44241413-Curs-Tcmutd
1171
Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică Prof. univ. dr. ing. Gheorghe ZECHERU TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT SI DEPOZITARE – TCMUTD – C 1,2 PLOIESTI, 2008
description
Free
Transcript of 44241413-Curs-Tcmutd

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT
SI DEPOZITARE – TCMUTD – C 1,2
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 1
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, ATDobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, ATDobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 2
I. GENERALITATI SI ELEMENTE DE BAZA PRIVIND FABRICAREA
APARATURII DE TRANSPORT SI DEPOZITARE – ATD
1. Introducere
Dezvoltarea şi perfecţionarea proceselor tehnologice de transport, depozitare, tratare şi condiţionare a produselor petroliere lichide şi a gazelor naturale a impus diversificarea şi sporirea severităţii regimurilor de lucru ale aparaturii utilizate.
Asigurarea performanţelor ATD (în concordanţă cu condiţiile de lucru ale conductelor de transport, rezervoarelor de depozitare şi instalaţiilor de tratare şi condiţionare a produselor) a fost şi va fi determinată de două aspecte importante:
Progresul tehnic în domeniul elaborării şi prelucrării materialelor (îndeosebi al materialelor metalice şi, mai ales, al oţelurilor); în prezent, în domeniul realizării elementelor de ATD se utilizează cu succes materiale moderne, cum sunt materialele polimerice, ceramicele şi materialele compozite.
Progresul tehnic în domeniul realizării îmbinărilor nedemontabile (îndeosebi în domeniul sudării materialelor metalice şi, mai ales, a oţelurilor).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 3
2. Clasificarea ATD
Criteriul 1: Procesele fizico – chimice care se desfăşoară în aparat: Aparate de schimb de căldură (în care se realizează transferul de căldură între două
medii de lucru separate printr-un perete: schimbătoare de căldură cu fascicul tubular, schimbătoare de căldură “ţeavă în ţeavă”, condensatoare, vaporizatoare, răcitoare etc.)
Aparate de schimb de masă şi căldură (în care transferul de căldură între mediile de lucru aflate în contact direct se realizează simultan cu reacţiile chimice care se desfăşoară între acestea: coloane de rectificare, coloane de extracţie, coloane de stabilizare, turnuri de răcire etc.)
Aparate de încălzire cu surse termice (cuptoare, cazane etc.) Aparate pentru separarea şi purificarea produselor (separatoare, decantoare, filtre etc.) Amestecătoare Rezervoare de depozitare (cilindrice verticale sau orizontale, sferice etc.) Conducte tehnologice, de transport, de distribuţie şi de alimentare (care transportă
materiile prime şi produsele între diferite componente ale unor instalaţii de condiţionare sau tratare, sau care fac parte din retelele de transport, distribuţie şi alimentare a consumatorilor cu diferite produse petroliere lichide sau cu gaze naturale)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 4
Criteriul 2: Grosimea peretelui aparatului: Aparate cu perete subţire, care au grosimea de perete s mai mică decât sau egală cu o valoare convenţională sc (s ≤ sc);
Aparate cu perete gros, cu grosimea de perete s mai mare decât sc (s > sc) Această clasificare se bazează pe următoarele argumente:
• Aparatele cu perete subţire se realizează din semifabricate metalice cu grosime mică, obţinute (de obicei) prin deformare plastică (laminare, forjare, matriţare etc.) din lingouri de dimensiuni mici, care conţin puţine defecte şi asigură niveluri ridicate ale caracteristicilor fizico – mecanice ale semifabricatelor produse. În plus, asamblarea prin sudare a componentelor acestor aparate implică folosirea unor procedee de sudare simple şi/sau realizarea unor îmbinari sudate cu număr mic de rânduri şi straturi, cu structuri în CUS şi ZIT favorabile asigurării caracteristicilor fizico – mecanice impuse de funcţionarea în siguranţă a aparatelor şi care nu necesită aplicarea de tratamente termice post sudare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 5
• Aparatele cu perete gros se realizează din semifabricate metalice cu grosime mare, obţinute (de obicei) prin deformare plastică (laminare, forjare, matriţare etc.) din lingouri de dimensiuni mari, care conţin multe defecte şi determină niveluri relativ scăzute ale caracteristicilor fizico – mecanice ale semifabricatelor produse. În plus, asamblarea prin sudare a componentelor acestor aparate implică folosirea unor procedee de sudare speciale şi/sau realizarea unor îmbinari sudate cu număr mare de rânduri şi straturi, cu structuri în CUS şi ZIT care necesită aplicarea de tratamente termice postsudare pentru asigurarea caracteristicilor fizico – mecanice impuse de funcţionarea în siguranţă a aparatelor. Grosimea convenţională sc folosită la demarcarea celor două categorii de aparate are caracter istoric, perfecţionarea în timp a metodelor şi procedeelor tehnologice de elaborare a materialelor metalice, de obţinere a semifabricatelor şi de realizare a îmbinărilor sudate determinând creşterea valorii sc. În prezent, se consideră sc = 36 mm.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 6
Criteriul 3: Gabaritul aparatului: Aparate gabaritice, ale căror dimensiuni permit ca ele să poată fi transportate, fără probleme sau restricţii, pe şosele, căi ferate, fluviale sau maritime
Aparate negabaritice, ale căror dimensiuni depăşesc dimensiunile de gabarit reglementate prin standarde sau acte normative pentru a fi admis transportul acestora pe şosele, căi ferate, fluviale sau maritime. Dacă un aparat negabaritic nu depăşeşte mult dimensiunile corespunzătoare încadrării sale în prima categorie, se poate realiza transportul său pe anumite căi de comunicaţie, cu acordul şi monitorizarea organelor de resort competente; dacă această soluţie nu poate fi acceptată, aparatele negabaritice se secţionează în subansambluri gabaritice, care se transportă la locul în care aparatele trebuie amplasate, unde se realizează lucrările de montare şi reasamblare definitivă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 7
3. Caracteristicile fabricării ATD
Fabricarea ATD are următoarele caractersitici generale:
Caracterul producţiei este de unicat sau de serie foarte mică ; în plus, deoarece durata de viaţă a aparatelor este mare (de obicei, 10…30 ani), atunci când se impune înlocuirea acestora se face şi modernizarea lor constructiv – funcţională, astfel că fabricarea oricărui aparat nu este caracterizată de repetabilitate
La realizarea aparatelor se folosesc cu precădere (peste 85 %) semifabricate realizate prin deformare plastică, de tip tablă, platbandă sau ţeavă
Operaţiile tehnologice cu cea mai mare pondere în procesele de fabricare a aparatelor sunt operaţiile de prelucrare mecanică (prin aşchiere), de montaj şi de sudare (operaţiile de montaj şi sudare reprezintă peste 60 % din volumul lucrărilor care se realizează pentru a obţine un astfel de aparat)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 8
Fabricarea aparatelor are următoarele elemente comune cu fabricarea de maşini grele:
• Aparatele şi componentele lor au dimensiuni mari, iar forma acestora este de obicei cilindrică;
• În procesul de fabricare se folosesc utilaje staţionare grele (maşini de îndreptat, prese, maşini de curbat, maşini de rabotat marginile tablelor etc.), dar şi unele utilaje mobile (maşini de polizat, maşini de găurit, agregate de sudare etc.)
• Echipamentele de ridicare din atelierele de fabricare (macarale, poduri rulante etc.) pot avea funcţii de lucru direct, fiind utilizate, ca accesorii (pentru susţinerea semifabricatelor), în cursul activităţilor efective de prelucrare (realizate în timpul de bază) ale unor utilaje grele (maşini de îndreptat, maşini de curbat etc.); în prezent această caracteristică tinde sa dispară, fiind realizate utilaje care sunt dotate cu accesorii care preiau aceste funcţii ale maşinilor de ridicat (aşa cum se poate observa în fig. 1.1)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 9
Fig. 1.1. Exemple de maşini dotate cu dispozitive de susţinere a semifabricatelor in cursul prelucrării
• O parte din operaţiile tehnologice de prelucrare se realizează concomitent cu operaţiile de montaj
• Operaţia principală a proceselor tehnologice este operaţia de sudare, care influenţează esenţial calitatea şi performanţele tehnice ale aparatelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 10
4. Principiile elaborării proceselor tehnologice de fabricare a ATD
4.1. Datele iniţiale necesare proiectării proceselor tehnologice
Datele iniţiale necesare proiectării proceselor tehnologice de fabricare a elementelor de ATD sunt aceleaşi ca şi la proiectarea proceselor tehnologice de fabricare a pieselor pentru construcţia de maşini:
Caracteristicile constructive şi funcţionale (desenul de execuţie şi condiţiile tehnice) ale elementului de ATD care trebuie fabricat
Volumul producţiei (numărul elementelor de ATD care se fabrică) Baza materială disponibilă pentru fabricarea elementului de ATD (maşini,
dispozitive, echipamente, scule, instrumente şi dispozitive de masurare etc.) Criteriul economic care se aplică pentru selectarea proceselor tehnologice;
pentru obţinerea oricărui element de ATD se pot concepe mai multe procedee tehnologice (tehnic posibile) de fabricare, decizia privind alegerea procesului tehnologic care trebuie aplicat trebuind să fie luată prin utilizarea unui criteriu economic: costurile de fabricare minime sau productivitatea maximă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 11
4.2. Structura proceselor tehnologice
Procesele tehnologice de fabricare a elementelor de ATD au aceeaşi structură ca şi procesele tehnologice de realizare a pieselor pentru construcţia de maşini, părţile componente ale acestora fiind:
Operaţia – partea procesului tehnologic de realizare a unui element de ATD care se realizează la acelaşi loc de muncă sau pe aceeaşi maşină (acelaşi utilaj), de către un muncitor sau o echipă de lucru
Aşezarea – partea operaţiei care se execută la o singură fixare (prindere), pe maşina sau utilajul de lucru, a elementului de ATD care se fabrică
Faza – partea unei aşezări, în cursul căreia se produce o singură transformare tehnologică a elementului de ATD care se fabrică, folosind o singură sculă sau element de lucru şi un singur regim tehnologic
Trecerea – partea unei faze, care se realizează la o singură deplasare a sculei sau elementului de lucru în direcţia de avans Exemple de operaţii, aşezări, faze, treceri sunt prezentate în [1] p.14,15 Aplicaţie. Pentru închiderea unei virole cilindrice (realizată din tablă prin curbare), se execută, dintr-o singură parte (din exterior), într-un rost în formă de V, folosind procedeul de sudarea prin topire cu arc electric şi electrozi înveliţi – SE, o îmbinare sudată longitudinală, cu 6 rânduri şi trei straturi, cele 3 rânduri de la rădăcina CUS fiind realizate cu electrozi cu diametrul de = 3,25 mm, iar rândurile de umplere a rostului fiind realizate cu electrozi cu de = 4,0 mm. Câte aşezări, câte faze şi câte treceri are operaţia de sudare a virolei?

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 12
4.3. Schema de execuţie
La fabricarea oricărui ATD, schema de execuţie (succesiunea de etape din procesul tehnologic de realizare) este aceeaşi, conţinutul etapelor fiind însă diferit, funcţie de caracteristicile constructive ale aparatului. Schema de execuţie pentru un aparat gabaritic cuprinde următoarele etape:
1. Etapa operaţiilor pregătitoare (în care se realizează componentele aparatului) 2. Etapa operaţiilor de montaj în vedera sudării 3. Etapa operaţiilor de sudare 4. Etapa operaţiilor de tratament termic postsudare 5. Etapa operaţiilor de montaj final (cuprinzând în principal operaţiile de
realizare a unor îmbinări demontabile) 6. Etapa operaţilor de probare şi de verificare finală a calităţii aparatului

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 13
În cazul unui aparat negabaritic, după parcurgerea tuturor etapelor precizate anterior, se procedează la secţionarea aparatului în părţi / componente gabaritice, care se transportă în şantier, la locul de amplasare finală a apartului, după care se completează schema de execuţie cu următoarele etape:
7. Etapa operaţiilor de montaj în vederea sudării a componentelor gabaritice 8. Etapa operaţiilor de asamblare prin sudare a componentelor 9. Etapa operaţiilor de tratament termic postsudare 10. Etapa operaţiilor de montaj final (cuprinzând în principal operaţiile de
realizare a unor îmbinări demontabile) 11. Etapa operaţilor de probare şi de verificare finală a calităţii aparatului
În condiţiile marii diversităţi a ATD, folosirea schemei de executie este un element deosebit de util, care permite aplicarea unei strategii de lucru unice la proiectarea proceselor tehnologice de fabricare a oricărui astfel de aparat.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 14
4.4. Tipizarea proceselor tehnologice
Tipizarea proceselor tehnologice este un instrument important de creştere a operativităţii elaborării proceselor tehnologice de fabricare a elementelor de ATD. În vederea folosirii acestui instrument este necesară împărţirea elementelor de ATD în următoarele categorii, funcţie de asemănările constructive şi tehnologice:
CLASE; o clasă cuprinde elementele de ATD caracaterizate prin aceleaşi probleme tehnologice de fabricare;
TIPURI; un tip cuprinde elementele unei clase, care se pot fabrica prin realizarea aceluiaşi proces tehnologic;
GRUPE; o grupă cuprinde elementele unui tip, care au dimensiuni ATDopiate şi se pot realiza cu aceleaşi maşini şi utilaje tehnologice.
De exemplu, fundurile pentru ATD reprezintă o clasă de elemente, care cuprinde mai multe tipuri (funduri eplipsoidale, semisferice şi “mâner de coş”, funduri plate, funduri conice), elementele fiecărui tip putând fi împărţite în grupe dimensionale, realizabile cu aceleaşi maşini şi utilaje tehnologice.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 15
Pentru elementele aceluiaşi TIP se elaborază un singur proces tehnologic: procesul tehnologic tipizat. Procesele tehnologice tipizate se pot elabora aplicând următoarele principii:
Principiul diferenţierii operaţiilor; în cazul unui proces tehnologic elaborat pe acest principiu, elementul de aparat efectuează o succesiune de deplasări, fiecare operaţie fiind executata la un alt loc de muncă (un alt utilaj sau o altă maşină unealtă).
Principiul concentrării operaţiilor; în cazul unui proces tehnologic elaborat pe acest principiu, elementul de aparat rămâne amplasat la un post fix, la care se deplasează succesiv echipamantele şi echipele de lucru care realizează diferite operaţii. Principiul diferenţierii operaţiilor este potrivit pentru procesele tehnologice de fabricare a componentelor de ATD, iar principiul concentrării operaţiilor este adecvat pentru procesele tehnologice de asamblare a componentelor şi obţinere a aparatelor sau subansamblurilor gabaritice ale acestora. Fiecare proces tehnologic tipizat se elaborează în două variante: o variantă operativă (de aplicare curentă), realizabilă cu baza materială disponibilă la momentul respectiv şi o variantă de perspectivă, care ţine seama de dotările ce urmează a îmbogăţi baza materială existentă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 16
5. Principiile interschimbabilităţii în domeniul ATD
După cum este cunoscut, Interschimbabilitatea este proprietatea unui element, subansamblu sau ansamblu de a putea fi înlocuit, fără prelucrări suplimentare la montaj şi fără a fi afectată funcţionalitatea subansamblului, ansamblului sau instalatiei din care face parte. Pentru a putea fi aplicate principiile interschimbabilităţii trebuie să existe un sistem de toleranţe şi ajustaje coerent, consistent şi unanim recunoscut. În prezent, nu există un astfel de sistem pentru ATD, principalele aspecte rezolvate în acest domeniu fiind cele expuse în continuare.
5.1. Dimensiunile de referinţă (de bază) ale elementelor de ATD
Pentru orice element de ATD (realizat din semifabricat de tip tablă, platbandă sau ţeavă) dimensiunile de referintă sunt grosimea de perete s şi unul din diametre : diamterul mediu Dm, diamterul interior Di sau diametrul exterior De. Diametrul mediu Dm (împreună cu grosimea s) se foloseşte ca dimensiune de referinţă:
La calculele de rezistenţă mecanică ale elementelor de ATD; La unele calcule tehnologice (calculul desfăşuratelor elementelor de ATD,
determinarea gradului de deformare a materialului la transformarea unui semifabricat într-un element de ATD).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 17
Pentru elementele de ATD cu diametrul nominal mai mic decât 500, care se realizează (în mod obişnuit) din semifabricate de tip ţeavă, dimensiunile de referinţă sunt grosimea de perete s şi diametrul exterior De. Pentru elementele de ATD cu diametrul nominal mai mare decât 500, care se realizează (în mod obişnuit) din semifabricate de tip tablă sau platbandă, prin curbare şi sudare longitudinală, dimensiunile de referinţă sunt grosimea de perete s şi diametrul interior Di.
În regulile de mai sus, factorul care decide dimensiunile de referinţă este tehnologia de fabricare, marimea diametrului nominal fiind numai orientativă.. Astfel, dacă corpul unui aparat are diametrul nominal sub 500, dar grosimea de perete este mare şi nu există (în gama tipodimensională standardizată) un semifabricat tip ţeavă adecvat, se va confecţiona corpul din virole (realizate din tablă, prin curbare şi sudare longitudinală) şi dimensiunile de referinţă vor fi grosimea de perete s şi diametrul interior Di. Similar, dacă corpul unui aparat are diametrul nominal peste 500, dar grosimea de perete este mică şi există disponibil un semifabricat de tip ţeavă, se va confecţiona corpul din ţeavă şi dimensiunile de referinţă ale acestuia vor fi grosimea de perete s şi diametrul exterior De.
Informaţii suplimentare privind alegerea dimensiunior de referinţă pentru elementele de ATD sunt date în [1] p.18-20.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 18
5.2. Abaterile admisibile şi toleranţele îmbinărilor sudate cap la cap ale ATD
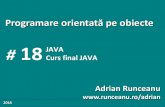
Abaterile admisibile şi toleranţele îmbinărilor sudate cap la cap s-au stabilit din condiţia asigurării rezistenţei mecanice a acestor îmbinări. S-a utilizat o schemă de calcul de tipul celei prezentate în figura 1.2.
Fig. 1.2. Schema folosită pentru stabilirea abaterilor admisibile şi toleranţelor la îmbinările sudate cap la cap ale elementelor de ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 19
Analizând figura 1.2 rezultă următoarele: Elementele de aparatură V1 şi V2 care se îmbină cap la cap au o abatere de
aliniere Δ; Îmbinarea sudată dintre cele două elemente are rezistentă mecanică
corespunzătoare, dacă în orice secţiune transversală prin zona CUS (în care nu se consideră supraînălţarea şi rădăcina CUS) se asigură o grosime de perete cel puţin egală cu grosimea s a virolelor.
Se observă că în secţiunea transversală realizată cu planul y – y grosimea de perete este numai s – δ, iar reducerea de grosime δ este direct proporţională cu abaterea de aliniere Δ (δ ∼ Δ, reducerea de grosime δ creşte odată cu abaterea de aliniere Δ).
Reducerea de grosime δ care poate fi acceptată este în funcţie de grosimea s a virolelor; dacă s este mare, se poate accepta o reducere δ mai mare şi invers, rezultând astfel că δ şi Δ (δ ∼ Δ) pot fi fracţiuni din s (δ ∼ Δ ≤ kss, 0 < ks < 1).
Pe baza acestui raţionament s-au adoptat abaterile admisibile de aliniere ale elementelor de aparatură care se îmbină prin sudare cap la cap (abaterea superioară As şi abaterea inferioară Ai):
As = IAiI = maxΔ = kss. Exerienţa practică a condus la acceptarea unei valori ks = 0,1, astfel că abaterile
admisibile de aliniere ale elementelor de aparatură care se îmbină prin sudare cap la cap se iau: As = –Ai = 0,1s, iar toleranţa este T = As – Ai = 0,2s. (1.1)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 20
Experienţa practică a condus la diferite variante ale formulelor (1.1) pentru stabilirea abaterilor admisibilor de aliniere ale elementelor de aparatură care se îmbină prin sudare cap la cap; astfel, prescripţile tehnice [4] precizează următoarele valori ale abaterilor admisibile [v. fig.1.4 şi 1.5]:
• pentru denivelările îmbinarilor sudate longitudinale ale virolelor: As = - Ai = min[0,1s; 3 mm];
• pentru denivelările îmbinarilor sudate circulare dintre virole: As = - Ai = min[0,1s + 0,5 mm; 5 mm];
• pentru denivelările ţevilor care se îmbină prin sudare cap la cap (prin orice procedeu, cu excepţia sudării prin presare):
As = - Ai = min[0,1s + 0,3 mm; 3 mm];
Standardul European [6] foloseşte schemele din figura 1.3 (mai generale decât cea din fig. 1.2) pentru a defini abaterile de aliniere ale elementelor de aparatură îmbinate prin sudare cap la cap şi prescrie adoptarea abaterilor admisibile folosind diagramele din figurile 1.4 şi 1.5.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 21
Fig. 1.3. Schemele cuprinse în [6] pentru definirea abaterilor de aliniere ale îmbinărilor sudate cap la cap
Fig. 1.4. Valorile prescrise de [4] şi [6] pentru abaterile admisibile de aliniere ale elementelor de aparatură (cu grosimi egale sau diferite) cu îmbinări sudate cap la cap longitudinale

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 22
Fig. 1.5. Valorile prescrise de [4] şi [6] pentru abaterile admisibile de aliniere ale elementelor de aparatură (cu grosimi egale sau diferite) care se asamblează prin îmbinări sudate cap la cap circulare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 23
Analizând schiţele din figura 1.6, rezultă că abaterile Δ de aliniere ale îmbinărilor sudate cap la cap circulare (între elemente de aparat) au următoarele cauze : a. abaterile Δd ale diametrului elementelor care se îmbină (generate fie la fabricarea virolelor, fie de ovalizarea acestora datorită nerigiditaţii şi nerigidizării la montaj); b. abaterile de la concentricitate Δc ale elementelor care se asamblează cap la cap. Se observă că, în general, Δ ≤ Δc + Δd/2, iar acoperitor, se poate accepta că abaterile admisibile AsD, AiD şi toleranţa TD, la diametrul de referinţă al elementelor care se asamblează cap la cap cu îmbinări sudate circulare, trebuie prescrise ca şi abaterile de aliniere ale îmbinărilor, aplicând formula (valabilă pentru elemente de aparatură uzuale, cu grosimea de perete s ≤ sc = 36 mm):
AsD = –AiD = 0,1s, iar toleranţa este TD = AsD – AiD = 0,2s. (1.2)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 24
Fig. 1.6. Sursele abaterilor de aliniere ale îmbinarilor sudate cap la cap circulare (între elemente de ATD)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 25
5.3. Abaterile efective la diametrul şi la lungimea ATD
Abaterile efective la diametrul şi la lungimea aparatelor se pot stabili utilizând cunostinţele privind rezolvarea lanţurilor de dimensiuni. Următoarele noţiuni trebuie reamintite, pentru a rezolva corect lanţurile de dimensiuni:
Elementul de închidere al unui lanţ de dimensiuni este cota care rezultă ultima la prelucrarea mecanică sau la montarea pieselor ale căror dimensiuni sunt elementele lanţului.
Dacă un lanţ de dimensiuni se rezolvă prin metoda algebrică (metoda de maxim şi de minim) toleranţa elementului de închidere este egală cu suma toleranţelor elementelor componente ale lanţului.
Dacă un lanţ de dimensiuni se rezolvă prin metoda probabilistică, pătratul toleranţei elementului de închidere este egal cu suma pătratelor toleranţelor elementelor componente ale lanţului.
Metoda probabilistică de rezolvare a lanţurilor de dimensiuni se aplică în cazul când se lucrează cu loturi mari de piese sau de ansambluri de piese, în cazul loturilor mici fiind recomandată metoda algebrică.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 26
Dacă virolele care alcătuiesc corpul cilindric (cu diametrul interior Di) al unui aparat au circumferinţa realizată din mai multe table (cu lungimile Li, i = 1... n, n fiind numărul tablelor din care este realizată fiecare virolă), asamblate prin suduri cap la cap longitudinale (cu rosturi având deschiderile bi, i = 1...n), atunci se poate alcătui următorul lanţ de dimensiuni, în care lungimea circumferinţei (πDi) este elementul de închidere:
∑ ∑= =
+=n
i
n
iiii bLD
1 1π . (1.3)
Aplicând metoda algebrică şi observând că toate elementele lanţului sunt elememente măritoare, rezultă:
⎥⎦
⎤⎢⎣
⎡+= ∑ ∑
= =
n
i
n
ibiLiD TTT
1 1
1π
; ⎥⎦
⎤⎢⎣
⎡+= ∑ ∑
= =
n
i
n
isbisLisD AAA
1 1
1π
; ⎥⎦
⎤⎢⎣
⎡+= ∑ ∑
= =
n
i
n
iibiiLiiD AAA
1 1
1π
, (1.4)
în care TD, TLi şi Tbi sunt toleranţele la diametrul aparatului, respectiv la lungimile Li si deschiderile bi, AsD, AsLi, Asbi – abaterile superioare la diametrul aparatului, respectiv la lungimile Li şi deschiderile bi, iar AiD, AiLi, Aibi – abaterile inferioare la diametrul aparatului, respectiv la lungimile Li şi deschiderile bi.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 27
Dacă corpul cilindric al unui aparat este realizat din mai multe elemente (cu lungimile Hi, i = 1... n, n fiind numărul elementelor din care este realizat corpul), asamblate prin suduri cap la cap circulare (cu rosturi având deschiderile bi, i = 1...n-1), atunci se poate alcătui următorul lanţ de dimensiuni, în care lungimea aparatului H este elementul de închidere:
∑ ∑=
−
=
+=n
i
n
iii bHH
1
1
1. (1.5)
Aplicând metoda algebrică şi observând că toate elementele lanţului sunt elememente măritoare, rezultă:
∑ ∑=
−
=
+=n
i
n
ibiHiH TTT
1
1
1; ∑ ∑
=
−
=
+=n
i
n
isbisHisD AAA
1
1
1; ∑ ∑
−
=
+=n
i
n
iibiiHiiD AAA
1
1, (1.6)
în care TH, THi şi Tbi sunt toleranţele la lungimea aparatului, respectiv la lungimile Hi si deschiderile bi, AsH, AsHi, Asbi – abaterile superioare la lungimea aparatului, respectiv la lungimile Hi şi deschiderile bi, iar AiH, AiHi, Aibi – abaterile inferioare la lungimea aparatului, respectiv la lungimile Hi şi deschiderile bi.
Informaţii suplimentare privind stabilirea abaterilor efective la diametrul şi la lungimea aparatelor sunt date în [1] p. 22-23.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 28
5.4. Toleranţele îmbinărilor cu joc dintre elementele ATD
În construcţia ATD se utilizează, în mod obişnuit, asamblările / ajustajele cu joc între elementele de aparatură (ajustajele cu strângere sau intermediare nu sunt practic întâlnite).
La stabilirea caracteristicilor ajustajelor cu joc din construcţia ATD se iau în
considerare următoarele particularităţi şi se aplică următoarele reguli:
Ajustajele cu joc din construcţia ATD se formează între elemente realizate prin procedee tehnologice diferite (spre deosebire de ajustajele cu joc din construcţia de maşini, care se formează între piese realizate numai prin prelucrare mecanică / aşchiere).
Principalele tipuri de ajustaje cu joc întâlnite în construcţia ATD sunt următoarele:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 29
A. Ajustaj format între o piesă de tip alezaj realizată în construcţie sudată şi o piesă tip arbore realizată prin laminare; un exemplu este prezentat în figura 1.7 a.
B. Ajustaj format între o piesă de tip alezaj realizată în construcţie sudată şi o
piesă tip arbore realizată, de asemenea, în construcţie sudată; un exemplu este prezentat în figura 1.7 b.
C. Ajustaj format între o piesă de tip alezaj realizată în construcţie sudată şi o
piesă tip arbore realizată prin prelucrare mecanică (aşchiere); un exemplu este prezentat în figura 1.7 c.
D. Ajustaj format între o piesă de tip alezaj realizată prin prelucrare mecanică
(aşchiere) şi o piesă tip arbore realizată prin laminare; un exemplu este prezentat în figura 1.7 d.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 30
Fig. 1.7. Tipuri de ajustaje cu joc folosite în construcţia ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 31
Pentru fiecare element component al ajustajului (realizat printr-un anumit procedeu tehnologic) există reguli distincte privind prescrierea abaterilor admisibile şi toleranţelor la dimensiuni (spre deosebire de piesele componente ale ajustajelor din construcţia de maşini, la care se aplică numai prescripţiile sistemului ISO de tolerante şi ajustaje).
Având în vedere particularitatea anterioară, pentru a se evita problemele privind asigurarea jocurilor prescrise, la ajustajele cu joc din construcţia ATD se folosesc două dimensiuni nominale, una pentru piesa tip alezaj şi una pentru piesa tip arbore din compunerea ajustajului (spre deosebire de ajustajele din construcţia de maşini la care se prescrie o dimensiune nominală unică pentru cele două piese care alcătuiesc ajustajul).
Pentru rezolvarea unui ajustaj cu joc din construcţia ATD se parcurg următoarele etape (prezentate considerând cazul unui ajustaj de tipul celui din fig. 1.7. c, cu piesa tip alezaj realizată din tablă, prin curbare şi sudare longitudinală şi piesa tip arbore obţinută prin aşchiere) :

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 32
• Se întocmeşte schema de calcul a ajustajului, aşa cum se prezintă în figura 1.8 pentru ajustajul considerat ca exemplu (schema corespunde detaliului A din fig. 1.7. c).
Fig. 1.8. Schema de calcul a unui ajustaj cu joc din construcţia ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 33
• Se precizează (pe bază de argumente tehnologice, constructive şi/sau funcţionale) valoarea jocului minim Jmin; în cazul exemplului considerat, Jmin se stabileşte din condiţia asigurării deplasării libere a plăcii tubulare (piesa tip arbore a ajustajului) în interiorul virolei capacului mare (piesa tip alezaj a ajustajului), în condiţiile considerării deformaţiilor de natură termică pe care le suferă cele două piese la temperaturile de regim ale schimbătorului de căldură din care fac parte).
• Se precizează valoarea dimensiunii nominale a uneia din piesele care alcătuiesc ajustajul (de obicei, a piesei care se realizează mai greu sau este mai scumpă); în cazul exemplului considerat se precizează diametrul interior al virolei capacului mare Di.
• Se stabilesc abaterile admisibile şi toleranţele la dimensiunile nominale ale celor două piese care alcătuiesc ajustajul; în cazul exemplului considerat, ţinând seama de modul de obţinere a celor două piese rezultă:
Pentru piesa tip alezaj se aplică formulele din grupul (1.2): As = +0,1s; Ai = –0,1s; TD = 0,2s;
Pentru piesa tip arbore se aplică regulile sistemului ISO (cunoscute) privind prescrierea abaterilor admisibile şi toleranţelor la piesele prelucrate prin aşchiere:
As = 0; Ai = –Td; Td = ic,

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 34
în care c este cifra clasei de precizie în care se realizează dimensiunea d, iar i este unitatea de toleranţă, care se calculează (în μm) cu una din formulele (cunoscute):
mimi ddi 001,045,0 3 += , dacă d ≤ 500 mm sau 1,2004,0 += midi , dacă d > 500 mm,
dmi fiind diametrul mediu (în mm) al intervalului ISO în care se înscrie diametrul d al piesei tip arbore (Atenţie! După cum este cunoscut, dacă diamterul d al piesei analizate se află în intervalul ISO având marginile dmin şi dmax, diametrul mediu al intervalului este maxmindddmi = ).
• Se calculează valoarea jocului maxim Jmax, cu formula (v. fig. 1.8):
Jmax = Jmin + TD + Td . (1.7)
• Se calculează dimensiunea nominală a celei de-a doua piese a ajustajului; în cazul considerat ca exemplu, se determină valoarea diametrului d la care trebuie prelucrată piesa tip arbore (placa tubulară) pentru a asigura dimensiunile stabilite ale ajustajului (Jmax şi Jmin):
minmaxmin 2JTDaJADaJADd D
iisisii −+=−−+=−−+= .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 35
6. Adaosuri şi toleranţe la operaţiile de prelucrare a semifabricatelor pentru ATD
Aşa cum s-a precizat anterior, pentru realizarea elementelor componente ale ATD se utilizează cu precădere semifabricate (laminate) de tip tablă, platbandă sau ţeavă.
Schema generală de prelucrare a unui astfel de semifabricat (cuprinzând succesiunea operaţiilor prin care se modifică dimensiunile semifabricatului destinat realizării unui element de ATD) este prezentată în figura 1.9.
Fig. 1.9. Schema generală de prelucrare a semifabricatelor pentru ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 36
Folosind schema generală de prelucrare se poate întocmi schema de calcul al adaosurilor de prelucrare a semifabricatelor pentru ATD. Considerând cazul realizării (dintr-un semifabricat de tip tablă) unui element cilindric (virolă) din compunerea unui aparat şi aplicând cunoştinţele anterioare privind determinarea adaosurilor de prelucrare pentru piesele din construcţia de maşini, se obţine schema de calcul prezentată în figura 1.10. Schema de calcul se utilizează astfel:
Trebuie determinate dimensiunile de trasare ale elementului cilindric Ltr şi Htr, dimensiunile desfăşuratei virolei finite Lp şi Hp fiind cunoscute (se determină considerând valorile înscrise pe desenul de execuţie ale dimensiunilor de referinţă ale virolei):
Lp = πDm – b = π(Di + s) – b şi Hp = H . Schema de calcul prezintă succesiunea de dimensiuni care rezultă în cursul procesului
primar de prelucrare a semifabricatului pentru aducerea la dimensiunea Lp (necesară pentru a transforma semifabricatul, prin curbare şi sudare longitudinală, în elementul de aparat dorit: trasare Ltr, debitare (tăiere) Lt şi prelucrarea marginilor Lp. Legătura dintre aceste dimensiuni successive se poate scrie astfel:
Lt = Lp + 2Anp; Ltr = Lt + c, în care Anp este adaosul nominal la prelucrarea marginilor semifabricatului (după debitare), iar c – lăţimea stratului de material îndepărtat la debitare (lăţimea tăieturii); combinând cele două relaţii, rezultă următoarea formulă (generală) pentru dimensiunea de trasare Ltr:
Ltr = Lp + 2Anp + c. (1.8)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 37
Fig. 1.10. Schema de calcul al adaosurilor de prelucrare a semifabricatelor pentru ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 38
Pentru stabilirea adaosului nominal la prelucrarea marginilor Anp (care trebuie utilizat în
relaţia de calcul a dimensiunii de trasare Ltr) se adoptă mai întâi (aşa cum se cunoaşte de la calculul adaosurilor de prelucrare pentru piesele destinate construcţiei de maşini) valoarea necesară a adaosului minim garantat la prelucrarea marginilor Amingp; adaosul Amingp trebuie să fie suficient pentru ca la operaţia de prelucrare a marginilor semifabricatului să se îndepărteze complet consecinţele operaţiei anterioare de prelucrare (debitarea) şi anume: rugozitatea suprafeţelor de tăiere Rzt, stratul de material defect din vecinătatea tăieturilor mt şi abaterile de a planeitate ale tăieturilor pt:
Amingp = Rzt + mt + pt. (1.9)
Cunoscând Amingp, se calculează, aşa cum sugerează schema din figura 1.10, adaosul nominal la prelucrarea marginilor semifabricatului Anp, cu formula:
2Anp = 2Amingp + Tt, în schema din figura 1.10, Tt şi Tp fiind toleranţele la dimensiunile obţinute la debitare, respectiv, la prelucrarea marginilor semifabricatului. Mărimile Rzt, mt, pt, Tt şi c, care definesc calitatea semifabricatului debitat, se stabilesc în funcţie de procedeul de debitare utilizat. În legătură cu metodologia de calcul al adaosului la prelucrarea marginilor semifabricatelor şi de stabilirea dimensiunilor de trasare, trebuie făcute următoarele observaţii:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 39
Schema de calcul pentru adaosurile de prelucrare şi formula de calcul pentru dimensiunile de trasare ale semifabricatului s-au conceput considerând că la operaţia debitare se foloseşte un procedeu tehnologic de debitare termică (cu consum de matarial la debitare), în formula (1.8) intervenind lăţimea tăieturii c; evident, dacă debitarea semifabricatului se face prin forfecare (fără consum de material la debitare), formula (1.8) rămâne valabilă, dar trebuie luat c = 0.
La calculul adaosului minim garantat la prelucrarea marginilor trebuia adăugată (în conformitate cu metodologia de calcul cunoscută de la realizarea pieselor pentru construcţia de maşini) şi valoarea erorii de aşezare / instalare a semifabricatului la această operaţie de prelucrare εap. Eroarea de aşezare la prelucrarea marginilor are două componente: eroarea de bazare εbp şi eroarea de fixare εfp, εap = εbp + εfp. Eroarea de bazare apare însă numai la prelucrarea loturilor mari de piese prin metoda reglării la dimensiuni şi, ca urmare, la prelucrarea marginilor semifabricatelor pentru ATD (realizată în producţie de unicat sau serie foarte mică) se ia εbp = 0. La prelucrarea marginilor, semifabricatele de tip tablă sunt fixate pe masa maşinilor – unelte prin aplicarea unor forţe normale pe suprafaţa lor şi, deoarece forţele de fixare sunt normale pe direcţiile cotelor care rezultă la prelucrare, deformaţiile produse semifabricatelor (pe direcţiile cotelor care se realizează) de acţiunea acestor forţe sunt neglijabile şi se poate lua εfp = 0. Din aceast raţionament rezultă că, la prelucrarea marginilor semifabricatelor de tip tablă sau platbandă pentru ATD, εap = 0 şi formula (1.9) este corectă.
Informaţii suplimentare privind stabilirea adaosurilor de prelucrare, calculul dimensiunilor de trasare şi elaborarea planurilor de debitare a semifabricatelor pentru ATD sunt date în [1] p.28-30.

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI
MENTENANTA UTILALELOR PETROCHIMICE
SI DE RAFINARII – TCMUTD – C 3,4
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 40
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. Raşeev D., Oprean I., Tehnologia fabricării utilajului tehnologic, Editura Didactică şi Pedagogică, Bucureşti, 1983
3. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
4. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
5. * * * Directiva 97/23/EC a Consiliului şi Parlamentului European. Directiva peivind echipamentele sub presiune
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 13480 Metallic industrial piping 8. * * * EN 1011 Welding – Recommendations for welding of metallic materials 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 41
I. OPERATII PREGATITOARE LA FABRICAREA APARATURII PETROCHIMICE SI DE RAFINARII – ATD
1. Deconservarea şi curaţirea semifabricatelor
Deconservarea este operaţia tehnologică la care se îndepărtează straturile (acoperirile) de protecţie aplicate de producător pe suprafeţele semifabricatelor în vederea protejării acestora în cursul transportului, depozitării şi manipulării lor înainte de utilizare.
Deconservarea se aplică la semifabricatele din materiale speciale (oţeluri inoxidabile şi refractare, aliaje neferoase, oţeluri placate, bimetale etc.), ale căror suprafeţe sunt acoperite de către producător cu straturi de protecţie: unsoare consistentă, folie de material plastic sau metal, hârtie impregnată cu ulei etc.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 42
Curăţirea este operaţia tehnologică la care se îndepărtează straturile de oxizi, eventualele substanţe organice, apa şi impurităţile mecanice depuse pe suprafeţele semifabricatelor în cursul transportului, depozitării şi manipulării lor înainte de utilizare.
Curăţirea se aplică la semifabricatele din materiale obişnuite (oţeluri carbon, oţeluri slab aliate etc.), care se livrează de producător fără straturi de protecţie depuse pe suprafeţe.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 43
Deconservarea şi curăţirea sunt operaţii tehnologice foarte importante, care trebuie să asigure îndepărtarea straturilor de oxizi, substanţe organice (depuse întâmplător sau intenţionat, ca straturi de protecţie), apa şi impurităţile mecanice, cel puţin din zonele suprafeţelor semifabricatelor în care urmează a se realiza îmbinări sudate, această cerinţă fiind înscrisă în normativele şi standardele în vigoare:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 44
� [6] Part 4; 7. Welding; 7.6. Joint preparation: “Suprafeţele semifabricatelor care vor fi sudate trebuie curăţite complet de oxizi, impurităţi mecanice sau acoperiri de protecţie, substanţe organice sau alte substanţe străine şi trebuie să fie lipsite de defecte care ar putea prejudicia calitatea îmbinarilor sudate, cum sunt incluziunile, fisurile, exfolierile etc.”
� [4] Cap 7. Construcţia, montarea şi repararea; 7.2. Sudarea; 7.2.9: “Suprafeţele care urmează a fi sudate trebuie să fie curate şi lipsite de substanţe străine (unsoare, ulei, vopsele de marcare) pe o porţiune de cel puţin 20 mm lăţime de la muchia rostului. În cazul îmbinării pieselor prin sudare electrică în baie de zgură, lăţimea minimă care se curaţă este de 50 mm de la muchia rostului.”

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 45
Necesitatea realizării operaţiilor tehnologice de deconservare sau de curăţire este susţinută de următoarele argumente:
� Oxizii (în cazul semifabricatelor din oţel, rugina, care este un oxid de fier hidratat Fe2O3⋅⋅⋅⋅H2O) şi apa de pe suprafeţele semifabricatelor care se sudează se pot descompune prin acţiunea arcului electric folosit ca sursă termică la sudare, fenomen care conduce la formarea de oxigen şi hidrogen, care se dizolvă în baia de metal topit din care se formează prin solidificare CUS. Solubilitatea hidrogenului în oţel scade odată cu temperature, prezentând scăderi în trepte (bruşte) la solidificare şi la transformarea austenitei. Ca urmare, la solidificarea şi răcirea CUS, hidrogenul care nu mai poate fi dizolvat în oţel difuzează în CUS şi ZIT (sub formă de protoni) şi se acumulează (în forma moleculară) în aşa numitele capcane, reprezentate de imperfecţiunile structurii oţelului (vacanţe, dislocaţii, limite de cristale, suprafeţele incluziunilor etc.); creşterea presiunii în capcane datorită acumulării hidrogenului determină apariţia unor microfisuri, care cresc intermitent (după fiecare creştere a microfisurii corespunzătoare unei capcane, presiunea hidrogenului scade, datorită măririi volumului capcanei şi fisurarea se opreşte, continuându-se după o nouă acumulare de hidrogen, însoţită de creşterea presiunii). Datorită acestui mecanism de producere, fisurarea (în CUS sau ZIT) datorită hidrogenului este denumită şi fisurare la rece sau fisurare întârziată.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 46
� Substanţele organice (având ca principale elemente chimice componente
hidrogenul si carbonul) depuse întâmplător pe suprafeţele semifabricatelor obişnuite (unsori, uleiuri, vopsele etc.), precum şi acoperirile de protecţie (conservare) ale semifabricatelor din materiale speciale, care sunt realizate tot cu substanţe organice (unsori consistente, hârtie impregnată cu ulei, folii din materiale polimerice etc.), au, dacă sunt prezente pe semifabricate în zona realizarii îmbinarilor sudate, efecte similare ruginei şi apei, datorită generării de hidrogen la descompunerea lor prin acţiunea arcului electric folosit la sudare.
� Oxizii de tip Fe3O4, care se formează în mod obişnuit pe suprafeţele semifabricatelor din oţel, pot fi topiţi şi reduşi la FeO, dacă se află în zonele afectate de procesele de sudare; FeO astfel format rămâne parţial în baia de metal topit din care se formează prin solidificare CUS, prezenţa sa conducând la obţinerea unor CUS cu slabe caracteristici de plasticitate şi tenacitate.
� Impurităţile mecanice (particule de pământ, nisip, argilă etc.) aflate pe suprafeţele afectate de sudare ale semifabricatelor pot trece în zgura care acoperă baia de metal topit din care se formează CUS, dar o parte pot fi înglobate în această baie şi se pot regăsi ca incluziuni nemetalice în CUS, cu efecte negative asupra caracteristicilor de rezistenţă mecanică şi plasticitate ale acesteia.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 47
Deconservarea se realizează prin procedee tehnologice simple: � Straturile de protecţie (conservare) groase (din unsori consistente,
folii de matarial plastic sau de metal, hârtie impregnată cu ulei etc.) se îndepărtează prin răzuire, folosind scule (răzuitoare) din lemn, material plastic, cauciuc etc, care să nu deterioreze suprafeţele semifabricatului supus deconservării. După îndepărtarea prin răzuire a acoperirilor de protecţie se aplică suflarea cu abur şi/sau spălarea cu apă caldă (la 70 ...90 oC) a suprafeţelor semifabricatelor, iar la final – suflarea acestora cu aer comprimat, uscarea (în uscătoare, la temperatura de 60...80 oC) şi finisarea lor prin ştergere cu materiale textile uscate.
� Straturile de protecţie (conservare) subţiri (din unsori consistente sau uleiuri) se îndeptează prin ştergere, folosind perii sau materiale textile îmbibate cu solvenţi organici (benzină, neofalină etc.. După îndepărtarea prin şteregere a acoperirilor de protecţie se aplică suflarea acestora cu aer comprimat, uscarea (în uscătoare, la temperatura de 60...80 oC) şi finisarea lor prin ştergere cu materiale textile uscate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 48
Curăţirea se realizează prin trei categorii de procedee tehnologice: � Procedee mecanice: a. curăţirea cu discuri abrazive sau cu perii
metalice acţionate cu motoare electrice sau cu turbine cu aer comprimat (se asigură rugozităţi ale suprafeţelor curăţite Rz = 40...80 µµµµm); b. sablarea cu nisip de cuarţ sau cu alice din fontă albă, în camere speciale, antrenarea particulelor fiind asigurată prin suflare cu aer comprimat sau prin centifugare (se asigură rugozităţi ale suprafeţelor curăţite Rz = 20...40 µµµµm); c. sablarea hidraulică, cu particule abrazive antrenate cu jeturi de apă sub presiune (folosind particule abrazive cu dimensiuni controlate, se pot asigura rugozităţi ale suprafeţelor curăţite până la nivelul Rz = 0,2 µµµµm). Câteva echipamente şi dotări moderne folosite la curaţirea prin sablare a semifabricatelor sunt prezentate în figura 2.1.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 49
Fig. 2.1. Echipamente şi dotări utilizate la curăţirea semifabricatelor prin sablare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 50
� Procedee termice, la care semifabricatele se supun unor cicluri termice, constând din încălzirea (de obicei, folosind arzătoare cu flacără oxiacetilenică) la o temperatură ATDopiată de 150 oC şi răcirea lor la temperatura ambiantă. În cursul încălzirii rugina se deshidratează şi substanţele organice se ard, iar la răcirea ulterioară, rugina, produsele de ardere şi impurităţile mecanice se desprind de pe suprafeţele supuse curăţirii, deoarece au coeficienţi de contracţie termică diferiţi de ai materialului (oţelului) din care sunt realizate semifabricatele. Orice procedeu termic de curaţire se combină, în mod obişnuit, cu unul din procedeele mecanice.
� Procedee chimice, la care semifabricatele sunt decapate prin pulverizare cu sau prin imersare în soluţii de acizi sau de baze, după care suprafeţele curăţite sunt neutralizate prin pulverizare cu sau prin imersare în soluţii de baze sau de acizi, sunt spălate şi uscate. Procedeele chimice moderne sunt combinate cu cele mecanice, folosind băi de decapare (cu soluţii de acizi sau de baze) cu fascicule de ultrasunete.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 51
2. Îndreptarea semifabricatelor
Îndreptarea este operaţia tehnologică la care se corectează abaterile de formă produse semifabricatelor în cursul transportului, depozitării şi manipulării lor înainte de utilizare. Operaţia de îndreptare este necesară, deoarece trasarea şi prelucrarea semifabricatelor cu abateri de formă este dificilă şi conduce la realizarea de elemente de aparatură cu precizie scăzută, care crează probleme greu de soluţionat privind realizarea etapelor de montare în vederea sudării şi de sudare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 52
Operaţia de îndreptare este necesară în special la semifabricatele cu rigiditate redusă, care pot căpăta, prin acţiuni necorespunzătoare sau întâmplătoare, în cursul transportului, depozitării şi manipulării lor înainte de utilizare, deformări remanente (de natură plastică), generale sau locale, care le afectează precizia formei. Datele statistice existente au condus la realizarea diagramelor din figura 2.2. privind ponderea procentuală a aplicării operaţiei de îndreptare la semifabricatele plane (de tip tablă sau platbandă) cu diferite grosimi s. În cazul profilelor laminate, datele statistice existente arată că ponderea procentuală a semifabricatelor care trebuie îndreptate reprezintă 20...50 % dintr-un lot livrat, oricare sunt tipodimensiunile care alcătuiesc lotul. Semifabricatele de tip ţeavă subţire, cu 0550,
D
s
e
≤ , se pot deforma uşor şi
necesită îndreptarea cu o pondere de 20...40 % dintr-un lot livrat, în timp ce ţevile groase, cu 0550,
D
s
e
< , sunt rigide şi nu necesită, în mod obişnuit, îndreptarea.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 53
Fig. 2.2. Diagramele frecvenţei aplicării operaţiei de îndreptare la semifabricatele de tip tablă şi platbandă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 54
Îndreptarea se realizează prin deformarea plastică (de obicei, la rece) a semifabricatului, producând îndoirea semifabricatului în sens contrar curburii corespunzătoare abaterii de formă pe care o prezintă.
Principiul de realizare a îndreptării este descris de schema şi diagrama din figura 2.3:
� Semifabricatul are în starea iniţială o curbură locală ρρρρo = -1/ro; � Pentru îndreptarea semifabricatului se aplică un moment
încovoietor M, cu intensitatea mărită progresiv până la valoarea Mi, care realizează deformarea semifabricatului în sens contrar curburii ρρρρo; momentul încovoietor aplicat realizează mai întâi deformarea elastică a semifabricatului şi apoi deformarea plastică;
� Aatunci când momentul atinge valoarea Mi, curbura semifabricatului ajunge la o valoare ρρρρ, stabilită astfel încât, atunci când momentul Mi nu mai acţionează (semifabricatul este scos de pe maşina de îndreptat) şi se produce relaxarea elastică a semifabricatului, curbura să capete valoarea 0 (semifabricatul să fie îndreptat).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 55
Fig. 2.3. Principiul de realizare a îndreptării unui semifabricat pentru ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 56
Pentru îndreptarea semifabricatelor de tip tablă şi platbandă, folosite cu precadere la realizarea ATD, se folosec maşini speciale de îndreptat cu role.
Maşinile de îndreptat au un număr mare de role (pentru semifabricatele folosite în mod obişnuit la realizarea elementelor de ATD, cu grosimea s = 8…16 mm, se folosesc maşini de îndreptat cu n = 5…9 role).
Rolele maşinii sunt dispuse pe două traverse suprapuse: � rolele de pe traversa inferioară sunt, de obicei, motoare, fiind acţionate de
un motor electric, prin intermediul unui reductor de turaţie şi a unei transmisii mecanice adecvate;
� traversa cu rolele superioare se poate înclina, în raport cu traversa cu rolele inferioare, la un unghi diedru cu măsura αααα = 3...5o, permiţând deformarea progresiv descrescătoare a materialului semifabricatului la trecerea printre rolele maşinii.
� rolele maşinii, cu diametrul Dr, sunt realizate din oţel călit superficial (călire c.i.f. la duritatea 50...60 HRC) sau din fontă cu crustă dură.
� distanţa dintre rolele de pe acelaşi rând este t = (1,05...1,11)Dr, iar diametrele fusurilor de rezemare a rolelor pe cuzineţii lagărelor de alunecare de la capetele acestora au valoarea dr = (0,78...0,80)Dr.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 57
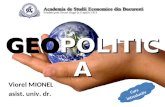
Construcţia maşinilor de îndreptat semifabricate de tip tabla sau platbandă se poate analiza examinănd imaginile din figura 2.4, iar modul de deformare a semifabricatelor la trecerea printre rolele unei astfel de maşini este redat în schema din figura 2.5.
Fig. 2.4. Construcţia maşinilor de îndreptat semifabricate de tip tablă sau platbandă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 58
Fig. 2.5. Schema deformării semifabricatelor de tip tablă la îndreptarea pe o maşină cu role
S-a stabilit (experimental şi teoretic) că procesul de îndreptare se produce la trecerea semifabricatului printre primele 3...4 role ale maşinii, la trecerea printre celelalte role producându-se numai întinderea (etirarea) semifabricatului şi relaxarea tensiunilor reziduale generate în procesul de îndreptare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 59
Fig. 2.6. Construcţia maşinilor de îndreptat semifabricate de tip bară sau profil laminat
Construcţia maşinilor de îndreptat semifabricate de tip bară sau profil laminat este asemănătoare celei corespunzătoare maşinilor de îndreptat table, numai că maşinile de îndreptat bare şi profile sunt, aşa cum se poate observa în figura 2.6, de tip “deschis” (cu rolele dispuse în consolă) şi au rolele calibrate corespunzător formei profilului care se îndreaptă, spre deosebire de maşinile de îndreptat table care sunt de tip “închis” (cu rolele rezemate la ambele capete) şi au rolele (cilindrice) netede.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 60
Fig. 2.7. Construcţia maşinilor de îndreptat ţevi
Maşinile de îndreptat ţevi sunt prevăzute cu perechi de role profilate în forma de paraboloid de rotaţie, pentru a îndepărta abaterile de la rectilinitate ale ţevilor, fără a produce modificări nedorite ale secţiunii transversale a acestora (turtirea sau cutarea ţevilor). Construcţia acestor maşini este descrisă sugestiv de imaginile din figura 2.7
Informaţii suplimentare privind îndreptarea semifabricatelor pentru ATD sunt date în [1] p. 34…37

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 61
La proiectarea operaţiei de îndreptare a semifabricatelor pentru ATD se parcurg mai multe etape (prezentate în continuare, considerând cazul îndreptării semifabricatelor de tip tablă sau platbandă):
A. Se alege maşina de îndreptat cu role (dintre maşinile disponibile în atelierul în care se execută operaţia) şi se întocmeşte schema de realizare a îndreptării semifabricatului pe această maşină; caracteristicile tehnice principale ale câtorva tipuri de maşini de îndreptat cu role sunt prezentate în tabelul 2.1, iar schema generală de realizare a îndreptării semifabricatelor de tip tablă sau platbandatablelor şi platbandelor pe astfel de maşini este cea redată în figura 2.5.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 62
Tabelul 2.1. Caracteristicile tehnice ale unor maşini de îndreptat existente în atelierele de fabricare a ATD
Tipul maşinii
Lăţimea max. a semifabricatelor care se pot îndrepta Bmax,
m *
Viteza de îndreptare vi, m/min
Numărul rolelor n
Diametrul rolelor Dr, mm
Puterea motorului de acţionare Pm,
kW
15/95 1,5 / 2,0 / 2,5 15 15 95 70
9/120 2,0 / 2,5 10 9 120 65
7/150 2,0 / 2,5 10 7 150 75
15/150 2,0 / 2,5 10 15 150 60
7/180 2,5 / 3,0 6 7 180 70
7/210 2,5 / 3,0 6 7 210 80
5/230 2,5 / 3,0 5 / 8 5 230 65
5/300 2,5 / 3,0 3 / 6 5 300 310
9/260 2,5 / 3,0 5 / 8 9 260 460
5/400 2,5 / 3,0 3 / 8 5 400 320
7/520 3,0 / 4,0 6 7 520 560 * fiecare valoare din şirurile având termenii despărţiţi prin semnul / corespunde căte unei variante constructive a maşinii de îndreptat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 63
B. Se stabilesc datele iniţiale necesare proiectării operaţiei de îndreptare : B.1. Caracteristicile tehnice ale maşinii de îndreptat: numărul rolelor maşinii n, diametrul rolelor Dr, diametrul fusurilor de rezemare a rolelor în lagăre dr, pasul dintre rolele situate pe acelaşi rând (aceeaşi traversă a maşinii) t, viteza periferică a rolelor maşinii (viteza de îndreptare) vi, randamentul transmisiei mecanice de la motorul de acţionare a maşinii la rolele care realizează îndreptarea ηηηη; puterea nominală a motorului de acţionare a maşinii Pm. În mod obişnuit sunt cunoscute caracteristicile tehnice n, Dr, vi şi Pm (aşa cum se poate observa examinând tabelul 2.1), valorile celorlalte caracteristici estimându-se prin aplicarea formulelor: dr = (0,78...0,80)Dr; t = (1,05...1,11)Dr şi ηηηη = 0,75…0,85. (2.1)
B.2. Dimensiunile caracteristice ale semifabricatului supus îndreptării: grosimea semifabricatului s; lăţimea semifabricatului B.
B.3. Caracteristicile mecanice ale materialului semifabricatului: modulul de elasticitate longitudinală E; limita de curgere aparentă Re sau convenţională Rp0,2; rezistenţa la rupere Rm; alungirea procentuală după rupere A; tipul curbei caracteristice tensiune – deformaţie specifică σ = f(εεεε).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 64
Caracteristicile E, Re (sau Rp0,2) şi Rm se iau din standardul care reglementează calitatea mărcii de material din care este confecţionat semifabricatul, iar curba caracteristică σ = f(εεεε) poate fi, aşa cum se poate observa în figura 2.8, de următoarele tipuri:
Fig. 2.8. Tipuri de curbe caracteristice σ = f(ε) pentru oţelurile din care sunt obţinute semifabricatele folosite la realizarea elementelor ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 65
� Tipul 1 – curba caracteristică corespunzătoare materialelor
metalice care se deformează plastic fără ecruisare (curba Prandtl), având expresia analitică:
>
=≤=ee
ee
pentruRE
RpentruE
εε
εεεσ,
,; (2.2)
� Tipul 2 – curba caracteristică corespunzătoare materialelor metalice care se deformează plastic cu ecruisare, având expresia analitică:
>
=≤=
e
m
ee
pentruKE
RpentruE
εεε
εεεσ,
,. (2.3)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 66
Coeficientul (modulul) de rezistenţă K şi exponentul de ecruisare m,
care intervin în formula (2.3), se stabilesc experimental (folosind, de exemplu, încercarea descrisă în standardul ASTM E 646) sau se estimează cu formulele:
+
=
002,0100
ln
ln
E
R
A
R
R
m
e
e
m
,
m
e
E
REK
−
=1
. (2.4)
Pentru a obţine simplificări ale calculele, se poate considera,
acoperitor, pentru materialele cu ecruisare (v. fig. 2.8), o expresie analitică unică (pe tot domeniul de variaţie al deformaţiilor specifice în cursul îndreptării) a curbei caracteristice σ = f(εεεε): σ = Kεm . (2.5)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 67
C. Se stabilesc valorile momentelor încovoietoare Mi,j, j = 1 ...n,
necesare curbării semifabricatului la trecerea prin dreptul rolelor maşinii de îndreptat. În acest scop se foloseşte schema de calcul prezentată în figura 2.9 şi rezultă:
∫= ydSM ji σ, şi dS = Bdy ⇒ ∫=2
0
, 2
s
ji ydyBM σ , (2.6)
în care σ = f(ε) corespunde tipului de curbă caracteristică tensiune – deformaţie specifică a materialului din care este confecţionat semifabricatul
supus îndreptării, iar jr
y=ε , deoarece se acceptă că deformarea
semifabricatului la raza rj, la trecerea acestuia prin dreptul rolei j, se face cu respectarea ipotezei secţiunilor plane (cunoscută de la Rezistenţa materialelor).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 68
Fig. 2.9. Schema de calcul pentru momentul încovoietor care acţionează asupra semifabricatului la trecerea prin dreptul rolei j a masinii de îndreptat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 69
Dacă materialul semifabricatului are curba caracteristică cu ecruisare, σ = f(ε) are expresia analitică dată de (2.3) şi rezolvarea integralei (2.6) conduce la următoarea relaţie pentru calculul momentelor încovoietoare Mi,j,:
−−
+=
3
)1(1
)2(2
22
,j
m
j
eji
km
km
BsRM , j = 1 ...n , (2.7)
în care kj este coeficientul zonei elastice a semifabricatului deformat la trecerea prin dreptul rolei j, definit de relaţia (v. fig. 2.9):
s
yk j
02= ; (2.8)
deoarece la y = y0, σ = Re şi ε = εe ⇒ j
e
er
y
E
R 0==ε , rezultă din (2.8):
E
R
s
rk ej
j 2= . (2.9)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 70
Dacă materialul semifabricatului are curba caracteristică fără ecruisare, σ = f(ε) are expresia analitică dată de (2.2) şi relaţia pentru calculul momentelor încovoietoare Mij se obţine introducând în (2.7) m = 0:
−=3
14
22je
ij
kBsRM , j = 1 ...n , (2.10)
iar dacă se acceptă că materialul sdemifabricatului are curba caracteristică σ = f(εεεε) cu expresia analitică unică (2.5), rezolvarea integralei (2.6) conduce la următoarea relaţie (simplificată, acoperitoare) pentru calculul momentelor încovoietoare Mij :
m
j
e
ijkm
BsRM
1
)2(2
2
+= , j = 1 ...n. (2.11)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 71
Valorile coeficienţilor zonei elastice corespunzătoare deformării unui semifabricat la diferite raze rj au fost determinate experimental şi se pot folosi în relaţiile de determinare a momentelor încovoietoare Mij; astfel:
• la trecerea semifabricatului prin dreptul rolei 1 a maşinii se consideră Mi1 = 0; • la trecerea semifabricatului prin dreptul rolei 2 se ia k2 = 2k3; • la trecerea semifabricatului prin dreptul rolei 3 se ia k3 = 0,06 ...0,12, în
funcţie de grosimea semifabricatului supus îndreptării (valoarea maximă se alege în cazul îndreptării tablelor cu grosimea s = 20 …25 mm, iar valoarea minimă recomandată se alege pentru îndreptarea semifabricatelor cu grosimea s = 6 … 8 mm) ;
• la trecerea semifabricatului prin dreptul rolelor n şi n – 1 se ia kn-1 = kn = 1 (la trecerea prin dreptul acestor role materialul semifabricatului suferă numai deformaţii elastice);
• la trecerea semifabricatului prin dreptul rolelor j = 3…n-1 se consideră că deformarea materialului semifabricatului se realizează astfel încât valorile coeficientului kj cresc liniar de la valoarea k3, la trecerea prin dreptul rolei 3, până la kn-1 = 1, la trecerea prin dreptul rolei n-1, fiind date de relaţia:
)1(4
333 k
n
jkk j −
−−
+= . (2.12)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 72
D. Se stabilesc intensităţile forţelor Fj, j = 1 ... n care, aşa cum se prezintă în
figura 2.5, acţionează pe semifabricat în dreptul fiecărei role a maşinii. Se utilizează o metodă de calcul prin recurenţă (cunoscând intensităţile forţelor care acţionează pe rolele 1, 2, ... , j-1, se determină intensitatea forţei Fj sau, cunoscând intensităţile forţelor care acţionează pe rolele n, n-1, ... ,j+1, se determină intensitatea forţei Fj), care se bazează pe secţionarea semifabricatului în dreptul fiecărei role şi scrierea condiţiilor de echilibru ale părţilor formate.
Fig. 2.10. Modul de realizare a schemelor de calcul al intensităţii forţelor Fj , cu care rolele maşinii de îndreptat acţionează asupra semifabricatului

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 73
De exemplu, pentru a calcula intensitatea forţei F1 se secţionează semifabricatul în dreptul rolei 2 (aşa cum se arată în fig. 2.10 a), se introduc momentele de legătură Mi2 şi, punând condiţia ca momentul rezultant al încărcărilor aplicate pe partea semifabricatului aflată deasupra rolei 1 să fie nul, rezultă relaţiile:
21 2 iMt
F = ⇒ 21
2iM
tF = ; (2.13)
în mod similar, pentru a calcula intensitatea forţei F2 se secţionează semifabricatul în dreptul rolei 3 (aşa cum se arată în fig. 2.10 b), se introduc momentele de legătură Mi3 şi, punând condiţia ca momentul rezultant al încărcărilor aplicate pe partea semifabricatului aflată între rolele 1 şi 2 să fie nul, rezultă relaţiile:
321 2 iMt
FtF =− ⇒ )(2
312 iMtFt
F += ⇒ )2(2
322 ii MMt
F += . (2.14)
În acest fel se pot determina intensităţile tuturor forţelor Fj, care acţionează pe semifabricat în dreptul rolelor j = 3...n ale maşinii de îndreptat:
)2(2
11 +− ++= ijijijj MMMt
F ; ..... ; );2(2
121 −−− += ininn MMt
F 1
2−= inn M
tF . (2.15)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 74
E. Se stabilesc valorile momentelor de torsiune Mtj, j = 1 ... n, care trebuie
aplicate pe rolele maşinii pentru realizarea îndreptării. Mărimea necesară a momentelor de torsiune Mtj este dată de relaţia generală:
tfljtfsjtdpjtj MMMM ++= , j = 1 ...n, (2.16) în care Mtflj este momentul de torsiune necesar învingerii frecărilor din lagărele cu care se reazemă rola j pe traversa maşinii de curbat, dat de relaţia:
2r
jtflj
dµFM = , (2.17)
în care µ este coeficientul de frecare de alunecare din lagărele rolei j (µ = 0,08 ... 0,10), Mtfsj este momentul de torsiune necesar învingerii frecărilor dintre semifabricatul supus îndreptării şi rola j a maşinii de îndreptat, dat de relaţia: fFM jtfsj = , (2.18)
în care f este coeficientul de frecare de rostogolire între rola j a maşinii de îndreptat şi semifabricatul supus îndreptării (f = 0,08 mm...0,10 mm), iar Mtdpj reprezintă momentul de torsiune necesar deformării plastice a semifabricatului (curbării semifabricatului la raza rj ) la trecerea prin dreptul rolei j.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 75
Pentru calculul momentului Mtdpj se utilizează schema de calcul din figura 2.11.
Fig. 2.11. Schema de calcul pentru momentele de torsiune Mtdpj, necesare deformarii plastice a
semifabricatului la trecerea printre rolele maşinii de îndreptat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 76
Utilizând schema de calcul din figura 2.11, rezultă relaţiile:
sD
M
r
M
r
tdpj
j
trj
+=2
⇒ j
rtrjtdpj
r
sDMM
2
+= , (2.19)
în care Mtrj este un moment de torsiune fictiv, care ar trebui să acţioneze în centrul unei role (imaginare) cu raza rj pentru a se realiza deformarea plastică a semifabricatului astfel încât acesta să se înfăşoare pe această rolă; considerând că într-o secvenţă de trecere a semifabricatului peste rola j a maşinii de îndreptat se realizează deformarea plastică a volumului materialului semifabricatului situat între planele ce subîntind unghiul ϕ (v. fig. 2.11) şi notând Lmj lucrul mecanic necesar efectuării acestei deformări, rezultă relaţiile:
sD
xM
sD
rMML
r
tdpj
r
j
tdpjtrjmj +∆
=+
==22
ϕϕ
şi, deoarece s < < Dr ⇒ Dr + s ≅ Dr, se poate scrie relaţia:
x
DLM rmjtdpj ∆
=2
. (2.20)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 77
Lucrul mecanic Lmj, care intervine în relaţia (2.20) se poate determina utilizând următoarea relaţie generală: ∫∆= dVLL mjmj , (2.21) în care volumul elementar de material în care se produce deformarea dV este, aşa cum se poate observa în figura 2.11, dV = B∆xdy, iar ∆Lmj reprezintă lucrul mecanic necesar realizării deformaţiilor specifice ε într-un volum unitar din materialul fibrei situate la distanţa y faţă de fibra medie a semifabricatului supus îndreptării; ∆Lmj se poate determina calculând aria de
sub curba caracteristică σ = f(ε) a materialului semifabricatului: ∫=∆ε
εσ0
dLmj .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 78
În cazul semifabricatelor din oţeluri având curba caracteristică σ = f(ε) de tipul (2.3), se obţine:
• pentru fibrele (deformate elasto – plastic) situate (faţă de fibra medie a semifabricatului supus îndreptării) la distanţe y > y0 (v. fig. 2.9):
∫∫ +−++
++
+−=−
++=+=∆
ε
ε
ε
εεεε
εεεεe
e
mm
e
em
e
mem
mjR
E
m
E
mE
R
m
KEdKdEL 11
211
2
0
)(1
)1
1
2
1()(
12 ;
• pentru fibrele (deformate elastic) situate la distanţe y ≤ y0:
∫ ==∆ε ε
εε0
2
2EdELmj ;
în aceste condiţii, ţinând seama de (2.21), lucrul mecanic Lmj are mărimea:
+−+∆= ∫ ∫ ∫+−
++
0
0
2
0
2
0
112
2 )()(211
1
2
1
2
y
s
y
s
y
mm
e
emj dydydyxBL
R
E
m
E
mE
RE εε ⇒
−−+∆=
++−
++ +)2
1
1
1
)2(3
11
)2)(1(
1(
1
2
mm
m
kmmE
Rjm
j
emj kxsBL . (2.22)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 79
Înlocuind în (2.20) Lmj dat de (2.22), rezultă:
−
+−
+−
+++
=+
)11
2(
)2(3
)1(21
)2)(1(
2
4 1
2
mk
m
m
kmmE
sr
BDRM jm
j
e
tdpj . (2.23)
În cazul semifabricatelor din oţeluri având curba caracteristică σ = f(ε) de tipul (2.2), expresia analitică a momentului de torsiune Mtdpj se obţine particularizând relaţia (2.23) pentru m = 0:
−+= 1
3
1
4
2
j
j
e
tdpj
k
kE
sr
BDRM . (2.24)
Dacă se acceptă că curba caracteristică σ = f(ε) a materialului semifabricatului are expresia analitică unică (2.5), rezultă:
∫+
+==∆
εεεε
0
1
1mm
mj m
KdKL şi
1
2
0
21 1
)2)(1(1
2+
+∫ ++
∆+∆
==mj
s
emmj
kE
R
mm
xsB
m
xKBdyL ε ;
înlocuind Lmj în (2.18), se obţine următoarea relaţie (simplificată) pentru calculul Mtdpj:
1
21
)2)(1(2 +++=
mj
etdpj
kEmm
BDsRM . (2.25)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 80
F. Se calculează puterea necesară a motorului de acţionare a maşinii de îndreptat (pentru a se putea efectua operaţia de îndreptare a semifabricatului) Pnec; se porneşte de la formula cunoscută:
η
ω ∑==
n
jtj
nec
M
P1
, (2.26)
în care ω este viteza unghiulară a rolelor maşinii de îndreptat; deoarece 2rDvi ω= ,
(2.26) capătă forma (utilizabilă pentru calcule, în care toate mărimile au fost stabilite în etapele anterioare):
ηr
n
j
tji
necD
Mv
P
∑== 1
2
. (2.27)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 81
Proiectarea operaţiei de îndreptare se încheie cu compararea puterii necesare Pnec cu puterea nominală a motorului de acţionare (al maşinii de îndreptat pentru care s-au făcut calculele în etapele anterioare) Pm:
� Dacă mnecPP ≤ , rezultă că se poate realiza îndreptarea
semifabricatului pe maşina aleasă;
� Dacă mPPnec
> , îndreptarea nu se poate efectua pe maşina aleasă; trebuie aleasă o altă maşină de îndreptat (dintre maşinile disponibile) şi pentru aceasta trebuie parcurse toate etapele de calcul A...F.
Pentru realizarea operativă a calculelor de proiectare a operaţiei de îndreptare a semifabricatelor pentru ATD, studenţii au la dispoziţie un produs informatic specializat (elaborat în MathCad).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 82
3. Trasarea semifabricatelor
Trasarea este operaţia tehnologică având ca obiect desenarea şi marcarea pe semifabricat a conturului piesei finite, sau a conturului desfăşuratei piesei finite şi a adaosurilor de prelucrare după debitare.
Deoarece elementele de ATD se realizează cu precădere din semifabricate de tip tablă sau platbandă, la operaţia de trasare din procesul tehnologic de fabricare a acestor elemente se transpune (de obicei) pe aceste semifabricate conturul desfăşuratei elementelor finite şi adaosurile de prelucrare a marginilor semifabricatului după debitare (v. schema din fig. 1.9).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 83
Pentru pregătirea şi efectuarea operaţiei de trasare a semifabricatului folosit pentru realizarea unui element de ATD se parcurg următoarele etape:
� Se examinează desenul de execuţie al elementului de ATD şi se alege tipul de semifabricat de pornire (de obicei, tablă sau platbandă).
� Se calculează dimensiunile de trasare ale elementului de ATD.
� Se efectuează trasarea.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 84
La efectuarea trasării se procedează astfel : • Se verifică starea semifabricatului de pornire şi se vopseşte cu o
substanţă de contrast (de obicei, cu lapte de var) suprafaţa pe care se face trasarea acestuia.
• Se aleg bazele brute folosite la trasare (de obicei, marginile semifabricatului de pornire).
• Se trasează pe semifabricatul de pornire bazele constructive şi de masurare (axele de simetrie, bisectoarele unghiurilor, centrele cercurilor etc.).
• Se trasează pe semifabricatul de pornire conturul definit de dimensiunile de trasare ale elementului de ATD şi se marchează acest contur, din loc în loc, cu ajutorul unui punctator.
• Se marchează pe semifabricatul de pornire reperele de control, care rămân pe semifabricatul obţinut prin debitare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 85
Problema principală la trasarea semifabricatelor pentru ATD o constituie determinarea dimensiunilor de trasare. Modul de rezolvare a acestei probleme pentru câteva elemente tipice de ATD este prezentat în continuare.
3.1. Dimensiunile de trasare pentru virolele cilindrice
Pentru stabilirea dimensiunilor de trasare ale virolelor cilindrice se
parcurg urmatoarele etape: � Se examinează desenul de execuţie al virolei şi se înregistrează
dimensiunile de bază ale virolei (v. fig. 2.12) : grosimea de perete s, diametrul interior Di, lungimea virolei H şi deschiderea rostului la sudarea longitudinală a virolei b.
� Se întocmeşte schiţa de trasare, folosind modelul prezentat în figura 2.12 şi se observă că dimensiunile de trasare sunt Lt şi Ht.
� Se stabilesc dimensiunile desfăşuratei virolei finite: Lp = ππππDm – b = ππππ(Di + s) – b şi Hp = H .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 86
Fig. 2.12. Trasarea virolelor cilindrice pentru ATD
� Se stabilesc dimensiunile de trasare, aplicând formula (1.8): Ltr = Lp + 2Anp + c; Htr = Hp +2Anp + c, (2.28) în care Anp este adaosul nominal la prelucrarea marginilor semifabricatului debitat, iar c – laţimea stratului de material îndepărtat la debitare (lăţimea taieturilor).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 87
3.2. Dimensiunile de trasare pentru virolele tronconice
Pentru stabilirea dimensiunilor de trasare ale virolelor tronconice (circulare drepte) se parcurg următoarele etape:
� Se examinează desenul de executie al virolei şi se înregistrează dimensiunile de bază ale virolei (v. fig. 2.13) : grosimea de perete s, diametrul interior al bazei mari Di, diametrul interior al bazei mici di lungimea virolei H şi deschiderea rostului la sudarea longitudinală a virolei b. Se calculează dimensiunile auxiliare: măsura unghiului la vârf al virolei 2αααα, diametrul mediu al bazei mari Dm, diametrul mediu al bazei mici dm şi lungimea generatoarei virolei tranconice G, folosind formulele:
H
dD ii
2tg
−=α ;
αcos
sDD im += ;
αcos
sdd im += ;
αcos
HG = . (2.29)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 88
Fig. 2.13. Trasarea virolelor tronconice pentru ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 89
� Se întocmeşte schiţa de trasare, folosind modelul prezentat în figura 2.13 (care ţine seama că desfăşurata unui trunchi de con circular drept este un sector de inel circular) şi se observă că pentru efectuarea trasării trebuie cunoscute razele de trasare Rtr şi rtr şi măsura unghiului ββββ; în acest scop se determină mai întâi măsura unghiului ββββ şi razele desfăşuratei virolei finite Rp şi rp, folosind relaţiile:
bDR mp −= πβ ; bdr mp −= πβ ; αcos
HGrR pp ==− ; (2.30)
prelucrând aceste relaţii, rezultă:
)()( mmpp dDrR −=− πβ ⇒ αππβ cosH
dD
G
dD iimm −=
−= ⇒
απβ sin2= ; β
π bDR m
p
−= ;
βπ bd
r mp
−= (atenţie, ββββ este măsurat în radiani!) (2.31)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 90
� Se determină razele de trasare Rtr şi rtr şi se efectuează trasarea pe baza indicaţiilor din schiţa de trasare (v. fig. 2.13):
2
cARR npptr ++= ;
2
cArr npptr −−= , (2.32)
în care Anp este adaosul nominal la prelucrarea marginilor semifabricatului debitat, iar c – laţimea stratului de material îndepărtat la debitare (lăţimea taieturilor).
Observaţie. Dacă semifabricatul virolei tronconice are ββββ ≥ ππππ, nu se poate
face curbarea acestuia pe maşinile cu role; în acest caz, semifabricatul trebuie secţionat (în lungul unei generatoare) în două bucăţi cu unghiul la vârf mai mic decât ππππ, fiecare bucată obţinută va fi curbată, iar virola se va închide prin realizarea a doua CUS longitudinale. Punând condiţia ββββ ≥ ππππ, rezultă:
ββββ = 2ππππ sinαααα ≥ ππππ ⇒⇒⇒⇒ sinαααα ≥ 2
1 ⇒⇒⇒⇒ αααα ≥ 6
π ⇒⇒⇒⇒ 2αααα ≥ 3
π;
virolele tronconice cu unghiul la vârf mai mare de 60o trebuie realizate din două bucăţi (cu două CUS longitudinale efectuate după curbarea semifabricatelor).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 91
3.3. Dimensiunile de trasare pentru fundurile bombate
Pentru stabilirea dimensiunilor de trasare ale fundurilor bombate (semielipsoidale, semisferice, sferice cu racordare sau “mâner de coş”) se parcurg urmatoarele etape (descrise considerând ca exemplu fundurile semielipsoidale, utilizate cu precădere în construcţia ATD):
� Se examinează desenul de execuţie al fundului şi se înregistrează dimensiunile de bază ale fundului (v. fig. 2.14) : grosimea de perete s, diametrul interior Di, înălţimea totală a fundului H şi înălţimea zonei cilindrice hc .
� Se întocmeşte schiţa de trasare, folosind modelul prezentat în figura 2.14; se observă că semifabricatul de pornire pentru realizarea fundului este un semifabricat de tip tablă, cu aceeaşi grosime ca şi a fundului care trebuie realizat (deoarece fundurile pentru ATD se realizează prin ambutisare fără modificarea grosimii semifabricatului), din care se prelevează, în vederea ambutisării, un disc, denumit în tehnică “rondelă semifabricat, cu diametrul de trasare Dtr.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 92
Fig. 2.14. Trasarea fundurilor semielipsoidale pentru ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 93
� Se calculează diametrul Dfp, corespunzător transpunerii (fictive, imaginare) în plan a fundului finit (care are configuraţia corespunzătoare unei suprafeţe nedesfăşurabile); pentru aceasta se aplică legea volumului constant din teoria deformării plastice, care are următorul enunţ: “forma şi dimensiunile semifabricatelor prelucrate prin deformare plastică se modifică, dar volumul lor rămâne neschimbat” şi rezultă:
sD
Vfp
fund 4
2π= ⇒⇒⇒⇒
s
VD
fund
fp π2= , (2.33)
în care Vfund este volumul fundului finit, care se poate calcula cu formula: Vfund = (Vselex – Vselin) + (Vcilex – Vcilin), (2.34) în care Vselex este volumul semielipsoidului de rotaţie, cu semiaxele a = b =
2iD +s; c = H–hc ,
delimitat de suprafaţa exterioară a fundului, Vselin – volumul semielipsoidului de rotaţie, cu
semiaxele a = b = 2iD ; c = H–hc–s, delimitat de suprafeţa interioare a fundului, Vcilex – volumul
cilindrului, cu diametrul bazei Dc = Di+2s şi înălţimea hc, delimitat de suprafeţa exterioare a zonei cilindrice a fundului, iar Vcilin – volumul cilindrului, cu diametrul bazei Dc = Di şi înălţimea hc, delimitat de suprafeţa inerioare a zonei cilindrice a fundului.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 94
Stiind că volumul unui semielipsoid cu semiaxele a, b şi c este cbaVsel π3
2= ,
iar volumul unui cilindru cu diametrul bazei Dc şi înălţimea hc este cccil hDV 2
4
1π= ,
rezultă:
)(23
22
ci
selex hHsD
V −
+= π ; )(
43
2 2
shHD
V ci
selin −−= π ; (2.35)
ci
cilex hsD
V
2
2
+=π ; ci
cilin hD
V4
2
π= ; (2.36)
introducând în (2.34) volumele calculate cu (2.35) şi (2.36), rezultă următoarea formulă pentru volumul fundului semielipsoidal:
+++=4
)2)((3
1 2i
cifund
DhHsDsV π . (2.37)
Cu Vfund dat de (2.37), formula (2.33) se transformă astfel:
2)2)((3
4icifp DhHsDD +++= . (2.38)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 95
Fig. 2.15. Procesul tehnologic de realizare a fundurilor bombate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 96
� Se analizează procesul tehnologic de realizare a fundului, redat sintetic în figura 2.15 şi se corectează formula de calcul a dimensiunilor de trasare (1.8).
Se poate observa că diametrul de trasare a rondelei semifabricat Dtr se poate calcula cu formula: Dtr = Dfp + 2Anp + 2Ath + 2c, (2.39) în care Anp este adaosul de prelucrare (prin aşchiere, de obicei, pe un strung carusel) a marginii fundului, Ath – adaosul tehnologic, denumit în practică “adaos tehnologic pentru fustă”, prevăzut pentru a îndepărta zona ondulată (“fusta”) care rezultă la
transformarea prin ambutisare a rondelei semifabricat plane în fund bombat, c – lăţimea stratului de material îndepărtat la debitare (lăţimea taieturilor).
Deoarece operaţia de trasare a semifabricatelor pentru ATD este neproductivă, atunci când e posibil se utilizează trasarea cu şabloane sau se elimina trasarea, efectuând debitarea în instalaţii asistate de calculator, care conduc arzătoarele sau sculele de debitare după desenul elementului de aparat care trebuie fabricat.
Informaţii suplimentare privind trasarea semifabricatelor pentru ATD pot fi găsite în [1] p. 40…48.

