52 Cercetări Privind Asigurarea Solidificării

of 8
Transcript of 52 Cercetări Privind Asigurarea Solidificării
-
7/25/2019 52 Cercetri Privind Asigurarea Solidificrii
1/8
CERCETRI PRIVIND ASIGURAREA SOLIDIFICRIIDIRIJATE A ROILOR TURNATE
Ana JOSAN, Adriana PUAN
RESEARCH ON ENSURING DIRECTIONALSOLIDIFICATION OF CAST WHEELS
The paper presents possibilities of reduction in casting defectsrecorded (especially voids) by ensure directional solidification. It is considered aparticular case wheel casting in a steel foundry casting.
Keywords: casting, feeder, how the solidification, moldCuvinte cheie: piesturnat, maselot, modul de solidificare, formde
turnare
1. Introducere
Primul pas n obinerea unor piese turnate corespunztoare din
punct de vedere calitativ este respectarea cu strictee a tehnologiei defabricaie a acestora n vederea dirijrii corecte a solidificrii i eliminriiretasurilor. Astfel, pentru nlturarea defectelor ntlnite n practicaindustrialse impune efectuarea analizei condiiilor reale de solidificarei modificarea tehnologiei de formare-turnare a unui reper analizat,respectiv a unei roi turnate [1].
Efectundu-se analiza calitativa unui lot de piese turnate (roide rulare figura 1) din oel slab aliat cu mangan i crom T35Mn14ncadrul unei turntorii, se constatfaptul cdin 62 piese turnate, 8 buc.au prezentat defecte de solidificare (figura 2).
367
-
7/25/2019 52 Cercetri Privind Asigurarea Solidificrii
2/8
Fig. 1 Desenul piesei finite (Roatde rulare)
n practica industrial se constat c defectele cel mai desntlnite la roile turnate (figura 1) n cadrul Turntoriei Cricior-Bradsunt retasurile, microretasurile iporozitile (figura 2).
Fig. 2 Roatturnatce prezintmicroretasuri i pori
Ponderea nregistrat pentru defectele de tipul retasurilor n
cadrul turntoriei este de 11 % (figura 3).
368
-
7/25/2019 52 Cercetri Privind Asigurarea Solidificrii
3/8
62 buc
8 buc
0
20
40
60
80
buc
piese bune piese defecte
Piese cu defecte din piese bune turnate
Ponderea pieselor ce prezinta retasuri
89%
11%
piese bune
piese defecte
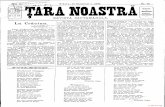
Fig. 3 Ponderea pieselor ce prezintretasuri
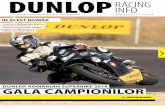
Fig. 4 Amplasarea maselotelor i prezentarea adaosurilor
369
-
7/25/2019 52 Cercetri Privind Asigurarea Solidificrii
4/8
Pentru tipul de piese analizate (roi turnate), cauza principalaapariiei retasurii este aplicarea incorecta celor doumaselote (figura4), astfel nct solidificarea nu este dirijatcorect, ceea ce conduce laun procentul ridicat de piese rebutate (11 %) i, implicit, la cheltuielimari ale ntreprinderii.
2. Analiza solidificrii pieselor turnate
Analiza solidificrii pieselor turnate prezint importanpentrupunerea n eviden a nodurilor termice ct i pentru dimensionareamaselotelor i a rcitorilor. Solidificarea pieselor turnate se poateanaliza att prin metode experimentale ct i prin metode teoretice [2,3, 5].
