Asamblari Demontabile Filetate

of 21
-
Upload
ionut-tonegariu -
Category
Documents
-
view
1.215 -
download
22
Transcript of Asamblari Demontabile Filetate
GRUP COLAR AL. VLAHU ENDRICENI JUDEUL BOTOANI
PROIECT PENTRU CERTIFICAREA COMPETENTELOR PROFESIONALE NIVEL IIDOMENIUL-MECANIC CALIFICAREA.TINICHIGIU VOPSITOR AUTO.
ndrumtor: Candidat:PROF. VREMESCU PETRU ZUGRAVU ANDREI
20101
TEMA : ASANBLARI DEMONTABILE PRIN FILETE
2
Cuprins
Cap I 1.0.Asamblari filetate................................................................5 1.1.Elemente de baza ale asamblarii cu piese filetate............5 Cap II 2.0.Caracteristicile filetelor.....................................................6 Cap III 3.0.Suruburi si piulite..............................................................9 Cap IV 4.0.Materiale..........................................................................13 Cap V 5.0.Materiale suplimentare inpotriva autodesurubarii..........14 Cap VI 6.0.Suruburi di piulite speciale..............................................19 Cap VII 7.0.Transmisii cu surub si piulita.........................................19 N.S.S.M. la asamblari prin filet..........................................................19 Bibliografie.........................................................................................20
3
ARGUMENT
Reparatiile la structura metalica si de rezistenta a autovehiculelor se realizeaza intr-un spatiu ideal in suprafata de 700 mp, dotata corespunzator. Compania noastra este printre putinele din tara care dispune de mijloace tehnice necesare indreptarii elementelor de caroserie si interventiei pe structura de rezistenta. Este evitata folosirea sudurii, aceasta putand afecta stratul de protectie anticoroziva al metalului. Solutia aleasa este cea a deformarii la rece, realizate cu ajutorul echipamentelor speciale (masa si robotul de rederesat caroserii). In locurile in care sudura continua este absolut necesara, se utilizeaza aparatul de sudura in argon, acesta avand avantajul ca nu incalzaste o suprafata mare in jurul sudurii, metalul fiind mai bine protejat. Pentru realizarea acestor operatiuni atelierul este dotat cu echipamente realizate de Autorobot, Einhell si Werther. Vopsirea autovehiculelor se realizeaza in mod optim intr-un spatiu in suprafata de 700 mp. Specialistii nostri isi desfasoara activitatea utilizand cele mai moderne, economice si ecologice metode tehnice. Pregatirea autovehiculului pentru vopsire se face in statii speciale, dotate cu filtre si grup de aspiratie, in scopul protejarii si al mentinerii curateniei, care este esentiala pentru calitatea serviciului prestat. Echipamentele pneumatice pentru slefuit sunt racordate la grupul central de aspiratie, acesta protejand caroseria impotriva gazarii cu fuller. Uscarea rapida si in profunzime a chitului si a fullerului se realizeaza cu ajutorul lampilor cu unde infrarosii. Izolarea vehiculului in timpul efectuarii vopsirii se face integral, indiferent de numarul elementelor vopsite. Aerul uscat folosit la uscarea vopselei este filtrat pentru a se evita depunerea de impuritati sau de particule de apa pe suprafetele vopsite.Atelierul este dotat cu trei standuri de preparare a vopselelor (marca Standox, Sikkens si Glasurit), toti specialistii nostri in vopsit detinand atestate de calificare de la aceste companii.Atelierul este dotat cu echipamente Blowtherm, Rupes, Glasurit, Standox, Sikkens.
4
Cap I
1.0.
ASAMBLRI FILETATE
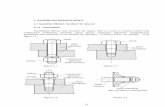
Elemente de baza ale asamblrii cu piese filetate Cele mai rspndite asamblri demontabile snt alctuite din elemente filetate. Mai mult de jumtate clin totalul pieselor folosite n construcia de maini i aparate snt filetate. n general, o asamblare filetat cuprinde urmtoarele pri principale (fig'. 9.7) : urubul 1 avnd o parte filetate, piulia 2 cu filet interior pentru cuprinderea prii filetate a urubului, aiba de pio-lecie 3, elementul de siguran 4 mpotriva deurubrii, piesele supuse mbinrii 5 i uneori elementele de siguran 6 mpotriva deplasrii pieselor.1.1.
5
Fig. 1.1. Elementele asamblrii cu piese filetate : elementele asamblrii : 1 urub ; 2 piuli ; 3 aib ; 8 elementele de siguran ; 5 elementele asamblate ; b elementele urubului ; c forma profilului iiletului.
Elementele filetate se folosesc pentru asamblri fixe sau pentru transmiterea forelor i a micrii, puind li uor montate i demontate fr utilaj special. Prin asamblarea filetat de tip urub-piuli se pot transmite fore axiale de strngere mari; prin folosirea unor fore tangeniale reduse, se permite transmiterea sau reglarea micrii. Principalul inconvenient al filetelor l constituie inevitabila introducere a unor puternici concentratori de tensiuni n zona solicitat. urubul reprezint elementul de baz al asamblrii. Principalele pri ale urubului snt: capul i tija filetat parial (fig. 9.7, b) sau pe toat lungimea sa.