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR PETROCHIMICE
SI DE RAFINARII – TCMUTD – C 5,6
PLOIESTI, 2008

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 97
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, ATDobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, ATDobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 98
4. Debitarea prin deformare plastică / forfecare a semifabricatelor
Debitarea prin deformare plastică este operaţia tehnologică la care un semifabricat de pornire este secţionat în semifabricate cu destinaţie precisă (pentru realizarea unor anumite elemente de ATD), prin deformarea plastică la rece şi forfecarea materialului din secţiunile de tăiere.
Debitarea prin deformare plastică / forfecare se poate aplica la toate tipurile de semifabricate de pornire utilizate pentru realizarea elementelor de ATD: table, platbande, profile laminate, ţevi.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 99
Debitarea prin deformare plastică se efectuează cu maşini, dispozitive sau scule numite foarfeci, ale căror elemente active, denumite cuţite, sunt prevăzute cu tăişuri. Utilizarea operaţiei tehnologice de debitare prin deformare plastică / forfecare prezintă două avantaje tehnico – economice importante: a. asigură o productivitate ridicată; b. asigură debitarea fără consum de materiale tehnologice şi cu valori nule ale lăţimii tăieturilor (lăţimea stratului de material îndepărtat la debitare este c = 0)

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 100
Principalele particularităţi ale debitării prin forfecare se pot evidenţia examinând procesul de tăiere al unui semifabricat de tip tablă sau platbandă cu ajutorul unei foarfeci prevăzute cu cuţite drepte, cu tăişurile paralele.
Schema realizării acestui proces de tăiere este reprezentată în figura 2.16.
Fig. 2.16. Particularităţile debitării unui semifabricat plan la o foarfecă cu cuţite drepte, cu tăişurile paralele

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 101
Cercetarea experimentală a procesului de debitare descris de
schema din figura 2.16, a evidenţiat faptul că, în cursul acestui proces, forţa F cu care cuţitele foarfecii apasă asupra semifabricatului creşte progresiv şi, ca urmare, tensiunile tangenţiale (de forfecare) τf generate în secţiunea de tăiere se măresc continuu, iar materialul din secţiunea de tăiere este deformat plastic la rece şi se ecruisează substanţial. Când forţa F ajunge la intensitatea Fmax, tensiunile tangenţiale în secţiunea de tăiere ating nivelul rezistenţei la rupere la forfecare a materialului semifabricatului Rmf şi se produce forfecarea acestuia. Pătrunderea relativă a cuţitelor în semifabricatul supus debitării, definită de relaţia εf = z/s, atinge în momentul forfecării materialului în secţiunea de tăiere un nivel εf0, care, pentru oţelurile din care sunt realizate în mod obişnuit semifabricatele pentru ATD, are valoarea εf0 = 0,2...0,3 < 1.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 102
Datorită acţiunii cuplului de forţe F care produce forfecarea materialului semifabricatului în secţiunea de tăiere, există tendinţa ca semifabricatul să se rotească între cuţitele foarfecii cu un unghi γ.
Considerând mecanismul de debitare descris mai înainte (pe baza constatărilor experimentale) şi observând că, în momentul forfecării materialului semifabricatului în secţiunea de tăiere, pătrunderea cuţitelor în semifabricat atinge o adâncime z0 = εf0s, se poate deduce formula de calcul pentru forţa Fmax necesară la debitare:
⎟⎟⎠
⎞⎜⎜⎝
⎛−= )
cos 0max zsBRF mf γ , (2.40)
B fiind lăţimea semifabricatului debitat (cota B este pe direcţia normală la planul schemei din fig. 2.16).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 103
Odată cu aplicarea forţelor F şi pătrunderea cuţitelor în semifabricat sunt generate şi reacţiunile laterale T, aşa cum se poate observa pe schema din figura 2.16.
În aceste circumstanţe, condiţia de echilibru a semifabricatului între cuţitele foarfecii se poate scrie sub forma: FY = TX; (2.41) când creşte intensitatea forţei F (pe măsură ce cuţitele foarfecii pătrund în materialul semifabricatului sau, aşa cum sugerează formula (2.40), când creşte unghiul de rotire a semifabricatului între cuţite γ) sau când se măreşte braţul Y (de exemplu, dacă foarfeca este uzată şi există un joc lateral între cuţite), se măreşte corespunzător şi intensitatea reacţiunii T, care acţionează lateral pe cuţite şi poate produce ruperea acestora. Ca urmare, pentru ca debitarea prin forfecare să se realizeze în condiţii corespunzătoare (fără creşterea inadmisibilă a intensităţii forţei Fmax şi fără pericolul ruperii cuţitelor) trebuie folosite dispozitive care să împiedice rotirea semifabricatului între cuţitele foarfecii şi trebuie asigurat un joc lateral minim între cuţite.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 104
Materialul din zona adiacentă tăieturii realizate prin forfecare, denumită zonă influenţată de tăiere – ZIT, este puternic ecruisat (întărit prin deformare plastică la rece) şi poate prezenta microfisuri.
Ca urmare, dacă semifabricatele debitate prin forfecare (sau elementele de aparatură realizate din acestea) urmează a fi sudate cap la cap, iar zona influenţată de tăiere – ZIT nu este topită complet la sudare (pentru a forma, împreună cu materialul de adaos folosit la sudare, baia de metal topit din care rezultă prin solidificare CUS), se impune prelucrarea marginilor semifabricatelor după debitare, adaosul de prelucrare trebuind să fie luat: Anp = 0,25s (2.42)
Necesitatea respectării acestei reguli rezultă examinând schemele expuse în figura 2.17.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 105
Fig. 2.17. Modul de stabilire a necesităţii prelucrării marginilor semifabricatelor după debitarea prin forfecare

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 106
4.1. Debitarea prin forfecare a semifabricatelor de tip tablă şi platbandă
Pentru debitarea semifabricatelor de tip tablă şi platbandă (folosite
cu precădere la realizarea elementelor de ATD) se utilizează, în funcţie de grosimea semifabricatelor şi de materialul (oţelul) din care acestea sunt confecţionate, foarfeci cu cuţite drepte sau foarfeci cu cuţite disc.
4.1.1. Foarfecile cu cuţite drepte utilizate la debitarea
semifabricatelor de tip tablă sau platbandă au tăişul cuţitului superior înclinat cu un unghi α (numit unghi de aşezare) în raport cu tăişul cuţitului inferior, fiind denumite în practică şi “foarfeci ghilotină”. Cuţitul superior al acestor foarfeci poate fi acţionat mecanic (cu ajutorul unui mecanism bielă manivelă, antrenat de un motor electric prin intermediul unui sistem de transmisie) sau hidraulic, aşa cum se poate observa în imaginile din figura 2.18.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 107
Fig. 2.18. Tipuri constructive de foarfeci ghilotină pentru debitarea semifabricatelor de tip tablă sau platbandă

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 108
Unghiul de aşezare α trebuie sa aibă măsura mai mică decât unghiul de frecare ϕ dintre semifabricat şi cuţitul superior al foarfecii, respectarea condiţiei α < ϕ fiind necesară pentru ca semifabricatul să rămână între cuţitele foarfecii şi să fie debitat. Analizând schema de calcul din figura 2.19, rezultă că, pentru ca semifabricatul să poată fi prins între cuţitele foarfecii în vederea debitării, este necesar ca proiecţia forţei de frecare Ff pe directia X – X să fie mai mare decât proiecţia pe aceeaşi direcţie a forţei normale N:
Fig. 2.19. Schema de stabilire a înclinării tăişului cuţitului superior al foarfecilor pentru debitarea semifabricatelor de tip
tablă sau platbandă

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 109
Ffcosα > Nsinα ; (2.43) deoarece, aşa cum este cunoscut de la Mecanică, Ff = μN, μ fiind coeficientul de frecare de alunecare dintre semifabricat şi cuţitul superior al foarfecii, egal cu tangenta trigonometrică a unghiului de frecare ϕ dintre semifabricat şi cuţitul superior al foarfecii (μ = tgϕ), relaţia (2.43) se transformă astfel: Ffcosα > Nsinα ⇒ μNcosα > N sinα ⇒ tgϕ cosα >sinα ⇒ tgϕ > tgα ⇒ α < ϕ. (2.44)

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 110
Foarfecile cu cuţite drepte pentru debitarea semifabricatelor de tip tablă sau platbandă au cuţitele (de forma lamelară, confecţionate din oţeluri pentru scule sau din carburi metalice sinterizate) cu mai mult tăişuri (rectilinii) interschimbabile; se folosesc, aşa cum se poate observa în figura 2.20, cuţite cu două tăişuri sau cu patru tăişuri.
Fig. 2.20. Tipuri de cuţite drepte pentru foarfecile ghilotină

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 111
Folosind foarfecile ghilotină se pot realiza tăieturi « drepte » (cu suprafeţele de tăiere perpendiculare pe feţele plane ale semifabricatelor de tip tablă sau platbandă) sau tăieturi « înclinate » (cu suprafeţele de tăiere dispuse sub un unghi ascuţit în raport cu normala la feţele plane ale semifabricatelor de tip tablă sau platbandă, corepunzător pregătirii unor rosturi de sudare în formă de V sau Y).
Modul de utilizare a foarfecilor cu cuţite drepte la debitarea semifabricatelor de tip tabla sau platbandă este redat în schiţele prezentate în figura 2.21.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 112
Fig. 2.21. Utilizarea foarfecilor ghilotină la debitarea semifabricatelor de tip tablă sau platbandă a. realizarea tăieturilor “drepte” ; b. realizarea tăieturilor “înclinate”
1. semifabricatul supus debitării ; 2. cuţitul inferior al foarfecii ; 3. cuţitul superior al foarfecii; 4. suportul cuţitului inferior (masa foarfecii); 5. suportul cuţitului superior ; 6. dispozitivul de fixare a semifabricatului în
vederea debitării ; 7, 8. dispozitivele de aşezare a semifabricatului la realizarea tăieturilor înclinate

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 113
La proiectarea operaţiei de debitare prin forfecare a semifabricatelor de tip tabla sau platbandă pentru ATD se parcurg următoarele etape :
A. Se alege foarfeca ghilotină (dintre maşinile disponibile în atelierul în care se executa operatia) şi se întocmeşte schema de realizare a debitării pe această maşină; caracteristicile tehnice principale ale câtorva tipuri de foarfeci ghilotină sunt prezentate în tabelul 2.2, iar schemele generale de realizare a debitării semifabricatelor de tip tablă sau platbandă pe astfel de maşini sunt cele redate în figura 2.21.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 114
Tabelul 2.2. Caracteristicile tehnice ale unor foarfeci ghilotină pentru debitarea semifabricatelor de tip tabla sau platbandă
Tipul foarfecii Model
Lăţimea maximă a tablei
debitate Bmax, mm
Unghiul de aşezare la cuţitul
superior α, grade
Numărul de curse pe minut al cuţitului
superior nc, min-1
Puterea motorului de acţionare Pm,
kw QC11K 6×2500 2500 30’...1°30’ 10...25 7,5 QC11K 6×5000 5000 30’...1°30’ 8...20 7,5
QC11K 12×2500 2500 30’...2° 6...20 18,5 QC11K 20×2500 2500 30’...3° 5...15 22,0
FOA
RFE
CA
H
IDR
AU
LIC
A
QC11K 25×2500 2500 30’...3°30’ 4...15 37,0 ALIBABA 3×1200 1200 2°30’ 20 3,0 ALIBABA 4×4000 4000 1°30’ 20 7,5 ALIBABA 8×2000 2000 2° 24 11,0
ALIBABA 13×2500 2500 3° 30 15,0
FOA
RFE
CA
M
EC
AN
ICA
ALIBABA 20×2500 2500 3° 25 22,0

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 115
B. Se stabilesc datele iniţiale necesare proiectării operaţiei de debitare:
B.1. Caracteristicile tehnice ale maşinii de îndreptat: unghiul de aşezare al cuţitului superior α, numărul de curse pe minut al cuţitului superior nc, randamentul transmisiei de la motorul de acţionare a foarfecii la cuţitul superior η; puterea nominală a motorului de acţionare a foarfecii Pm.
B.2. Dimensiunile caracteristice ale semifabricatului supus îndreptării: grosimea semifabricatului s; lăţimea semifabricatului B.
B.3. Caracteristicile mecanice ale materialului semifabricatului: rezistenţa la rupere la forfecare a materialului din care este realizat semifabricatul supus debitării Rmf (această caracteristică se determină printr-o încercare specială, încercarea la forfecare pură, care va fi realizată în cadrul unei lucrări de laborator).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 116
C. Se stabileşte lungimea cursei cuţitului superior al foarfecii pentru realizarea debitării semifabricatului Hc. Se foloseste schema de calcul redată în figura 2.22 şi rezultă: Hc = s + Btgα + 2...3 mm. (2.45)
Fig. 2.22. Schema de calcul al lungimii cursei cuţitului superior la debitarea pe foarfeci ghilotină

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 117
D. Se calculează intensitatea maximă a forţei care trebuie aplicată pe cuţitul superior al foarfecii pentru realizarea debitării Fmax. Se foloseşte schema de calcul prezentată în figura 2.23.
Fig. 2.23. Schema de calcul pentru forţa maximă care trebuie aplicată pe cuţitul superior la debitarea semifabricatelor pe o foarfecă ghilotină
Se consideră că Fmax trebuie să asigure deplasarea oricărui punct din zona activa a tăişului cuţitului superior al foarfecii pe o distanţă egală cu grosimea s a semifabricatului care se debitează şi, analizând schema de calcul, rezultă:

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 118
• La deplasarea punctului curent M (din zona activă a tăişului
cuţitului superior) în puncrtul M’, pe o distanţa egală cu grosimea s a semifabricatului, suprafaţa tăieturii se măreşte cu aria corespunzătoare paralelogramului MQM’N AMQM’N. Observând că ariile triunghiurilor MQM’ şi NM’N’ sunt egale, rezultă că suprafaţa forfecată corespunde ariei paralelogramului MM’N’N AMM’N’N.
• Forţa elementară necesară forfecării unui element de arie dS = sdx din AMM’N’N este dF = τfdS = τfsdx.
• Utilizând noţiunea (introdusă anterior) de pătrundere relativă a cuţitului εf = z/s şi observând că z/x = tgα, rezultă:
αtg=xz ⇒ f
szx εαα tgtg
== ⇒ fdsdx εαtg
= ⇒ ff dsdF εταtg
2
=

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 119
• Forţa maximă necesară la debitare este:
ff dsdFF ετα∫ ∫==
tg
2
max ,
în care ∫ ff dετ are semnificaţia ariei de sub diagrama de variaţie a tensiunii tangenţiale τf în funcţie de pătrunderea relativă a cuţitului superior al foarfecii în semifabricatul supus debitării εf , diagramă care are configuraţia (stabilită experimental) prezentată în figura 2.16. Dacă se acceptă pentru această diagramă forma simplificată propusă în figura 2.23, cu expresia analitică τf = Rmfεf, Fmax va avea intensitatea dată de relaţia:
∫=1
0
2
max tg ffmf d
sRF εε
α ;
deoarece ∫ =1
0 21
ff dεε , formula de calcul pentru Fmax este:
αtg2
2
max
sRF mf= . (2.46)

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 120
E. Se calculează puterea necesară a motorului de acţionare a foarfecii (pentru a se putea efectua operaţia de debitare a semifabricatului) Pnec; se porneşte de la formula:
c
cnec
HFPητmax= ,
în care FmaxHc are semnificaţia lucrului mecanic consumat la debitare, iar τc este timpul necesar efectuării cursei în care cuţitul superior realizează debitarea,
cc n
60=τ ; ca urmare, Pnec se poate calcula cu formula:
η60max cc
necnHFP = . (2.47)

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 121
Proiectarea operaţiei de debitare pe foarfeca cu cuţite drepte (foarfeca ghilotină) se încheie cu compararea puterii necesare Pnec cu puterea nominală a motorului de acţionare (al foarfecii pentru care s-au făcut calculele în etapele anterioare) Pm:
Dacă mnec PP ≤ , rezultă că se poate realiza debitarea semifabricatului pe maşina aleasă;
Dacă mPPnec> , debitarea nu se poate efectua pe foarfeca
aleasă; trebuie aleasă o altă foarfecă (dintre maşinile disponibile) şi pentru aceasta trebuie parcurse toate etapele de calcul A...E.
Pentru realizarea operativă a calculelor de proiectare a operaţiei de debitare pe foarfeci cu cuţite drepte a semifabricatelor de tip tablă sau platbandă pentru ATD, studenţii au la dispoziţie un produs informatic specializat (elaborat în MathCad).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 122
4.1.2. Foarfecile cu cuţite disc utilizate la debitarea semifabricatelor de tip tablă sau platbandă sunt realizate în variantele constructiv – funcţionale schematizate în figura 2.24. Cuţitele disc cu care sunt dotate aceste foarfeci sunt realizate din oţeluri (carbon sau aliate) de scule sau din carburi metalice sinterizate şi au tăişurile suprapuse pe o zonă cu extinderea hc = (0,2...0,3)s, s fiind grosimea semifabricatului supus debitării. Această suprapunere a tăişurilor cuţitelor corespunde asigurării pătrunderii cuţitelor în materialul semifabricatului care se debitează la adâncimea la care s-a constatat experimental că se produce forfecarea acestuia z = εf0s = (0,2...0,3)s (v. diagramele din fig.2.16).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 123
Fig. 2.24. Schemele constructiv – funcţionale ale foarfecilor cu cuţite disc utilizate la debitarea semifabricatelor de tip tablă sau platbandă

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 124
Construcţia acestor foarfeci şi posibilităţile lor de utilizare sunt sugerate şi de imaginile prezentate în figura 2.25.
Fig. 2.25. Tipuri constructive de foarfeci cu cuţite disc pentru debitarea semifabricatelor de tip tablă sau platbandă

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 125
Foarfecile cu cuţite disc se folosesc mai ales la debitarea semifabricatelor de tip tablă şi platbandă subţiri, această limitare a domeniului lor de utilizare fiind impusă de necesitatea asigurării unui anumit raport între diametrul cuţitelor disc Dc şi grosimea semifabricatului debitat s.
Condiţiile care trebuie îndeplinite pentru a realiza debitarea unui semifabricat pe o astfel de foarfecă rezultă utilizând schema din figura 2.26, care surprinde modul în care poate fi demarat procesul de tăiere a semifabricatului (cu unele simplificări de reprezentare permise de simetria sistemului analizat) .
Se poate observa că, pentru ca semifabricatul să poată fi prins între cuţitele foarfecii în vederea debitării, este necesar ca rezultanta forţelor de frecare Ff să fie mai mare decât rezultanta forţelor normale N:

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 126
Fig. 2.26. Schema de stabilire a condiţiilor în care se poate realiza debitarea
semifabricatelor de tip tablă sau platbandă pe foarfecile cu cuţite disc

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 127
2Ffcosα > 2Nsinα , (2.48) α fiind denumit « unghi de apucare a semifabricatului între cuţite ». Deoarece, aşa cum este cunoscut de la Mecanică, Ff = μN, μ fiind coeficientul de frecare de alunecare dintre semifabricat şi cuţitele foarfecii, egal cu tangenta trigonometrică a unghiului de frecare ϕ dintre semifabricat şi cuţitele foarfecii (μ = tgϕ), relaţia (2.48) se transformă astfel:
Ffcosα > Nsinα ⇒ μNcosα > N sinα ⇒ tgϕ cosα >sinα ⇒ tgϕ > tgα ⇒ α < ϕ. (2.49)
Analizând schema din figura 2.26, se poate observa că, dacă condiţia (2.49) este îndeplinită la începutul debitării, procesul de tăiere a semifabricatului va avea continuitate, pe parcursul acestuia unghiul de apucare căpătând o măsură α1 < α (datorită prinderii semifabricatului între cuţitele foarfecii).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 128
Examinând schema din figura 2.26, se obţine:
c
cc
DshD
OPOD −−
==αcos
şi notând hc = εf0s, cu εf0 = 0,2…0,3, hc+s = (1+εf0)s = kcs, cu kc = 1,2…1,3 şi c
s DsK = ,
rezultă:
sc Kk−= 1cosα ⇒ [ ]22 1cos sc Kk−=α ⇒ 1cos
1tg 22 −=
αα ⇒
[ ]1
11tg 2
2 −−
=sc Kk
α
şi ţinând seama că condiţia (2.49) are formele echivalente: α <ϕ ⇒ tgα < tgϕ = μ ⇒ 22tg μα < ,
rezultă:
[ ]2
2 11
1 μ<−− sc Kk
⇒ 0)1)(1(1 22 <−+− sc Kkμ ⇒ 22
11)1(μ+
>− sc Kk ⇒ ⎥⎥⎦
⎤
⎢⎢⎣
⎡
+−<
21111μc
s kK
sau
skD cc
2111μ+
−> . (2.50)

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 129
Implicaţiile practice ale respectării condiţiei (2.50) sunt sugerate de diagramele prezentate în figura 2.27.
Fig. 2.27. Raportul dintre diametrul cuţitelor şi grosimea semifabricatelor debitate pe foarfecile cu cuţite disc

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 130
Domeniul de utilizare al forfecilor cu cuţite disc este, de asemenea, limitat şi de intensitatea forţelor Fmax la care sunt supuşi arborii suport ai cuţitelor disc în cursul debitării, care se poate determina cu formula (similară cu (2.46)):
αε
α tg2tg20
2
maxfmfcmf sRshR
F == , (2.51)
4.2. Debitarea prin forfecare a barelor şi profilelor laminate Pentru debitarea semifabricatelor de tip bară laminată sau profil laminat se folosesc foarfeci speciale (ghilotine pentru bare şi profile laminate), prevăzute cu cuţite având tăişurile calibrate în funcţie de coonfiguraţia secţiunii transversale a semifabricatului care se debitează (rotund, semirotund, pătrat, I, U, cornier etc.). Sunt disponibile în atelierele de fabricare a elementlor de ATD foarfeci ghilotină pentru bare şi profile cu dimensiunea maximă de gabarit a secţiunii transversale 220...250 mm, care dezvoltă forţe de forfecare Fmax ≤ 16000 kN.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 131
Construcţia şi funcţionarea foarfecilor ghilotină pentru debitarea barelor şi profilelor laminate este sugerată de imaginile din figura 2.28.
Fig. 2.28. Particularităţile constructive şi funcţionale ale foarfecilor pentru debitarea barelor şi profilelor laminate

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 132
4.3. Debitarea prin forfecare a ţevilor
Pentru debitarea semifabricatelor de tip ţeavă se folosesc foarfeci speciale, prevăzute cu cuţite disc; se utilizează foarfeci pentru ţevi prevăzute cu un cuţit, cu trei sau cu mai multe cuţite disc.
Cuţitele disc cu care sunt dotate aceste foarfeci sunt realizate din oţeluri (carbon sau aliate) de scule sau din carburi metalice sinterizate şi realizează debitarea ţevilor aşa cum se arată în figura 2.29, forfecarea peretelui ţevilor producându-se după ce cuţitele pătrund progresiv în materialul peretelui ţevilor pe o adâncime z = εf0s = (0,2...0,3)s (v. diagramele din fig.2.16). Câteva tipuri constructive de foarfeci cu cuţite disc utilizate la debitarea ţevilor sunt prezentate în figura 2.30.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 133
Observaţie. Schema debitării ţevilor cu ajutorul farfecilor cu trei cuţite disc este asemănătoare, în locul celor două perechi de role de reazem fiind plasate încă două cuţite disc
Fig. 2.29. Schema debitării ţevilor cu ajutorul foarfecilor cu un cuţit disc

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 134
Fig. 2.30. Elemente privind construcţia şi utilizarea foarfecilor cu cuţite disc pentru debitarea ţevilor

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 135
Ţevile cu perete subţire se pot debita şi pe prese, folosind dispozitive de debitat cu cuţite profilate, care realizează debitarea printr-o succesiune de două secvenţe, aşa cum se poate observa în figura 2.31:
Fig. 2.31. Debitarea pe prese a ţevilor cu perete subţire, folosind dispozitive de debitat cu cuţite profilate

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 136
În secvenţa a, ţeava 1 este prinsă între perechile de bacuri 1 şi 1’, aşezate de o parte şi de alta a secţiunii în care trebuie realizată debitarea. Dispozitivul de tăiere 3 se deplasează în direcţia x, pe ghidajele de pe suportul 4, aşezat pe masa presei 6, iar cuţitele 5 şi 5’ realizează canalele c şi c’, de slăbire a ţevii în secţiunea de tăiere.
În secvenţa b, cuţitul 7 cu tăişuri profilate, este acţionat cu forţa F şi realizează debitarea ţevii şi eliminarea aşchiilor 8 şi 8’ din secţiunea de tăiere. Aşchiile 8 şi 8’ au lăţimea egală cu a cuţitului de debitat 7 şi, ca urmare, la folosirea acestui procedeu (care în secvenţa b corespunde unei debitări prin forfecare) rezultă o tăietură cu lăţimea c ≠ 0.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 137
În prezent se aplică şi debitarea ţevilor prin aşchiere, cu scule de tip freză – disc, disc abraziv sau pânză de ferăstrău, folosind dispozitive speciale, de tipul celor prezentate în figura 2.32:
în figura 2.32 a sunt prezentate dispozitivele şi sculele din gama RA – GEORG FISCHER, care pot realiza simultan debitarea şi prelucrarea marginilor la ţevile cu diametrul De ≤ 325 mm şi grosimea s = 5,5 ... 10 mm;
în figura 2.32 b este prezentat dispozitivul SCORP 220 – GEORG FISCHER, care poate realiza simultan, prin procedul numit “frezare orbitală”, debitarea şi prelucrarea marginilor la ţevile cu De ≤ 220 mm şi s ≤ 8 mm, în condiţii uzinale sau de şantier, folosind scule de acelaşi tip ca şi dispozitivele din gama RA;
în figura 2.32 c sunt prezentate dispozitivele din gama Wachs GUILLOTINE PIPE SAW, care pot realiza debitarea ţevilor cu De = 50 ... 610 mm şi s ≤ 14 mm, folosind scule de tip pânză de ferăstrău pentru metale;
în figura 2.32 d este prezentat dispozitivul PIPEMASTER, care poate realiza simultan debitarea şi prelucrarea marginilor la ţevile cu De = 150 ... 1200 mm şi s ≤ 20 mm, în condiţii uzinale sau de şantier, folosind scule de acelaşi tip ca şi dispozitivele din gama RA – GEORG FISCHER

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 138
Fig. 2.32. Construcţia şi modul de utilizare a dispozitivelor de debitare a ţevilor prin aşchiere

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 139
5. Debitarea prin procedee termice a semifabricatelor
Debitarea termică este operaţia tehnologică la care un semifabricat de pornire este secţionat în semifabricate cu destinaţie precisă (pentru realizarea unor anumite elemente de ATD), prin încălzirea materialului din secţiunea de tăiere până la temperatura de ATDindere (ardere) sau de topire, urmată de îndepărtarea produselor de ardere sau de topire din tăietură.
Debitarea prin procedee termice se poate aplica la toate tipurile de semifabricate de pornire utilizate pentru realizarea elementelor de ATD: table, platbande, profile laminate, ţevi.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 140
Procedeele uzuale de debitare termică a semifabricatelor pentru ATD se clasifică conform schemei următoare:
Cu flacără de gaze şi oxigen (oxi – gaz)
PRIN ARDERE
(OXIDARE) Cu arc electric şi oxygen (oxi – arc)
Cu arc electric
PROCEDEE DE
DEBITARE TERMICA
PRIN TOPIRE Cu jet de plasmă

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 141
Procedeele de tăiere prin ardere pot fi aplicate dacă materialul metalic din care este confecţionat semifabricatul care se debitează îndeplineşte o serie de condiţii (cunoscute de la Tehnologia materialelor):
a. materialul poate fi ATDins în prezenţa unei atmosfere de oxigen; b. materialul are temperatura de solidificare ts mai mare decât temperatura de
ATDindere tap (ts > tap); c. debita căldura care rezultă din reacţiile de ardere este suficient de mare
pentru a asigura, după amorsarea procesului de tăiere, preîncălzirea rapidă (la tap) a zonelor ce urmează a fi tăiate;
d. produsul rezultat prin arderea materialului (zgura) are temperatura de topire mai mică decât temperatura care se realizează la locul de tăiere (zgura este în stare topită şi se poate îndepărta uşor din tăietură);
e. materialul are conductibilitate termică suficient de mică pentru a permite o bună concentrare a căldurii la locul de tăiere (pentru a nu rezulta tăieturi cu lăţimea c foarte mare).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 142
Condiţiile enumerate anterior sunt integral îndeplinite numai de fierul tehnic şi de oţelurile carbon şi slab aliate cu cel mult 1,6 %C. Se pot tăia prin ardere şi oţelurile aliate, dacă %Si < 4; %Cr<1,5; %Mo<1,5; %W<10; %Ni<15 şi concentraţiile masice de carbon nu sunt foarte ridicate. Nu pot fi tăiate prin ardere:
• oţelurile carbon şi slab aliate cu concentraţia masică de carbon mai mare de 1,6 % şi fontele albe (nu îndeplinesc condiţia b);
• fontele cenuşii, maleabile şi nodulare (nu îndeplinesc condiţiile b şi c);
• oţelurile aliate a căror compoziţie chimică este în afara limitelor precizate anterior (nu îndeplinesc condiţia d);
• aluminiul şi aliajele pe bază de Al, cuprul şi aliajele pe bază de Cu (nu îndeplinesc condiţiile b, d şi e).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 143
Procedeele de tăiere prin topire nu au restricţii de aplicare referitoare la materialul metalic din care este confecţionat semifabricatul care se debitează. Sursa termică folosită la tăiere topeşte materialul în zona de tăiere, topitura fiind îndepărtată din tăietură, de obicei, prin efect gravitaţional (scurgere). Principalele particularităţi tehnologice la tăierea prin procedee termice a semifabricatelor destinate realizării elementelor de ATD sunt prezentate în continuare.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 144
5.1. Debitarea semifabricatelor prin procedeul oxi – gaz
Tăierea cu flacără de gaze şi oxigen este procedeul de
debitare termică cu cea mai mare pondere de utilizare la fabricarea ATD, deoarece majoritatea semifabricatelor sunt realizate din oţeluri carbon şi slab aliate cu concentraţia masică a carbonului redusă (max. 0,25 %).
La aplicarea acestui procedeu pentru debitarea unui semifabricat cu grosimea s, lăţimea stratului de material consumat la tăiere (lăţimea tăieturii) c are mărimea dată de următoarea formulă (stabilită experimental): c = 2 + 0,025s, (2.52) din care c rezultă în mm, dacă se introduce s în mm.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 145
În procesul debitării, în zona adiacentă tăieturii se formează o zonă de difuzie şi de influenţă termică, denumită zona influenţată de tăiere – ZIT, a cărei lăţime mt se poate estima folosind formula (stabilită experimental): mt = 0,625 + 0,030s, (2.53) din care mt rezultă în mm, dacă se introduce s în mm.
• În ZIT, ca urmare a unor procese de oxidare şi de difuzie, se produc modificări ale compoziţiei chimice a materialului semifabricatului debitat: cresc concentraţiile carbonului, nichelului şi cuprului şi scad concentraţiile manganului, siliciului şi cromului, modificările fiind mai intense spre partea inferioară a tăieturii.
• Dacă se debitează semifabricate din oţeluri cu călibilitate mare sau cu granulaţie ereditară grosolană (sensibile la încălzire), pot apărea în ZIT structuri de călire, structuri cu cristale de dimensiuni mari şi tensiuni reziduale de intensităţi ridicate, care pot favoriza generarea de microfisuri.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 146
Pentru a se preîntâmpina fenomene le precizate mai înainte se poate efectua debitarea oxi – gaz cu preîncălzirea semifabricatului în zona de tăiere, temperature minimă de preîncălzire tpr putându-se estima cu formula (stabilită experimental): tpr = 500[Cech(1 + 0,0002s) – 0,45], (2.54) din care rezultă tpr în oC, dacă se introduce grosimea s în mm, iar parametrul Cech, denumit “carbon echivalent”, se calculează (în %) cu formula (în care intervin concentraţiile masice ale componentelor materialului din care este realizat semifabricatul supus debitării): Cech = %C + 0,155(%Cr + %Mo) + 0,14(%Mn + %V) + 0,11%Si + 0,045(%Ni + %Cu) (2.55)
Evident, dacă la aplicarea formulei (2.54) rezultă tpr ≤ ta (ta – temperatura ambiantă), se va face debitarea semifabricatului fără preîncălzire.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 147
Având în vedere procesele nedorite (descrise anterior) care se pot produce în ZIT, dacă semifabricatele debitate oxi – gaz (sau elementele de aparatură realizate din acestea) urmează a fi sudate cap la cap, iar zona influenţată de tăiere – ZIT nu este topită complet la sudare (pentru a forma, împreună cu materialul de adaos folosit la sudare, baia de metal topit din care rezultă prin solidificare CUS), se impune prelucrarea marginilor semifabricatelor după debitare, adaosul de prelucrare trebuind să fie stabilit cu formula: 2Anp = Tt +2(Rzt +mt + pt), (2.56) necesitatea respectării acestei reguli rezultând dintr-un raţionament asemănător celui expus în cazul debitării prin forfecare (v. schemele expuse în figura 2.17).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 148
Mărimile care intervin în formula (2.56) au semnificaţia precizată în scap I.6: Rzt este rugozitatea suprafeţelor de tăiere, mt – stratul de material defect din vecinătatea tăieturilor (lăţimea ZIT), pt – abaterile de la planeitate ale tăieturilor, iar Tt este toleranţa la debitare. Rugozitatea tăieturilor realizate prin procedee termice se poate calcula cu formula: Rzt = ht + rt + adt, (2.57) în care, aşa cum se poate observa în figura 2.33, ht este înălţimea rizurilor tăieturii, rt – raza de rotunjire a muchiei tăieturii, iar adt – adâncimea medie a defectelor accidentale de pe suprafaţa tăieturii.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 149
Fig. 2.33. Definirea abaterii de la planeitate şi rugozităţii tăieturilor realizate prin procedee de debitare termică

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 150
Mărimile care intervin în formulele (2.56) şi (2.57) au valorile
standardizate (v. STAS 10564). Pentru proiectarea operativă, se practică însă estimarea adaosului de prelucrare a marginilor semifabricatelor debitate oxi – gaz Anp, cu formule simplificate, de forma: Anp = At + Bts, (2.58) din care adaosul Anp rezultă în mm, dacă grosimea semifabricatului s se introduce în mm, iar valorile coeficienţilor At şi Bt se aleg astfel:
Dacă oţelul din care este realizat semifabricatul are Cech < 0,8 %, se ia At = 2…4 mm şi Bt = 0,02...0,03, valorile minime alegându-se dacă se face debitare de precizie, cu conducerea mecanizată a arzătorului, iar valorile maxime – dacă se face debitarea manuală obişnuită .
Dacă oţelul din care este realizat semifabricatul are Cech ≥ 0,8 %, se ia At = 4…6 mm şi Bt = 0,02...0,06, valorile minime alegându-se dacă se face debitare de precizie, cu conducerea mecanizată a arzătorului, iar valorile maxime – dacă se face debitarea manuală obişnuită .

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 151
Parametrii de regim la debitarea oxi – gaz a semifabricatelor din
oţeluri carbon şi slab aliate se stabilesc cu formule experimentale: Debitul de gaz (acetilenă) pentru flacăra de preîncălzire necesară
la tăiere Dg, în dm3/oră, rezultă din formula:
ss
Dg ⎟⎠⎞
⎜⎝⎛ +=
25086 ; (2.59)
Debitul de oxigen pentru flacăra de preîncălzire DO, în dm3/oră (considerând că se foloseşte oxigen cu puritatea de minmim 99%) se calculează cu formula : DO = (1,2...1,3)Dg; (2.60)
Debitul de oxigen pentru tăiere DOt, în dm3/oră (considerând că se foloseşte oxigen cu puritatea de minmim 99%) se calculează cu formula :
tOt csvs
D ⎟⎠⎞
⎜⎝⎛ +=
4,37,2 , (2.61)

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 152
în care se introduce grosimea semifabricatului s şi lăţimea tăieturii c, determinată cu formula (2.53), în mm şi viteza de tăiere vt, în m/oră, calculată cu formula:
s
s
vt
8,0660
+= ; (2.62)
Presiunea oxigenului de tăiere pOt, în bar, se stabileşte cu formula:
ss
pOt ⎟⎠⎞
⎜⎝⎛ +=
271,0 ; (2.63)
Distanţa dintre becul arzătorului şi semifabricatul care se debitează hba, în mm, se determină cu formula: hba = 2 + 0,015s; (2.64) arzătorul folosit la taiere trebuie să aibă montat becul cu diametrul ajutajului central cu diametrul cel mai ATDopiat de valoarea lăţimii tăieturii c, calculată cu formula 2.53.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 153
La debitarea oxi – gaz a semifabricatelor pentru ATD trebuie avute în vedere următoarele particularităţi:
Semifabricatele subţiri de tip tablă sau platbandă se debitează în pachete, la partea superioară a pachetului aşezându-se o tablă mai groasă (pentru a se preîntâmpina topirea muchiilor tăieturii);
Semifabricatele placate sau bimetalice de tip tablă sau platbandă se taie din partea realizată din oţel carbon sau slab aliat, după îndepărtarea în prealabil, prin aşchiere (strunjire, rabotare, frezare, polizare), a stratului de placare;
Pentru a extinde posibilităţile de debitare oxi – gaz şi la semifabricatele realizate din oţeluri aliate cu Cr (cu %Cr > 6...7 %) se folosesc fluxuri, care sunt amestecuri granulare de substanţe ce ajută desfăşurarea procesului de tăiere; fluxurile conţint: a) o componentă oxidantă, cum este, de obicei, pulberea de fier (care măreşte temperatura în zona de tăiere); b) o componentă fondantă, cum este, de obicei, carbonatul sau bicarbonatul de sodiu (care reacţionează cu zgura şi dă produse uşor fuzibile, uşor de îndepărtat din tăietură); c) o componentă abrazivă, cum este, în mod obişnuit, pulberea de silice (care acţionează mecanic pentru îndepărtarea zgurei din tăietură).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 154
5.2. Debitarea semifabricatelor prin procedeul oxi – arc
Tăierea cu arc electric şi oxigen foloseşte ca sursă termică un arc electric care arde între semifabricatul supus debitării şi un electrod tubular din grafit sau carborund (carbură de siliciu – SiC), oxigenul de tăiere fiind insuflat prin orificiul central al electrodului.
Regimul de tăiere recomandat: curentul de tăiere It = 250...350 A; debitul de oxigen la tăiere DOt = 6...10 m3/oră; viteza de tăiere vt = 20...25 m/oră.
Deoarece la utilizarea acestui procedeu, pentru menţinerea unui arc electric stabil, se menţine electrodul de tăiere la distanţă mică faţă de semifabricatul supus debitării, se produce în mod obişnuit o supraîncălzire a zonei de tăiere şi tăietura rezultată are muchiile parţial topite, prezentând o calitate mai slabă decât cea obţinută cu procedul oxi – gaz. Procedeul oxi – arc se aplică cu succes la lucrările de debitare care trebuie executate sub apă.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 155
5.3.Debitarea semifabricatelor prin topire cu arc electric
Tăierea prin topire cu arc electric foloseşte ca sursă ternică un arc electric (de obicei, de curent continuu şi polaritate inversă – CC+), care arde între semifabricatul supus debitării şi un electrod (plin sau tubular) din oţel sau din grafit. Materialul topit se scurge din tăietură sub acţiunea greutăţii proprii sau este insuflat cu un jet de aer comprimat (la presiunea de cel puţin 3 bar, caz în care procedeul este denumit “tăiere arc – aer”. Regimul de lucru recomandat: curentul de tăiere Is = (40...60)de, de fiind diametrul electrodului folosit la tăiere (în mm, pentru a rezulta Is în A); viteza de tăiere vt = 25...30 m/oră. Procedeul se utilizează la tăierea semifabricatelor din oţeluri inoxidabile şi refractare, la realizarea de canale pregătitoare pentru executarea rosturilor de sudare în formă de U şi pentru îndepărtarea rădăcinii unor CUS în vedera realizării îmbinărilor sudate “cu completare la rădăcină”, caz în care procedeul este denumit “crăiţuire arc – aer”.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 156
5.4.Debitarea semifabricatelor prin topire cu jet de plasmă
Tăierea cu jet de plasmă foloseşte ca sursă termică un jet de plasmă reglat să funcţioneze în regim de arc transferat (tăiere cu arc de plasmă), materialul topit fiind îndepărtat din tăietură prin efectul mecanic al jetului de plasmă. Gazul plasmagen este un amestec de Ar, H şi N. Viteza de tăiere este vt = 50...100 m/oră, precizia tăierii şi calitatea tăieturilor relizate fiind foarte bune. Procedeul este indicat pentru debitarea semifabricatelor din oţeluri inoxidabile şi refractare şi din aliaje Cu – Ni, aliaje Cu – Be, aliaje pe bază de Ti şi aliaje de înaltă rezistenţă mecanică pe bază de Al.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 157
În prezent se manifestă tendinţa de a se utiliza în atelierele specializate în fabricarea elementelor de ATD a unor instalaţii de debitare (prin procedeul oxi – gaz sau prin procedul cu jet de plasmă) asistate de calculator, care folosesc (simultan) unul sau mai multe arzătoare de tăiere şi care sunt capabile să efectueze debitarea direct după desene sau planuri de decupare, astfel încât să se asigure precizie dimensională ridicată a elementelor debitate, calitate foarte bună a suprafeţelor tăieturilor (care nu mai necesită aplicarea ulterioară a operaţiei de prelucrare a marginilor), productivitate mare şi un grad sporit de utilizare a semifabricatelor (croirea raţională a semifabricatelor). Construcţia şi posibilităţile funcţionale ale unor astfel de instalaţii sunt prezentate în figura 2.34.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 158
Fig. 2.34. Instalaţii asistate de calculator pentru debitarea oxi – gaz şi cu jet de plasmă a semifabricatelor pentru ATD

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 159
6. Prelucrarea marginilor semifabricatelor
Prelucrarea marginilor este operaţia tehnologică aplicată semifabricatelor pentru realizarea următoarelor obective: a. obţinerea formei şi preciziei dorite a semifabricatelor; b. obţinerea formei marginilor semifabricatelor în concordanţă cu configuraţia rostului de sudare preconizat pentru îmbinarea prin sudare a elementelor de aparatură realizate din semifabricatele respective; c. îndepărtarea stratului de metal defect din zonele adiacente tăieturilor realizate la debitarea semifabricatelori (îndepărtarea zonei influenţate de tăiere – ZIT, cu lăţimea mt).
Pentru prelucrarea marginilor semifabricatelor se folosesc două categorii de procedee: procedee de prelucrare termică şi procedee de prelucrare mecanică (aşchiere).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 160
6.1. Prelucrarea marginilor semifabricatelor prin procedee termice
Operaţia de prelucrare a marginilor semifabricatelor prin procedee termice se realizează simultan cu operaţia de debitare şi asigură atingerea primelor două obiective ale acestei operaţii (obiectivele a şi b din definiţia dată mai înainte operaţiei de prelucrare a marginilor semifabricatelor). În acest caz, la debitarea semifabricatelor se folosesc blocuri de arzătoare (ansambluri de mai multe arzătoare care se deplasează simultan), aranjate în funcţie de forma dorită a marginilor, amplasate şi reglate astfel încât toate arzătoarele să debiteze aproximativ aceeaşi grosime de material, aşa cum se poate vedea în figura 2.35. De exemplu, cele două arzătoare care formează blocul de arzătoare din figura 2,35 b sunt decalate şi reglate astfel încât arzătorul 1, amplasat în partea frontală a blocului, să debiteze primul, tăind semifabricatul cu grosimea s1, iar arzătorul 2, amplasat în spatele blocului, să se deplaseze în urma arzătorului 1 şi să efectueze tăierea pe grosimea s1’ = ab+cd ≅ s1 (porţiunea bc fiind tăiată anterior de arzătorul 1).

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 161
Fig. 2.35. Prelucrarea marginilor semifabricatelor, simultan cu debitarea, folosind blocuri de arzătoare de tăiere

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 162
Folosind procedeele termice se pot realiza şi canale cu secţiunea de formă semicirculară sau parabolică, necesare pentru prelucrarea marginilor semifabricatelor corespunzător obţinerii unor rosturi în formă de U sau dublu U. În acest scop se folosesc arzătoare care se deplasează înclinat, aşa cum se prezintă în figura 2.36.
Fig. 2.36. Realizarea canalelor cu secţiunea semicirculară sau parabolică
pentru obţinerea rosturilor în formă de U sau dublu U

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 163
Pentru obţinerea unor semifabricate cu marginile prelucrate corespunzător obţinerii rosturilor în formă de U se utilizează, în mod obişnuit, aşa cum se poate observa în figura 2.37, două tehnologii:
Prelucarea canalelor în formă de U, urmată de debitarea porţiunii drepte a rostului;
Prinderea în puncte de sudură a marginilor drepte a două semifabricate, urmată de prelucrarea canalelor în formă de U şi desprinderea punctelor de sudură.
Fig. 2.37. Tehnologiile uzuale de prelucrare a marginilor semifabricatelor în vederea obţinerii rosturilor în U

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 164
6.2. Prelucrarea marginilor semifabricatelor prin
procedee de prelucrare mecanică (aşchiere)
Prelucrarea marginilor semifabricatelor prin aşchiere asigură atingerea tuturor obiectivelor acestei operaţii (obiectivele a, b şi c din definiţia dată mai înainte operaţiei de prelucrare a marginilor semifabricatelor).
Prelucrarea marginilor prin aşchiere se realizează, în funcţie de forma conturului semifabricatului şi de dimensiunile acestuia, pe maşini de rabotat marginile tablelor şi platbandelor, pe strunguri verticale (carusel), pe maşini de polizat sau cu polizoare mobile sau cu dispozitive de “ronţăit”, care pot prelucra marginile cu traseu complex (chiar şi a contururilor neliniare şi necirculare), aşa cum se opoate observa în schiţele şi imaginile din figura 2.38.

UPP – TCMUPR _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 165
Fig. 2.38. Construcţia şi posibilităţile de utilizare ale dispozitivelor de “ronţăit” destinate prelucrării marginilor cu contur complex ale semifabricatelor

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR PETROCHIMICE
SI DE RAFINARII – TCMUTD – C 7,8
PLOIESTI, 2008

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, ATDobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, ATDobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 166

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
7. Curbarea semifabricatelor de tip tablă sau platbandă
Curbarea este operaţia tehnologică la care se produce modificarea generală sau locală, prin deformare plastică, a curburii unui semifabricat de tip tablă sau platbandă, în vederea transformării acestuia într-un element de ATD.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 167

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Regimul termic de realizare a acestei operaţii tehnologice se stabileşte pe baza următoarelor prescripţii:
Dacă gradul maxim de deformare a semifabricatului GDmax nu depăşeşte gradul critic de deformare al materialului metalic (oţelului) din care acesta este realizat GDcr (GDmax < GDcr) este permisă curbarea prin deformare plastică la rece;
Dacă gradul maxim de deformare a semifabricatului GDmax depăşeşte gradul critic de deformare al materialului metalic (oţelului) din care acesta este realizat GDcr (GDmax ≥ GDcr), se poate proceda în două moduri:
a. se realizează curbarea prin deformare plastică la cald; b. se realizează curbarea prin deformare plastică la rece, urmată
de un tratament termic de refacere a structurii semifabricatului (recoacere de recristalizare fără schimbare de fază, recoacere completă, normalizare, îmbunătăţire etc.)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 168

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Pentru a putea aplica prescripţiile anterioare, trebuie stabilit gradul maxim de deformare a unui semifabricat la prelucrarea sa prin curbare pentru obţinerea unui element de ATD cu o anumită configuraţie. Se consideră că un semifabricat plan (de tip tablă sau platbandă) este prelucrat prin curbare şi transformat într-un element cilindric cu grosimea s şi diametrul interior Di. Pentru a determina gradul maxim de deformare a semifabricatului în cursul acestei prelucrări se foloseşte schema de calcul din figura 2.39, care reprezintă o secţiune transversală a elementului cilindric (realizată cu un plan perpendicular pe axa de rotaţie a acestuia) . Pe schema de calcul se poate observa că elementul cilindric obţinut prin curbare are suprafaţa interioară (cu fibrele comprimate în cursul curbării) cu raza ri, suprafaţa exterioară (cu fibrele întinse în cursul curbării) cu raza re, suprafaţa medie (care conţine fibrele situate la distanţă egala faţă de suprafeţele interioară şi exterioară) cu raza rm şi suprafaţa neutră (care conţine fibrele care nu s-au deformat în cursul curbării, rămânând la lungimea pe care au avut-o când semifabricatul era plan) cu raza rn.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 169

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.39. Schema de calcul al gradului maxim de deformare a unui semifabricat plan prelucrat prin curbare într-un element cilindric
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 170

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Pentru a utiliza schema de calcul la determinarea GDmax, se ţine seama de următoarele:
Raza suprafeţei medii a elementului cilindric obţinut prin
curbarea semifabricatului plan este: 2ei
mrrr +
= ;
Raza suprafeţei neutre a elementului cilindric obţinut prin curbare este (asă cum se cunoaşte de la Rezistenţa materialelor): mein rrrr <= ;
Aşa cum s-a precizat în § I.5.1, la calculele privind gradul de deformare a semifabricatului din care a rezultat prin deformare plastică un element de ATD trebuie folosite ca dimensiuni de referinţă grosimea s şi diametrul mediu Dm ale elementului de ATD obţinut din respectivul semifabricat.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 171

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
În aceste circumstanţe, considerând, în secţiunea reprezentată în schema de calcul, fibrele (de forma unor arce de cerc concentrice) care subîntind un unghi la centru cu măsura θ, rezultă:
Lungimea fibrei situate la o distantă y faţă de fibra medie este '=θ(R' nm m+y);
Fibra situată la distanţa y a avut pe semifabricatul plan lungimea mn = θ(Rm-e), corespunzătoare fibrei neutre (care nu s-a deformat în cursul curbării semifabricatului şi şi-a menţinut lungimea pe care o avea când semifabricatul era plan);
Deformarea liniară a fibrei situate la distanţa y faţa de fibra medie este: mnnnnn −= '"'" = θ(y+e)
Gradul de deformare a materialului semifabricatului din zona fibrelor situate la distanţa y faţă de fibrele suprafeţei medii este:
100100'"eR
eymn
nnGDm −+
== (2.65)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 172

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Gradul maxim de deformare a semifabricatului din care s-a realizat elementul cilindric a cărei secţiune transversală a fost reprezentată în schema de calcul corespunde fibrelor situate pe suprafaţa exterioară a elementului cilindric şi se determină înlocuind y = s/2 în relaţia (2.65):
1002max er
es
GDm −
+= , (2.66)
în care distanţa e, dintre suprafaţa medie şi suprafaţa neutră a elementului cilindric, este:
⎟⎠⎞
⎜⎝⎛ −⎟⎠⎞
⎜⎝⎛ +−=−=
22srsrrrre mmmnm . (2.67)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 173

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Din conjuncţia relaţiilor (2.66) şi (2.67), rezultă:
100
22
222max
⎟⎠⎞
⎜⎝⎛ −⎟⎠⎞
⎜⎝⎛ +
⎟⎠⎞
⎜⎝⎛ −⎟⎠⎞
⎜⎝⎛ +−+
=srsr
srsrsrGD
mm
mmm
⇒ 100
2
22max sr
srsrGD
m
mm
−
−−+= ⇒
100
222
max
⎥⎦
⎤⎢⎣
⎡−++−
=srsrsr
sGD
mmm
⇒ 100
24
22
max srsr
sGD
mm −+−= ⇒
m
d rskGD 100max = , cu
mm
d
rs
rs
k
21
21
12
−+⎟⎟⎠
⎞⎜⎜⎝
⎛−
= (2.68)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 174

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Formula (2.68) pentru GDmax este recomandată (fără demonstraţie) şi în [3] art. 4.19.1.3. Dacă s << rm,
mrs
2⇒ 0,
21
=dk şi se
obţine următoarea formulă simplificată pentru GDmax:
mrsGD 50
max = , (2.69)
care rezultă şi din (2.66), dacă se ia e = 0 (suprafeţele medie şi neutră ale elementului cilindric realizat prin curbare coincid). Valorile coeficientului kd în funcţie de valorile raportului ri/s al dimensiunilor de referinţă ale elementului cilindric realizat prin curbare sunt prezentate în diagrama din figura 2.40.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 175

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.40. Valorile coeficientului kd din formula (2.68), de calcul pentru GDmax
Diagrama din figura 2.40 justifică recomandările din [3] art. 4.19.1.3 privind determinarea gradului maxim de deformare GDmax:
• dacă ri/s >10, se poate folosi formula simplificată (2.69); • dacă 5 < ri/s ≤ 10, formula simplificată (2.69) se poate folosi cu grad de
ATDoximare acceptabil; • dacă ri/s ≤ 5, trebuie folosită formula exactă (2.68).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 176

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Majoritatea elementelor cilindrice, conice şi tronconice de ATD corespund cazului ri/s > 10 şi, ca urmare, la stabilirea condiţiilor de realizare a acestora prin curbare este permisă aplicarea formulei simplificate (2.69) pentru GDmax. În aceste circumstanţe, condiţia care trebuie îndeplinită pentru a putea face curbarea prin deformare plastică la rece a semifabricatelor din care rezultă aceste elemente de aparatură se scrie astfel: ⇒ crGDGD <max cr
m
GDr
s<
50 ⇒
crm GD
sr 50> . (2.70)
O mare parte din elementele de ATD se realizează din oţeluri nealiate, cu conţinuturi reduse de carbon (%C ≤ 0,25), pentru care gradul critic de deformare este GDcr = 2,0...2,5 %; pentru acestea, condiţia (2.70), care trebuie îndeplinită pentru a fi permisă obţinerea lor aplicând curbarea prin deformare plastică la rece, se scrie astfel: rm > (20...25)s (2.71)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 177

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
De asemenea, foarte multe dintre elementele de ATD se realizează din oţeluri microaliate sau slab aliate, cu conţinuturi reduse de carbon (%C ≤ 0,20), pentru care gradul critic de deformare este GDcr = 4...5 %; pentru acestea, condiţia (2.70), care trebuie îndeplinită pentru a fi permisă obţinerea lor aplicând curbarea prin deformare plastică la rece, se scrie astfel: rm > (10...12)s ; (2.72) Trebuie precizat că prescripţiile tehnice [3] art. 4.19.1 prevăd obligativitatea aplicării unui tratament termic (normalizare, îmbunătăţire etc.) pentru refacrea structurii iniţiale a materialului (oţelului) din care sunt confecţionate numai pentru elementele de aparatură obţinute prin operaţii de deformare plastică la rece care conduc la grade de deformare a fibrelor întinse extreme mai mari de 5 %.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 178

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Standardul european [6] prezintă, în Cap. 9 – Forming of pressure parts, Scap.9.2 – Ratio of deformation, § 9.2.2 – Cylinders and cones made by rolling, o formulă mai generală decât (2.69) pentru a calcula gradul maxim de deformare a semifabricatelor din care se realizează prin curbare elemente de aparatură sub presiune. Se consideră că semifabricatul supus curbării (cu grosimea s, ca şi elementul de aparatură care trebuie obţinut) are o rază medie de curbură iniţială rmo şi este adus prin curbare la raza medie rm, aşa cum se arată în figura 2.41.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 179

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 180
Fig. 2.41. Posibilităţile de realizare prin curbare a unui element de aparatură de tipul unei virole cilindrice

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Analizând figura 2.41, rezultă că gradul maxim de deformare a semifabricatului în cursul curbării se poate determina cu formula: GDmax = GDtmax – GD0max, (2.73) în care GDtmax şi GD0max sunt gradele maxime de deformare produse pentru a aduce, prin curbare, semifabricatul plan la raza rm, respectiv rm0; GDtmax şi GD0max se pot calcula cu formula (2.69):
mt r
sGD 50max = ;
0max0
50
mrsGD = ,
iar prin înlocuire în (2.73), rezultă:
⎥⎦
⎤⎢⎣
⎡−=
0max 150
m
m
m rr
rsGD . (2.74)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 181

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Evident, dacă, în aceleaşi condiţii ca mai înainte, se foloseşte formula exactă (2.68), rezultă:
⎥⎦
⎤⎢⎣
⎡−=
0
0max 1100
m
m
d
d
md r
rkk
rskGD , (2.75)
mm
d
rs
rs
k
21
21
12
−+⎟⎟⎠
⎞⎜⎜⎝
⎛−
= ,
0
2
0
0
21
21
1
mm
d
rs
rs
k
−+⎟⎟⎠
⎞⎜⎜⎝
⎛−
= . (2.76)
Caracterul de generalitate al formulelor (2.74) şi (2.75) se poate evidenţia uşor: dacă semifabricatul iniţial este plan, rm0 ⇒ ∞ şi se obţin fomulele (2.68) şi (2.69)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 182

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Standardul european [6] conţine, în Cap. 9 – Forming of pressure parts, Scap. 9.4 – Heat treatment after forming, § 9.4.2 – Heat treatment of flat products after cold forming, recomandările sintertizate în tabelul 2.3 privind necesitatea aplicării de tratamente termice după prelucrarea semifabricatelor prin deformare plastică la rece. Se poate observa că aceste recomandări sunt în concordanţă cu cele făcute anterior (pe baza prevederilor din [3]): dacă GDmax < 5 % se poate face curbarea prin deformare plastică la rece, fără a fi necesar un tratament termic ulterior, iar dacă GDmax > 5 % se poate realiza curbarea prin deformare plastica la rece, dar trebuie urmată de un tratament termic pentru refacerea structurii iniţiale a semifabricatului.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 183

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Tabelul 2.3. Recomandările EN 13445-4 privind prelucrarea semifabricatelor prin deformare plastică la rece
Grupa oţelului * GDmaxTratamentul termic după deformarea
plastică la rece GDmax ≤ 5 % Nu se impune 1.1, 1.2**, 1.3, 2.1**,
3.1, 4, 5, 6, 9,10 GDmax > 5 % Se impune***
8.1, 8.2 GDmax ≤ 10 %
Nu se impune, dacă semifabricatul a fost supus anterior unui tratatment termic de călire de punere în soluţie sau de stabilizare a structurii austenitice
* Grupele de oţeluri sunt cele precizate în EN 13445-2, Anexa A, redate în tabelul 2.4; ** Semifabricatele din oţeluri tratate temomecanic (laminate controlat) se prelucrează prin deformare plastică la rece, fără tratament termic ulterior *** Recoacere de recristalizare fără schimbare de fază, recoacere completă, normalizare etc
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 184

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Tabelul 2.4. Gruparea oţelurilor utilizate la fabricarea recipientelor şi conductelor sub presiune în conformitate cu CR ISO 15608
Grupa Subgrupa Caracterizarea oţelului
1.
Oţeluri cu limita de curgere minimă specificată ReH ≤ 460 MPa şi compoziţia chimică (concentraţiile masice ale componentelor) în limitele: %C≤0,25; %Si≤0,60; %Mn≤1,70; %Mo*≤0,70; S≤0,045;%P≤0,045; %Cu*≤0,040; %Ni*≤0,5; Cr*≤0,3 (0,4 pentru turnate); %Nb≤0,05; V*≤0,12; %Ti≤0,05 (* concentraţiile masice ale componentelor pot fi mai mari, dacă %Cr+%Mo+%Ni+%Cu+%V≤ 0,75)
1.1. Oţeluri cu limita de curgere minimă specificată ReH ≤ 275 MPa 1.2. Oţeluri cu limita de curgere minimă specificată 275 MPa < ReH ≤ 360 MPa
1.3. Oţeluri cu granulaţie fină normalizate, cu limita de curgere minimă specificată ReH > 360 MPa
1.4. Oţeluri cu rezistenţă sporită la coroziunea atmosferică (care pot depăşi unele dintre prescripţiile de compoziţie chimică specifice Grupei 1)
2. Oţeluri cu granulaţie fină tratate (laminate) termomecanic şi oţeluri turnate cu limita de curgere minimă specificată ReH > 360 MPa
2.1. Oţeluri cu granulaţie fină tratate (laminate) termomecanic şi oţeluri turnate cu limita de curgere minimă specificată 360 MPa < ReH ≤ 460 MPa
2.2. Oţeluri cu granulaţie fină tratate (laminate) termomecanic şi oţeluri turnate cu limita de curgere minimă specificată ReH > 460 MPa
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 185

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Tabelul 2.4. – continuare 1 Gruparea oţelurilor utilizate la fabricarea recipientelor şi conductelor sub presiune în conformitate cu CR ISO 15608
Grupa Subgrupa Caracterizarea oţelului
3. Oţeluri călite şi revenite şi oţeluri durificate prin precipitare (cu excepţia oţelurilor inoxidabile), cu limita de curgere minimă specificată ReH > 360 MPa
3.1. Oţeluri călite şi revenite cu limita de curgere minimă specificată 360 MPa <ReH ≤ 690 MPa 3.2. Oţeluri călite şi revenite cu limita de curgere minimă specificată ReH > 690 MPa 3.3. Oţeluri durificate prin precipitare (cu excepţia oţelurilor inoxidabile) 4. Oţeluri aliate de tip Cr – Mo – (Ni) şi conţinut scăzut de V, cu %Cr ≤ 0,7 şi %V ≤ 0,1
4.1. Oţeluri cu %Cr ≤ 0,3 şi %Ni ≤ 0,7 4.2. Oţeluri cu %Cr ≤ 0,7 şi %Ni ≤ 1,5 5. Oţeluri aliate de tip Cr – Mo, fără V (introdus intenţionat), cu %C ≤ 0,35
5.1. Oţeluri cu 0,75 ≤ %Cr ≤ 1,5 şi %Mo ≤ 0,7 5.2. Oţeluri cu 1,5 ≤ %Cr ≤ 3,5 şi 0,7 < %Mo ≤ 1,2 5.3. Oţeluri cu 3,5 ≤ %Cr ≤ 7,0 şi 0,4 < %Mo ≤ 0,7 5.4. Oţeluri cu 7,0 ≤ %Cr ≤ 10 şi 0,7 < %Mo ≤ 1,2
* în locul limitei de curgere aparente superioare ReH se pot folosi, în funcţie de tipul oţelului, limita de curgere convenţională Rp0,2 sau limita de extensie convenţională Rt0,5
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 186

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Tabelul 2.4. – continuare 2 Gruparea oţelurilor utilizate la fabricarea recipientelor şi conductelor sub presiune în conformitate cu CR ISO 15608
Grupa Subgrupa Caracterizarea oţelului
6. Oţeluri aliate de tip Cr – Mo – (Ni) şi conţinut ridicat de V 6.1. Oţeluri cu 0,30 ≤ %Cr ≤ 0,75, %Mo ≤ 0,7 şi %V ≤ 0,35 6.2. Oţeluri cu 0,75 < %Cr ≤ 3,50, 0,7 < %Mo ≤ 1,2 şi %V ≤ 0,35 6.3. Oţeluri cu 3,5 < %Cr ≤ 7,0, %Mo ≤ 0,7 şi 0,45 ≤ %V ≤ 0,55 6.4. Oţeluri cu 7,0 ≤ %Cr ≤ 12,5, 0,7 < %Mo ≤ 1,2 şi %V ≤ 0,35
7. Oţeluri inoxidabile feritice, martensitice sau durificate prin precipitare cu %C ≤ 0,35 şi 10,5 ≤ %Cr ≤ 30
7.1. Oţeluri inoxidabile feritice 7.2. Oţeluri inoxidabile martensitice 7.3. Oţeluri inoxidabile durificate prin precipitare 8. Oţeluri austenitice
8.1. Oţeluri inoxidabile austenitice cu %Cr ≤ 19 8.2. Oţeluri inoxidabile austenitice cu %Cr >19 8.3. Oţeluri austenitice manganoase cu 4 < %Mn ≤ 12
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 187

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Tabelul 2.4. – continuare 3 Gruparea oţelurilor utilizate la fabricarea recipientelor şi conductelor sub presiune în conformitate cu CR ISO 15608
Grupa Subgrupa Caracterizarea oţelului
9. Oţeluri aliate cu Ni, cu %Ni ≤ 10 9.1. Oţeluri aliate cu Ni, cu 3 < %Ni ≤ 8 9.2. Oţeluri aliate cu Ni, cu 8 < %Ni ≤ 10 9.3. Oţeluri cu 3,5 < %Cr ≤ 7,0, %Mo ≤ 0,7 şi 0,45 ≤ %V ≤ 0,55 10. Oţeluri inoxidabile austenito – feritice (duplex)
10.1. Oţeluri inoxidabile austenito – feritice, cu %Cr ≤ 24 10.2. Oţeluri inoxidabile austenito – feritice, cu %Cr > 24
11. Oţeluri cu caracteristicile de compoziţie ale grupei 1, dar cu 0,25 < %C ≤ 0,5 (* concentraţiile masice ale componentelor pot fi mai mari decât cele indicate la Grupa 1, dacă %Cr+%Mo+%Ni+%Cu+%V ≤ 1,0)
11.1. Oţeluri cu caracteristicile de compoziţie ale grupei 1, cu 0,25 < %C ≤ 0,35 11.2. Oţeluri cu caracteristicile de compoziţie ale grupei 1, dar cu 0,35 < %C ≤ 0,5
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 188

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
În unele situaţii este posibil ca operaţia de curbare să afecteze îmbinări sudate realizate în prealabil pe sau între semifabricatele supuse curbării. Prescripţiile tehnice [3] art. 7.2.20 permit realizarea de îmbinări sudate cap la cap pe elementele de aparatură care vor fi supuse ulterior unor operaţii de deformare plastică la rece, dacă sunt respectate urmatoarele condiţii:
a. înainte de aplicarea operaţiilor de deformare plastică la rece se îndepărtează supraînălţarea CUS până la nivelul materialului de bază – MB (materialul din care sunt realizate elementele de aparatură care conţin îmbinările sudate);
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 189

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
b. grosimea s a elementelor care conţin îmbinarile sudate cap la cap respectă condiţia s ≤ scr, cu scr definit astfel:
• scr = 25 mm, pentru elementele de aparatură realizate din oţeluri cu granulaţie fină de tipurile 0 şi I sau din oţeluri inoxidabile cu structură austenitică;
• scr = 20 mm, pentru elementele de aparatură realizate din oţeluri obişnuite de tipurile 0 şi I sau din oţeluri cu granulaţie fină de tipul II;
• scr = 15 mm, pentru elementele de aparatură realizate din oţeluri obişnuite de tipl II sau din oţeluri de tipul IV;
c. după operaţiile de deformare plastică la rece, îmbinările sudate se verifică cu lichide penetrante sau cu pulberi magnetice pentru a se detecta eventualele fisuri.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 190

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Prescripţiile tehnice [3] art. 7.2.20.1 şi art. 7.2.20.3 mai fac
urmatoarele precizări: a. nu este permisă, indiferent de valoarea grosimii s, prelucrarea
prin deformare plastica la rece a semifabricatelor sau elementelor de aparatură pe care s-au realizat în prealabil îmbinari sudate cap la cap, dacă oţelurile din care sunt confecţionate aparţin tipurilor III sau V;
b. operaţia de realizare prin curbare (vălţuire) a virolelor pentru ATD nu se consideră operaţie de deformare plastică la rece în sensul considerat la art. 7.2.20, dacă semifabricatele nu conţin îmbinări sudate care în cursul acestei operaţii capată formă circulară (sau îşi modifică curbura axei longitudinalea CUS).
Tipurile de oţeluri (nealiate şi slab aliate) la care s-a făcut referire în prescripţiile expuse mai înainte sunt definite în [3] Anexa H, care conţine informaţiile prezentate în tabelul 2.5.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 191

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Tabelul 2.5. Tipurile de oţeluri nealiate şi slab aliate folosite la realizarea elementelor de ATD
Compoziţia chimică determinată pe oţelul lichid (concentraţii masice maxime, %)
Elemente (componente) prescrisea) Elemente reziduale Tip oţel
%C %Si %Mn %Cr %Mo %Ni %V Sumab) Elementc)
sminTTd), mm
Rp0,2 max, MPa
0 0,20 0,40 0,80 - - - - 0,80 0,30 36 255 Ia 0,25 0,50 1,60 - - - - 0,80 0,30 30 Ib 0,30e) 0,30 1,20 - - - - 0,40 373 Ic 0,20 0,50 0,80 - 0,35 - - 0,50 0,30 IIa 0,25 0,50 1,60 0,60 0,65 1,0 0,12 0,40 20 IIb 0,35f) 0,50 1,20 0,60 0,65 1,0 0,12 0,40 431 III 0,25 0,50 1,60 1,50 0,80 1,0 0,10 0,40 15 IV 0,20 0,50 1,50 - - 3,75 - 0,80 0,30 g) V Toate celelalte oţeluri cu structura de echilibru ferito - perlitică g)
a) concentraţiile maxime admise; b) suma maximă a concentraţiilor masice ale elementelor reziduale, fără S şi P; c) concentraţia masică maximă a oricăruia dintre elementele reziduale, fără S şi P; d) grosimea minimă a elementelor de aparatură pentru care este obligatorie aplicarea de tratamente termice postsudare; e) concentraţia minimă a carbonului este 0,25 %; f) concentraţia minimă a carbonului este 0,30 %; g) este obligatorie aplicarea de tratamente termice postsudare la elementele de aparatură cu orice grosime.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 192

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
OBSERVATII. Pentru înţelegerea aspectelor prezentate anterior şi a celor care vor fi expuse în continuare trebuie reamintite câteva noţiuni (cunoscute de la disciplinele Studiul şi ingineria materialelor şi Tehnologia materialelor):
Deformarea plastică conduce la ecruisarea materialelor metalice şi la formarea unei structuri fibroase, cu cristalele alungite în direcţia de deformare, denumită şi textură de deformare.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 193
Dacă un material metalic ecruisat prin deformare plastică este încălzit la o temperatură situată deasupra valorii Trp ≅ 0,4Ts (Ts fiind temperatura de solidificare – topire a materialului, în K), mobilitatea atomilor care compun structura creşte ATDeciabil şi se crează condiţiile desfăşurării unui proces de transformare a structurii fibroase, cu cristale alungite unidirecţional, într-o structură de echilibru cu cristale poliedrice (echiaxiale) şi cu plasticite bună (asemănătoare structurii pe care o avea materialul metalic înaintea ecruisării sale prin deformare plastică). Acest proces este numit recristalizare primară, iar temperatura Trp deasupra căreia se produce acesta este denumită temperatură de recristalizare primară.

