şi interior cu micrometrul pentru filete
Micrometrul special pentru filete prezintă posibilitatea montării interschimbabile în alezajele
practicate în tijă şi nicovală a vârfurilor de măsurare, de formă adecvată măsurării diametrelor mediu şi
interior. Metoda de măsurare este o metodă directă, folosită de regulă la măsurarea filetelor de precizie
scăzută, în timpul prelucrărilor de degroşare şi semifinisare
Fig. 10.5 Micrometre pentru filete, cu vârfuri de
măsurare
Micrometrul de exterior este prevăzut cu vârfuri de măsurare (con şi prismă), schimbabile, cu
ajutorul cărora se măsoară diametrul mediu d2 şi diametrul interior d1.
Pentru măsurarea diametrului d2 se folosesc vîrfuri de măsurare cu unghiul de profil αβ =
unghiul filetului.

CURS 10 CONTROL Rodica ROHAN
4
Pentru măsurarea diametrului interior d1 se montează vîrfuri de măsurare cu unghiul de profil
αβ < , pentru realizarea contactului la fundul filetului
Fig.10.6 Măsurarea diametrelor d1 şi d2
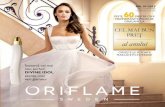
10.2.4 Măsurarea elementelor filetului cu ajutorul microscopului prin metoda vizării directe
Inspecţia complexă a parametrilor filetului: diametrul interior d1, diametrul exterior d, diametrul
mediu d2, pasul p şi unghiurile α şi 2
α se realizează cu microscopul mare de atelier şi microscopul
universal, cu vizare directă a filetului. Schema de măsurare este prezentată în fig. 10.7.
Fig. 10. 7 Schema de măsurare a elementelor filetului
Relaţiile de calcul a parametrilor menţionaţi anterior sunt:
2
22
2
drst ddd
+= , mm (10.1)
2
2/2/ drst
ef
ααα
+= , grade (10.2)
Se măsoară distanţa peste n paşi, pentru ca eroarea de măsurare să fie mai mică, iar pasul efectiv se
calculează cu relaţia:
n
ppp ndrnst
ef2
+= (10.3)
unde drst dd 22 . reprezintă valorile diametrului mediu al filetului masurate pe flancul stâng şi pe flancul
drept ale acestuia.
Măsurarea pasului p
Măsurarea diametrului d2, şi a unghiului α/2

CURS 10 CONTROL Rodica ROHAN
5
INSPECŢIA PRECIZIEI GEOMETRICE A ROŢILOR DINŢATE
10.3 Consideraţii generale
Roţile dinţate sunt organe de maşini alcãtuite din corpuri de rotaţie sau de altã formã, prevãzute cu danturã
exterioarã sau interioarã. Ele se utilizeazã la transmiterea mişcãrii de rotaţie şi a momentului de torsiune, prin
contactul direct al dinţilor, realizându-se astfel un raport de transmitere (raportul dintre turaţia roţii conducãtoare
şi a celei conduse) constant sau variabil.
Fig.10.8 Principalele elemente geometrice ale danturii
• flancul dintelui este porţiunea de suprafaţã de-a lungul dintelui, cuprinsã
între suprafaţa de cap şi suprafaţa de picior;
• cercul de vârf (cap) cu diametrul da - se obţine prin intersecţia cilindrului
de vîrf cu un plan perpendicular pe axa roţii;
• unghiul de angrenare α (α =20° pentru profilul standardizat);
• modulul m reprezintã porţiunea din diametrul de divizare ce revine unui
dinte (sau raportul dintre pasul circular exprimat în mm şi numãrul П).
m π/p= ;
Angrenajele cu roţi dinţate sunt frecvent folosite în construcţia de maşini. De precizia de execuţie a acestora
depinde în mare măsură precizia de lucru a maşinilor-unelte şi aparatelor în structura cărora intră.
Inspecţia roţilor dinţate este caracterizată de anumite particularităţi determinate de profilul complex al
dinţilor, respectiv de tipul roţilor dinţate sau al angrenajului, de clasa de precizie prescrisă, de natura indicilor de
precizie care se verifică, cu recomandarea de a se efectua în condiţii cât mai apropiate de cele din exploatare,
folosind ca bază de măsurare alezajul butucului roţii sau alte baze fucţionale.
10.4 Indici de precizie pentru roţi dinţate şi angrenaje cu roţi dinţate cilindrice
Standardele de calitate nu definesc precizia roţilor dinţate şi angrenajelor, ci indică doar valorile limită
admisibile între care trebuie să se încadreze valorile efective ale unui complex de indici măsurabili, pentru ca
acestea să se încadreze într-o anumită treaptă de precizie. Această încadrare, făcută în urma controlului, are la
bază unul din cele trei criterii de precizie: cinematică, de funcţionatre lină şi de contact între dinţi. Pentru fiecare criteriu de precizie s-a stabilit un indice de precizie de bază, care poate caracteriza singur
calitatea funcţională a roţii dinţate după criteriul respectiv şi un complex de indici de precizie, între care există o
relaţie de echivalenţă.
Dintre aceştia se pot enumera:
- grosimea dintelui pe coardă constantă;
- cota peste dinţi;
- bătaia radială;
- variaţia pasului de divizare şi eroarea cumulată de pas;
- variaţia pasului de bază;
- distanţa dintre axele roţilor dinţate.
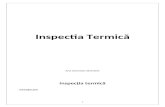
10.5 Metode şi mijloace de măsurare pentru inspecţia roţilor dinţate
� Grosimea dintelui pe coardă constantă Denumirea de măsurare a grosimii dintelui este improprie, deoarece, în realitate se măsoară coarda dintelui
pe cercul de divizare, adică segmentul de dreaptă dintre flancurile de sens diferit ale aceluiaşi dinte. Grosimea
dinţilor, ca şi cota peste dinţi, caracterizează jocul lateral între flancurile neactive în angrenare.
Măsurarea grosimii dinţilor după coarda constantă pe cercul de divizare (fig.10.9), se face direct cu şublerul pentru roţi dinţate sau cu micrometrul optic roţi dinţate, luând ca bază de măsurare diametrul exterior al roţii Def
(vârful dinţilor).