2.1. Metode experimentale de analiz a solidificrii pieselorturnate
Dintre metodele experimentale de analiza solidificrii pieselorturnate se pot meniona [2]:
metoda secionrii pieselor;metode nedistructive de analiza compactitii (cercetarea cu
radiaii penetrante sau cu ultrasunete);metoda nregistrrii curbelor de temperatur n funcie de timp
n puncte din interiorul pieselor turnate cu ajutorul termocuplelor;metoda modelrii fizice a solidificrii cu materiale uor fuzibile
i uor secionabile (parafin, stearin, cear).Metodele experimentaleau avantajul crezultatele se obin n
condiiile reale ale solidificrii pieselor n forma de turnare. Metodeleexperimentale au dezavantaje legate de dotarea atelierelor i alaboratoarelor sau de manoper. Dezavantajul comun al tuturormetodelor experimentale const n aceea canalizele se pot efectuanumai dup proiectarea i realizarea dispozitivelor tehnologice
destinate turnrii (modele, cutii de miez i alte SDV-uri), iar eventualelemodificri i corecii ale tehnologiei necesitmodificarea SDV-urilor iefectuarea de cercetri suplimentare pentru evidenierea consecinelor.
2.2. Metode teoretice de analiza solidificrii pieselor turnateMetodele teoretice de analiz a solidificrii pieselor turnate
aplicate n prezent n turntorii sunt [4]:
metoda cercurilor (sferelor) nscrise;
metoda modulelor de solidificare;
metoda coeficientului de form;
370
-
7/25/2019 52 Cercetri Privind Asigurarea Solidificrii
5/8
metoda simulrii solidificrii cu ajutorul calculatoarelor.Evident, dintre aceste metode, cele mai bune rezultate i cele
mai multe informaii se obin prin simularea solidificrii pe calculator.Aceasta prezint totui i unele inconveniente, care au mpiedicatutilizarea ei pe scarlargn industrie. ntre acestea se pot meniona:
cost ridicat al softurilor specializare i al calculatoarelorperformante, ceea ce presupune investiii relativ ridicate,inadecvate pentru turntoriile mici;
mn de lucru calificat n domeniul informaticii tehnologice,ceea ce impliccheltuieli de manoperridicate;
necesito colaborare bun, permanent, ntre informaticieni ispecialitii proiectani de tehnologii;
softurile actuale nu simuleaz toate aspectele legate desolidificarea i rcirea pieselor turnate i n special contracia nstare soliddupsolidificare i apariia crpturilor.Efectundu-se analiza unor aspecte legate de aplicarea
acestor metode clasice simplificate, pentru studiul solidificrii pieselorturnate, se constatcaceste metode au urmtoarele avantaje:
nu necesitpersonal specializat n informatic; nu necesitsofturi i harduri performante i costisitoare; impliccalcule simple; implicun volum de muncredus.
Cercetrile privind solidificarea pieselor turnate att prinsimulare pe calculator, ct i prin aplicarea metodelor clasice utilizatepentru proiectarea maselotelor au pus n eviden faptul cmetodelesimplificate aa cum sunt ele aplicate n prezent, nu conducntotdeauna la rezultate n concordancu cele obinute prin simulareape calculator. De aceea, n multe cazuri, dimensionarea maselotelorsau a rcitorilor prin metodele clasice conduce la dimensiuni
necorespunztoare ale acestora.
2.3. Asigurarea solidificrii dirijate a roilor turnate prinaplicarea metodei modulurilor de solidificare reale
Cu scopul de a preveni apariia retasurilor concentrate s-aanalizat aplicarea metodei modulurilor de solidificare reale pentruasigurarea solidificrii simultane a pieselor turnate. Metoda a fostexemplificatpentru cazul unei roi de dimensiuni mici [3]. Solidificareauniform a pieselor turnate prezint totui riscul apariiei unor
microretasuri dispersate (microporoziti axiale).
371
-
7/25/2019 52 Cercetri Privind Asigurarea Solidificrii
6/8
Unica soluie de obinere a unor piese turnate compacte, frdefecte cauzate de solidificare, const n dirijarea solidificrii prinutilizarea de maselote i rcitori [3]:
Varianta I
Presupune c modulurile de solidificare reale pariale aleelementelor roii sunt calculate fra lua n considerare prezena reeleide turnare sau a unor maselote i rcitori.
Varianta II
n cazul unor roi supuse unor solicitri mecanice puternice ipentru care beneficiarul solicit absena total a porozitilor decontracie, solidificarea uniformnu se justific.
n astfel de cazuri obinerea unor piese turnate compacte, frmicroporoziti, este posibilnumai n condiiile unei solidificri dirijate,nsoitde utilizarea unor maselote i rcitori.