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Dimensiunile cristalelor obţinute prin recristalizarea primară sunt dependente de temperatura la care s-a realizat procesul, T ≥ Trp şi de gradul de deformare realizat în procesul de deformare plastică prin care s-a produs ecruisarea materialului metalic GD.
Pentru orice material metalic există o valoare a gradului de deformare, numită grad critic de deformare GDcr, căreia îi corespunde structura de recristalizare primară cu dimensiunile maxime ale cristalelor poliedrice (structura de recristalizare cea mai grosolană) şi cu plasticitatea (tenacitatea) minimă.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 194

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Dacă un material metalic este deformat plastic la o temperatură Tdp > Trp, procesele de deformare (care produc structura fibroasă şi ecruisarea materialului) se vor desfăşura concomitent cu procesele de restaurare şi recristalizare primară (care elimină structura fibroasă şi ecruisarea materialului) şi materialul va prezenta o bună plasticitate în tot timpul deformării ; deformarea plastică (fără ecruisare) realizată la o temperatură Tdp ≥ Trp ≅ 0,4Ts se numeşte deformare plastică la cald (sau deformare plastică fără ecruisare), iar deformarea plastică realizată la o temperatură Tdp < Trp ≅ 0,4Ts (însoţită de formarea unei structuri fibroasă şi de ecruisarea materialului metalic) este denumită deformare plastică la rece.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 195

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Domeniul temperaturilor de deformare plastică la cald a semifabricatelor din oţeluri nealiate (carbon) şi slab aliate, folosite cu precădere la realizarea elementelor de ATD, se stabileşte astfel încât să fie îndeplinite simultan următoarele criterii: a. temperatura de deformare plastică Tdp trebuie să fie mai mare decât
temperatura de recristalizare primară Trp, Tdp > Trp; b. la temperatura Tdp materialul semifabricatului trebuie să prezinte o
structură cu plasticitate ridicată; sunt preferate structurile monofazice, cu soluţii solide şi nu sunt dorite structurile bifazice sau multifazice, mai ales dacă conţin faze cu plasticitate redusă, cum sunt compuşii intermetalici;
c. temperatura Tdp trebuie să fie situată sub temperatura la care se produce oxidarea superficială intensă a materialului semifabricatului în agregatul de încălzire sau pe maşina pe care se realizează deformarea plastică.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 196

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Aplicând criteriile precizate anterior în cazul semifabricatelor din oţeluri nealiate şi slab aliate folosite la realizarea elementelor de ATD, a rezultat domeniul temperaturilor de încălzire a acestora pentru deformarea plastică la cald, prezentat în diagrama din figura 2.42; pentru semifabricatele din diferite mărci de oţeluri, temperaturile (minimă şi maximă) care definesc acest domeniu sunt precizate în standardul care le reglementează caracteristicile de calitate.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 197

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.42. Domeniul temperaturilor de prelucrare prin deformare plastică la cald
a semifabricatelor din oţeluri nealiate (carbon) şi slab aliate destinate realizării
elementelor de ATD
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 198

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Standardul european [6] conţine, în Cap. 9 – Forming of pressure parts, Scap. 9.3 – Forming procedure, § 9.3.2 – Hot forming, următoarele recomandări privind stabilirea domeniului temperaturilor de deformare plastică la cald a oţelurilor:
Domeniul temperaturilor de deformare plastică la cald pentru semifabricatele din oţeluri aparţinând grupelor 1.1, 1.2, 1.3, 3.1, 4, 5, 6 şi 9 corespunde domeniului recomandat (în standardul ce reglementează calitatea fiecărei mărci de oţel) pentru tratamentul termic de normalizare. Pentru a se evita creşterile excessive ale granulaţiei încălzirea acestor oţeluri se va face în domeniul de temperaturi situate între punctul critic A3 (temperatura corespunzătoare punctului în care verticala oţelului taie linia GS a diagramei Fe – Fe3C, v. fig. 2.42) şi 1050 oC. După atingerea temperaturii de încălzire, semifabricatele nu vor fi menţinute în cuptor mai mult de 10 minute.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 199

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Semifabricatele din oţeluri normalizate, cu condiţii de tenacitate impuse până -20 oC, care se prelucrează printr-o singură operaţie de deformare la cald (cu o singură încălzire sau cu un singur “cald”) nu vor fi încălzite la temperaturi mai mari de 980 oC. Dacă acest tip de semifabricate se prelucrează prin mai multe operaţii de deformare plastică la cald, temperatura maximă de înalzire nu trebuie să depăşească 1050 oC, înainte de ultima operaţie de prelucrare la cald trebuie răcite sub 500 oC, iar temperatura de încălzire la ultima operaţie de deformare plastică la cald nu va depăşi 980 oC, dacă oţelul din care sunt confecţionate are limita de curgere minimă specificată sub 360 MPa, sau 940 oC, dacă oţelul din care sunt confecţionate are limita de curgere minimă specificată peste 360 MPa.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 200

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Semifabricatele din oţeluri normalizate, cu condiţii de tenacitate impuse sub -20 oC, care se prelucrează printr-o singură operaţie de deformare la cald (cu o singură încălzire sau cu un singur “cald”) nu vor fi încălzite la temperaturi mai mari de 940 oC, dacă oţelul din care sunt confecţionate are limita de curgere minimă specificată sub 360 MPa, sau mai mari de 925 oC, dacă oţelul din care sunt confecţionate are limita de curgere minimă specificată peste 360 MPa.Dacă acest tip de semifabricate se prelucrează prin mai multe operaţii de deformare plastică la cald, temperatura maximă de înalzire nu trebuie să depăşească 1050 oC, înainte de ultima operaţie de prelucrare la cald trebuie răcite sub 500 oC, iar temperatura de încălzire la ultima operaţie de deformare plastică la cald nu va depăşi 940 oC, dacă oţelul din care sunt confecţionate are limita de curgere minimă specificată sub 360 MPa, sau 925 oC, dacă oţelul din care sunt confecţionate are limita de curgere minimă specificată peste 360 MPa.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 201

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Semifabricatele obţinute prin laminare termomecanică sau care au fost tratate termomecanic nu se prelucrează prin deformare plastică la cald.
Semifabricatele din oţeluri călite şi revenite se vor deforma plastic la cald în aceleşi condiţii ca şi cele din oţeluri normalizate, iar produsele (elementele de aparatură) obţinute se vor supune integral unui nou tratament termic de călire şi revenire.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 202

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Domeniul temperaturilor de deformare plastică la cald pentru semifabricatele din oţeluri aparţinând grupelor 8.1, 8.2 şi 10 este 850oC...1050oC. După deformarea plastică la cald, semifabricatele din oţeluri cu conţinut scăzut de carbon (%C < 0,03) sau din oţeluri stabilizate (microaliate cu Ti, Nb sau Ta) se vor răci în aer liniştit, dacă grosimea lor este s ≤ 25 mm, sau în apă, dacă grosimea lor este s > 25 mm. De asemenea, după deformarea plastică la cald, semifabricatele din oţeluri nestabilizate se vor răci în aer liniştit, dacă grosimea lor este s ≤ 6 mm, sau în apă, dacă grosimea lor este s > 6 mm.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 203

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Standardul european [6] conţine, în Cap. 9 – Forming of pressure parts, Scap. 9.4 – Heat treatment after forming, § 9.4.5 – Heat treatment of flat products after hot forming, recomandări privind tratamentele termice care trebuie aplicate după realizarea prin deformare plastică la cald a unor elemente de aparatură:
Elementele de aparatură realizate din oţeluri aparţinând grupelor 1.1, 1.2, 1.3 şi 9.1 nu trebuie tratate termic.
Elementele de aparatură realizate din oţeluri aparţinând grupelor 3.1, 4, 5, 6, 7.1, 9.2 şi 9.3 trebuie supuse unuia din următoarele tratamente temice: călire şi revenire, normalizare şi revenire, dublă normalizare şi revenire, putându-se aplica şi alte tratamente compatibile cu realizarea cerinţelor de calitate impuse de condiţiile lor de proiectare.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 204

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Elementele de aparatură realizate din oţeluri aparţinând grupelor 8.1 şi 8,2, nu trebuie tratate termic, dacă deformarea plastică la cald s-a făcut cu respectarea recomandărilor prezentate anterior şi trebuie supuse unui tratament de călire de punere în soluţie (austenitizare), dacă la prelucrarea lor prin deformare plastică nu s-au respectat integral recomandările expuse anterior.
Elementele de aparatură realizate din oţeluri aparţinând grupei 10 trebuie supuse unui tratament de călire de punere în soluţie.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 205

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
7.1. Curbarea semifabricatelor de tip tablă sau platbandă pe maşini de curbat cu role
7.1.1. Particularităţile curbării pe maşinile cu role
Curbarea semifabricatelor de tip tablă sau platbandă se realizează în mod obişnuit pe maşinile de curbat cu role (valţuri). Se utilizează maşini de curbat cu două role, cu trei role şi cu patru role, modul de realizare a curbării, caracteristicile constructive ale maşinilor şi principalele particularităţi ale procesului de curbare pe aceste maşini fiind descrise în figurile 2.43…2.46.
Curbarea pe maşinile cu două role se aplică semifabricatelor subţiri de tip tablă sau platbandă, curbarea realizându-se datorită deformării manşonului elastic prevăzut pe rola inferioară a maşinii, aşa cum se poate observa în figura 2.43.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 206

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.43. Curbarea semifabricatelor de tip tabla sau platbandă pe maşinile
de curbat cu două role
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 207

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Maşinile de curbat cu trei role se realizează în două variante constructiv – funcţionale : A. Maşini de curbat cu trei role amplasate simetric şi B. maşini de curbat cu trei role amplasate asimetric. Principiile realizării curbării pe maşinile cu trei role sunt descrise în figura 2.44. Examinând schemele din figura 2.44 a, se poate observa că în cazul folosirii maşinilor cu trei role amplasate simetric marginile semifabricatelor nu pot fi curbate (rămân drepte); porţiunile necurbate de la capetele semifabricatelor au lăţimea lnc (pe direcţia circumferinţei elementului curbat) dată de formula (stabilită experimental, din care rezultă lnc în mm, dacă se introduce grosimea s a semifabricatelor în mm):
7010
2
+=slnc . (2.77)
Maşinile de curbat cu trei role amplasate simetric sunt cele mai folosite, deoarece necesită personal de reglare şi operare cu calificare medie şi au cele mai mici costuri. Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 208

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.44. Schemele de prelucrare a semifabricatelor de tip tablă şi platbandă pe maşinile de curbat cu trei role a. cu rolele amplasate simetric ; b. cu rolele amplasate asimetric
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 209

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Examinând schemele din figura 2.44 b, se poate observa că în cazul folosirii maşinilor cu trei role amplasate asimetric marginile semifabricatelor pot fi curbate (nu mai rămân drepte). Ca urmare, maşinile de curbat cu trei role amplasate asimetric asigură (în comparaţie cu maşinile cu trei role amplasate simetric) o precizie mai mare a elementelor de aparatură realizate prin curbare şi productivităţi mai ridicate ale operaţiilor de curbare. Utilizarea maşinilor de curbat cu trei role amplasate asimetric este însă mai limitată (în comparaţie cu a maşinilor cu trei role amplasate simetric), deoarece necesită personal de reglare şi operare cu calificare superioară şi au costuri mai mari.
Caracteristicile constructive şi posibilităţile de utilizare ale maşinilor de curbat cu trei role rezultă examinând imaginile din figura 2.45.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 210

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.45. Caracteristicile constructive şi posibilităţile de utilizare ale maşinilor de curbat cu trei role
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 211

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Maşinile de curbat cu patru role realizează curbarea semifabricatelor în conformitate cu schema din figura 2.46. Examinând această schemă, se poate observa că în cazul folosirii acestor maşini, ca şi în cazul utilizării maşinilor cu trei role amplasate asimetric, marginile semifabricatelor pot fi curbate (nu mai rămân drepte). Ca urmare, maşinile de curbat cu patru role asigură (în comparaţie cu maşinile cu trei role) o precizie mai mare a elementelor de aparatură realizate prin curbare (deoarece aceste maşini au cea mai mare rigiditate) şi productivităţi mai ridicate ale operaţiilor de curbare. Utilizarea maşinilor de curbat cu trei role amplasate asimetric este însă mai limitată (în comparaţie cu a maşinilor cu trei role), deoarece necesită personal de reglare şi operare cu calificare superioară şi au costuri mult mai mari. Construcţia şi posibilităţile de utilizare ale acestor maşinii de curbat rezultă examinând imaginile din figura 2.46.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 212

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.46. Schema prelucrării semifabricatelor pe maşinile de curbat cu patru role şi caracteristicile constructiv – funcţionale ale acestor maşini
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 213

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Maşinile de curbat cu trei şi cu patru role se folosesc în principal pentru a realiza (din semifabricate de tip tablă sau platbandă) virole cilindrice pentru ATD. Există trei tehnologii posibile de obţinere a virolelor cilindrice pentru ATD :
a. Curbarea semifabricatului la maşina cu trei role amplasate simetric, urmată de debitarea marginilor (capetelor) necurbate (drepte) şi sudarea longitudinală a virolei; acest proces tehnologic este neeconomic şi nu se aplică, deoarece implică depăşirea unor dificultăţi tehnice majore (debitarea capetelor drepte ale virolei curbate şi aducerea marginilor la distanţa corespunzătoare realizării deschiderii b a rostului de sudare longitudinală).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 214

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
b. Preîndoirea (precurbarea) capetelor semifabricatelor pe prese, curbarea pe maşina cu trei role amplasate simetric şi sudarea longitudinala a virolei ; este procesul tehnologic folosit curent, deoarece în majoritatea atelierelor şi uzinelor care fabrică ATD sunt disponibile utilajele necesare aplicării acestuia.
c. Preîndoirea (precurbarea) capetelor şi curbarea pe maşina cu trei role amplasate asimetric sau pe maşina cu patru role, urmată de sudarea longitudinala a virolei; este procesul tehnologic optim din punctul de vedere al calităţii virolelor realizate, cu aplicarea limitată de costul ridicat al achiziţionarii şi exploatării utilajelor necesare.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 215

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Maşinile de curbat curole se pot folosi şi pentru obţinerea (din semifabricate de tip tablă sau platbandă) virolelor tronconice pentru ATD ; în vederea realizării de virole tronconice se procedează la înclinarea rolei superioare a maşinilor cu trei role amplasate simetric sau a rolei superioare şi/sau rolelor laterale ale maşinilor cu trei role amplasate asimetric sau cu patru role. Particularităţile utilizării maşinilor de curbat cu trei şi cu patru role pentru realizarea virolelor cilindrice şi tronconice pentru ATD rezultă examinând imaginile din figurile 2.47, analizând figura 2.48, care redă procesul tehnologic de realizare a unei virole cilindrice pe o maşină de curbat cu 4 role şi consultând lucrarea [1] p. 72…78.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 216

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.47. Realizarea virolelor cilindrice şi tronconice pe maşinile de curbat cu role
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 217

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 218
Fig. 2.48. Procesul tehnologic de realizare a virolelor cilindrice pe maşinile de curbat cu patru role 1-6 preîndoirea semifabricatului la un capăt (din mai multe trecerei); 7 verificarea cu şablonul a razei capătului
curbat; 8-13 preîndoirea semifabricatului la cel de-al doilea capăt (din mai multe treceri);

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.48 – continuare. Procesul tehnologic de realizare a virolelor cilindrice pe maşinile de curbat cu patru role 14 verificarea cu şablonul a razei celui de-al doilea capăt curbat; 15-21 curbarea zonei centrale a
semifabricatului (din mai multe treceri); 22. prinderea în puncte de sudură a marginilor virolei; 23 agăţarea virolei în vederea scoaterii de pe maşina de curbat ; 24. rabaterea unui lagăr al rolei superioare, înclinarea rolei
superioare şi scoaterea virolei de pe maşina de curbat
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 219

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
7.1.2. Proiectarea operatiei de curbare pe maşinile cu role
La proiectarea operaţiei de curbare a semifabricatelor pentru ATD se parcurg mai multe etape (prezentate în continuare, considerând cazul realizării virolelor cilindrice din semifabricate de tip tablă sau platbandă curbate pe maşina cu trei role amplasate simetric):
A. Se alege maşina de curbat cu role (dintre maşinile disponibile în atelierul în care se execută operaţia) şi se întocmeşte schema de realizare a curbării semifabricatului pe această maşină; caracteristicile tehnice principale ale câtorva tipuri de maşini de curbat cu trei role amplasate simetrice sunt prezentate în tabelul 2.6, iar schema generală de realizare a curbării semifabricatelor de tip tablă sau platbandă pe astfel de maşini este cea redată în figura 2.50.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 220

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Tabelul 2.6. Caracteristicile tehnice ale unor maşini de curbat cu trei role amplasate simetric existente în atelierele de fabricare a ATD
Tipul maşinii
Lăţimea max. a semifabricatelor care
se pot curba Bmax, m *
Viteza de curbare vc,
m/min
Diametrul rolei superioare Ds,
mm
Diametrul rolelor
laterale Dl , mm
Puterea motorului de acţionare Pm,
kW
I 2216 2,0 8,2 130 160 4,5 I 2220 A 2,0 7,6 195 220 16,1 I 2222 2,0 6,0 240 280 21,9
IVVD 63 2,0 5,0 180 200 8,5 MERI 28 3,0 4,0 350 380 36,7 FOMPN 9 3,0 4,0 400 460 70,0 MA4-20 2,0 3,0 360 410 33,1 RDL 2 2,0 3,6 450 560 72,0
PBI 1620 6,0 3,0 560 790 165,0 *** în atelierele industriale există un numar mare de modele de maşini de curbat cu role; modelele de maşini din tabel au fost date ca exemplificare, pentru a oferi studenţilor datele iniţiale necesare realizării unor aplicaţii prin care să-şi evalueze competenţele privind proiectarea operaţiei tehnologice de curbare a semifabricatelor.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 221

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
B. Se stabilesc datele iniţiale necesare proiectării operaţiei de curbare : B.1. Caracteristicile tehnice ale maşinii de îndreptat: distanţa dintre rolele laterale Lr , diametrul rolelor laterale Dl , diametrul fusurilor de rezemare a rolelor laterale în lagăre dl , diametrul rolei superioare Ds , diametrul fusurilor de rezemare a rolei superioare în lagăre ds,, viteza periferică a rolelor maşinii (viteza de curbare) vc , randamentul transmisiei mecanice de la motorul de acţionare a maşinii la rolele care realizează curbarea η; puterea nominală a motorului de acţionare a maşinii Pm. În mod obişnuit sunt cunoscute caracteristicile tehnice Dl, Ds vc şi Pm (aşa cum se poate observa examinând tabelul 2.6), valorile celorlalte caracteristici estimându-se prin aplicarea formulelor: ds= (0,78...0,80)Ds; dl= (0,78...0,80)Dl; Lr= Dl +50…150 mm şi η = 0,75…0,85. (2.78)
B.2. Dimensiunile caracteristice ale semifabricatului supus curbării şi ale virolei care rezultă prin curbare: grosimea semifabricatului s; diametrul interior al virolei Di (respectiv diametrul mediu Dm = Di +s şi raza medie rm = Dm/2) şi lăţimea semifabricatului B egală cu înălţimea virolei H, B = H .
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 222

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
B.3. Caracteristicile mecanice ale materialului semifabricatului:
modulul de elasticitate longitudinală E; limita de curgere aparentă Re sau convenţională Rp0,2; rezistenţa la rupere Rm; alungirea procentuală după rupere A; tipul curbei caracteristice tensiune – deformaţie specifică σ = f(ε).
Caracteristicile E, Re (sau Rp0,2) şi Rm se iau din standardul care reglementează calitatea mărcii de material din care este confecţionat semifabricatul supus curbării, iar curba caracteristică σ = f(ε) poate fi de tipurile prezentate în figura 2.8. Pentru simplificarea calculelor şi obţinerea unor rezultate acoperitoare (conservative) se va considera că materialul (oţelul) din care este realizat semifabricatul supus curbării are curba caracteristică σ = f(ε) cu expresia analitică unică (2.5), σ = Kεm, cu K şi m calculate cu formulele (2.4).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 223

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
C. Se stabileşte formula de calcul al valorii momentului încovoietor Mic, necesar curbării semifabricatului. Se foloseşte o schemă de calcul similară celei din figura 2.9 şi rezultă:
mmc
m
m
ic rmKBsM
)2(2 1
2
+=
+
+
, (2.79)
care se obţine din (2.11), introducând expresia (2.9) pentru kj şi făcând înlocuirile Mi,j = Mic şi rj = rmc, rmc fiind raza medie a semifabricatului aflat între rolele maşinii de curbat (v. fig. 2.50).
D. Se determină rmc, raza medie pe care trebuie să o capete semifabricatul aflat între rolele maşinii de curbat pentru ca, la ieşirea acestuia dintre role, să rezulte virola cilindrică cu raza medie rm. Se utilizează diagrama de deformare a semifabricatului supus curbării, redată în figura 2.49 şi rezultă:
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 224

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.49. Diagrama de deformare a semifabricatului în cursul operaţiei de curbare
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 225

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
DD.
În triunghiul dreptunghic CBQ:
mmc
ic
rr
MQCBQ
11tg−
==θ ; (2.80)
La deformarea elastică prin încovoiere (aşa cum este cunoscut de la Rezistenţa materialelor), legătura dintre momentul încovoietor Mi şi curbura semifabricatului ρ este exprimată analitic astfel (v. fig. 2.49):
s
i
EIM
r==
1ρ , (2.81)
în care 12
3BsIs = este momentul de inerţie al secţiunii semifabricatului în
raport cu axa de simetrie în lungul căreia este dispus vectorul moment încovoietor Mi; ca urmare, aşa cum se poate observa în figura 2.49: sEItg =θ . (2.82)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 226

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Combinând relaţiile (2.80) şi (2.82), rezultă:
mmc
ics
rr
MEItg 11−
==θ ⇒ s
ic
mmc EIM
rr=−
11 , cu Mic având expresia (2.79) şi 12
3BsIs = ⇒
mccc
mc
m
mcm
mmc rr
rrs
mEK
rr11
)2(2311
0
1
1 δ=⎟⎟⎠
⎞⎜⎜⎝
⎛+
=−−
+ , cu
)2(23
1 +=
+ mEK
mcδ şi s
rr mcc =0 ⇒
mm
ccmc rrr )1( 10−−= δ ; (2.83)
prin rezolvarea ecuaţiei (2.83) se obţine valoarea razei rmc la care trebuie realizată curbarea.
E. Se determină distanţa Hr, de reglare a maşinii de curbat pentru ca, la trecerea printre rolele maşinii, semifabricatul să capete raza de curbură rmc. Examinând schema de calcul din figura 2.50, rezultă:
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 227

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 228
Fig. 2.50. Schema generală de realizare a curbării semifabricatelor de tip tablă sau platbandă pe maşinile cu trei role amplasate simetric

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
în triunghiul OAQ:
mcl
r
rsDL
2sin
++=α ⇒ măsura unghiului α; (2.84)
distanţa de reglare Hr este dată de: OVOQVQHr −== ,
cu αα cos22
cos ⎟⎠⎞
⎜⎝⎛ ++== mc
l rsDOAOQ şi 22
smc
DsrOV −−= ⇒
⎟⎠⎞
⎜⎝⎛ −++⎟
⎠⎞
⎜⎝⎛ ++= mc
smc
lr rsDrsDH
22cos
22α . (2.85)
F. Se calculează intensităţile forţelor Fs şi Fl cu care rolele maşinii
acţionează asupra semifabricatului. Secţionând semifabricatul în dreptul zonei de contact cu rola
superioară a maşinii de curbat şi introducând momentele Mic ca eforturi de legătură, aşa cum se poate observa în figura 2.50, rezultă :
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 229

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Condiţia de echilibru a semifabricatului între rolele maşinii de
curbat este : MN = 0 ⇒ Flrmcsinα = Mic ⇒
αsinmc
icl r
MF = ; (2.86)
Sistemul de forţe care actionează asupra semifabricatului este în echilibru, dacă este respectată condiţia :
2Flcosα = Fs ⇒
αtg2
mc
ics r
MF = . (2.87)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 230

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
G. Se stabileşte valoarea momentului de torsiune Mtc, care trebuie aplicat pe rola motoare a maşinii pentru realizarea curbării. Mărimea necesară a momentului de torsiune Mtc este dată de relaţia generală: tflctfsctdpctc MMMM ++= , (2.88) în care Mtflc este momentul de torsiune necesar învingerii frecărilor din lagărele rolelor maşinii de curbat, dat de relaţia:
⎟⎠⎞
⎜⎝⎛ +=
2s
slltflc
dFdFM μ , (2.89)
în care μ este coeficientul de frecare de alunecare din lagărele rolelor maşinii de curbat (μ = 0,08 ... 0,10), Mtfsc este momentul de torsiune necesar învingerii frecărilor dintre semifabricatul supus îndreptării şi rolele maşinii de curbat, dat de relaţia:
)2( sltfsc FFfM += , (2.90) în care f este coeficientul de frecare de rostogolire între rolele maşinii de curbat şi semifabricatul supus curbării (f = 0,08 mm...0,10 mm), iar Mtdpc reprezintă momentul de torsiune necesar deformării plastice a semifabricatului (curbării semifabricatului la raza rmc ) la trecerea prin tre rolele maşinii.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 231

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Pentru calculul momentului Mtdpc se utilizează o schemă de calcul similară celei din figura 2.11 şi rezultă:
1
2 )2)(1(2
+
+ ⎟⎟⎠
⎞⎜⎜⎝
⎛++
=m
mcm
stdpc r
smmsKBDM , (2.91)
care se obţine din (2.25), introducând expresia (2.9) pentru kj şi făcând înlocuirile Mtdpj = Mtdpc şi rj = rmc, rmc fiind raza medie a semifabricatului aflat între rolele maşinii de curbat (v. fig. 2.50).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 232

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
H.Se calculează puterea necesară a motorului de acţionare a maşinii de curbat (pentru a se putea efectua operaţia de curbare a semifabricatului) Pnec; se porneşte de la formula cunoscută:
η
ω tcnec
MP = , (2.92)
în care ω este viteza unghiulară a rolelor maşinii de curbat; deoarece
2s
iv ω=D
, (2.92) capătă forma (utilizabilă pentru calcule, în care toate mărimile au fost stabilite în etapele anterioare):
ηstcc
nec DMvP 2
= . (2.93)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 233

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Proiectarea operaţiei de curbare se încheie cu compararea puterii necesare Pnec cu puterea nominală a motorului de acţionare (al maşinii de curbat pentru care s-au făcut calculele în etapele anterioare) Pm:
Dacă , rezultă că se poate realiza curbarea mnec PP ≤
semifabricatului pe maşina aleasă;
Dacă , curbarea nu se poate efectua pe maşina mPPnec>
aleasă; trebuie aleasă o altă maşină de curbat (dintre maşinile disponibile) şi pentru aceasta trebuie parcurse toate etapele de calcul A...H.
Pentru realizarea operativă a calculelor de proiectare a operaţiei de curbare a semifabricatelor pentru ATD, studenţii au la dispoziţie un produs informatic specializat (elaborat în MathCad).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 234

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
7.1.3. Neconformitaţi ale elementelor de aparatură generate în cursul operaţiei de curbare pe maşinile cu role
În procesul de curbare se pot produce fenomene care determină obţinerea unor elemente de aparatură cu neconformitaţi (abateri de la caracteristicile de calitate prescrise (în principal, abateri privind precizia formei şi dimensiunilor). Un prim fenomen nedorit care se poate produce la curbarea semifabricatelor de tip tablă sau platbandă pe maşinile cu role îl reprezintă pierderea stabilitaţii semifabricatelor supuse curbării (pierderea stabilităţii semifabricatelor la începutul curbarii) sau pierderea stabilitaţii elementelor de aparatură realizate prin curbare (pierderea stabilităţii semifabricatelor la sfârşitul curbării).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 235

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Aşa cum sugerează schemele din figura 2.51, fenomenul de pierdere a stabilităţii se produce în cazul curbării semifabricatelor cu rigiditate scăzută la încovoiere (cu grosime mică şi/sau cu lungime mare, din care se realizează prin curbare elemente de aparatură având raportul dintre diametrul interior Di şi grosimea de perete s mare sau foarte mare).
Fig. 2.51. Schemele de producere a fenomenelor de pierdere a stabilităţii: a. la începutul curbarii (pierdrea stabilitaţii semifabricatului supus curbarii); b. la sfârşitul curbării
(pierderea stabilităţii elementului de aparatură obţinut prin curbare)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 236

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Pe cale experimentală a rezultat următorul criteriu privind corelaţia dintre grosimea de perete s a virolei (în mm) şi diametrul interior al acesteia Di (în mm) pentru ca probabilitatea producerii fenomenelor nedorite de pierdere a stabilităţii semifabricatului de tip tablă sau platbandă în cursul realizării virolei prin curbare să fie neglijabilă:
26103,2 iDs −⋅≥ . (2.94) Soluţiile de susţinere a semifabricatelor de tip tablă sau platbandă, la introducerea între rolele maşinilor de curbat şi după curbare, pentru evitarea producerii fenomenelor de pierdere a stabilităţii, sunt prezentate în imaginile din figura 2.52.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 237

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.52. Metode de susţinere a semifabricatelor de tip tablă sau
platbandă pentru evitarea producerii fenomenelor de pierdere a stabilităţii în
cursul curbării
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 238

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
O a doua categorie de fenomene nedorite care se pot produce la curbare cuprinde fenomenele generatoare de forme necorespunzătoare ale virolelor, de tipul celor descrise de schiţele din figura 2.53.
Fig. 2.53. Virole cu formă necorespunzătoare obţinute prin curbarea semifabricatelor de tip tablă sau platbandă pe maşinile cu role
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 239

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Principalele cauze care pot determina realizarea prin curbare a unor virole cu abateri de formă de tipul celor descrise de schiţele din figura 2.53 sunt :
utilizarea unor semifabricate cu abateri de la forma corectă; de exemplu, folosirea unor semifabricate cu abateri de la perpendicularitatea muchiilor alăturate (cu abateri de la forma dreptunghiulară) poate conduce la obţinerea unor virole cilindrice cu muchiile bazelor necoplanare, de tipul celei din fig. 2.53 a;
introducerea incorectă a semifabricatelor de tip tablă sau platbandă pe maşinile de curbat; de exemplu, introducerea semifabricatului dreptunghiular cu muchia de atac înclinată faţă de (neparalelă cu) axele rolelor maşinii de curbat poate conduce la obţinerea unor virole cilindrice cu muchiile bazelor necoplanare, de tipul celei din fig. 2.53 a;
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 240

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
modificarea în cursul unei treceri (unei rotaţii a semifabricatului între rolele maşinii de curbat) a razei de curbare rmc poate conduce la obţinerea unor virole cilindrice cu curbura variabilă în lungul circumferinţei, de tipul celei din fig. 2.53 b;
neverificarea înainte de curbare a paralelismului axelor rolelor maşinii poate conduce la obţinerea unor virole cu abateri de la forma cilindrică, de tipul celei din fig. 2.53 c (se observă că nu s-a intenţionat obţinerea unei virole conice, deoarece deschiderea rostului pe lungimea virolei este variabilă);
folosirea incorectă a maşinilor de curbat (curbarea virolelor scurte în zona centrală a rolelor, folosirea neuniformă a diferitelor zone ale rolelor maşinii, utilizarea unor maşini având rolele cu rigiditatea la încovoiere insuficientă şi care se deformează excesiv în zona mediană) şi uzarea excesivă, neuniformă pe lungime, a rolelor maşinii de curbat pot conduce la obţinerea unor virole în formă de butoi sau de hiperboloid de rotaţie, de tipul celor din fig. 2.53 d,e.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 241

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
O soluţie aplicată la maşinile moderne de curbat cu role constă din utilizarea unor role de rezemare suplimentară (de limitare a săgeţiilor de încovoiere în zona mediană) a rolelor laterale ale maşinii în timpul curbării, aşa cum se poate observa la maşinile prezentate în figura 2.54.
Fig. 2.54. Maşini de curbat prevazute cu role de limitare a săgeţilor de încovoiere a rolelor laterale în zona mediană
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 242

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
7.1.4. Calibrarea virolelor pe maşinile de curbat cu role
Calibrarea (revălţuirea) este operaţia tehnologică prin care se elimină abaterile de la circularitate ale secţiunilor transversale ale virolelor cilindrice sau tronconice. Calibrarea se aplică numai la virolele cilindrice şi conice rigide, caracterizate printr-un raport între grosimea de perete s şi diametrul
interior Di care respectă criteriul 01,0>iD
s (sau 100<s
Di ).
La virolele nerigide (cu 100≥s
Di , care se pot deforma sub acţiunea
greutăţii proprii), pentru a asigura precizia formei circulare a secţiunilor transversale în cursul fabricării şi la montarea acestora în corpurile ATD, se folosesc dispozitive de tip “stelaj”, de tipul celui prezentat în figura 2.55.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 243

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.55. Modul de asigurare a formei circulare a secţiunilor transversale la
virolele nerigide
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 244

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Calibrarea se realizează pe maşinile de curbat cu trei sau cu patru role şi presupune parcurgerea următoarelor etape:
verificarea abaterilor de formă ale virolei care se supune calibrării şi stabilirea razei de calibrare rmca (raza la care se reglează maşina de curbat pe care se face calibrarea);
pregătirea virolei pentru calibrare, consând (de obicei) în polizarea supraînălţărilor CUS longitudinale a virolei;
rabaterea unuia din lagărele laterale ale rolei superioare ale maşinii pe care se face calibrarea şi introducerea virolei pe maşină, aşa cum se poate observa în imaginile din figura 2.56;
strângerea virolei între rola superioară a maşinii şi rolele laterale pentru asigurarea razei de calibrare rmca;
rotirea de 2 ...3 ori a virolei între rolele maşinii reglate la raza rmca; descărcarea virolei şi scoaterea de pe maşina cu role (prin
rabaterea unuia din lagărele laterale ale rolei superioare); verificarea calităţii (preciziei formei) virolei calibrate.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 245

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.56. Exemple de realizare a operaţiei de calibrare a virolelor cilindrice şi conice rigide pe maşinile de curbat cu role
Problema principală care trebuie rezolvată pentru realizarea corespunzătoare a operaţiei de calibrare o constituie stabilirea razei de calibrare rmca. Această problema se rezolvă aplicând următorul principiu: “raza de calibrare rmca trebuie să fie mai mică decât razele tuturor curburilor locale ale virolei care se calibreaza”.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 246

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Eficienţa aplicării acestui principiu este sugerată de diagrama de deformare a virolei în cursul calibrării redată în figura 2.57. Pentru determinarea razei de calibrare rmca se recomandă utilizarea formulei (v. [1] p. 80):
m
mm
mcumca
sr
EK
m
rkr −−
⎟⎠⎞
⎜⎝⎛
++
= 1
min59,2
min
221
, (2.95)
în care kcu este un coeficient care ţine seama de condiţiile în care s-a realizat curbarea virolei (kcu = 0,90…0,95 pentru curbarea pe maşini cu patru role sau cu trei role amplasate asimetric, kcu = 0,70...0,85 pentru curbarea pe maşini cu trei role amplasate simetric, kcu = 0,65...0,70 pentru curbarea fără preîndoirea capetelor semifabricatului), iar rmmin – raza minimă corespunzătoare tuturor curburilor locale.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 247

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.57. Diagrama de deformare a virolelor în cursul calibrării şi ATDecierea eficienţei calibrării
înainte de calibrare (după curbare) virola are curburile locale:
ρm1 =1/rm1 ... ρmj = /rmj ...ρmn = 1/rmn, cu ρm1 < ... < ρmj<... ρmn şi
rm1>...>rmj>...>rmn; min [rm1;...;rmj;...;rmn] = rmn; Δρc = ρmn – ρm1 foarte mare;
calibrarea se face la raza rmca < rmn (curbura ρmca > ρmn)
dupa calibrare virola are toate curburile locale ATDoximativ egale (diferenţa dintre curburile locale este Δρca ≅ 0; Δρca < < Δρc)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 248

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
7.2. Curbarea semifabricatelor de tip tablă sau platbandă pe maşini speciale de curbat cu role şi pe prese
7.2.1.Curbarea pe maşini cu role verticale
Maşinile de curbat cu role verticale se utilizează cu precădere pentru urmatoarele aplicaţii:
Realizarea de elemente de aparatură (mai ales mantale cilindrice, cu diametru mare şi grosime mică de perete, pentru rezervoare de depozitare a lichidelor) prin curbarea unor semifabricate de tip tablă subţire, care, în cazul prelucrării pe maşinile de curbat clasice (cu role amplasate orizontal) îşi pierd uşor stabilitatea, atât la începutul, cât şi la sfârşitul curbării.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 249

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Realizarea de elemente de aparatură cu perete gros, folosind curbarea prin deformare plastică la cald a unor semifabricate de tip tablă sau platbandă cu grosime mare. Dacă aceste semifabricate se prelucrează pe maşinile de curbat clasice (cu role amplasate orizontal), straturile subţiri de oxizi, formate pe suprafeţele semifabricatelor în cursul încălzirii lor în vederea deformării plastice la cald, se desprind, sunt antrenate între semifabricate şi rolele maşinii şi deteriorează suprafeţele elementelor de aparatură obţinute prin curbare, influenţând în acelaşi timp negativ şi precizia dimensională a acestora. Dacă semifabricatele, încălzite în vederea curbării la cald, sunt introduse pe maşina de curbat în pozitie verticală, straturile de oxizi care se desprind de pe suprafeţele lor se îndepărtează uşor prin efect gravitaţional, nu sunt antrenate între semifabricate şi rolele mşinii de curbat şi, ca urmare, nu mai produc efectele negative menţionate anterior.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 250

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
În mod obişnuit, maşinile de curbat verticale realizează curbarea intermitentă, pe porţiuni mici a semifabricatelor, repetând de un număr mare de ori o succesiune bine definită de secvenţe de lucru. De exemplu, aşa cum se poate observa în figura 2.58, pentru curbarea unui semifabricat pe o astfel de maşină se repetă următoarea succesiune de secvenţe:
a. Semifabricatul 1 (în poziţie verticală) este antrenat între rola verticală 2, pusă în mişcare de rotaţie şi rola de presare 3, apăsată cu dispozitivul hidraulic 4; când semifabricatul a avansat cu o anumită distanţă, mişcarea de rotatie a rolei 2 este oprită.
b. Porţiunea de semifabricat din zona vecină rolelor 2 şi 3 este curbată prin presarea ei peste rola 2 de către elementele active (patinele sau papucii) 5 şi 5’, acţionate de dispozitivele hidraulice 6 şi 6’. Datorită curbării secvenţiale, virolele obţinute prezintă abateri de la forma circulară a secţiunilor transversale, care pot fi corectate aplicând o operaţie de calibrare (pe o maşină de curbat clasică).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 251

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.58. Succesiunea de secvenţe de lucru pentru curbarea unei table pe o maşină de curbat verticală în construcţie clasică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 252
Maşinile de curbat verticale utilizate în prezent au, aşa cum se poate observa în imaginile prezentate în figura 2.59, construcţia şi modul de utilizare asemănătoare cu cele corespunzătoare maşinilor de curbat cu role clasice, singura deosebire constând în poziţionarea verticală a rolelor.

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.59. Tipuri de maşini de curbat verticale, modalităţi de utilizare şi exemple produse (elemente de aparatură) obţinute prin utilizarea acestora
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 253

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
7.2.2.Curbarea şi îndoirea pe maşini cu traversă mobilă
Maşinile de curbat / îndoit cu traversă mobilă se utilizează pentru a realiza din semifabricate subţiri de tip tablă sau platbandă profile cu diferite configuraţii, amenajări interioare sau exterioare pentru diferite aparate etc. Modul de utilizare al unei astfel de maşini este sugerat de schiţele din figura 2.60: a. semifabricatul 1 este aşezat pe masa maşinii (traversa fixă) 2 şi este imobilizat prin apăsarea traversei de fixare 3; b. prin rotirea traversei mobile 4 se realizează îndoirea / curbarea semifabricatului şi rezultă produsul 5. Construcţia maşinilor de curbat / îndoit cu traversă mobilă este sugerată de modelele prezentate în figura 2.60 c ; informaţii suplimentare privind utilizarea acestor maşini sunt date în [1] p.86…87.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 254

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.60. Principiul de utilizare al maşinilor de curbat / îndoit cu traversă mobilă şi exemple de tipuri constructive ale acestor maşini
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 255

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
7.2.3.Curbarea şi îndoirea pe prese de îndoit
Presele de îndoit (denumite în practică prese abkant) se utilizează pentru a realiza din semifabricate de tip tablă sau platbandă profile cu diferite configuraţii şi amenajări interioare sau exterioare pentru diferite aparate şi pentru a efectua preîndoirea (precurbarea) capetelor semifabricatelor care urmează a fi curbate pe maşini de curbat cu trei role amplasate simetric.
Construcţia acestor prese este sugerată de imaginile din figura 2.61; se observă că pentru a realiza curbarea sau îndoirea semifabricatelor de tip tablă sau platbandă pe o astfel de presă se folosec două elemente active (scule profilate): un poanson şi o matriţă.
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 256

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
Fig. 2.61. Tipuri constructive de prese de îndoit şi schema preîndoirii pe o astfel de maşină a capetelor semifabricatelor în vederea curbării pe maşinile cu trei role amplasate simetric
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 257

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
În domeniul fabricării ATD, utilizarea cea mai frecventă a acestor prese corespunde realizării operaţiei de preîndoire a capetelor semifabricatelor care urmează a fi curbate pe maşinile cu trei role amplasate simetric. Modul de efectuare a acestei operaţii tehnologice este schiţat în figura 2.61, iar pentru proiectarea ei se parcurg următoarele etape:
A. Se alege presa de îndoit (dintre maşinile disponibile în atelierul în care se execută operaţia) şi se întocmeşte schema de realizare a precurbării semifabricatului pe această maşină, aşa cum se poate observa în figura 2.61. Aceste prese au două caracteristici tehnice principale: lungimea maximă a elementelor active (care corespunde cu lăţime maximă a semifabricatelor care pot fi precurbate Bmax) şi forţa maximă ce poate fi aplicată pe poansonul presei Fmax, care, pentru presele uzuale, are valori Fmax = 10 kN...1 MN (1...100 tf).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 258

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
B. Se stabilesc datele iniţiale necesare proiectării operaţiei de precurbare : B.1. Caracteristicile tehnice ale presei: forţa maximă care poate fi aplicată pe poansonul presei Fmax.
B.2. Dimensiunile caracteristice ale semifabricatului supus precurbării şi ale virolei care rezultă prin curbare: grosimea semifabricatului s; diametrul interior al virolei Di (respectiv diametrul mediu Dm = Di +s şi raza medie rm = Dm/2) şi lăţimea semifabricatului B egală cu înălţimea virolei H, B = H .
B.3. Caracteristicile mecanice ale materialului semifabricatului: modulul de elasticitate longitudinală E; limita de curgere aparentă Re sau convenţională Rp0,2; rezistenţa la rupere Rm; alungirea procentuală după rupere A; tipul curbei caracteristice tensiune – deformaţie specifică σ = f(ε).
Caracteristicile E, Re (sau Rp0,2) şi Rm se iau din standardul care reglementează calitatea mărcii de material din care este confecţionat semifabricatul supus precurbării, iar curba caracteristică σ = f(ε) poate fi de tipurile prezentate în figura 2.8. Pentru simplificarea calculelor şi obţinerea unor rezultate acoperitoare (conservative) se va considera că materialul (oţelul) din care este realizat semifabricatul supus precurbării are curba caracteristică σ = f(ε) cu expresia analitică unică (2.5), σ = Kεm, cu K şi m calculate cu formulele (2.4).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 259

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
C. Se determină rmc, raza medie pe care trebuie să o capete semifabricatul aflat între poansonul şi matriţa presei pentru ca, la scoaterea acestuia dintre elementrle active ale presei, să rezulte capetele cilindrice precurbate la raza medie rm. Valoarea razei de curbare rmc rezultă ca soluţie a ecuaţiei (2.83). D. Se calculează cu formula (2.79) valoarea momentului încovoietor Mic, necesar precurbarii semifabricatulu între elementele active ale presei. E. Se calculează intensitatea forţei Fp care trebuie aplicată pe poansonul presei pentru a realiza precurbarea capetelor semifabricatului. Examinând schema de calcul din figura 2.61, rezultă:
4
rpic
LFM = ⇒
r
icp L
MF 4= (2.96)
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 260
cu Lr = lnc +50...150 mm şi lnc (lăţimea porţiunilor de la capetele semifabricatului care nu se pot curba pe maşina cu trei role amplasate simetric) determinată cu formula (2.77).

UPP – TCMUTD_____________________________________________________________________________ Inginerie mecanică
F. Proiectarea operaţiei de precurbare se încheie cu compararea forţei necesare Fp cu forţa maximă care poate fi aplicată pe poansonul presei Fmax:
Dacă maxFFp ≤ , rezultă că se poate realiza precurbarea semifabricatului pe presa aleasă;
Dacă , precurbarea nu se poate efectua pe presa maxFFp >aleasă; trebuie aleasă o altă presă (dintre maşinile disponibile) şi pentru aceasta trebuie parcurse toate etapele de calcul A...F.
Pentru realizarea operativă a calculelor de proiectare a operaţiei de precurbare a semifabricatelor pentru ATD, studenţii au la dispoziţie un produs informatic specializat (elaborat în MathCad).
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 261

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT
SI DEPOZITARE – TCMUTD – C 9,10
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 248
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, ATDobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, ATDobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 249
7.2. Curbarea semifabricatelor de tip tablă sau platbandă pe maşini speciale de curbat cu role şi pe prese
7.2.1.Curbarea pe maşini cu role verticale
Maşinile de curbat cu role verticale se utilizează cu precădere pentru urmatoarele aplicaţii:
Realizarea de elemente de aparatură (mai ales mantale cilindrice, cu diametru mare şi grosime mică de perete, pentru rezervoare de depozitare a lichidelor) prin curbarea unor semifabricate de tip tablă subţire, care, în cazul prelucrării pe maşinile de curbat clasice (cu role amplasate orizontal) îşi pierd uşor stabilitatea, atât la începutul, cât şi la sfârşitul curbării.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 250
Realizarea de elemente de aparatură cu perete gros, folosind curbarea prin deformare plastică la cald a unor semifabricate de tip tablă sau platbandă cu grosime mare. Dacă aceste semifabricate se prelucrează pe maşinile de curbat clasice (cu role amplasate orizontal), straturile subţiri de oxizi, formate pe suprafeţele semifabricatelor în cursul încălzirii lor în vederea deformării plastice la cald, se desprind, sunt antrenate între semifabricate şi rolele maşinii şi deteriorează suprafeţele elementelor de aparatură obţinute prin curbare, influenţând în acelaşi timp negativ şi precizia dimensională a acestora. Dacă semifabricatele, încălzite în vederea curbării la cald, sunt introduse pe maşina de curbat în pozitie verticală, straturile de oxizi care se desprind de pe suprafeţele lor se îndepărtează uşor prin efect gravitaţional, nu sunt antrenate între semifabricate şi rolele mşinii de curbat şi, ca urmare, nu mai produc efectele negative menţionate anterior.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 251
În mod obişnuit, maşinile de curbat verticale realizează curbarea intermitentă, pe porţiuni mici a semifabricatelor, repetând de un număr mare de ori o succesiune bine definită de secvenţe de lucru. De exemplu, aşa cum se poate observa în figura 2.58, pentru curbarea unui semifabricat pe o astfel de maşină se repetă următoarea succesiune de secvenţe:
a. Semifabricatul 1 (în poziţie verticală) este antrenat între rola verticală 2, pusă în mişcare de rotaţie şi rola de presare 3, apăsată cu dispozitivul hidraulic 4; când semifabricatul a avansat cu o anumită distanţă, mişcarea de rotatie a rolei 2 este oprită.
b. Porţiunea de semifabricat din zona vecină rolelor 2 şi 3 este curbată prin presarea ei peste rola 2 de către elementele active (patinele sau papucii) 5 şi 5’, acţionate de dispozitivele hidraulice 6 şi 6’. Datorită curbării secvenţiale, virolele obţinute prezintă abateri de la forma circulară a secţiunilor transversale, care pot fi corectate aplicând o operaţie de calibrare (pe o maşină de curbat clasică).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 252
Fig. 2.58. Succesiunea de secvenţe de lucru pentru curbarea unei table pe o maşină de curbat verticală în construcţie clasică
Maşinile de curbat verticale utilizate în prezent au, aşa cum se poate observa în imaginile prezentate în figura 2.59, construcţia şi modul de utilizare asemănătoare cu cele corespunzătoare maşinilor de curbat cu role clasice, singura deosebire constând în poziţionarea verticală a rolelor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 253
Fig. 2.59. Tipuri de maşini de curbat verticale, modalităţi de utilizare şi exemple produse (elemente de aparatură) obţinute prin utilizarea acestora

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 254
7.2.2.Curbarea şi îndoirea pe maşini cu traversă mobilă
Maşinile de curbat / îndoit cu traversă mobilă se utilizează pentru a realiza din semifabricate subţiri de tip tablă sau platbandă profile cu diferite configuraţii, amenajări interioare sau exterioare pentru diferite aparate etc. Modul de utilizare al unei astfel de maşini este sugerat de schiţele din figura 2.60: a. semifabricatul 1 este aşezat pe masa maşinii (traversa fixă) 2 şi este imobilizat prin apăsarea traversei de fixare 3; b. prin rotirea traversei mobile 4 se realizează îndoirea / curbarea semifabricatului şi rezultă produsul 5. Construcţia maşinilor de curbat / îndoit cu traversă mobilă este sugerată de modelele prezentate în figura 2.60 c ; informaţii suplimentare privind utilizarea acestor maşini sunt date în [1] p.86…87.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 255
Fig. 2.60. Principiul de utilizare al maşinilor de curbat / îndoit cu traversă mobilă şi exemple de tipuri constructive ale acestor maşini

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 256
7.2.3.Curbarea şi îndoirea pe prese de îndoit
Presele de îndoit (denumite în practică prese abkant) se utilizează pentru a realiza din semifabricate de tip tablă sau platbandă profile cu diferite configuraţii şi amenajări interioare sau exterioare pentru diferite aparate şi pentru a efectua preîndoirea (precurbarea) capetelor semifabricatelor care urmează a fi curbate pe maşini de curbat cu trei role amplasate simetric.
Construcţia acestor prese este sugerată de imaginile din figura 2.61; se observă că pentru a realiza curbarea sau îndoirea semifabricatelor de tip tablă sau platbandă pe o astfel de presă se folosec două elemente active (scule profilate): un poanson şi o matriţă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 257
Fig. 2.61. Tipuri constructive de prese de îndoit şi schema preîndoirii pe o astfel de maşină a capetelor semifabricatelor în vederea curbării pe maşinile cu trei role amplasate simetric

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 258
În domeniul fabricării ATD, utilizarea cea mai frecventă a acestor prese corespunde realizării operaţiei de preîndoire a capetelor semifabricatelor care urmează a fi curbate pe maşinile cu trei role amplasate simetric. Modul de efectuare a acestei operaţii tehnologice este schiţat în figura 2.61, iar pentru proiectarea ei se parcurg următoarele etape:
A. Se alege presa de îndoit (dintre maşinile disponibile în atelierul în care se execută operaţia) şi se întocmeşte schema de realizare a precurbării semifabricatului pe această maşină, aşa cum se poate observa în figura 2.61. Aceste prese au două caracteristici tehnice principale: lungimea maximă a elementelor active (care corespunde cu lăţime maximă a semifabricatelor care pot fi precurbate Bmax) şi forţa maximă ce poate fi aplicată pe poansonul presei Fmax, care, pentru presele uzuale, are valori Fmax = 10 kN...1 MN (1...100 tf).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 259
B. Se stabilesc datele iniţiale necesare proiectării operaţiei de precurbare : B.1. Caracteristicile tehnice ale presei: forţa maximă care poate fi aplicată pe poansonul presei Fmax.
B.2. Dimensiunile caracteristice ale semifabricatului supus precurbării şi ale virolei care rezultă prin curbare: grosimea semifabricatului s; diametrul interior al virolei Di (respectiv diametrul mediu Dm = Di +s şi raza medie rm = Dm/2) şi lăţimea semifabricatului B egală cu înălţimea virolei H, B = H .
B.3. Caracteristicile mecanice ale materialului semifabricatului: modulul de elasticitate longitudinală E; limita de curgere aparentă Re sau convenţională Rp0,2; rezistenţa la rupere Rm; alungirea procentuală după rupere A; tipul curbei caracteristice tensiune – deformaţie specifică σ = f(ε).
Caracteristicile E, Re (sau Rp0,2) şi Rm se iau din standardul care reglementează calitatea mărcii de material din care este confecţionat semifabricatul supus precurbării, iar curba caracteristică σ = f(ε) poate fi de tipurile prezentate în figura 2.8. Pentru simplificarea calculelor şi obţinerea unor rezultate acoperitoare (conservative) se va considera că materialul (oţelul) din care este realizat semifabricatul supus precurbării are curba caracteristică σ = f(ε) cu expresia analitică unică (2.5), σ = Kεm, cu K şi m calculate cu formulele (2.4).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 260
C. Se determină rmc, raza medie pe care trebuie să o capete semifabricatul aflat între poansonul şi matriţa presei pentru ca, la scoaterea acestuia dintre elementrle active ale presei, să rezulte capetele cilindrice precurbate la raza medie rm. Valoarea razei de curbare rmc rezultă ca soluţie a ecuaţiei (2.83). D. Se calculează cu formula (2.79) valoarea momentului încovoietor Mic, necesar precurbarii semifabricatulu între elementele active ale presei. E. Se calculează intensitatea forţei Fp care trebuie aplicată pe poansonul presei pentru a realiza precurbarea capetelor semifabricatului. Examinând schema de calcul din figura 2.61, rezultă:
4
rpic
LFM = ⇒
r
icp L
MF 4= (2.96)
cu Lr = lnc +50...150 mm şi lnc (lăţimea porţiunilor de la capetele semifabricatului care nu se pot curba pe maşina cu trei role amplasate simetric) determinată cu formula (2.77).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 261
F. Proiectarea operaţiei de precurbare se încheie cu compararea forţei necesare Fp cu forţa maximă care poate fi aplicată pe poansonul presei Fmax:
Dacă maxFFp ≤ , rezultă că se poate realiza precurbarea semifabricatului pe presa aleasă;
Dacă maxFFp > , precurbarea nu se poate efectua pe presa aleasă; trebuie aleasă o altă presă (dintre maşinile disponibile) şi pentru aceasta trebuie parcurse toate etapele de calcul A...F.
Pentru realizarea operativă a calculelor de proiectare a operaţiei de precurbare a semifabricatelor pentru ATD, studenţii au la dispoziţie un produs informatic specializat (elaborat în MathCad).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 262
8. Curbarea semifabricatelor de tip ţeavă
Curbarea este operaţia tehnologică la care se produce modificarea generală sau locală, prin deformare plastică, a curburii unui semifabricat de tip ţeavă, în vederea transformării acestuia într-un element de ATD (coturi şi curbe pentru conducte, serpentine, ţevi în U pentru schimbătoare de căldură etc.) . Prima problemă care trebuie rezolvată pentru realizarea acestei operaţii constă în stabilirea regimului termic al procesului de deformare plastică care produce curbarea.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 263
Regimul termic de realizare a operaţiei de curbare a ţevilor se stabileşte pe baza aceloraşi prescripţii ca şi în cazul curbării semifabricatelor de tip tablă sau platbandă:
Dacă gradul maxim de deformare a semifabricatului GDmax nu depăşeşte gradul critic de deformare al materialului metalic (oţelului) din care acesta este realizat GDcr (GDmax < GDcr) este permisă curbarea prin deformare plastică la rece;
Dacă gradul maxim de deformare a semifabricatului GDmax depăşeşte gradul critic de deformare al materialului metalic (oţelului) din care acesta este realizat GDcr (GDmax ≥ GDcr), se poate proceda în două moduri:
a. se realizează curbarea prin deformare plastică la cald; b. se realizează curbarea prin deformare plastică la rece, urmată
de un tratament termic de refacere a structurii semifabricatului (recoacere de recristalizare fără schimbare de fază, recoacere completă, normalizare, îmbunătăţire etc.)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 264
Pentru a putea aplica prescripţiile anterioare, trebuie stabilit gradul maxim de deformare a unui semifabricat la prelucrarea sa prin curbare pentru obţinerea unui element de ATD cu o anumită configuraţie. Se consideră că o ţeavă dreaptă (rectilinie), cu grosimea de perete s şi diămtrul exterior De, este prelucrată prin curbare şi transformată într-o ţeavă curbă cu raza de curbură rt. Pentru a determina gradul maxim de deformare a semifabricatului în cursul acestei prelucrări se foloseşte schema de calcul din figura 2.62, care reprezintă o secţiune longitudinală a ţevii curbate (realizată cu un plan care conţine axa longitudinală a acesteia, definită ca fiind locul geometric al centrelor tuturor secţiunilor transversale ale ţevii curbate) . Examinând schema de calcul, se poate imagina că ţeava curbată este împărţită în fâşii longitudinale curbe (cu grosimea egală cu grosimea ţevii) şi se observă că fâşia în care materialul are gradul maxim de deformare este fâşia situată pe intradosul ţevii (deoarece această fâşie a fost adusă prin curbare la cea mai mică rază de curbură). Pentru această fâşie se pot aplica fomulele de calcul pentru gradul maxim de deformare stabilite în cazul curbării semifabricatelor de tip tablă şi platbandă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 265
Fig. 2.62. Schema de calcul al gradului maxim de deformare a unei ţevi curbate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 266
Deoarece grosimea ţevii curbate este mică în comparaţie cu raza de curbură a ţevii, s < < rtc, se poate calcula gradul de deformare maxim al materialului din fâşia situată pe intradosul ţevii curbate cu formula simplificată (2.69), în care s are semnificaţia grosimii ţevii (grosimea fâşiei de pe intrados), iar raza de curbură medie a fâşiei de pe intrados este
2m
tcmi
Drr −= , Dm fiind diametrul mediu al ţevii, Dm = De – s. Cu aceste
adaptări, formula (2.69) capătă următoarea formă, valabilă pentru calculul gradului maxim de deformare a ţevilor curbate :
2
50max
mtc
Dr
sGD−
= . (2.97)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 267
Pentru caracterizarea configuraţiei ţevilor curbate se practică utilizarea a două mărimi adimensionale: grosimea relativă a ţevii (mărime care se utilizează şi pentru caracterizarea rigidităţii ţevilor drepte)
mr D
ss =
şi raza relativă de curbare a ţevii m
tcrc D
rr = . În aceste condiţii, formula
pentru gradul maxim de deformare a ţevilor curbate devine:
21
50max
−=
rc
r
r
sGD . (2.98)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 268
În aceste circumstanţe, condiţia care trebuie îndeplinită pentru a putea face curbarea prin deformare plastică la rece a ţevilor se scrie astfel: crGDGD <max ⇒ cr
rc
r GDr
s<
−21
50; 0
21>−rcr ⇒
2150
+>cr
rrc GD
sr . (2.99)
O mare parte din ţevile utilizate în construcţia ATD se realizează din oţeluri nealiate, cu conţinuturi reduse de carbon (%C ≤ 0,25), pentru care gradul critic de deformare este GDcr = 2,0...2,5 %; pentru acestea, condiţia (2.99), care trebuie îndeplinită pentru a fi permisă curbarea lor (prin deformare plastică) la rece, se scrie astfel: rrc> (20...25)sr + 0,5 . (2.100)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 269
De asemenea, foarte multe dintre ţevile utilizate la fabricarea unor elemente de ATD se realizează din oţeluri microaliate sau slab aliate, cu conţinuturi reduse de carbon (%C ≤ 0,20), pentru care gradul critic de deformare este GDcr = 4...5 %; pentru acestea, condiţia (2.99), care trebuie îndeplinită pentru a fi permisă curbarea lor (prin deformare plastică) la rece, se scrie astfel: rrc > (10...12)sr + 0,5; (2.101) Trebuie precizat că prescripţiile tehnice [3] art. 4.19.1 prevăd obligativitatea aplicării unui tratament termic (normalizare, îmbunătăţire etc.) pentru refacrea structurii iniţiale a materialului (oţelului) din care sunt confecţionate numai pentru elementele de aparatură obţinute prin operaţii de deformare plastică la rece care conduc la grade de deformare maxime mai mari de 5 %.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 270
Standardul european [6] prezintă, în Cap. 9 – Forming of pressure parts, Scap.9.2 – Ratio of deformation, § 9.2.4 – Tube bends, o formulă pentru calculul gradului maxim de deformare a ţevilor curbate diferită de (2.98) :
tc
e
rDGD 50
max = ; (2.102)
această formulă rezultă din (2.69), înlocuind grosimea s cu diametrul exterior al ţevilor curbate De, ceeace arată că s-a considerat schema de calcul folosită în cazul semifabricatelor plane (de tip tablă sau platbană) curbate şi s-a acceptat că gradul maxim de deformare corespunde fibrelor de pe extradosul ţevilor curbate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 271
Dacă se utilizează mărimile adimensionale de carcaterizare a configuraţiei ţevii, definite anterior: grosimea relativă a ţevii
mr D
ss = şi
raza relativă de curbare a ţevii m
tcrc D
rr = , formula (2.102) pentru gradul
maxim de deformare a ţevilor curbate devine:
m
tc
m
tc
m
tc
e
Dr
Ds
rsD
rDGD
⎟⎟⎠
⎞⎜⎜⎝
⎛+
=+
==150
)(5050max ⇒
rc
r
rsGD )1(50
max
+= . (2.103)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 272
Utilizând formula (2.103) pentru GDmax, condiţia care trebuie îndeplinită pentru a fi permisă curbarea (prin deformare plastică) la rece a ţevilor se scrie astfel:
crGDGD <max ⇒ crrc
r GDr
s<
+ )1(50⇒
cr
rrc GD
sr )1(50 +> (2.104)
Considerând GDcr = 4...5%, condiţia (2.104) devine: rrc > (10...12)(sr + 1) ; (2.105) comparând (2.105) cu (2.101), rezultă că formulă (2.105), bazată pe recomandările din standardul european [6], este mult mai acoperitoare (conservativă) decât (2.101), permiţând curbarea prin deformare plastică la rece a ţevilor numai la raze rtc > (10...12)Dm (pentru ţevile care trebuie curbate la raze rtc < (10...12)Dm fiind impusă curbarea la cald sau curbarea la rece urmată de tratament termic de refacere a structurii iniţiale a ţevilor).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 273
O a doua problemă care trebuie rezolvată pentru realizarea operaţiei de curbare a ţevilor constă în stabilirea gradului de ovalizare a ţevilor în cursul curbării şi alegerea unui procedeu tehnologic adecvat obţinerii unor ţevi curbate cu calitatea corespunzătoare aplicaţiilor în care sunt utilizate (fără ovalizări inadmisibile, fără cutări sau gofrări pe intrados datorită pierderii stabilităţii şi fără micşorări inadmisibile ale grosimii peretelui pe extrados produse în procesul de deformare plastică prin care se realizează curbarea ţevilor).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 274
Aplicarea operaţiei tehnologice de curbare este însoţită de fenomenul natural de ovalizare a secţiunii transversale circulare a ţevilor, care determină micşorarea modulului de rezistenţă axial al secţiunii transversale a ţevilor şi adaptarea configuraţiei acestei secţiuni la solicitările mecanice care produc curbarea (micşorarea rezistenţei la încovoiere a ţevilor supuse curbării), iar în anumite condiţii, când procesul de curbare este accentuat şi curbura ţevii creşte peste o valoare critică, se poate produce pierderea stabilităţii secţiunii transversale şi cutarea pe intrados a ţevilor curbate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 275
Pentru a analiza condiţiile în care se produc fenomenele de ovalizare a ţevilor la curbare se consideră că ţevile semifabricat, care urmează a fi aduse prin curbare la raza rtc (curbura
tctc r
1=ρ ), au grosimea s şi
diametrul exterior De (diametrul mediu Dm = De – s şi raza medie 2
mm
Dr = )
şi sunt confecţionate dintr-un oţel cu modulul de elasticitate E, limita de curgere aparentă Re sau convenţională Rp0,2 şi rezistenţa la rupere Rm, a cărei comportare la deformarea plastică poate fi redată de o curbă caracteristică tensiune mecanică – deformaţie specifică exprimată analitic sub forma: tm
te KR εσ += , (2.106) Kt şi mt fiind coeficientul (modulul) de rezistenţă mecanică şi, respectiv, exponentul de ecruisare ale materialului din care sunt realizate ţevile.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 276
În circumstanţele anterior definite, pentru caracterizarea comportării ţevilor la curbare se consideră următorii parametri adimensionali: grosimea relativă a ţevii
mr D
ss = , raza relativă de curbare a
ţevii m
tcrc D
rr = , coeficientul rezistenţei la deformare plastică a materialului
ţevii e
K RKk = , momentul încovoietor relativ
p
iM M
Mk = , Mi fiind momentul
încovoietor care trebuie aplicat ţevii pentru curbarea la raza rtc (curbura ρtc), iar Mp – momentul încovoietor necesar aducerii în stare plastică a ţevii în condiţiile considerării indeformabilităţii secţiunii transversale a acesteia ( srRM tcep
24= ) şi coeficientul de ovalizare a ţevii la curbare
m
m
m
mov r
rD
Dk minmin == , Dmmin = 2rmmin fiind diametrul mediu minim al secţiunii
transversale a ţevii ovalizate prin curbare, aşa cum se arată în figura 2.63.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 277
Fig. 2.63. Modificarea prin curbare a configuraţiei secţiunii transversale a ţevilor
Ţevile curbate ovalizate excesiv şi/sau cutate pe intrados datorită pierderii stabilităţii în cursul curbării se comportă necorespunzător în exploatare (au capacitatea portantă mult diminuată) şi, ca urmare, la curbarea ţevilor trebuie respectate următoarele prescripţii:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 278
• dacă la curbare se pot produce fenomene de ovalizare excesivă sau de cutare pe intrados, trebuie făcută curbarea cu suport interior a ţevilor, suportul având rolul de a susţine ţevile la interior, limitând la un nivel acceptabil mărimea ovalizării secţiunii transversale a ţevilor şi eliminând pericolul cutării lor pe intrados; suportul (introdus în ţevi înainte de curbare şi menţinut în ţevi în zona în care se realizează curbarea) poate fi un material (nisip uscat, colofoniu, un metal sau aliaj uşor fuzibil etc.) sau un dorn (simplu, curbat sau flexibil), de tipul celor prezentate în figura 2.64;
Fig. 2.64. Tipuri de dornuri (fixe şi flexibile) utilizate la curbarea ţevilor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 279
• dacă ovalizarea datorită curbării are niveluri acceptabile şi nu există pericolul apariţiei fenomenului de pierdere a stabilităţii, se poate face curbarea fără suport interior a ţevilor; considerând că valoarea minimă acceptată pentru coeficientul de ovalizare a ţevilor la curbare este kova, iar valoarea coeficientului de ovalizare a ţevilor în momentul pierderii stabilităţii şi cutării pe intrados este kovc, condiţia ce trebuie îndeplinită pentru a putea realiza curbarea fără suport interior a ţevilor se formulează analitic astfel: kov ≥ max[kova ; kovc]. (2.107)
Pentru a putea aplica aceste prescripţii este necesară stabilirea unor relaţii analitice pentru coeficienţii kov şi kovc şi trebuie precizate valorile coeficientului kova.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 280
Considerând că secţiunea transversală a ţevii capătă prin ovalizare forma schematizată în figura 2.63, alcătuită din două zone circulare cu raza medie rmmin < rm, cuplate prin două ligamente rectilinii cu lungimea b = π(rm – rmmin), s-a stabilit următoarea relaţie pentru coeficientul de ovalizare:
rcrc
b
m
mov rsr
rk 113325,01min
ηη
−== , (2.108)
în care ηb şi ηc sunt factori de corecţie care se determină cu relaţiile:
tm
rcrrcrrcKb rsrsr
k ⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛−+=
076,0113325,01318,01η , (2.109)
ttm m
rcr
rK
rcr
rKc
rs
sk
rs
sk
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
−+
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
−−
+= 13325,01
124
113325,01
122
1η . (2.110)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 281
Cercetările întreprinse pentru a elucida problemele privind fenomenul de pierdere a stabilităţii ţevilor supuse curbării au evidenţiat faptul că apariţia acestui fenomen corespunde condiţiilor în care funcţia ce exprimă dependenţa dintre momentul încovoietor aplicat şi curbura pe care o capătă ţevile Mi = f(ρt) (sau, echivalent, funcţia care redă dependenţa dintre momentul încovoietor relativ şi
inversul razei de curbare relative a ţevilor kM = g(rcr1 )) înregistrează un maxim local;
aplicând acest principiu se poate predetermina cu uşurinţă curbura ρt şi, respectiv, valoarea coeficientului de ovalizare kovc la care se produce cutarea pe intrados a
ţevilor supuse curbării, expresiile analitice ale funcţilor Mi = f(ρt) şi kM = g(rcr1 )
putând fi deduse din relaţia :
⎥⎦
⎤⎢⎣
⎡+⎥
⎦
⎤⎢⎣
⎡−=
rcrc
b
rcrc
bbM rsrs
k 115925,01113325,01ηη
ηηη . (2.111)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 282
În privinţa valorilor coeficientului kova cercetările experimentale au
relevat că pentru aplicaţiile la care ţevile curbate sunt supuse unor regimuri de exploatare severe, cu posibilitatea înregistrării unor şocuri de presiune sau unor suprasolicitări frecvente prin depăşirea presiunii nominale de lucru prescrise, iar fisurarea sau spargerea ţevilor poate avea consecinţe inadmisibile (oprirea instalaţiilor de proces, poluarea mediului, prejudicierea sănătăţii oamenilor etc.) trebuie utilizată valoarea kova = 0,9, iar pentru aplicaţiile în care solicitările ţevilor curbate nu sunt importante, iar consecinţele cedării ţevilor în cursul exploatării sunt minore se poate accepta valoarea kova = 0,8.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 283
Deoarece fenomenele de ovalizare şi cutare pot afecta substanţial capacitatea portantă a ţevilor curbate, se recomandă ca după realizarea operaţiei de curbare să se facă verificarea calităţii ţevilor vizual (pentru evidenţierea apariţiei cutelor pe intrados), cu ajutorul unui set de calibre sferice care trebuie să treacă prin zona curbată (pentru a se asigura că kov ≥ kova) şi printr-o metodă nedistructivă capabilă să releve că nu s-au produs diminuări inadmisibile ale grosimii pe extrados.
Prevederi de acest fel sunt cuprinse şi în prescripţiile tehnice [4] Cap. 7. Construcţia, montarea şi repararea recipientelor, 7.3. Abateri de execuţie la recipientele realizate prin sudare, 7.3.11:
Abaterile de le forma circulară în porţiunile curbate ale ţevilor şi la coturi (aM – am, v. fig. 2.63) nu trebuie să depăşească valorile precizate în tabelul 2.7.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 284
Tabelul 2.7. Abaterile admisibile de la forma circulară în porţiunile curbate ale ţevilor şi coturilor
Raza de curbură rtc, mm De, mm 35...50 51...75 76...100 101...150 151...200 201...300 301...400 401...500 501...60025 2,3 2,0 1,8 1,3 1,2 1,0 32 2,6 2,2 2,0 38 3,0 2,5 1,0 44 3,5 3,5 2,8 60 4,5 4,0 3,8 3,0 76 6,0 5,8 4,5 89 6,0 5,5 5,0 4,0 3,5
114 7,0 6,5 6,0 159 7,0 6,5

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 285
Verificarea abaterilor de la forma circulară se efectuează cu un calibru sferic (o bilă), în cazul ţevilor cu diametrul nominal mai mic sau egal cu 40 şi prin măsurarea diametrelor exterioare, în cazul ţevilor având diamatrul nominal mai mare decât 40.
Verificarea cu bila se efectuează astfel: pentru ţevile sau coturile cu raza de curbură rtc ≤ 3,5De, diametrul bilei de control trebuie să fie dbc = 0,86Di, iar pentru ţevile sau coturile curbate la raze rtc > 3,5De, diametrul bilei de control trebuie să fie dbc = 0,86Di.
Grosimea efectivă minimă a ţevilor în zona curbată nu trebuie să fie mai mică decât 0,8s, la ţevile cu De ≤ 108 mm, respectiv 0,875s la ţevile cu De > 108 m, s fiind grosimea nominală a peretelui ţevilor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 286
Prescripţiile şi principiile anterior prezentate au stat la baza
elaborării unei metodologii pentru stabilirea operativă a regimurilor tehnologice la curbarea ţevilor, a cărei aplicare presupune parcurgerea următoarelor etape:
• precizarea datelor iniţiale privind ţevile supuse curbării (caracteristicile E, Rp0,2, Rm, Kt, mt şi GDcr ale materialului ţevilor şi dimensiunile s, De şi rtc ale ţevilor curbate) şi determinarea caracteristicilor adimensionale ale acestora sr, rrt şi kK ;
• se verifică respectarea condiţiei (2.105) şi, în funcţie de rezultatul obţinut, se decide dacă trebuie efectuată curbarea ţevilor prin deformare plastică la rece (condiţia (2.105) este îndeplinită) sau curbarea prin deformare plastică la cald (condiţia (2.105) nu este îndeplinită);
• se adoptă, în funcţie de cerinţele de calitate impuse ţevilor curbate de aplicaţia în care sunt utilizate, valoarea coeficientului kova;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 287
• se construieşte, utilizând relaţia (2.111), graficul funcţiei
kM = g(rcr1
), se stabileşte pe acest grafic valoarea rrc care corespunde
abscisei punctului de maxim local al funcţiei şi se determină cu relaţia (2.108) valoarea coeficientului kovc;
• cu valorile stabilite în prima etapă pentru sr şi rrc se calculează mărimea coeficientului kov, se verifică dacă aceasta respectă condiţia (2.107) şi se decide dacă trebuie efectuată curbarea ţevilor fără suport interior (condiţia (2.107) este îndeplinită) sau cu suport interior (condiţia (2.107) nu este îndeplinită).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 288
Pentru a mări operativitatea la stabilirea cu ajutorul acestei
metodologii a regimului tehnologic la curbarea ţevilor (curbarea prin deformare plastică la rece sau la cald, cu sau fără suport interior), se poate construi pentru ţevile confecţionate din acelaşi material o diagramă (având în abscisă grosimea relativă a ţevilor sr, iar în ordonată raza de curbură relativă a ţevilor rrc) care să conţină toate datele necesare luării rapide a deciziilor privind regimul tehnologic la operaţia de curbare.
De exemplu, pentru ţevile realizate din oţeluri carbon sau slab aliate cu Rp0,2 ≥ 250 N/mm2 şi Rm ≥ 450 N/mm2, diagrama privind alegerea regimului tehnologic la curbare este cea prezentată în figura 2.65, construită considerând că ţevile au dimensiunile caracteristice s şi De corespunzătoare unor grosimi relative sr ∈ [0,02 ; 0,20], iar razele la care sunt curbate rtc corespund unor raze relative de curbare rrc ∈ [1 ; 100].

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 289
Fig. 2.65. Diagrama de stabilire a regimului tehnologic la curbarea ţevilor din oţeluri carbon şi slab aliate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 290
8.1. Procedee tehnologice de curbare a ţevilor
Pentru curbarea ţevilor (prin deformare plastică la rece sau la cald, cu sau fără suport interior se utilizează cu precădere procedeele tehnologice prezentate în continuare.
8.1.1. Curbarea prin înfăşurare pe sector profilat
Curbarea prin înfăşurare pe sector profilat (rotary or draw type
bending pipe) este procedeul tehnologic cu cea mai mare pondere de utilizare în cazul ţevilor cu diametru mic (De < 50 mm).
Construcţia echipamentului de curbare a ţevilor prin acest procedeu şi modul de lucru la aplicarea procedeului sunt descrise de schiţa prezentată în figura 2.66.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 291
Fig. 2.66. Construcţia şi utilizarea echipamentului de curbare a ţevilor prin înfăşurare pe sector profilat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 292
Ţeava 1, care trebuie curbată, se fixează, cu ajutorul unui dispozitiv 2, pe sectorul profilat 3, având suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1), iar şablonul de ghidare 4, având, de asemenea, suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1), se fixează în poziţia corectă (astfel încât să susţină ţeva 1 presată pe suprafaţa activa a sectorului profilat 3 în zona în care se realizează curbarea acesteia).
Curbarea ţevii 1 se realizează prin rotirea sectorului profilat 3; în timpul curbarii, şablonul de ghidare 4 se deplasează (simultan cu ţeava 1) pe un pat cu role sau pe un sistem de ghidaje de alunecare sau se poate menţine fix, caz în care este necesară lubrefierea suprafeţei sale active cu unsoare consistentă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 293
Curbarea se poate face fără susţinerea la interior a ţevii (fără suport interior) sau cu susţinerea la interior a ţevii (cu suport interior), utilizând dornul 5, susţinut în interiorul ţevii 1, în zona de curbare, cu ajutorul prăjinii (tijei portdorn) 6 sau introducând în ţeavă (înainte de curbare) un material suport (nisip uscat, colofoniu, plumb sau un aliaj uşor fuzibil etc.).
La aplicarea acestui procedeu tehnologic apare ca un dezavantaj faptul că pentru fiecare lot de ţevi care se curbează (pentru fiecare diametru exterior al ţevii De şi fiecare rază de curbare rtc) trebuie utilizat un set distinct de scule: un sector profilat cu raza rtc şi suprafaţa activă calibrată rotund la diametrul De şi un şablon de ghidare cu suprafaţa activă calibrată rotund la diametrul De.
Echipamentele industriale pentru aplicarea acestui procedeu au construcţia şi modul de utilizare descrise de imaginile din figura 2.67.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 294
Fig. 2.67. Echipamente folosite pentru curbarea ţevilor prin înfăşurare pe sector profilat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 295
Fig. 2.67 – continuare. Echipamente folosite pentru curbarea ţevilor prin înfăşurare pe sector profilat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 296
8.1.2. Curbarea cu poanson şi role de susţinere profilate
Curbarea cu poanson şi role de susţinere profilate (ram type
bending pipe) se aplică la curbarea (la rece sau la cald, cu sau fără suport interior) a ţevilor cu diametre de până la 250 mm.
Construcţia echipamentului de curbare a ţevilor prin acest procedeu şi modul de lucru la aplicarea procedeului sunt descrise de schiţa prezentată în figura 2.68.
Ţeava 1, care trebuie curbată, se aşează pe rolele de susţinere (rezemare) 2, care au suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1) şi sunt montate (la distanţa necesară pentru efectuarea curbării) pe corpul 3 al dispozitivului de curbare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 297
Fig. 2.68. Construcţia şi utilizarea echipamentului de curbare a ţevilor cu poanson şi role de susţinere profilate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 298
Curbarea ţevii 1 se realizează prin apăsarea poansonului
profilat 4, având, ca şi rolele 2, suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund, în timpul curbării ţeava 1 comportându-se ca o grindă simplu rezemată, supusă la încovoiere sub acţiunea forţei F aplicată manual (cu presă mecanică cu şurub) sau cu ajutorul unui dispozitiv hidraulic.
Ca şi la folosirea procedeului de curbare prin înfăşurare pe sector profilat, şi la aplicarea acestui procedeu există dezavantajul neuniversalităţii sculelor de lucru, în acest caz poansonul profilat şi rolele de susţinere (rezemare) calibrate rotund.
Echipamentele industriale pentru aplicarea acestui procedeu au construcţia şi modul de utilizare descrise de imaginile din figura 2.69.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 299
Fig. 2.69. Echipamente folosite pentru curbarea ţevilor cu poanson şi role de susţinere profilate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 300
8.1.3. Curbarea prin rulare
Curbarea prin rulare (rolling type bending pipe) are la bază principiul de lucru folosit la curbarea semifabricatelor de tip tablă sau platbandă pe maşinile cu trei role.
Construcţia echipamentului de curbare a ţevilor prin acest procedeu şi modul de lucru la aplicarea procedeului sunt descrise de schiţa prezentată în figura 2.70.
Ţeava 1, care trebuie curbată, se aşează pe rolele laterale 2 şi 2’ ale maşinii de curbat, care au suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 301
Prin apăsarea rolei superioare 3, cu suprafaţa activă (care
vine în contact cu ţeava 1) calibrată rotund şi, eventual, prin poziţionarea rolelor laterale 2 şi 2’ se reglează maşina la raza de curbare dorită. Raza de curbare la care se reglează maşina şi raza de curbare a ţevii sunt diferite, între ele existând o relaţie de tipul (2.83): „maşina de curbat se reglează la o rază mai mică decât raza dorită a ţevii curbate rtc, pentru a se compensa creşterea razei de curbură datorită relaxării elastice a ţevii la ieşirea dintre rolele maşinii de curbat”.
După reglarea maşinii se pun în mişcare de rotaţie rolele maşinii şi se realizează curbarea ţevii.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 302
Fig. 2.70. Construcţia şi utilizarea echipamentului de curbare a ţevilor prin rulare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 303
La folosirea procedeului de curbare prin rulare, setul de role de schimb cu care trebuie dotată maşina conţine role calibrate la dimetrele exterioare ale ţevilor care trebuie curbate (raza de curbare se reglează prin poziţionarea rolelor maşinii).
Echipamentele industriale pentru aplicarea acestui procedeu
au construcţia şi modul de utilizare descrise de imaginile din figura 2.71.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 304
Fig. 2.71. Echipamente folosite pentru curbarea ţevilor prin rulare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 305
8.1.4. Curbarea prin împingere pe sector sau şablon profilat Curbarea prin împingere (presare) pe sector sau şablon
profilat (compression type bending pipe) este un procedeu derivat al procedeului de curbare prin înfăşurare pe sector profilat, utilizat atât în cazul ţevilor cu diametru mic, cât şi în cazul ţevilor cu diametru mare (pentru conductele magistrale de transport).
Construcţia echipamentelor de curbare a ţevilor prin acest procedeu şi modul de lucru la aplicarea procedeului sunt descrise de schiţele prezentate în figurile 2.72 şi 2.73.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 306
Fig. 2.72. Construcţia şi utilizarea echipamentului de curbare a ţevilor de diametru mic prin împingere pe sector profilat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 307
Fig. 2.73. Construcţia şi utilizarea echipamentului de curbare a ţevilor de diametru mare prin împingere pe şablon profilat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 308
La aplicarea procedeului în cazul ţevilor cu diametru mic, (v. fig. 2.72) ţeava 1 se fixează, la unul din capetele zonei în care trebuie curbată, prin împingerea pe sectorul profilat 2, având suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1), cu ajutorul elementului de fixare 3, având, de asemenea, suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1).
Curbarea se realizează prin împingerea ţevii 1 pe sectorul profilat 2, cu ajutorul rolei 3, care se roteşte liber pe axul ei şi capătă o mişcare de revoluţie prin acţionarea braţului 3 (pe care se află fixat axul rolei).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 309
La aplicarea procedeului în cazul ţevilor cu diametru mare, (v. fig. 2.73) ţeava 1 se fixează, la unul din capetele zonei în care trebuie curbată, prin împingerea pe şablonul profilat 2, având suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1), cu ajutorul elementului de fixare 3, având, de asemenea, suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1).
Curbarea se realizează prin împingerea ţevii 1 pe şablonul profilat 2, cu ajutorul patinei 4, având suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1), acţionată de cilindrul hidraulic 5.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 310
La aplicarea acestui procedeu tehnologic apare ca un dezavantaj faptul că pentru fiecare lot de ţevi care se curbează (pentru fiecare diametru exterior al ţevii De şi fiecare rază de curbare rtc) trebuie utilizat un set distinct de scule:
la curbarea ţevilor de diametru mic, un sector profilat cu raza rtc şi suprafaţa activă calibrată rotund la diametrul De, un element de fixare şi o rolă de împingere cu suprafeţele active calibrate rotund la diametrul De.
la curbarea ţevilor de diametru mare, un şablon profilat, un element de fixare şi o patină de împingere calibrate rotund la diametrul De.
Echipamentele industriale pentru aplicarea acestui procedeu au construcţia şi modul de utilizare descrise de imaginile din figura 2.74.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 311
Fig. 2.74. Echipamente folosite pentru curbarea ţevilor prin împingere pe sector sau şablon profilat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 312
8.1.5. Curbarea la cald folosind încălzirea prin inducţie Curbarea la cald folosind încălzirea prin inducţie este procedeul tehnologic cu cea mai mare productivitate pentru curbarea ţevilor din oţel prin deformare plastică la cald. Modul de încălzire a ţevilor prin inducţie în vederea curbării este descris de imaginile din figura 2.75, inductoarele folosite la încălzire având una sau două spire, confecţionate (prin curbare) din ţeavă de cupru şi răcite la interior cu apă. Echipamentele de curbare a ţevilor prin acest procedeu şi modul de lucru la aplicarea procedeului sunt descrise de schiţele prezentate în figura 2.76.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 313
Fig. 2.75. Modul de încălzire (pătrunsă) prin inducţie a ţevilor în vederea curbării la cald

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 314
Fig. 2.76. Construcţia şi utilizarea echipamentelor de curbare la cald a ţevilor încălzite prin inducţie: a. Echipamentul cu rolă profilată de curbare; b. Echipamentul cu dispozitiv de curbare uniformă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 315
Ţeava 1, care trebuie curbată, este împinsă axial cu o forţă F şi este ghidată cu un tren de role 2 (calibrate rotund după diamtrul exterior al ţevii 1) pentru a trece prin inductorul 3, cu care se face încălzirea peretelui ţevii la temperatura de deformare plastică la cald; pentru ca la trecerea prin inductor să se asigure încălzirea integrală a peretelui ţevii 1, se foloseşte o instalaţie de încălzire prin inducţie cu curent de medie frecvenţă (prin inductor circulă curent alternativ cu frecvenţa f = 800...8000 Hz, funcţie de grosimea s a peretelui ţevii 1).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 316
Dacă se foloseşte echipamentul schiţat în figura 2.76 a, curbarea ţevii este asigurată de rola profilată de curbare 4, care se roteşte liber în jurul axei proprii şi are suprafaţa activă (care vine în contact cu ţeava 1) calibrată rotund (după diametrul exterior al ţevii 1), iar dacă echipamentul utilizat este cel prezentat în figura 2.76 b, curbarea ţevii este asigurată de dispozitivul de curbare uniformă 5, constând dintr-o bară cu lungimea corespunzătoare raze la care se face curbarea, pe care este fixată la un capăt ţeava 1 şi care se roteşte liber în jurul unei articulaţii amplasate la celălălt capăt. Procesul tehnologic de curbare a ţevilor cu echipamantul prevăzut cu dispozitiv de curbare uniformă este cel redat de imaginile din figura 2.77, iar echipamentul de acest tip livrat de firma COJAFEX, este prezentat în figura 2.78.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 317
Fig. 2.77. Procesul tehnologic de realizare a unei curbe din ţeavă folosind curbarea prin deformarea plastică la cald, cu încălzirea ţevii prin inducţie:
1-9 realizarea curbei prin deformare plastică la cald, cu încălzirea ţevii prin inducţie; 10. demotarea capătului de prindere a curbei în dispozitivul de curbare; 11-12 verificarea dimensiunilor curbei;
13-14 debitarea la lungime a curbei; 15 depozitarea curbei realizate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 318
Fig. 2.78. Părţile componente ale unei instalaţii de curbare a ţevilor prin deformare plastică la cald, folosind încălzirea prin inducţie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 319
8.2. Procedee tehnologice de realizare a serpentinelor
Una din cele mai frecvente aplicaţii care presupune folosirea procedeelor de curbare aţevilor este realizarea serpentinelor pentru ATD. Principalale tipuri constructive de serpentine sunt prezentate în figura 2.79: a. serpentinele plane cu ţevi în formă de U (utilizate, de exemplu, ca elemente de dotare ale rezervoarelor cilindrice verticale de stocare a petrolului brut şi a produselor petroliere vâscoase); b. serpentinele plane spirale (folosite, de exemplu, pentru relizarea tubulaturilor schimbătoarelor de căldură spirale – spirale heat exchanger); c. serpentinele elicoidale (utilizate, de exemplu, ca elemente principale ale aparatelor de condensare şi vaporizare).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 320
Fig. 2.79. Tipuri constructive de serpentine realizate din ţevi curbate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 321
a. Serpentinele plane cu ţevi în U se pot confecţiona (deoarece volumul producţiei este relativ mare) în ateliere specializate, în care sunt organizate două linii tehnologice:
o linie pe care se efectuează sudarea cap la cap a mai multor ţevi semifabricat pentru obţinerea unui tronson de ţeavă cu lungimea corespunzătoare lungimii serpentinei care trebuie realizată;
linia pe care se efectuează curbarea în U a tronsonului de ţeavă şi rezultă serpentina.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 322
Pentru asigurarea unei productivităţi ridicate pe linia de obţinere a tronsonului de ţevi sudate cap la cap, procedeele de sudare care se recomandă a fi utilizate pe această linie sunt:
sudarea prin presiune în capete, cu încălzire electrică prin rezistenţă (sudarea cu topire intermediară);
sudarea prin presiune în capete, cu încălzirea prin frecare. Aşa cum este cunoscut de la Tehnologia materialelor, la sudarea prin procedeele precizate mai înainte se formează (în zona de sudare cap la cap a ţevilor semifabricat) bavuri, care trebuie îndepărtate înainte de curbarea în U. Pentru bavurile exterioare se recomandă îndepărtarea prin polizare, iar pentru bavurile interioare se practică îndepărtarea prin forfecare, folosind o sculă cu tăişul elicoidal, împinsă şi ghidată în ţeavă cu ajutorul unei prăjini.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 323
Curbarea în U a tronsonului de ţevi sudate cap la cap se efectuează, în mod obişnuit, prin procedeul împingerii pe sector profilat, folosind echipamentul schiţat în figura 2.80. Pentru a efectua o curbă în U, tronsonul de ţeavă 1 se aşează pe placa orizontală 2 a dispozitivului de curbare şi este fixat pe sectorul profilat 3 cu ajutorul piesei de fixare 4. Sectorul profilat 3 şi piesa de fixare 4 au suprafeţele active (care vin în contact cu tronsonul de ţeavă) calibrate rotund (după diametrul exterior al ţevilor care compun tronsonul 1).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 324
Fig. 2.80. Construcţia şi utilizarea echipamentului de curbare pentru realizarea serpentinelor plane cu ţevi în U

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 325
Curbarea în U a tronsonului 1 se realizează prin împingerea peste sectorul profilat 3, cu ajutorul rolei calibrate rotund 5, care se roteşte liber faţă de axa proprie şi este condusă de-a lungul circumferinţei sectorului profilat 3 prin rotirea barei 6 (pe care rola 5 se află montată) în jurul articulaţiei sale de capăt. După realizarea unei curbe în U, se decuplează rola 5, se slăbeşte piesa de fixare 4 şi tronsonul de ţeavă 1 este deplasat în direcţia x (cu o distanţă egală cu lungimea Ls a porţiunilor rectilinii ale serpentinei) şi este rotit cu 180o în planul normal la axa longitudinală a porţiunilor drepte ale serpentinei, fiind astfel pregătit pentru realizarea următoarei curbe în U (v. fig. 2.80).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 326
b. Serpentinele plane spirale se realizează prin sudarea cap la
cap (folosind un procedeu potrivit de sudare prin topire) a mai multor segmente de ţeavă curbate în prealabil pe şabloane profilate (cu curbura continuu variabilă în direcţia axială). Serpentinele plane spirale din ţevi cu diametru mic se pot realiza şi prin curbarea spiră lângă spiră a unui tronson lung de ţeavă (realizat prin sudarea cap la cap a mai multor ţevi) înfăşurat pe un tambur rotativ, între două placi plane.
Câteva tubulaturi spirale plane din construcţia unor schimbătoare de căldură spirale sunt prezentate în imaginile din figura 2.81 (se poate remarca că aceste schimbătoare sunt foarte compacte, asigurând suprafeţe foarte mari de transfer termic, la un gabarit / volum redus al aparatului).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 327
Fig. 2.81. Construcţia schimbătoarelor de căldură spirale şi tubulaturile de tip serpentină spirală plană ale acestora

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 328
Pentru realizarea serpentinelor spirale plane se poate
încerca adaptarea tehnologiilor de curbare după şablon, prezentate în imaginile din figura 2.82, utilizate pentru realizarea unor spirale plane din semifabricate de tip platbandă (folosind maşinile cu 3 role pentru curbarea platbandelor şi profilelor laminate, cu construcţia şi funcţionarea similare maşinilor cu trei role pentru curbarea ţevilor – v. fig. 2.71).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 329
Fig 2.82. Modalităţi de curbare a semifabricatelor de tip platbandă pentru obţinerea unor elemente spirale plane (tehnologii care pot fi adaptate pentru realizarea de serpentine spirale plane din ţeavă)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 330
c. Serpentinele elicoidale se realizează prin înfăşurarea pe un tambur cilindric rotativ (prevăzut pe suprafaţa exterioară cu un canal elicoidal de ghidare, calibrat rotund după diametrul exterior al ţevilor din care se confecţionează serpentina) a unui tronson de ţevi, obţinut prin sudarea cap la cap a mai multor ţevi semifabricat.
Serpentinele elicoidale se pot realiza şi aplicând curbarea prin rulare (pe o maşină cu trei role calibrate rotund) a unui tronson de ţevi sudate cap la cap.
Exemple de serpentine elicoidale realizate pentru diverse aplicaţii, din ţevi (cu diferite diametre şi grosimi de perete) confecţionate din diverse materiale (oţeluri carbon, oţeluri inoxidabile, aliaje pe bază de cupru, aliaje pe bază de aluminiu, aliaje pe bază de titan etc.), sunt prezentate în figura 2. 83.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 331
Fig. 2.83. Serpentine elicoidale pentru aparate, realizate prin curbarea ţevilor din diverse materiale

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 332
O aplicaţie importantă a serpentinelor elicoidale o constituie
reactoarele şi recipientele sub presiune prevăzute cu serpentine de răcire la exteriorul mantalei, în construcţie „jumătate de ţeavă”, de tipul celor prezentate în figura 2.84 a.
Serpentinele pentru aparatele de acest fel se execută direct
din platbandă, prin profilare „jumătate de ţeavă” şi curbare realizate simultan pe o maşină cu role, aşa cum se poate vedea în imaginile din figura 2.84 b.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 333
Fig. 2.84. Aparate cu serpentină tip „jumătate de ţeavă” pe manta şi tehnologia realizării acestor serpentine

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 334
8.3. Fabricarea fitingurilor din ţeavă
Fitingurile sunt elemente prefabricate, realizate într-o gamă tipodimensională binestabilită, folosite pentru a creşte productivitatea realizării conductelor tehnologice şi de transport.
Principalele tipuri de fitinguri sunt: coturile, teurile, crucile şi reducţiile, aşa cum se poate observa în figura 2.85
În acest subcapitol sunt prezentate principalele tehnologii de obţinere a fitingurilor prin prelucrarea semifabricatelor de tip ţeavă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 335
Fig. 2.85. Principalele tipuride fitinguri realizate din semifabricate tip ţeavă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 336
8.3.1. Fabricarea coturilor prin tragere / împingere pe dorn
La aplicarea acestei tehnologii se porneşte de la un semifabricat
de tip ţeavă, având dimensiunile caracteristice alese corespunzător (diametrul exterior De, grosimea de perete s şi lungimea Lts), care se încălzeşte în vederea deformării plastice la cald şi este împins / tras peste un dorn curbat (dorn tip „lulea”), fiind transformat într-un cot cu dimensiunile caracteristice dorite: diametrul exterior Dec, grosimea de perete sc, raza de curbare rcc şi unghiul de schimbare a direcţiei αc; dimensiunile caracteristice precizate pentru ţeava semifabricat şi pentru cotul care se obţine prin aplicarea procedeului sunt cele definite în schiţele din figura 2.86.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 337
Fig. 2.86. Configuraţia şi dimensiunile caracteristice ale ţevilor semifabricat şi coturilor obţinute prin tragere pe dorn

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 338
Instalaţia de încălzire a ţevilor semifabricat la temperatura de deformare plastică la cald şi de tragere / împingere pe dorn a acestora pentru realizarea de coturi este prezentată în figura 2.87.
Ţevile semifabricat 1 sunt introduse pe tija de susţinere 2 a dornului curbat 3. Tija 2 este fixată la capăt cu ajutorul bacurilor 4, iar inelul de acţionare 5 (realizat din două jumătăţi), montat pe traversa 6 a unei prese hidraulice cu deplasare orizontală, realizează împingerea ţevilor 1 spre dornul 3. Dornul este menţinut în incinta din cărămidă refractară 7, în care sunt amplasate două arzătoare cu flacără de gaze 8; ţevile semifabricat 1, încălzite la temperatura de deformare plastică la cald de către arzătoarele 8, sunt împinse peste dornul curbat 3 şi sunt transformate pe rând în coturile 9. Principalele probleme care apar la aplicarea acestui procedeu de obţinere a coturilori sunt:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 339
Fig. 2.87. Instalaţia de realizare a coturilor prin tragere / împingere pe dorn la cald

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 340
a. Realizarea dornurilor curbate este una din problemele care limitează substanţial aplicarea procedeului. Dornurile se realizează din oţeluri refractare, prin turnare sau aplicând curbarea prin forjare a unui semifabricat tronconic. Dornurile se şlefuiesc şi se lustruiesc (manual) pe suprafaţa exterioară, cu care vin în contact cu ţevile semifabricat din care se obţin coturi; în prezent nu există nici un procedeu de prelucrare mecanizată a dornurilor pe suprafaţa exterioară (polizare, rectificare etc.).
Evident, problemele tehnologice implicate de obţinerea dornurilor sunt multiplicate de faptul că pentru fiecare tipodimensiune de coturi trebuie folosit un alt dorn curbat; numărul de dornuri necesar într-un atelier în care se aplică această tehnologie de obţinere a coturilor din ţeavă este mărit şi de prescripţia de a nu se utiliza aceleaşi dornuri la realizarea coturilor din oţeluri sau materiale metalice diferite.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 341
b. Stabilirea dimensiunilor semifabricatului de tip ţeavă este o
altă problemă care trebuie rezolvată la aplicarea acestui procedeu. Pentru rezolvarea acestei probleme se parcurg următoarele etape:
Se extrag de pe desenul de execuţie al cotului care trebuie fabricat dimensiunile caracteristice Dec, sc, rcc, αc (v. fig. 2.86).
Se calculează lungimea ţevii semifabricat Lts cu formula (stabilită pe cale experimentală): )]2(5,0[ cecccts sDrL −+=α ; (2.112)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 342
Se aplică legea volumului constant din teoria deformării plastice (v. II.3.3) şi se obţine relaţia: )2()2( cecccets sDrsDL −=− παπ ; (2.113)
Ţinând seama de faptul (constatat experimental) că sc = s şi înlocuind Lts dat de (2.112) în (2.113), rezultă formula:
eccceccc
ceccce Ds
sDrsDrD <+−+
−= 2
)2(5,0)2( ; (2.114)
Se alege din standardul sau catalogul care prevede tipodimensiunile de ţevi ţeava semifabricat având s = sc şi diametrul exterior cel mai ATDopiat de valoarea De rezultată din (2.114), din care se debitează tronsoane cu lungimea Lts obţinută cu (2.112).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 343
c. Prelucrarea coturilor după obţinerea prin tragere pe dorn este o altă problemă tehnologică rezolvată numai parţial. Coturile realizate prin tragere / împingere pe dorn se pot trata termic. Se aplică tratamentele recomandate în partea introductivă a Scap II.7 pentru a fi aplicate după deformarea plastică la cald a semifabricatelor de tip tablă, platbandă sau ţeavă. Suprafeţele frontale ale coturilor se prelucrează prin strunjire sau frezare, astfel încât coturile să poată fi asamblate prin sudare cu alte elemente de conductă. Pentru a asigura o bună rezistenţă la coroziune şi la eroziune se prescrie prelucrarea suprafeţei toroidale interioare a coturilor; se aplică prelucrarea prin şlefuire sau polizare (realizate manual), neexistând în prezent un procedeu de prelucrare mecanizată (rectificare, polizare etc.).