Cap II
2.0.
Caracteristicile filetelor
Filelul constituie partea principal a unei piese filetate. El este o nervur elicoida pe o suprafa cilindric sau conic, la exterior, n cazul urubului, i la interior. n cazul piuliei. Uneori filetul poate avea forma unei spirale pe o suprafa plan. Elementele filetului. n funcie de lungimea zonei filetate, filetul se nfoar de un numr de ori pe suprafaa respectiv. n cele ce urmeaz se fac referiri numai ia filetele executate pe suprafee cilindrice ca cele mai folosite. Spira filetului este reprezentat printr-o singur nfurare a elice pe suprafaa respectiv, in timp ce filetul este format, din totalitatea spirelor. Principala caracteristic a spirei o constituie forma sa geometric ntr-uit plan ce trece prin axa iengitudinal a filetului (fig. 9.7, c). Aceast form se numete profil i6
poate fi: triunghiular, ptrat, trapezoidal, ferstru i rotund. Pentru asigurarea nurubrii i a interschimbabilitii, profilul trebuie s fie uniform pe ntreaga lungime a filetului. Elementele geometrice corespunztoare fiecrui profil de filet snt standardizate. De exemplu,.elementele geometrice principale ale filetului metric normal snt indicate pe figura 8.9, att, pentru urub ct i pentru piuli. Pasul filetului este distana msurat pe o paralel la axa urubului ntre dou puncte consecutive ale aceleiai elice (fig. 9.8 i 9.9). Desfurndu-se elicea cilindric corespunztoare diametrului mediu dz se obine unghiul de nclinare al spirei 3m (fig. 9.9). Filetul poate fi construit cu f = 1246 nceputuri, care reprezint nfurarea paralel a t "elice. Mrimea filetului depinde de diametrul cilindrului de nfurare d2, de unghiul de nclinare al spirei 3m. i ele numrul psurilor aparente pa (fig- 9.9), care este acelai cu numrul de nceputuri t :
7
Fig. 2.1. Elementele geometrice de baz ale filetului metric dup STAS 6371-73.
Fig. 2.2. Elicea cilindric a filetului desfurat.
De regul, n calcule.se consider [3,. Cnd se execut piese filetate cu t nceputuri, se consider pasul real al urubului definit mai sus p = ipa.
8
Unghiul ce/2 al profilului este format de flancul spirei i o perpendicular pe axa de rotaie. Acest unghi se confund cu semiunghiul flancurilor spirei cu profil simetric; nlimea filetului metric normal al urubului h i al piuliei H este distana dintre vrful i' fundul filetului H = 0,86603 p (fig. 9.8). ' nlimea util sau de lucru a filetului metric normal notat H1 reprezint nlimea zonei de contact si are mrimea IL = Hn seciunea transversal spira filetului poate avea una din formele : triunghiular, ptrat, trapezoidal, dinte de ferstru sau rotund (fig. 9.7, c). Asamblrile pot fi: cu diferite tipuri de uruburi i piulie; cu uruburi fr piulie ; cu uruburi prezon i piulie ; direct prin piese filetate (fr uruburi i fr piulie).
n standarde se dau toate indicaiile privind profilul filetului i elementele sale geometrice. Tolerantele filetelor se stabilesc astfel nct s asigure interschimbabilitatea uruburilor i a piulielor i s menin rezistena n limite admisibile. Adoptndu-se difereniat toleranele diametrului mediu dz(Dz), se stabilesc trei clase de precizie diferite. n general, toleranele trebuie s corespund ajuajuhii alunector.Cap III 3.0.
uruburi i piulie
uruburile snt cele mai importante i mai utilizate elemente ale asamblrilor cu piese filetate.9
Dup scopul n care snt folosite, uruburile pot fi grupate n : uruburi destinate fixrii (asamblrii) ; uruburi pentru asigurarea etanrii asamblrilor ; uruburi de transmitere a micrii; uruburi de reglare ;
uruburi pentru msura Cteva forme constructive de uruburi snt ilustrate n figura 9.10. De exemplu, prima poziie din figur reprezint un urub cu cap cilindric hexagonal n interior. Piuliele i aibele se definesc n speeial dup forma constructiv (fig. 9.11). Dup sistemul de uniti de msur a unitii de lungime a dimensiunilor filetului, se deosebesc : filete metrice (msurate n mm) i filele Wilh-\vorth (msurate n inci-oli).
10
11
Fig 3.1 Diferite forme constructive de uruburi : a cu loca hexagonal ; > cu cap dreptunghiular ; c vrfuri i capete de tifturi filetate ; d autofiletante cu cap bombat pentru lemn ; e cu cap striat ; f cu git i cap bombat ; g cu cap cilindric ; h r- cu cap necat ; i "farub special dublu filetat dreapta-stinga i cu guler hexagonal ; j cu loca stelat ; k cu cap necat cu nas : l dublu filetat i cu guler ptrat ; m cu canal de siguran ; n cu cap semiinecat i cu canal de siguran ; o cu cap ptrat mic : p cu ochi ; r cu cap ptrat excentric ; s autofiletant cu cap necat obinuit ; uruburi cu manon de tensiune ; t cu Inel de traciune ; prezon ; u cu tija dreptunghiular rsucit pentru fundaii.