O variant de dirijare a solidificrii utilizabil n cazul acesteiroi constn aplicarea unui rcitor pe suprafaa exterioara obadei ia unei maselote directe pe butuc.
Varianta III
Pentru a se realiza o dirijare corespunztoare a solidificrii
ntre butuc i maselotn vederea alimentrii cu aliaj lichid a butuculuin timpul solidificrii este necesar sse utilizeze o maselotcu modulde solidificare real mult mai mare dect al butucului.
n cazul acestei roi mrirea diametrului maselotei nu esterecomandattehnologic i nici nu este economic.
De aceea este necesar s se utilizeze o maselot cu nvelitermoizolant sau o maselotexotermalturi de rcitorii exteriori.
Varianta IV
Este posibil ca pentru unele turntorii utilizarea rcitorilorexteriori screeze probleme deoarece aceastprocedurnu este binestpnit, sau datorit nerespectrii disciplinei tehnologice. Mai alescnd rcitorii au suprafa mare, utilizarea lor creeaz probleme.
Avnd n vedere acest considerent n continuarea acestuistudiu s-a analizat o tehnologie de turnare alternativ, fr rcitor.
Butucul este prevzut cu aceeai maselot direct cu nvelitermoizolant, necesar pentru alimentarea butucului n timpulsolidificrii.
372
-
7/25/2019 52 Cercetri Privind Asigurarea Solidificrii
7/8
3. Concluzii
Efectundu-se analiza metodelor de dirijare a solidificriiroilor turnate i inndu-se seama de posibilitile turntoriei, se alegepentru tehnologia de obinere a acestui tip de piese varianta III deaplicare a metodei modulurilor de solidificare, respectiv utilizareamaselotei i a rcitorilor.
Conform literaturii de specialitate i a practicii industriale,pentru piesa analizatsunt prevzute patru rcitoare, cu grosimea de38...40 mm, amplasate pe circumferina discului roii.
Astfel, pentru piesa turnatstudiatsunt folosite o maselotcentrali patru rcitoare amplasate pe disc (figura 5).
Fig. 5 Amplasarea maselotei i a rcitorilor i prezentarea adaosurilor
Ca metodde turnate pentru piesa ce urmeaza fi turnatsefolosete turnarea intermediar.
Piesa brut turnat i piesa finit obinuta conform acesteitehnologii este prezentatn figura 6.
373
-
7/25/2019 52 Cercetri Privind Asigurarea Solidificrii
8/8
Fig. 6 Piesa brut turnati piesa finit
Astfel, n practica industrialse constatcn urma aplicriiacestei tehnologii procentul de rebut scade cu aproximativ 3,5 %.
BIBLIOGRAFIE
[1] Socalici, A., Ardelean, E., Ardelean, M., Hepu T., Josan, A., Turnarea isolidificarea oelului, Editura Cermi, Iai, 2007.[2] Ciobanu, I., Munteanu, S.I., Crian, A., Aspecte privind condiiile reale de
solidificare a pieselor turnate. Revista de turntorie, nr. 11,12/ 2005, pag.11.[3] Ciobanu, I., Munteanu, S.I., Crian, A., Aplicarea metodei modulurilor desolidificare reale n vederea asigurrii solidificrii dirijate a roilor turnate dedimensiuni mici.Revista de turntorie, nr.7, 8 2006, pag. 5.[4] * * *Atlas internaional al defectelor de turnare, Editura tehnic, Bucureti,1977.[5] Josan, A., Tehnologia formrii i turnrii aliajelor, Editura Politehnica,Timioara, 2002.
ef lucr.Dr.Ing. Ana JOSAN
[email protected]. Adriana [email protected]
membri AGIR
Universitatea Politehnica Timioara, Facultatea de Inginerie HunedoaraHunedoara, str. Revoluiei, nr.5, 331128
374
mailto:[email protected]:[email protected]:[email protected]:[email protected]