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT
SI DEPOZITARE – TCMUTD – C 11,12
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 344
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, aprobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, aprobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 345
8.3.2. Fabricarea coturilor prin matriţare
La aplicarea acestei tehnologii se porneşte de la un semifabricat de tip ţeavă, având dimensiunile caracteristice alese corespunzător (diametrul exterior De, grosimea de perete s, lungimea Lts şi unghiul de înclinare a suprafeţelor frontale în raport cu axa longitudinală βt), care se încălzeşte în vederea deformării plastice la cald şi este curbat în cavitatea unei matriţe, cu ajutorul unui poanson, fiind transformat într-un cot cu dimensiunile caracteristice dorite: diametrul exterior Dec, grosimea de perete sc, raza de curbare rcc şi unghiul de schimbare a direcţiei αc; dimensiunile caracteristice precizate pentru ţeava semifabricat şi pentru cotul care se obţine prin aplicarea procedeului sunt cele definite în schiţele din figura 2.88.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 346
Fig. 2.88. Configuraţia şi dimensiunile caracteristice ale ţevilor semifabricat şi coturilor obţinute prin matriţare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 347
Procedul se aplică pentru obţinerea coturilor cu unghiul de schimbare a direcţiei αc ≤ 90o, dimensiunile ţevilor semifabricat fiind stabilite pe cale experimentală, aşa cum se exemplifică în tabelul 2.8 pentru coturile cu αc = 90o .
Analizând datele din figura 2.8, se poate observa că ţevile semifabricat se aleg cu grosimea de perete s = sc şi diametrul De = Dec + 5...7 mm, se debitează cu suprafeţele înclinate în raport cu normala la axa longitudinală (unghiul de înclinare are măsura βt = 28o...30o), la o lungime Lts = αcrcc + 8...15 mm.
Ţevile semifabricat sunt încălzite în vederea deformării plastice la cald şi se prelucrează pe o presă, aşa cum se poate observa în figura 2.89, folosind o matriţă cu două cavităţi: o cavitate de curbare şi o cavitate de calibrare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 348
Tabelul 2.8. Dimensiunile semifabricatelor pentru obţinerea coturilor la 90o prin matriţare la cald
Dimensiunile caracteristice ale cotului
Dimensiunile caracteristice ale ţevii semifabricat
Dec, mm
sc, mm
rcc, mm
De, mm
s, mm
Lts, mm
β, o
48 4 60 53 4 106 30 57 5 100 60 5 165 30 60 5 50 68 5 92 28 60 5 100 64 5 165 30 76 6 105 83 6 180 30 89 6 160 95 6 262 30 108 6 150 114 6 252 29 114 6 150 121 6 254 28 152 10 138 159 10 242 30 159 8 225 168 8 368 29

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 349
Fig. 2.89. Realizarea coturilor prin matriţarea ţevilor semifabricat în matriţe cu două cavităţi

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 350
Ţeava semifabricat se aşează mai întâi în cavitatea de curbare a matriţei 1, este apăsată cu poansonul 3 şi transformată în cotul 2.
În cursul curbării se produce ovalizarea ţevii, aşa cum se poate observa în secţiunile B – B şi C – C.
Pentru a conferi forma circulară secţiunilor transversale ale cotului realizat prin curbare, se procedează la presarea acestuia (în poziţia indicată în figura 2.89) în cavitatea de calibrare a matriţei. Ovalizarea ţevii semifabricat în cursul curbării la cald se poate diminua, dacă se folosesc dornuri simple (susţinute pe suprafeţele interioare ale capetelor ţevii semifabricat, aşa cum se poate observa în figura 2.90 a) sau un dorn simplu şi unul articulat (care acţionează ca suporturi interioare ale ţevii, atât la capete, cât şi în zona centrală, aşa cum se poate observa în figura 2.90 b).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 351
Fig. 2.90. Obţinerea coturilot prin matriţare, folosind dornuri de susţinere la interior a ţevii în cursul curbării

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 352
8.3.3. Fabricarea teurilor din ţeavă
Teurile se pot realiza din semifabricat ţeavă, procedând aşa cum sugerează schiţele din figura 2.91:
Se debiteză ţeava semifabricat 1 la lungimea Lts, corespunzătoare teului 5 care trebuie realizat şi se prelucrează pe aceasta, în zona în care trebuie realizată ramificaţia în T, orificiul oval, cu dimensiunile la şi lc, care se stabilesc pe cale experimentală, astfel încât ramificaţia în T care se obţine să aibă suprafaţa frontală plană;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 353
Se încălzeşte la temperatura de deformare plastică la cald (complet sau parţial, numai în jurul orificiului oval) ţeava semifabricat perforată şi se realizează teul 5, trăgând prin orificiul oval, succesiv, nd = 2...3 dornuri conice 3. Dornul care trebuie tras se introduce prin unul din capetele ţevii semifabricat 1 şi se cuplează rapid (folosind o soluţie de asamblare rapidă de tipul celei exemplificate în figura 2.91) cu tija de tragere 4. Dimensiunile caracteristice ale ţevilor semifabricat care trebuie utilizate pentru a obţine diverse tipodimensiuni de teuri prin acest procedeu tehnologic sunt prezentate în tabelul 2.9. Pentru a realiza teurile de dimensiuni mici (cu diametrul ramificaţiei T sub 150 mm) se pot utiliza dispozitive de tragere a dornurilor prin orificiul oval al ţevii semifabricat de tipul celor prezentate în figura 2.92.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 354
Fig. 2.91. Realizarea teurilor din ţeavă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 355
Tabelul 2.9. Dimensiunile caracteristice ale teurilor şi ale ţevilor semifabricat perforate utilizate la obţinerea acestora
Teava Ramificaţia T Orificiul oval Dimensiunile ultimului dorn* De, mm s, mm DeT, mm sT, mm la, mm lc, mm nd DdM ,mm Ddm, mm hcd, mm
102 8 76 4,5 42 24 2 68 45 65 114 8 93 4,5 54 28 2 85 51 71 127 8 108 4,5 66 34 2 100 65 80 152 8 127 4,5 78 43 2 119 78 88 168 8 140 4,5 86 49 2 132 86 94 219 10 159 5,5 105 61 3 149 118 114 245 10 168 5,5 110 63 3 158 126 117 273 10 194 5,5 135 70 3 185 149 121 299 12 203 6,0 140 75 3 193 160 125 325 12 219 6,0 160 80 3 209 168 130 377 12 245 6,0 175 85 3 235 185 142 402 12 273 6,0 190 92 3 263 206 155 402 12 377 6,0 280 127 3 367 282 155 426 12 299 6,0 212 100 3 289 220 170 426 12 402 6,0 310 127 3 392 307 170 450 12 325 6,0 240 109 3 315 240 190 450 12 450 6 338 140 3 440 338 190
* hcm = 5...10 mm; hd = hcd + hcm + 5...10 mm

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 356
Fig. 2.92. Dispozitive utilizate la realizarea teurilor din ţeavă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 357
9. Ambutisarea semifabricatelor de tip tablă sau platbandă
Ambutisarea este operaţia tehnologică prin care se obţin din semifabricate de tip tablă sau platbandă, prin deformare plastică la rece sau la cald, elemente de aparatură având configuraţia corespunzătoare unor suprafeţe nedesfăşurabile.
În volumul producţiei de elemente de ATD care necesită
utilizarea operaţiei tehnologice de ambutisare, fundurile şi capacele pentru recipiente sub presiune, cu variantele constructive prezentate în figura 2.93 deţin cea mai mare pondere. Se realizează însă prin ambutisare şi alte elemente de aparatură: componentele mantalelor rezervoarelor sferice, amenajările interioare ale coloanelor (clopoţeii, talerele, clapeţii) etc.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 358
Fig. 2.93. Principalele tipuri de funduri şi capace realizate prin ambutisare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 359
Prima problemă care trebuie rezolvată pentru realizarea acestei operaţii constă în stabilirea regimului termic al procesului de deformare plastică care produce ambutisarea. Regimul termic de realizare a operaţiei de ambutisare se stabileşte pe baza aceloraşi prescripţii ca şi în cazul curbării semifabricatelor de tip tablă sau platbandă:
Dacă gradul maxim de deformare a semifabricatului GDmax nu depăşeşte gradul critic de deformare al materialului metalic (oţelului) din care acesta este realizat GDcr(GDmax < GDcr) este permisă ambutisarea prin deformare plastică la rece;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 360
Dacă gradul maxim de deformare a semifabricatului GDmax depăşeşte gradul critic de deformare al materialului metalic (oţelului) din care acesta este realizat GDcr (GDmax ≥ GDcr), se poate proceda în două moduri: a. se realizează ambutisarea prin deformare plastică la cald; b. se realizează ambutisarea prin deformare plastică la rece, urmată de un tratament termic de refacere a structurii semifabricatului (recoacere de recristalizare fără schimbare de fază, recoacere completă, normalizare, îmbunătăţire etc.)
Spre deosebire de curbare, când GDmax ≥ GDcr se preferă ambutisarea la cald, deoarece realizarea unor grade mari de deformare prin ambutisare la rece impune utilizarea unor echipamente de lucru care să dispună de forţe şi/sau puteri mari .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 361
Pentru a putea aplica prescripţiile anterioare, trebuie stabilit gradul maxim de deformare a unui semifabricat la prelucrarea sa prin ambutisare pentru obţinerea unui element de ATD cu o anumită configuraţie. Se consideră, aşa cum se poate observa în figura 2.94, că o rondelă semifabricat debitată dintr-un semifabricat de tip tablă sau platbandă este deformată plastic prin ambutisare şi transformată într-un element de aparatură cu configuraţia corespunzătoare unei suprafeţe nedesfăşurabile (fund sau capac de tipul celor prezentate în figura 2.93).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 362
Fig. 2.94. Schema generală de prelucrare prin ambutisare a unei rondele semifabricat pentru obţinerea unui element de aparatură de tipul unui fund sau capac
Schema de prelucrare din figura 2.94 a fost sugerată de Standardul european [6] care prezintă, în Cap. 9 – Forming of pressure parts, Scap.9.2 – Ratio of deformation, § 9.2.1 – Dished circular products, o formulă generală pentru calculul gradului maxim de deformare a semifabricatelor din care se realizează prin ambutisare elemente de aparatură sub presiune.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 363
Generalitatea formulei este determinată de considerarea schemei de prelucrare prin ambutisare în mai multe etape: din rondela semifabricat, cu diametrul De0 şi grosimea s0, debitată dintr-un semifabricat de pornire plan (tablă sau platbandă), se realizează prin ambutisare un produs intermediar, cu diametrul Dei şi grosimea de perete si, care constituie semifabricatul ce se prelucrează printr-o nouă operaţie de ambutisare pentru realizarea unui produs final (fund sau capac) cu diametrul Def şi grosimea de perete sf . În cazul elementelor de aparatură sub presiune se practică ambutisarea fără modificarea grosimii, astfel că la utilizarea schemei de prelucrare se poate considera: ssss fi ===0 (2.115)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 364
În circumstanţele anterior definite, considerând că trecerea prin ambutisare de la semifabricatul cu diametrul exterior Dei la fundul sau capacul cu diametrul exterior Def presupune o succesiune de etape în care deformaţiile materialului sunt mari, iar diametrul mediu al semifabricatului suferă un şir de modificări, cu paşii: Dmi = Dei – s = Dm,0 > Dm,1 > Dm,2 > ... > Dm,j > ... > Dm,n-1 > Dm,n = Def – s = Dmf , gradul maxim de deformare a semifabricatului va fi:
100...100...1001001,
,1,
,
1,,
1,
2,1,
0,
1,0,max
−
−+ −++
−++
−+
−=
nm
nmnm
jm
jmjm
m
mm
m
mm
DDD
DDD
DDD
DDD
GD
∑−
=
+−=
1
0 ,
1,,max 100
n
j jm
jmjm
DDD
GD ⇒ când n → ∞ mf
mD
Dm
m
DD
DdDGD mf
mi
0max ln100100 =−= ∫ ⇒
sDsDGD
ef
ei
−−
= ln100max . (2.116)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 365
Standardul european [6] precizează, în Cap. 9 – Forming of pressure parts, Scap.9.2 – Ratio of deformation, § 9.2.1 – Dished circular products, că se poate considera GDmax dat de (2.116), realizat la obţinerea prin ambutisare a produsului final (cu diametrul Def) din produsul intermediar (cu diametrul Dei), numai dacă, după obţinerea prin ambutisare a produsului intermediar din rondela semifabricat (cu diametrul De0), s-a aplicat produsului interemdiar un tratament termic de refacare a structurii. În caz contrar, gradul maxim de deformare va fi dat de formula: fii GDGDGD →→ += max,0max,max , (2.117) în care iGD →0max, reprezintă gradul maxim de deformare a rondelei semifabricat la transformarea ei prin ambutisare in produsul intermediar, iar
fiGD →max, - gradul maxim de deformare la transformarea prin ambutisare a produsului intermediar în produsul final (fund sau capac).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 366
Aplicând (2.116), formula (2.117) se transformă astfel:
sDsD
sDDGD
ef
ei
ei
e
−−
+−
= ln100ln100 0max ⇒ ⎥
⎦
⎤⎢⎣
⎡
−−
+−
=sDsD
sDDGD
ef
ei
ei
e lnln100 0max ⇒
sDsD
sDDGD
ef
ei
ei
e
−−
−= 0
max ln100 ⇒
sDDGDef
e
−= 0
max ln100 . (2.118)
După aplicarea criteriilor anterior precizate, se prescriu tratamentele termice după ambutisare şi, dacă este cazul, se stabileşte domeniul temperaturilor de deformare plastică la cald pe baza informaţiilor din partea introductivă a Scap. II.7.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 367
O a altă problemă care trebuie rezolvată o constituie alegerea procedeului de ambutisare care trebuie utilizat. Soluţiile care se dau acestei probleme au la bază clasificarea fundurilor / capacelor pentru recipiente, considerând drept criteriu rigiditatea acestora,
exprimată prin raportul s
sDs
Dk efmf
f
−== (denumit coeficient de
rigiditate).
Se practică următoarele soluţii tehnologice: Fundurile cu rigiditate mare şi medie, caracterizate prin
valori kf ≤ 180, se realizează prin ambutisare pe prese hidraulice; Fundurile cu rigiditate redusă, caracterizate prin valori ale
coeficientului de rigiditate kf > 180, se realizează prin ambutisare pe prese rotative.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 368
O problemă tehnologică importantă care trebuie rezolvată la realizarea prin ambutisare a elementelor de ATD o constituie obţinerea rondelei semifabricat. Pentru fundurile cu diametru mic, rondela semifabricat se poate realiza dintr-o singură tablă, în timp ce fabricarea fundurilor cu diametru mare poate impune realizarea rondelei semifabricat din două sau chiar trei bucăţi de tablă, aşa cum sugerează schiţele din figura 2.95. În cazul realizării rondelelor semifabricat din mai multe bucăţi de tablă, dimensionate în conformitate cu prescripţiile din figura 2.95 şi sudate cap la cap înainte de ambutisare, procesul de ambutisare va implica deformarea plastică a îmbinărilor sudate şi, ca urmare, trebuie respectate prescripţiile din [3] art. 7.2.20, expuse în partea introductivă a Scap. II.7.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 369
Fig. 2.95. Prescripţii ISCIR ([3] art. 4.13.3) privind realizarea fundurilor şi capacelor din mai multe bucăţi îmbinate prin sudare cap la cap înainte sau după ambutisare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 370
Dacă fundurile sau capacele care se execută prin ambutisare au diametre şi/sau grosimi mari şi există dificultăţi privind obţinerea rondelelor semifabricat sau nu se dispune de prese cu care să fie realizată ambutisarea, se recurge la fabricarea acestora în construcţie combinată, dintr-o rozetă (calotă polară) şi mai multe segmente sau petale, care se ambutisează pe rând şi apoi se îmbină prin sudare. Pentru stabilirea regimului termic la realizarea prin ambutisare a segmentelor sau petalelor componente ale fundurilor, Standardul european [6] recomandă, în Cap. 9 – Forming of pressure parts, Scap.9.2 – Ratio of deformation, § 9.2.5 – Forming of segments, următoarea formulă:
mrsGD 100max = , (2.119)
rm fiind raza minimă de curbură a segmentului sau petalei.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 371
9.1. Ambutisarea pe presele hidraulice
Aşa cum s-a precizat anterior, fundurile cu rigiditate mare şi medie, caracterizate prin valori kf ≤ 180, se realizează prin ambutisare (de obicei, la cald) pe prese hidraulice. Caracteristicile tehnice principale ale preselor hidraulice sunt:
Suprafaţa disponibilă a mesei de lucru Lp × lp; Înalţimea disponibilă deasupra mesei de lucru Hp; Forţa maximă de apasare a poansonului (capacitatea presei)
Fmax; Viteza de deplasare (ascendentă sau descendentă) liberă a
poansonului vpl; Viteza de presare (de apăsare a poansonului) vpp.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 372
Caractersisticile tehnice ale unor prese disponibile în atelierele de fabricare a ATD sunt redate în tabelul 2.10, iar particularităţile constructive ale acestor prese se pot observa în figura 2.96.
Fig. 2.96. Tipuri constructive de prese hidraulice pentru realizarea prin ambutisare a fundurilor şi capacelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 373
Tabelul 2.10. Caracteristicile tehnice ale unor prese hidraulice pentru ambutisare
Fmax Modelul presei
Lp × lp, mm × mm
Hp, mm tf MN
vpl, mm/s
vpp, mm/s
SLS – 100D 800 × 700 650 100 1,0 300...350 15...25 SLS – 150D 1000 × 850 800 150 1,5 300...350 15...25 SLS – 200D 1000 × 1000 950 200 2,0 300...350 15...25 SLS – 250D 1200 × 1000 950 250 2,5 300...350 15...25 SLS – 300D 1500 × 1200 1100 300 3,0 300...350 15...25 SLS – 400D 1800 × 1300 1200 400 4,0 300...350 15...25 SLS – 500D 2000 × 1500 1200 500 5,0 250...300 10...20 SLS – 600D 2500 × 1500 1200 600 6,0 250...300 10...20 SLS – 800D 2500 × 1800 1400 800 8,0 250...300 10...20 SLS – 1000D 3000 × 2000 1600 1000 10 250...300 10...20 SLS – 1500D 3500 × 2000 1600 1500 15 250...300 10...20

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 374
Pentru realizarea fundurilor şi capacelor rigide, caracterizate prin valori kf < 40 (60), se foloseşte ambutisarea cu poanson şi inel – matriţă, realizată aşa cum sugerează schiţele din figura 2.97. Rondela semifabricat 1 se aşează pe inelul – matriţă 2 (prevăzut cu un locaş de centrare a rondelei în raport cu axa inelului) şi este apăsată cu poansonul 3, fiind transformată prin ambutisare în fundul sau capacul 4. Inelul – matriţă 1 este amplasat pe suportul 5, montat pe masa 6 a presei hidraulice pe care se efectuează ambutisarea; suportul 5 al inelului – matriţă este prevăzut cu o deschidere laterală de extragere a fundului 4 obţinut prin ambutisare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 375
Fig. 2.97. Realizarea prin ambutisare cu poanson şi inel – matriţă a fundurilor şi capacelor rigide

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 376
Pentru realizarea fundurilor şi capacelor cu rigiditate medie, caracterizate prin valori kf = 40 (60)...180, se poate folosi ambutisarea cu poanson şi inel – matriţă, cu imobilizarea (fixarea) marginilor semifabricatului la începutul ambutisării, realizată aşa cum sugerează schiţele din figura 2.98.
Rondela semifabricat 1 se aşează pe inelul – matriţă 2 (prevăzut cu un locaş de centrare a rondelei în raport cu axa inelului) şi are marginile imobilizate de inelul de fixare 7 pe care sunt aplicate forţele uniform distribuite Fim). La începutul ambutisării, când se realizează zona polara a fundului, marginile rondelei semifabricat 1 sunt imobilizate de inelul de fixare 7 (v. fig. 2.98 a). Spre sfârşitul ambutisării, forţa F de apăsare a poansonului 3 creşte, marginile semifabricatului alunecă de sub inelul de fixare 7 şi se finalizează ambutisarea prin realizarea fundului 4 (nebordurat, cu aceeaşi grosime ca şi rondela semifabricat), aşa cum se poate observa în figura 2.98 b.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 377
Fig. 2.98. Realizarea prin ambutisare cu poanson şi inel – matriţă, cu imobilizarea marginilor semifabricatului la începutul ambutisării, a fundurilor şi capacelor cu rigiditate medie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 378
Pentru realizarea fundurilor şi capacelor cu rigiditate medie, caracterizate prin valori kf = 40 (60)...180, se poate folosi şi ambutisarea cu poanson şi matriţă completă (prevăzută cu contramatriţă, care susţine şi calibrează zona polară a fundului la sfârşitul ambutisării), realizată aşa cum sugerează schiţele din figura 2.99.
Rondela semifabricat 1 se aşează pe matriţa 2 (prevăzută cu un locaş de centrare a rondelei în raport cu axa matriţei) şi este apăsată cu poansonul 3, fiind transformată prin ambutisare în fundul sau capacul 4. Matriţa 2 este montată pe masa 5 a presei hidraulice pe care se efectuează ambutisarea; matriţa este prevazută la partea inferioară cu un orificiu (v. fig. 2.99), care asigură eliberarea aerului din spaţiul dintre matriţa 2 şi semifabricatul supus ambutisării şi dă posibilitatea extragerii fundului 4 la sfârşitul ambutisării.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 379
Fig. 2.99. Realizarea prin ambutisare cu poanson şi matriţă completă a fundurilor şi capacelor cu rigiditate medie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 380
Procedeul tehnologic de ambutisare cu poanson şi matriţă completă se poate utiliza şi pentru realizarea segmentelor (petalelor) şi rozetei fundurilor cu diametre mari, fabricate prin sudarea cap la cap a unor astfel de componente. Modul de realizare a petalelor (segmentelor) pentru funduri prin acest procedeu este redat prin schiţele din figura 2.100. Semifabricatul plan 1 este aşezat pe matriţa 2, montată pe masa 5 a presei hidraulice pe care se face ambutisarea şi este transformat în segmentul (petala) 4 prin apăsarea poansonului 3 al presei hidraulice.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 381
Fig. 2.100. Realizarea prin ambutisare cu poanson şi matriţă completă a segnmentelor (petalelor) pentru fundurile cu diametre mari

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 382
La proiectarea operaţiei de ambutisare pe presa hidraulică se parcurg mai multe etape (prezentate în continuare, considerând cazul realizării unui fund torosferic, semielipsoidal sau semisferic prin ambutisarea unei rondele semifabricat debitate din tablă):
A. Se alege presa hidraulică (dintre maşinile disponibile în atelierul în care se execută operaţia) şi se întocmeşte schema de realizare a ambutisării semifabricatului pe această maşină; caracteristicile tehnice principale ale câtorva prese hidraulice au fost prezentate în tabelul 2.10, iar schemele generale de realizare a ambutisării pe astfel de maşini au fost redate în figurile 2.97..2.99.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 383
B. Se stabilesc datele iniţiale necesare proiectării operaţiei de ambutisare : B.1. Caracteristicile tehnice ale presei hidraulice: suprafaţa disponibilă a mesei de lucru Lp × lp; înalţimea disponibilă deasupra mesei de lucru Hp; forţa maximă de apasare a poansonului (capacitatea presei) Fmax.
B.2. Dimensiunile caracteristice ale rondelei semifabricat care se supune ambutisării şi ale elementului de aparatură (fund sau capac) care rezultă prin ambutisare: grosimea rondelei semifabricat, egală cu grosimea elementului care rezultă prin ambutisare s; diametrul rondelei semifabricat De0 (calculată pe baza metodologiei descrise în Scap. II.3), diametrul elementului care rezultă prin ambutisare Def , gradul maxim de deformare a semifabricatului GDmax (calculat cu formula (2.118) în etapa preliminară, în care s-a stabilit regimul termic al ambutisării).
B.3. Rezistenţa mecanică (la rupere) a materialului semifabricatului la temperatura ambiantă Rm şi la temperatura minimă a domeniului de deformare plastică (ambutisare) la cald Rm(tDPmin).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 384
Caracteristica Rm se ia din standardul care reglementează calitatea mărcii de material din care este confecţionat semifabricatul supus ambutisării, iar caracteristica Rm(tDPmin) se poate estima cu una din formulele (stabilite experimental, pentru oţelurile carbon şi slab aliate):
100027344,33246,8
min
min
)(+
−=
DPt
DPm etR ; (2.120)
⎥⎥⎦
⎤
⎢⎢⎣
⎡+= −
69)548(min min
1018
)(DPt
mDPm
e
RtR , (2.121)
din care rezultă Rm(tDPmin) în N/mm2 (MPa), dacă se introduce temperatura tDPmin în oC şi rezistenţa la rupere la tracţiune la temperatura ambiantă Rm în N/mm2 (MPa).
Pentru asigurarea unor rezultate acoperitoare la proiectarea operaţiei de ambutisare, se recomandă utilizarea ambelor formule recomandate mai înainte şi utilizarea valorii maxime obţinute pentru caracteristica Rm(tDPmin).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 385
C. Se calculează intensitatea maximă a forţei F care trebuie
aplicată pe poansonul presei pentru a realiza ambutisarea semifabricatului, aplicând formula: )()( minDPmefa tsRsDkF −= π , (2.122)
în care parametrul ka = (0,015...0,020)GDmax, GDmax fiind gradul maxim de deformare a semifabricatului în cursul ambutisării, determinat cu formula (2.118).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 386
D. Proiectarea operaţiei de ambutisare se încheie cu compararea forţei necesare F cu forţa maximă care poate fi aplicată pe poansonul presei Fmax:
Dacă maxFF ≤ , rezultă că se poate realiza ambutisarea semifabricatului pe presa aleasă;
Dacă maxFF > , ambutisarea nu se poate efectua pe presa aleasă; trebuie aleasă o altă presă (dintre maşinile disponibile) şi pentru aceasta trebuie parcurse etapele A...D.
Pentru realizarea operativă a calculelor de proiectare a operaţiei de ambutisare a semifabricatelor pe presele hidraulice, studenţii au la dispoziţie un produs informatic specializat (elaborat în MathCad).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 387
9.2. Ambutisarea pe presele rotative
Aşa cum s-a precizat anterior, fundurile cu rigiditate mică, caracterizate prin valori kf >180, se realizează prin ambutisare (la rece sau la cald) pe prese rotative. Presele rotative au masele de 2...3 ori mai mici decât presele hidraulice cu capacitate similară, folosesc dispozitive şi scule de lucru cu caracter universal (care pot fi utilizate la fabricarea divereselor tipodimensiuni de funduri şi capace) şi sunt mai uşor de operat şi reglat (timpul de pregătire – încheiere pentru realizarea unui lot de produse pe o astfel de presă este de 5...6 ori mai mic decât cel corespunzător realizării unui lot de produse pe o presă hidraulică).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 388
Operaţia de ambutisare a semifabricatelor pe astfel de prese
cuprinde în mod obişnuit cele trei secvenţe (faze) descrise de schiţele din figura 2. 101:
Aşezarea şi centrarea rondelei semifabricat 1 între poansonul 2 şi matriţa 3 ale presei rotative; centrarea se realizează prin deplasarea semifabricatului după două direcţii perpendiculare, utilizând elementele de centrare 4.
Realizarea prin ambutisare a zonei polare a fundului, aplicând forţele F pe poansonul 2 şi matriţa 3 ale presei.
Realizarea marginilor fundului; semifabricatul este strâns între poansonul 2 şi matriţa 3 ale presei, care se pun în mişcare de rotaţie, iar perechile de role profilate 5 şi 6 realizează deformarea şi fasonarea marginilor fundului, până când se obţine fundul finit 7, cu dimensiunile şi forma dorite.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 389
Fig. 2.101. Etapele realizării unui fund prin ambutisare pe o presă rotativă
Operaţia de realizare prin ambutisare pe astfel de prese a fundurilor cu diametre foarte mari poate avea patru secvenţe (faze): a. aşezarea şi centrarea ronedelei semifabricat între un poanson şi o matriţă având suprafeţele active plane; b. prefasonarea marginilor fundului cu ajutorul perechii de role profilate a presei; c. ambutisarea zonei polare a fundului cu o matriţă şi un poanson având suprafeţele active concav – convexe; d. fasonarea finală a marginilor fundului cu ajutorul rolelor profilate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 390
Utilizând presele rotative se pot realiza şi funduri placate, alcătuite din două componente: o componentă de bază B, care asigură rezistenţa mecanică a fundului (realizată din tablă de oţel carbon sau slab aliat şi amplasată, în mod obişnuit la exteriorul fundului) şi o componentă de placare P, care asigură rezistenţa la coroziune a fundului (realizată din tablă de oţel inoxidabil sau de aliaje anticorozive neferoase şi amplasată, în mod obişnuit la interiorul fundului). Procesul tehnologic de realizare a unui fund placat cuprinde următoarele operaţii:
realizarea prin ambutisare a componentei P a fundului placat (parcurgând fazele descrise anterior – v. fig. 2.101);
realizarea prin ambutisare a componentei B a fundului placat (parcurgând fazele descrise anterior – v. fig. 2.101, cu componenta P, fabricată anterior, menţinută pe matriţa 2 a presei rotative).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 391
Modul de realizare a fundurilor pe presele rotative este redat sugestiv de imaginile grupate în figura 2.102. În figura 2.103 sunt redate imagini privind realizarea operaţiilor din procesul tehnologic de realizare a fundurilor cu rigiditate mică, din oţeluri carbon şi din oţeluri inoxidabile, într-o societate comercială având ca obiect de activitate fabricarea şi comercializarea fundurilor pentru recipiente: 1. debitarea componentelor rondelei semifabricat; 2. sudarea cap la cap a componentelor şi obţinerea rondelei semifabricat; 3. ambutisarea zonei polare a fundului; 4. fasonarea marginilor fubndului; 5. tratamentul termic de refacere a structurii fundului după deformarea plastică; 6. finisarea marginilor fundului; 7.controlul nedistructiv al fundului; 8. sablarea fundului (operaţie care se aplică dacă fundul este realizat din tablă de oţel carbon); 9. decaparea fundului (operaţie care se aplică dacă fundul este realizat din tablă de oţel inoxidabil); 10.lustruirea fundului; 11. debitarea orificiilor pentru racorduri; 12.verificarea finală a fundului; 13. distribuirea la beneficiar a fundurilor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 392
Fig. 2.102. Particularitaţile realizării pe presele rotative a fundurilor şi capacelor pentru recipiente

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 393
Fig. 2.103. Procesul tehnologic de fabricare a fundurilor cu rigiditate mică din oţeluri carbon şi din oţeluri inoxidabile

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 394
Fig. 2.103 – continuare. Procesul tehnologic de fabricare a fundurilor cu rigiditate mică din oţeluri carbon şi din oţeluri inoxidabile

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 395
Pentru realizarea fundurilor cu rigiditate medie şi mică se utilizează şi alte procedee tehnologice, unul dintre acestea fiind cel denumit în tehnică fasonare prin rulare sau fluoturnaj, având principiul sugerat de imaginea din figura 2.104. La aplicarea acestui procedeu, rondela semifabricat, fixată pe un poanson rotativ (realizat cu configuraţia şi dimensiunile suprafeţei interioare a fundului care trebuie obţinut), este deformată plastic (la rece sau a cald) cu ajutorul unor scule de rulare şi este constrânsă să se transforme într-un fund cu configuraţia şi dimensiunile impuse de poanson.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 396
Fig. 2.104. Realizarea fundurilor cu rigiditate medie şi
mică prin procedul denumit fluoturnaj

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 397
III. MONTAJUL IN VEDEREA SUDARII LA FABRICAREA APARATURII DE TRANSPORT SI DEPOZITARE – ATD
1. Problemele tehnologice la montajul în vederea sudării
Montajul în vederea sudării reprezintă etapa din procesul tehnologic de fabricare a ATD în care se realizează orientarea, verificarea poziţiei reciproce şi fixarea elementelor de aparatură în poziţiile corecte în vederea efectuării operaţiilor tehnologice de asamblare prin sudare. La parcurgerea acestei etape apar două probleme tehnologice importante, care trebuie corect soluţionate pentru ca aparatele realizate în construcţie sudată să aibă o bună precizie a formei şi dimensiunilor, să prezinte stări de tensiuni reziduale acceptabile şi să asigure performanţele de rezistenţă mecanică proiectate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 398
a. La efectuarea montajului în vederea sudării ies în evidenţă deficienţele de realizare a etapei operaţiilor tehnologice pregătitoare, prin care s-au realizat elementele de aparatură care urmează a fi asamblate prin sudare. Eliminarea acestor deficienţe este foarte dificilă, deoarece standardele şi normativele în vigoare privind realizarea ATD interzic corectarea prin deformare plastică la rece a abaterilor dimensionale, de poziţie şi de formă ale elementelor de ATD, iar corectarea prin deformare plastică la cald este greu de efectuat. Soluţia cea mai eficientă pentru rezolvarea (eliminarea) acestei probleme o constituie prevederea verificării calităţii fiecărui element de aparatură şi corectarea eventualelor neconformitaţi după fiecare operaţie din procesul tehnologic de fabricare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 399
b. La efectuarea montajului în vederea sudării trebuie avut în vedere faptul că modul de asamblare a elementelor de aparatură în vederea sudării poate influenţa esenţial caracteristicile stărilor de tensiuni reziduale şi deformaţii care vor fi generate în etapa de sudare. Dacă soluţiile folosite la montajul în vederea sudării blochează sau constrâng posibilităţile de deformare liberă a elementelor de aparatură în cursul sudării, se vor genera la sudare în aceste elemente tensiuni reziduale cu intensităţi ridicate, care pot determina apariţia de fisuri sau diminuarea substanţiala a capacităţii lor portante. Dacă montajul în vedera sudării asigură deformarea şi/sau deplasarea liberă (neîmpiedicată) a elementelor de aparatură în cursul sudării, procesul de sudare poate determina realizarea de aparate cu precizie scăzută a formei şi dimensiunilor, care poate influenţa negativ funcţionalitatea aparatelor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 400
Soluţiile de rezolvare a acestei probleme sunt: proiectarea şi aplicarea unor tehnologii de montaj raţionale,
bazate pe utilizarea cu precădere a dispozitivelor pentru asigurarea preciziei montajului;
utilizarea raţională în procesele tehnologice de fabricare a ATDa tratamentelor termice postsudare. Având în vedere aspectele prezentate anterior, obiectul acestui capitol este focalizat asupra cunoaşterii constructiv – funcţionale a dispozitivelor destinate montajului în vederea sudării a elementelor de ATD şi precizării domeniilor de utilizare a acestor dispozitive.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 401
2. Clasificarea dispozitivelor folosite la montarea
şi sudarea elementelor de ATD Dispozitivele sunt dotări tehnice care asigură precizia montajului elementelor de ATD şi îmbunătăţesc condiţiile de realizare a operaţiilor de asamblare prin sudare a acestor elemente.
O primă clasificare a dispozitivelor folosite la lucrările de montare şi sudare foloseşte drept criteriu destinaţia şi funcţia dispozitivului. În conformitate cu acest criteriu există următoarele categorii de dispozitive:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 402
• Dispozitive de strângere a pieselor în vederea sudării, numite şi dispozitive de montaj;
• Dispozitive pentru poziţionarea şi/sau manipularea pieselor sudate, numite şi dispozitive de montaj – sudare;
• Dispozitive de poziţionare şi/sau manipulare a echipamentelor de sudare;
• Dispozitive de susţinere şi deplasare a sudorilor.
Dispozitivele din primele două categorii precizate mai înainte sunt dispozitive de lucru, care pot asigura soluţionarea problemelor expuse anterior, iar dispozitivele din celelalte două categorii sunt considerate dispozitive auxiliare.
Dispozitivele se pot clasifica şi după alte criterii:
după mobilitate, dispozitivele pot fi: staţionare sau deplasabile; după modul de acţionare, dispozitivele pot fi: acţionate manual sau
mecanizate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 403
3. Construcţia şi utilizarea dispozitivelor de montaj
Dispozitive de strângere a pieselor în vederea sudării (dispozitivele de montaj) se folosesc în următoarele scopuri:
eliminarea abaterilor de aliniere a elementelor care urmează a fi asamblate prin sudare şi asigurarea încadrării în domeniul admisibil a denivelărilor elementelor care se îmbină prin sudare cap la cap;
asigurarea formei corecte a capetelor şi centrarea elementelor de aparatură care se îmbină prin sudare cap la cap;
asigurarea deschiderii prescrise a rosturilor dintre elementele de aparatura care se asamblează prin sudare cap la cap.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 404
Cele mai utilizate dispozitive din această categorie sunt următoarele:
Dispozitivul cu tiranţi pentru montarea virolelor are construcţia şi funcţionarea sugerate de schiţele prezentate în figura 3.1 şi se foloseşte pentru evitarea denivelărilor şi asigurarea deschiderii prescrise a rostului la sudarea longitudinala a virolelor cilindrice şi tronconice pentru ATD.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 405
Fig. 3.1. Dispozitivul cu tiranţi pentru montarea virolelor a. elemente constructive; b. modul de utilizare
1. şuruburi de fixare ; 2. cleme de prindere pe virolă ; 3, 4. tiranţi filetaţi ; 5,6. bucşe oscilante

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 406
Dispozitivele pentru calibrarea virolelor sau ţevilor în
vederea îmbinării prin sudare cap la cap au construcţia şi modul de utilizare sugerate de schiţele din figura 3.2. Aşa cum se poate observa examinând figura 3.2, aceste dispozitive pot realiza micşorarea sau mărirea diametrului elementelor de ATD în zona capetelor în care urmează a se îmbina prin sudare circumferenţială, asigurând încadrarea în domeniul admisibil a abaterilor de la circularitate ale acestor capete.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 407
Fig. 3.2. Dispozitivele de calibrare a virolelor şi ţevilor în vedera îmbinării prin sudare cap la cap a. dispozitiv pentru micşorarea diametrelor; b. dispozitiv pentru creşterea diametrelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 408
Dispozitivul cu plăci şi pene, pentru montarea (aducerea) elementelor de aparatură în poziţiile reciproce corecte şi asigurarea deschiderii prescrise a rostului de sudare a acestora, are construcţia şi modul de utilizare redate de schiţele din figura 3.3. Dispozitivul se utilizează şi funcţionează astfel:
• Pe elementele de aparatură E1 şi E2 care se montează în vederea sudării se sudează urchile tehnologice 1;
• Se montează pe elementele E1 şi E2 placa de bază 2 a dispozitivului şi se fixează prin baterea penelor 3 (operaţie care va realiza alinierea elementelor E1 şi E2);
• Dacă deschiderea b a rostului de sudare dintre E1 şi E2 trebuie micşorată, se slabesc penele 6 şi se bat penele 4 (v. săgeţile roşii pe fig. 3.3), iar dacă se doreşte mărirea deschiderii b, se slăbesc penele 4 şi se bat penele 6 (v. săgeţile verzi pe fig. 3.3);
• Distanţierele 7 şi penele 8 (montate la distanţe de 600...700 mm în lungul rostului dintre E1 si E2) asigură alinirea elementelor E1 şi E2 şi menţin deschiderea b la mărimea reglată prin acţionarea penelor 4 şi 6.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 409
Fig. 3.3. Dispozitivul cu plăci şi pene a. dispozitiv pentru micşorarea diametrelor; b. dispozitiv pentru creşterea diametrelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 410
4. Construcţia şi utilizarea dispozitivelor de montaj – sudare
Dispozitivele pentru poziţionarea şi/sau manipularea pieselor sudate (dispozitivele de montaj – sudare) se pot încadra, după modul de aşezare a pieselor (elementelor de paratură care trebuie manipulate sau sudate), în două clase:
dispozitive de montaj – sudare cu piesele aşezate liber; dispozitive de montaj – sudare cu piesele fixate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 411
Cele mai folosite dispozitive de montaj – sudare cu piesele aşezate liber sunt standurile cu role, care asigură aşezarea în poziţia reciprocă corectă, susţinerea şi, dacă este necesar, rotirea în timpul sudării a virolelor din care se realizează corpurile ATD. În funcţie de modul cum sunt construite şi de capacitatea de a susţine elemente de aparatură, standurile cu role pot fi, aşa cum se poate observa în figurile 3.4 ...3.6:
standuri cu role cu blocuri de role simple, care pot susţine elemente de aparatură cu masa mc = 1...50 t, asigură viteze de rotire a elementelor în timpul sudării vs = 0,12...1,2 m/min şi pot fi rotite pentru poziţionarea rapidă a elementelor aşezate pe ele cu turaţia nr = 500 rot/min;
standuri cu role cu blocuri de role duble, care pot susţine elemente de aparatură cu masa mc = 2...100 t, asigură viteze de rotire a elementelor în timpul sudării vs = 0,15...1,5 m/min şi pot fi rotite pentru poziţionarea rapidă a elementelor aşezate pe ele cu turaţia nr = 500 rot/min.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 412
Fig. 3.4. Standuri cu role cu blocuri de role simple

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 413
Fig. 3.5. Standuri cu role cu blocuri de role duble

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 414
Fig. 3.6. Exemple de utilizare a standurilor cu role, cu blocuri de
role simple sau duble, la realizarea ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 415
Din categoria dispozitivelor de montaj – sudare cu piesele fixate fac parte:
dispozitivele rotitoare şi de basculare sau de întoarcere , cu variantele constructive şi exemplele de utilizare prezentate în figura 3.7;
dispozitivele de tip masă de poziţionare şi rotire, denumite în practică şi manipulatoare convenţionale, cu variantele constructive redate în figura 3.8.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 416
Fig. 3.7. Dispozitive rotititoare şi de basculare
sau de întoarcere a alementelor de ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 417
Fig. 3.8. Dispozitive de tip masă de poziţionare şi rotire

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 418
Fig. 3.8 – continuare . Dispozitive de tip masă de poziţionare şi rotire

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 419
Fig. 3.8 – continuare . Dispozitive de tip masă de poziţionare şi rotire

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 420
Masa de poziţionare şi rotire este unul dintre dispozitivele de montaj – sudare cu o mare pondere de utilizare la fabricarea ATD. Caracteristicile constructiv – funcţionale ale acestui dispozitiv rezultă analizând imaginile din figura 3.8. Părţile componente principale ale unui astfel de dispozitiv sunt, aşa cum se poate observa în figura 3.9: masa dispozitivului 1, prevăzută cu elementele de prindere şi fixare a pieselor care se aşează pe dispozitiv 2 (care pot fi dispozitive de tip universal cu trei bacuri, platou cu patru bacuri, menghine, dispozitive de fixare cu bride etc.), sistemul de rotire a mesei 3, sistemul de basculare a mesei 4 şi batiul (corpul) dispozitivului 5.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 421
Fig. 3.9. Caracteristicile constructiv – funcţionale ale dispozitivelor de tip masă de
poziţionare şi rotire

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 422
Dispozitivele uzuale de tip masă de poziţionare şi rotire prezintă următoarele caracteristici tehnice: masa elementelor de aparatură ce se pot aşeza pe dispozitiv m = 20 ... 3000 kg, turaţia mesei nm = 0,1 ... 1,2 rot/min (corelată cu vitezele de sudare ale elementelor recipientelor sub presiune sau altor echipamente din instalaţiile tehnologice de procesare a petrolului), diametrul mesei dm = 180 ... 1200 mm, unghiul maxim de basculare a mesei α = 135o.
Pentru sudarea unor subansambluri ale recipientelor sub presiune, caracteristicile tehnice prezentate mai înainte sunt suficiente, pentru alte aplicaţii (care necesită manipularea unor elemente de aparatură cu mase mai mari) existând şi mese de poziţionare şi rotire cu performanţe mai ridicate, cum este, de exemplu manipulatorul convenţional RP5TS-FA-D1500.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 423
Manipulatorul convenţional RP5TS-FA-D1500, având desenul de ansamblu prezentat în figura 3.10, prezintă următoarele caracteristici tehnice:
• Diametrul mesei: dm = 1500 mm; • Masa maximă a pieselor ce pot fi manipulate : m = 5000 kg • Capacitatea de rotire: conf.schemei de încărcare din fig. 3.10; • Turaţia mesei: nr = 0,08 ... 0,80 rot/min; • Capacitatea de basculare: conf.schemei de încărcare din fig. 3.10; • Domeniul de basculare: α = 0o ... 135o; • Viteza de basculare: bascularea de la 0o la 135o în 113 secunde; • Acţionarea în rotaţie a mesei: motor de 2,2 kW; • Actionarea la basculare: motor de 2,2 kW.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 424
Fig. 3.10. Desenul de ansamblu şi schema de încărcare a manipulatorului RP5TS-FA-D1500

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 425
Din analiza construcţiei şi caracteristicilor tehnice ale modelului industrial de masă de poziţionare şi rotire prezentat mai înainrte rezultă următoarele particularităţi ale acestor dispozitive:
• Fiecare dispozitiv poate asigura rotirea mesei cu turaţiile corespunzătoare asigurării unor viteze periferice ale diferitelor puncte ale pieselor manipulate la nivelul corespunzător vitezelor de sudare prin procedeele SE (sudare prin topire cu electrozi înveliţi) sau SAF (sudare automată prin topire cu arc electric sub strat de flux);
• Fiecare dispozitiv poate asigura bascularea mesei cu diferite unghiuri pentru aşezarea în diferite poziţii (convenabile pentru realizarea operaţiilor de sudare) a pieselor aşezate pe masă;
• Fiecare dispozitiv se livreaza cu o schemă de încărcare, care indică, pentru cele două mişcări funcţionale (rotirea şi bascularea mesei), nivelurile maselor acceptate ale pieselor, în funcţie de configuraţia şi dimensiunile acestora (poziţia centrului de greutate în raport cu suprafaţa mesei dispozitivului).

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT
SI DEPOZITARE – TCMUTD – C 13,14
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 426
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, aprobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, aprobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 427
IV. OPERATIILE DE SUDARE LA FABRICAREA APARATURII DE TRANSPORT SI DEPOZITARE – ATD
Aşa cum s-a precizat anterior (v. Scap. I.3), operaţia principală a proceselor tehnologice de fabricare a ATD este operaţia de sudare, care influenţează esenţial calitatea şi performanţele tehnice ale aparatelor realizate. Cunoştinţele generale privind structura şi proprietăţile fizico - mecanice ale materialele de bază (materialele metalice din care se realizează elementele de ATD) şi cele privind procedeele de sudare (în principal, procedeele de sudare prin topire) utilizate la fabricarea ATD au fost dobândite la disciplinele Studiul şi ingineria materialelor şi Tehnologia materialelor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 428
În acest capitol sunt prezentate informaţiile de bază privind elaborarea procedurilor de sudare şi efectuarea operaţiilor de sudare din procesele tehnologice de fabricare a elementelor de ATD din diferite materiale metalice (în principal, din oţeluri). În conformitate cu prevederile din SR EN 388-1+A1 – Specificaţia şi calificarea procedurilor de sudare pentru materialele metalice, Partea 1: Reguli generale pentru sudarea prin topire, procedura de sudare reprezintă:“succesiunea specificată de acţiuni care trebuie să fie urmată în cazul executării unei suduri, incluzând referirea la materiale, la pregătire, la preîncălzire (daca este necesară), la metoda (procedeul) de sudare şi la controlul sudării, la tratamentul termic după sudare (dacă este relevant), precum şi la echipamentul de sudare care trebuie utilizat”.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 429
Materialele de bază pentru care sunt făcute referiri privind elaborarea procedurilor de sudare sunt cele precizate, clasificate şi codificate în tabelul 2.4 (v. Scap. II.7), în conformitate cu prevederile din EN 13445-4 (preluate şi de SR EN 388-3+A1 – Specificaţia şi calificarea procedurilor de sudare pentru materialele metalice, Partea 3: Verificarea procedurii de sudare cu arc electric a oţelurilor).
Aplicaţie. Analizaţi compoziţia chimică a oţelurilor din grupele şi subgrupele prezentate în tabelul 2.4 şi, pe baza cunoştintelor de la Studiul şi ştiinţa materialelor precizaţi structura de echilibru (faze şi constituenţi), la temperatura ambiantă, a fiecărei subgrupe de oţeluri şi distribuiţi fiecare subgrupă de oţeluri în una din clasele: A. oţeluri la care se aplică tratamente termice cu schimbare de fază; B. oţeluri la care nu se aplică tratamente termice cu schimbare de fază.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 430
Procedeele de sudare prin topire utilizate la fabricarea ATD, pentru care sunt făcute referiri privind elaborarea procedurilor de sudare, sunt cele precizate, simbolizate şi codificate în tabelul 4.1.
Tabelul 4.1. Procedeele de sudare prin topire utilizate la fabricarea ATD
Denumirea procedeului şi simbolul Denumirea în standardele ISO 4063, EN 288, EN 1011, EN 13445
Codul procedului
Sudarea cu arc electric cu electrozi înveliţi – SE Metal – arc welding with covered electrode – MMA 111
Sudarea cu arc electric cu sârmă tubulară fără gaz protector – SS
Flux – cored wire metal – arc welding without gas schield – FCAW-NG 114
Sudarea sub strat de flux cu electrod sârmă – SF sau SAF
Submerged arc welding with wire electrode – SA 121
Sudarea sub strat de flux cu electrod bandă – SFB sau SAFB Submerged arc welding with band electrode 122
Sudarea cu arc electric în mediu de gaz inert cu electrod fuzibil – MIG
Metal – arc inert gas welding / MIG welding – MIG 131
Sudarea cu arc electric în mediu de gaz activ cu electrod fuzibil – MAG
Metal – arc active gas welding / MAG welding - MAG 135
Sudarea cu arc electric în mediu de gaz activ cu sârmă tubulară – MAGT
Flux – cored wire metal – arc welding with active gas shield – FCAW-AG 136
Sudarea cu arc electric în mediu de gaz inert cu sârmă tubulară – MIGT
Flux – cored wire metal – arc welding with inert gas shield – FCAW-IG 137

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 431
Tabelul 4.1 continuare. Procedeele de sudare prin topire utilizate la fabricarea ATD
Denumirea procedeului şi simbolul Denumirea în standardele ISO 4063, EN 288, EN 1011, EN 13445
Codul procedului
Sudarea cu arc electric în mediu de gaz inert cu electrod de wolfram – WIG / TIG
Tungsten inert gas arc welding / TIG welding – TIG 141
Sudarea cu jet de plasmă – SJP Plasma arc welding – PAW 151 Sudarea cu flacără de gaze (cu flacără oxiacetilenică / cu flacără de oxipropan) – SG
Gas welding (oxy-acetylene welding) Gas welding (oxy-propane welding)
311 312
Sudarea în baie de zgură – SBZ Electroslag welding 72 Sudarea cu fascicul de electroni – SFE Electron beam welding – EBW 76 Sudarea cu laser – SL Laser beam welding – LBW 751
Aplicaţie. În figura 4.1 sunt prezentate schemele de principiu ale principalelor procedee de sudare indicate în tabelul 4.1, cunoscute de la Tehnologia materialelor. Ataşaţi fiecărei scheme procedeul de sudare, precizaţi semnificaţiile elementelor marcate pe aceasta şi descrieţi modul de lucru la aplicarea procedeului.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 432
Fig. 4.1. Schemele de principiu ale principalelor procedee de sudare folosite
la realizarea ATD (schemele au fost realizate pe baza informaţiilor din EN 14610:2004
Welding an allied processes – Definitions of metal welding processes)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 433
Fig. 4.1 continuare. Schemele de principiu ale principalelor procedee de sudare folosite la realizarea ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 434
Fig. 4.1 continuare. Schemele de principiu ale principalelor procedee de sudare folosite la realizarea ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 435
Fig. 4.1 continuare. Schemele de principiu ale principalelor procedee de
sudare folosite la realizarea ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 436
Fig. 4.1 continuare. Schemele de principiu ale principalelor procedee de sudare folosite la realizarea ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 437
Fig. 4.1 continuare. Schemele de principiu ale principalelor procedee de sudare folosite la realizarea ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 438
Fig. 4.1 continuare. Schemele de principiu ale principalelor procedee de sudare folosite la realizarea ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 439
Fig. 4.1 continuare. Schemele de principiu ale principalelor procedee de sudare folosite la realizarea ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 440
La elaborarea procedurilor de sudare se utilizează următorii termeni:
pentru tehnica de sudare (modul de conducere a procesului de sudare) sunt uzuale variantele denumite în tabelul 4.2.
Tabelul 4.2. Tehnicile de sudare aplicabile la realizarea ATD
Tehnica de sudare Welding technique Sudare manuală – SM Manual welding – MW
Sudare parţial mecanizată – SPM Partly mechanized welding – PMW Sudare mecanizată – SME Fully mechanized welding – FMW
Sudare automată – SA Automatic welding – AW Sudare robotizată – RW Robotic welding – RW
pentru poziţiile de sudare se utilizează definiţiile şi denumirile precizate în tebelul 4.3 (pe baza recomandărilor din EN ISO 6947 – Welding positions)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 441
Tabelul 4.3. Definirea şi simbolizarea poziţiilor de sudare în standardul EN ISO 6947
Simbolul şi denumirea poziţiei de sudare Schiţele de definire a poziţiei de sudare
PA – Poziţia plană (Flat position)
PB – Poziţia orizontal – verticală (Horizontal – vertical position)
PC – Poziţia orizontală (în cornişă) (Horizontal position)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 442
Tabelul 4.3 continuare. Definirea şi simbolizarea poziţiilor de sudare în standardul EN ISO 6947
Simbolul şi denumirea poziţiei de sudare Schiţele de definire a poziţiei de sudare
PD – Poziţia oriziontală peste cap (Horizontal overhead position)
PE – Poziţia peste cap (pe plafon) (Overhead position)
PF – Poziţia verticală ascendentă (Vertical up position)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 443
Tabelul 4.3 continuare. Definirea şi simbolizarea poziţiilor de sudare în standardul EN ISO 6947
Simbolul şi denumirea poziţiei de sudare Schiţele de definire a poziţiei de sudare
PG – Poziţia verticală descendentă (Vertical down position)
Poziţia înclinata la piese plane* (Inclined position for plates)
* pozitia se defineşte prin măsurile unghiurilor S şi R
Poziţia înclinată pentru ţevi* (Inclined position for pipe)
*poziţia se defineşte prin măsura unghiului L şi varianta de sudare
H, J sau K

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 444
pentru învelişurile electrozilor folosiţi la sudare se utilizează simbolurile din tabelul 4.4.
Tabelul 4.4. Tipuri de învelişuri pentru electrozii folosiţi la sudare
Tipul învelişului Type of covering Simbolul Înveliş acid Acid covering A Înveliş bazic Basic covering B
Înveliş celulozic Cellulosic covering C Înveliş rutilic Rutile covering R
Înveliş rutil – acid Rutile – acid covering RA Înveliş rutil – bazic Rutile – basic covering RB
Înveliş rutil – celulozic Rutile – cellulosic covering RC Înveliş rutilic gros Rutile thick covering RR
Alte tipuri de înveliş Other S Înveliş necunoscut Not known N

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 445
În conformitate cu prevederile din SR EN 388-1+A1, orice procedură de sudare este documentată prin:
Specificaţia procedurii de sudare (Welding Procedure Specification) – WPS, document care prevede în detaliu variabilele corespunzătoare unei aplicaţii specifice pentru asigurarea repetabilităţii;
Instrucţiunile de lucru (recommended practice), care reprezintă o specificaţie simplificată a procedurii de sudare, adecvată pentru utilizarea directă în atelier, în care sunt definite valori pentru toate variabilele esenţiale aflate sub controlul direct al sudorului, care trebuie utilizate de catre sudor la efectuarea operaţiei de sudare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 446
Fiecare procedură de sudare (şi specificaţia acesteia – WPS) trebuie calificată. Calificarea unei proceduri de sudare are la bază o specificaţie preliminară a procedurii de sudare (preliminary Welding Procedure Specification) – pWPS, care este un proiect de specificaţie a unei proceduri de sudare, presupusă adecvată de catre producătorul de APR, dar care nu afost calificată. Sudarea probelor necesare pentru calificare unei proceduri de sudare trebuie să se efectueze pe baza unei pWPS. Calificarea unei proceduri de sudare se face în baza unui proces verbal de calificare a procedurii de sudare (Welding Procedure Approval Record) – WPAR (denumită anterior Welding Procedure Qualification Record – WPQR), care cuprinde toate datele relevante despre sudarea probelor necesare pentru calificarea procedurii şi toate rezultatele obţinute la examinarea şi încercarea acestor probe.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 447
Calificarea unei proceduri de sudare se poate face prin una din următoarele metode:
Calificarea prin verificări ale procedurii de sudare; are la bază efectuarea, prin aplicarea prevederilor procedurii, pe probe standardizate, a unor suduri şi verificarea calităţii acestora.
Calificarea prin utilizarea unor materiale pentru sudare aprobate; unele materialede bază nu îşi modifica semnificativ comportarea în zonele influenţate termic de sudare, dacă energiile liniare de sudare sunt menţinute în anumite limite specificate; o procedură de sudare pentru astfel de materiale se consideră calificata, dacă materialele pentru sudare sunt aprobate şi dacă toate variabilele esenţiale ale procesului de sudare se situează în domeniul pentru care este valabilă calificarea).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 448
Calificarea prin experienţa anterioară în sudare; are la bază o documentaţie adecvată, autentică şi obiectivă prin care producătorul de APR dovedeşte că, folosind o specificaţie preliminară proprie, a sudat anterior, în mod corespunzător, tipul de îmbinare şi materialele pentru care se solicită calificarea procedurii de sudare.
Calificarea prin utilizarea unei proceduri de sudare standard; se poate acorda, dacă domeniile tuturor variabilelor se înscriu între limitele admise de o procedură de sudare standard.
Calificarea printr-o încercare de sudare înainte de începerea fabricaţiei; se aplică atunci când metoda de calificare prin verificări ale procedurii nu se poate aplica, deoarece forma şi dimensiunile probelor standardizate nu sunt suficient de reprezentative pentru îmbinarea sudată care trebuie realizată şi trebuie să se execute una sau mai multe probe speciale pentru a simula îmbinarea din producţie în toate aspectele esenţiale: dimensiuni, rigiditate, efecte termice etc.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 449
Specificaţia procedurii de sudare trebuie să ofere detalii despre modul în care trebuie să se efectueze o operaţie de sudare şi trebuie să conţină toate informaţiile relevante despre vlucrarea respectivă. În mod obişnuit WPS cuprinde urmatoarele categorii de informaţii:
Informaţii referitoare la producător:a. identificarea producătorului; b. identificarea WPS; c. precizarea WPAR.
Informaţii referitoare la materialul de bază:a. tipul / marca materialului şi standardul care reglementează cerinţele privind calitatea materialului; b. dimensiunile caracteristice ale materialului (domeniul de grosimi al îmbinării, domeniul diametrelor exterioare ale îmbinării etc.).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 450
Informaţii de bază privind sudarea: a. procedeul tehnologic de sudare (simbolizat şi codificat în conformitate cu recomandările din tabelul 4.1); b. geometria îmbinării; c. poziţia de sudare; d. pregătirea rostului şi /sau marginilor pieselor care se sudează (curăţire, degresare, calibrare, suduri de prindere); e. tehnica de sudare (fără pendulare, cu pendulare, cu precizarea lăţimii maxime a unui rând, dacă se face sudarea manual, amplitudinii, frecvenţei şi temporizării oscilaţiilor, la sudarea mecanizată sau automatizată); f. scobirea rădăcinii (dacă se sudează cu completare la rădăcină); g. protecţia rădăcinii (metoda şi tipul suportului şi/sau protecţiei la rădăcină); h. materialul de sudare (definire, producător, marcă); i. dimensiunile caracteristice ale materialului de sudare (diametrul electrodului învelit sau sârmei de sudare, lăţimea şi grosimea electrodului bandă etc.);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 451
j. cerinţele privind uscarea sau tratarea materialului de adaos şi fluxului înainte de utilizare; k. parametrii electrici la sudare: tipul curentului de sudare (alternativ sau continuu, cu precizarea polarităţii), domeniul curentului de sudare, domeniul pentru tensiunea arcului; l. parametrii mecanici la sudare: domeniul vitezei de sudare, domeniul vitezei de avans a sârmei de sudare etc.; m. temperatura de preîncălzire: temperatura nominală aplicată la începerea sudării sau, dacă nu se prescrie preîncălzirea, temperatura minimă a pieselor înainte de sudare; n. temperatura maximă între straturile succesive ale sudurii; o. tratamentul termic după sudare (cu precizarea procedurii de efectuarea a acestuia).
Informaţii specifice procedeului de sudare (de exemplu, la sudarea cu procedeul SE, lungimea rândului realizat cu un electrod sau la sudarea cu procedeul MIG, debitul gazului de protecţie şi diametrul duzei etc.)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 452
1. Operaţiile de sudare la fabricarea ATD din oţeluri nealiate
Utilizarea oţelurilor nealiate (carbon) la realizarea elementelor sub presiune ale ATD este dictată în principal de costul scăzut al semifabricatelor laminate (de tip tablă, platbandă sau ţeavă) din astfel de oţeluri şi este limitată de cerinţele de calitate care li se impun prin standardele şi documentele normative.
Astfel, conform prevederilor HG nr. 454/2003, preluate în [3] pct. 2.2.1.1, materialele metalice utilizate la fabricare părţilor sub presiune ale aparatelor, trebuie să respecte următoarele condiţii:
să poată fi sudate; să fie ductile şi rezistente astfel încât o rupere la o
temperatură minimă de lucru să nu permită fragmentarea sau o rupere de tip fragil;
să nu fie afectate intens de procesul de îmbătrânire.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 453
Prescripţiile tehnice [3] precizează, la pct. 2.2.1.1.1, că oţelurile nealiate de calitate folosite la realizarea părţilor sub presiune ale aparatelor trebuie să satisfacă următoarele cerinţe:
a) să fie calmate şi să fie livrate după un tratament de normalizare sau într-o stare echivalentă;
b) conţinutul (concentraţia masică) de carbon pe produs să fie mai mic de 0,25%, iar conţinuturile de sulf şi de fosfor să fie fiecare mai mici de 0,05%;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 454
c) fiecare produs să aibă următoarele caracteristici mecanice:(i) rezistenţa la tracţiune: Rm ≤ 580 N/mm2; (ii) alungirea procentuală după rupere, pe epruvete prelevate paralel cu direcţia de laminare: A ≥ 22%, dacă grosimea produsului este s ≥ 3 mm sau A80mm ≥ 17%, dacă s < 3 mm, sau pe epruvete prelevate perpendicular pe direcţia de laminare: A ≥ 20%, dacă grosimea produsului este s ≥ 3 mm sau A80mm ≥ 15%, dacă s < 3 mm ; (iii) energia de rupere, determinată ca medie a rezultatelor obţinute la încercarea (la încovoiere prin şoc) a 3 epruvete longitudinale, la temperatura minimă de lucru a aparatului : (KV1 + KV2 + KV3)/3 = KV ≥ 27J şi min[KV1 ; KV2 ; KV3] ≥ 21J, această ultimă condiţie trebuind să fie verificată numai dacă aparatul la care se foloseşte oţelul are temperatura de lucru ts ≤ –100C şi grosimea s ≥ 5 mm.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 455
Aceleaşi prescripţii tehnice precizează în plus :
la pct. 2.2.1.2 :materialele de sudură (electrozii sau sârmele din material de adaos – MA, fluxurile etc.) utilizate la fabricarea recipientelor sub presiune sau la sudarea unor accesorii pe acestea trebuie să fie adecvate şi compatibile cu materialele care se sudează (materialele de bază MB).
la pct. 2.2.1.4 : toate părţile nepresurizate ale recipientelor sub presiune sudate trebuie să fie din materiale care sunt compatibile cu materialele componentelor pe care sunt sudate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 456
Semifabricatele de tip tablă sau ţeavă din oţeluri nealiate, utilizate la fabricarea elementelor de ATD în construcţie sudată trebuie să respecte următoarele condiţii:
a) oţelul din care sunt confecţionate trebuie elaborat în cuptoare Martin, cuptoare electrice, convertizoare cu insuflare de oxigen sau prin alt procedeu echivalent şi trebuie să fie calmat (dezoxidat complet la elaborare prin introducerea unor cantitaţi suficiente de Mn, Si şi Al);
b) conţinuturile procentuale (concentraţiile masice) de sulf şi fosfor (impurităţi), determinate pe oţelul lichid, nu trebuie să depăşească fiecare 0,04 %;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 457
c) conţinuturile procentuale (concentraţiile masice) de crom,
nichel şi cupru, determinate pe oţelul lichid, nu trebuie să depăşească 0,3% fiecare, iar suma lor nu trebuie să fie mai mare ca 0,7% ((pentru a nu fi afectată sudabilitatea);
d) oţelurile trebuie să aibă caracteristici de sudabilitate corespunzătoare, asigurată în principal prin limitarea conţinutului (concentraţiei masice) de carbon la nivelul %C ≤ 0,23 pe oţelul lichid, respectiv %C ≤ 0,25 pe semifabricate;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 458
e) caracteristicile mecanice determinate prin încercarea la tracţiune, pe epruvete prelevate transversal pe direcţia de laminare în cazul tablelor şi pe direcţia axială în cazul ţevilor, trebuie să îndeplinească următoarea condiţie privind alungirea procentuală după rupere A5: ⎥
⎦
⎤⎢⎣
⎡≥ c
m
AR
A 55 ;10000max , (4.1)
în care Rm este rezistenţa la rupere la tracţiune, în MPa (N/mm2), iar alungirea minimă A5c = 18% − Ak, corecţia Ak (în %) calculându-se cu formula:
mmspentrus
mmsmmpentru
mmspentrus
Ak
60%2;560min
6080
82
8
>⎥⎦⎤
⎢⎣⎡ −
≤<
≤−
= . (4.2)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 459
f) tablele (cu grosimea s ≥ 6 mm) şi ţevile (cu grosimea s ≥ 12 mm) trebuie să aibă garantată tenacitatea KV (energia de rupere determinată prin încercarea la încovoiere prin şoc) la temperatura ambiantă ta = + 20 oC sau la temperatura minimă de lucru a elementului de ATD care se fabrică din aceste semifabricate, valorile minime ale acestei caracteristici fiind prescrise în anexa H din [3]; nivelul impus tenacităţii se va preciza implicit prin clasa de calitate, conform indicaţiilor din tabelul 4.5, ţinând seama de cerinţele (prezentate mai înainte) din [3] pct. 2.2.1.1.1.
Tabelul 4.5. Clasele de tenacitate ale oţelurilor nealiate (carbon)
Simbolul clasei de calitate la oţelurile vechi (oţeluril carbon de uz general, conform STAS 500) 1 2 3 4
Simbolul clasei de tenacitate la oţelurile noi (oţelurile nealiate, conform SR EN 10027-1) − JR J0 J2
Temperetura la care se garantează KV ≥ 27 J, oC − +20 0 −20

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 460
g) pentru tablele şi ţevile folosite la realizarea elementelor de ATD având temperatura de calcul cuprinsă între +60 oC şi +200 oC trebuie să se garanteze, limita de curgere convenţională la temperatura de calcul sau la o temperatură mai ridicată;
h) producătorul trebuie să indice pentru semifabricatele de tip tablă sau ţevă, temperaturile pentru deformarea plastică la cald şi regimul de tratament termic după deformarea plastică (la rece sau la cald) şi după sudare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 461
OBSERVATIE. Pentru elementele de aparatură sub presiune realizate din oţeluri carbon sau slab aliate, standardul EN 13445 prevede în partea a doua următoarea metodologie de stabilire a temperaturii la care trebuie garantate caracteristicile de tenacitate ale materialului pentru evitarea pericolului ruperii fragile în cursul exploatării:
a. Se definesc temperaturile caracteristice care trebuie
utilizate ca date de intrare sau trebuie să rezulte (din condiţia evitării ruperii fragile) la proiectarea oricărui recipient sub presiune:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 462
Temperatura minimă a metalului (minimum metal temperature) tM: cea mai joasă temperatură a materialului metalic (oţelului) din care este realizat un recipient sub presiune, atinsă în cursul operării sale normale, în timpul procedurilor de pornire sau oprire a funcţionării acestuia sau în cursul efectuării probelor lui de rezistenţa mecanică şi/sau etanşeitate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 463
Temperatura de referinţă la proiectare (design reference temperature) tR: temperatura la care se prescriu materialului metalic din care urmează a fi realizat un recipient sub presiune caracteristicile de tenacitate necesare respectării condiţiei de prevenire a ruperii fragile, definită de relaţia:
tR = tM + tS, (4.3) în care termenul de ajustare a temperaturii (temperature adjustment term) tS, dependent de nivelul tensiunior de membrană generate de solicitările mecanice ale recipientului la tM, are valorile din tabelul 4.6.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 464
Tabelul 4.6. Termenul de ajustare a temperaturii tS la definirea temperaturii de referinţă tR pentru recipientele sub presiune
Raportul rσ dintre tensiunea mecanică de membrană produsă de presiune şi rezistenţa
admisibilă de proiectare a recipientului Tipul elementului de
aparatură rσ > 0,75 0,5 < rσ ≤ 0,75 rσ ≤ 0,5
Tensiunea de membrană
σM ≤ 50 MPa
Nesudat, Sudat şi tratat termic
postsudare 0oC +10oC +25oC +50oC
Sudat, netratat termic postsudare şi cu grosimea
s ≤ 35 mm 0oC 0oC 0oC +40oC
Temperatura de încercare la încovoiere prin şoc (impact test temperature) tKV: temperatura la care trebuie efectuată încercarea la încovoiere prin şoc pentru a verifica dacă materialul din care urmează a se realiza recipientul sub presiune are tenacitatea caracterizată printr-o energie de rupere KV cel puţin egală cu cea necesară evitării comportării fragile la tR.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 465
b. Se stabilesc temperaturile tM şi tR şi se determină temperatura tKV.
Standardul EN 13445 propune utilizarea unor diagrame de calcul, de tipul celor prezentate în figura 4.2, a căror transpunere analitică a condus la formula: tKV = mtR+ n(s), (4.4) în care m = 1 pentru recipientele nesudate sau sudate şi tratate termic postsudare, respectiv m = 1,053 pentru recipientele sudate şi netratate termic postsudare, iar parametrul n(s), dependent de grosimea peretelui recipientului s, se determină cu formula: n(s) = a1 – min(s; 60 mm), (4.5)
pentru recipientele nesudate sau sudate şi tratate termic postsudare (cu grosimea s ≤ 110 mm) şi cu formula: n(s) = a + bexp(-s/c), (4.6) pentru recipienetele sudate şi netratate termic postsudare (cu grosimea s ≤ 35 mm), coeficienţii a1, a, b şi c având valorile precizate în tabelul 4.7.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 466
Fig. 4.2. Diagramele pentru determinarea temperaturii de verificare a tenacităţii tKV pentru recipientele sub presiune din oţeluri cu Re ≤ 310 MPa