12
Fig 3.2. Diferite forme constructive de piulie : a cilindric eu guri radiale ; b hexagonal nalt ; c cilindric cu guri frontale de stringere ; d cilindric striat i cu gt ; e cilindric striat ; f cu miner ; g nfundat ; h cilindric zimat i cu canal de siguran ; i fluture ; j crenelat ; k, l, m, o diferite forme constructive pentru aibe de protecie sau de siguran.
Cap IV
13
4.0.
Materiale
Principalele materiale folosite n mod obinuit n construcia uruburilor piulielor i accesoriilor snt indicate n standardele respective. uruburile brute se execut din OL 37 (oel hexagonal laminat la cald STAS 7828-78). Cele. prelucrate avnd capul hexagonal, ptrat sau rotund se execut din OL 50, OLC 35 sau OLC 45. uruburile puternic solicitate i cele supuse la sarcini variabile se pot executa din oeluri de mbuntire i din oeluri speciale (aliate cu Cr M0 V Ni). Unele uruburi, ca cele de tmplrie, se execut din lemn, altele din materiale plastice, aliaje neferoase (alam) etc.
Piuliele se execut, n primul rnd, din oel i asamblri cu uruburi: denumit oel Fig 4.1. Forme constructive de uruburi special pentru piuliea _ urub standardizat (STAS 4843-70) cu filet metric (STAS 6564-67) ; b asamblare cu filet solicitat axial i montat n guri eu joc ; c asamblare cu filet solicitat transversal i montat in guri fr Joc.
14
Cap V
5.0.
Msuri suplimentare mpotriva autodeurubrii
La asamblrile cu uruburi de fixare, autodeurubarea poate avea loc n condiiile funcionrii n regim de ocuri i vibraii etc. Cnd eventuala autodeurubare ar produce distrugerea asamblrii sau scoaterea din funcionare a mecanismului se iau msuri constructive suplimentare mpotriva deurubrii. n prezent, se folosete o gam variat de elemente constructive i sisteme de siguran (fig. 9.13) printre care : mijloace de asigurare a piuliei mpotriva deurubrii (fig. 9.13, a); mijloace de asigurare a urubului mpotriva deurubrii (fig. 9.13, 1) ; mijloace de asigurare a urubului i a piuliei mpotriva deurubrii (fig. 9.13 c); diferite inserii introduse ntre spire.
15
16
17
Fig. 5.1. Sisteme si elemente de asigurare inpotriva desurubarii: a - asigurarea piulitei; b - asigurarea surubului; c - asigurarea surubului si a piulitei.
18
Fig. 5.2. Cric cu urub-piuli pentru transmisia forelor : Q fora de lucru; Qm fora de acionare la manivel.
19
Cap VI
6.0.
uruburi i piulie speciale
n cazul asamblrilor filetate supuse la solicitri variabile, uruburile trebuie s aib seciunea ct mai mic, iar lungimea ct mai mare. Deoarece primele spire ale piuliei de strngere preiau cea mai mare parte a efortului, pentru o solicitare mai uniform se construiesc piulie speciale, l care spirele din partea de jos se deformeaz elastic i permit o repartizare mai uniform a efortului pe toat nlimea h.Cap VII
7.0.
Transmisii cu urub i piulita
La acest tip de transmisii, urubul i piulia snt elementele de baz pentru transmiterea micrii i a forelor. Astfel de transmisii se folosesc n construcia cricurilor, preselor cu urub etc. uruburile se execut din oeluri rezistente la uzur, ca : OLC 45; OLC 50 ; OSC 10 ; 40 MoCr 11 etc. Piuliele se execut din bronzuri sau din fonte antifriciune. Transmisia prin urub i piuli poate fi executat cti piuli fix ca n cazul cricului (vinciului) din figura 9.14, sau cu piuli de translaie ca n cazul celei care deplaseaz crucioarele strungurilor paralele
Norme specifice de securitate a muncii la asamblari prin filet In timpul executarii operatiilor de filetare se vor respecta normele de tehnica securitatii muncii specifice locului de munca (atelier, sectie, etc) In timpul filetarii piesele si sculele trebuie sa fie corect fixate in dispozitivele de prindere. Sculele se vor verifica inainte de inceperea muncii. Indepartarea aschiilor ramase in urma filetarii nu se vor face cu mana libera ci cu o maturica sau o pensula.20
Bibliografie- Stere N. , Organe de maini, Manual pentru licee industriale anii II-III-IV, coli profesionale, de maietri i de specializare postliceal, Editura didactic i pedagogic, Bucureti, 1977. - Paizi Gh. , Stere N. , Lazar D. , Organe de maini i mecanisme, Editura didactic i pedagogic, Bucuresti, 1980
21