CURS 10 CONTROL Rodica ROHAN
6
Distanţa efectivă efg de la vârful dintelui până la coarda cercului de divizare se determină cu
relaţia:2
eD
eefD
dg
efg
−+=
dg = f(m,z,α),
m- modulul;
z- nr. de dinţi;
α- unghiul de angrenare
Fig. 10.9 Măsurarea grosimii dinţilor după coarda constantă
� Cota peste dinţi Cota (lungimea) peste dinţi, notată Ln, reprezintă distanţa dintre două plane paralele tangente la flancurile
neomoloage luate peste n dinţi, măsurată pe normala comună la flancurile considerate (tangenta la cercul de bază),
fig.10.10.
Măsurarea cotei peste dinţi se face cu ajutorul
unor mijloace de măsurare simple, la algerea lor
ţinându-se seama de caracterul producţiei, de
precizia şi dimensiunile roţii dinţate, astfel: pentru
producţia de serie se folosesc calibre potcoavă,
pentru serie mică, micrometrul cu talere sau cu
pârghie pentru roţi dintate, aparat prevăzut cu
comparator.
Fig.10.10 Măsurarea cotei peste dinţi
=nefL f(m,z,α),
Pentru operativitatea calcului, s-au determinat valorile teoretice pentru Ln1 şi n numărul de dinţi peste care se face
măsurarea, (considerând pe m = 1 şi α = 200).
Se calculează cota teoretică Ln luând în considerare modulul calculat cu relaţia 2+
=z
eDm :
1nLmnL ⋅=
Se compară nefL cu cota teoretică.
� Variaţia pasului de divizare şi eroarea cumulată de pas
Pasul de divizare p este distanţa dintre două profile de acelaşi sens a doi dinţi alăturati ai roţii, măsurată pe
cercul de divizare. Precizia pasului de divizare (circular), ca şi a pasului de bază, caracterizează funcţionarea
liniştită a unui angrenaj. In practică se folosesc două metode de măsurare a pasului circular şi anume: absolută şi
relativă.
Metoda absolută se referă la stabilirea valorii absolute a pasului pentru fiecare dinte în parte, valoare care
interesează foarte rar şi numai în cazul roţilor etalon, a celor foarte precise, sau care funcţionează la viteze
tangenţiale foarte mari. Reglarea aparatului se face la dimensiunea nominală, de referinţă, a pasului.
Metoda relativă (diferenţei) stabileşte valoarea abaterii paşilor dinţilor faţă de cea teoretică sau faţă de cea a
unui pas oarecare ales arbitrar. In cazul măsurarii variaţiei pasului de divizare şi a erorii cumulate de pas pe cercul
de divizare cu ajutorul aparatului universal ZEISS (fig.10.11), se face reglarea la zero după un pas ales arbitrar,
iar pentru a compara abaterile măsurate .relp
A cu cele limită prescrise, trebuie să se determine abaterile absolute
absp
A cu relaţia:
mediurelp
A
irelp
Aabs
pA
..
−=
Eroarea cumulată (maximă) a pasului de divizare reprezintă suma în valoare absolută, a valorilor limită
pozitivă şi negativă, care în general are un caracter sinusoidal şi este dată de relaţia:
Fpr =max.(AP abs. positive ) + max.(AP abs. negative )

CURS 10 CONTROL Rodica ROHAN
7
Fig. 10.11 Schema de măsurare a pasului de divizare
Eroarea cumulată a pasului de divizare reprezintă dublul excentricităţii axei danturii roţii faţă de axa de
rotaţie a acesteia.
� Variaţia pasului de bază
Pasul de bază bp reprezintă distanţa minimă dintre două flancuri omoloage (succesive) şi se găseşte pe linia
de angrenare. Pasul de bază nefiind influenţat de deplasarea profilului, de excentricitate şi de elementele de
referinţă ale danturii, poate fi verificat independent de axa roţii. Eroarea pasului de bază, influenţează asupra
variaţiei unghiului de angrenare şi este influenţată de erorile de formă, variaţia razei cercului de bază şi de
neuniformitatea pasului de divizare.
De asemenea, neţinând seama de erorile de formă ale flancurilor, eroarea pasului de bază dă o imagine
cantitativă asupra erorii pasului de divizare, între cele două elemente existând relaţia:
bp 0cosαp=
Schema de măsurare a pasului de bază folosind palpatoare tangenţiale (22, 23) cu ajutorul
aparatului universal ZEISS este prezentată în fig. 10.12
10.12 Schema de măsurare a pasului de bază