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 467
Tabelul 4.7. Valorile coeficienţilor din formulele de calcul (4.5) şi (4.6)
Limita de curgere a oţelului din care este realizat recipienetul Re, MPa
(N/mm2) a1 a b c
Re ≤ 310 60 −23,60929 109,89341 18,86222 Re ∈(310; 360] 30 −41,87842 108,30043 23,53291 Rp ∈(360; 460] 30 −62,93105 108,30043 23,53291
Aplicaţie. Precizarea condiţiilor de verificare a tenacităţii pentru un element de ATD care funcţionează la tM = -20 oC, este realizat în construcţie sudată, fără tratamente termice postsudare, din tablă de oţel S235 (OL 37), cu Re ≥ 235 MPa şi grosimea s = 15 mm, tensiunile de membrană care se generează în exploatare în peretele recipientului fiind σM = 0,5Re, iar rezistenţa admisibilă considerată la proiectare având valoarea σa = 0,67Re. Rezolvare. Folosind datele din enunţ, rezultă: tM = -20 oC, rσ = σM/σa = 0,75 şi, din tabelul 4.6 se obţine tS = 0 oC. Ca urmare, tR = tM + tS = -20 + 0 = -20 oC şi aplicând formula 4.4 (sau utilizând diagramele din figura 4.2) se obţine tKV = 5 oC.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 468
Standardele şi normativele de proiectare limitează utilizarea oţelurilor nealiate (carbon) la fabricarea aparaturii sub presiune. De exemplu, prescripţiile tehnice [3] face următoarele precizări la pct. 3.2.1.1 :
Pentru realizarea recipientelor sub presiune în construcţie sudată se pot utiliza numai mărcile de oţeluri nealiate OL37, OL44 şi OL52 (echivalente mărcilor noi S235, S275 şi S335) cu clasele de calitate 3 sau 4 (echivalente mărcilor noi cu adaosurile la simbol J0 sau J2) ;
Tablele din oţelurile nealiate pot fi utilizate numai dacă sunt îndeplinite simultan următoarele condiţii: - recipientul sub presiune nu conţine substanţe letale, explozive sau care produc coroziune fisurantă sub tensiune ; - solicitarea mecanică a recipientului are un caracter static; - temperatura maximă admisă de lucru a recipientului nu depăşeşte +60 oC; - produsul Di × p ≤ 2000, iar produsul V × p ≤ 500, Di fiind diametrul interior al recipientului, în mm, V – volumul recipientului (capacitatea recipientului), în dm3 (litri), iar p – presiunea maximă admisă de lucru a recipientului, în MPa.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 469
OBSERVATIE. Produsul V × p este pentru un recipient sub presiune o măsură a energiei înmagazinate în acesta şi care se poate elibera în cazul când se produce un fenomen nedorit de cedare (fisurare, rupere etc.). Astfel:
⇒⋅≤×⇒≤×⇒≤×−
−
2633
233
1010500500500
mNmpV
mmNdmpVMPadmpV
kJpV 500≤× . (4.7) Dacă se are în vedere că explozia TNT (trinitrotuluen sau trotil) produce o degajare de energie ETNT = 4562 kJ/kg, se poate echivala gravitatea producerii unei cedări la un recipient sub presiune cu explozia unei anumite cantităţi mTNT de TNT. TNT are puterea de explozie mai mică decât dinamita (amestec de nitrat de amoniu şi nitroglicerină), Edyn = 7500 kJ/kg.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 470
De exemplu, într-un rezervor sferic care depozitează
V = 1000 m3 de propan la presiunea p = 15 bar este înmagazinată
o energie kJmm
NmpV 62
3 105,15,11000 ⋅=⋅=× , corespunzătoare
energiei degajate la explozia unei cantităţi de TNT
kgE
pVmTNT
TNT 3304562
105,1 6
≅⋅
=×
= . Dacă propanul scăpat în urma
cedării rezervorului formează un nor care se aprinde şi explodează, energia eliberată se poate dubla sau chiar tripla.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 471
Efectele produse de o explozie sunt sugestiv indicate de schemele prezentate în figura 4.3 şi descrise în tabelul 4.8.
Fig.4.3. Efectele potenţiale ale exploziilor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 472
1. tăieturi minore produse de spargerea geamurilor; 2. răniri grave produse de
spargerea geamurilor; 3. răniri produse de spargerea uşilor sau porţilor de intrare
în cladiri; 4. răniri cu potenţial letal; 5. răniri
produse de fragmente de pereţi; 6. raniri grave produse
de spargerea geamurilor securit; 7. distrugerea uşilor
şi grinzilor de beton
Fig.4.3 continuare . Efectele potenţiale ale exploziilor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 473
Fig.4.3 continuare . Efectele potenţiale ale exploziilor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 474
Tabelul 4.8. Efectele undelor de presiune produse de explozii asupra oamenilor şi construcţiilor
Suprapresiunea generată de suflul exploziei,
bar Efectele asupra oamenilor Efectele asupra structurilor
0,010...0,0155 Spargerea geamurilor 0,035...0,075 Deteriorări minore la unele constructii
0,075...0,125 Pierderea stabilităţii panourilor din tablă
0,125...0,200
Pericol redus de spargere a timpanelor
Cedarea pereţilor din beton
0,30...0,50 Pierderea stabilităţii construcţiilor din lemn
0,50...0,70 Deteriorări serioase ale construcţiilor din oţel
0,70...1,00
Probabilitate 50 % de spargere a timpanelor
Deteriorări serioase ale construcţiilor din beton armat
2...3 Spargerea timpanelor şi pericol de afectare a plămânilor
5...10 Pericol letal redus 10...12 Probabilitatea 50 % de rănire mortală 12...16 Probabilitatea letală aproape de 100 %
Probabilitate de distrugere totală a majorităţii construcţiilor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 475
Pentru a face referiri la modul cum se comportă la sudare
oţelurile carbon trebuie reamintite cunoştinţele de bază învăţăte la Studiul şi ingineria materialelor şi la Tehnologia materialelor.
Sudarea prin topire este rezultatul unei activări termice importante, care determină încălzirea locală (cu ajutorul unei surse termice adecvate) a materialului pieselor supuse sudării (numit material de bază MB) la temperaturi superioare temperaturii lui ts; prin topirea marginilor pieselor şi, eventual, a unui material de adaos MA, se formează între piese o baie de material metalic topit BMT, care se transformă prin solidificare într-o cusătură sudată CUS.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 476
Realizarea îmbinărilor sudate prin topire presupune prelucrarea prealabilă a marginilor pieselor care trebuie îmbinate în scopul obţinerii unui rost de sudare, având, aşa cum se arată în figura 4.4, configuraţia definită de următorii parametrii geometrici: deschiderea b, unghiul α, rădăcina c, lungimea L şi, eventual, lăţimea l şi raza r. În funcţie de grosimea pieselor care se îmbină prin sudare, CUS poate fi realizată din unul sau mai multe rânduri, un rând fiind partea din CUS realizată la o singură deplasare a sursei termice de sudare în lungul rostului de sudare, iar rândurile situate la acelaşi nivel alcătuiesc straturile CUS; rândurile depuse prin sudare şi cusăturile sudate se caracterizează prin următorii parametrii geometrici: pătrundera p, lăţimea lc şi supraînălţarea h. Pentru a defini gradul de participare a MB şi MA la formarea unei CUS se definesc parametrii pMB (numit participarea MB) şi pMA (numit participarea MA), cu relaţiile:
;MAMB
MBMB SS
Sp+
= MAMB
MAMA SS
Sp
+= , (4.8)
în care SMB şi SMA sunt ariile precizate în figura 4.4.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 477
Fig. 4.4. Elementele caracteristice realizării îmbinărilor sudate prin topire

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 478
O parte din energia sursei termice utilizate la sudarea prin topire produce încălzirea (cu o viteză vi) la ti < ts a unei zone din MB adiacente locului de formare a CUS; prin deplasarea sursei termice în direcţia de sudare, odată cu răcirea băii de metal topit formate în rostul dintre piese şi realizarea CUS, are loc şi răcirea acestei zone din MB cu o viteză medie vr. Ca urmare a acestui proces, în timpul sudării orice punct situat în zona din MB adiacentă CUS este supus unui ciclu termic caracterizat de parametrii vi, ti < ts şi vr , iar ansamblul tuturor ciclurilor termice din această zonă este denumit câmp termic de sudare. Acţiunea ciclurilor termice care alcătuiesc câmpul termic la sudare determină, în funcţie de valorile parametrilor ce le caracterizează, modificarea structurii şi proprietăţilor mecanice ale materialului pieselor supuse sudării şi generarea unui câmp de tensiuni mecanice reziduale, motiv pentru care zona adiacentă CUS afectată de acţiunea ciclurilor termice este denumită zonă influenţată termic (sau zonă influenţată termomecanic) ZIT.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 479
Pe baza celor prezentate rezultă că îmbinările sudate prin topire din alcătuirea construcţiilor sudate prezintă trei zone caracteristice: CUS, ZIT şi MB, care se pot evidenţia clar şi pe imaginile macrostructurilor îmbinărilor sudate, de tipul celor prezentate în figura 8.3.
Fig. 4.5. Imaginile macroscopice ale îmbinărilor sudate realizate între două piese din oţel: a. CUS realizată din două straturi; b. CUS realizată din mai multe straturi

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 480
Aşa cum s-a precizat anterior, CUS se formează prin solidificarea BMT, ce se realizează, în rostul dintre piesele care trebuie îmbinate, prin topirea marginilor pieselor şi a unui MA (sub formă de electrozi înveliţi, vergele, sârme etc.). BMT se află de obicei în contact cu un strat de zgură lichidă (realizat prin topirea învelişului electrozilor sau unui flux de sudare) şi cu atmosfera (protectoare) din jurul sursei termice utilizate la sudare; datorită interacţiunii cu aceste două medii, BMT suferă transformări de natură metalurgică (chimică): îmbogăţire în gaze (O2, H2, N2), dezoxidare, desulfurare, defosforare, aliere etc. Deoarece are volum redus şi este supraîncălzită şi agitată sub acţiunea concentrată a sursei termice, BMT are compoziţia chimică omogenă, iar concentraţia în BMT şi în CUS care se obţine prin solidificarea acesteia a oricărui component %EAm,CUS se poate estima cu relaţia:
mMAmMAMBmMBCUSm EAEApEApEA %%%% ,,, Δ±+= , (4.9)
în care %EAm,MB este concentraţia masică a componentului în MB, %EAm,MA – concentraţia masică a componentului în MA, iar Δ%EAm – pierderile (–) sau aporturile (+) de component datorită interaţiunii BMT cu zgura şi atmosfera din jurul sursei termice.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 481
Aspectele prezentate conduc la concluzia că, atât BMT, cât şi CUS care se formează prin solidificarea acesteia, au (în general) o compoziţie chimică diferită de ale MB şi MA; deoarece structura şi proprietăţile mecanice ale materialelor metalice depind esenţial de compoziţia lor chimică, rezultă că asigurarea unei compoziţii chimice favorabile a BMT, prin alegerea judicioasă a cuplului MB – MA , a învelişului electrozilor, a fluxurilor de sudare, a gazelor de protecţie etc. şi prin realizarea unor valori adecvate ale pMB şi pMA, este unul din mijloacele cele mai eficiente prin care se poate acţiona în vederea obţinerii unei CUS de calitate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 482
Structura CUS reflectă direct particularităţile cristalizării primare a BMT, schematizate în figura 4.6:
• cristalizarea BMT este dirijată; între materialul de la suprafaţa băii, aflat sub acţiunea sursei termice concentrate şi materialul mai rece situat în zona de contact dintre BMT şi MB (care constituie suportul BMT) se crează gradienţi termici pe direcţia cărora se deplasează frontul de solidificare şi se dezvoltă cristalele CUS de formă columnară;
• cristalizarea este intermitentă; după fiecare secvenţa de cristalizare, datorită eliberării de energie termică, materialul metalic din BMT este încălzit şi cristalizarea sa este întreruptă până când transferul de căldură spre MB asigură realizarea subrăcirii necesare continuării solidificării;
• cristalizarea se realizează cu un număr redus de germeni cristalini; în mod obişnuit germinarea cristalelor CUS se produce pe cristalele MB aflate în contact cu BMT (pe linia de fuziune);
• viteza de creştere a cristalelor CUS este mare, iar forma acestor cristale este celular – dendritică (dendrite dezvoltate din cristalele MB pe care s-au format germenii cristalelor CUS).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 483
Fig. 4.6. Particularităţile formării structurii CUS la sudarea prin topire a oţelurilor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 484
În morfologia CUS se evidenţiază efectele combinate ale cristalizării primare a BMT în condiţiile precizate mai înainte; CUS prezintă, aşa cum se poate observa în figura 4.6, o alcătuire în straturi, datorită solidificării intermitente, combinată cu o alcătuire columnară, datorită creşterii dirijate a formaţiunilor cristaline pe direcţia (variabilă în timp) a gradientului maxim de temperatură.
Structura primară (forma şi dimensiunile gristalelor, modul de distribuire a incluziunilor nemetalice etc.) influenţează esenţial caracteristicile mecanice ale CUS. Dacă aliajul (oţelul) ce corespunde compoziţiei chimice a CUS prezintă transformări de fază în stare solidă, CUS va suferi şi un proces de cristalizare secundară şi în urma desfăşurării acestuia structura CUS se modifică; influenţa structurii primare asupra proprietăţilor CUS se menţine însă, deoarece unele caracteristici ale acesteia (granulaţia, distribuţia incluziunilor nemetalice etc.) nu sunt eliminate ci numai estompate (mascate) de cristalizarea secundară.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 485
Existenţa câmpului termic în ZIT poate determina desfăşurarea unor transformări structurale importante în această zonă, caracterul acestor transformări depinzând de compoziţia chimică a MB şi de parametrii ciclurilor termice. Pentru a evidenţia principalele aspecte legate de transformările structurale în ZIT, se consideră cazul sudării oţelurilor cu conţinut scăzut de carbon (folosite la fabricarea ATD); folosind diagramele prezentate în figura 4.7 şi considerând că ti şi vr sunt parametrii principali ce caracterizează posibilităţile de transformare structurală a MB sub acţiunea unui ciclu termic, ZIT poate fi împărţită în următoarele zubzone (fâşii):

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 486
fâşia I (de supraîncălzire) conţine punctele în care tcg ≤ ti < ts (tcg – temperatura deasupra căreia se produce creşterea excesivă a cristalelor de austenită, iar ts – temperatura de solidificare – topir e a MB); la răcirea austenitei (supraîncălzite, cu grăunţi grosolani) din această fâşie este favorizată formarea structurilor în afară de echilibru (martensită, bainită), cu rezistenţă mecanică şi duritate ridicate, dar cu tenacitate şi rezistenţă la fisurare scăzute;
fâşia II (de normalizare) conţine punctele în care A3 ≤ ti < tcg; în această fâşie se obţine la încălzire austenită cu granulaţie fină, care se transformă la răcire, în funcţie de mărimea vitezei de răcire vr, în structuri perlitice, asemănătoare celor obţinute prin aplicarea TT de normalizare sau în structuri de călire, care au însă proprietăţi de plasticitate mai bune decât cele corespunzătoare structurilor din fâşia de supraîncălzire;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 487
fâşia III ( de austenitizare incompletă) conţine punctele în care A1 ≤ ti < A3; în această fâşie se obţine la încălzire o structură bifazică formată din austenită şi ferită, care se transformă la răcire în structuri ferito-perlitice, asemănătoare celor care se obţin prin aplicarea TT de recoacere incompletă sau, dacă vr este mare, în structuri alcătuite din martensită şi ferită, asemănătoare celor care se obţin prin călirea incompletă;
fâşia IV (neaustenitizată) conţine punctele în care tr ≤ ti < A1; în această fâşie se produc modificări de structură numai dacă MB a fost ecruisat anterior prin deformare plastică la rece şi ciclurile termice de sudare produc recristalizarea primară a materialului (prin care se elimină ecruisarea şi textura de deformare) sau dacă MB a fost supus anterior unui TT de călire şi revenire, cu temperatura de revenire inferioară ti şi ciclurile termice de sudare continuă transformările la revenire nefinalizate în timpul aplicării TT.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 488
Fig. 4.7. Definirea fâşiilor caracteristice ale ZIT la sudarea oţelurilor nealiate pentru ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 489
Parametrii ciclurilor termice de sudare şi, ca urmare, structurile în ZIT pot fi modificate acţionând asupra regimului de sudare sau folosind preîncălzirea MB în zona de sudare (pentru micşorarea gradienţilor termici între CUS şi MB şi micşorarea vr a ciclurilor termice). Structurile ZIT şi CUS şi stările de tensiuni reziduale din îmbinările sudate pot fi modificate de asemenea, aplicând construcţiilor sudate diverse TT postsudare: recoacerea de detensionare, recoacerea completă, normalizarea, îmbunătăţirea etc. Din cele prezentate, rezultă că sudarea influenţează complex structura şi caracteristicile materialului din ZIT, ceea ce impune ca oţelurile destinate realizării construcţiilor sudate să aibă însuşirile tehnologice înglobate de noţiunea de sudabilitate, definită ca fiind aptitudinea unui oţel ca printr-un anumit procedeu şi pentru un anumit scop să asigure în îmbinările sudate caracteristicile locale şi generale prescrise pentru o construcţie sudată.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 490
Factorul principal de apreciere a sudabilităţii este comportarea metalurgică la sudare, care exprimă modul cum reacţionează un oţel faţă de acţiunea unui anumit proces de sudare, acţiune localizată în principal în ZIT. Aprecierea sudabilităţii unui oţel pe baza comportării metalurgice la sudare se face considerând drept criteriu principal compoziţia chimică a oţelului. Deoarece se urmăreşte obţinerea în ZIT a unor structuri cât mai aproape de echilibru, cu caracteristici de tenacitate ridicate, oţelurile destinate construcţiilor sudate trebuie să aibă compoziţia chimică stabilită astfel încât vrc să fie cât mai mare (pentru a fi favorizate transformările cu difuzie la răcirea austenitei), condiţie ce este îndeplinită dacă se impune ca oţelurile să aibă conţinuturi reduse de carbon şi de elemente de aliere; pentru a aprecia comportarea metalurgică la sudare a oţelurilor (din clasa structurală a oţelurilor perlitice) s-a definit (pe baza rezultatelor unor cercetări experimentale riguroase) mărimea numită carbon echivalent %Ce:
15
%%5
%%%6
%%%NiCuMoVCrMnCCe
++
++++= (4.10)
şi s-a stabilit că oţelurile cu sudabilitate bună (care se pot suda uşor, cu procedeele de sudare cele mai economice şi fără măsuri tehnologice speciale la sudare: preîncălzire, TT postsudare etc.) sunt oţelurile care îndeplinesc simultan criteriile: %Cm < 0,23…0,25 % şi %Ce < 0,40…0,45 %.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 491
Având în vedere aceste condiţii, se poate aprecia că, dacă oţelurile nealiate destinate realizării elementelor de ATD respectă prescripţiile de calitate precizate anterior, vor prezenta o bună sudabilitate. Dacă la livrarea semifabricatelor din astfel de oţeluri nu sunt precizate concentraţiile tuturor elementelor care intervin în formula 4.10, se poate calcula carbonul echivalent cu formula simplificată (recomandată în EN 15614-1): 03,0
6%%% ++=
MnCCe . (4.11)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 492
Pentru sudarea elementelor de ATD din oţeluri carbon (nealiate) se folosesc cele mai economice procedee tehnologice de sudare prin topire: Sudarea cu arc electric cu electrozi înveliţi – SE, Sudarea (semiautomată sau automată) sub strat de flux – SF sau SAF şi Sudarea cu flacără de gaze – SG. Se pot utiliza în unele cazuri şi procedeele moderne de sudare prin topire cu arc electric în mediu protector gazos, de exemplu, procedeul MAG, pentru creşterea productivităţii la sudarea rezervoarelor cilindrice verticale de depozitare a petrolului şi produselor petroliere lichide (realizate în mod obişnuit din tablă de oţel OL 37 / S235), procedeul MIG, dacă se doreşte limitarea deformaţiilor la sudare sau procedeul WIG (TIG), pentru realizarea straturilor/rândurilor de rădăcină la sudarea fără completare la rădăcină a unor recipiente.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 493
A. Particularităţi tehnologice la SE a oţelurilor nealiate
La SE a elementelor de aparatură din oţeluri nealiate se folosesc cu precadere (ca material de adios – MA) electrozii cu înveliş acid A (al căror înveliş conţine oxizi de Fe, Mn şi Si, feromangan şi dezoxidanţi), care asigură viteze de topire ridicate şi pătrunderi mari, dau o zgură vâscoasă, care se solidifică sub formă de fagure şi se desprinde uşor (conducând la obţinerea unor CUS cu aspect frumos) şi se pot utiliza cu bune rezultate la sudarea cu curent continuu (CC) sau alternative (CA), în poziţiile plană – PA sau uşor înclinată.
Îmbinările sudate cu electrozi A au caracteristicile de rezistenţă mecanică bune, dar prezintă tenacitate relativ scăzută; în cazul sudării oţelurilor cu %C > 0,25 există pericolul fisurării la cald, mai ales daca se sudează în altă poziţie decât PA.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 494
Pentru sudarea în poziţii dificile (PC, PD, PE, PF, PG – v. tabelul 4.3) se recomandă folosirea electrozilor cu înveliş rutilic R sau rutil – acid RA (electrozi acizi, cu adaosuri de până la 35 % oxizi de titan: rutil sau ilmenit), care dau o zgură cu caracter acid, densă şi vâscoasă, care se solidifică repede, are aspect poros şi se poate îndeparta uşor, CUS realizate având aspect frumos, iar pierderile de metal prin stropi fiind minore.
Îmbinările sudate cu electrozi R sau RA au caracteristici bune de rezistenţă mecanică, dar tenacitatea lor este relativ scăzută, mai ales dacă MB are Rm > 440 MPa şi %C > 0,25 şi există pericol de fisurare la rece a CUS (datorită hidrogenului).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 495
Pentru sudarea în poziţii dificile (de exemplu, pentru sudarea CUS în poziţiile H sau J la realizarea conductelor tehnologice şi de transport) se folosesc electrozi rutil – celulozici RC, care asigură o bună protecţie a spaţiului de sudare şi au intervale înguste (ale temperaturilor şi duratelor) de solidificare a CUS.
Pentru sudarea în poziţii dificile (PD, PE, PF PG) şi/sau când trebuie asigurată tenacitatea la temperaturi scăzute se folosesc electrozi bazici B (al căror înveliş conţine carbonat de Ca şi alţi carbonaţi bazici, fluorură de Ca, silicaţi, rutil şi feroaliaje), care asifgură o bună desulfurare şi defosforare a baii de metal topit din care se formează prin solidificare CUS. Sudarea cu electrozi B se face de obicei în curent continuu CC, pentru a asigura o buna stabilitate a arcului electric. Electrozii B sunt higroscopici şi trebuie să fie bine uscaţi înainte de utilizare (se recomnandă calcinarea lor la 250...300 oC, timp de 1,5...2,5 ore).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 496
Electrozii B sunt recomandaţi la sudarea elementelor de aparatură din oţeluri nealiate cu rezistenţă mecanică ridicată (OL44/ S275 şi OL52 / S335) şi/sau din oţeluri cu %C > 0,25, a sudarea elementelor de aparatură cu perete gros, rigide sau a elementelor de aparatură la care trebuie garantată tenacitatea la temperaturi scăzute.
Pentru creşterea randamentului de depunere a MA (creşterea productivităţi operaţiei de sudare) şi asigurarea unor conţinuturi reduse de carbon în CUS (pentru obţinerea unor caracteristici de tenacitate sporite ale CUS) se pot folosi la sudarea aparturii din oţeluri nealiate şi electrozi (R, B etc.) cu pulbere de fier în înveliş.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 497
Alegerea electrozilor înveliţi se face ţinând seama de temperatura şi condiţiile de exploatare ale elementului de ATD care se realizează în construcţie sudată, de poziţia de sudare şi de caracteristicile mecanice pe care trebuie să le asigure CUS. Caracteristicile mecanice ale CUS trebuie să fie superioare celor corespunzătoare MB, caracteristica de bază ce se consideră la alegerea electrozilor fiind limta de curgere Rp0,2, pentru care se impune respectarea condiţiei: Rp0,2CUS = Rp0,2MB + 30...50 MPa. (4.12)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 498
Dacă la sudarea elementelor de ATD din oţeluri nealiate se
folosesc corspunzător dispozitivele de montaj – sudare, se poate asigura poziţia de sudare PA şi există premise sporite de obţinere a unei bune calităţi a îmbinarilor sudate. De exemplu, utilizând masa de poziţionare şi rotire (manipulatorul convenţional), se pot realiza integral în poziţia PA operaţiile de sudare impuse de fabricarea racordurilor (ansamblurilor flanşă – ştuţ din ţeavă) pentru aparate, asa cum sugerează schiţele din figurile 4.8 şi 4.9.
Pentru proiectarea regimurilor de sudare prin procedeul SE a elementelor de ATD din oţel nealiat se foloseşte metodologia învăţată la Tehnologia materialelor şi se poate utiliza produsul informatic elaborat în MathCad, existent la dispoziţia studenţilor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 499
Fig. 4.8. Variante de realizare a operaţiilor de sudare prin procedeul SE la fabricarea racordurilor pentru ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 500
Fig. 4.8 continuare. Variante de realizare a operaţiilor de sudare prin procedeul SE la fabricarea racordurilor pentru ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 501
Fig. 4.8 continuare. Variante de realizare
a operaţiilor de sudare prin procedeul SE la fabricarea racordurilor pentru ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 502
La proiectarea operaţiilor de sudare prin procedeul SE a elementelor de ATD din oţeluri carbon (nealiate) trebuie avute în vedere următoarele recomandări:
Se va suda în mod obişnuit fără preîncălzire, utilizarea preîncălzirii fiind necesară numai dacă piesele care se sudează au grosimi mari de perete sau dacă oţelul din care sunt realizate acestea au %C > 0,25 şi/sau %Ce > 0,45;
Se va alege o formă a rostului care să asigure o participare a MA la formarea CUS pMA ≥ 75 % (MA are calitate mai bună decât MB).
Se va concepe o structură a CUS cu numar minim de rânduri şi straturi, deoarece reîncălzirile succesive la realizarea CUS pot determina declanşarea unor fenomene de îmbătrânire (precipitarea în structura CUS şi ZIT a compuşilor intermetalici de tip nitrură γ’ – Fe4N sau cementită terţiară – Fe3C) care diminuează tenacitatea şi măresc tendinţa spre fisurarea fragilă a îmbinărilor sudate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 503
B.Particularităţi tehnologice la SF şi SAF a oţelurilor nealiate
La aplicarea acestui procedeu se poate folosi numai pozitia de sudare PA, impunându-se ca elementele de aparatură care se sudează să fie aşezate pe dispozitive de montaj – sudare adecvate.
MA utilizat la sudare este o sârmă trefilată din oţel (cu compoziţia asemănătoare cu a MB, dar cu conţinuturi de S şi P mai reduse (de obicei, sub 0,03% fiecare) şi, eventual, cu conţinuturi mai mari de Si şi Mn (pentru a se asigura o bună dezoxidare a băii de metal topit din care rezultă prin solidificare CUS), iar materialul pentru protecţia zonei de sudare este un flux (material granular, cu compoziţie şi funcţii asemănătoare învelişurilor electrozilor folosiţi la SE); în mod obişnuit, pentru SF sau SAF a elementelor de aparatură din oţeluri nealiate se folosesc fluxuri topite, caracterizate printr-o rezistentă mecanică mare a granulelor din care sunt alcătuite şi printr-o higroscopicitate redusă şi se utilizează mai puţin fluxurile ceramice.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 504
Deoarece la SF şi SAF zgura (rezultată rin topirea fluxului)
are o puternică acţiune metalurgică, compoziţia chimică şi caracteristicile fizico – mecanice ale CUS realizate prin acest procedeu depind de alegerea cuplului sârmă – flux; cuplul sârmă – flux se adoptă astfel încât CUS să aibă caracteristici mecanice cel puţin egale cu ale MB care se sudează (aşa cum s-a procedat şi la alegerea electrozilor pentru SE).
La utilizarea acestui procedeu de sudare trebuie avute în vedere următoarele particularităţi:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 505
Deoarece lungimea liberă a sârmei de sudare (distanţa de la capătul sârmei de sudare, cu diametrul de şi până la contactul alunecător prin care aceasta se conectează la sursa de curent) este mică, se pot folosi densităţi mari ale curentului de sudare (ρs = Is/Ss = 40...150 A/mm2, faţă de 12...20 A/mm2 la SE, Ss fiind aria secţiunii transversală a sârmei din MA, Ss = πde
2/4) şi energii liniare de sudare EL = IsUa/vs ridicate şi se obţin o serie de efecte favorabile (se micşorează vitezele de răcire în ZIT, se crează o baie de metal topit cu volum relativ mare, în care condiţiile de separare a impurităţilor sunt mai bune) şi nefavorabile (creşte nivelul tensiunilor şi deformaţiile generate la sudare şi fâşia de supraîncălzire din ZIT este mai extinsă);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 506
Deoarece se folosesc densităţi mari de curent şi baia de metal topit are volum relativ mare, la realizarea primului strat al CUS trebuie utilizată una din metodele tehnologice de susţinere a băii de metal topit (care asigură evitarea scurgerii metalului topit din rostul de sudare) prezentate în figura 4.9: a. susţinerea BMTcu pernă de flux; b. Susţinerea BMT cu un suport fuzibil din Cu; c. susţinerea BMT cu un suport fuzibil (dintr-un material asemănător cu MB; d. Susţinerea BMT cu un rând de rădăcină realizat prinSE sau WIG.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 507
Fig. 4.9. Metodele de susţinere a BMT la SAF a elementelor de ATD 1, 2 – piesele din MB (care se sudează); 3 – perna de flux; 4 – carcasa pernei de flux; 5 – suportul inferior al
pernei de flux; 6 – furtun cu aer comprimat; 7 – flux pentru sudare; 8 – sârma de MA; 9 – contactul alunecător pentru alimentarea cu curent a sârmei; 10 – suport nefuzibil din Cu (răcit la interior cu apă; 11 –
suportul fuzibil din material asemănător MB; 12 – CUS suport realizată prin procedeul SE sau WIG

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 508
Pentru proiectarea regimurilor de sudare prin procedeul
SAF a elementelor de ATD din oţel nealiat se aplică metodologia învăţată la Tehnologia materialelor şi se poate utiliza produsul informatic elaborat în MathCad, existent la dispoziţia studenţilor.
La proiectarea operaţiilor de sudare prin procedeul SAF a elementelor de ATD din oţeluri carbon (nealiate) trebuie avute în vedere aceleaşi recomandări ca şi la sudarea prin procedeul SE:
Se va suda în mod obişnuit fără preîncălzire; Se va alege o formă a rostului care să asigure o participare a MA
la formarea CUS pMA ≥ 75 %. Se va concepe o structură a CUS cu numar minim de rânduri şi
straturi.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 509
Procedeul SAF este cel utilizat în atelierele industriale pentru realizarea sudurilor longitudinale (de închidere) ale virolelor cilindrice şi tronconice şi a sudurilor circulare dintre elementele (virole, funduri, flanşe de capăt etc.) care compun corpurile ATD. Aceste îmbinări sudate se realizează în mod obişnuit “cu completare la rădăcină”, sudându-se mai întâi din interior şi apoi din exterior (pentru completarea la rădăcină), aşa cum sugerează schiţele prezentate în figura 4.10.
Pentru îmbunătăţirea calităţii îmbinărilor sudate şi creşterea productivităţii operaţiilor de sudare, la SAF a elementelor de ATD se pot utilize şi variantele tehnologice ale acestui procedeu (v. fig. 4.11), care asigură CUS cu granulaţie fină, bine degazate şi o productivitate ridicată la sudare: sudarea cu arce gemene (care ard într-o BMT comună, un arc fiind alimentat în curent alternative şi altul în curent continuu) şi sudarea cu 2, 3,4 sau 5 arce în tandem (care ard în BMT diferite).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 510
Fig. 4.10. Utilizarea procedeului SAF pentru realizarea virolelor şi corpurilor ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 511
Fig. 4.10 continuare. Utilizarea procedeului SAF pentru realizarea virolelor şi corpurilor ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 512
Fig. 4.11. Echipamentele şi variantele tehnologice utilizate la SAF a elementelor de ATD din oţeluri nealiate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 513
Fig. 4.11 continuare. Echipamentele şi variantele tehnologice utilizate la SAF a elementelor de ATD din oţeluri nealiate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 514
C.Particularităţi tehnologice la SG a oţelurilor nealiate
Procedeul SG se foloseşte cu precădere la lucrările de montaj şi de mentenanţă corectivă (reparare) care se execută în condiţii de şantier. Procedeul foloseşte ca sursă termică de sudare o flacără de gaze (de obicei, o flacără oxiacetilenică), MA fiind sub formă de vergele de sârmă (cu compoziţia asemănătoare MB). Tehnica de lucru care trebuie aplicată se alege în funcţie de grosimea s a elementelor de aparatură care se sudează (v. fig.4.1g, h):
dacă s < 3 mm, se foloseşte sudarea spre stânga (cu sârma din MA condusă în faţa arzătorului), sârma din MA având diametrul ds = s/2 +1;
dacă s ≥ 3 mm, se foloseşte sudarea spre dreapta (cu sârma din MA în spatele arzătorului) sârma din MA având diamtrul ds = s/2.
La SG a elementelor de aparatură din oţeluri nealiate se foloseşte flacăra oxiacetilenică de putere redusă, cu character neutru (flacăra normală), debitul de acetilenică reglându-se la valoarea Dac = kas, cu ka = 80…100 l/oră⋅mm, iar debitul de oxygen Dox adoptându-se astfel încât raportul β = Dox/Dac = 1,1…1,2.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 515
2.Operaţiile de sudare la fabricarea ATD din oţeluri
cu rezistnţă mecanică ridicată şi granulaţie fină
Oţelurile cu rezistenţă mecanică ridicată şi granulaţie fină sunt oţeluri cu caracteristici mecanice superioare oţelurilor nealiate şi cu costuri reduse ; deoarece se caracterizează printr-un raport favorabil (ridicat) între calitate (exprimată prin nivelurile caracteristicilor mecanice şi de sudabilitate pe care le asigură) şi costrui, oţelurile din această clasă sunt denumite şi oţeluri economice.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 516
Compoziţia chimică de bază a oţelurilor din această clasă, folosite pe scară largă la realizarea ATD sub presiune în construcţie sudată, are drept componente de aliere principale carbonul (%C ≤ 0,20), manganul (%Mn ≤ 1,65) şi cromul (%Cr ≤ 0,80);aceste oţeluri sunt microaliate suplimetar cu V, Ti, Nb, Al, N (care le asigură granulaţia fină) şi cu Ni (care le asigură o bună tenacitate la temperaturi scăzute). Datorită reţetelor de aliere după care sunt realizate, oţelurile din această clasă sunt considerate oţeluri, carbon sau C – Mn, microaliate sau slab aliate, cu granulaţie fină. Principalele categorii de oţeluri din această clasă sunt prezentate în continuare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 517
A. Oţelurile cu granulaţie fină pentru construcţii sudate
În această categorie sunt incluse oţelurile nealiate de calitate sau aliate speciale, cu conţinut scăzut de carbon (%Cm = 0,13…0,20 %), cu limita de curgere Rp0,2 = 275…460 N/mm2, destinate realizării elementelor puternic solicitate ale unor structuri sudate (recipiente sub presiune, rezervoare etc.) care lucrează la temperatură ambiantă sau scăzută. Aceste oţeluri se utilizează sub formă de semifabricate sau produse laminate la cald, livrate în starea obţinută după aplicarea TT de normalizare sau după prelucrarea prin laminare termomecanică (sau laminare controlată), aceasta denumind procedeul de laminare la care se controlează riguros toţi parametrii de lucru, deformarea plastică finală efectuându-se într-un interval de temperaturi riguros respectat, cu grade de deformare judicios alese şi cu viteze de răcire bine stabilite, astfel încât materialul prelucrat să prezinte caracteristici mecanice ridicate (ce nu pot fi obţinute numai prin aplicarea de TT).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 518
Producerea oţelurilor cu granulaţie fină pentru construcţii sudate este reglementată prin SR EN 10113, care împarte aceste materiale în: oţeluri normalizate, simbolizate SxxxN sau SxxxNL şi oţeluri laminate termomecanic, simbolizate cu SxxxM sau SxxxML , grupul de cifre xxx indicând nivelul minim garantat al limitei de curgere Rp0,2 (în N/mm2); mărcile simbolizate SxxxN sau SxxxM au tenacitatea garantată (sub forma unei valori minime prescrise a KV) până la –20 oC, iar mărcile simbolizate SxxxNL şi SxxxML au tenacitatea garantată până la –50 oC.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 519
Compoziţia chimică a acestor oţeluri este complexă, fiind asigurată microalierea cu elemente care să asigure granulaţia fină (Al, V, Ti, Nb, în concentraţii masice de 0,03…0,10 %) şi prezenţa unor elemente care să asigure obţinerea valorilor prescrise ale caracteristicilor de rezistenţă mecanică şi tenacitate (Mn, Ni, Cr, Mo, Cu, în concentraţiile corespunzătoare unor oţeluri slab aliate). Tenacitatea la temperaturi scăzute este asigurată de alierea cu mangan (%Mnm = 1,5…1,7 %) şi cu nichel (%Nim = 0,30…0,80 %) şi prin respectarea unor corelaţii între concentraţiilor diverselor elemente de aliere prezente în compoziţie (de exemplu, %Crm + %Mom + %Cum < 0,60 %). Pentru evitarea fragilizării la albastru, care poate să apară după aplicarea de recoacerii de detensionare la structurile sudate realizate din aceste oţeluri, se limitează concentraţia de azot (%Nm ≤ 0,015…0,025 %) şi se impune ca %Alm ≥ 0,020 % (pentru legarea azotului sub formă de nitruri de aluminiu stabile).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 520
Sudabilitatea acestor oţeluri se asigură prin prescrierea unor valori limitate ale carbonului echivalent %Ce ≤ ce0 ∈ [0,34 %; 0,52 %], valoarea maximă ce0 fiind precizată în funcţie de marca oţelului, de clasa de calitate şi de grosimea semifabricatelor livrate.
B. Oţelurile pentru aparate şi recipiente sub presiune În funcţie de nivelul solicitărilor mecanice, de temperaturile (minimă şi maximă) de exploatare şi de caracteristicile mediului de lucru (toxicitate, inflamabilitate, corozivitate etc.), recipientele sub presiune se confecţionează din oţeluri carbon sau din oţeluri aliate de calitate sau speciale, elaborate în convertizoare bazice cu oxigen sau în cuptoare electrice şi calmate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 521
Deoarece domeniul temperaturilor de lucru al recipientelor sub presiune este foarte extins (–200 oC la +650 oC), la realizarea lor trebuie să se utilizeze oţeluri livrate în clase de calitate diferite, pentru fiecare clasă garantându-se acele caracteristici mecanice care asigură funcţionarea acestora în deplină siguranţă la temperaturile de exploatare. Astfel, pentru recipientele care lucrează la temperaturi ridicate se folosesc oţeluri la care se garantează limita de curgere la temperatura maximă de exploatare sau caracteristicile de comportare la fluaj la această temperatură, iar pentru recipientele care funcţionează la temperaturi scăzute se utilizează oţeluri la care se garantează caracteristicile de tenacitate (de obicei, energia de rupere KV) la o temperatură de referinţa, care se stabileştepe baza metodologiei din EN 13445 (prezentate anterior).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 522
Producerea şi livrarea semifabricatelor plate (table, platbande etc., cu grosimi s ≤ 150 mm) din aceste oţeluri este reglementată prin standardul SR EN 10028, care grupează oţelurile pentru recipiente sub presiune după temperatura la care se garantează caracteristicile mecanice în: oţeluri aliate şi nealiate cu caracteristici specificate la temperaturi ridicate şi oţeluri cu granulaţie fină normalizate; până la prima revizuire a acestui standard se menţin în vigoare şi prevederile (similare) din STAS 2883.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 523
Din grupa oţelurilor cu caracteristici specificate la temperaturi ridicate (SR EN 10028−2) fac parte oţelurile nealiate de calitate (conform criteriilor din SR EN 10020), simbolizate PxxxGH (grupul de cifre xxx indicând nivelul minim garantat al limitei de curgere Rp0,2, în N/mm2), care conţin %Mnm = 0,40…1,70 % şi mici adaosuri de Mo, V, Nb, Ti, Cu, Cr, Ni (sub valorile limită corespunzătoare oţelurilor aliate şi cu respectarea condiţiei %Crm + %Cum + %Mom + %Nim < 0,70 %). Oţelurile nealiate de calitate PxxxGH se livrează în stare normalizată şi au limita de curgere garantată până la temperatura de 400 oC; comportarea bună la temperaturi ridicate este asigurată prin microalierea cu V, Mo, Nb şi Ti, care finisează granulaţia oţelurilor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 524
În tabelul 4.9 se prezintă mărcile de oţeluri din aceeastă categorie conform SR EN 10028-2, simbolurile mărcilor echivalente din STAS 2883 şi limitele principalelor caracteristici mecanice (valorile maxime ale caracteristicilor corespund grosimilor minime ale semifabricatelor livrate).
Tabelul 4.9. Oţelurile pentru recipiente sub presiune cu caracteristici specificate la temperaturi ridicate
Simbolul oţelului Limita de curgere, N/mm2
SR EN 10028 STAS 2883 tmax, oC
Re, la 20 oC Rp02 la tmax Rm, N/mm2 A5, %
P235GH - 400 185…235 100…110 360…480 24...25 P265GH K410 400 200…265 120…130 410…530 22...23 P295GH K460 400 235…295 135…155 460…570 21...22 P355GH K510 400 295…355 155…180 510…650 20...21

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 525
Oţelurile cu granulaţie fină normalizate sunt oţeluri nealiate de calitate sau speciale şi oţeluri aliate speciale, cu indicele convenţional al granulaţiei G ≥ 6, care au caracteristicile mecanice garantate în domeniul de temperaturi (–50 oC ; 400 oC). Producerea şi livrarea semifabricatelor plate (table, platbande etc., cu grosimi s ≤ 150 mm) din aceste oţeluri este reglementată prin SR EN 10028-3, care împarte aceste oţeluri în patru grupe:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 526
- grupa de bază cuprinde oţelurile simbolizate PxxxN, destinate să lucreze la temperaturi cuprinse între –20 oC şi +20 oC;
- grupa oţelurilor rezistente la temperaturi ridicate cuprinde oţelurile simbolizate PxxxNH, destinate să lucreze la temperaturi cuprinse între –20 oC şi +400 oC, în condiţiile în care solicitările mecanice la temperaturi ridicate sunt de scurtă durată şi nu determină declanşarea fenomenului de fluaj;
- grupa oţelurilor rezistente la temperaturi joase cuprinde oţelurile simbolizate PxxxNL1, destinate să lucreze la temperaturi cuprinse între –50 oC şi +20oC;
- grupa specială a oţelurilor rezistente la temperaturi joase cuprinde oţelurile simbolizate PxxxNL2, destinate să lucreze la temperaturi cuprinse între –50 oC şi +20 oC, nivelul minim garantat al energiei de rupere KV la –50 oC fiind mai mare decât la oţelurile din grupa precedentă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 527
Mărcile de oţeluri din această categorie au prescrisă limita de curgere minimă la ta, determinată pe produse în stare normalizată, cu grosimea s ≤ 16 mm, xxx ∈ {275 N/mm2, 355 N/mm2, 460 N/mm2}; de asemenea, SR EN 10028-3 prescrie pentru toate oţelurile din aceeastă categorie valorile minime ale energiei de rupere KV, ce trebuie obţinute prin încercarea la încovoiere prin şoc, la diferite temperaturi din intervalul de utilizare garantat, a epruvetelor prelevate transversal şi longitudinal din produse.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 528
Din punctul de vedere al compoziţiei chimice aceste oţeluri sunt asemănătoare oţelurilor cu granulaţie fină pentru construcţii sudate (categoria A, prezentată mai înainte), cu precizarea că trebuie respectate corelaţiile: %Crm + %Cum + %Mom < 0,45 % şi %Nbm + %Tim + %Vm < a0 ∈ [0,05 %; 0,22 %], valoarea maximă a0 fiind precizată în funcţie de nivelul minim prescris al limitei de curgere. Sudabilitatea acestor oţeluri este asigurată prin limitarea concentraţiei carbonului la %Cm ≤ 0.16…0,20 % şi garantarea unor valori ale carbonului echivalent %Ce = 0,40…0,45 %.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 529
Oţelurile PxxxNL sunt echivalente oţelurilor reglementate de STAS 2883, simbolizate Rxxx–n, numărul xxx indicând valoarea minimă garantată a rezistenţei la rupere, în N/mm2, iar cifra n (n = 2, 3,…,7) – clasa de calitate în care se încadrează oţelul; la oţelurile livrate în clasele de calitate 2 şi 3 se garantează aceleaşi caracteristici ca la oţelurile carbon de uz general (v. tabelul 4.5), iar la cele livrate în clasele 4, 5, 6 şi 7 se garantează energia de rupere KV la temperatura minimă (în oC) t = (20 - 10n); de exemplu, marca de oţel simbolizată R510.5 are garantate rezistenţa la tracţiune Rm ≥ 510 N/mm2 şi tenacitatea la -30 °C (KV ≥ 27 J).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 530
Sudabilitatea oţelurilor din această clasă este bună, deoarece au concentraţii scăzute ale carbonului, au strict limitate conţinuturile de impuritaţi (S şi P) şi au concentraţii scăzute de elemente de aliere. Pentru efectuarea operaţiilor de sudare la fabricarea ATD din astfel de oţeluri se recomandă utilizareaaceloraşi procedee tehnologice de sudare ca şi la aparatura din oţeluri nealiate.
Pentru proiectarea regimurilor de sudare prin procedeele SE şi SAF a elementelor de ATD din aceste oţceste oţeluri se aplică metodologia învăţată la Tehnologia materialelor şi se pot utiliza produsulele informatice elaborat în MathCad, recomandate şi pentru sudarea aparaturii din oţeluri nealiate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 531
La proiectarea operaţiilor de sudare prin procedeele SE şi SAF a elementelor de ATD din oţeluri cu rezistenţă mecanică ridicată şi granulaţie fină trebuie avute în vedere următoarele recomandări:
Se va concepe o structură a CUS cu rânduri şi straturi multiple, înguste (aria secţiunii transversale a unui rând al CUS se limitează la Sr = 15...20 mm2 la SE şi la Sr = 50...80 mm2 la SF sau SAF);
Realizarea CUS cu rânduri şi straturi multiple este favorabilă obţinerii unor structuri cu granulaţie fină, fără constituenţi fragili în CUS şi ZIT, deoarece realizarea fiecărui rând (j) al CUS produce un efect de preîncălzire pentru rândul care urmează a fi depus (j+1) şi un efect de recoacere (care asigură structura de echilibru, cu tenacitate ridicată, bine detensionată) pentru rândul executat anterior (j-1);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 532
Pentru obţinerea efectelor favorabile precizate mai înainte şi în cazul ultimelor rânduri depuse în CUS, se practică sudarea cu rând (strat) de recoacere (v. fig. 4.12), un rând (strat) care se depune în scop tehnologic (care se poate îndepărta complet dacă se face polizarea postsudare a supraînălţării CUS), pentru a produce efectele unui tratament termic de recoacere asupra ultimelor rânduri ale CUS, iar pentru obţinerea unei calităţi corepunzătoare a primelor rânduri ale CUS se poate practica sudarea cu preîncălzire (tpr = 150...200 oC, mai ales dacă MB are %Ce ≥ 0,41).
Fig. 4.12. Sudarea cu rând de recoacere a elementelor de ATD din oţeluri cu rezistenţă mecanică ridicată şi
granulaţie fina

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 533
Temperatura de preîncălzire la sudarea primelor rânduri ale CUS se va prescrie în specificaţia procedurii de sudare – WPS şi ca temperatură între rândurile (straturile) succesive ale CUS. În domeniul prescrierii temperaturii de preîncălzire la sudarea oţelurilor cu rezistenţă mecanică ridicată şi granulaţie fină s-au adus recent contribuţii importante, modificându-se substanţial procedurile de lucru folosite anterior. Una din procedurile actuale în domeniu (asemănătoare cu cele din EN1011-2 şi BS5135) propune prescrierea temperaturii de preîncălzire la sudare prin parcurgerea următoarelor etape:
Se calculează, folosind formula (4.10), nivelul carbonului echivalent %Ce al oţelului reprezentând MB la sudare;
Se determină numărul de referinţă al sudabilităţii Nrs prin încadrarea MB în tabelul 4.10;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 534
Tabelul 4.10. Numerele de referinţă ale sudabilităţii pentru oţeluri
%Ce Nrs %Ce Nrs sub 0,30 1 [0,55;0,60) 7
[0,30;0,35) 2 [0,60;0,65) 8 [0,35;0,40) 3 [0,65;0,70) 9 [0,40;0,45) 4 [0,70;0,75) 10 [0,45;0,50) 5 [0,75;0,80) 11 [0,50;0,55) 6 peste 0,80 12
Folosind indicaţiile din schiţele prezentate în figura 4.13 se calculează grosimea combinată sc corespunzătoare construcţiei sudate (aparatului) care trebuie realizată;
Cunoscând Nrs şi sc se determină pe diagrama din figura 4.13 indicele de sudabilitate al îmbinarii care trebuie realizate Isi;
Cunoscând caracteristicile materialelor folosite la sudare din punctul de vedere al conţinutului de hidrogen şi energia liniară la sudare EL (calculată cu valorile Is, Ua şi vs ale parametrii de regim la sudare, EL = IsUa/vs) se determină, alergând diagrama potrivită din figura 4.14, temperatura de preîncălzire tpr.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 535
Fig.4.13. Diagramele şi schiţele pentru determinarea numărului de referinţă al sudabilităţii Nrs şi grosimii combinate sc la sudarea elementelor de ATD din oţeluri cu rezistenţă mecanica ridicată şi granulaţie fină

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 536
Fig.4.14. Diagramele pentru determinarea temperaturii de preîncălzire tpr la sudarea elementelor de ATD din oţeluri cu rezistenţă mecanica ridicată şi granulaţie fină

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 537
La aplicarea procedurii anterior descrise trebuie să se ţină seama că principala sursă de hidrogen difuzibil în imbinarile sudate o constituie materialele utilizate la sudare, nivelurile hidrogenului NH fiind încadrate în patru clase, simbolizate (conform prescriptiilor IIS) astfel: H – nivel ridicat, conţinutul de hidrogen, 2HC (în mililitri de H difuzibil la 100 g metal depus), fiind 2HC ≥ 20; M – nivel mediu cu, 10 ≤ 2HC < 20; L – nivel scăzut, cu 5 ≤ 2HC < 10, VL – nivel foarte scăzut, cu 2 ≤ 2HC < 5 şi VVL – nivel extrem de scăzut 2HC < 2.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 538
La sudarea cu diferite tipuri de materiale de sudare, se obţin în mod obişnuit următoarele conţinuturi de hidrogen în îmbinările realizate: la SE cu electrozi bazici bine uscaţi, 2HC = 10 ... 12; la SE cu electrozi cu alte învelişuri (diferite de cele bazice), 2HC = 20 ... 25; la SAF (cu sîrmă curată şi flux uscat),
2HC = 10 ... 15. Nivelul hidrogenului NH, corespunzător materialelor de sudare alese şi procedeului de sudare adoptat, se corelează cu nivelul maxim admisibil al durităţii în ZIT HM, rezultând următoarele scări de calitate: scara A, cu NH = H şi HM = 350 HV10; scara B, cu NH = M şi HM = 375 HV 10; scara C cu NH = L şi HM = 400 HV 10; scara D, cu NH = VL, VVL şi HM = 450 HV 10.

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT
SI DEPOZITARE – TCMUTD – C 15,16
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 539
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, ATDobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, ATDobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 540
3. Operaţiile de sudare la fabricarea ţevilor
şi conductelor de transport şi de distribuţie din oţeluri
Tevile utilizate la realizarea tubulaturilor conductelor de transport şi de distribuţie petroliere (destinate vehicularii petrolului, produselor petroliere lichide şi gazelor naturale) se realizează din oţeluri şi pot fi fabricate, aşa cum este cunoscut de la Tehnologia materialelor, sub formă de ţevi laminate la cald (fără sudură) şi ţevi sudate longitudinal sau elicoidal.
Oţelurile “clasice” utilizate la realizarea ţevilor pentru conducte au, conform recomandărilor din API Spec. 5L, compoziţia chimică prezentată în tabelul 4.11 şi caracteristicile mecanice prezentate în tabelul 4.12.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 541
Aceste oţeluri au structura ferito – perlitică tipică oţelurilor nealiate sau slab aliate hipoeutectoide, iar creşterea caracteristicilor lor de rezistenţă mecanică se realizează în principal prin creşterea concentraţiei carbonului, care are ca efect mărirea conţinutului procentual de perlită din structură.
Semifabricatele de tip platbandă destinate fabricării ţevilor sudate longitudinal sau elicoidal se realizează din astfel de oţeluri prin procedee de laminare obişnuite (laminare normalizantă), iar granulaţia fină a acestora este asigurată prin microaliere cu Ti, V, Nb etc. şi conducerea corectă a operaţiilor de laminare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 542
Tabelul 4.11. Compozitia chimică a oţelurilor „clasice” pentru ţevi conform API Spec 5L
Clasa sau gradul oţelului
%Ca) max.
% Mn a) max.
% P min.
% P max.
% S max.
% Ti max.
Alte elemente
Compoziţia chimică pentru oţelurile cu cerinţele de calitate PSL 1* – Ţevi nesudate A25, Cl I 0,21 0,60 - 0,030 0,030 - - A25, Cl II 0,21 0,60 0,045 0,080 0,030 - -
A 0,22 0,90 - 0,030 0,030 - - B 0,28 1,20 - 0,030 0,030 0,04 b) c) d)
X42 0,28 1,30 - 0,030 0,030 0,04 c) d) X46; X52; X56 0,28 1,40 - 0,030 0,030 0,04 c) d)
X60 f) 0,28 1,40 - 0,030 0,030 0,04 c) d) X65 f); X70 f) 0,28 1,40 - 0,030 0,030 0,06 c) d)
Compoziţia chimică pentru oţelurile cu cerinţele de calitate PSL 1* – Ţevi sudate A25, Cl I 0,21 0,60 - 0,030 0,030 - - A25, Cl II 0,21 0,60 0,045 0,080 0,030 - -
A 0,22 0,90 - 0,030 0,030 - - B 0,26 1,20 - 0,030 0,030 0,04 b) c) d)
X42 0,26 1,30 - 0,030 0,030 0,04 c) d) X46; X52; X56 0,26 1,40 - 0,030 0,030 0,04 c) d)
X60 f) 0,26 1,40 - 0,030 0,030 0,04 c) d) X65 f) 0,26 1,45 - 0,030 0,030 0.06 c) d) X70 f) 0,26 1,65 - 0,030 0,030 0,06 c) d)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 543
Tabelul 4.11 continuare. Compozitia chimică a oţelurilor „clasice” pentru ţevi conform API Spec 5L
Clasa sau gradul oţelului
%Ca) max.
% Mn a) max.
% P min.
% P max.
% S max.
% Ti max.
Alte elemente
Compoziţia chimică pentru oţelurile cu cerinţele de calitate PSL 2 – Tevi nesudate B 0,24 1,20 - 0,025 0,015 0,04 d) e)
X42 0,24 1,30 - 0,025 0,015 0,04 c) d) X46; X52; X56; X60 f) 0,24 1,40 - 0,025 0,015 0,04 c) d) X65 f); X70 f); X80 f) 0,24 1,40 - 0,025 0,015 0,06 c) d)
Compoziţia chimică pentru oţelurile cu cerinţele de calitate PSL 2 –Ţevi sudate B 0,22 1,20 - 0,025 0,015 0,04 d) e)
X42 0,22 1,30 - 0,025 0,015 0,04 c) d) X46; X52; X56 0,22 1,40 - 0,025 0,015 0,04 c) d)
X60 0,22 1,40 - 0,025 0,015 0,04 c) d) X65 f) 0,22 1,45 - 0,025 0,015 0,06 c) d) X70 f) 0,22 1,65 - 0,025 0,015 0,06 c) d) X80 f) 0,22 1,85 - 0,025 0,015 0,06 c) d)
a) Pentru fiecare reducere cu 0,01 % a concentraţiei maxime specificate a carbonului este permisă o creştere cu 0,05 % a concentraţiei maxime specificate a manganului, dar fără ca această concentraţie să depăşească 1,50 % pentru oţelurile X42...X52, 1,65 % pentru oţelurile X56...X65 şi 2,00 % pentru oţelurile X70 şi X80; b) %Nb + %V ≤ 0,03 %, dacă producătorul şi beneficiarul ţevilor nu au stabilit altfel; c) Nb, V sau combinaţiile lor se pot utiliza pentru microaliere fără restricţii; d) %Nb + %V + %Ti ≤ 0,15 %; e) %Nb + %V ≤ 0,06 %, dacă producătorul şi beneficiarul ţevilor nu au stabilit altfel; f) Alte compoziţii pot fi propuse de producător şi acceptate de beneficiar, dacă sunt respectate prescripţiile din tabel privind conţinuturile de impurităţi (S şi P). * PSL ≡ Product Specification Level (nivelul specificat al produsului).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 544
Tabelul 4. 12. Caracteristicile mecanice a, b) ale oţelurilor „clasice” pentru ţevi conform API Spec 5L
Limita de curgere Rt0,5 min.
Limita de curgere Rt0,5 max.
Rezistenţa la rupere Rm min.
Rezistenţa la rupere Rm max.
Clasa sau gradul
oţelului psi MPa psi MPa psi MPa psi MPa
Caracteristicile mecanice pentru oţelurile cu cerinţele de calitate PSL 1
A25 25000 172 - - 45000 310 - - A 30000 207 - - 48000 331 - - B 35000 241 - - 60000 414 - -
X42 42000 290 - - 60000 414 - - X46 46000 317 - - 63000 434 - - X52 52000 359 - - 66000 455 - - X56 56000 386 - - 71000 490 - - X60 60000 414 - - 75000 517 - - X65 65000 448 - - 77000 531 - - X70 70000 483 - - 82000 565 - -

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 545
Tabelul 4. 12 continuare. Caracteristicile mecanice a, b) ale oţelurilor „clasice” pentru ţevi conform API Spec 5L
Limita de curgere Rt0,5 min.
Limita de curgere Rt0,5 max.
Rezistenţa la rupere Rm min.
Rezistenţa la rupere Rm max.
Clasa sau gradul
oţelului psi MPa psi MPa psi MPa psi MPa
Caracteristicile mecanice pentru oţelurile cu cerinţele de calitate PSL 2
B 35000 241 65000 448 60000 414 110000 758 X42 42000 290 72000 496 60000 414 110000 758 X46 46000 317 76000 524 63000 434 110000 758 X52 52000 359 77000 531 66000 455 110000 758 X56 56000 386 79000 544 71000 490 110000 758 X60 60000 414 82000 565 75000 517 110000 758 X65 65000 448 87000 600 77000 531 110000 758 X70 70000 483 90000 621 82000 565 110000 758 X80 80000 552 100000 690 90000 621 120000 827
a) Alungirea procentuală după rupere, măsurată la o distanţă între reperele epruvetei de tracţiune de 2 in (50,80 mm), trebuie să depăşească valoarea dată de relaţia Amin = 1,944S0,2/Rm
0,9, S=min(S0; 485 mm2), S0 fiind aria secţiunii transversale a porţiunii calibrate a epruvetei încercate la tracţiune, în mm2, iar Rm – rezistenţa minimă la tracţiune, în N/mm2, a oţelului analizat; b) Caracteristicile de tenacitate se stabilesc la întelegere între producătorul şi beneficiarul ţevilor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 546
Oţelurile “moderne” utilizate la realizarea ţevilor pentru conducte au conform recomandărilor standardelor internaţionale, compoziţia chimică prezentată în tabelul 4.13 şi caracteristicile mecanice prezentate în tabelul 4.14 (care respectă prescripţiile generale recomandate de API Spec 5L, dar sunt realizate cu conţinuturi extrem de scăzute de impurităţi, cu niveluri scăzute ale concentraţiilor de carbon şi cu reţete de microaliere complexe).
Datorită reţetei de aliere utilizate, diagramele TTT la răcirea austenitei acestor oţeluri au configuraţia prezentată în figura 4.15, ceea ce permite ca, prin răcirea controlată la sfârşitul laminării semifabricatelor (cu jeturi de apă sau de aer comprimat), să se obţină o structură cu ferită aciculară (bainită cu conţinut scăzut de carbon). Acest tip de structură diferă esenţial, aşa cum se poate observa pe micrografiile prezentate în figura 4.16, de structura ferito-perlitică (cu cristale poliedrice de ferită) ce rezultă dacă se aplică laminarea obişnuită.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 547
Fig. 4.15. Modul de realizare a structurii cu ferită aciculară la oţelurile pentru ţevi de conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 548
Fig.4.16. Microstructurile unui oţel cu %Cm = 0,06 %, %Mnm =1,8 %, %Mom = 0,3 %, %Nbm = 0,04 % obţinute prin:
a. laminare obişnuită (structură cu ferită poliedrică şi perlită dispuse în benzi); b. laminare controlată (structură cu ferită aciculară)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 549
Tabelul 4.13. Compozitia chimică a oţelurilor „moderne”pentru ţevi
Clasa sau gradul oţelului Elementul a)
X52 X56 X60 X65 X70 Carbon 0,10 0,10 0,12 0,12 0,12 Mangan 1,50 1,50 1,55 1,60 1,65 Siliciu 0,35 0,35 0,35 0,35 0,35 Sulf 0,008 0,008 0,008 0,008 0,008 Fosfor 0,015 0,015 0,015 0,015 0,015 Niobiu b) 0,05 0,05 0,05 0,05 0,05 Titan b) 0,03 0,03 0,03 0,03 0,03 Vanadiu b) 0,08 0,08 0,08 0,10 0,10 Aluminiu 0,02...0,05 0,02...0,05 0,02...0,05 0,02...0,05 0,02...0,05 Cupru c) 0,20 0,20 0,20 0,20 0,20 Nichel c) 0,20 0,20 0,20 0,30 0,40 Crom c) 0,20 0,20 0,20 0,20 0,20 Molibden d) 0,05 0,05 0,05 0,05 0,05 Azot 0,009 0,009 0,009 0,009 0,009 Bor 0,0005 0,0005 0,0005 0,0005 0,0005 Pcm
e) 0,20 0,20 0,21 0,22 0,23 a) Valori minime, în % masice (dacă nu se precizează altfel); valorile maxime ale concentratiilor se stabilesc de producătorul de ţevi, cu respectarea cumulată a tuturor prescriptiilor din tabel; b) Pentru aceste elemente trebuie respectate şi condiţiile din continuarea tabelului 4.13

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 550
Tabelul 4.13 continuare. Compozitia chimică a oţelurilor „moderne”pentru ţevi Clasa sau gradul oţelului Condiţia X52 X56 X60 X65 X70
% (Nb+V) max. 0,10 0,10 0,10 0,12 0,13 %(Nb+V+Ti) max. 0,12 0,12 0,12 0,14 0,15
c) Se va respecta şi condiţia % (Cu + Ni + Cr) ≤ 0,50; d) Mo poate fi max. 0,35 %, dacă s-a introdus neintenţionat V; e) Pcm = %C + %Si/30+%(Mn + Cu + Cr)/20 +Ni/60 + Mo/15 + %V/10+5 %B; Pcm are semnificaţia unui carbon echivalent pentru oţelurile cu %C ≤ 0,12 %, pentru oţelurile cu %C > 0,12 % utilizându-se (în loc de Pcm) carbonul echivalent definit de IIS/IIW, v. formula (4.10).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 551
Tabelul 4.14. Caracteristicile mecanice ale oţelurilor „moderne” pentru ţevi
Clasa sau gradul otelului
Pozitia epruvetelor
Rt0,5, MPa
Rm, min MPa
A2in(50,8mm), min % Rt0,5/Rm max
MB – LONG. 360...445 455 25 - MB –TRANS. 360...445 455 25 0,85 CUS (LONG) 360...540 455 25a) -
X52
TRANS. CUS - 455 - - MB – LONG. 385...475 490 25 - MB – TRANS. 385...475 490 25 0,85 CUS (LONG) 385...575 490 25* -
X56
TRANS. CUS - 490 - - MB – LONG. 415...525 515 25 - MB – TRANS. 415...525 515 25 0,85 CUS (LONG) 415...625 515 25a) -
X60
TRANS. CUS - 515 - - MB – LONG. 450...560 530 24 - MB – TRANS. 450...560 530 24 0,87 CUS (LONG) 450...675 530 25a) -
X65
TRANS. CUS - 530 - - MB – LONG. 480...590 565 23 - MB – TRANS. 480...590 565 23 0,90 CUS (LONG) 480...720 565 25a) -
X70
TRANS. CUS - 565 - -

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 552
Tabelul 4.14 continuare. Caracteristicile mecanice ale oţelurilor „moderne” pentru ţevi
Clasa sau gradul oţelului X52 X56 X60 X65 X70 Incercarea la încovoiere prin şoc
Temperatura de încercare ti, 0C ti = tD – a b)
KV, J, media min. pe 3 epruvete c) 42 42 42 45 48 KV, J, min. pe o epruvetă c) 32 32 32 34 36
a) valoarea corespunde epruvetelor plate cu lătimea de 38 mm şi distanţa dintre repere de 50,8 mm (2 in); la utilizarea altor epruvete se va face conversia rezultatelor pe baza indicaţiilor din ISO 2566/1. b) Pentru ţevile folosite la conductele de gaze: a = 10 0C, dacă grosime ţevii este s ≤ 20 mm; a = 20 0C, dacă grosime ţevii este 20 < s ≤ 30 mm; a se stabileşte la întelegere între beneficiar şi fabricant, dacă grosimea ţevii este s > 30 mm; Pentru ţevile folosite la conductele de lichide: a = 0 0C, dacă grosime ţevii este s ≤ 20 mm; a = 10 0C, dacă grosimea ţevii este 20 < s ≤ 30 mm; a se stabileşte la întelegere între beneficiar şi fabricant, dacă grosimea ţevii este s > 30 mm; Pentru ţevile folosite la conductele ce transportă amestecuri de lichide şi gaze se aplică prescripţiile de la conductele de gaze; c) Se vor încerca seturi de min. 3 epruvete, cu crestăturile orientate radial pe grosimea ţevii şi vârful situat în MB, CUS şi ZIT; d) Energia minimă absorbită de epruvetele încercate se stabileşte la întelegere între beneficiar şi fabricant.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 553
Oţelurile cu structură de ferită aciculară (bainită cu conţinut scăzut de carbon) au caracteristici ridicate de rezistenţă mecanică, realizate în principal prin obţinerea unei granulaţii foarte fine şi asigurarea unor efecte de durificare prin precipitarea unor compuşi intermetalici (nitruri sau carbonitruri de dimensiuni submicroscopice ale elementelor cu care sunt microaliate); performanţele de rezistenţă mecanică (caracteristicile Rp0,2 sau Rt0.5 > 500 N/mm2) şi tenacitate (KV > 130 J la ta şi temperatura de tranziţie t50% < −20 oC) asigurate au determinat includerea acestor oţeluri în categoria oţelurilor slab aliate (microaliate) cu rezistenţă mecanică ridicată HSLA (High Strength Low Alloy).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 554
Semifabricatele de tip platbandă destinate fabricării ţevilor
sudate longitudinal sau elicoidal se realizează din astfel de oţeluri prin procedee de laminare controlată sau laminare termomecanică (laminare cu grade mari de deformare la care se controlează strict temperaturile de lucru, vitezele de încălzire şi răcire, gradele şi vitezele de deformare la fiecare trecere), care pun în valoare prezenţa în aceste oţeluri a unei game largi de elemente de microaliere (Nb, V, Ti, Mo etc.).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 555
Valorificarea microalierii complexe prin utilizarea laminării termomecanice permite obţinerea unor performanţe foarte ridicate privind caracteristicile de rezistenţă mecanică, în condiţiile menţinerii la niveluri scăzute (care să asigure o bună sudabilitate) a concentraţiilor de carbon. Pentru exemplificare, în tabelul 4.15 se prezintă reţeta de microaliere complexă utilizată pentru realizarea oţelurilor pentru conducte din clasa de rezistenţă X100 şi caracteristicile mecanice asigurate de aceste oţeluri.
Utilizând soluţii tehnologice similare s-au obţinut oţeluri pentru conducte în clasele de rezistenţă X70 şi X80 cu compoziţia chimică şi caracteristicile mecanice redate în tabelul 4.16.
Se poate observa că oţelurile ”moderne” asigură caracteristici de rezistenţă mecanică foarte ridicate în condiţiile utilizării unor reţete de compoziţie chimică în care concentraţiile carbonului sunt menţinute la niveluri foarte scăzute (0,04...0,08 %).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 556
Tabelul 4.15. Compoziţia chimică şi caracteristicile mecanice ale oţelului X100 destinat realizării ţevilor pentru conductele de mare diametru
Compoziţia chimică Caracteristicile mecanice C 0,06-0,08 (0,066) Si 0,20-0,35(0,30)
Rt0,5, MPa min. 690 (663-780)
Mn 1,90-2,00(1,93) S Max.0,003 (0,0024)
Rm, MPa min. 770 (762-858)
Cu 0,20-0,25(0,215) Al 0,02-0,05(0,041)
A2in, % min. 18 ( - )
Cr Max. 0,1(0,031) Ni 0,30-0,35(0,333)
Rt0,5/Rm max. 0,93 (0,87-0,94)
Mo 0,15-0,20(0,168) Nb 0,04-0,05(0,043)
KV, J min. 150 (151-284)
Ti 0,015-0,02(0,018) B Max. 0,0003(0,0001)
DWTT 85% aspect fibros, 0C max. -20 (-30;-60)
Caracateristici sintetice de compoziţie chimică Pcm - (0,20) Ce
a) - (0,46) a) Carbonul echivalent Ce calculat cu formula (4.10); b) Valorile prescrise sunt cele neîncadrate între paranteze, iar valorile realizate la încercările efectuate sunt înscrise între paranteze; ţevile supuse verificărilor au fost realizate din semifabricate laminate controlat, cu: Temperatura de încălzire pentru laminare 1140...1200 0C; Temperatura sfârşitului laminării 670...710 0C; Temperatura opririi răcirii accelerate 200...400 0C; Viteza de răcire 20...50 0C/s

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 557
Tabelul 4.16. Compoziţia chimică şi caracteristicile mecanice ale oţelurilor X70 şi X80 destinate realizării ţevilor pentru conductele de mare diametru a)
Compozitie chimică (concentraţii masice %) Caracteristici mecanice
X70 X80 X70 X80 C 0,041 0,033
Mn 1,76 1,82 Ti 0,023 0,024 Nb 0,067 0,091 S 0,001 0,004
Rt0,5,
N/mm2 545 568
Si 0,281 0,274 Cu 0,193 0,294 Mo 0,194 0,256 Al 0,045 0,038
Rm, N/mm2 642 669
Ca 0,004 0,0027 Cr 0,058 0,056 V 0,001 0,003 N 0,01 0,01
KV b), J 375 235
a) Tevile din oţel X70 au avut dimensiunile cristalelor de 8,8 μm în miezul peretelui şi de 6,6 μm la suprafată, iar ţevile din oţel X80 au avut dimensiunile cristalelor de 6,1 μm în miezul peretelui şi de 5,1 μm la suprafaţă; b) Încercarea de încovoiere prin şoc s-a realizat pe epruvete de dimensiuni normale (10/10/55).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 558
În prezent sunt adoptate la noi în ţară standardele SR EN 10208-1,2 – Tevi din oţel pentru conducte destinate fluidelor combustibile, care reglemntează calitatea ţevilor din oţel pentru conductele destinate transportului şi distribuţiei produselor petroliere lichide şi gazelor naturale. Clasele de prescripţii (de calitate) corespunzătoare acestor ţevi sunt echivalente PSL din API Spec 5L: clasa A este echivalentă cu PSL 1 (conducte la care condiţiile tehnice nu prevăd garantarea tenacităţii ţevilor prin prescrierea unor valori minime ale energiei de rupere la încercarea la încovoiere prin şoc), iar clasa B – cu PSL 2 (la care sunt impuse condiţii privind nivelul minim al tenacităţii ţevilor).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 559
Compoziţia chimică a oţelurilor pentru ţevile din clasa A este prezentată în tabelul 4.17, iar caracteristicile mecanice la tracţiune ce trebuie garantate de ţevile din această clasă sunt redate în tabelul 4.18. Pentu ţevile care corespund clasei de prescripţii B, caracteristicile de compoziţie chimică ce trebuie asigurate sunt prezentate în tabelul 4.19, iar caracteristicile mecanice la tracţiune corespunzătoare ţevilor cu această calitate sunt redate în tabelul 4.20.
Litera G din simbolurile oţelurilor pentru ţevile realizate în clasa de prescripţii A semnifică faptul că oţelurile trebuie să fie dezoxidate la elaborare, aşa cum se specifică şi în subsolul tabelului 4.13. Literele N, M şi Q din simbolurile oţelurilor pentru ţevile realizate în clasa de prescripţii B semnifică realizarea ţevilor fără sudură sau platbandelor semifabricat destinate obţinerii ţevilor sudate în starea structurală corespunzătoare laminării normalizante (simbolul N), prin laminării termomecanice (simbolul M) sau prin călire şi revenire (simbolul Q).
Echivalarea (corespondenţa) oţelurilor pentru ţevi din standardele SR EN 10208 şi din API Spec 5L, realizată pe baza criteriului similarităţii rezistenţelor mecanice (gradului de rezistenţă), este cea precizată în tabelul 4.21.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 560
Tabelul 4.17 Compoziţia chimică a ţevilor din oţel pentru conducte – clasa A, SR EN 10208-1
Simbolul mărcii oţelului Compoziţia chimică (concentraţii masice) max. Alfanumeric Numeric %C %Si %Mn %P %S Alte
L210GA 1.0319 0,21 0,40 0,90 0,030 0,030 a) b) L235GA 1.0458 0,16 0,40 1,20 0,030 0,030 a) b) L245GA 1.0459 0,20 0,40 1,15 0,030 0,030 a) b) L290GA 1.0483 0,20 0,40 1,40 0,030 0,030 a) c) L360GA 1.0499 0,22 0,45 1,45 0,030 0,030 a) c)
a) Oţelurile trebuie calmate cu aluminiu (%Al = 0,015 ... 0,060 %); b) Nu trebuie să fie introduse intenţionat alte elemente; c) Se pot adăuga V, Nb, Ti şi combinaţii ale acestora, cu condiţia %V + %Nb + %Ti < 0,15 %.
Tabelul 4.18. Caracteristicile mecanice ale oţelurilor pentru conducte – clasa A, SR EN 10208-1
Alungirea procentuală după rupere A min % Simbolul mărcii
oţelului
Limita de curgere Rt05 min
N/mm2
Rezistenţa la rupere Rm
N/mm2 Pe direcţia longitudinală
Pe direcţia transversală
L210GA 210 335 – 475 27 25 L235GA 235 370 – 510 25 23 L245GA 245 415 – 555 24 22 L290GA 290 415 – 555 23 21 L360GA 360 460 – 620 22 20

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 561
Tabelul 4.19. Compoziţia chimică a ţevilor din oţel pentru conducte – clasa B a), SR EN 10208-1 Oţelul Compoziţia chimică (concentraţii masice) max.
Alfa Nr %C b) %Si %Mnb) %P %S %V %Nb %Ti Alte Ce c)
max. L245NB 1.0457 0,16 0,40 1,1 0,025 0,020 - - - d) 0,42 L290NB 1.0484 0,17 0,40 1,2 0,025 0,020 0,05 0,05 0,04 d) 0,42 L380NB 1.0582 0,20 0,45 1,6 0,025 0,020 0,10 0,05 0,04 d) e) 0,45 L415NB 1.8972 0,21 0,45 1,6 0,025 0,020 0,15 0,05 0,04 d) e) f) h) L360QB 1.8948 0,16 0,45 1,4 0,025 0,020 0,05 0,05 0,04 d) 0,42 L415QB 1.8947 0,16 0,45 1,6 0,025 0,020 0,08 0,05 0,04 d) e) f) 0,43 L450QB 1.8952 0,16 0,45 1,6 0,025 0,020 0,09 0,05 0,06 d) e) f) 0,45 L485QB 1.8955 0,16 0,45 1,7 0,025 0,020 0,10 0,05 0,06 d) e) f) 0,45 L555QB 1.8957 0,16 0,45 1,8 0,025 0,020 0,10 0,05 0,06 f) g) h) L245MB 1.0418 0,16 0,45 1,5 0,025 0,020 0,04 0,05 - d) 0,40 L290MB 1.0429 0,16 0,45 1,5 0,025 0,020 0,04 0,05 - d) 0,40 L360MB 1.0578 0,16 0,45 1,6 0,025 0,020 0,05 0,05 0,04 d) 0,41 L415MB 1.8973 0,16 0,45 1,6 0,025 0,020 0,08 0,05 0,06 d) e) f) 0,42 L450MB 1.8975 0,16 0,45 1,6 0,025 0,020 0,10 0,05 0,06 d) e) f) 0,43 L485MB 1.8977 0,16 0,45 1,7 0,025 0,020 0,10 0,05 0,06 d) e) f) 0,43 L555MB 1.8978 0,16 0,45 1,8 0,025 0,020 0,10 0,05 0,06 d) e) f) h)
a) Pentru ţevile cu grosimea de perete s ≤ 25 mm; pentru ţevile cu grosimea de perete cuprinsă între 25 mm şi 40 mm, compoziţia chimică se stabileşte prin acord. b) Pentru fiecare reducere a conţinutului în carbon cu 0,01 % faţă de conţinutul maxim indicat se admite o creştere de 0,05 % a manganului, dar nu cu mai mult de 0,2 % faţă de valoarea indicată. c) Relaţia de calcul a carbonului (4.11); d) 0,015 ≤ %Altotal < 0,060; %N ≤ 0,012; %Al/%N ≥ 2; %Cu ≤ 0,25; %Ni ≤ 0,30; %Cr ≤ 0,30; %Mo ≤ 0,10; e) %V + %Nb + %Ti ≤ 0,15; f) %Mo ≤ 0,35; g) 0,015 ≤ %Altotal < 0,060; %N ≤ 0,012; %Al/%N ≥ 2; %Cu ≤ 0,25; %Ni ≤ 0,60; %Cr ≤ 0,50; %Mo ≤ 0,35; h) Stabilit prin acord.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 562
Tabelul 4.20. Caracteristicile mecanice ale oţelurilor pentru conducte – clasa B a) , SR EN 10208-1
Alungirea procentuală după rupere A min, % Simbolul oţelului
Limita de curgere Rt05
N/mm2
Rezistenţa la rupere Rm
min. N/mm2
Rt05 / Rm max. Pe direcţie
longitudinală Pe direcţie
transversală L245NB L245MB 245 – 440 415 0,80
0,85 24 22
L290NB L290MB 290 – 440 415 0,85
0,85 23 21
L360NB L360QB L360MB
360 – 510 460 0,85 0,88 0,85
22 20
L415NB L415QB L415MB
415 – 565 520 0,85 0,88 0,85
20 18
L450QB L450MB 450 – 570 535 0,90
0,87 20 18
L485QB L485MB 485 – 605 570 0,90
0,90 20 18
L555QB L555MB 555 – 675 625 0,90
0,90 20 18 a) pentru ţevile cu grosime de perete s ≤ 25 mm

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 563
Tabelul 4.21. Echivalarea oţelurilor pentru ţevi din standardelele SR EN 10208 şi API Spec 5L
Gradul / Marca oţelului în API Spec. 5L Simbolizarea oţelurilor echivalenete din SR EN 10208
A 1.0319 L210GA - 1.0458 L235GA
B 1.0459 1.0457 1.0418
L245GA L245NB L245MB
X42 1.0483 1.0484 1.0429
L290GA L290NB L290MB
X52
1.0499 1.0582 1.0578 1.8948
L360GA L360NB L360MB L360QB
X60 1.8972 1.8973 1.8947
L415NB L415MB L415QB
X65 1.8975 1.8952
L450MB L450QB
X70 1.8955 1.8977
L485MB L485QB
X80 1.8978 1.8957
L555MB L555QB

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 564
Alegerea clasei de prescripţii (A sau B) sau nivelului specificat al produsului (PSL1 sau PSL2) pentru ţevile din care se realizează tubulatura unei conducte se face ţinând seama de mai mulţi factori: caracteristicile fluidului transportat, condiţiile de lucru, reglementările de proiectare etc. La alegerea oţelurilor pentru ţevile destinate conductelor de transport şi de distribuţie se ţine seama şi de următoarele aspecte privind influenţa compoziţiei chimice a oţelurilor asupra rezistenţei la coroziune a ţevilor:
• Creşterea conţinutului de carbon al oţelurilor determină creşterea vitezei de coroziune, deoarece perlita, în raport cu ferita, are caracter anodic şi se corodează mai puternic; structurile cu benzi alternante de ferită şi perlită, caracteristice ţevilor realizate din semifabricate laminate obişnuit, se comportă slab la coroziune, iar eliminarea structurii în benzi prin aplicarea unui tratament termic de normalizare sau prin utilizarea laminării termomecanice (cu realizarea structurilor cu ferită aciculară) asigură creşterea rezistenţei la coroziune a ţevilor din oţel pentru conducte.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 565
• Manganul, în concentraţii masice de 0,8...1,2 %, nu îmbunătăţeşte rezistenţa la coroziune decât în prezenţa atmosferelor saline (marine); în prezenţa mediilor acide neoxidante, sulfurile şi fosfurile de mangan, de formă alungită, au un pronunţat caracter catodic şi determină declanşarea proceselor de coroziune în puncte, acest efect dispărând la microalierea cu Ca sau Ce, care asigură globulizarea compuşilor de Mn.
• Siliciul în concentraţii masice de până la 0,3 % formează cu fierul soluţii solide şi nu influenţează rezistenţa la coroziune a oţelurilor; la concentraţii masice peste 1 %, siliciul înrăutăţeşte comportarea oţelului la coroziune, dar astfel de concentraţii nu sunt caracteristice oţelurilor pentru ţevile de conducte (concentraţia masică de Si este de 0,3 ... 0,45 %, tipică oţelurilor calmate).
• Microalirea cu cupru reduce viteza de coroziune ca urmare a realizării unui efect de pasivare, determinat de formarea unui pelicule superficiale compacte de oxizi pe suprafeţele active ale ţevilor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 566
Sudabilitatea oţelurilor „clasice” destinate ţevilor pentru conducte este satisfăcătoare, dacă concentraţia carbonului nu este mărită excesiv şi dacă se aleg convenabil procedeul şi regimul de sudare. Aşa cum se poate observa în tabelul 4.11, concentraţia carbonului la aceste oţeluri nu depăşeşte 0,26...0,28%, pentru obţinerea gradelor superioare de rezistenţă recurgându-se la folosirea unor reţete de elaborare cu concentraţii ale manganului superioare celor tipice oţelurilor carbon (nealiate).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 567
Principala problemă tehnologică la sudarea prin topire a ţevilor realizate oţelurile „clasice” constă în obţinerea în zona influenţată termic – ZIT a îmbinărilor sudate a unor durităţi mai mari decât cele corespunzătoare materialului de bază (al ţevilor care se sudează) – MB şi materialului de adaos – MA utilizat la realizarea cusăturilor sudate – CUS. Pentru rezolvarea acestei probleme se impune verificarea tehnologiilor (regimurilor) de sudare pentru a se vedea cât de bine se corelează acestea cu comportarea la sudare a MB şi cu cerinţele de calitate impuse îmbinărilor sudate. Criteriul principal de validare a tehnologiilor de sudare îl constituie asigurarea în îmbinările sudate a unor structuri cu tenacetate ridicată, care să împiedice declanşarea fenomenelor de fragilizare şi/sau fisurare la rece, iar regimul de sudare se stabileşte la fel ca în cazul sudării elementelor din oţeluri cu rezistenţă mecanică ridicată şi granulaţie fină (v.Scap. IV.2)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 568
În general, pentru îndeplinirea condiţiei HVmax ≤ HM (HM – duritatea maximă în ZIT pentru care pericolul de fisurare la rece este nesemnificativ, stabilită în funcţie de nivelul hidrogenului difuzibil al materialelor cu care se face sudarea – v. Scap. IV.2) trebuie aleasă convenabil energia liniară la sudare EL şi trebuie folosită corect preîncălzirea pentru sudare; realizarea unor CUS cu un număr potrivit de rânduri şi straturi, folosirea unor valori ridicate pentru EL şi preîncălzirea la temperaturi moderate (tpr = 150...200 0C) sunt soluţiile problemei realizării unor îmbinări sudate de calitate la realizarea ţevilor din oţeluri „clasice” şi/sau la realizarea tubulaturilor conductelor prin îmbinarea cap la cap a ţevilor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 569
Sudabilitatea oţelurilor „moderne” destinate ţevilor pentru conducte este bună, datorită concentraţiei reduse a carbonului şi menţinerii la niveluri foarte scăzute a concentraţiei impurităţilor (S şi P). La sudarea prin topire a acestor oţeluri apar următoarele probleme:
pentru asigurarea în CUS a unor caracteristici de rezistenţă mecanică similare cu cele ale MB este necesară utilizarea unor MA cu concentraţii ale carbonului mai mari decât cele corespunzătoare MB (deoarece CUS nu se poate supune ulterior sudării unui tratament termomecanic similar celui suferit de MB), combinată cu mărirea concentraţiei de mangan la 1,4...1,5 %, alierea cu 0,2 ... 0,5 % Mo, Cr (max. 0,2 %), Ni (max. 1 %) şi, eventual, alte elemente care să asigure CUS cu granulaţie fină şi rezistenţă mecanică ridicată.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 570
în ZIT a îmbinărilor sudate se formează o fâşie de deconsolidare, în care durităţile obţinute au valori mai mici decât cele asigurate în CUS şi MB; fâşia de deconsolidare se realizează deoarece MB este reîncălzit şi se produc fenomene de coalescenţă şi creştere a dimensiunilor precipitatelor din structura cu ferită aciculară (proces ce diminuează efectul de durificare al prezenţei precipitatelor).
Pentru această problemă se utilizează următoarea soluţie (validată pe cale experimentală): zona de deconsolidare din ZIT poate fi acceptată (nu prejudiciază comportarea la solicitări mecanice a îmbinărilor sudate, asigurând un raport unitar între rezistenţa mecanică MB şi rezistenţa mecanică a îmbinărilor sudate), dacă raportul kD dintre lăţimea sa lD şi grosimea s a componentelor care se sudează se menţine sub 0,22 (kD = lD/s ≤ 0,22).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 571
Raportul kD are expresia analitică:
⎟⎟⎠
⎞⎜⎜⎝
⎛−==
002 -
1 -1
TTTTAsE
slk
sp
LEDD , (4.13)
în care ELE este este energia liniară efectivă (ELE = 0,85EL), A este o caracteristică fizică a MB, definită de relaţia A = 4,13ρc, ρ fiind densitatea MB, iar c – căldura masică medie a MB (pentru oţeluri, ρ = 7850 kg/m3,
c = 550…600 J/(kg0C), ρc, denumită căldura specifică medie a unităţii de volum, are valorile ρc = 4,3…4,7 MJ/(m3 0C), iar caracteristica A = 17,7…19,4 MJ/(m3 0C)), Ts este temperatura de topire – solidificare a MB (pentru oţeluri, Ts = ts + 273 ≅ 1773 K), Tp este temperatura stabilităţii minime a austenitei MB (temperatura maximului cinetic la transformarea la răcire a austenitei oţelului din care sunt confecţionate componentele ce se îmbină prin sudare, care pentru oţeluri este Tp = tp + 273 = 773…873 K), iar T0 – temperatura de preîncălzire Tpr (sau temperatura între straturi Tis) la realizarea CUS.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 572
Analizând structura relaţiei (4.13), rezultă că respectarea condiţiei kD = lD/s ≤ 0,22, impune sudarea cu energii liniare reduse (ceea ce presupune realizarea CUS dintr-un număr mare de straturi şi rânduri înguste) şi fără preîncălzire sau cu preîncălzire la temperaturi cât mai mici; există şi soluţia alegerii unui MB cu Tp cât mai ridicat, ceea ce presupune folosirea oţelurilor microaliate cu elemente care asigură o durificare secundară a structurilor de revenire (un astfel de efect îl are, de exemplu, microalierea cu 0,04 % Nb, care asigură Tp ≅ 923 K).
Problemele tehnologice (precizate anterior) care trebuie rezolvate pentru a efectua operaţiile de sudare la fabricarea ţevilor sudate sau a tubulaturilor conductelor din mai multe ţevi sudate cap la cap sunt prezentate comparativ în figura 4.17.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 573
Fig. 4.17. Prezentarea comparativă a problemelor tehnologice la sudarea oţelurilor „clasice” şi „moderne” destinate ţevilor pentru conductele petroliere
Poziţia operaţiilor de sudare în procesele tehnologice de fabricare a ţevilor sudate longitudinal şi elicoidal pentru conducte rezultă analizând schemele prezentate în figurile 4.18...4.20.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 574
Fig. 4.18. Schema unui proces tehnologic de fabricare a ţevilor sudate longitudinal pentru conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 575
Fig. 4.19. Schema unui proces tehnologic de fabricare a ţevilor sudate longitudinal pentru conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 576
Fig. 4.20. Schema procesului tehnologic de fabricare a ţevilor sudate elicoidal pentru conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 577
La realizarea tubulaturii conductelor de transport şi distribuţie a petrolului, produselor petroliere lichide şi gazelor naturale, prin sudarea cap la cap a ţevilor din oţeluri situate în clasele de rezistenţă mecanică moderată (până la X60), se folosesc procedeele de sudare economice: Sudarea cu arc electric cu electrozi înveliţi – SE, Sudarea (semiautomată sau automată) sub strat de flux – SF şi Sudarea cu flacără de gaze – SG. Pentru realizarea conductelor din ţevi confecţionate din oţeluri aparţinând claselor de rezistenţă mecanică superioară (X65...X100) se foloseşte cu precădere procedeul de sudare orbitală MIG, folosind echipamente speciale, care realizează mecanizarea şi automatizarea integrală a operaţiilor de sudare şi asigură caracteristici superioare de calitate îmbinărilor sudate circulare dintre ţevile care alcătuiesc tubulatura conductelor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 578
La realizarea tubulaturii conductelor în şantier trebuie acordată o atenţie deosebită asigurării condiţiilor de sudare adecvate, folosind amenajări speciale pentru protejarea şi climatizarea spaţiului în care se realizează operaţiile de sudare. Paricularităţile realizării operaţiilor de sudare şi echipamentele de sudare folosite pentru construirea conductelor de transport şi distribuţie a produselor petroliere lichide şi a gazelor naturale sunt sugestiv redate de imaginile prezentate în figurile 4.21...4.24.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 579
Fig. 4.21. Modul de utilizare a procedeului SE la construirea conductelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 580
Fig. 4.22. Modalităţi de protejare şi climatizare a spaţiilor în care se realizează operaţiile de sudare în şantier la construirea conductelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 581
Fig. 4.23. Echipamentul de sudare orbitală MIG folosit la realizarea tubulaturii conductelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 582
Fig. 4.24. Modul de utilizare a procedeului de sudare orbitală MIG la construirea conductelor şi calitatea îmbinărilor sudate realizate prin acest procedu

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 583
4. Operaţiile de sudare la fabricarea elementelor de ATD din oţeluri cu tenacitate garantată la temperaturi scăzute (criogenice) După cum este cunoscut de la Studiul şi igineria materialelor, pentru obţinerea unei bune tenacităţi ridicate la temperaturi scăzute a oţelurilor sunt disponibile următoarele soluţii tehnologice:
utilizarea unor concentraţii scăzute ale carbonului şi diminuarea drastică a conţinuturile de impurităţi (%S, % P < 0,025 );
utilizarea microalierii cu V, Mo, Ti, Nb, Al, N pentru realizarea de structuri cu granulaţie fină;
alierea cu nichel sau folosirea reţetelor de aliere Cr – Ni care conduc la structuri austenitice (cu reţea cristalină de tip CFC, pentru care temperaturile de tranziţie ductil – fragil ttr sunt situate în vecinătatea temperaturii de 0 K).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 584
Cele trei soluţii se pot aplica integral sau parţial, în funcţie de nivelul temperaturii de încercare la încovoiere prin şoc (impact test temperature) tKV (v. metodologia EN 13445-2, prezentata în Scap. IV.1, privind stabilirea temperaturii la care trebuie garantate caracteristicile de tenacitate ale otelurilor pentru evitarea pericolului ruperii fragile în cursul exploatării ATD); astfel:
dacă tKV ≥ -20 oC, se pot utiliza oţeluri carbon (nealiate), cu concentreaţii de carbon scăzute (%C < 0,25) şi conţinuturi reduse de impurităţi (v. Scap. IV.1);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 585
dacă -50 oC ≤ tKV ≤ - 20 oC, se pot utiliza oţelurile cu rezistenţă mecanică ridicată şi granulaţie fină (v. Scap. IV.2, oţelurile pentru construcţii sudate şi oţelurile pentru aparate şi recipiente sub presiune);
dacă tKV ≤ - 50 oC, trebuie folosite oţelurile aliate cu nichel, având concentraţie scăzută a carbonului (%C ≤ 0,15) şi concentraţia nichelului crescătoare odată cu scaderea tKV, aşa cum se prezintă în tabelul 4.22.
Tabelul 4.22. Reţetele de aliere cu nichel ale oţelurilor criogenice
Temperatura minimă tKV, oC –60 –100 –140 –190 –270
Concentraţia masică a nichelului %Ni 2,3 3,5 5,0 9,0 Oţeluri inoxidabile austenitice nestabilizate *
* v. Scap. IV. 7

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 586
Cele precizate mai înainte se poate sintetiza astfel: pentru elementele de ATD care trebuie sa aibă garantată
tenacitatea în condiţii de frig climatic (tKV ≥ - 60 oC) se pot utiliza oţeluri nealiate sau oţeluri slab aliate/microaliate cu granulaţie fină;
pentru elementele de ATD la care trebuie să se asigure comportarea ductilă în condiţii de frig industrial (tKV < -60 oC) trebuie folosite oţeluri aliate cu Ni.
Oţelurile din această clasă se utilizează în principal pentru realizarea aparturii din instalaţiile de producere a gazelor lichefiate, precum şi a rezervoarelor de stocare şi a recipientelor (cisternelor) de transport şi distribuţie a acestora. În tabelul 4.23 sunt precizate tipurile de oţeluri folosite pentru aparatele având ca medii de lucru diferite gaze lichefiate, iar în figura 4.25 sunt prezentate imaginile unor astfel de aparate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 587
Tabelul 4.23. Oţelurile folosite la realizarea aparaturii care operează cu gaze lichefiate
Gazul Temperatura de lichefiere, oC Tipul oţelurilor recomandate pentru aparatura sub presiune
Amoniac -33,4 Propan -42,1...-45,5 Oţeluri microaliate cu granulaţie fină
Propilenă -47,7 Hidrogen sulfurat -59,5 Oţeluri criogenice cu 2,3 % Ni
Dioxid de carbon -78,5 Acetilenă -84,0
Etan -88,4 Oţeluri criogenice cu 3,5 % Ni
Etilena -103,8 Oţeluri criogenice cu 5 % Ni Metan -163,0 Oxigen -182,9 Argon -185,9 Azot -195,8
Oţeluri criogenice cu 9 % Ni
Neon -246,1 Hidrogen -252,8
Heliu -268,9 Oţeluri inoxidabile austenitice Cr – Ni, nestabilizate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 588
Fig. 4.25. Tipuri de aparate realizate în construcţie sudată din oţeluri cu tenacitate garantată la temperaturi scăzute

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 589
Principalele mărci de oţeluri care aparţin acestei clase, fiind incluse între oţelurile agreate de standardul EN 13445 ca materiale pentru realizarea elementelor aparaturii sub presiune cu regim de funcţionare la temperaturi scazute, sunt:
Oţeluri pentru semifabricate plate (table), conform standardului EN 10028-4 : 15NiMn6, 12Ni14, 12Ni19, X8Ni9, care se utilizează în una din stările obţinute prin normalizare (N), normalizare + revenire (NT) sau călire + revenire (QT) şi X7Ni9, pentru care se recomandă numai starea QT;
Oţeluri pentru ţevi fără sudură, conform EN 10216-4: 12Ni14 şi X12Ni5, care se livrează în una din stările obţinute prin normalizare + revenire (NT) sau călire + revenire (QT) şi X10Ni9 care se utilizează în una din stările N, NT sau QT;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 590
Oţeluri pentru semifabricate forjate, cu calitatea reglementată de standardul EN 10222-3: 15NiMn6, 12Ni14, X12Ni5 şi X8Ni9, care se utilizează în una din stările obţinute prin normalizare (N), normalizare + revenire (NT) sau călire + revenire (QT).;
Oţeluri pentru piese turnate, conform EN 10213-3: G9Ni14 şi G9Ni10, pentru care se recomandă starea QT.
Compoziţia chimică a mărcilor de oţeluri din această clasă determina încadrarea lor în una din subgrupele 9.1 (oţelurile 15NiMn6 şi G9Ni10, cu %Ni < 3), 9.2 sau 9.3 (celelalte marci de oţeluri) din tabelul 2.4 – Gruparea oţelurilor în CR ISO 15608.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 591
Otelurile criogenice cu %Ni ≤ 5 au sudabilitate bună, la realizarea elementelor de ATD în construcţie sudata din astfel de oteluri trebuind să fie respectate aceleaşi prescripţii şi să fie utilizate aceleaşi procedee de sudare ca şi la realizarea construcţiilor sudate din oţeluri slab aliate şi microaliate cu rezistenţă mecanică ridicată si granulaţie fină. Otelurile criogenice cu 9 %Ni au sudabilitate bună, datorită concentraţiei scazute a carbonului (%C = 0,07...0,10), conţinuturilor extrem de scăzute de impuritaţi (%S, %P = 0,015...0,025) şi prezenţei Ni, care determină, la răcirea rapidă a austenitei, formarea unei martensite de tip special (v. microstructurile din fig.4.26), cu conţinut scăzut de carbon, suprasaturată cu Ni, având aspect acicular (ca şi martensita obţinută la călirea otelurilor obişnuite), dar cu tenacitate foarte ridicată.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 592
Fig. 4.26. Microstructurile elementelor de ATD realizate din oţeluri criogenice cu 9 % Ni

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 593
La realizarea operaţiilor de sudare din procesele tehnologice de fabricare a elementelor de ATD din oţeluri criogenice cu 9 % Ni trebuie să se ia în considerare următoarele recomandări:
Se vor utiliza procedeele de sudare SE sau MIG; Electrozii înveliţi sau sârmele (pline sau cu miez de flux) din
MA trebuie să aibă compoziţie asemănătoare MB care se sudează; se pot folosi la sudare şi electrozi sau sârme din inconel (aliaj Ni-Cr, cu %Ni = 60...70 şi %Cr =15...20);
Învelişul electrozilor sau fluxul sârmelor din MA trebuie să fie de tip B;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 594
Sudarea se face în curent continuu, polaritate inversă (CC+), folosind energii de sudare EL mici (se vor realiza CUS cu rânduri şi straturi multiple);
La realizarea elementelor de ATD cu perete subţire (s ≤ 36 mm) se va folosi sudarea fără preîncălzire, iar la aparatura cu perete gros (s >36 mm) se va aplica sudarea cu preîncălzire la tpr = 100...200 oC, temperatura între straturi trebuind să fie de ATDoximativ 100 oC;
Duritatea maximă în ZIT nu trebuie să depăşească 350 HV10; în caz contrar, se recomandă aplicarea postsudare a unui tratamen termic de recoacere (revenire) la ti = 580 oC.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 595
5. Operaţiile de sudare la fabricarea elementelor de ATD din oţeluri inoxidabile
Oţelurile inoxidabile sunt oţeluri cu concentraţia masică de carbon cuprinsă între 0,02 % şi 1,2 %, aliate cu Cr, concentraţia masică de crom fiind de cel puţin 12,5 %; în prezent se consideră că concentraţia minimă de crom a oţelurilor inoxidabile este de 10,5 %, această prescripţie fiind cuprinsă şi în SR EN 10020, care precizează că oţelurile inoxidabile trebuie să aibă %Cm < 1,20 % şi %Crm > 10,5 %. Trebuie precizat însă că, deoarece cromul este un element carburigen, la calificarea unui oţel ca oţel inoxidabil sau refractar se ia în considerare numai concentraţia cromului dizolvat în soluţiile solide pe bază de fier (ferită, austenită, martensită) existente în structura acestuia.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 596
În funcţie de reţeta de aliere utilizată la elaborare, oţelurile inoxidabile pot fi clasificate în: oţeluri aliate cu crom şi oţeluri aliate cu crom şi nichel. Oţelurile inoxidabile comerciale, livrate sub formă de semifabricate prelucrate prin deformare plastică (de tip tablă, platbandă, ţeavă etc.), au caracteristicile de calitate reglementate prin standardele SR EN 10088 şi STAS 3583 (care este încă în vigoare); conform acestor standarde oţelurile inoxidabile sunt împărţite în următoarele grupe structurale: A. Oţeluri austenitice; B. Oţeluri feritice; C. Oţeluri martensitice; D. Oţeluri duplex (ferito - austenitice sau austenito - feritice); E. Oţeluri durificabile prin precipitare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 597
Grupa structurală căreia aparţine un oţel inoxidabil cu o anumită compoziţie chimică sau CUS realizată prin sudare între elementele din oţel ale unui aparat tehnologic sau unei construcţii se poate stabili cu o bună precizie folosind diagrama structurală a oţelurilor aliate (diagrama A. Schaeffler), prezentată în figura 4.27. Diagrama are în abscisă concentraţia de crom echivalent Cre, iar în ordonată concentraţia de nichel echivalent Nie; fiecare din cei doi parametrii care definesc sistemul de coordonate al diagramei grupează câte o categorie de componente de aliere ale oţelului sau CUS analizate: concentraţiile masice ale componentelor de aliere alfagene sau feritizante sunt considerate (fiecare cu câte un factor de multiplicare stabilit experimental) pentru definirea parametrului Cre, iar concentraţiile masice ale componentelor de aliere gamagene sau austenitizante sunt considerate (fiecare cu câte un factor de multiplicare stabilit experimental) pentru definirea parametrului Nie.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 598
Relaţiile uzuale pentru definirea parametrilor Cre şi Nie sunt următoarele: Cre = %Cr + %Mo + 1,5%Si + 0,5%Nb; (4.14) Nie = % Ni + 0,5⋅%Mn + 30%C + 0,5%Co + 30(%N − Xc); (4.15) la utilizarea relaţiilor se ţine seama că termenul de corecţie Xc se stabileşte în funcţie de concentraţia masică a cromului în oţel: Xc = 0,06, dacă %Cr > 19 % şi Xc = 0,1, dacă %Cr > 28, concentraţia masică a carbonului se ia max(%C; 0,03%), iar (uneori) la determinarea Cre se adiţionează şi 0,5%Ta + 2%Ti + %W + %V + %Al. Dacă pentru un oţel se cunoaşte compoziţia chimică (concentraţiile masice ale tuturor componentelor), se pot calcula parametrii Cre şi Nie şi rezultă în diagrama Schaeffler un punct caracteristic nominal, a cărei poziţie indică clasa structurală a oţelului.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 599
Fig. 4.27. Diagrama structurală a oţelurilor aliate (diagrama A. Schaeffler)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 600
De asemenea, dacă pentru o CUS realizată prin sudare se determină sau se estimează compoziţia chimică (concentraţiile masice ale tuturor componentelor care participă la formarea CUS), se pot calcula valorile parametrilor Cre şi Nie şi rezultă în diagrama Schaeffler un punct caracteristic nominal, a cărei poziţie defineşte structura CUS; aşa cum s-a precizat anterior, compoziţia chimică a unei CUS realizată prin sudare între două elemente dintr-un material metalic cu compoziţie cunoscută (material de bază MB), folosind un material de adaos MA cu compoziţie cunoscută şi o tehnologie de sudare pentru care sunt precizate participările MB şi MA la formarea CUS, pMB şi pMA (pMB + pMA = 1), se poate stabili folosind relaţia (4.9).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 601
Diagrama structurală Schaeffler se poate utiliza şi pentru determinarea directă, pe cale grafică, a caracteristicilor structurale ale CUS realizate prin sudare între două elemente din oţel; pentru aceasta se procedează astfel: * cunoscând compoziţia chimică a MB, se calculează valorile parametrilor Cre şi Nie şi se defineşte în diagramă punctul caracteristic nominal al MB; * cunoscând compoziţia chimică a MA utilizate la sudare, se calculează valorile parametrilor Cre şi Nie şi se defineşte în diagramă punctul caracteristic nominal al MA; * segmentul de dreaptă ce uneşte punctele caracteristice nominale ale MB şi MA, numit dreaptă de diluţie, se împarte în două segmente proporţionale cu participările MB şi MA la formarea CUS (pMB şi pMA), segmentul proporţional cu pMB având unul din capete în punctul caracteristic nominal al MA, iar celălalt capăt în punctul de pe dreapta de diluţie corespunzător punctului caracteristic nominal al CUS.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 602
Metoda descrisă mai sus se poate utiliza şi în cazul când elementele care se îmbină prin sudare sunt realizate din oţeluri cu compoziţie chimică diferită. În acest caz se definesc punctele caracteristice nominale ale celor două materiale de bază, se obţine o dreaptă de diluţie a materialelor de bază la formarea CUS şi la mijlocul acesteia (considerând că cele două MB participă în mod egal la realizarea compoziţiei CUS) se obţine un punct caracteristic nominal (global) al MB; după stabilirea acestui punct, se parcurg (în forma descrisă mai înainte) celelalte etape de lucru şi rezultă punctul caracteristic nominal al CUS analizate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 603
Pentru a mări conţinutul informatic al diagramei Schaeffler, s-au trasat pe aceasta domeniile caracteristice din punctul de vedere al problemelor (pericolelor) care apar la sudarea oţelurilor din diferite clase structurale (sau al problemelor legate de formarea diferitelor structuri în CUS realizate prin sudare); aşa cum se poate observa în figura 4.27, spaţiul diagramei Schaeffler s-a împărţit în patru domenii: domeniul I – pericol maxim de fragilizare prin apariţia fazei σ (compus intermetaic FeCr); domeniul II – pericol maxim de fisurare la cald; domeniul III – pericol maxim de fisurare la rece; domeniul IV – pericol maxim de fragilizare datorită creşterii intense a granulaţiei. Aşa cum se observă în figura 4.27, există în spaţiul diagramei Schaeffler o zonă în care nu există pericole (probleme) la sudare, numită zona structurilor recomandate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 604
5.1. Operaţiile de sudare la fabricarea elementelor
de ATD din oteluri inoxidabile feritice
Oţelurile inoxidabile şi refractare feritice reprezintă o clasă structurale de oţeluri aliate cu crom, cu multiple utilizări la fabricarea aparaturii pentru rafinării şi combinate petrochimice. Oţelurile inoxidabile (cu concentraţia masică de crom mai mare de 12,5 %) se încadrează în această clasă, dacă concentraţia cromului este suficient de mare în corelaţie cu concentraţia carbonului pentru ca structura lor (la orice temperatură) în stare solidă să fie complet feritică (transformarea alotropică Feγ ←→ Feα este suprimată).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 605
Oţelurile inoxidabile feritice au compoziţia caracterizată prin %Cm ≤ 0,08 %, conţinuturi foarte scăzute de impurităţi (%Sm ≤ 0,015 %; %Pm ≤ 0,04 %) şi concentraţia masică a Cr încadrată în una din următoarele reţete: %Crm = 11...13 %; %Crm = 17...18 % sau %Crm = 25...30 %, reţetele cu concentraţii mari de crom prezentând şi bune proprietăţi de refractaritate; în compoziţia acestor oţeluri se pot adăuga în diverse concentraţii şi alte elemente: siliciu (%Sim ≤ 1 %), aluminiu (%Alm ≤ 2 %), molibden (%Mom = 0,8...4,5 %), nichel (%Nim = 0,3...1,6 %), niobiu (%Nbm = 0,3...1 %), titan (%Tim = 0,3...0,8 %) şi/sau zirconiu (%Zrm = 0,3...0,5 %), pentru creşterea refractarităţii şi comportării la fluaj (Al, Si, Mo), pentru îmbunăţăţirea tenacităţii şi prelucrabilităţii prin deformare plastică (Ni), pentru finisarea granulaţiei, stabilizarea feritei şi mărirea rezistenţei la coroziune intercristalină (Nb, Ti, Zr).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 606
Mărcile de oţeluri comerciale din această clasă structurală corespund integral acestor prescripţii, aşa cum rezultă din următoarele exemple: X6Cr13; X2CrTi12; X2CrNi12; X6CrAl3; X6Cr17; X3CrTi17; X6CrMo17-1; X2CrMoTi17-1; X6CrNi17-1; X2CrNbZr17; X6CrMoNb17-1; X2CrAlTi18-2; X2CrMoTi29-4.
Compoziţia chimică a mărcilor de oţeluri din această clasă determina încadrarea lor în subgrupa 7.1 din tabelul 2.4 – Gruparea oţelurilor în CR ISO 15608.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 607
Aceste oţeluri prezintă, la orice temperatură în stare solidă, o structură monofazică feritică (eventual, cu foarte mici cantităţi de carburi globulare uniform distribuite în matricea feritică) şi, ca urmare, caracteristicile de utilizare ale acestor oţeluri nu pot fi modificate prin aplicarea de TT cu schimbare de fază; singura modalitate tehnologică de a le influenţa caracteristicile de rezistenţă mecanică şi plasticitate constă în ecruisarea lor prin deformare plastică la rece, urmată de aplicarea unui TT de recoacere fără schimbare de fază (cu regimul adecvat obţinerii caracteristicilor dorite).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 608
Sudabilitatea acestor oteluri este bună, principalele probleme care pot să apară la sudarea elementelor de ATD din astfel de oţelurii fiind:
a) sensibilitatea ridicată la supraîncălzire (creşterea pronunţată a granulaţiei în cazul încălzirii şi/sau menţinerii îndelungate a oţelurilor la temperaturi mai mari de 900 0C);
b) tendinţa de fragilizare şi fisurare (atât datorită creşterii granulaţie, cât şi datorită intervenţiei altor fenomene, cum ar fi, de exemplu, apariţia fazei σ în cazul menţinerilor îndelungate în intervalul de temperaturi 550...700 0C).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 609
Pentru obţinerea unor îmbinări sudate de calitate (cu caracteristici convenabile de rezistenţă mecanică şi tenacitate, cu rezistenţă bună la coroziune şi lipsite de fisuri) se recomandă respectarea următoarelor prescripţii: * folosirea sudării cu preîncălzire la temperaturi de 150...200 0C; * asigurarea premiselor de evitare a apariţiei unor fracţiuni martensitice în structurile din ZIT ale îmbinărilor sudate, prin realizarea elementelor de ATD din oţeluri (MB) aliate suplimentar cu Al, Si şi Mo; * utilizarea de MB şi MA microaliate cu Ti şi Nb, care stabilizează structurile feritice, împiedică transformarea parţială a feritei în austenită şi, în acest fel, reduc pericolul apariţiei de formaţiuni martensitice (fragile) în structurile CUS şi ZIT;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 610
* folosirea sudării cu energie liniară minimă, pentru reducerea severităţii ciclurilor termice din fâşia de supraîncălzire a ZIT (micşorarea temperaturii maxime şi diminuare duratelor de menţinere la aceste temperaturi) şi împiedicarea fenomenelor de fragilizare datorită creşterilor excesive de granulaţie; * utilizarea MA cu structură austenitică stabilă, care determină realizarea unor CUS cu fracţiuni austenitice în structură, caracterizate prin plasticitate şi tenacitate ridicată şi printr-o capacitate mare de inhibare a fenomenelor de fisurare; * aplicarea de tratamente termice postsudare; se preferă tratamentele termice (locale sau globale) constând din încălzirea la temperaturi de 750...850 0C (temperaturile mai mari se recomandă la construcţiile sudate din oţeluri feritice cu conţinuturi ridicate de crom), menţinerea la aceste temperaturi timp de 30...40 minute şi răcirea în aer.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 611
La sudarea elementelor de ATD din oţeluri inoxidabile feritice se pot utiliza procedeele de sudare clasice: sudarea cu arc electric şi electrozi înveliţi SE, sudarea cu arc electric sub strat de flux SAF, fiind însă preferate procedeele de sudare moderne, cu arc electric în mediu protector de gaz inert, WIG şi MIG.
A. Particularităţi tehnologice la utilizarea procedeului WIG
La aplicarea procedeului WIG în procesul tehnologic de fabricare a elementelor de ATD din oţeluri inoxidabile feritice se recomandă:
Sudarea cu curent continuu şi polaritate directă (CC-); Utilizarea unor valori ale curentului de sudare situate între
Is = 90...120 A, în cazul sudării elementelor de ATD cu grosime mică şi Is = 320...350 A , dacă elementele de aparatură au grosimi s = 10...12 mm;
Folosirea amestecurilor de gaze protectoare: Ar +1%O2, pentru a creşte stabilitatea arcului electric folosit ca sursă termică la sudare sau Ar + 18...20%N2, pentru a asigura formarea unor CUS cu granulaţie fină şi tenacitate ridicată.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 612
B. Particularităţi tehnologice la utilizarea procedeului MIG
La aplicarea procedeului MIG în procesul tehnologic de fabricare a elementelor de ATD din oţeluri inoxidabile feritice se recomandă:
Sudarea cu curent continuu şi polaritate inversă (CC+); Utilizarea unor regimuri de sudare care să asigure transferul MA (din
sârma folosită la sudare, în baia de metal topit din care se formează prin solidificare CUS) sub formă de picături fine (transfer pulveriform sau spray transfer), aşa cum indică imaginile din figura 4.28; aceste regimuri se caracterizeaza prin: a. folosirea unui arc electric lung (Ua = 35...45 V); b. sudarea cu intensităţi mari de curent, Is > It, It , denumit curent de tranziţie, corespunzând unor densităţi de curent ρIt = It/Ss = 100...150 A/mm2, Ss fiind aria secţiunii transversală a sârmei din MA, Ss = πde
2/4); c. utilizarea unor amestecuri de gaze de protecţie de tip Ar + 1...2%O2 sau Ar + 3...4%CO2, fracţiunile de gaze oxidante având rolul de a produce pe vârful sârmei din MA insule de oxizi, care reduc tensiunea superficială a MA topit şi permit desprinderea de pe vârful sârmei a unor picături fine (cu dimensiunile mai mici decât diametrul sârmei din MA);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 613
Fig. 4.28. Modul de realizare a transferului pulveriform al MA la sudarea prin procedeul MIG

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 614
La sudarea elementelor de ATD cu perete subţire sau atunci când se doreşte limitarea deformaţiilor elementelor de aparatură care se sudează se vor folosi regimuri de sudare care să asigure transferul MA prin scurtcircuit (short circuit transfer), aşa cum indică imaginile din figura 4.29; aceste regimuri de sudare sunt caracterizate prin: a. folosirea unui arc electric scurt (Ua ≤ 25 V); b. sudarea cu intensităţi mici ale curentului, Is < It,.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 615
Fig. 4.29. Modul de realizare a transferului prin scurtcircuit al MA la sudarea prin procedeul MIG

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 616
5.2. Operaţiile de sudare la fabricarea elementelor de ATD din oţeluri inoxidabile austenitice crom – nichel
Oţelurile inoxidabile austenitice crom - nichel reprezintă o clasă structurală de oţeluri cu proprietăţi deosebite, care determină utilizarea lor la realizarea multor echipamente şi elemente de ATD: rezistenţă ridicată la coroziune în aer, în apă şi în foarte mulţi agenţi chimici (inoxidabilitate); tenacitate şi rezistenţă mecanică ridicate la temperaturi scăzute, capacitate mare de ecruisare prin deformare plastică la rece; rezistenţă mecanică şi rezistenţă la oxidare ridicate la temperaturi înalte (refractaritate).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 617
Compoziţia chimică a oţelurilor austenitice crom - nichel poate fi caracterizată astfel:
Concentraţia masică a carbonului scăzută; în mod obişnuit, concentraţia masică de carbon a acestor oţeluri este limitată la maximum 0,15%, dar oţelurile moderne au %C = 0,02...0,04 %, iar oţelurile pentru aplicaţii speciale, cum ar fi oţelurile pentru confecţionarea prin turnare centrifugală a ţevilor pentru cuptoarele instalaţiilor de piroliză (care trebuie să asigure o bună rezistenţă la fluaj şi o viteză minimă de carburare în prezenţa hidrocarburilor în timpul funcţionării îndelungate la temperaturi care depăşesc 700...7500C) pot avea %C = 0,35...0,45 %.
Reţeta de aliere de bază a acestor oţeluri prevede concentraţii ale cromului %Cr = 18...20 % (corespunzătoare oţelurilor inoxidabile) şi concentraţii masice ale nichelului %Ni = 8...10 %, motiv pentru care oţelurile din această clasă structurală sunt denumite şi oţeluri austenitice tip 18/8.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 618
Cromul este componentul de aliere care conferă acestor oţeluri rezistenţă la coroziune şi la oxidare, concentraţiile masice de 12...15 % Cr asigurând oţelurilor o bună rezistenţă la oxidare în medii uscate, la temperaturi înalte, iar creşterea peste 15 % a concentraţiei masice de crom conferind oţelurilor rezistenţă la coroziune (de tip elecrochimic) în medii active apoase; efectele favorabile ale cromului se diminuează odată cu creşterea conţinutului de carbon al oţelurilor (care favorizează apariţia carburilor în structura acestora). Nichelul acţionează favorabil asupra rezistenţei la coroziune şi îmbunătăţeşte caracteristicile mecanice la temperaturi înalte ale oţelurilor, fiind elementul de aliere care conferă oţelurilor structura austenitică şi asigură (în cazul când concentraţia sa masică depăşeşte 8 %) menţinerea unei astfel de structuri până la temperatură ambiantă (prin modificarea substanţială a poziţiei punctelor critice de transformare în stare solidă A1 şi A3).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 619
Majoritatea oţelurilor austenitice crom-nichel au în compoziţie şi
alte elemente de aliere decât carbonul, cromul şi nichelul (elementele reţetei de aliere de bază); aceste elemente de aliere pot fi grupate, în funcţie de influenţa pe care o au asupra caracteristicilor structurale ale oţelurilor, în două categorii: a) elemente cu acţiune feritizantă (alfagenă), cum ar fi Si, W, Mo, Ti, Nb, V, Al şi b) elemente cu acţiune austenitizantă (gamagenă), cum ar fi Mn, Co, N, Cu. Acţiunea acestor elemnte de aliere asupra caracteristicilor de utilizare ale oţelurilor austenitice crom-nichel se prezintă sintetic astfel: - Si măreşte rezistenţa la oxidare la temperaturi înalte, dar (la concentraţii masice prea mari) măreşte tendinţa de fisurare; dacă raportul concentraţiilor masice ale Si şi C se menţine sub 2, prezenţa Si asigură caracteristici maxime de tenacitate şi rezistenţă la fisurare; - Mo şi W au influenţe favorabile asupra rezistenţei la fluaj şi asupra rezistenţei la coroziune şi reduc tendinţa de fisurare la cald ;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 620
- Ti şi Nb finisează granulaţia şi măresc rezistenţa la coroziune (oţelurile austenitice crom-nichel microaliate cu Ti, Nb sau Ta pentru micşorarea susceptibilităţii faţă de coroziunea intercristalină se numesc oţeluri stabilizate); - Cu şi Al asigură durificarea prin precipitare a oţelurilor, dar măresc tendinţa acestora spre fisurare; - Mn şi N pot înlocui parţial Ni (care este un element deficitar) şi asigură stabilitatea structurilor austenitice (care la concentraţii mari de elemente de aliere tinde să se transforme în martensită); deoarece asigură eliminarea sulfurii de fier (prin formarea sulfurii de mangan) prezenţa manganului asigură şi diminuarea tendinţei spre fisurarea la cald a oţelurilor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 621
Mărcile de oţeluri comerciale din această clasă structurală corespund integral prescripţiilor prezentate mai înainte, aşa cum rezultă din următoarele exemple: X10CrNi18-8; X2CrNi18-9; X2CrNiMo17-12-2; X3CrNiCu18-9-4; X12CrMnNiN18-9-5; X6CrNiTi18-10; X6CrNiMoNb17-12-2.
Compoziţia chimică a mărcilor de oţeluri din această clasă determina încadrarea lor în subgrupele 8.1 sau 8.2 din tabelul 2.4 – Gruparea oţelurilor în CR ISO 15608.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 622
Structura acestor oţeluri este alcătuită (la orice temperatură, în stare solidă) din cristale de austenită; în structură pot să apară, funcţie de temperatură, de concentraţia masică de carbon a oţelurilor, de concentraţia masică a unor elemente de aliere şi de starea de tratament termic în care se găsesc oţelurile, carburi ale elementelor de aliere (dispuse, de obicei, la marginea cristalelor austenitice) şi separări intercristaline de ferită. Astfel, oţelurile cu concentraţia masică de carbon de 0,02...0,04 % nu prezintă separări de carburi în structura la ta, iar oţelurile având concentraţii masice ridicate de elemente gamagene (Ni, Mn, N) au structura la ta lipsită de ferită; structura la ta a oţelurilor austenitice crom-nichel obişnuite (având concentraţiile masice de carbon situate între 0,04 % şi 0,15 %) poate fi complet austenitică, dacă oţelurile au starea structurală conferită prin aplicarea unui tratament termic de călire de punere în soluţie (încălzirea oţelurilor la 1000...11000C, pentru dizolvarea carburilor în austenită, urmată de răcirea rapidă, în apă, pentru menţinerea structurii monofazice realizate prin încălzire; evident, structura la ta va fi alcătuită din austenită suprasaturată în carbon, cu stabilitate scăzută, din care pot precipita carburi, dacă este supusă încălzirii şi menţinerii la temperaturi cuprinse între 4500C şi 8500C).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 623
Ca şi otelurile inoxidabile feritice, aceste oţeluri nu prezintă transformari de fază în stare solidă, având, la orice temperatură în stare solidă, o structură monofazică austenitică (eventual, cu foarte mici cantităţi de carburi); ca urmare, caracteristicile de utilizare ale acestor oţeluri nu pot fi modificate prin aplicarea de TT cu schimbare de fază (recoacere completă, normalizare, îmbunătăţire etc), singura modalitate tehnologică de a le influenţa caracteristicile de rezistenţă mecanică şi plasticitate constând în ecruisarea lor prin deformare plastică la rece, urmată de aplicarea unui TT de recoacere fără schimbare de fază (cu regimul adecvat obţinerii caracteristicilor dorite).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 624
Sudabilitatea acestor oţeluri este bună, datorită structurii monofazice pe care o prezintă. Dacă se analizează diagrama Schaeffler prezentată în figura 4.27, se observă că principalele probleme care pot să apară la sudarea elementelor de ATD din oţeluri austenitice crom-nichel (principalele probleme care influenţează sudabilitatea oţelurilor austenitice crom-nichel) sunt: A) pericolul fisurării la cald; B) pericolul fragilizării prin faza σ şi C) pericolul realizării de îmbinări sudate cu rezistenţă scăzută la coroziune; analiza cauzelor care determină apariţia acestor fenomene poate conduce la stabilirea măsurilor tehnologice a căror aplicare asigură obţinerea unor îmbinări sudate de calitate corespunzătoare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 625
A) Fisurarea la cald a CUS realizate prin sudare se produce la temperaturi ridicate (peste 12000C), în timpul solidificării CUS. Fisurile formate la cald au caracter interdendritic şi se datorează prezenţei unor faze uşor fuzibile în zonele intercristaline ale structurii primare a CUS. Apariţia fenomenului este influenţată de: - compoziţia chimică a băii de metal topit din care rezultă prin solidificare CUS (dependentă de compoziţia şi puritatea MB şi MA): a) carbonul, siliciul, sulful şi fosforul favorizează apariţia fisurării la cald, deoarece formează cu elementele de aliere tipice oţelurilor inoxidabile austenitice (nichel, titan, niobiu) compuşi (sulfura de nichel, carburi de titan şi niobiu, silicaţi) care sunt faze uşor fuzibile sau care formează cu fierul sau cu elementele de aliere eutectice uşor fuzibile; b) manganul, wolframul, vanadiul şi molibdenul împiedică fisurara la cald, fixând elementele nocive (sulful, carbonul etc.) sub formă de compuşi greu fuzibili sau care formează cu fierul sau cu elementele de aliere eutectice greu fuzibile;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 626
- prezenţa feritei în structura CUS (într-un conţinut procentual de 3...4 %) împiedică fisurarea la cald, prin realizarea următoarelor efecte: a) finisarea structurii (ferita cristalizează înaintea austenitei şi împiedică formarea structurilor dendritice grosolane); b) relaxarea tensiunilor mecanice care apar în timpul cristalizării primare a CUS (la temperaturi înalte, ferita are rezistenţa la deformare mai mică decât austenita şi, ca urmare, ferita este faza care se deformează uşor şi ajută la diminuarea nivelului energetic al câmpului de tensiuni care apare datorită sudării); c) dizolvarea elementelor nocive (sulf, fosfor, siliciu) şi diminuarea pericolului de formare a eutecticelor uşor fuzibile. Modul cum se pot alege MA folosite la sudare pentru a asigura prezenţa a 3...4 % ferită în CUS rezultă urmărind rezolvarea următoarei aplicaţii:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 627
Aplicaţie. Un element de ATD trebuie realizat din semifabricate de tip tablă din oţel inoxidabil austenitic X2CrNi19−11, acest MB şi MA disponibile pentru sudarea lui având caracteristicile de compoziţie chimică prezentate în tabelul 4.24. Procedeul de sudare care se utilizează şi configuraţia rosturile de sudare pregătite între piesele ce urmează a fi sudate asigură pMA = 70 %. Să se determine care dintre cele două MA disponibile asigură realizarea unor CUS având în structură, pe lângă austenită, 3...5 % ferită, pentru evitarea fisurării la cald.
Tabelul 4.24. Compoziţiile chimice ale MB şi MA folosite la realizarea unui element de ATD
Concentraţiile masice ale principalelor componente, % Materialul %Cm %Mnm %Sim %Crm %Nim %Nbm %Mom MB – 10TiNiCr180 0,08 1,5 0,8 18 10 - -
MA1 – D309 0,10 1,5 1,0 23 14 - 0,50 MA2 – D312 0,10 2,0 0,9 30 9 - 0,60

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 628
Rezolvare. Considerând caracteristicile de compoziţie chimică ale MB şi folosind relaţiile (4.14) şi (4.15) rezultă coordonatele punctului caracteristic nominal al MB pe diagrama structurală A. Schaeffler: %CreMB = 19,20 şi %NieMB = 13,15.
Procedând în acelaşi mod, se determină coordonatele (%Cre;%Nie), corespunzătoare punctelor caracteristice nominale ale materialelor depuse prin sudare cu cele două MA disponibile; pentru MA1 – D309: %CreMA1 = 25,00 şi %NieMA1 = 17,75, iar pentru MA2 – D316L: %CreMA2 = 31,95 şi %NieMA2 = 13,00. Folosind metodologia descrisă anterior se construiesc dreptele de diluţie MB – MA1 şi MB – MA2 şi cunoscând că pMA = 70 % se obţin pe diagrama structurală, aşa cum se poate observa în figura 4.30, punctele caracteristice nominale ale CUS1 şi CUS2 (realizate cu cele două MA). Se observă că punctul caracteristic nominal al CUS1, realizată cu MA1 – D309 se află între dreptele de izoferită %α = 3 şi %α = 5 şi, ca urmare, acesta este MA care trebuie folosit la sudare pentru a se evita fisurarea la cald.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 629
Fig. 4.30. Folosirea diagramei structurale a otelurilor aliate pentru alegerea MA la sudarea elementelor de ATD din oţeluri inoxidabile austenitice

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 630
- caracteristicile tehnologiei de sudare pot favoriza sau împiedica fisurarea la cald (v. fig. 4.31), astfel: a) realizarea de CUS concave (cu electrozi sau fluxuri bazice) împiedică fisurarea, iar forma convexă a CUS (obţinută la folosirea electrozilor rutilici sau acid-rutilici sau a fluxurilor acide) favorizează fisurarea; b) sudarea în rosturi cu deschiderea b ≠ 0 împiedică fisurarea, iar sudarea în rosturi cu deschiderea nulă favorizează fisurarea; c) micşorarea coeficientului de formă al CUS (raportul dintre lăţimea şi adâncimea CUS ψ) contribuie la creşterea rezistenţei faţă de formarea fisurilor; d) folosirea de MA sub formă de electrozi sau sârme cu diametrul mic, utilizarea unor regimuri de sudare caracterizate prin curenţi de sudare mici şi viteze de sudare mari şi realizarea unor CUS cu rânduri filiforme, multiple împiedică apariţia fenomenului de fisurare la cald.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 631
Fig. 4.31. Influenţa tehnologiei de sudare asupra pericolului apariţiei fenomenului de fisurare la cald la sudarea elementelor de ATD din oţeluri inoxidabile austenitice

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 632
B) Fragilizarea prin faza σ se produce atunci când în îmbinările sudate apare faza σ, compus intermetalic FeCr, caracterizat prin duritate ridicată şi fragilitate accentuată; dacă MB sau CUS au structura complet austenitică, faza σ apare (mai greu) după sudare, în zonele încălzite la 600...900 0C, direct din austenită, prin realizarea următoarelor etape: γ → γ + α → γ + α + σ → γ + σ, iar dacă structurile sunt austenito - feritice, faza σ apare (mai uşor) în aceleaşi zone, prin realizarea următoarelor etape: γ + α → γ + α + σ → γ + σ; apariţia fazei σ (sigmatarea) şi fragilizarea care o însoţeşte sunt favorizate de prezenţa unor elemente de aliere ca Mo, Si, Nb, Ti şi de procesele de deformare plastică la rece şi pot fi înlăturate aplicând după sudare (sau după operaţiile de prelucrare prin deformare plastică la rece) un tratament termic constând din încălzirea zonei sigmatate la aproximativ 1000 0C şi menţinerea la această temperatură timp de 2 ... 4 ore.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 633
C) Procesele de coroziune care afectează îmbinările sudate dintre elementele de ATD din oţeluri austenitice crom - nichel pot fi de mai multe feluri: * Coroziunea generală apare ca un rezultat al dizolvării materialului metalic în mediul agresiv (activ), ca urmare a unor acţiuni de natură chimică sau electrochimică ce se produc la apariţia unor cupluri galvanice, datorită fie unor eterogenităţi de material (incluziuni, structuri bifazice etc.), fie unor diferenţe de aerisire care produc gradiente locale ale concentraţiei de oxigen; coroziunea generală poate afecta oricare din zonele caracteristice ale unei îmbinări sudate: MB, ZIT, CUS;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 634
* Coroziunea prin puncte se deosebeşte de coroziunea generală prin faptul că zona afectată este localizată sub forma unei cavităţi în care pătrunde oxigen; variaţia de concentraţie a oxigenului generează un cuplu galvanic, în care fundul cavităţii este anodul, iar suprafaţa piesei este catodul, care funcţionează prin consumarea anodului (adâncirea cavităţii), deoarece acesta are suprafaţa mult mai mică decât catoodul şi în zona sa densitatea de curent va fi mult mai mare decât în zona catodului; prezenţa incluziunilor de orice natură, stropii de sudare, asperităţile suprafeţelor din zona îmbinărilor sunt factori care pot genera declanşarea fenomenelor de coroziune prin puncte; * Coroziunea intercristalină este o formă specială de coroziune, datorată precipitării intercristaline în structurile austenitice a carburilor de crom şi micşorării în acest fel a rezistenţei la coroziune a acestor zone (fie prin sărăcirea în crom a marginilor cristalelor de austenită, fie prin crearea unor tensiuni între cristalele de austenită şi particulele de carburi precipitate). Această formă de coroziune are următoarele particularităţi:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 635
• separarea carburilor se produce numai în cazul încălzirii oţelurilor într-un interval critic de temperaturi (450 0C; 850 0C), sub 450 0C difuzia elementelor care formează carburile nefiind posibilă, iar peste 850 0C austenita are capacitate ridicată de a dizolva carbon şi separarea carburilor nu mai este justificată termodinamic;
• viteza de difuzie a carbonului în austenită este mai mare decât cea corespunzătoare cromului şi, ca urmare, carbonul ajunge mai repede la marginile cristalelor de austenită şi formează carburile cu cromul din austenita situată în zonele adiacente acestor margini; separarea intercristalină a carburilor de crom şi scăderea concentraţiei de crom de la marginile cristalelor de austenită diminuează rezistenţa la coroziune a oţelului, astfel că, atunci când piesele realizate dintr-un astfel de oţel vin în contact cu un mediu agresiv de lucru, marginile (sărăcite în crom) ale cristalelor de austenită sunt atacate, aşa cum se poate observa în imaginea prezentată în figura 4.32, apărând astfel coroziunea intercristalină;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 636
• aşa cum se poate deduce examinând diagrama din figura 4.33, pentru fiecare temperatură situată în intervalul critic de temperaturi există un interval critic al duratei de menţinere, pentru care intensitatea sensibilizării la coroziune intercristalină a oţelului este maximă; dacă durata menţinerii este sub limita inferioară a intervalului critic, cantitatea de carburi precipitate este redusă, marginile cristalelor de austenită îşi diminuează puţin concentraţia de crom şi diminuarea rezistenţei la coroziune a oţelului este mică, iar dacă durata menţinerii este mai mare decât limita superioară a intervalului critic, după precipitarea intercristalină a carburilor de crom, se produce uniformizarea prin difuzie a concentraţiei cromului în cristalele de austenită, creşte concentraţia în crom a marginilor acestor cristale, sărăcirea în crom a acestor margini este parţial compensată şi rezistenţa la coroziune a oţelului este puţin afectată.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 637
Fig. 4.32. Microfotografia unei zone afectate de coroziunea intercristalină la o piesă din oţel
inoxidabil austenitic X10CrNi18−8
Fig. 4.33. Diagrama timp – temperatură − sensibilizare la coroziunnea intercristalină (TTS) a oţelului
inoxidabil X10CrNi18−8

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 638
Micşorarea susceptibilităţii oţelurilor austenitice crom – nichel faţă de coroziunea intercristalină se poate realiza prin:a.micşorarea concentraţiei masice a carbonului sub nivelul de 0,04 %, corespunzător solubilităţii maxime în carbon a austenitei la ta; b. stabilizarea oţelurilor (microalierea cu Ti, Nb sau Ta, care au afinitate faţă de carbon mai mare decât cromul);c. creşterea concentraţiei masice de crom a oţelurilor; d. folosirea regimurilor de sudare care să asigure realizarea unor viteze de răcire mari în CUS şi ZIT şi, pe această bază, evitarea precipitării intercristaline a carburilor de crom; e. aplicarea unor tratamente termice postsudare prin care să se uniformizeze concentraţia în crom a cristalelor de austenită (care pot avea marginile sărăcite în crom datorită precipitării carburilor) sau să se asigure redizolvarea în austenită a carburilor precipitate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 639
* coroziunea tensofisurantă este o formă specială de coroziune care se manifestă sub acţiunea combinată a mediilor agresive şi a tensiunilor mecanice din elementele de ATD realizate prin sudare din oţeluri austenitice crom – nichel; apariţia acestei forme de coroziune poate fi evitată prin luarea tuturor măsurilor care determină diminuarea intensităţii tensiunilor reziduale din construcţiile sudate.
Pentru realizarea îmbinărilor sudate ale elementelor de aparatură tehnologică confecţionate din oţeluri austenitice crom – nichel (cu luarea în considerare a particularităţilor anterior prezentate) se pot utiliza procedeele de sudare prin topire clasice (sudarea cu arc electric şi electrozi înveliţi SE, sudarea cu arc electric sub strat de flux SAF, sudarea cu flacără de gaze SG) sau moderne (sudarea cu arc electric în mediu protector de gaz inert MIG / WIG, sudarea cu jet de plasmă SJP etc.).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 640
5.3. Operaţiile de sudare la fabricarea elementelor
de ATD din oţeluri inoxidabile duplex
Oţelurile duplex (ferito-austenitice sau austenito-feritice) reprezintă o clasă structurală de oţeluri utilizată cu rezultate bune la fabricarea aparaturii sub presiune şi a construcţilor sudate (inclusiv a conductelor tehnologice şi de transport) relativ recent (cu toate că primele oţeluri duplex au apărut încă din 1930). Oţelurile acestei clase structurale combină bunele proprietăţi ale oţelurilor inoxidabile feritice şi austenitice, raportul preferat al conţinuturilor procentuale de ferită şi austenită în structura acestor oţeluri fiind cel unitar (50 % ferită şi 50 % austenită); în termeni simpli, se poate spune că ferita asigură acestor oţeluri niveluri ridicate ale rezistenţei mecanice şi rezistenţei la coroziune, iar austenita – o bună ductilitate şi tenacitate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 641
Primele oţeluri duplex realizate au avut compoziţia: max. 0,04 % C; 25 % Cr; 5 % Ni; 2 % Mo şi adaosuri de până la 3 % Cu; la sudarea acestor oţeluri structura realizată în CUS şi ZIT nu mai prezintă raportul unitar al conţinuturilor procentuale de ferită şi austenită şi caracteristicile de rezistenţă la coroziune ale îmbinărior sudate sunt nesatisfăcătoare. A doua generaţie de oţeluri duplex a avut compoziţia caracterizată prin max. 0,03 %C; 22...23 % Cr; 4...5 % Ni; 1...3 % Mo şi adaosuri de 0,08...0,14 % N şi 0,5...1,5 % Cu; azotul a fost utilizat pentru înlocuirea parţială a Ni ca element austenitizant, constatându-se că el îmbunătăţeşte rezistenţa mecanică şi rezitenţa la coroziune prin puncte şi la coroziune tensofisurantă şi contribuie la formarea austenitei din ferită la temperaturi ridicate, asigurând menţinerea raportului unitar al conţinuturilor procentuale de ferită şi austenită în zonele caracteristice ale îmbinărilor sudate ale aparaturii sau construcţiilor realizate din astfel de materiale.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 642
Rezistenţa la coroziune a oţelurilor duplex din generaţia a doua este mai bună decât a oţelurilor inoxidabile austenitice, iar rezistenţa mecanică (rezistenţa la tracţiune) şi limita de curgere sunt aproximativ de două ori mai mari decât ale oţelurilor austenitice; tenacitatea oţelurilor duplex are nivelul situat între nivelurile corespunzătoare oţelurilor inoxidabile austenitice şi feritice, oţelurile duplex putând fi utilizate pentru confecţionarea aparaturii, construcţiilor şi echipamentelor care funcţionează la temperaturi superioare temperaturii de –50 0C (în condiţii de frig climatic sau industrial), dar nefiind recomandate pentru echipamentele şi aparatele tehnologice destinate aplicaţiilor criogenice.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 643
Mărcile de oţeluri comerciale din această clasă structurală corespund integral prescripţiilor prezentate mai înainte, aşa cum rezultă din următoarele exemple X2CrNiN23-4; X2CrNiMoN22-5-3; X2CrNiMoN25-6-3; X2CrNiMoN25-7-4; X2CrNiMoCuWN25-7-4, incluse în standardul [6] în lista de oţeluri agreate pentru realizarea semifabricatelor laminate (table, tevi fără sudură şi ţevi sudate) destinate fabricării aparaturii sub presiune.
Compoziţia chimică a mărcilor de oţeluri din această clasă determină încadrarea lor în subgrupele 10.1 sau 10.2 din tabelul 2.4 – Gruparea oţelurilor în CR ISO 15608.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 644
Pentru realizarea unor îmbinări sudate de calitate la realizarea ATD din oţeluri duplex se recomandă a se avea în vedere următoarele aspecte: * pentru a obţine CUS cu caracteristici corespunzătoare este necesar ca MA utilizate la sudare să fie supra aliate cu Ni (MA trebuie să aibă concentraţia masică de Ni în jurul valorii de 9 %, spre deosebire de MB, care au în mod obişnuit concentraţia masică de Ni de 4,0...7,0 %), respectarea acestei prescripţii asigurând formarea şi menţinerea cantităţii corespunzătoare de austenită în structura CUS; MA cu compoziţie apropiată de a MB se utilizează numai în cazul când se efectuează tratamente termice postsudare pentru rectificarea structurilor din CUS şi ZIT, iar sudarea fără MA sau cu pMA scăzute (valori mari ale pMB) nu este recomandată (trebuie evitată), mai ales dacă nu este posibilă aplicarea de tratamente termice postsudare;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 645
* în procesul de sudare se produc fenomene metalurgice de precipitare în CUS şi ZIT a unor faze dure (faze δ, de tipul unor compuşi intermetalici cu conţinuturi ridicate de Cr şi Mo sau nitruri de Fe şi/sau de elemente de aliere) care fragilizează structura şi micşorează rezistenţa la coroziune a acesteia; fenomenele de precipitare se produc în principal în zonele feritice ale structurii CUS şi ZIT, deoarece elementele de aliere difuzează mai uşor în această fază, iar solubilitatea azotului în ferită este mai scăzută decât în austenită; s-a constatat că apariţia fazelor δ este determinată de menţinerile îndelungate la temperaturi ridicate (care se realizează dacă se sudează cu energii liniare mari), iar precipitarea nitrurilor se produce mai intens dacă MB nu are un conţinut suficient de N (care să determine formarea şi stabilizarea austenitei), dacă nu se folosesc MA supraaliate cu Ni sau dacă se sudează cu energii liniare prea mici;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 646
* la sudare se pot folosi procedeele de sudare clasice: sudarea cu arc electric şi electrozi înveliţi SE, sudarea cu arc electric sub strat de flux SAF (se recomandă sudarea cu arce gemene sau în tandem, cu două sârme din MA şi două arce electrice, care funcţionează în aceeaşi baie de metal topit sau în băi diferite, un arc fiind alimentat cu curent continuu şi celălalt cu curent alternativ), sau procedeele de sudare moderne: sudarea cu arc electric în mediu protector de gaz inert MIG / WIG sau sudarea cu arc de plasmă (cu material de adaos); la folosirea sudării în mediu protector gazos (care dă cele mai bune rezultate) se folosesc amestecuri de gaze de protecţie: Ar + 2...3 % N2 la sudarea prin procedeul WIG; Ar + 1...3 % O2 sau Ar + 1...3 % CO2 sau Ar + 30 % He + 1...3 % O2 sau Ar + 3 % N2 la sudarea prin procedeul MIG.

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT
SI DEPOZITARE – TCMUTD – C 17,18
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 647
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, ATDobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, ATDobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 648
6. Operaţiile de sudare la fabricarea elementelor
de ATD din oţeluri placate
Oţelurile placate sunt produse laminate alcătuite dintr-un strat suport, denumit strat de bază – B, confecţionat din oţel nealiat (carbon) sau slab aliat, care le asigură rezistenţa mecanică şi un strat de acoperire (placare), numit placaj – P, confecţionat din oţeluri inoxidabile sau sau din aliaje neferoase anticorozive, care le asigură rezistenţa la coroziune.
Elementele de ATD din oţeluri placate se fabrică aplicând operaţiile tehnologice prezentate în Cap. II unor semifabricate laminate (de tip tablă, platbandă sau ţeavă) realizate prin unul din procedeele tehnologice prezentate în continuare .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 649
6.1. Procedeele de realizare a semifabricatelor din oţeluri placate
Semifabricatele de tip tablă sau platbandă din oţeluri placate se realizează, în mod obişnuit, prin unul din următoarele procedee tehnologice:
A. Fabricarea semifabricatelor din oţel placat folosind sudarea prin presiune a straturilor B şi P realizate, prin laminare, sub forma de table sau platbande.
La aplicarea acestui procedeu tehnologic, semifabricatele din oţel placat se obţin sudând prin presiune la cald, folosind încălzirea cu jet de plasmă, două semifabricate de tip tablă sau platbandă, obţinute în prealabil prin laminare, care constituie straturile B şi P. Modul de lucru la folosirea acestui procedeu este sugerat de schema din figura 4.34 a.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 650
B. Fabricarea semifabricatelor din oţel placat prin laminarea unui lingou special, realizat prin turnarea oţelului B într-o lingotieră cu perete despărţitor din material P. La aplicarea acestui procedeu, semifabricatele din oţel placat se obţin prin laminarea unui lingou realizat prin solidificarea oţelului B turnat într-o lingotieră având, aşa cum se poate vedea în schiţa din figura 4.34 b, un perete despărţitor confecţionat din două table P, separate printr-un strat de material AA, care le împiedică sudarea în cursul laminării (materialul antiaderent AA este alcătuit din 80...82 % granule de oxizi de Cr şi 18...20 % apă). Prin laminarea lingoului se obţin două semifabricate din oţel placat, în cursul laminarii neexistând pericolul creşteruii conţinutului de carbon al P, deoarece numai materialul B vine în contact cu cilindrii cajelor de laminare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 651
Fig. 4.34. Particularităţi tehnologice la realizarea semifabricatelor din oţeluri placate a. fabricarea folosind sudarea prin presiune a unor table B şi P;
b. lingoul turnat în lingotieră cu perete despărţitor din care se obţin prin laminare două table de oţel placat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 652
C. Fabricarea semifabricatelor din oţel placat prin relaminarea unui pachet de produse laminate, cu structura B – P – AA – P – B. Acest procedeu este cel mai folosit în prezent pentru obţinerea de semifabricate din oţel placat în uzinele metalurgice, succesiunea etapelor tehnologice care se parcurg la aplicarea acestuia fiind prezentată în figura 4.35. Semifabricatele de tip tablă sau platbandă care constituie pachetul ce se supune relaminării sunt obţinute prin laminare clasică din materialele corespunzătoare straturilor B şi P ale semifabricatelor din oţel placat care trebuie obţinute, semifabricatele din care se realizează stratul P fiind în prealabil acoperite electrolitic, pe una dintre feţe, cu un strat AA din Ni (cu grosimea sAA = 0,20...0,25 mm).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 653
Fig. 4.35. Schema procesului tehnologic de fabricare a semifabricatelor din oţel placat prin relaminarea unui pachet de produse laminate, cu structura B – P – AA – P – B

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 654
D. Fabricarea semifabricatelor din oţel placat folosind încărcarea prin sudare cu material P a unor semifabricate de tip tablă sau platbandă din material B. La aplicarea acestui procedeu, semifabricatele din oţel placat se obţin încărcând prin sudare, cu MA corespunzător stratului P care trebuie realizat, semifabricate laminate (de tip tablă sau platbandă) care constituie stratul B, aşa cum sugerează schiţa prezentată în figura 4.36. Pentru încărcare se folosec procedee de sudare care asigură o bună productivitate, de exemplu SAF cu bandă din MA sau cu mai multe sârme în tandem. Regimul de încărcare prin sudare se alege astfel încât rândurile depuse să aibă pătrundere redusă, lăţime şi supraînălţare mari, iar placajul semifabricatelor placate se realizează depunând prin sudare minim două straturi din material P.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 655
Fig. 4.36. Schema realizarii semifabricatelor din oţel placat folosind încărcarea prin SAF cu electrod bandă din material P a unui semifabricat de tip tablă sau platbandă din material B

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 656
E. Fabricarea semifabricatelor din oţel placat folosind placarea prin explozie. La aplicarea acestui procedeu, semifabricatele plane (de tip tablă, platbandă sau placă), realizate din materialele corespunzătoare B şi P ale produselor din oţel placat care trebuie obţinute, sunt îmbinate folosind sudarea prin explozie (procedeu de sudare prin presiune, care utilizează energia eliberată prin declanşarea unei explozii). Etapele realizarii semifabricatelor din oţel placat prin acest procedeu sunt prezentate în schiţele din figura 4.37 :
în prima etapă, semifabricatele realizate din materialele B şi P se curăţă atent pe suprafeţele cu care urmează a veni în contact, se aşează « în diedru » (măsura unghiului dintre ele se adoptă β = 4o…5o), după care se aplică pe suprafaţa exterioară a componentei P un strat protector (din cauciuc sau material plastic) şi, peste acesta, un strat (uniform distribuit) de material exploziv.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 657
în etapa a doua, se detonează materialul exploziv aplicat pe componenta P, iar energia eliberată de explozia produsă determină proiectarea şi sudarea componentei P pe componeta B ; alegând corespunzător tipul de exploziv folosit (cu viteză de detonare medie vd < 4000 m/s sau cu viteză mare de detonare vd = 4500…7500 m/s) şi măsura unghiului de aşezare în diedru β), frontul de sudare (corespunzător liniei de impact dintre componentele B şi P) va înainta cu viteză mai mică decât viteza cu care se deplasează jetul de retur produs de explozie între componentele B şi P şi se va obţine un efect favorabil, de curaţire de oxizi (decapare) a suprafeţelor care urmează a veni în contact la sudare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 658
Fig. 4.37. Schema obţinerii semifabricatelor din oţel placat folosind procedul de placare prin explozie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 659
În cursul sudării, intensitatea presiunii în zona de contact dintre componentele P şi B are caracter ondulatoriu şi, ca urmare, îmbinarea sudată realizată va avea un aspect vălurit, aşa cum se poate observa în figura 4.38. Prin cercetări experimentale, vizând placarea prin explozie cu diferite regimuri de lucru (tip de exploziv, viteză de detonare, unghi de aşezare în diedru β), s-a constatat că impactul dintre componentele B şi P, poate conduce la apariţia unor pelicule de material metalic topit în zona de contact a acestora, determinând sudarea componentelor prin presiune, cu topire sau poate asigura numai sudarea lor prin presiune în stare solidă (la cald sau la rece).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 660
Fig. 4.38. Aspectul macroscopic al îmbinarilor sudate prin presiune între componentele B şi P ale semifabricatelor din oţel placat prin explozie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 661
Semifabricatele de tip ţeavă din oţeluri placate se realizează, în mod obişnuit, prin unul din următoarele procedee tehnologice:
A. Fabricarea ţevilor prin curbare şi sudare, folosind semifabricate plane (de tip tablă sau platbandă) din oţel placat. La aplicarea acestui procedeu se folosesc semifabricate de pornire de tip tablă sau platbandă din oţel placat (obţinute prin procedeele prezentate anterior), transformarea acestora în ţevi din oţel placat realizându-se prin desfăşurarea procesului tehnologic redat în schema din figura 4.39.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 662
Aşa cum se poate observa examinând schema din figura 4.39, din semifabricatele de pornire, curbate în U, apoi în O şi sudate longitudinal, se obţin elemente tubulare din oţel placat, care pot fi livrate ca ţevi scurte (cu lungimea de 5...6 m) sau sub forma de ţevi lungi (10...12 m), fabricate îmbinând prin sudare cap la cap câte două astfel de elemente tubulare. La realizarea operaţiilor de sudare implicate de fabricarea ţevilor din oţel placat prin acest procedeu se ţine seama de particularităţile tehnologice, se aplică recomandările şi se folosec procedeele tehnologice prezentate în § IV.7.2.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 663
Fig. 4.39. Schema procesului tehnologic de realizare a ţevilor din oţel placat prin curbarea şi sudarea unor semifabricate plane din oţel placat

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 664
B. Fabricarea ţevilor prin procedeul fretării termo – hidraulice a componentelor B şi P (Thermo – Hidraulic Gripping Method – THG). La aplicarea acestui procedeu se folosesc ca semifabricate ţevi realizate, prin procedeele cunoscute de la Tehnologia materialelor, din materialele B şi P şi se parcurg urmatoarele etape, descrise şi în schema din figura 4.40 a procesului tehnologic de fabricare, prin care se realizează fretajul componentelor B şi P :
se încălzeste ţeava B într-un cuptor, la temperatura ti = 430...450 oC;
se amplasează ţeava P pe dispozitivul de asamblare;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 665
se introduce ţeava B (încălzită) peste ţeava P (răcită la interior cu apă), ansamblul celor două ţevi corespunzând unui ajustaj cu joc;
prin creşterea presiunii apei din interiorul ţevii P, se realizează deformarea plastică a ţevii P, suprafaţa exterioară a acestei ţevi vine în contact cu suprafaţa interioară a ţevii B, se produce deformarea anasamblului de ţevi P – B şi rezultă o ţeava din oţel placat;
ţeava din oţel placat se răceşte până la temperatura ambinată, între straturile B şi P ale acesteia realizându-se un ajustaj cu strângere, care generează o stare de tensiuni reziduale favorabilă asigurării unei rezistenţe mecanice ridicate a ţevii, cu tensiuni de compresiune în P şi de întindere în B, aşa cum se poate observa examinând diagrama din figura 4.41.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 666
Fig. 4.40. Schema procesului tehnologic de fabricare a ţevilor din oţel placat prin procedeul THG

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 667
Fig. 4.41. Schema procesului tehnologic de fabricare a ţevilor din oţel placat
prin procedeul THG şi diagrama generării tensiunilor
reziduale în aceste ţevi

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 668
C. Fabricarea ţevilor prin procedeul fretării hidraulice a componentelor B şi P (procedeul BuBi – Butting Bimetal Pipe Production). Procesul tehnologic de fabricare a ţevilor din oţel placat prin acest procedeu este asemănător celui corespunzător aplicării procedeului THG (v. fig. 4.42), cu următoarele diferenţe:
nu se mai realizează încălzirea ţevii B în vedera asamblării cu ţeava P;
fretarea componentelor tubulare B şi P se obţine numai prin deformarea elasto – plastică a acestora, cu ajutorul apei sub presiune introduse în ţeava P, procesul de deformare fiind controlat şi limitat atât prin valoarea presiunii apei, cât şi prin amplasarea ţevii B în cavitatea, calibrată rotund, a unei matriţe.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 669
Fig. 4.42. Fabricarea ţevilor din oţel placat prin procedeul BuBi

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 670
Rezistenţa mecanică a ţevilor din oţel placat fabricate prin acest procedeu este dependentă de fretajul asigurat între componentelor B şi P, influenţat esential, aşa cum se poate observa examinând diagramele din figura 4.43, de raportul caracteristicilor mecanice ale materialelor metalice din care sunt confecţionate ţevile B şi P:
dacă oţelul din care este realizata ţeava B are rezistenţa mecanică (în principal, limita de curgere) mai ridicată decât cea corespunzătoare materialului metalic al ţevii P, fretajul componentelor B şi P este bun, iar în componenta P sunt generate tensiuni reziduale de compresiune, favorabile asigurării unei rezistenţe mecanice ridicate a ţevii placate;
dacă oţelul din care este realizata ţeava B are limita de curgere mai scăzută decât cea corespunzătoare materialului metalic al ţevii P, nu se obţine o asamblare cu strângere între componentele B şi P (nu se asigură fretajul componentelor), în componenta P sunt generate tensiuni reziduale de întindere, iar rezistenţa mecanică a ţevii placate va fi slabă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 671
Fig. 4.43. Diagramele generării tensiunilor reziduale şi realizării fretajului între componenetele B şi P la fabricarea ţevilor din oţel placat prin procedeul BuBi

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 672
D. Fabricarea ţevilor prin extrudarea unui semifabricat tubular bimetalic.
La fabricarea ţevilor din oţel placat prin acest procedeu se parcurg următoarele etape, descrise de schiţele prezentate în figura 4.44 :
se realizează un semifabricat bimetalic de pornire, alcătuit din trei straturi : un strat exterior, constituit dintr-un semifabricat tubular (laminat, forjat sau turnat) confecţionat din oţelul B, un strat interior, constituit dintr-un semifabricat tubular (de tip ţeavă laminată) confecţionat din materialul metalic P, şi un strat intermediar, care se închide la capete cu două capace inelare, obţinut prin introducerea de pulbere din material P în spaţiul inelar dintre cele două semifabricate tubulare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 673
Semifabricatul bimetalic de pornire se supune unui tratament de sinterizare parţială a pulberii de material P şi de creare a unor legături între cele trei straturi, într-un cuptor (agregat) de tratament termic de presare izostatică (Hot Isostatic Pressing – HIP).
Semifabricatul tubular bimetalic tratat HIP este supus extrudării la cald şi este transformat înr-o ţeavă de oţel placat. Un exemplu de aplicare a procedeului este prezentat în figura 4.45. Semifabricatul bimetalic de pornire a fost realizat folosind ca material B oţelul C90 (oţel cu rezistenţa mecanică ridicată, cu 0,18 %C, 1,4 % Mn, microaliat cu Mo, Ti, Nb şi Al), iar ca material P, aliajul Hastelloy C-276 (aliaj pe bază de Ni, cu 16 %Cr, 16 %Mo şi 5 %Fe). Tratamentul HIP la care a fost supus semifabricatul înainte de extrudare s-a realizat într-un agregat HIP cu atmosferă de argon, la temparatura ti = 1200 oC şi presiunea p = 190 MPa. Extrudarea s-a efectuat după reîncălzirea semifabricatului la tDP = 1200 oC, folosind ca lubrefiant pulberea de sticlă şi a condus la obţinerea unei ţevi din oţel placat cu grosimea de 13 ori mai mică decât a acestuia.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 674
Fig. 4.44. Schema procesului tehnologic de fabricare a ţevilor din oţel placat prin extrudarea semifabricatelor tubulare bimetalice

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 675
Fig. 4.45. Exemplu de realizare a ţevilor din oţel placat folosind extrudarea semifabricatelor tubulare bimetalice

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 676
6.2. Particularităţi tehnologice la sudarea ATD din oţeluri placate
La realizarea operaţiilor de sudare din procesele tehnologice de fabricare a elementelor de aparatură din oţeluri placate se procedează în mod obişnuit astfel:
se sudează mai întâi stratul B al componentelor care se îmbină prin sudare, folosind un material de adaos MAB, asemănător oţelului din care este realizat stratul B şi rezultă o parte a CUS, numită CUSB;
se sudează startul P al componentelor care se îmbină prin sudare, folosind un material de adaos MAP, adecvat sudării materialului metalic din care este realizat stratul P şi rezultă o altă parte a CUS, numită CUSP.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 677
Deoarece B şi P au compoziţii şi structuri diferite, MAB şi MAP au, de asemenea, compoziţii chimice diferite şi cele două zone ale CUS, CUSB şi CUSP prezintă compoziţii şi structuri diferite şi, ca urmare, îmbinările sudate ale elementelor de ATD din oţeluri placate sunt caracterizate ca fiind îmbinări sudate eterogene.
La realizarea acestor îmbinări sudate se produc următoarele fenomene, care trebuie avute în vedere la stabilirea tehnologiilor de sudare:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 678
A. La realizarea CUSP se topeşte parţial CUSB şi baia de
metal topit din care rezultă prin solidificare CUSP va fi diluată (CUSB participă la formarea băii în principal cu Fe, concentraţiile elementelor de aliere în aceasta fiind reduse); ca urmare, dacă nu se are în vedere acest fenomen de diluţie, există pericolul de a se obţine CUSP cu concentraţii reduse de elemente de aliere şi cu rezistenţă la coroziune scăzută.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 679
B. În cursul solidificării şi răcirii CUSP se produc fenomene de difuzie a elementelor de aliere între CUSP şi CUSB.
Procesele de difuzie sunt controlate de difuzia carbonului, determinată de activitatea termodinamică a carbonului în raport cu celelalte elemente de aliere prezente în CUSB şi CUSP.
Ca urmare, carbonul va difuza spre zonele în care se afla elemente de aliere carburigene (care au afinitate mare faţă de carbon); aşa cum este cunoscut de la Studiul şi ingineria materialelor, în ordinea crescătoare a tendinţei de a forma carburi, elementele componente ale oţelurilor se clasifică astfel: Fe – Mn – Cr – W – V – Nb – Ti.
Dacă nu se are în vedere această parrticularitate a fenomenului de difuzie, elementele carburigene se vor găsi numai în CUSP, carbonul va difuza spre această zonă, iar creşterea concentraţiei carbonului va conduce la scăderea rezistenţei la coroziune a CUSP.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 680
Pentru evitarea sau diminuarea efectelor negative ale fenomenelor descrise anterior, la realizarea operaţiilor de sudare din procesele tehnologice de fabricare a elementelor de ATD din oţeluri placate trebuie aplicate următoarele recomandări:
a. se va realiza întâi CUSB şi apoi CUSP, realizarea în ordine inversă a celor două zone ale CUS trebuind să fie evitată, deoarece intensifică fenomenele de diluţie şi difuzie (sSB >>sSP şi, ca urmare, la realizarea CUSB se folosesc energii liniare mai mari decât la realizarea CUSP, baia de metal topit are volum mare, iar activarea termică a fenomenelor care se desfăşoară în zona de sudare este ridicată);
b. se vor utiliza ca MAB (electrozi sau sârme din) oţeluri slab aliate sau microaliate cu elemente puternic carburigene (V, Nb, Ti), care fixează carbonul în CUSB (sub formă de carburi stabile) şi împiedică difuzia acestuia spre CUSP;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 681
c. CUSP se va realiza cu un număr mare de rânduri înguste, folosind regimuri de sudare care asigură pătrunderi mici şi impun folosirea unor valori reduse ale curentului de sudare şi ale energiei liniare de sudare;
d. pentru diminuarea substanţiala a efectelor negative ale fenomenului de diluţie se va realiza CUSP din minim două straturi; evident, daca această recomandare nu poate fi aplicată se va alege MAP cu un conţinut de Cr mai mare decât al P, pentru a asigura în CUSP concentraţia de Cr necesară obţinereii unei rezistenţe la coroziune asemănătoare celei a P;
e. dacă tehnologia de sudare crează posibilitatea intensificării fenomenelor de difuzie a elementelor de aliere între cele două zone ale CUS, se vor depune între CUSB şi CUSP straturi tampon din Fe sau Ni, care blochează difuzia carbonului (elementul de aliere care controlează desfăşurarea fenomemenelor de difuzie).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 682
Tehnologiile de realizare a operaţiilor de sudare la fabricarea elementelor de ATD din oţeluri placate se stabilesc în funcţie de posibilităţile de acces în zona de sudare.
I. Dacă accesul în zona de sudare este posibil atât dinspre B, cât şi dinspre P, se aplică tehnologiile de sudare prezentate în figura 4.46.
În cazul în care se foloseşte varianta A, se parcurge următoarea succesiune de etape de lucru: a. prelucrarea marginilor pieselor pentru obţinrea configuraţiei rostului de sudare; b. realizarea CUSB; c. îndepărtarea prin crăiţuire sau polizare a rădăcinii CUSB; d. realizarea CUSP (din minim două straturi).
În cazul în care se foloseşte varianta B, succesiunea etapelor de lucru este: a. prelucrarea marginilor pieselor pentru obţinerea configuraţiei rostului de sudare; b. realizarea CUSB; c. completarea la rădăcină a CUSB; d. realizarea CUSP (din minim două straturi).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 683
Fig. 4.46. Tehnologiile de sudare a elementelor de aparatură din oţel placat în cazul când accesul în zona de sudare este posibil atât dinspre B, cât şi dinspre P

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 684
II. Dacă accesul în zona de sudare este posibil numai dinspre P, se aplică tehnologiile de sudare prezentate în figura 4.47.
În cazul în care se foloseşte varianta A, se parcurge următoarea succesiune de etape de lucru: a. prelucrarea marginilor pieselor pentru obţinrea configuraţiei rostului de sudare; b. realizarea CUSB; c. îndepărtarea prin prelucrare mecanică (polizare, rabotare) a suprafeţei CUSB, la min. 2 mm sub suprafaţa interioară a P; d. realizarea CUSP (din minim două straturi).
În cazul în care se foloseşte varianta B, succesiunea etapelor de lucru este: a. prelucrarea marginilor pieselor pentru obţinerea configuraţiei rostului de sudare (se va realiza x ≥ 4 mm, dacă se foloseşte SE la CUSB sau x ≥ 8 mm, dacă se foloseşte SAF la CUSB); b. realizarea CUSB; c. realizarea CUSP (din minim două straturi).
Varianta B necesită un număr mai mic de etape de lucru, dar conduce la consumuri mai mari de MAP decât varianata A.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 685
Fig. 4.47. Tehnologiile de sudare a elementelor de aparatură din oţel placat în cazul când accesul în zona de sudare este posibil numai dinspre P

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 686
III. Dacă accesul în zona de sudare este posibil numai dinspre B (situaţie care trebuie evitată, deoarece impune relizarea întâi a CUSP şi apoi a CUSB), se aplică tehnologia de sudare prezentată în figura 4.48.
Etapele de lucru impuse de această tehnologie sunt: a. prelucrarea marginilor pieselor pentru obţinrea configuraţiei rostului de sudare; b. realizarea primului rând/strat (rândul/stratul de rădăcină) al CUSP; c. depunerea a încă două rânduri cu MAP şi, peste acestea, depunerea unui strat tampon din Fe sau Ni (sau din aliaje bogate în aceste elemente: Inconel, Hastelloy etc) ; d. realizarea CUSB (cu rânduri şi straturi înguste, folosind curent şi energii liniare de sudare mici).
Aşa cum se poate observa în figura 4.48, în cazul sudării conductelor din oţeluri placate (cu acces numai dinspre B) se practică şi varianta utilizării unui MA unic pentru realizarea CUSP şi CUSB şi folosirea unor procedee de sudare care să asigure CUS cu lăţime mică (sudarea SAF sau MIG în rost îngust sau sudarea cu surse termice foarte concentrate: sudarea cu fascicul de electroni sau sudarea cu laser).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 687
Fig. 4.48. Tehnologia obişnuită de sudare a elementelor de aparatură din oţel placat în cazul când accesul în zona de sudare este posibil numai dinspre B

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 688
7. Fabricarea elementelor de ATD bimetalice, din straturi suprapuse
Elementele de aparatură bimetalice se pot realiza prin suprapunerea straturilor B şi P în următoarele situaţii:
nu sunt disponibile semifabricate din oţeluri sau materiale placate (tablă, platbandă sau ţeavă, fabricate prin tehnologii de tipul celor prezentate anterior);
elementul de aparatură are configuraţie complicată şi/sau grosime mare de perete şi se impune fabricarea stratului B (din oţel nealiat sau slab aliat) al acestuia prin turnare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 689
Schema de execuţie a elementelor de ATD prin această tehnologie cuprinde următoarele etape (v. fig. 4.49):
fabricarea componentei (stratului) B a (al) elementului de aparatură, printr-o tehnologie adecvată configuraţiei şi dimensiunilor acestuia (turnare, forjare, matriţare, ambutisare, curbare etc.), din oţel carbon (nealiat) sau slab aliat ;
fabricarea componentei (stratului) P a (al) elementului de aparatură, din mai multe piese de acoperire (realizate din tablă sau platbandă cu grosimea sP = 2…4 mm) din oţel inoxidabil sau aliaj anticoroziv; piesele de acoperire din compunerea stratului P se perforează din loc în loc (de obicei, cu ajutorul unui dispozitiv de ştanţare), realizându-se pe suprafaţa acestora orificii uniform distribuite ;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 690
curăţirea suprafeţei care trebuie placată a componentei B, aplicarea pe aceasta a pieselor stratului P şi fixarea lor prin efectuarea unor CUS lenticulare în orificiile pe care le au pe suprafaţă ; CUS lenticulare se pot realiza printr-un procedeu adecvat de sudare prin topire, fiind preferate procedeele SE, MIG şi electronituirea (variantă a procedeului SAF);
îmbinarea pieselor de acoperire din compunerea stratului P şi, eventual, introducerea în interstiţiile rămase între stratul B şi stratul P a unui material (de obicei, un material polimeric) care asigură conlucrarea (cuplarea) mecanică eficientă a celor două straturi ale elementului de aparatură bimetalic.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 691
Fig. 4.49. Particularităţile tehnologiei de fabricare a aparturii bimetalice din straturi suprapuse

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 692
V. TEHNOLOGIILE DE REALIZARE A ELEMENTELOR TIPICE DE APARATURA DE TRANSPORT SI DEPOZITARE – ATD
În acest capitol sunt prezentate principalele aspecte tehnologice privind fabricarea şi montarea unor elemente tipice de aparatură de transport şi depozitare: rezervoarele cilindrice verticale, rezervoarele sferice, conductele din oţel şi din polietilenă. Informaţiile privind realizarea acestor elemente tipice de ATD trebuie privite ca exemplificări ale modalităţilor în care se pot integra cunoştinţele generale din capitolele anterioare pentru conceperea şi proiectare tehnologiilor de fabricare şi montare ale oricărui element de ATD.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 693
1.Tehnologiile de realizare a rezervoarelor cilindrice verticale – RCV
Rezervoarele cilindrice verticale – RCV sunt utilizate, în mod obişnuit, pentru depozitarea petrolului şi produselor petroliere lichide (motorină, benzină etc.) la presiune atmosferică. Principalele caracteristici tehnice şi tehnologice ale RCV sunt:
RCV au, în mod obişnuit, capacităţi (geometrice şi nominale) VRCV = 1000...10000 m3 (construindu-se însă şi un număr însemnat de RCV de mare capacitate, cu VRCV ≥ 30000 m3) , dimensiunile lor principale (diametrul rezervorului Di şi înălţimea mantalei Hr) impunând încadrarea lor în categoria aparatelor negabaritice. Ca urmare, pentru realizarea unui RCV trebuie concepute, proiectate şi efectuate două procese tehnologice: a. procesul tehnologic de fabricare (în condiţii uzinale, în ateliere sau fabrici de profil) a componentelor rezervorului; b. procesul tehnologic de asamblare a rezervorului (la locul de amplasare a rezervorului, în condiţii de şantier de montaj).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 694
RCV funcţionează la presiunea atmosferică (sunt denumite şi rezervoare atmosferice de depozitare), dimensionarea mantalei efectuându-se considerând (ca element principal al solicitării mecanice) sarcina hidrostatică (presiunea hidrostatică a coloanei de lichid aflat în rezervor). Ca urmare, RCV nu se încadrează în categoria recipientelor sub presiune şi la proiectarea, construirea, montarea şi repararea acestora nu se aplică prescripţiile tehnice (cu grad de severitate ridicat) [3,4,6], trebuind să fie respectate prescripţiile tehnice (mai simple) din documentele normative specifice, de exemplu din API Standard 620 – Design and construction of large welded, low pressure storage tanks şi din API Standard 650 – Welded steel tanks for oil storage.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 695
Componentele principale ale RCV (fundul, mantaua şi capacul) se realizează, în mod obişnuit, din semifabricate laminate de tip tablă (cu grosimea s = 5...12 mm), din oţel nealiat (carbon), mărcile de oţel recomandate fiind S235 (OL37), împreună cu S265 şi S295, pentru rezervoarele de mare capacitate utilizându-se şi mărcile S355 sau P355N. RCV destinate stocării lichidelor puternic agresive se pot realiza din tablă din oţeluri inoxidabile, din oţeluri placate sau din aliaje pe bază de Al, iar pentru RCV folosite la depozitarea gazelor lichefiate se pot utiliza semifabricate de tip tablă laminată din oţeluri criogenice (cu 5% sau 9% Ni, funcţie de regimul de temperatură al rezervorului).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 696
1.1.Tehnologiile de realizare a RCV în construcţie clasică
„RCV în construcţie clasică” sunt acele rezervoare concepute şi proiectate pentru a fi montate „tablă cu tablă”, indiferent care sunt caracteristicile lor constructive (v. fig. 5.1). Tehnologiile de fabricare (în condiţii uzinale, în ateliere sau fabrici de profil) a elementelor din care sunt alcătuite componentele principale (fundul, mantaua şi capacul) ale oricărui RCV în construcţie clasică sunt foarte simple, aşa cum se prezintă în continuare pentru cazul RCV din oţeluri carbon şi slab aliate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 697
Fig. 5.1. Părţile componente şi particularităţile constructive ale principalelor tipuri de RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 698
Fig. 5.1 continuare 1. Părţile componente şi particularităţile constructive ale principalelor tipuri de RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 699
Fig. 5.1 continuare 2. Părţile componente şi particularităţile constructive ale principalelor tipuri de RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 700
a. Procesul tehnologic tipizat de fabricare a elementelor componente ale fundului RCV (care se obţin, în mod obişnuit, din table semifabricat cu grosimea sf = 5...10 mm) cuprinde următoarele operaţii: curăţire, îndreptare, trasare, debitare, prelucrarea marginilor. Includerea operaţiei de îndreptare în procesul tehnologic este dependentă de grosimea tablelor folosite ca semifabricate şi de diametrul RCV şi se decide folosind diagrama din figura 5.2 (realizată pe baza prescripţiilor din API Standard 650).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 701
Aşa cum sugerează schiţele din figura 5.1: majoritatea elementelor componente ale fundului se pot realiza din
table semifabricat dreptunghiulare cu dimensiunile de livrare (fiind preferate tablele cu lungimea Ls = 6000 mm şi lăţimea ls = 1500 mm) şi, ca urmare, pentru aceste elemente procesul tehnologic de fabricare nu cuprinde operaţiile de trasare şi debitare.
cele mai multe dintre elementele componente ale fundului au contur poligonal şi, ca urmare, la fabricarea lor se poate folosi debitarea prin forfecare (operaţie cu productivitate mare – v. Scap II.4) şi prelucrarea marginilor prin rabotare.
elementele de contur ale fundului, având una din muchii circulară, se debitează prin forfecare pe muchiile rectilinii şi printr-un procedeu termic (de obicei, prin debitare cu flacără de gaze şi oxigen) pe muchia circulară, iar prelucrarea marginilor se efectuează numai pe muchiile rectilinii.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 702
b. Procesul tehnologic tipizat de fabricare a elementelor componente ale virolelor mantalei RCV (care se obţin, în mod obişnuit, din table semifabricat cu grosimea sf = 5...16 mm) cuprinde următoarele operaţii: curăţire, îndreptare, trasare, debitare, prelucrarea marginilor, curbare.
Includerea operaţiilor de îndreptare şi curbare în procesul tehnologic este dependentă de grosimea tablelor folosite ca semifabricate şi de diametrul RCV şi se decide folosind diagrama din figura 5.2 (realizată pe baza prescripţiilor din API Standard 650).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 703
Aşa cum sugerează schiţele din figura 5.1: c. majoritatea elementelor componente ale virolelor se pot
realiza din table semifabricat dreptunghiulare cu dimensiunile de livrare (fiind preferate tablele cu lungimea Ls = 6000 mm şi lăţimea ls = 1500 mm) şi, ca urmare, pentru aceste elemente procesul tehnologic de fabricare nu cuprinde operaţiile de trasare şi debitare.
d. elementele componente ale virolelor au contur dreptunghiular şi, ca urmare, la fabricarea lor se poate folosi debitarea prin forfecare (operaţie cu productivitate mare – v. Scap II.4) şi prelucrarea marginilor prin rabotare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 704
Fig. 5.2. Diagrama privind necesitatea efectuării în uzină, anterior etapei de montaj, a operaţiilor de îndreptare a elementelor fundului şi mantalei, respectiv de curbare a elementelor virolelor mantalei RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 705
c. Procesul tehnologic de fabricare a elementelor capacului este asemănător celor prezentate anterior pentru elementele fundului şi virolelor mantalei.
d. Pentru rigidizarea la partea superioară a mantalei RCV se foloseşte una din soluţiile recomandate în figura 5.3 (pe baza prescripţiilor din API Standard 620 şi API Standard 650). Elementele componente principale ale inelului de rigidizare a mantalei la partea superioară se pot realiza (aşa cum sugerează schiţele din figura 5.3) prin tehnologii simple, constând în curbarea unor semifabricate de tip platbandă sau profil laminat (cornier cu aripile egale sau neegale).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 706
Fig. 5.3. Soluţii constructiv – tehnologice
pentru rigidizarea la partea superioară a mantalei
RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 707
Pentru RCV în construcţie clasică au fost concepute şi se aplică mai multe tehnologii de montaj (asamblare):
A. Tehnologia de asamblare cea mai utilizată la realizarea RCV în construcţie clasică este denumită în practică „montajul tablă cu tablă, de jos în sus – MJS”. Schema de execuţie a RCV în cazul aplicării acestei tehnologii cuprinde următoarele etape:
Verificarea fundaţiei rezervorului; Montarea elementelor componente ale fundului şi îmbinarea
prin sudare a acestora; pentru sudare se pot folosi procedeele SE (eventual varianta de sudare cu electrod culcat, cunoscută de la Tehnologia materialelor, care asigură calitate foarte bună a îmbinărilor şi productivitate ridicată) sau SAF (folosind simultan mai multe tractoare sau capete de sudare);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 708
Montarea pe rând a virolelor care alcătuiesc mantaua rezervorului, începând cu montarea elementelor virolei inferioare (virola 1 – V1), continuând cu celelalte virole (V2, V3,...,Vi,...,Vn-1 şi terminând cu virola superioară (virola n – Vn). După montarea elementelor virolei V1 se efectuează CUS verticale între elemente şi apoi CUS circulară de îmbinare a mantalei şi fundului rezervorului, realizată în una din variantele prezentate în schiţele din figura 5.4. După montarea primei virole se montează pe rând elementele celorlalte virole Vj, j = 2...n, după care se efectuează CUS verticale între elementele virolei şi apoi CUS circulară de prindere a virolei Vj la virola inferioară Vj-1.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 709
Pentru efectuarea îmbinărilor sudate se utilizează procedeul SE sau procedeul MAG, folosind dispozitivele / instalaţiile speciale pentru sudarea RCV, denumite VERTOMATIC (pentru realizarea CUS verticale dintre elementele virolelor mantalei) şi CIRCOMATIC (pentru realizarea CUS circulare dintre virolele mantalei). Deoarece componentele RCV sunt confecţionate (în mod obişnuit) din oţeluri carbon sau slab aliate se foloseşte procedeul MAG, protecţia zonei de sudare fiind asigurată de un gaz activ (CO2). CO2 este disociat de către arcul electric folosit la sudare şi rezultă CO, C şi O, care crează în zona de sudare o atmosferă oxidantă – reducătoare şi determină formarea unei CUS în care conţinuturile de Mn, Si şi C sunt mai mici decât în MB şi MA. Reacţiile metalurgice care favorizează dezoxidarea băii de metal topit şi eliminarea impuritaţilor din acesta sunt intensificate, dacă se folosesc la sudare sârme cu miez de flux. În mod obişnuit, la efectuarea operaţiilor de sudare la RCV se utilizează procedeul MAG cu curent continuu, polaritate inversă, cu regimuri care să asigure transferul MA sub formă de picături fine (v. § IV.6.1).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 710
Montarea capacului. Dacă RCV este cu capac fix, montarea
capacului se face după asamblarea mantalei (în prezent se practică asamblarea şi sudarea ”la sol” a elementelor capacului şi montarea acestuia pe rezervor cu ajutorul unui utilaj de ridicare adecvat). Dacă RCV este cu capac plutitor, asamblarea şi sudarea elementelor capacului se efectuează pe fundul rezervorului, după montarea acestuia.
Verificarea calităţii şi probarea rezervorului. După finalizarea lucrărilor de montaj se efectuează verificarea calităţii rezervorului (se verifică, prin încercări nedistructive, calitatea îmbinărilor sudate, se verifică încadrarea în toleranţele prescrise a dimensiunilor şi formei rezervorului etc.) şi se efectuează proba de rezistenţă mecanică (prin umplerea cu apă a rezervorului). Particularităţile procesului tehnologic de realizare a RCV folosind „montajul tablă cu tablă, de jos în sus – MJS” sunt redate sugestiv de schiţele şi imaginile din figurile 5.4...5.7.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 711
Fig. 5.4. Schema de execuţie a RCV în cazul montajului tabla cu tabla de jos în sus – MJS

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 712
Fig. 5.5. Etapele realizării unui RCV prin metoda de monataj tablă cu tabla de jos în sus: a. verificarea fundaţiei şi montarea fundului, primei virole a mantalei şi sistemului de susţinere a capacului;
b, c. montarea şi sudarea virolelor mantalei; d. montarea capacului rezervorului

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 713
Fig. 5.6. Etapele realizării unui RCV prin metoda de monataj tablă
cu tabla de jos în sus: a,b,c. verificarea
fundaţiei şi montarea fundului şi virolelor
mantalei; d. montarea elementelor de susţinere
a capacului; e,f. montarea capacului; g,h. montarea amenajărilor pe capacul rezervorului (supape de
respiraţie, opritori de flăcări etc.); i. verificarea şi probarea rezervorului

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 714
Fig. 5.7. Particularităţile realizării CUS verticale între elementele virolelor mantalei RCV folosind dispozitivul VERTOMATIC şi a CUS circulare între virolele mantalei RCV folosind dispozitivul CIRCOMATIC

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 715
B. O altă tehnologie de asamblare utilizată cu succes la realizarea RCV în construcţie clasică este denumită în practică „montajul tablă cu tablă, de sus în jos – MSJ”. Schema de execuţie a RCV în cazul aplicării acestei tehnologii cuprinde următoarele etape:
Verificarea fundaţiei rezervorului; Montarea elementelor componente ale fundului şi îmbinarea
prin sudare a acestora; pentru sudare se pot folosi procedeele SE (eventual varianta de sudare cu electrod culcat, cunoscută de la Tehnologia materialelor, care asigură calitate foarte bună a îmbinărilor şi productivitate ridicată) sau SAF (folosind simultan mai multe tractoare sau capete de sudare);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 716
Montarea elementelor virolei superioare a mantalei (virola n – Vn), realizarea CUS verticale dintre elementele care compun virola şi montarea peste aceasta a capacului fix al RCV (dacă RCV este prevăzut cu capac fix);
Ridicarea părţii superioare a RCV, cu ajutorul unui sistem de cricuri hidraulice, uniform distribuite în jurul rezervorului şi comandate simultan, în scopul obţinerii deasupra fundului a spaţiului necesar montării şi sudării elementelor virolei inferioare (virola n-1, Vn-1); după realizarea virolei Vn-1 , se efectuează CUS circulară de asamblare a virolei la partea superioară a RCV, se ridică din nou partea superioară cu ajutorul sistemului de cricuri hidraulice şi se face loc pentru montarea şi sudarea unei noi virole a mantalei cu care se procedează la fel ca şi cu virola Vn-1, procesul continuându-se pâna la montarea integrală a mantalei.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 717
Realizarea CUS circulare de asamblare a mantalei şi fundului RCV (folosind una din variantele prezentate în figura 5.5.b).
Verificarea calităţii şi probarea rezervorului. După finalizarea lucrărilor de montaj se efectuează verificarea calităţii rezervorului (se verifică, prin încercări nedistructive, calitatea îmbinărilor sudate, se verifică încadrarea în toleranţele prescrise a dimensiunilor şi formei rezervorului etc.) şi se efectuează proba de rezistenţă mecanică (prin umplerea cu apă a rezervorului). Particularităţile procesului tehnologic de realizare a RCV folosind „montajul tablă cu tablă, de sus în jos – MSJ” sunt redate sugestiv de schiţele şi imaginile din figurile 5.8.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 718
Fig. 5.8. Schema de execuţie a RCV în cazul montajului tabla cu tabla de sus în jos – MSJ

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 719
Aplicarea tehnologiei de „montaj tablă cu tabla, de sus în jos” prezintă o serie de avantaje importante:
Majoritatea operaţiilor de montaj şi sudare se exectă „la sol”, iar productivitatea lucrărilor de realizare a RCV se mareşte cu 25...30 % în raport cu cea corespunzătoare aplicării tehnologiei de „montaj tablă cu tablă, de jos în sus”;
Cheltuielile implicate de utilizarea unor utilaje de ridicat cu caracteristici tehnice speciale (capacitatea de ridicare a sarcinilor la înălţimi mari) sunt evitate. Cricurile hidraulice necesare ridicării componentelor RCV nu trebuie să aibă capacităţi de ridicare mari, menţinerea la nivelul dorit (disponibil) al acestor capacităţii putând fi asigurată prin alegerea convenabilă a numărului acestor echipamente.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 720
Pentru a justifica posibilităţile de aplicare a tehnologiei MSJ se poate considera cazul RCV cu capacitatea VRCV = 5000 m3, care are diametrul Di = 25 m şi înălţimea mantalei Hr = 10,5 m, mantaua fiind alcătuită din 7 virole (realizate din tablă de oţel S235J2G3) cu înălţimea hv = 1,5 mm şi grosimea sv = 5...8 mm (virola inferioară – V1 având sv1 = 8 mm, iar virola superioară – V7 având sv7 = 5 mm.
Considerând aceste date iniţiale, rezultă că masele virolelor mantalei sunt mv = 5,0...7,5 t, iar masa totală a mantalei este Mv ≅ 45 t, ceea ce conduce la ideea că, dacă se foloseşte un sistem de ridicare cu 15 cricuri (amplasate la aproximativ 5 m unul faţă de altul în jurul mantalei RCV), fiecare cric trebuie să aibă o capacitate de ridicare de aproximativ 3 t.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 721
Dacă RCV are capac fix, realizat în construcţie clasică (cu învelişul din tablă de oţel şi susţinerea pe ferme de tip grinzi cu zăbrele) masa capacului este Mc ≅ 30 t şi, ca urmare, capacitatea de ridicare a cricurilor trebuie majorată la 5 t, măsură care poate fi eliminată dacă se foloseşte un capac autoportant, realizat din profile extrudate şi tablă din aliaj pe bază de aluminiu, cu masa Mca ≅ 12 t, care se poate asambla la sol şi se ridică separat, aşa cum sugerază îmaginile din figura 5.9.
C. O altă tehnologie de asamblare utilizată la realizarea RCV în construcţie clasică este denumită în practică „montajul tablă cu tablă, în spirală – MSP”. Schema de execuţie a RCV în cazul aplicării acestei tehnologii (puţin agreată în prezent, datorită dificultăţilor de realizare a elementelor mantalei şi cerinţelor logistice la montaj) este prezentată detaliat în lucrarea [1] p. 244.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 722
Fig. 5.9. Montarea capacelor autoportante din aliaje pe bază de aluminiu la RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 723
Fig. 5.9 continuare 1. Montarea capacelor autoportante din aliaje pe bază de aluminiu la RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 724
Fig. 5.9 continuare 2. Montarea capacelor autoportante din aliaje pe bază de aluminiu la RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 725
Fig. 5.9 continuare 3. Montarea capacelor autoportante din aliaje pe bază de aluminiu la RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 726
Fig. 5.9 continuare 4. Montarea capacelor autoportante din aliaje pe bază de aluminiu la RCV a...h. montarea structurii de rezistenţă, din profile din aliaj pe baza de aluminiu, a capacului autoportant al RCV;
i...l. montarea plăcilor uşoare, din tablă de aluminiu, pe structura de rezistenţă a capacului RCV; m...p. detalii privind asamblarea profilelor şi tablelor capacului autoportant al RCV;
r...u. ridicarea capacului autoportant al RCV cu ajutorul dispozitivelor cu scripeţi şi palane; v...w. ridicarea capacului autoportant al RCV cu ajutorul unei macarale;
x,q. detalii privind fixarea capacului autoportan al RCV pe inelul de rigidizare al mantalei RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 727
1.2.Tehnologiile de realizare a RCV în construcţie rulată
„RCV în construcţie rulată” sunt acele rezervoare concepute şi proiectate astfel încât componentele lor principale (fundul şi mantaua) să fie realizate integral în condiţii uzinale şi transformate în rulouri gabaritice, care se transportă la locul de amplasare al RCV şi sunt derulate, montate şi sudate în vederea realizării rezervorului. Procesele tehnologice de fabricare (în condiţii uzinale, în ateliere sau fabrici de profil) a componentele principale (fundul şi mantaua) ale oricărui RCV în construcţie rulată se desfăşară pe linii/instalaţii tehnologice specializate, aşa cum se prezintă în continuare pentru cazul RCV din oţeluri carbon şi slab aliate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 728
Instalaţiile de fabricare a rulourilor componentelor RCV realizează simultan asamblarea, sudarea şi transformarea în rulouri gabaritice (transportabile pe căile ferate, rutiere, fluviale sau maritime) a fundului şi mantalei RCV.
Schemele constructiv – funcţionale ale principalelor tipuri de instalaţii de acest fel sunt prezentate în figura 5.10.
Instalaţia prezentată în figura 5.10. a prezintă ca avantaje simplitatea construcţiei şi comoditatea de efectuare a operaţiilor tehnologice asigurată de amenajarea la sol (la parter) a standului de asamblare – sudare a semifabricatelor, dar utilizarea ei prezintă dezavantajul că rădăcina CUS realizate între semifabricatele din care se obţin rulourile componentelor RCV este supusă la întindere, atunci când acestea trec peste rola de precurbare şi când sunt înfăşurarte pe tamburul de rulare şi există pericolul apariţiei de fisuri în această zonă a îmbinărilor sudate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 729
Instalaţia prezentată în figura 5.10. b elimină dezavantajul instalaţiei descrise anterior, asigurând solicitarea la compresiune a rădăcinii CUS realizate între semifabricatele din care se obţin rulourile componentelor RCV şi oferind în plus posibilitatea de a executa CUS cu completare la rădăcină (care conduce la cea mai bună calitate a CUS efectuate prin procedeul SAF). Instalaţia este mai greu de construit şi utilizat, deoarece standul de asamblare – sudare a semifabricatelor este amplasat la etaj (rola de precurbare are diametrul de 3000...3200 mm, iar tamburul de rulare are diametrul de 2700...2800 mm).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 730
Instalaţia prezentată în figura 5.10. c este cea utilizată de
firmele producătoare de RCV în construcţie rulată din România. Ea este asemănătoare şi prezintă toate avantajele celei prezentate mai înainte, schimbarea sensului de înfăşurare, realizată prin folosirea unei role suplimentare sau prin simpla tragere a componentelor RCV pe un plan înclinat amplasat în faţa tamburului de rulare, asigurând o rulare mai strânsă a componentelor RCV (cu implicaţii pozitive asupra gabaritului rulourilor şi asupra comportării la derulare a acestora).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 731
Fig. 5.10. Schemele principalelor instalaţii pentru realizarea componentelor RCV în construcţie rulată

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 732
Pentru realizarea îmbinărilor sudate între elementele componente ale fundului şi mantalei RCV în construcţie rulată se foloseşte procedeul SAF şi se lucrează simultan cu mai multe tractoare sau capete de sudare. Ordinea de realizare a îmbinărilor sudate, care asigură o productivitate ridicată a operaţiilor de sudare şi o buna calitate a componentelor rezervorului (deformaţii reduse la sudare) este cea prezentată în schemele din figura 5.11. Deoarece RCV nu sunt recipiente sub presiune, nu există prescripţia de a nu exista intersecţii de CUS (suduri în cruce) şi, ca urmare, pentru a realiza îmbinările sudate ale componentelor RCV se poate aplica schema de sudare prezentată în figura 5.11. a . Dacă se doreşte totuşi realizarea componentelor RCV fără suduri în cruce, trebuie aplicată schema de organizare a operaţiilor de sudare din figura 5.11. b (sau o schema similară acesteia).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 733
Fig. 5.11. Schemele de realizare a îmbinărilor sudate prin procedeul SAF la fabricarea rulourilor componentelor RCV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 734
Rulourile componentelor RCV se transportă în şantier, la locul de amplasare a rezervorului, unde se desfăşoară procesul tehnologic de asamblare (montaj). Procesul tehnologic realizează operaţiile corespunzătoare unei scheme de excuţie cu următoarele etape:
Verificarea fundaţiei rezervorului; Derularea ruloului fundului, cu luarea măsurilor necesare
realizării unei derulari controlate (evitării derulării libere, cu eliberarea spontană a unor energii mari, generatoare de accidente); modul de desfăşurare a acestei etape este sugerat de schema prezentată în figura 5.12;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 735
Fig. 5.12. Derularea fundului unui RCV în construcţie rulată

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 736
Montarea stâlpului central sau a pilonilor de susţinere a
capacului RCV (dacă rezervorul este prevăzut cu aceste componente);
Ridicarea în poziţie verticală a ruloului mantalei RCV şi consolidarea (rigidizarea) muchiei accesibile a ruloului cu ajutorul unui pivot realizat din profile laminate, care se ancorează cu cabluri (fixate în afara fundaţiei RCV);
Derularea ruloului mantalei, cu folosirea unor măsuri tehnice adecvate asigurării unei derulări controlate (evitării derulării libere); pe măsură ce mantaua este derulată, cu ajutorul unui sistem de plăcuţe tehnologice (sudate provizoriu pe fundul RCV) şi de pene, se aduce mantaua pe conturul trasat pe fundul RCV şi se fixează în această poziţie folosind prinderea în puncte de sudură;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 737
Realizarea îmbinării sudate dintre fundul şi mantaua RCV; această operaţie se realizează simultan cu derularea mantalei şi începe după ce s-au derulat 8...10 m din manta, procedeul de sudare folosit fiind SE;
Montarea elementelor capacului RCV; această operaţie se realizează simultan cu derularea mantalei şi începe după ce s-au derulat 5...6 m din manta;
Realizarea CUS de închidere a mantalei RCV; când derularea mantalei este finalizată, se îndepărtează pivotul de rigidizare şi cablurile sale de ancorare, se aduc capetele mantalei în poziţia corectă şi se realizează CUS de închidere a mantalei RCV (folosind, de obicei procedeul SE).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 738
Verificarea calităţii şi probarea rezervorului. După finalizarea lucrărilor de montaj se efectuează verificarea calităţii rezervorului (se verifică, prin încercări nedistructive, calitatea îmbinărilor sudate, se verifică încadrarea în toleranţele prescrise a dimensiunilor şi formei rezervorului etc.) şi se efectuează proba de rezistenţă mecanică (prin umplerea cu apă a rezervorului). Particularităţile realizării etapelor din schema de execuţie vizând derularea mantalei RCV şi efectuarea îmbinărilor sudate de finalizare a construcţiei rezervorului (îmbinările sudate dintre fundul şi mantaua RCV şi îmbinările sudate de închidere a mantalei RCV) sunt redate în schema prezentată în figura 5.13 .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 739
Fig. 5.13. Derularea mantalei unui RCV în construcţie rulată

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 740
Rezervoarele cilindrice verticale în construcţie rulată nu sunt în prezent foarte agreate, motivul principal constituindu-l stările de tensiuni reziduale care se generează în procesul de realizare a acestora:
La transformarea în rulouri, componentele RCV sunt supuse curbării (încovoierii), care este un proces de deformare elasto – plastică, deoarece, pentru ca rulourile să fie gabaritice, diametrul acetora trebuie să fie Dru = 2500...2700 mm, iar Dru < Dmine, Dmine fiind diametrul minim la care tablele semifabricat pot fi curbate fără ca în materialul acestora să se producă deformaţii plastice; Dmine se poate determina cu formula (2.9), punând kj =1, valorile care se obţin pentru semifabricatele din oţeluri carbon şi slab aliate (folosite cu precădere la realizarea RCV), cu diferite grosimi s, fiind cele redate în tabelul 5.1.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 741
Tabelul 5.1. Diametrul minim de realizare a rulorilor fără deformarea plastică a materialului componentelor RCV
Oţelul componentelor RCV
Limita de curgere Re, MPa (N/mm2)
Grosimea componentelor s, mm
Dmine, mm
6 5234 8 6979 10 8723 S235 235
12 10468 6 4642 8 6189 10 7736 S265 265
12 9283 6 4169 8 5559 10 6949 S295 295
12 8339 6 3465 8 4620 10 5775 S355 sau P355 355
12 6930 * pentru oţeluri, modulul de elasticitate (Young) este E = 205000 MPa

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 742
La derularea rulourilor componentelor RCV se realizează relaxarea elastică a acestora, procesul echivalând cu o deformare elastică realizată prin acţiunea unui moment încovoietor egal în intensitate şi de sens contrar celui care a care a fost aplicat la realizarea (prin deformare elasto – plastică) a ruloului.
Prin combinarea stărilor de tensiuni generate în componentele RCV în cele două situaţii descrise anterior, rezultă, aşa cum se poate observa în figura 5.14, o stare de tensiuni reziduale (remanente) în componentele RCV. Această stare de tensiuni poate fi modificată (favorabil sau nefavorabil) prin deformarea suplimentară (derularea forţată) a componentelor (de exemplu, aşa cum s-a precizat la derularea mantalei, prin utilizarea sistemului de plăcuţe tehnologice şi de pene, pentru aducerea mantalei pe conturul trasat pe fundul RCV).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 743
Fig. 5.14. Schema generării tensiunilor reziduale în componentele RCV în construcţie rulată

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 744
Experienţa existentă în domeniul fabricării şi exploatării RCV în construcţie rulată a condus la concluzia că stările de tensiuni reziduale, generate în componentele principale ale acestor rezervoare (fund şi manta) în procesul de fabricare şi montare, nu afectează inadmisibil capacitatea lor portantă. Ca urmare, au început să fie adoptate şi aplicate în domeniul relizării RCV soluţii tehnice şi tehnologice de tipul celor prezentate în figura 5.15, care, ca şi soluţia realizării în construcţie rulată, generează stări de tensiuni reziduale în componentele rezervoarelor; aceste soluţii tehnice şi tehnologice, ca şi soluţia realizării în construcţie rulată, au ca argument principal de a justifica adoptarea, posibilitatea de a executa în condiţii uzinale majoritatea operaţiilor din procesele tehnologice de fabricare a componentelor RCV.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 745
Fig. 5.15. Soluţii tehnice şi tehnologice noi utilizate în domeniul realizării RCV

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT
SI DEPOZITARE – TCMUTD – C 19,20
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 747
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, ATDobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, ATDobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 748
2. Tehnologiile de realizare a rezervoarelor sferice
Rezervoarele sferice supraterane – RSS se folosesc pentru depozitarea gazelor lichefiate (gaze petroliere lichefiate – GPL, adică amestecuri de hidrocarburi având drept componente de bază propanul, propilena, butanul, butilena şi izobutabul, gaze naturale lichefiate – GNL, adică gaze având ca principală componentă metanul şi care sunt extrase din zăcămintele subterane, alte gaze cu utilizări industriale: oxygen, azot, argon, heliu, hydrogen, ammoniac etc.).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 749
Dacă se au în vedere parametrii principali ai regimurilor de depozitare, adică presiunea şi temperatura la care sunt stocate gazele lichefiate în rezervoarele sferice supraterane – RSS, se pot defini următoarele tehnici şi tehnologii de depozitare:
a. Depozitarea sub presiune, la temperatura ambiantă, realizată în: a1. RSS fără sau cu stropire cu apă; a2. RSS fără sau cu sistem exterior termoizolant;
b. Depozitarea cu semipresiune, în conditiile realizării unor regimuri de refrigerare parţială, realizată în: b1. RSS fără sistem exterior termoizolant; b2. RSS cu sistem exterior termoizolant ;
c. Depozitarea fără presiune (depozitarea izotermică), realizată în: c1. RSS cu manta simplă, cu sistem exterior termoizolant; c2. RSS cu manta dublă, cu sistem intermediar termoizolant;
d. Depozitare combinată (mixtă), realizată în RSS cu manta simplă, izolate sau neizolate termic, care lucrează sub presiune şi la temperature joase (criogenice).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 750
Tehnicile şi tehnologiile de depozitare au condus la conceperea şi proiectarea a două tipuri de RSS, aşa cum se poate observa în figura 5.16 :
a. RSS neizolate termic, cu sau fără stropire cu apă; b. RSS izolate temic, cu manta simplă sau dublă. Din punctul de vedere al structurării constructive (divizării în
segmente sferice) a mantalei sunt uzuale tipurile de RSS prezentate în figura 5.17.
Din punctul de vedere al rezemării există, aşa cum se poate observa în exemplele prezentate în figura 5.18:
a. RSS cu rezemare subecuatorială, pe inel continuu sau pe picioare (verticale sau înclinate);
b. RSS cu rezemare ecuatorială, de obicei, pe picioare (verticale sau înclinate).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 751
Fig. 5.16. Tipuri de rezervoare sferice din punctul de vedere al tehnicii şi tehnologiei de depozitare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 752
Fig. 5.17. Tipuri de rezervoare sferice din punctul de vedere al modului de divizare (structurare constructivă) a mantalei în segmente sferice

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 753
Fig. 5.17 continuare. Tipuri de rezervoare sferice din punctul de vedere al modului de divizare (structurare constructivă) a mantalei în segmente sferice

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 754
Fig. 5.18. Tipuri de rezervoare sferice: elemente constructive generale şi moduri de rezemare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 755
Structurarea constructivă a mantalelor RSS în variantele prezentate în figura 5.17 a cunoscut multiple aplicaţii:
varinata I, structurarea folosind ca bază hexaedrul şi subdivizarea pătratelor sferice obţinute în 34 de patrulatere sferice aproape congruente (20 în zona ecuatorială şi câte 4 în fiecare dintre cele două zone polare) s-a utilizat in cazul mantalelor RSS cu capacitatea nominală de 1000 m3 şi 1800 m3 pentru depozitarea GPL, construite în România şi S.U.A.
varianta II, structurarea cu două calote polare şi kz = 5 zone sferice, divizate în patrulatere sferice (cu ajutorul unor fascicule de meridiane), zonele adiacente calotelor polare în n1 = n5 = 20 şi celelelate zone în n2 = n3 = n4 = 30 patrulatere (segmente, petale, clinuri) sferice, a fost utilizată pentru RSS cu capacitatea nominală de 1000 m3 realizate în România pentru stocarea GPL, amoniacului şi policlorurii de vinil.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 756
varianta III, structurarea cu două calote polare şi o zonă sferică, divizată în patrulatere sferice (cu ajutorul unor fascicule de meridiane), a fost utilizată pentru RSS cu capacitatea de 600 m3 şi de 2000 m3 construite în fosta URSS şi în ţările Europei de vest; în cazul RSS de 600 m3, zona sferică a fost împărţită în n = 18 patrulatere sferice, iar pentru RSS de 2000 m3 împărţirea s-a făcut în n = 28 segmente sferice.
varianta III, structurarea cu doua calote polare şi două zone sferice identice (despărţite de ecuator) s-a folosit în cazul RSS cu capacitatea nominală de 600 m3 construite în Federaţia Rusă, în ţările Europei de est, în India şi în China.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 757
Mantaua RSS se confecţionează în mod obişnuit din oţeluri slab aliate sau microaliate cu rezistenţă mecanică ridicată şi granulaţie fină (de exemplu, mărcile R510 sau RV510) sau din oţeluri criogenice (aliate cu Ni). Patrulaterele (segmentele) sferice care compun mantaua RSS se îmbina prin sudare cap la cap. Dimensiunile şi masele pe care le implică, impuse prin capacităţile de depozitare pe care trebuie să le asigure şi de caracteristicile privind funcţionarea (presiunea, temperatura etc.), încadrează RSS în categoria recipientelor sub presiune (în construcţie sudată), la proiectarea, construirea, montarea şi repararea cărora trebuie aplicate prevederile din [2,3,6], iar (pe baza criteriului transportabilităţii) în categoria aparatelor statice negabaritice (agabaritice).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 758
Ca urmare, realizarea RSS presupune două grupe de procese tehnologice :
• procesele tehnologice de fabricare (în uzină) a componentelor structurale (elementele sferice din alcătuirea mantalei; elementele sistemului de rezemare-susţinere; racordurile şi gurile de vizitare; amenajările interioare şi exterioare etc. ) ;
• procesele tehnologice de montare-sudare (în şantier, la locul de amplasare) a RSS.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 759
Procesele tehnologice de fabricare în condiţii uzinale a elementelor sferice din compunerea mantalelor RSS se confecţionează din semifabricate de tipul tablă laminată. Procesul tehnologic tipizat de realizare a acestor elemente sferice cuprinde următoarele operaţii:
• Curăţarea; constă din îndepărtarea oxizilor, substanţelor organice şi impurităţilor mecanice de pe suprafeţele semifabricatelor şi se realizează, de obicei, în instalaţii de sablare pneumatică sau hidraulică .
• Îndreptarea; constă din eliminarea eventualelor abateri de formă (abateri de la planeitate) ale semifabricatelor (abateri produse în cursul proceselor de fabricare, transportare, depozitare şi manipulare), la care sunt supuse înainte de utilizare. Operaţia este necesară în puţine cazuri, deoarece tablele semifabricat au de obicei grosimea s > 12 mm şi prezintă o bună rigiditate la încovoiere.
• Trasarea; constă din transpunerea şi marcarea pe tabla-semifabricat a conturului desfăşuratei elementului sferic care trebuie realizat;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 760
• Debitarea; deoarece conturul de trasare nu are traiectorie simplă
(rectilinie sau circulară), la debitarea semifabricatelor se foloseşte unul din procedeele cunoscute: tăierea cu flacără de gaze şi oxigen (procedeul oxi–gaz), tăierea cu jet de plasmă etc. Procesul tehnologic poate să nu cuprindă operaţia de trasare, dacă se recurge la debitarea mecanizată, folosind mai multe arzătoare de tăiere, amplasate pe un cărucior care se deplasează pe şinele de ghidare ale unor şabloane confecţionate din platbandă de oţel. Blocul de arzătoare, montat pe căruciorul dispozitivului de tăiere, asigură – concomitant cu debitarea – şi prelucrarea marginilor semifabricatului, în conformitate cu configuraţia dorită a rosturilor dintre elementele sferice care se asamblează prin sudare la realizarea mantalei. Figura 5.19 prezintă modul de alcătuire a blocurilor de arzătoare, pentru debitarea semifabricatelor cu marginile având forma corespunzătoare rosturilor în Y sau X asimetric (uzuale, pentru îmbinările sudate ale mantalelor sferice).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 761
Fig. 5.19. Debitarea semifabricatelor pentru realizarea elementelor sferice ale mantalei RSS

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 762
• Ambutisarea sau dubla curbare; constă în obţinerea elementelor sferice ale mantalei, prin deformarea plastică a semifabricatelor plane. Procedeul tehnologic se alege în funcţie de dimensiunile elementelor sferice care trebuie executate (dictată prin soluţia adoptată pentru structurarea constructivă a mantalei), de caracteristicile tehnice ale utilajelor de prelucrare prin deformare plastică disponibile şi de caracteristicile mecanice ale materialului din care este confecţionată mantaua, existînd următoarele recomandări : - în condiţiile structurării constructive a mantalei sferice prin divizare cu ajutorul unei reţele dense de meridiane şi paralele (varianta II din fig. 5.17), elementele sferice care compun mantaua au dimensiuni relativ reduse şi pot fi obţinute prin ambutisare la cald, pe prese hidraulice, aşa cum se arata în figura 5.20; semifabricatele plane se încălzesc în cuptor la temperatura maximă corespunzătoare domeniului de încălzire pentru deformarea la cald şi se supun apoi ambutisării pe presa hidraulică;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 763
Fig. 5.20. Realizarea prin ambutisare la cald a elementelor sferice ale mantalelor RSS

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 764
- în condiţiile structurării constructive a mantalei sferice prin divizare cu ajutorul unei reţele rare de linii de curbură (variantele III şi IV din fig. 5.17) sau prin subdivizarea poligoanelor sferice regulate (varianta I din fig. 5.17), elementele sferice care compun mantaua au dimensiuni mari şi pot fi obţinute prin deformare plastică la rece, pe maşini de curbat cu role profilate, aşa cum se arată în figura 5.21 sau pe prese hidraulice.
• Tratamentul termic; se aplică elementelor sferice ale mantalei, în scopul optimizării structurii (finisarea granulaţiei, distribuirea convenabilă a constituienţilor, eliminarea ecruisării produse de operaţiile anterioare de prelucrare prin deformare plastică etc.), respectiv în vederea realizării izotropiei şi asigurării nivelurilor dorite ale caracteristicilor mecanice, tehnologice şi de utilizare ale materialelor din care sunt confecţionate. Tipurile de tratamente termice, care se pot aplica sunt : recoacerea completă sau normalizarea.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 765
Fig. 5.21. Realizarea prin dublă curbare a elementelor sferice ale RSS, folosind maşina de curbat cu role profilate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 766
• Prelucrarea marginilor; constă din prelucrarea prin aşchiere a marginilor elementelor sferice, în scopul îndepărtării stratului de material afectat de operaţiile anterioare de debitare termică (stratul de material, din zona adiacentă tăieturilor realizate prin procede termice, numită şi zonă influenţată de tăiere, ZIT, poate avea compoziţia chimică modificată, poate prezenta o structură necorespunzătoare şi poate conţine tensiuni reziduale de intensităţi mari şi chiar microfisuri). Prelucrarea marginilor se poate realiza prin polizare, folosind polizoare conduse manual, sau prin mortezare, cu ajutorul unor dispozitive speciale, acţionate electric sau pneumatic, avînd principiul funcţional prezentat anterior (v. fig.2.38 ).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 767
Varianta modernă de proces tehnologic tipizat, care asigură creşterea preciziei dimensiunilor şi formei elementelor sferice, prevede – după operaţiile de curăţare şi îndreptare – realizarea prin debitare a unor semifabricate plane dreptunghiulare, care suferă mai întîi operaţia de dublă curbare pe o maşină cu trei role profilate sau pe o presă hidraulică, în scopul aducerii la forma sferică şi sunt apoi supuse operaţiei de debitare mecanizată, folosind blocuri de arzătoare, ghidate cu ajutorul unor şabloane sferice, pentru „extragerea“ elementelor sferice necesare realizării mantalei. După montarea (prin sudare) pe aceste elemente a componentelor sistemului de rezemare sau a racordurilor RSS, se aplică tratamentele termice precizate anterior şi se face prelucrarea marginilor în vederea sudării, secvenţele principale ale acestui proces tehnologic fiind ilustrate în figura 5.22.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 768
Fig. 5.22. Procesul tehnologic de realizare în condiţii uzinale a componentelor mantalei RSS

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 769
Fig. 5.22 continuare 1. Procesul tehnologic de realizare în condiţii uzinale a componentelor mantalei RSS

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 770
Fig. 5.22 continuare 2. Procesul tehnologic de realizare în condiţii uzinale a componentelor mantalei RSS

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 771
Sistemul de rezemare-susţinere al rezervoarelor sferice constituie o construcţie metalică alcătuită fie dintr-un inel metalic continuu (ecuatorial sau subecuatorial) sudat la manta şi care se sprijină pe fundaţia din beton armat a RSS prin intermediul unor stîlpi, unor petale sau unui picior (cilindric sau tronconic), fie din mai mulţi stîlpi metalici (coloane metalice) uniform distribuiţi în jurul axei verticale a RSS şi sudaţi de manta (ecuatorial sau subecuatorial). Elementele componente ale sistemului de rezemare – susţinere se realizează în construcţie sudată, din semifabricate laminate (de tip tablă , profil laminat sau ţeavă). Tehnologiile de fabricare privind aceste elemente se concep ţinînd seama de soluţia constructivă adoptată de către proiectantul RSS. În prezent se foloseşte cu precădere rezemarea RSS pe stâlpi, aceştia fiind realizaţi în construcţie sudată, din mai multe tronsoane de ţeavă sudată longitudinal sau elicoidal pentru conducte.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 772
Elementele sferice ale mantalei se transportă la locul de montare a rezervorului, procesele tehnologice de montare fiind concepute în funcţie de varianta de structurare constructivă utilizată. Procesul montării unui RSS debutează prin execuţia fundaţiei din beton armat, care este de tip monolitic masiv, în subteran şi izolată pentru fiecare stîlp de rezemare/susţinere, cu brîu (centură) de solidarizare, în suprateran. Amplasarea fundaţiei este raportată la un reper dat, faţă de care se efectuează orientarea ei, respectiv a RSS.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 773
Verificarea execuţiei fundaţiei are în vedere aspectele: amplasarea şi orientarea fundaţiei; verificarea razei de dispunere a stîlpilor din beton armat şi a chidistanţei dintre ei; controlul planeităţii-orizontalităţii-nivelmentului suprafeţelor superioare de sprijinire ale stîlpilor din beton armat, dispunerea şi dimensiunile găurilor pentru şuruburile de fixare la fundaţie. Totodată, calitativ se verifică betonul turnat în fundaţie, pe baza certificatului de calitate şi a carotelor - probelor martor. În jurul fundaţiei, se eliberează terenul, îndepărtîndu-se obstacolele care ar împiedica accesul utilajelor de ridicare utilizate la lucrările de montare a structurii sferice.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 774
2.1. Montarea RSS cu mantaua structurată în varianta I
Rezervoarele sferice cu mantaua structurată constructiv în varianta I (v. fig. 5.17) se realizează cu capacităţi de 1000...1800 m3, grosimea mantalei fiind s = 30 ...45 mm, iar sistemul de rezemare fiind subecuatorial sau ecuatorial, pe picioare. Schema de execuţie (succesiunea etapelor principale de montare) a unui astfel de rezervor sunt:
a) asamblarea prin sudare a picioarelor (confecţionate din ţeavă) la elementele sferice prevăzute cu picioare (de exemplu, rezervorul de 1000 m3 are în zona ecuatorială 20 de elemente sferice, 10 fiind prevăzute cu picioare de rezemare a rezervorului);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 775
b) montarea pe fundaţia rezervorului a unui stâlp central (de montaj), montarea în jurul acestuia a segmentelor sferice prevăzute cu picioare ale mantalei şi poziţionarea corectă a acestor segmente în raport cu stâlpul central, cu ajutorul unor tiranţi;
c) montarea elementelor sferice neprevăzute cu picioare de rezemare ale zonei ecuatoriale a mantalei, centrarea lor faţă de stâlpul central şi prinderea în puncte de sudură de elementele sferice montate anterior;
d) montarea elementelor sferice ale zonei polare inferioare a mantalei (cu excepţia elementului din zona stâlpului de montaj) şi prindera lor în puncte de sudură;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 776
e) montarea elementelor sferice ale calotei superioare a mantalei, folosind o schelă (pasarelă) montată pe stâlpul central, şi prinderea lor în puncte de sudură;
f) efectuarea operaţiilor de sudare a mantalei rezervorului; g) demontarea stâlpului central şi montarea şi sudarea
elementului sferic lipsă al calotei inferioare; h) pregatirea şi efectuarea tratamentului termic al
rezervorului; g) efectuarea probelor de presiune şi etanşeitate şi recepţia
finală a rezervorului. Procesul tehnologic de montare este redat de schiţele prezentate în figura 5.23.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 777
Fig. 5.23. Principalele etape ale procesului tehnologic de montare a RSS cu mantaua structurată în varianta I

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 778
La sudarea RSS cu mantaua structurată în varianta I se utilizează procedeul SE şi se au în vedere următoarele prescripţii: a) sudarea se efectuează cu mai mulţi sudori simultan (8 ...10 sudori),
amplasaţi în poziţii diametral opuse pe circumferinţa rezervorului (pentru ca deformaţiile datorită sudării să nu afecteze inadmisibil sfericitatea mantalei);
b) se efectuează sudarea cu rânduri multiple înguste, la realizarea rândurilor de rădăcină folosindu-se preîncălzirea la 150...250 oC (funcţie de tipul oţelului din care este confecţionată mantaua);
c) CUS sunt alcătuite din 3 zone, care se realizează în ordinea indicată în fig. 5.24; elementele sferice ale mantalei se şanfrenează astfel încât zonele 1 şi 3 ale îmbinărilor sudate, din porţiunea cu deschidere mare a rostului în X asimetric, să se realizeze în poziţia cea mai comodă (la exteriorul mantalei pentru sudurile din zona supraecuatorială şi la interiorul mantalei pentru sudurile din zona subecuatorială);
d) ordinea de realizare a sudurilor este cea prezentată în fig. 5.24.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 779
Fig. 5.24. Alcătuirea CUS şi ordinea de efectuare a sudurilor la RSS cu mantaua structurată în varianta I

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 780
2.2. Montarea RSS cu mantaua structurată în varianta II
Rezervoarele sferice cu mantaua structurată constructiv în varianta II (v. fig. 5.17) se realizează cu capacităţi de 2000...2500 m3, cu inel de rezemare subecuatorială. Elementele sferice ale mantalei (cu grosimea s = 30...35 mm) se confecţionează prin ambutisare (matriţare) la cald; în uzină sau în şantier, pe standuri special amenajate, elementele sferice aparţinând aceleiaşi centuri a mantalei rezervorului se îmbină câte 2...4 prin sudare (procedeul SAF), realizându-se subansambluri. Schema de execuţie (succesiunea etapelor principale de montare) a unui astfel de rezervor sunt:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 781
a) montarea subansamblurilor centurii ecuatoriale, folosind nişte stâlpi de susţinere provizorie ce se ancorează corespunzător şi efectuarea sudurile pe meridiane, între subansambluri, pentru definitivarea centurii ecuatoriale; b) montarea subansamblurilor centurilor subecuatoriale (pe rând), poziţionarea corectă a lor în raport cu centura ecuatorială şi sudarea acestora; c) montarea inelului de rezemare definitivă a rezervorului sub zona inferioară a rezervorului (alcătuită din centurile subecuatoriale); d) montarea în interiorul rezervorului a unui stâlp central şi a unei scari rotative (care rămân definitiv în rezervor) şi, cu ajutorul acestora, montarea subansamblurilor centurilor supraecuatoriale, care se poziţionează corect şi apoi se sudează;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 782
e) demontarea stâlpilor de susţinere provizorie şi a dispozitivelor de montaj;
f) pregatirea şi efectuarea tratamentului termic al rezervorului;
g) efectuarea probelor de presiune şi etanşeitate şi recepţia finală a rezervorului. Procesul tehnologic de montare este redat de schiţele prezentate în figura 5.25.
La sudarea RSS cu mantaua structurată în varianta II se utilizează procedeul SE şi se au în vedere prescripţiile prezentate anterior pentru sudarea RSS cu mantaua structurată constructiv în varianta I; la realizarea sudurilor se va folosi următoarea regulă pentru a stabili ordinea de lucru: mai întâi se sudează subansamblurile aceleiaşi centuri (se efectuează CUS pe meridiane) şi apoi se realizează sudurile circulare (se efectuează CUS pe paralele) între centurile adiacente ale mantalei.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 783
TEMA. De realizat figura pe baza descrierii anterioare
Fig. 5.25. Principalele etape ale procesului tehnologic de montare a RSS cu mantaua structurată în varianta II

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 784
2.3. Montarea RSS cu mantaua structurată în varianta III
Rezervoarele sferice cu mantaua structurată constructiv în
varianta III (v. fig. 5.17) se realizează cu capacităţi de 600...1800 m3, grosimea mantalei fiind s ≤ 16 mm, iar rezemarea făcându-se pe inel subecuatorial. Elementele sferice ale mantalei se realizează prin curbare pe maşini cu role profilate; în uzină sau în şantier, pe standuri special amenajate se formează subansambluri de câte 3 elemente sferice îmbinate prin sudare (folosind procedeele SE sau SAF). Procesul tehnologic de montare a RSS de acest tip are două variante, funcţie de procedeul de sudare care se utilizează la îmbinarea subansamblurilor mantalei:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 785
A. Dacă sudarea subansamblurilor mantalei se realizează prin procedeul SAF, folosind dispozitive speciale (de tipul celui prezentat în [1] p. 258, fig. 7.59), care susţin şi rotesc mantaua rezervorului în timpul sudării, procesul tehnologic de montare are următoarele etape: a) se montează inelul de rezemare şi pe acesta se montează pe rând subansamblurile de câte 3 elemente sferice şi se prind în puncte de sudură, aşa cum se arată în figura 5.26; b) se montează sub manta dispozitivul de susţinere şi rotire şi se realizează (prin procedeul SAF) sudurile între subansambluri; c) se aduce rezervorul în poziţia definitivă şi se demontează dispozitivul de sudare; d) se efectuează operaţiile finale (tratamentul termic, probele de presiune şi etanşeitate etc.).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 786
Fig. 5.26. Schema montării subansamblurilor mantalei la RSS
structurate în varianta III, cu SAF la realizarea îmbinarilor sudate între
subansambluri

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 787
B. Dacă sudarea subansamblurilor mantalei se realizează prin procedeul SE, procesul tehnologic de montare are următoarele etape: a) se montează inelul de rezemare a rezervorului şi pe acesta se montează calota inferioară, un stâlp central şi calota superioară; b) se montează pe rând subansamblurile de câte 3 elemente sferice ale mantalei şi se prind în puncte de sudură, aşa cum se arată în figura 5.27; c) se efectuează operaţiile de sudare între subansambluri prin procedeul SE (respectând prescripţiile date în cazul RSS cu mantaua structurată în varianta I); d) se efectuează operaţiile finale (tratamentul termic, probele de presiune şi etanşeitate etc.).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 788
Fig. 5.27. Schema montării subansamblurilor mantalei la RSS
structurate în varianta III, cu SE la realizarea îmbinarilor sudate
între subansambluri

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 789
La aplicarea variante de montare B se poate folosi şi sudarea SAF între subansamblurile mantalei, dacă după etapa b) se montează dispozitivul de susţinere şi rotire a mantalei rezervorului.
2.4. Montarea RSS cu mantaua structurată în varianta IV
Rezervoarele sferice cu mantaua structurată constructiv în varianta III (v. fig. 5.17) se realizează cu capacităţi de 600...1000 m3, cu rezemare pe inel subecuatorial. Procesul tehnologic de montare a rezervorului cuprinde următoarele etape:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 790
a) montarea celor două semisfere ale rezervorului, la sol, aşa cum se arată în figura 5.28; b) sudarea celor două calote (prin procedeul SE sau SAF); c) montarea inelului de rezemare a rezervorului; d) montarea semisferei inferioare a rezervorului pe inelul de rezemare (folosind macarale sau un dispozitiv de ridicare cu stâlp în formă de A), aşa cum se prezintă în figura 5.28; e) montarea semisferei superioare a rezervorului (cu ajutorul unor macarale) peste semisfera inferioară; f) realizarea CUS ecuatoriale între semisferele care compun mantaua; g) realizarea operaţiilor finale (tratamentul termic, probele de presiune şi etanşeitate etc.).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 791
Fig. 5.28. Particularităţile montării RSS structurate în varianta IV 1-platoul de montaj ; 2-stâlpul de montaj 3-limitatoarele ; 4-segmenţii preasamblaţi SAF ; 5-calota; 6-
semisfera inferioară; 7-semisfera superioară ; 8-sistemul de rezemare inferioară al RSS ; 9-braţul macaralei ; 10-portalul de ridicat ; 11-ancorele stâlpului de ridicat ; 12-urechile de prindere ; 13-cablul de ridicat ; 14-
cablul de prindere ; 15-cablurile de frânare-dirijare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 792
Schemele de execuţie şi procesele tehnologice de montare a RSS prezentate anterior reprezintă exemple, bazate pe soluţiile care au fost adoptate până în prezent la realizarea unor rezervoare sferice. Procesele tehnologice de montare a RSS se perfecţionează şi se adaptează continuu, în funcţie de noile cerinţe privind performanţele tehnice impuse acestor echipamante şi se modifică în functie de dotarea logistică disponibilă şi de condiţiile în care se realizează montarea (relieful zonei în care se construieşte parcul de rezervoare, condiţiile climatice din zona geografică în care se montează rezervorul etc.). În figurile 5.29 şi 5.30 sunt prezentate imagini privind realizarea unor RSS, care confirmă valabilitatea afirmaţiilor anterioare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 793
Fig. 5.29. Imagini din cursul montării de către compania OTEC a unui RSS structurat în varianata III

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 794
Fig. 5.29 continuare. Imagini din cursul montării de către compania OTEC a unui RSS structurat în varianata III

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 795
Fig. 5.30. Imagini din cursul montării de către compania OTEC a unui RSS structurat în varianata IV

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 796
2.5. Tratamentul termic al rezervoarelor sferice
După montarea rezervoarelor sferice se efectuează tratamentul termic integral al rezervorului. În vederea realizării acestuia se iau următoarele măsuri: se aşează rezervorul pe dispozitive care să permită deformarea liberă (neîmpiedicată) a mantalei în timpul tratamentului; se aplică la exteriorul rezervorului un strat de izolaţie termică (vată minerală); se montează la interiorul rezervorului eventualele dispozitive cerute de tehnologia de încălzire folosită. Tratamentul termic utilizat este recoacerea de detensionare, având ca scop principal diminuarea intensităţii tensiunilor reziduale generate în cursul lucrărilor de sudare – montaj.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 797
Tratamentul termic de recoacere de detensionare a RSS se realizează la ti = 550...600 oC, cu durata de menţinere τm (ore) calculată astfel încât parametrul termodinamic Hollomon-Jaffe, definit de relaţia pHJ = (ti + 273) (20 + lg tm), să aibă valori în intervalul 17500...18000.
După stabilirea parametrilor de regim ai tratamentului
termic de detensionare se trece la rezolvarea problemelor legate de realizarea practică a acestuia, folosind soluţiile tehnice şi tehnologice prezentate în continuare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 798
După natura energiei de încălzire utilizate, metodele de încălzire cunoscute în prezent pentru realizarea tratamentului termic global (integral) aplicat aparaturii tehnologice (în particular, RSS) direct la locul de amplasare, sunt următoarele: 1) folosirea energiei termice a unor combustibili gazoşi, fie direct (cu
amplasarea de arzătoare în interiorul aparatelor), fie indirect (cu vehicularea de gaze fierbinţi, produse în sisteme generatoare, prin interiorul aparatelor);
2) folosirea energiei termice a unor combustibili lichizi, fie direct (cu arzătoare interioare), fie indirect (cu arzătoare exterioare şi vehicularea interioară de gaze fierbinţi);
3) folosirea exclusivă a energiei electrice, cu încălzire interioară sau extrioară, direct pe peretele metalic al aparatelor;
4) folosirea simultană atât a energiei termice a unor combustibili gazoşi sau lichizi, cât şi a energiei electrice (metoda combinată).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 799
Metoda de încălzire care utilizează combustibili lichizi (metoda 2) este complicată, implică folosirea de utilaje costisitoare şi necesită o instalaţie complexă, care nu are o fiabilitate corespunzătoare şi prezintă un permanent risc al producerii de explozii.
Metoda de încălzire care utilizează exclusiv energia electrică (metoda 3) are o aplicare industrială restrânsă, deoarece necesită utilaje foarte costisitoare şi implică asigurarea unor consumuri de energie electrică deosebit de mari, aplicarea ei fiind condiţionată de existenţa unui puteri instalate capabile să asigure consumurile energetice necesare.
Pe plan mondial, metoda de încălzire cea mai folosită - în prezent – este metoda 4, care combină utilizarea energiei termice a unor combustibili gazoşi (metoda 1), pentru încălzirea generală, cu utilizarea energiei electrice (metoda 3), pentru încălzirea locală, compensarea termică sau reglarea câmpului termic.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 800
Pentru RSS se folosesc următoarele soluţii (scheme) tehnologice corespunzătoare metodelor de încălzire anterior precizate:
a) schema cu arzător singular de gaze combustibile (sau de combustibil lichid), amplasat în polul superior al aparatului sferic şi cu compensarea efectelor termice locale prin utilizarea unor centuri de rezistori electrici (fig.5.31);
b) schema cu arzător singular de gaze combustibile (sau de combustibil lichid), amplasat în polul inferior al aparatului sferic şi cu compensarea efectelor termice locale prin utilizarea unor centuri de rezistori electrici (fig.5.32);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 801
Fig.5.31. Schema încălzirii RSS cu arzător singular de gaze combustibile amplasat în polul superior: a – cu evacuarea gazelor arse pe la polul inferior; b – cu evacuarea gazelor arse pe la polul superior.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 802
Fig.5.32. Schema încălzirii RSS cu arzător singular de gaze combustibile amplasat la
polul inferior

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 803
c) schema cu vehiculare interioară de gaze fierbinţi, gazele provenind de la un generator corespunzător şi fiind introduse în incinta aparatului sferic pe la polul inferior (fig.11.22); această schemă tehnologică realizează uniformizarea corespunzătoare a fluxului termic şi, deci, a câmpului de temperatură pe suprafaţa interioară a aparatului sferic, datorită utilizării unor dispozitive deflectoare având forma constructivă-geometrică, poziţia şi dimensiunile tehnologice precizate în figura 11.22; dimensionarea tehnologică a capetelor de insuflare etajată a gazelor fierbinţi se face astfel, încât debitul total al gazelor Q (Q = πd2v/4, d fiind diametrul tubulaturii de intrare a gazelor fierbinţi, iar v – viteza de intrare a gazelor în aparat) să fie repartizat la cele trei niveluri de amplasare a dispozitivelor deflectoare, proporţional cu volumul care trebuie încălzit: la primul nivel → Q1 = 0,3Q; la nivelul al doilea → Q2 = 0,4Q, iar la nivelul al treilea (superior) → Q3 = 0,3Q;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 804
Fig. 5.33. Schema încălzirii RSS cu gaze fierbinţi, introduse pe la polul inferior, cu
uniformizarea distribuţiei fluxului
termic al gazelor folosind un sistem cu
trei dispozitive deflectoare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 805
d) schema cu vehicularea interioară de gaze fierbinţi, gazele respective provenind de la un generator corespunzător şi fiind introduse în incintă pe la polul inferior şi evacuate fie pe la polul inferior, fie pe la polul superior al aparatului sferic, neechipat cu dispozitive deflectoare (fig.5.34) sau echipat cu deflectoare simple (fig.5.35);
e) schema cu vehicularea exterioară de gaze fierbinţi, printr-un interstiţiu creat între mantaua aparatului sferic şi izolaţia termică ce echipează aparatul în timpul tratamentului termic (fig.5.36);
f) schema încălzirii integrale a aparatului sferic cu rezistori electrici, amplasaţi în interiorul acestuia (fig.5.37).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 806
Fig.5.34. Schema încălzirii RSS cu gaze fierbinţi, introduse pe la polul inferior,
fără folosirea dispozitivelor deflectoare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 807
Fig. 5.35. Schema încălzirii RSS cu gaze fierbinţi introduse pe la polul inferior, cu folosirea unor dispozitive deflectoare simple
a- cu deflector plan (ecran de dirijare); b - cu deflector conic (con de dirijare)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 808
Fig.5.36. Schema încălzirii RSS cu gaze fierbinţi vehiculate la exteriorul mantalei

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 809
Fig.5.37. Schema încălzirii RSS cu rezistori electrici

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 810
Procedeul de încălzire a RSS, la realizarea tratamentului termic integral, care s-a dovedit cel mai convenabil şi se utilizează cu precădere în ultimul timp, se bazează pe schema cu arzător singular de gaze combustibile, amplasat în polul superior al aparatului sferic (schema a, fig.5.31). Această schemă tehnologică se preferă schemei b (fig. 5.32), deoarece amplasarea arzătorului singular de gaze combustibile, în polul inferior al RSS, facilitează un parcurs ascendent, cvasidiametral al gazelor fierbinţi (corespunzător vehiculării gazelor, în interiorul aparatului, prin tirajul natural care se cerază în sistem), ceea ce determină realizarea unui câmp termic cu mari neuniformităţi.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 811
Schema a (fig.5.31) este preferată, de asemenea, celorlalte soluţii tehnologice care folosesc vehicularea de gaze fierbinţi (schemele c, d şi e – fig.5.32....36), deoarece acestea necesită instalaţii mai complicate şi mai costisitoare, cu utilaje pretenţioase şi insufucient de fiabile (generatoare de gaze fierbinţi, ventilatoare sau turbosuflante, tubulaturi complicate, elemente sau dispozitive de îmbinare etanşă, dispozitive deflectoare etc.), impun consumuri mai mari de combustibil gazos şi determină, în consecinţă, costuri totale mai mari ale tratamentului termic aplicat; şocurile termice, oxidarea pereţilor metalici şi neuniformităţile încălzirii RSS (care pot să apară la folosirea schemelor cu arzătoare singulare de gaze combustibile, dar nu se produc la folosirea schemelor cu vehiculare de gaze fierbinţi) pot fi evitate, dacă arzătorul este corect proiectat şi, prin urmare, asigură o flacără stabilă, cu putere reglabilă după necesităţi şi cu o ardere completă a combustibilului.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 812
O instalaţie de încălzire a RSS, conformă schemei tehnologice din figura 5.31 (schema a), a fost proiectată şi realizată în România; această instalaţie (cu denumirea de cod ITG-1) a fost utilizată, până în prezent, la realizarea tratamentului termic de recoacere de detensionare pentru peste 70 de rezervoare sferice. Instalaţia respectivă are următoarele părţi componente:
• arzătorul de gaze special, cu insuflare de aer suplimenatr (secundar), în care sunt înglobate un dispozitiv de aprindere automată (cu bujie şi bobină de inducţie auto) şi un dispozitiv de supraveghere a flăcării;
• sistemul de alimentare cu gaze combustibile a arzătorului (cuprinzând un vas-tampon, un filtru de purificare a gazelor, robinete de reglare grosieră şi fină a debitului de gaze, conducte etc.); sistemul asigură alimentarea arzătorului, cu gaze combustibile, la presiunea de 0,075 MPa şi permite reglarea debitului de gaze în patru trepte, între 50 h/m3
N (pentru încălzirea mantalelor sferice în domeniul de temperatui 200...4000C şi 200 h/m3
N (pentru încălzirea în domeniul 500...6000C);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 813
• două sau trei ventilatoare, pentru insuflarea aerului în arzător (cu debitul reglabil, în funcţie de treapta de debit al gazelor combustibile care alimentează arzătorul);
• sistemul de alimenatre cu energie electrică a instalaţiei (acţionarea ventilatoarelor, alimentarea sistemului de aprindere automată a arzătorului, iluminarea etc.);
• aparatura de urmărire, verificare şi reglare a funcţionării instalaţiei (presiunea şi debitul gazelor combustibile, compoziţia gazelor arse, configuraţia flăcării, temperatură gazelor arse la ieşirea din aparat, temperatura în diferite zone ale mantalei aparatului etc.) şi pupitrul de comandă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 814
Tratamentul termic global al unui RSS se execută după realizarea tuturor lucrărilor de sudare, aferente fabricării aparatului, a lucrărilor de verificare nedistructivă a îmbinărilor sudate, a eventualelor lucrări de remediere şi reverificare a acestor îmbinări şi a operaţiei de preavizare tehnică a aparatului sferic.
Lucrările pregătitoare, care trebuie efectuate în vederea realizării tratamentului termic global de recoacere de detensionare la un RSS sunt următoarele:
a) eliberarea aparatului sferic de toate legăturile cu echipamentele şi amenajările (scări, conducte etc.) care ar putea să-i împiedice deformarea termică liberă în decursul realizării tratamentului termic;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 815
b) ridicarea aparatului (cu ajutorul unor cricuri hidraulice) şi aşezarea sub talpa piciaorelor de rezemare a acestuia a unor dispozitive cu role (fig.5.38), care să permită deplasările libere ale picioarelor pe toată durata tratamentului termic;
c) montarea, în interiorul aparatului, a unor probe martor (de obicei, trei probe), din care se prelevează – după realizarea tratamentului termic – epruvetele necesare verificării efectelor tratamentului; modul amplasării acestor probe este prezentat în figura 5.39;
d) demontarea şi scoaterea din rezervor a scării mobile şi a celorlalte amenajări demontabile;
e) desfacerea tiranţilor (tendoanelor) sistemului de rezemare al aparatului sferic;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 816
Fig.5.38. Dispozitivul cu role, utilizat pentru rezemarea piciarelor RSS în timpul tratamentului termic integral

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 817
Fig.5.39. Modul de amplasare a probelor-martor în interiorul mantalei RSS care se tratatează termic

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 818
f) confecţionarea schelelor de acces, în zonele de interes în timpul pregătirii şi realizării tratamentului termic;
g) montarea prin sudare, pe suprafaţa exterioară a manatalei aparatului, a dispozitivelor de fixare a termocuplelor necesare măsurării şi înregistrării temperaturii mantalei în timpul tratamentului termic; se montează 32...46 de termocuple (în funcţie de capacitatea nominală a RSS): două amplasate lângă racordurile din zonele polare ale aparatului, iar celelalte – distribuite uniform (câte 5...10), pe 2...6 cercuri paralele poziţionate la diferite înălţimi pe suprafaţa sferică exterioară a paratului;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 819
h) montarea dispozitivului de susţinere a izolaţiei termice pe semisfera interioară a paratului, dispozitiv alcătuit, de obicei, din două inele confecţionate din ţeavă (unul amplasat în zona ecuatorială, deasupra joncţiunilor manta-piciare şi celălalt – în jurul racordurilor din zona polului inferior), între care se întind elemente meridiane realizate din platbandă de oţel, cu grosimea de 2...3 mm şi lăţimea de 30...40 mm, prvăzute cu colţari sau piuliţe de prindere a izolaţiei;
i) executarea izolaţiei termice exterioare a aparatului sferic, folosind prefabricate din vată minerală ( în jurul dispozitivelor de montare a termocuplelor, se lasă zone neizolate, cu diametrul de 150...160 mm); izolaţia termică are grosimea de 150...160 mm şi trebuie să fie astfel realizată, încât să nu existe interstiţii între ea şi peretele mantalei;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 820
j) montarea, la fiecare picior de rezemare a aparatului, a câte un dispozitiv (cu ac indicator şi cu scală gradată sau cu traductor electroinductiv de deplasare şi punte tensometrică), pentru urmărirea deplasării picioarelor în timpul tratamentului termic;
k) montarea termocuplelor pe mantaua aparatului şi completarea izolaţiei termice în zonele adiacente acestor traductoare;
l) montarea instalaţiei de încălzire a rezervorului, în vederea detensionării termice şi verificarea funcţionării acesteia.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 821
După realizarea acestor operaţii pregătitoare, se poate face
programarea executării tratamentului termic. În acest scop, se consultă centrul meteorologic din zona de amplasare a RSS privind evoluţia vremii în perioada în care se preconizează a se efectua tratamnetul termic; nu se va programa realizarea operaţiei de tratament termic, dacă timpul este nefavorabil (ninsori sau ploi abundente şi/sau prelungite, vânt de intensitate mare, temperaturi scăzute), deoarece fenomenele meteorologice pot influenţa negativ desfăşurarea acesteia (împiedică încălzirea mantalei aparatului conform diagramei de tratament termic proiectate şi determină creşterea consumului de combustibil, produc neuniformităţi accentuate ale câmpului termic care se crează în mantaua aparatului în timpul tratamentului etc.)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 822
În cursul efectuării tratamentului termic integral la un RSS
echipa (formaţia) de lucru care realizează această operaţie trebuie să asigure funcţionarea corespunzătoare a instalaţiei de încălzire şi respectarea parametrilor de regim ai tratamentului termic. Atingerea acestor obiective presupune cunoaşterea şi transpunerea în practică a următoarelor prescripţii:
A. În decursul tratamentului termic, se înregistrează continuu temperaturile indicate de către termocuplele montate pe mantaua RSS şi se obţin diagramele efective “temperatură –durată“ ale tratamentului termic aplicat; aceste diagrame se consideră corecte, dacă înregistrările temperaturii s-au făcut de la cel mult 250 0C, în etapa de încălzire şi până la cel puţin 250 0C, în etapa de răcire.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 823
Diagramele efective trebuie să corespundă cât mai fidel
diagramei teoretice, întocmite în etapa de proiectare a tratamentului termic şi care conţine valorile care trebuie realizate ale tuturor parametrilor de regim: ti, vi, τm, vr; se consideră că tratamentul termic global al aparatului sferic este realizat corect, dacă durata de menţinere nu este mai mare de 2 ore, iar – în oricare punct al mantalei sferice – vitezele de încălzire nu depăsesc 110 oC/oră, iar vitezele de răcire se menţin sub 130 oC/oră, diferenţa maximă dintre temperaturile măsurate, la un moment dat, în două puncte distincte ale mantalei, în timpul etapelor de încălzire şi răcire, nu depăşeşte 60...900C, iar această diferenţă, în timpul etapei de menţinere izotermă la temperatura ti, nu este mai mare de 400C.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 824
În figura 5.40 sunt prezentate, spre exemplificare, trei dintre diagramele înregistrate în timpul efectuarii tratamentului termic de recoacere de detensionare la un rezervor sferic cu capacitatea nominală de 1800 m3, confecţionat dintr-un oţel C-Mn cu granulaţie fină şi având grosimea peretelui mantalei de 32 mm .
Pe diagrame se observă etapele de lucru, la realizarea tratamentului termic şi anume: proba de exploatare a arzătorului instalaţiei de încălzire cu flacără, cu durata de 1,5 h; răcirea rezervorului după probarea arzătorului (20 h); încălzirea mantalei rezervorului la ti = 6000C, în 39 h (vi = 150C/h, mult mai mică decât limita maximă indicată anterior); menţinerea mantalei rezervorului la temperatura ti în decurs de τm = 1,17 h (70 min) şi răcirea rezervorului până la 2000C, în 35 h (vr = 170C/h, mult inferioară limitei maxime precizate mai înainte); se remarcă, de asemenea, că diferenţele de temperatură, înregistrate pe parcursul realizării tratamentului termic, între punctele în care s-au făcut înregistrările care au condus la obţierea diagramelor din fig 5.40, nu depăşesc 250C.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 825
Fig.5.40. Diagramele efective “temperatură-durată“, înregistrate în decursul aplicării detensionării termice la un rezervor sferic de 1 800 m3 (pe axa absciselor sunt menţionate orele siderale)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 826
B. Pe parcursul realizării tratamentului termic, se urmăreşte deplasarea picioarelor de rezemare ale RSS prin intermediul dispozitivelor cu role (v. fig.5.39). La fiecare modificare cu 1000C a temperaturii mantalei aparatului, se citesc (pe dispozitivele montate în acest scop la fiecare picior) deplasările picioarelor, iar rezultatele obţinute se trec într-o fişă de măsurare; dacă se constată blocări ale deplasării libere a piciarelor, atunci se aplică câteva lovituri în talpa acestora, folosind – pentru aceasta – un ciocan de 10 kg.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 827
Instalaţiile utilizate până în prezent pentru realizarea tratamentului termic global al RSS permit urmărirea diverşilor parametri de lucru (temperaturile în diferite puncte ale mantalei aparatului; temperatura flăcării; temperaturile gazelor arse la ieşirea din aparat; deplasările picioarelor de rezemare ale aparatului etc.) prin citirea directă sau înregistrarea continuă a valorilor acestora (de către membrii echipei care efectuează tratamentul), pe instrumentele de măsură montate pe aparatul sferic sau la pupitrul de comandă al instalaţiei. Aceste instalaţii se pot moderniza prin introducerea unui calculator de proces, capabil să înregistreze şi să interpreteze parametrii de lucru şi diagramele de tratament termic şi să comande reglarea componentelor şi sistemelor instalaţiei, pentru a asigura realizarea tratamentului termic în conformitate cu diagrama teoretică.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 828
3. Tehnologiile de realizare a conductelor metalice
Conductele metalice / din oţel (de transport, de distribuţie etc.) se realizează aplicând schema de execuţie ale cărei etape sunt prezentate în figura 5.41 (pentru cazul unei conducte pozate subteran). Etapele tehnologice principale ale acestei scheme sunt: realizarea tronsoanelor de conductă prin asamblarea cap la cap a mai multor ţevi semifabricat; realizarea sudurilor “la poziţie” pentru asamblarea cap la cap a tronsoanelor şi amplasarea conductei în locaţie, iar operaţia tehnologică principală o constituie sudarea, calitatea îmbinărilor sudate fiind factorul ce influenţează esenţial comportarea în exploatare a conductelor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 829
Fig. 5.41. Schema de execuţie a unei conducte metalice pozată subteran

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 830
Fig. 5.41 continuare 1. Schema de execuţie a unei conducte metalice pozată subteran

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 831
Fig. 5.41 continuare 2. Schema de execuţie a unei conducte metalice pozată subteran

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 832
Fig. 5.41 continuare 3. Schema de execuţie a unei conducte metalice pozată subteran

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 833
Fig. 5.41 continuare 4. Schema de execuţie a unei conducte metalice pozată subteran

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 834
Fig. 5.41 continuare 5. Schema de execuţie a unei conducte metalice pozată subteran

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 835
Principalele procedee de sudare folosite la realizarea conductelor şi particularităţile utilizării acestora sunt prezentate în continuare, aceste informaţii completând pe cele prezentate în Scap. IV.3. A. Sudarea prin topire cu arc electric şi electrozi înveliţi – SE se poate utiliza atât la realizarea tronsoanelor de conductă cât şi la realizarea sudurilor “la poziţie”, între tronsoanele de conductă amplasate la locul de montaj. În cazul folosirii SE la realizarea tronsoanelor de conductă, sudurile se execută “la sol” , în condiţii uzinale, pe standuri special amenajate în şantier. Ţevile ce se sudează sunt amplasate pe standuri cu role ce permit rotirea acestora în timpul sudării, aşa cum se prezintă în figura 5.42.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 836
Fig. 5.42. Modul de realizare a CUS circulare, între ţevile tronsoanelor de conductă, folosind procedeul SE

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 837
În cazul folosirii SE la realizarea sudurilor “la poziţie”, între tronsoane de conductă, înaintea amplasării lor la locul de montaj, se lucrează cu mai mulţi sudori simultan, la realizarea primului strat al CUS (stratul de rădăcină) folosindu-se sudorii cu cea mai bună calificare; modul de lucru, în cazul folosirii a doi sudori simultan este sugerat de schiţele din figura 5.43. Stratul de rădăcină al CUS trebuie să aibă o formă convexă pentru a fi uşor curăţat de zgură (vezi fig. 5.43); pentru realizarea acestui strat se recomandă utilizarea electrozilor cu de = 2,5 mm şi înveliş de tip A, C, RA sau RC (care asigură configuraţia dorită a CUS).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 838
Fig. 5.43. Modul de realizare a CUS circulare “la poziţie”, între tronsoanele conductei, folosind procedeul SE

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 839
B. Sudarea automată prin topire cu arc electric se poate utiliza în present atât la realizarea tronsoanelor de conductă, cât şi la realizarea sudurilor “la poziţie” între tronsoanele de conductă pregătite pentru a fi pozate pe locaţia definitivă. Aşa cum s-a precizat în Scap. IV.3, pentru realizarea îmbinărilor cap la cap dintre ţevile sau dintre tronsoanele conductelor se recomandă folosirea procedeului MIG (v. echipamantele de sudare prezentate în fig. 4.23 şi 4.24).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 840
C. Sudarea prin presiune permite atât realizarea tronsoanelor de conductă, cât şi sudarea cap la cap a tronsoanelor amplasate la locul de montaj, asigurând o bună calitate a îmbinărilor sudate şi creşterea productivităţii operaţiei de sudare. Cel mai utilizat procedeu este sudarea electrică prin presiune, cu încălzirea prin rezistenţa electrică volumică şi de contact a materialului ţevilor (efect Joule-Lentz); în acest caz se folosesc la sudare transformatoare speciale, de tipul celui din figura 5.44. Dispozitivul de presare axială a ţevilor ce se sudează trebuie să asigure în etapa de refulare a operaţiei de sudare presiuni de 30...100 N/mm2. Pentru încălzirea ţevilor în vederea sudării prin presiune se pot folosi şi procedeele încălzirii prin inducţie cu curenţi de medie frecvenţă (8000...10000 Hz) sau flacără cu gaze.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 841
Fig. 5.44. Schema sudarii prin presiune a conductelor şi componentele
transformatorului folosit la sudare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 842
Îmbinările sudate ale conductelor pot fi supuse (post sudare) unor tratamente termice (recoacere de detensionare, normalizare etc.). Pentru realizarea tratamentelor se utilizează dispozitive de încălzire cu flacără de gaze sau cu covoare de rezistenţe electrice; după încălzire, se asigură răcirea lentă a zonei îmbinării aplicând covoare din vată minerală sau un alt material termoizolant . Zona ce trebuie încălzită trebuie să aibă, conform prescripţiilor tehnice în vigoare (v. [3] pct.7.4.1), o lăţime li ≥ max(2st; 50 mm) de o parte şi de alta a marginilor CUS, iar zona ce se izolează în timpul răcirii trebuie să aibă lăţimea lr ≥ max(10st; 500 mm), st fiind grosimea peretelui tubulaturii conductei.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 843
La realizarea oricărei conducte trebuie acordată o atenţie deosebită efectuării lucrărilor din etapa iniţială (pregătirea culoarului de lucru şi săparea şanţului în care urmează a se poza conducta), precum şi executării lucrărilor din etapa finală (umplerea cu pământ şi compactarea solului în care este amplasată conducta, refacerea stratului vegetal, efectuarea de operaţii de fertilizare a solului, marcarea traseului conductei etc.). Principalele informaţii privind dimensionarea culoarului de lucru la realizarea oricărei conducte sunt sintetizate în figura 5.45, iar soluţiile tehnice şi tehnologice care se aplică la executarea şanţului în care se amplasează conductele sunt redate de imaginile din figura 5.46. Câteva imagini care sugerează cum trebuie realizate lucrările din etapele finale ale realizării unei conducte subterane sunt prezentate în figura 5.47.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 844
Fig. 5.45. Dimensiunile culoarului de lucru la construirea unei conducte subterane L1 = 2,4 … 2,5 m; L2 = 3,0 … 4,5 m; L3 = L5 = 0,5 …0,6 m; L4 = 1,5 … 3,0 m; L6 = 3,6 … 3,7 m;
L7 = 0,3 …0,4 m; L8 = 2,5 … 3,0 m; L2 şi L4 se adoptă în funcţie de De şi de adâncimea de pozare a conductei, iar celelalte cote se adoptă în funcţie de tipul echipamentelor utilizate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 845
a.
b.
c.
Fig. 5.46. Recomandări privind realizarea şanţului de pozare a conductelor subterane a. schiţa săpăturii cu profil dreptunghiular; b. realizarea şanţului prin săpare mecanizată ;
c. schiţa săpăturii cu profil triunghiular;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 846
Fig. 5.46 continuare. Recomandări privind realizarea şanţului de pozare a conductelor subterane d. tronson de conductă pozat în şanţ cu profil dreptunghiular; e. tronsoane de conductă pozate în şanţuri cu
profil triunghiular; f, g. consolidarea cu panouri din tablă ondulată, grinzi şi bare a şanţului în care se efectuează lucrări de montare a unei conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 847
Fig. 5.47. Imagini privind calitatea recomandată a lucrărilor de finalizare a unei conducte subterane

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 848
4. Tehnologiile de realizare a conductelor din polietilena
În prezent se manifesta tendinţa extinderii ponderii realizării unor conducte din reţelele de transport şi distribuţie a unor produse (apă, gaze naturale etc.) folosind ţevi din polietilenă de medie sau înalta densitate. De exemplu, din cei 2413500 km ai tubulaturii conductelor care compun în S.U.A. reţelele de distribuţie a gazelor naturale, 1448100 km (60 %) sunt din oţel, 160900 km (6,7 %) sunt din fontă şi 804500 km (33,3 %) sunt din polietilenă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 849
În funcţie de destinaţie, ţevile şi conductele din polietilenă se clasifică astfel: a) ţevi şi conducte solicitate în principal la presiune interioară, care pot fi: a.1. ţevi şi conducte pentru transportul apei reci (ţevi şi conducte pentru apa potabilă); a.2. ţevi şi conducte pentru transportul apei la temperaturi ridicate (ţevi şi conducte pentru instalaţiile de apă caldă); a.3. ţevi şi conducte pentru transportul altor fluide decât apa (de exemplu, ţevile şi conductele pentru produsele chimice sau ţevile şi conductele pentru gaze); b) ţevi şi conducte pentru aplicaţii fără presiune interioară; aceasta categorie cuprinde ţevile şi conductele de evacuare montate la suprafaţa solului, dar şi ţevile şi conductele de drenaj şi canalizare îngropate, destinate transportului gravitaţional al apelor uzate sau al altor fluide, atât la temperatura ambiantă, cât şi la temperaturi ridicate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 850
În domeniul petrolier, aplicaţia principală o constituie reţelele de conducte pentru distribuţia gazelor naturale. Reglementările actuale privind realizarea reţelelor de conducte pentru gaze naturale permit utilizarea conductelor din polietilenă numai la reţelele de distribuţie a gazelor naturale cu presiuni de lucru de până la 4 bar, conducte care nu sunt montate suprateran şi care nu pot fi montate subteran în soluri saturate în produse petroliere. Ţevile din polietilenă pentru conducte se confecţionează prin extrudare (folosind extrudere cu şurub fără sfârsit), materialul de baza fiind o polietilenă de înalta densitate la care se pot adauga, în cantităţi precis dozate, numai antioxidanţi, stabilizatori şi pigmenţi care să confere ţevilor caracteristicile de utilizare cerute şi o buna sudabilitate. Ţevile din polietilenă pentru conducte se livrează în tronsoane drepte, sub formă de colaci sau roluite pe tamburi suport.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 851
4.1. Caracteristicile dimensionale ale ţevilor din polietilenă
Ţevile din polietilenă se caracterizează prin următoarele elemente dimensionale: * diametrul exterior nominal de, definit ca fiind diametrul exterior al ţevii specificat în standarde şi/sau normative; * diametrul exterior mediu dm, definit ca fiind raportul dintre valoarea masurată a circumferinţei exterioare a ţevii şi 3,142, rotunjit în plus la 0,1 mm; * grosimea nominală de perete e, definită ca fiind valoarea numerică a grosimii de perete a unei ţevi, aproximativ egala cu dimensiunea de fabricare; * grosimea de perete în orice punct ei, definită ca fiind rezultatul masurării grosimii peretelui în orice punct, rotunjit în plus la 0,05 mm; * raportul dimensional standard SDR (Standard Dimensional Ratio), definit prin relaţia SDR=de/e.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 852
Ţevile din polietilenă pentru conducte se execută cu SDR = 17,6 sau cu SDR = 11. Conform prevederilor SR ISO 4437, ţevile cu SDR = 11 (cu perete gros) se aleg dacă există posibilitatea ca acestea să intre în contact cu hidrocarburi lichide (sub formă de condensuri, odorizanţi, agenţi aromatici de condiţionare) pe toata durata de viaţă utilă a ţevii (care se consideră a fi de 50 de ani). Dacă ţevile nu vin în contact cu astfel de hidrocarburi se pot folosi tipodimensiunile cu SDR = 17,6 (cu perete subţire). Dacă se aleg ţevi cu SDR = 17,6 şi există posibilitatea ca acestea să vină în contact cu hidrocarburi lichide, se diminuează durata de viaţă admisă la 1/5 din durate de viaţă utila (aproximativ 10 ani).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 853
Ţevile din polietilenă se fabrică şi se livrează cu o bună precizie dimensională, existand următoarele prescripţii: * abaterile efective la diametrul exterior se definesc ca fiind dm – de , abaterea admisibilă inferioară fiind aid = 0, iar cea superioară asd = min(0,009de;0,3 mm); * abaterile efective la grosimea de perete se definesc ca fiind ei – e, abaterea admisibilă inferioara fiind aie = 0, iar cea superioara ase = 0,1e + 0,2 mm, pentru ţevile cu de < 400 mm şi ase = 0,15e + 0,2 mm, pentru ţevile cu de cuprins în intervalul (400 mm; 1200 mm). Dimensiunile principale şi abaterile admisibile ale ţevilor de polietilenă pentru conductele de gaze sunt precizate standardele SR ISO 3607 şi SR ISO 161.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 854
Pentru montarea pe conductele de polietilenă a fitingurilor şi armăturilor sunt reglementate prin SR ISO 3663 şi tipurile constructive şi dimensiunile flanşelor de legătură. Conform acestui standard, se recomandă trei tipuri constructive de flanşe pentru ţevi, fitinguri şi armături de PE: * flanşa cu guler de sudare cap la cap (prin presiune), având configuraţia prezentată în figura 5.48 a; * flanşa cu guler de sudare a ţevii (prin topire), având configuraţia prezentată în figura 5.48 b; * flanşa de strângere cu inel, având configuraţia prezentată în figura 5.48 c.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 855
Fig. 5.48. Tipurile constructive de flanşe pentru ţevi, fitinguri şi armaturi din polietilenă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 856
4.2. Caracteristicile regimului de funcţionare şi ale rezistenţei materialului pentru ţevile de polietilenă
Pentru ţevile de polietilenă se definesc următorii parametri ai regimului de funcţionare (utilizare) şi ai rezistentei mecanice a materialului: * presiunea nominală pn, definită ca fiind presiunea de funcţionare a ţevii care transportă apă la o temperatură de 20 oC (prin presiune de functionare a unei ţevi întelegându-se presiunea maximă pe care ţeava o suportă în funcţionare continuă); seria de presiuni nominale pentru ţevile de polietilenă este (în MPa): 0,1; 0,25; 0,4; 0,6 (0,63 - pentru calcule);1,0; 1,6 (dacă se cer presiuni nominale superioare sau intermediare, acestea se aleg din seria R10 a numerelor normale);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 857
Se reaminteşte că numerele normale sunt valorile rotunjite convenţional ale termenilor şirurilor în progresie geometrică conţinând puterile întregi ale lui 10 şi având raţiile: 101/5;101/10; 101/20 şi 101/40. De exemplu, R5 (cu raţia 101/5) are ca termeni 1; 1,6; 2,5; 4,0; 6,3; 10. Succesiunea numerelor normale este nelimitată în ambele sensuri, valorile diferitelor intervale zecimale obţinându-se multiplicând valorile din intervalul (1;10) prin puterile intregi (pozitive sau negative) ale lui 10. * rezistenţa pe termen lung, definită ca fiind tensiunea circumferenţiala medie, determinată cu un anumit nivel de încredere α, la care ţeava poate rezista fără să se rupă un anumit timp, la o temperatură T; se noteaza σtTHS = σ(T,lgt,α) şi se determina , de obicei, pentru α = 0,5;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 858
* limita inferioară de încredere a rezistenţei pe termen lung, definită ca fiind rezistenţa pe termen lung corespunzatoare unui nivel de încredere α = 0,975 (limita inferioară de încredere). De obicei, caracteristicile prezentate mai înainte se definesc pentru t = 50 ani (438.000 ore), la temperatura ambiantă, considerând ca mediu de lucru apa. În acest caz, limita inferioară de încredere a rezistenţei pe termen lung se noteaza Li, iar valoarea Li rotunjită în minus la cea mai apropiată valoare a seriei R10, dacă Li < 10 MN/m2 sau a seriei R20, dacă Li >10 MN/mm2, se numeşte rezistenţă minimă şi se notează Pm. Valorile acestor caracteristici mecanice ale ţevilor de polietilenă se determină prin încercări de durată, la presiune interioară, folosind echipamente de tipul celor prezentate în figura 5.49.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 859
Fig. 5.49. Echipamentele cu care se efectuează încercările pe baza cărora se determina caracteristicile mecanice ale ţevilor de polietilenă pentru conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 860
Principalele calităţi/sortimente de ţevi de polietilenă pentru conducte se simbolizează cu ajutorul valorii Pm garantate, astfel: a) PE50, avand Pm = 5 MPa (MN/m2) şi Li = 5,0...6,5 MPa; b) PE63, avand Pm = 6,3 MPa şi Li = 6,3...8,2 MPa; c) PE80, avand Pm = 8 MPa şi Li = 8...9,99 MPa; d) PE100, avand Pm = 10 MPa şi Li = 10...11,19 MPa.
Folosirea numerelor normale la definirea gamelor de diametre şi grosimi nominale ale ţevilor de polietilenă, a presiunilor nominale şi a rezistenţelor minime ale acestor ţevi asigură posibilitatea satisfacerii tuturor aplicaţiilor practice cu ţevile din gamele standardizate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 861
4.3. Prescriptii privind manevrarea, transportul şi depozitarea ţevilor de polietilenă pentru conducte
La manevrarea, transportul şi depozitarea ţevilor de polietilenă trebuie respectate următoarele prescripţii:
* manevrarea se face cu grijă, fără aruncarea sau rostogolirea ţevilor;
* manevrarea ţevilor nu se va face la temperaturi sub -5 oC; * la depozitarea în stive, ţevile trebuie să aparţină aceleiaşi
tipodimensiuni, iar stiva nu trebuie să depăşească înalţimea de 1,5 m; * daca ţevile sunt depozitate în aer liber, expunerea la soare
nu trebuie să depăşească 1000 ore; dacă această condiţie nu poate fi respectată, se procedează la acoperirea ţevilor cu folii opace şi se asigură aerisirea spaţiului de depozitare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 862
4.4. Prescripţii privind montarea conductelor de polietilenă
Conductele de PE aparţinând reţelelor de transport şi distribuţie se clasifică astfel: * conducte de grupa 1, utilizate la presiuni înalte; * conducte de grupa 2, utilizate la presiuni medii; * conducte de grupa 3, utilizate la presiuni joase. Pentru reţelele de distribuţie a gazelor naturale se folosesc conducte de polietilenă din grupele 2 si 3. La montarea conductelor de polietilenă apartinând acestor grupe se aplică următoarele prescripţii:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 863
* adancimea minimă de pozare subterană a conductelor Hg va fi de 0,9 m pentru conductele cu presiuni între 0,2 bar şi 0,4 bar (din grupa 2) şi de 0,6 m pentru conductele cu presiuni între 0,05 bar şi 0,2 bar (aparţinând grupei 3); adancimea minima de pozare subterană a conductelor se poate reduce în cazuri speciale, cu condiţia montării protejate a conductei în ţevi de oţel, tuburi de beton sau tuburi şi plăci de beton (care preiau toate solicitările datorate circulaţiei rutiere sau altor factori care acţionează în zona de amplasare a conductei); Pentru conductele din grupa 2 amplasate în terenuri agricole se pot executa trasee scurte pe care conducta este pozată în şanţuri la adâncimea de 0,6 m. Conductele de polietilenă care traversează zone cu teren pietros pot fi pozate în şanturi la adâncimea de 0,5 m. Este interzisă pozarea conductelor de polietilenă la suprafaţa solului, chiar daca se prevede montarea în tuburi de protecţie.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 864
* în cazul paralelismului între conductele de polietilenă şi liniile de tramvai sau de cale ferată urbane, distanţa minimă admisă (pe orizontală) între cea mai apropiată şină şi generatoarea conductei este de 0,5 m; * la subtraversarea liniilor de tramvai sau cale ferată urbane, adancimea de pozare a tubului de protecţie în care se montează conductele de polietilena trebuie sa fie de minim 1 m (masurată între planul şinelor şi generatoarea superioară a tubului de protecţie); * distanţele minime dintre conductele de polietilenă şi alte instalaţii, construcţii sau obstacole trebuie sa fie: 1,5 m faţă de cladirile fără canalizare; 1 m faţă de conductele de canalizare şi faţă de canalele pentru reţelele termice sau telefonice; 0,5 m faţă de conductele de apă, cablurile reţelelor electrice de forţă sau cablurile telefonice montate în sol; 1 m faţă de căminele reţelelor telefonice, termice sau de canalizare; 1,5 m faţă de copaci şi 0,3 m faţă de stâlpii tehnologici; atunci cand nu este posibilă respectarea acestor distanţe minime se poate proceda la reducerea lor, cu condiţia montării conductelor de polietilena în tuburi de protecţie.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 865
Montarea conductelor în şanţ se realizează respectând indicaţiile din figura 5.50 şi ţinând seama de următoarele precizări: * stratul de nisip cu grosimea de 100 mm se amplasează sub conductă numai dacă solul este pietros; dacă solul este moale şi sfărâmicios, se netezeşte suprafaţa fundului şanţului şi conducta se asează direct pe această suprafaţă; * banda de avertizare din folie de polietilenă are lăţimea minimă de 60 mm, culoarea şi inscripţionarea corespunzatoare fluidului vehiculat prin conductă şi se amplasează la jumătatea grosimii stratului de acoperire a conductei; * firul metalic (sârma de aluminiu) amplasat în lungul conductei serveste la determinarea traseului conductei prin metode electrice; acest fir este alcatuit din segmente, având capetele scoase la exterior şi protejate, lungimea maximă a unui segment nedepăşind 300 m.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 866
Fig. 5.50. Pozarea subterană a conductelor
de polietilenă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 867
Conductele de polietilena pot fi montate şi în interiorul conductelor metalice inutilizabile, fără dezgroparea integrală a acestora. Tragerea conductei de polietilenă în conducta metalică se face numai în porţiunile rectilinii şi numai după ce capetele ţevii metalice vechi au fost pregătite (aşa cum se prezintă în figura 5.51) pentru a nu deteriora ţeava de polietilenă. La proiectarea conductelor de polietilenă se vor crea condiţiile ca ţevile care alcătuiesc tubulatura acestora să fie solicitate numai de presiunea fluidului vehiculat, solicitările secundare de încovoiere sau torsiune datorate forţelor masice generate de montarea pe tubulatură a unor echipamente (flanşe, armături etc.) trebuind să fie evitate, prevăzând sisteme (suporturi) de preluare a acestora şi/sau de descărcare la sol.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 868
Fig. 5.51. Montarea unei conducte de polietilenă în interiorul unei conducte metalice deteriorate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 869
4.5. Tehnologia sudării conductelor de polietilenă
Materialele polimerice de tipul polietilenei de medie sau înaltă densitate se pot suda dacă se respectă următoarele condiţii: * piesele care trebuie îmbinate sunt încălzite şi menţinute în zona de sudare la o temperatură Ts din intervalul (Tc; Td), în care Tc este temperatura de curgere, la care polimerul trece în stare fluidă, iar Td este temperatura la care se produce degradarea termică a polimerului; * se asigură un contact cât mai intim al suprafeţelor pieselor în zona de realizare a îmbinării sudate; pentru a realiza între piese contactul intim necesar sudării se practică prelucrarea mecanică (prin răzuire, şlefuire, ascchiere etc.) a suprafeţelor care vin în contact şi/sau curăţirea acestor suprafeţe cu substanţe care nu atacă materialul pieselor (alcool tehnic, tetraclorură de carbon sau alt solven care nu lasă urme la evaporare); * se asigură durate potrivite de desfăşurare pentru procesele care au loc în timpul operaţiei de sudare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 870
Pentru sudarea ţevilor de polietilenă de medie şi înaltă densitate se aplică procedeele tehnologice prezentate în continuare. A. Sudarea cap la cap cu element incalzitor este un procedeu de sudare care se aplică la ţevile şi conductele de polietilenă cu de >110 mm; limita precizată nu este restrictivă, uneori procedeul aplicându-se şi la ţevi sau conducte cu diametrul mai mic (dar nu mai mic de 63 mm). Echipamentul de sudare (maşina de sudare) conţine următoarele elemente: - dispozitivul de prindere şi manevrare a elementelor care se sudează; - pompa hidraulica (pneumatică) pentru realizarea presiunii de lucru la sudare;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 871
- elementul încălzitor (numit şi oglindă); se execută din aliaj de aluminiu şi are înglobată o rezistenţă electrică pentru încalzire; suprafeţele active (care vin în contact cu piesele ce se sudează) ale elementului încălzitor sunt acoperite cu un strat de teflon (politetrafluoretilena); - dispozitivele de acţionare şi manipulare a elementului încălzitor; - dispozitivele pentru prelucrarea capetelor pieselor care se îmbină prin sudare. Caracteristicile constructiv – funcţionale ale unor astfel de maşini rezultă examinând imaginile din figura 5.52.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 872
Fig. 5.52. Echipamante de sudare cap la cap cu element încălzitor a ţevilor de polietilena pentru conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 873
La aplicarea acestui procedeu se parcurg următoarele etape: * se fixeaza piesele (ţevile de polietilenă) în dispozitivul de prindere al maşinii de sudare; distanţa dintre capetele pieselor trebuie sa fie de 20...30 mm ; * se prelucrează şi se curăţă suprafeţele frontale de contact ale pieselor şi se verifică poziţia reciprocă a acestor suprafeţe, respectând indicaţiile din figura 5.53; * se verifică şi se curăţă suprafeţele active ale elementului încălzitor; * se încalzeşte elementul încălzitor la temperatura de sudare, TEI şi apoi se introduce între capetele pieselor; se adoptă TEI < Td pentru a nu se produce modificări structurale în zona îmbinării sudate care sa aiba consecinţe negative asupra rezistenţei mecanice a acesteia; TEI nu se alege în apropierea temperaturii Td, deoarece s-a constatat că, cu creşterea temperaturii TEI , scade rezistenţa mecanică a îmbinării sudate; în mod obişnuit, TEI = 200...220 oC (temperaturile mai mici corespund ţevilor cu grosimea de perete mai mare);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 874
* se închide maşina de sudare şi se aplică presiunea de contact pentru preincalzire p1, un timp t1; p1 si t1 se aleg astfel încât în zonele de contact ale pieselor să apară ranforsări cu extinderea radială de 1...2 mm; de obicei, p1 = 0,15...0,20 MPa, iar t1 = (10...12)e secunde (e este grosimea nominala a peretelui tevilor care se sudeaza, în mm); * se continuă încalzirea, micşorând însă presiunea de contact la o valoare p2; durata acestei etape este t2, stabilită astfel încât cantitatea de material plastic topită să fie optimă; s-a constatat experimental că rezistenţa îmbinărilor sudate creşte când cantitatea de material plastic adusă în stare fluidă creşte până la o valoare optimă, iar dacă această cantitate se măreşte în continuare, aceasta se va îndepărta uşor (în bavură) în etapa de presare, în zona îmbinării venind în contact suprafeţe insuficient încalzite (fapt ce va determina o scădere a rezistenţei mecanice a îmbinării sudate realizate); de obicei, t2 = (10...15)e secunde (e este grosimea nominala a peretelui tevilor care se sudeaza, în mm);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 875
* se retrag capetele pieselor la 50...60 mm şi se îndepărtează elementul încălzitor; durata acestei etape este t3, iar presiunea de contact va fi p3= 0; de oboicei, t3 = 3 + 0,01e secunde; * se apropie capetele pieselor şi se apasă cu presiunea de sudare p4 = p1 = 0,15...0,20 MPa, timpul în care se ridică presiunea de contact la valoarea p4 calculandu-se (în secunde) cu relaţia t4 = 3 + 0,03de (de este diametrul nominal al ţevilor care se sudează, în mm); presiunea de contact se menţine la valoarea p4 o durata t5 = 3 + e secunde, la sfârşitul acestei etape temperatura în zona îmbinării sudate trebuind să fie în jur de 40 oC; * se reduce presiunea de sudare la zero şi se continuă răcirea zonei îmbinarii (fără scoaterea ţevilor din dispozitivul de prindere) un timp t6 = 50e secunde.
Procesul de sudare poate fi condus urmârind diagrama prezentată în figura 5.53 (care ţine seama de toate prescripţiile date anterior), iar particularităţile principalele secvenţe de lucru la sudare se pot observa în figura 5.54.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 876
Fig. 5.53. Modul de conducere a procesului de sudare cap la cap cu element încălzitor a ţevilor de poletilena

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 877
Fig. 5.54. Principalele secvenţe ale sudării cap la cap cu element încălzitor a ţevilor de PE

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 878
Fig. 5.54 continuare. Principalele secvenţe ale sudării cap la cap cu element încălzitor a ţevilor de PE

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 879
B. Sudarea cu element rezistiv sau sudarea prin electrofuziune este un procedeu tehnologic recomandat pentru sudarea ţevilor cu diametrul de < 125 mm, la ţevile cu de ≤ 63 mm fiind, în prezent, unicul procedeu de sudare care se aplică . La utilizarea acestui procedeu de sudare ţevile se îmbină cu mufe (fitinguri), iar încalzirea materialului din zona de sudare se realizează cu ajutorul unei rezistenţe electrice înglobate în peretele fitingului, aşa cum se poate observa în figura 5.55. Etapele de lucru la aplicarea acestui procedeu sunt: * răzuirea mecanică şi curăţirea cu solvent a capetelor ţevilor care se îmbină (pe o lungime de 100...200 mm); * curăţirea cu solvent a interiorului mufei (fitingului) de legatură;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 880
* introducerea capetelor ţevilor în fiting şi conectarea la sursa de alimentare a rezistenţei electrice înglobate în peretele mufei (pentru încalzirea materialului din zona de sudare); * deconectarea rezistenţei de încalzire (când materialul din zona de sudare a fost adus în stare fluida) şi răcirea îmbinării; deoarece mufele cu fir rezistiv se pretensionează la fabricare, în timpul acestei etape se produce strângerea acestora pe capetele ţevilor, fapt care asigură creşterea rezistenţei mecanice a îmbinării sudate obţinute. Procesul de sudare este condus de calculator, fiecare mufă fiind însoţiţă de o cartelă magnetică pe care sunt stocate toate informaţiile privind regimul de sudare; particularităţile principalelor secvenţe de lucru la sudarea prin acest procedeu se pot observa examinând figura 5.56.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 881
Fig. 5.56. Fitingurile de tip mufă folosite la sudarea prin electrofuziune a conductelor de polietilenă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 882
Fig. 5.57. Principalele secvenţe ale sudării prin electrofuziune a ţevilor de PE

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 883
Pentru realizarea conductelor de polietilenă se folosesc, în afară de ţevi, şi fitinguri: coturi, reducţii, teuri, de tipul celor prezentate în figura 5.57. Acestea se pot realiza în construcţie sudată (folosind ca semifabricate ţevi de polietilenă şi sudarea cap la cap cu element încălzitor sau, mai rar, sudarea prin topire) sau în construcţie nesudată (prin injectare în matriţă). Fitingurile se sudează la tubulatura conductei, funcţie de dimensiunile lor, prin cele două procedee descrise anterior, aşa cum sugerează imaginile din figura 5.58 (care prezintă tehnologia de sudare prin polifuziune – cu element încălzitor – a unui fiting de tip ramificaţie).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 884
Fig. 5.57. Fitinguri folosite la realizarea conductelor de polietilenă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 885
Fig. 5.57 continuare. Fitinguri folosite la realizarea conductelor de polietilenă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 886
Fig. 5.58. Particularităţi privind sudarea fitingurilor de tip ramificaţie pe conductele de polietilenă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU ___________________________________________________________________________________ pag. 887
Fig. 5.58 continuare. Particularităţi privind sudarea fitingurilor de tip ramificaţie pe conductele de polietilenă

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT
SI DEPOZITARE – TCMUTD – C 21,22
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 888
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, ATDobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, ATDobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 889
VI. ELEMENTE DE BAZĂ PRIVIND MENTENANŢA UTILAJELOR ŞI APARATURII DE TRANSPORT ŞI
DEPOZITARE A HIDROCARBURILOR
1. Mentenanţa elementelor de capital fix ale firmelor industriale
După cum este cunoscut, desfăşurarea activităţilor specifice oricărui agent economic de tipul unei firme (întreprinderi) presupune utilizarea de resurse economice ( în cantităţi determinate şi de calitate adecvată), care pot fi: resurse materiale (materii prime şi materiale, echipamante şi tehnologii, energie etc.) şi resurse umane.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 890
Prin decizii şi acţiuni adecvate, resursele de care dispune un agent economic de tipul unei firme sunt activate prin atragerea lor în utilizările concrete corespunzătoare realizării activităţilor asumate de către firmă, primind astfel o destinaţie precisă şi devenind factori de producţie. O componentă de bază a sistemului factorilor de producţie al oricări firme este capitalul real (tehnic), reprezentat de categoria bunurilor achiziţionate şi utilizate în scopul producerii altor bunuri economice. După modul specific în care se consumă şi se înlocuiesc, componentele capitalului real se grupează în capital fix şi capital circulant.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 891
Capitalul fix reprezintă acea parte a capitalului real formată din echipamante de folosintă îndelungată, care participă la mai multe cicluri de producţie, se depreciază treptat şi se înlocuiesc dupa mai mulţi ani de utilizare. În componenţa capitalului fix intră: construcţiile, maşinile, utilajele şi echipamentele tehnologice cu care se realizează produse sau se prestează servicii etc. Capitalul circulant reprezintă acea parte a capitalului real care se consumă în întregime în decursul unui ciclu de realizare de produse sau de prestare de servicii şi care trebuie înlocuit la fiecare ciclu. În componenţa capitalului fix intră: materiile prime şi semifabricatele, materialele tehnologice, combustibilii şi energia etc.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 892
Procesul prin care bunurile destinate a servi drept capital fix sunt procurate de către întreprinderi în scopul de a fi utilizate în procesele de producţie sau de prestare de servicii este denumit formarea brută de capital fix. Acest proces cuprinde:
a) achiziţionarea de pe piaţă sau producerea în regie proprie de bunuri de capital noi şi punerea lor în funcţiune;
b) exercitarea asupra bunurilor de capital fix existente a unor intervenţii menite a le reface/înlocui anumite componente, a le ameliora performanţele tehnice şi funcţionale şi a le creşte durata de viaţă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 893
Formarea capitalului fix are loc prin intermediul investiţiilor, care reprezintă totalitatea cheltuielilor făcute de întreprinderi pentru crearea de noi capacităţi de producţie sau de prestare de servicii, precum şi pentru refacerea, ameliorarea şi dezvoltarea capacităţilor existente. Investiţiile totale făcute într-o anumită perioadă pentru formarea brută de capital fix poartă denumirea de investiţii brute şi au ca surse atât sumele recuperate de către firme prin amortizarea capitalului lor fix în funcţiune, cât şi reinvestirea unei părţi din profit (acumularea netă de capital). Pe parcursul utilizării capitalului fix se produce un proces de depreciere a acestuia. Având caracter progresiv şi cumulativ, deprecierea conduce inevitabil, în timp, la scoaterea din funcţiune a bunurilor de capital fix, obligând la înlocuirea acestora. Deprecierea capitalului fix se datorează atât uzurii fizice, cât şi uzurii morale.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 894
Prin uzură fizică a capitalului fix se înţelege pierderea treptată a proprietăţilor lui tehnice de exploatare, ca urmare a folosirii sale productive (uzură fizică dinamică) sau a acţiunii agenţilor naturali (uzură fizică statică). Deoarece capitalul fix participă la mai multe procese sau cicluri de producţie/utilizare, el capătă de fiecare dată un anumit grad de uzură fizică. Corespunzător acestei uzuri fizice se calculează cote de amortizare, care se includ în costul producţiei sau serviciilor pentru a face posibilă reconstituirea sumelor necesare înlocuirii capitalului fix uzat. Recuperarea acestor cheltuieli prin regăsirea lor în preţul de vânzare al produselor permite constituirea unui fond de amortizare, cu ajutorul căruia va fi posibilă înlocuirea capitalului fix la sfârşitul duratei sale de viaţă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 895
Uzura morală a capitalului fix este determinată în principal de progresul tehnic, însoţit de creşterea productivitătii muncii şi a randamentelor echipamentelor noi, cu aceleaşi destinaţii ca cele existente, apărute pe piaţă. Uzura morală poate fi:
a) uzură morală prin depreciere valorică, datorată faptului că, progresul tehnic permite ca elementele noi de capital fix să se realizeze cu costuri mai reduse, sunt disponibile pe piaţă la preţuri mai mici decât cele la care au fost achiziţionate elementele de capital fix existente şi, ca urmare, elementele de capital fix existente îşi diminuează valoarea;
b) uzura morală prin învechire economică, datorată faptului că, progresul tehnic permite ca elementele noi de capital fix să aibă caracteristici tehnice şi eficienţă economică mai bune decât cele ale elementelor de capital fix existente şi, ca urmare, elementele de capital fix existente apar a fi depăşite din punct de vedere economic.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 896
Pentru a preîntâmpina ca elementele capitalului fix să sufere prematur intervenţiile nefavorabile ale uzurii fizice şi morale trebuie ca orice agent economic de tipul unei firme să aibă o strategie clară şi un program coerent în domeniul mentenanţei elementelor aparţinând capitalului său fix. Mentenanţa reprezintă totalitatea acţiunilor care se execută periodic în scopul menţinerii caracteristicilor de funcţionare ale elementelor capitalului fix în limitele prescrise în specificaţii. Mentenanţa poate fi:
a) mentenanţă preventivă (întreţinere), executată periodic, în scopul reducerii probabilităţii de defectare sau degradare a unui element de capital fix;
b) mentenanţă corectivă (reparare), efectuată după apariţia unei defectări, în scopul restabilirii capacităţii de funcţionare a unui element de capital fix.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 897
În funcţie de conţinutul şi amploarea lor, activităţile de mentenanţă pot fi clasificate astfel: a) operaţii de întreţinere; b) revizii tehnice – Rt, care sunt lucrări planificate în scopul determinării stării tehnice a elemntelor de capital fix şi a principalelor intervenţii ce se vor executa cu ocazia reparaţiilor; datele obţinute la aceste lucrări servesc la planificarea reparaţiilor; c) reparaţii curente – RC, care sunt intervenţii ce se execută periodic, de obicei, planificat, având ca scop înlăturarea prin recondiţionare sau înlocuire a unor componente uzate sau deteriorate ale unui element de capital fix; în funcţie de amploarea lucrărilor care se execută şi de valoarea (costul) acestora, reparaţiile curente se împart în reparaţii curente de gradul I – RC1 şi reparaţii curente de gradul II – RC2;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 898
d) reparaţii capitale (RK), care sunt intervenţii ce se execută după expirarea unui ciclu de funcţionare/de exploatare normat al unui element de capital fix, în scopul restabilirii caracteristicilor de calitate iniţiale şi prelungirea duratei de utilizare. Încadrarea lucrărilor de mentenanţă corectivă în categoriile menţionate se face în funcţie de costul lucrărilor: la (Rt) costul nu depăşeşte 0,5% din valoarea elementului de capital fix nou, la (RC1) – 5 %, la (RC2) – 15 %, iar la (RK) – 25...30 %. În acest capitol sunt prezentate aspectele fundamentale privind mentenanţa elementelor de capital fix (cu precădere a celor direct productive: utilaje şi aparatură) din întreprinderile având ca obiect de activitate transportul şi depozitarea hidrocarburilor (petrolului, produselor petroliere lichide, gazelor naturale etc.). Se vor face referiri atât la mentenanţa utilajelor dinamice (pompe, compresoare, maşini de lucru), care vor fi numite UTD, cât şi la aparatura statică (conducte, rezervoare, echipamante de tratare şi condiţionare a produselor petroliere lichide şi a gazelor naturale etc.), care va fi numită ATD.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 899
2. Durabilitatea economică, fiabiliatea, mentenabilitatea şi disponibilitatea UTD şi ATD
Pentru a stabili durata de exploatare /utilizare ratională a unui element de capital fix se poate utiliza conceptul de durabilitate economică Te, definit ca fiind durata de exploatre / utilizare a unui element de capital fix, care corespunde realizării unui cost unitar minim al producţiei realizate sau al serviciilor prestate cu acesta. Pentru a stabili relaţia de definire a acestui concept se parcurg următoarele etape:
a. se consideră că formula de calcul pentru costul producţiei realizate sau serviciilor prestate cu un element de capital fix, într-o perioadă de timp τ , este: C = C1 + C2 + C3, (6.1)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 900
în care: C1 este costul iniţial (de achiziţionare/cumpărare) a elementului de capital fix, C1 = k1 = ct.; C2 reprezintă costul energiei şi materialelor de exploatare (lubrefianţi, materiale tehnologice, fluide de răcire etc.) utilizate la realizarea producţiei sau prestarea serviciilor cu elementul de capital fix în perioada de timp τ , C2 = k2τ; C3 este costul exploatării, întreţinerii şi reparării elementului de capital fix în perioada de timp τ, C3 = k3τα, α > 1, constantele k1, k2, k3 şi exponentul α fiind cunoscute; ca urmare, formula (6.1) se poate scrie sub forma: C = k1 + k2τ + k3τα; (6.2)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 901
b. se consideră că în perioada de timp τ sunt realizate N produse sau sunt prestate N servicii cu elementul de capital fix, costul unitar al produselor sau serviciilor fiind cu , iar timpul necesar realizării unui produs sau prestării unui serviciu fiind τu ; ca urmare, se poate determina costul unitar al producţiei realizate sau sau al serviciilor prestate folosind elementul de capital fix considerat:
uu
u cNcCττ
== ⇒ Cc uu τ
τ= ⇒
⎟⎠⎞
⎜⎝⎛ ++= −1
321 αττ
τ kkkc uu ; (6.3)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 902
c. se determină punctul de minim local al funcţiei cu = f(τ), ca rădăcină a ecuaţiei f /(τ) = 0, durata τ care este rădăcina acestei ecuaţii fiind chiar durabilitatea economică Te:
( f /(τ) = 0 ⇒ 0)1(2
321 =−+
− −α
τατ
kk⇒
α
α
1
3
1
1( ⎥⎦
⎤⎢⎣
⎡−
=k
kTe . (6.4)
Modul în care se poate utiliza conceptul de durabilitate economică şi cum se poate modifica (pe baza constatărilor practice) modelul de calcul al costului producţiei realizate sau serviciilor prestate cu un element de capital fix rezultă din următoarea aplicaţie.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 903
Aplicaţie. Costul producţiei realizate cu un element de capital fix al unei întreprinderi se determină cu modelul de calcul prezentat anterior, cu următoarele caracteristici (valabile pentru a exprima costul în lei, iar duratele de lucru în ore): k1 = 200000; k2 = 10; k3 = 0,02; α = 1,5 şi τu = 5 ore.
a. Să se determine durabilitatea economică a elementului de capital fix şi costul unitar minim al producţiei realizate cu acesta.
b. Să se cerceteze influenţa caracteristicilor k1, k2, k3 şi α asupra durabilitătii economice şi costului unitar minim al producţiei realizate cu elementul de capital fix considerat.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 904
Rezolvare a. Durabilitatea economică a elementrului de capital fix se
determină cu formula (6.4), iar costul unitar minim al producţiei realizate cu acesta se poate calcula cu formula (6.3):
lunisianioreTe 5873681)15,1(02,0
200000 5,11
==⎥⎦
⎤⎢⎣
⎡−
= ;
leiTfc eu 917368102,01073681
2000005)(min )15,1( =⎟⎠⎞
⎜⎝⎛ ⋅++== −
.
Corectitudinea rezultatelor este confirmată de diagrama din figura 6.1, care arată cum variază cu în functie de τ.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 905
Fig. 6.1. Diagrama variaţiei costului unitar al producţiei realizate cu elementul de caplital fix considerat în aplicaţie în funcţie de durata de exploatare a acestuia

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 906
b. Pentru a cerceta influenţa caracteristicilor k1, k2, k3 şi α asupra durabilitătii economice şi costului unitar minim al producţiei realizate cu elementul de capital fix considerat în aplicaţie s-au modificat pe rând valorile fiecărei caracteristici (menţinându-le constante, la nivelul precizat în enunţul aplicaţiei, pe celelalte) şi, folosind un mic program realizat în EXCEL s-au construit graficele dependenţelor Te = g(ki) şi mincu = f(Te)=f(g(ki)), i = 1...3, respectiv Te = g1(α) şi mincu = f(Te)=f(g1(α)), reprezentate în figura 6.2. Analizând aceste diagrame au rezultat urmatoarele concluzii:
Te se măreşte odată cu creşterea k1, nu depinde de valoarea k2, aşa cum se observă şi analizând structura formulei (6.4) şi se micşorează dacă se măresc k3 şi/sau α;
mincu se măreşte odată cu creşterea valorilor k1, k2, k3 şi α. Caracteristica α pare a avea influenţa cea mai mare asupra Te şi
mincu, aşa cum se poate observa în figura 6.3, această caracteristică precizând de fapt modul cum se modifică în timp, pe masură ce se uzează elementul de capital fix, costul legat de exploatarea şi mentenanţa acestuia.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 907
Fig. 6.2. Diagramele privind influenţele caracteristicilor k1, k2, k3 şi α asupra Te şi min cu în cazul elementului de capital fix considerat în aplicaţie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 908
Fig. 6.2 continuare. Diagramele privind influenţele caracteristicilor k1, k2, k3 şi α asupra Te şi min cu în cazul elementului de capital fix considerat în aplicaţie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 909
Fig. 6.3. Diagramele dependenţei dintre min cu şi Te pentru diferite valori ale exponentului α în cazul elementului de capital fix considerat în aplicaţie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 910
În prezent, pentru a estima şi exprima performanţele de exploatare ale elementelor de capital fix se folosesc conceptele de fiabilitate, mentenabilitate şi disponibilitate. A. Fiabilitatea este proprietatea unui element de capital fix (produs, sistem, maşină, utilaj, aparat etc.) exprimată prin probabilitatea ca acesta să îndeplinească o funcţie impusă, în condiţii prescrise, în cursul unei perioade de timp date. Termenul fiabilitate, tradus prin “siguranţă în funcţionare”, vine din franceză, “fiabilité” (în limba engleză “reliability”). Definiţia dată fiabilităţii reflectă concepţia modernă, conform căreia elementele de capital fix nu trebuie proiectate şi realizate pentru o perioadă nelimitată de funcţionare, ci pentru a fi utilizate pe o perioadă de timp determinată, la un nivel optim al performanţelor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 911
Fiabilitatea este o componentă de bază a calităţii elementelor de capital fix şi face parte din categoria caracteristicilor tehnico-funcţionale care asigură îndeplinirea în timp a serviciului pentru care au fost cumpărate (achiziţionate); altfel spus, fiabilitatea exprimă capacitatea unui element de capital fix (UTD sau ATD) de a-şi menţine calitatea în timp. Pentru exprimarea fiabilităţii unui element de capital fix pot fi folosiţi mai mulţi termeni: a. În funcţie de etapa în care se analizează fiabilitatea unui element de capital fix (UTD sau ATD) există:
fiabilitatea preliminată (fiabilitatea proiectată, fiabilitatea previzionată), definită ca fiind fiabilitatea unui UTD sau ATD calculată pe baza considerentelor privind concepţia şi proiectarea acestuia, precum şi pe baza fiabilităţii componentelor sale, în condiţii de exploatare prescrise;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 912
fiabilitatea experimentală, definită ca fiind fiabilitatea unui UTD sau ATD stabilită pe baza datelor obţinute în laboratoare, staţii de încercare, standuri de probă, unde au fost create condiţii de utilizare a elementului de capital fix similare cu cele din exploatare;
fiabilitatea operaţională (fiabilitatea reală, fiabilitatea la beneficiar) definită ca fiind fiabilitatea unui UTD sau ATD determinată pe baza rezultatelor privind comportarea în exploatare, pe o anumită perioadă, a unui număr mare de astfel de elemente de capital fix, efectiv utilizate de beneficiar; fiabilitatea operaţională se poate exprima prin relaţia:
Fiabilitatea operaţională
= Fiabilitatea inerentă × Fiabilitatea de
utilizare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 913
în care: fiabilitatea inerentă este fiabilitatea proprie a UTD sau ATD, iar fiabilitatea de utilizare este fiabilitatea determinată de intervenţia factorului uman de deservire a UTD sau ATD sau de operare asupra acestora, în cursul folosirii lor. Concepută probabilistic, relaţia exprimă probabilitatea intersecţiei (realizării simultane) a două evenimente independente P(A∩B) = P(A)⋅ P(B); relaţia arată şi faptul esenţial că, pentru obţinerea şi menţinerea unei anumite fiabilităţi operaţionale, trebuie acţionat nu numai asupra fiabilităţii UTD sau ATD (sau a componentelor acestora) ci şi asupra conduitei (pregătire profesională, responsabilitate şi disciplină) personalului de exploatare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 914
b. În funcţie de modalitatea de evaluare a fiabilităţii există: fiabilitatea estimată, definită ca fiind fiabilitatea unui UTD
sau ATD evaluată cu mijloace statistico – matematice (cu un anumit nivel de încredere);
fiabilitatea extrapolată, definită ca fiind fiabilitatea unui UTD sau ATD determinată prin extinderea (extrapolarea) fiabilităţii estimate la durate sau condiţii de exploatare diferite de cele utilizate pentru determinarea fiabilităţii estimate;
fiabilitatea nominală, definită ca fiind fiabilitatea unui UTD sau ATD prescrisă în specificaţii (standarde, norme, contracte)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 915
Pentru exprimarea cantitativă a fiabilităţii elementelor de capital fix (UTD sau ATD) se folosesc indicatorii de fiabilitate. Datele primare necesare definirii acestor indicatori se stabilesc experimental, urmărind comportarea în timp a unor eşantioane semnificative şi reprezentative de elemente de capital fix; de multe ori, aceste date se estimează folosind metodele statisticii matematice şi teoriei probabilităţilor. În cazul unui eşantion de elemente de capital fix care se înlocuiesc la prima defectare (cazul I), rezultatele urmăririi acestora în timpul exploatării se pot prezenta ca în tabelul 6.1. În cazul unui eşantion de elemente de capital fix care se pot repara (cazul II), rezultatele urmăririi acestora în timpul exploatării se prezintă ca în tabelul 6.2.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 916
Tabelul 6.1. Rezultatele urmăririi în exploatare a unui eşantion de elemente de capital fix care se înlocuiesc la prima defectare
Numărul elementului
Descrierea comportării elementului de capital fix
Durata (timpul) de bună funcţionare a elementului de capital fix
1
TBF1 = τf1
2
TBF2 = τf2
...
j
TBFj = τfj
...
n
TBFn = τfn
F – funcţionare; c – cădere, cedare, defectare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 917
Tabelul 6.2. Rezultatele urmăririi în exploatare a unui eşantion de elemente de capital fix care se repară de mai multe ori înainte de a fi înlocuite
Num
ărul
el
emen
tulu
i
Descrierea comportării elementului de capital fix
Num
ărul
căd
erilo
r *
Num
ărul
re
paraţii
lor
Durata de bună funcţionare Durata de reparare
1 k1 k1-1 ∑=
=1
11
k
ifiTBF τ
1
11
1
∑−
=
=k
iriTR τ
... ... ...
j kj kj-1 ∑=
=jk
ifiTBF
11 τ
1
1∑−
=
=jk
irijTR τ
... ... ...
n kn kn-1 ∑=
=nk
ifiTBF
11 τ
1
1∑−
=
=kn
irinTR τ
* numărul perioadelor de bună funcţionare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 918
Cu datele înregistrate pe baza urmăririi în exploatare a elementelor de capital fix (v. tabelele 6.1 şi 6.2) se pot defini şi stabili următorii indicatori de fiabilitate: If1. Media timpului de bună funcţionare MTBF; reprezintă valoarea medie a duratelor de bună funcţionare şi se se calculează cu una din relaţiile:
n
TBFMTBF
n
jj ⎟⎟⎠
⎞⎜⎜⎝
⎛
=∑=1 , (6.5)
în cazul I sau:
⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
=∑
∑
=
=
n
jj
n
jj
k
TBFMTBF
1
1 , (6.6)
în cazul II; MTBF se exprimă, evident, în unităţi de timp (ore, zile, luni,…).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 919
Nu trebuie confundată noţiunea de “durată de bună funcţionare” cu noţiunea “durată (calendaristică) de utilizare”. Legătura dintre aceste noţiuni se face prin intermediul “coeficientului de utilizare” ϕu, definit ca fiind fracţiunea (procentajul) dintr-un interval de timp calendaristic în care produsul funcţionează efectiv. If2. Rata (intensitatea) de defectare Z(τ); reprezintă numărul de căderi (defectări) ale UTD sau ATD în unitatea de timp. Este, din punct de vedere matematic, inversul MTBF :
MTBF
Z 1)( =τ . (6.7)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 920
Datele experimentale au arătat că, pentru multe elemente de capital fix, cum sunt UTD sau ATD şi componentele acestora, rata de defectare are reprezentarea grafică din figura 6.4. Curba de variaţie a funcţiei Z(τ), numită şi “curba tipică de defectare”, prezintă trei zone (stadii, perioade): I – stadiul incipient, sau stadiul defectărilor timpurii (precoce), datorate erorilor de concepţie, greşelilor de fabricare, transport, manipulare, montare sau unor defecte de material; în acest stadiu frecvenţa defectelor scade în timp, în principal datorită remedierii imperfecţiunilor de fabricare, montare sau de material; II – stadiul funcţionării normale sau stadiul “cu rată constantă a defectelor”; are durata cea mai mare şi se caracterizează printr-o valoare constantă şi redusă a ratei cedărilor, Z(τ) = λ = ct. şi prin caracterul complet întâmplător al cedărilor;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 921
III – stadiul final sau stadiul defectărilor târzii, datorate îmbătrânirii fizice şi uzurii elementelor de capital fix; menţinerea în funcţiune a elementelor aflate în acest stadiu necesită cheltuieli mari, motiv pentru care se preferă înlocuirea acestora cu elemente de capital fix noi. Curba marcată cu verde (stadiul IV) în figura 6.4 arată cum se poate extinde stadiul funţionării normale şi cum se poate amâna intrarea în stadiul final, dacă se aplică un program coerent şi consistent de mentenanţă pentru UTD şi ATD.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 922
Fig. 6.4. Curba tipică de defectare pentru un element de capital fix de tipul UTD sau ATD

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 923
If3, If4. Funcţia de fiabilitate R(τ) şi Funcţia de repartiţie a timpului de funcţionare F(τ); sunt doi indicatori ce se definesc probabilistic:
R(τ) se defineşte ca fiind probabilitatea ca un UTD sau ATD să funcţioneze fără defectare într-un interval de timp (0,τ); notând cu τd timpul ce se scurge până la apariţia unui fenomen de cedare (defectare), rezultă:
R(τ) = P(τd > τ); ↑
probabilitatea F(τ) se defineşte ca fiind probabilitatea ca un UTD sau
ATD să se defecteze într-un interval de timp (0,τ); cu notaţiile de mai sus, rezultă:
F(τ) = P(τd ≤ τ)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 924
Deoarece evenimentele (τd > τ) şi (τd ≤ τ) sunt contrare, se poate scrie: R(τ) + F(τ) = 1, sau R(τ) = 1 – F(τ); (6.8) de asemenea, există proprietăţile;
R(0) = 1; F(0) = 0, deoarece se examinează fiabilitatea unor produse aflate în bună stare la momentul punerii lor în funcţiune;
R(τ) este descrescătoare, iar F(τ) este crescătoare; 1)(lim ; 0)(lim ==
∞→∞→ττ
ττFR ;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 925
Folosind metodele teoriei probabilităţilor se poate arăta că:
)()(-=) Z( )(
0 τττττ
RR, iardRMTBF′
= ∫∞
; (6.9)
Considerând cazul uzual Z(τ) = λ = ct. rezultă:
CR(τ sau e)R(τ sau -λ sR(τ
(τRλ -λ +=′′
−= )ln)) τ
şi din condiţia τ = 0 ⇒ R(0) = 1 ⇒ C = 0 şi deci λττ λτλτ 1/= ; -1=)( )( MTBFesi FeR −−= . (6.10) Reprezentările grafice (în funcţie de timp) ale indicatorilor R(τ) şi F(τ) în cazul considerării acestor legi (exponenţiale) sunt redate în figura 6.5.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 926
Fig. 6.5. Graficele indicatorilor R(τ) şi F(τ) (în funcţie de timp) în cazul legii exponenţiale de repartiţie a timpului de bună funcţionare a unui element de capital fix

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 927
B. Mentenabilitatea (maintainability, maintenabilité) este proprietatea unui element de capital fix (produs, sistem, maşină, utilaj, aparat etc.) esprimată prin probabilitatea ca acesta să poată fi supravegheat, întreţinut şi reparat într-o anumită perioadă de timp. Această proprietate este legată direct de conceptul numit mentenanţă, definit anterior, cu cele două forme ale sale: mentenanţa preventivă (întreţinerea) şi mentenanţa corectivă (repararea).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 928
Durata de inactivitate a unui UTD sau ATD datorată unei lucrări de mentenanţă corectivă are structura prezentată în schema din figura 6.6. Din analiza acestei scheme rezultă că în cadrul unei lucrări de mentenanţă corectivă timpul efectiv de reparare (durata efectivă de remediere a defecţiunilor) este mult mai mic decât timpul activ de reparare şi acesta este mai mic decât timpul de indisponibilizare a UTD sau ATD datorită defectării (durata de inactivitate). Una din căile de reducere a duratei active de reparare şi a duratei de inactivitate a UTD şi ATD (creşterea mentenabilităţii) constă în îmbunătăţirea organizării lucrărilor de mentenanţă. Această cale de acţiune este eficientă dacă se iau în considerare cei trei factori care influenţează direct mentenabilitatea unui element de capital fix: accesibilitatea, logistica şi service-ul.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 929
Fig. 6.6. Structura duratei de inactivitate a unui element de capital fix la efectuarea unei lucrări de mentenantă corectivă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 930
Accesibilitatea este aptitudinea unui UTD sau ATD de a permite accesul la orice parte componentă în vederea urmăririi modului de funcţionare sau intervenţiei în cazul unor lucrări de mentenanţă (întreţinere, reparare); realizarea unei bune accesibilităţi, factor ce influenţează esenţial durata lucrărilor de mentenanţă, este urmărită încă din faza de proiectare a UTD sau ATD.
Logistica este ansamblul metodelor şi mijloacelor de organizare a unei activităţi sau baza materială (dotări, componente sau piese de schimb, materiale) necesară realizării lucrărilor de mentenanţă la un UTD sau ATD, într-o anumită perioadă de timp. Acţiunea acestui factor asupra mentenabilităţii unui element de capital fix este pozitivă, dacă se cunosc fiabilităţile componentelor acelui element şi se poate face o aprovizionare corespunzătoare a utilizatorului cu piese de schimb şi/sau dacă elemental de capital fix a fost proiectat şi realizat ţinând seama de principiile redondanţei.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 931
Redondanţa este un procedeu de creştere a fiabilităţii UTD sau ATD, constând în prevederea unor elemente (componente) de rezervă. Redondanţa poate fi: activă sau pasivă. Redondanţa activă (redondanţa simplă) constă în prevederea unor componente de rezervă care funcţionează concomitent şi în aceleaşi condiţii de solicitare cu componentele de bază, iar redondanţa pasivă (redondanţa de comutaţie) constă în prevederea unor componente de rezervă care intră succesiv în funcţiune, pe măsură ce componentele de bază se defectează.
Service-ul este un mijloc operativ şi eficient de urmărire a modului de comportare în exploatare a unui UTD sau ATD; poate fi realizat de producătorul UTD sau ATD sau de o firmă specializată. Asigurarea unor lucrări de service oportune şi de calitate determină creşterea mentenabilităţii elementelor de capital fix.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 932
Pentru exprimarea cantitativă a mentenabilităţii se folosesc indicatorii de mentenabilitate. Datele primare necesare definirii acestor indicatori se stabilesc experimental (v. tabelul 6.2). Se folosesc următorii indicatori de mentenabilitate: Im1. Media timpului de reparare MTR; reprezintă raportul dintre timpul total al lucrărilor de mentenanţă corectivă şi numărul acestora; folosind notaţiile din tabelul 6.2 se poate scrie relaţia:
∑
∑
=
=
−= n
jj
n
jj
k
TRMTR
1
1
)1( (6.11)
în care TRj – durata totală a reparaţiilor efectuate la produsul j din eşantionul de produse urmărit în exploatare (v. tabelul 6.2).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 933
Im2. Rata reparaţiilor; reprezintă numărul de reparaţii pe unitatea de timp. Este din punct de vedere matematic, inversul MTR:
MTR1
=μ . (6.12)
Im3. Funcţia de repartiţie a timpului de reparare M(τ/); reprezintă probabilitatea ca un produs să fie reparat într-un interval de timp (0;τ/); notând cu τr durata lucrării de reparaţie rezultă :
M(τ1) = P(τr ≤ τ/) ↑
probabilitatea

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 934
Datorită acestui mod de definire, funcţia M(τ/), ce exprimă direct mentenabilitatea unui produs, are aceleaşi proprietăţi ca şi funcţia F(τ), funcţia de repartiţie a timpului de funcţionare, folosită ca indicator de fiabilitate. Astfel, când rata reparaţiilor este constantă, funcţia M(τ/) are forma exponenţială: μμτ μτ 1/ = ;ct = ; 1)(
// MTReM −−= . (6.13) C. Disponibilitatea (availability, disponibilité) este
proprietatea unui element de capital fix (produs, sistem, maşină, utilaj, aparat etc.), exprimată prin probabilitatea ca acesta să fie în stare de funcţionare în orice moment, în intervalul dintre operaţiile de mentenanţă planificate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 935
Disponibilitatea este o proprietate complexă influenţată atât de fiabilitatea UTD sau ATD cât şi de mentenabilitatea acestuia. Acest fapt este reflectat de modul în care sunt definiţi indicatorii de disponibilitate ai unui UTD sau ATD: Id1. Ponderea timpului de bună funcţionare în durata unui ciclu de utilizare A1; reprezintă raportul dintre MTBF şi suma (MTBF + MTR):
MTRMTBFMTBFA
+=1 . (6.14)
Ţinând seama că λ = 1 / MTBF şi μ =1 / MTR, rezultă:
( ) μλμ
μλλλμ
μλ
λ+
=+
=+
=11
1
1A . (6.15)
Indicatorul A1 consideră disponibilitatea UTD sau ATD în sensul “disponibilităţii de timp”.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 936
Id2. Funcţia de disponibilitate A(τ,τ/); reprezintă funcţia definită prin sumarea probabilistică a fiabilităţii şi mentenabilităţii unui element de capital fix. Pentru deducerea relaţiei analitice a funcţiei A(τ,τ/) se consideră următoarele evenimente şi probabilităţile realizării lor: * evenimentul E0 definit astfel: la timpul (momentul ) τ UTD sau ATD este în stare de funcţionare; rezultă P(E0) = A(τ,τ/) = disponibilitatea UTD sau ATD; * evenimentul E1 definit astfel: UTD sau ATD nu se defectează până la momentul τ; rezultă P(E1) = R(τ) = fiabilitatea UTD sau ATD; * evenimentul E2 definit astfel: UTD sau ATD s-a defectat, dar a fost reparat (într-un timp τ/) până la momentul τ;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 937
* evenimetul E3 definit astfel: UTD sau ATD s-a defectat pâna la momentul τ; rezultă P(E3) = F(τ) = 1 – R(τ); * evenimentul E4 definit astfel: UTD sau ATD s-a reparat într-untimp τ/; rezultă P(E4) = M(τ/). Observând că E2 = E3 ∩ E4, E3 şi E4 fiind evenimente independente, rezultă:
P(E2) = P(E3 ∩ E4) = P(E3) . P(E4) = [1 - R(τ)] M(τ/). Se observă, de asemenea, că E0 = E1 ∪ E2, iar E1 şi E2 sunt incompatibile, adică E1 ∩ E2 = ∅ = evenimentul imposibil (cu probabilitatea nulă) şi rezultă P(E0) = P(E1 ∪ E2) = P(E1) + P(E2); folosind această relaţie şi înlocuind rezultatele obţinute anterior, rezultă: A(τ,τ/) = R(τ) + [1 – R(τ)] M(τ/). (6.16)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 938
Indicatorul de disponibilitate A(τ,τ/) permite compararea elementelor de capital fix prin prisma disponibilităţii la o durată de funcţionare dată şi o durată precizată a timpului de mentenanţă corectivă în caz de defectare. Aplicaţie. Un eşantion de 40 de pompe a fost monitorizat pe parcursul a 4 ani de utilizare, constatându-se apariţia a 65 de defectări (cedări), rata de defectare fiind constantă, fiecare pompă cedând cel puţin o dată. Ştiind că într-o zi de utilizare pompele au funcţionat în medie 12 ore, că repararea unei pompe a necesitat în medie 8 zile de nefuncţionare şi că fiecare pompă a fost oprită în medie 2 zile pe an pentru operaţii de mentenanţă preventivă (întreţinere), să se stabilească: a) indicatorii de fiabilitate ai pompelor; b) mărimea fiabilităţii unei pompe din aceeaşi serie după un an de utilizare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 939
Rezolvare a) Pentru a determina indicatorul If1 – Media timpului de bună funcţionare MTBF se utilizează relaţia (6.6), cu n = 40 (numărul elementelor de capital fix din eşantionul monitorizat în cursul utilizării). Suma de la numărătorul relaţiei, ∑
=
40
1jjTBF se determină astfel:
durata calendaristică a monitorizării fiecărei pompe a fost TME = 4⋅365 + 1 = 1461 zile (având în vedere că în intervalul de 4 ani, unul a fost an bisect);
coeficientul de utilizare a pompelor în cursul monitorizării a fost 5,0
2412
==uϕ ;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 940
suma duratelor de bună funcţionare a tuturor pompelor din eşantion în perioada de monitorizare a fost:
[ ] [ ] zileTMETBFj
uj 28800865)81461(405,0865)42(4040
1=⋅−−=⋅−⋅−=∑
=
ϕ ;
Suma de la numitorul relaţiei este 6540
1=∑
=jjk , numărul
defectărilor înregistrate în intervalul de monitorizare la toate pompele din eşantion.
Ca urmare, zilek
TBFMTBF
n
jj
n
jj
1,44365
28800
1
1 ==⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
=∑
∑
=
=
Pentru a determina If2 – Rata de defectare Z(τ)=λ=ct. se aplică relaţia (6.7); rezultă: zidefectari /002257,0
1,4431
==λ .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 941
Având în vedera că în urma monitorizării eşantionului de pompe a rezultat Z(τ) = λ =ct. (în cursul monitorizării pompele se aflau în stadiul funcţionării normale), indicatorii If3 – Funcţia de fiabilitate R(τ) şi If4 – Funcţia de repartiţie a timpului de funcţionare F(τ) corespund legii exponenţiale de repartiţie a timpului de funcţionare şi au expresiile analitice date de (6.10):
, -1=)( )( 002257,0002257,0 ττ ττ −−= esi FeR
valabile dacă durata / timpul de funcţionare τ se introduce în zile. b. Pentru o pompă din aceaşi serie cu cele din eşantionul monitorizat, durata de funcţionare într-un an (normal) de utilizare este: zileu 5,1813635,0)2365( =⋅=−=ϕτ , iar fiabilitatea are valoarea:
66365,0)( 41,05,181002257,0 === −⋅− eeR τ .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 942
Aplicatie. Aparatele de măsură dintr-un SRM au λ = 0,005 defectări/zi şi μ = 4 reparaţii/zi. a) Să se calculeze indicatorii de disponibilitate ai aparatelor pentru un timp de funcţionare de 200 zile, dacă durata prevăzută pentru operaţii de mentenanţă în caz de defectare este de 8 ore. b) Cum se modifică disponibilitatea aparatelor dacă durata prevăzută pentru mentenanţă în caz de defectare se reduce la 4 ore. Rezolvare a) Deoarece s-a precizat că rata de defectare şi rata reparaţiilor au valori constante, rezultă că sunt valabile legile exponenţiale pentru fiabilitatea şi mentanabilitatea aparatelor şi, ca urmare, fiabilitatea aparatelor are indicatorii:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 943
zileMTBF 200005,011
===λ
; 005,0=λ ; λττ −= eR )( ,
iar mentenabilitatea aparatelor este descrisă prin: orezileMTR 625,0
411
====μ
; ;4=μ/
1)( / μττ −−= eM .
Indicatorii de disponiblitate se calculează cu relaţiile (6.15) şi (6.16), considerând τ = 200 zile şiτ/= 8 ore = 1/3 zile:
99875,04005,0
41 =
+=
+=
μλμA ;
[ ] [ ] 83338,011)()(1)()31,200( 3
14200005,0200005,0/ =⎥⎦
⎤⎢⎣
⎡ −−+=−+=⋅−⋅−⋅− eeeMRRA τττ .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 944
b) Dacă durata prevăzută pentru mentenanţă în caz de defectare devine τ1
/= 4 ore = 1/6 zile, indicatorul A1 nu îşi modifică mărimea, iar indicatorul A(τ,τ1
/) are valoarea: [ ] [ ] 67546,011)()(1)()
61,200( 6
14200005,0200005,0/1 =⎥⎦
⎤⎢⎣
⎡ −−+=−+=⋅−⋅−⋅− eeeMRRA τττ ,
explicaţia fiind că durata mai mică acordată lucrărilor de menenaţă în caz de defectare determină un nivel mai scăzut de restabilire a performanţelor de fiabilitate ale aparatelor (şi, ca urmare, o probabilitate mai mare de defectare ulterioară a acestora).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 945
Aplicaţie. O întreprindere din domeniul transportului şi depozitării hidrocarburilor a comandat unui producător un amestecător care să aibă garantată o disponibilitate A(τ;τ/) = a = 0,95. Care sunt valorile fiabilităţii R(τ) şi mentenabilităţii M(τ/) la care producătorul trebuie să realizeze amestecătorul pentru a-i asigura un cost minim, dacă experienţa sa în domeniul fabricării şi comercializării de amestecătoare a condus la concluzia că mărimea costului unui astfel de aparat este direct proprorţională cu valoarea parametrului
)(11
)(11
/ ττ RMcp −
+−
= .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 946
Rezolvare Utilizând expresia (6.16) a disponibilităţii A(τ;τ/) şi punând
condiţia din enunţ, A(τ;τ/) = a = 0,95, rezultă: [ ] aMRRA =−+= )()(1)(),( // τττττ ⇒
/)
/
(1)()(
τττ
MMaR
−−
= ; (6.17)
reprezentarea grafică a funcţiei R(τ) = q(M(τ/)), descrisă de expresia analitică (6.17), este denumită curbă de izodisponibilitate, deoarece orice punct de pe această curbă, cu coordonatele [R(τ);(M(τ/)], R(τ) ∈ (0;a] şi (M(τ/) ∈ (0;a] asigură o disponibilitate a elementului de capital fix analizat A(τ;τ/) = a.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 947
Introducând R(τ) dat de (6.17) în expresia din enunţ a parametrului cp (direct proporţional cu costul elementului de capital fix analizat), rezultă :
)(11
)(11
/ ττ RMcp −
+−
= ⇒ a
MM
Mqcp −−
+−
==1
)(1)(1
1))((/
//
1
ττ
τ .
Punctele de extrem local ale funcţiei cp =q1(M(τ/)) se află printre rădăcinile primei derivate a acesteia:
[ ] 01
1)(1
1))(( 2/
//1
/ =−
−−
==aM
Mqcp ττ , cu rădăcinile aM −±= 11)( /τ , din
care se află în intervalul (0;a] numai rădăcina aM −−= 11)( /τ , care corespunde unui minim al funcţiei cp = q1(M(τ/)). Introducând această valoare a lui M(τ/) în ecuaţia curbei de izodisponibilitate rezultă aR −−= 11)(τ .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 948
Realizarea amestecătorului cu fiabilitatea aR −−= 11)(τ şi mentenabilitatea aM −−= 11)( /τ asigură îndeplinirea cerinţei A(τ;τ/) = a şi reprezintă soluţia optimă din punctul de vedere al costului aparatului (este soluţia care corspunde costului minim al acetuia). Considerând valoarea a = 0,95 precizată în enunţul aplicaţiei, rezultă că valorile fiabilităţii şi mentenabilităţii care asigură îndeplinirea condiţiei A(τ;τ/) = a şi conduc la costul minim al amestecătorului sunt: 77639,095,011)()( / =−−== ττ MR . Curba de izodisponibilitate R(τ) = q(M(τ/)) şi curba de variaţie a costului cp =q1(M(τ/)) sunt reprezentate în figura 6.7.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 949
Fig. 6.7. Curba de izodisponibilitate şi curba de variaţie a costului în
funcţie de caracteristicile de fiabilitate şi mentenabilitate ale
elementului de capital fix din aplicaţie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 950
3. Sisteme de mentenanţă
Pentru exploatarea UTD şi ATD în condiţiile asigurării fiabilităţii şi disponibilităţii cerute de îndeplinirea rolului lor funcţional, cu asigurarea atingerii durabilităţii lor economice este necesar să existe în întreprinderile profilate pe transportul şi depozitarea hidrocarburilor sisteme de mentenanţă raţional şi funcţional. Prin sistem de mentenanţă se întelege un complex de măsuri organizatorice, tehnice şi economice privind întreţinerea (mentenanţa preventivă) şi repararea (mentenanţa corectivă) UTD şi ATD.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 951
Un sistem de mentenanţă este corespunzător, dacă îndeplineşte următoarele cerinţe:
asigură ca UTD şi ATD să fie disponibile (la parametrii proiectaţi, cu realizarea tuturor cerinţelor funcţionale) un timp îndelungat (la nivelul durabilităţii lor economice), cu un nivel acceptabil (tolerabil) al riscului de producere a accidentelor tehnice sau avariilor;
permite planificarea lucrărilor de mentenanţă în perspectiva apropiată şi îndepărtată, astfel încât acestea să poată fi pregătite corespunzător, iar durata lor să poată fi estimată;
permite evaluarea şi planificarea finanţării lucrărilor de mentenanţă;
asigură un nivel minim al cheltuielilor legate de efectuarea lucrărilor de mentenanţă;
este simplu şi poate fi implementat cu uşurinţă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 952
Există mai multe tipuri de sisteme de mentenanţă : A. Sistemul de mentenanţă după necesităţi nu conţine planificarea lucrărilor de mentenanţă, acestea fiind realizate atunci când UTD sau ATD se defectează. Cu toate că îndeplineşte cu prisosinţă criteriul simplităţii, acest sistem de mentenanţă nu este agreat, deoarece prezintă o serie de dezavantaje:
nu se prognozează ieşirea din funcţie a UTD sau ATD, iar producerea unui astfel de eveniment are adesea caracter de accident tehnic sau de avarie, cu consecinţe importante privind nivelul cheltuielilor implicate de lucrările de mentenanţă;
nu se poate asigura atingerea durabilităţii economice a UTD sau ATD, deoarece componentele acestora se uzează excesiv fără a fi reparate;
UTD sau ATD se caracterizeză prin variaţii imprevizibile ale capacităţii lor funcţionale (disponibilităţii).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 953
B. Sistemul de mentenanţă pe baza constatărilor prevede efectuarea periodică a unor revizii tehnice ale UTD sau ATD şi, pe baza informaţiilor astfel dobândite, programarea reviziei următoare sau a lucrărilor de mentenanţă care se impun. Acestui sistem de mentenanţă îndeplineşte criteriul simplităţii, diminuează riscul de producere a accidentelor tehnice sau avariilor şi permite planificarea lucrărilor de mentenanţă în perspectiva apropiată, dar are o serie de dezavantaje:
nu prevede planificarea lucrărilor de mentenanţă în perspectiva îndepărtată (pe termen lung);
nu asigură pregătirea din timp a lucrărilor de mentenantă; conţinutul şi volumul lucrărilor de mentenanţă se stabilesc
subiectiv (de către personalul care efectuează reviziile tehnice), neexistând proceduri şi normative de mentenanţă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 954
C. Sistemul de mentenanţă preventiv planificată, cu planificare
rigidă prevede elaborarea şi aplicarea riguroasă a unor programe de mentenanţă detaliate (cuprinzând datele precise la care trebuie efectuate lucrările de mentenanţă, caracterul, conţinutul şi tehnologiile acestor lucrări). La datele prevăzute în programul de mentenanţă UTD sau ATD este supus lucrărilor de menetnanţă, indiferent care este starea tehnică a acestora la momentul respectiv.
Acest sistem de mentenanţă este superior celor prezentate anterior, îndeplinind condiţiile de a asigura că UTD şi ATD sunt disponibile un timp îndelungat, cu un nivel acceptabil (tolerabil) al riscului de producere a accidentelor tehnice sau avariilor, de a permite planificarea lucrărilor de mentenanţă în perspectiva apropiată şi îndepărtată şi de a permite evaluarea şi planificarea finanţării lucrărilor de mentenanţă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 955
Cu toate acestea, sistemul de mentenantă preventiv planificată, cu planificare rigidă are şi o serie de dezavantaje greu de neglijat:
implică un volum mare de muncă pentru elaborarea documentaţiei şi procedurilor de implementare a sistemului;
de multe ori, la termenele prevăzute în programul de mentenanţă, se înlocuiesc piese puţin uzate, ceece conduce la un consum neraţional de piese de schimb, iar alte ori, piesele se uzează execesiv înainte de termenul prevăzut pentru lucrările de mentenanţă şi se pot produce accidente tehnice sau avarii.
Acest sistem de mentenanţă dă rezultate bune în întreprinderile care posedă informaţii complete şi detaliate privind fiabilitatea şi mentenabilitatea elementelor de capital fix, pe baza cărora se pot face planificări riguroase ale lucrărilor de mentenanţă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 956
D. Sistemul de mentenanţă preventiv planificată, cu planificare controlată este asemănător celui anterior prezentat, numai că se introduce verificarea planificată a stării tehnice a UTD şi ATD, pe baza căreia se decide asupra modificării sau menţinerii teremenlor prevăzute pentru lucrările de mentenanţă, precum şi asupra modificării sau menţinerii conţinutului şi volumului acestor lucrări.
Evident, implementarea sistemului implică elaborarea documentaţiei şi procedurilor de planificare şi realizare a reviziilor tehnice şi a lucrărilor de mentenanţă, dar, după implementare, suistemul este deosebit de eficient, îndeplinind practic toate condiţiile precizate anterior pentru un sistem de mentenanţă corespunzător: asigură ca UTD şi ATD să fie disponibile un timp îndelungat, permite planificarea lucrărilor de mentenanţă în perspectiva apropiată şi îndepărtată; permite evaluarea şi planificarea finanţării lucrărilor de mentenanţă;asigură un nivel minim al cheltuielilor legate de efectuarea lucrărilor de mentenanţă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 957
La aplicarea sistemului de mentenanţă preventiv planificată, cu planificare controlată se prevăd şi se realizează toate categoriile de intervenţii (la elementele de capital fix) definite anterior: operaţiile de întreţinere; reviziile tehnice (Rt); reparaţiile curente (RC), de gradul I (RC1) şi de gradul II (RC2);reparaţiile capitale (RK).
4. Planificarea lucrărilor de mentenanţă
Planificarea lucrărilor de mentenanţă pentru un element de capital fix presupune: a) stabilirea termenelor la care se realizează lucrările de mentenanţă, precum şi b) volumul lucrărilor, tehnologiile de realizare şi durata acestora, c) necesarul de personal (număr şi calificare), d) necesarul de piese de schimb, materiale tehnologice, scule, dispozitive şi utilaje de lucru, e) costul lucrărilor şi sursa de finanţare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 958
Problema principală, cu grad ridicat de dificultate o
reprezintă stabilirea termenelor de programare a lucrărilor de mentenanţă. Deoarece rezolvarea acestei probleme implică cunoaşterea tuturor detaliilor privind modul de degradare a elementului de capital fix, viteza cu care se produc fenomenele de uzare, implicaţiile degradării asupra funcţionării elementului şi nivelul maxim de uzare admis, respectiv nivelurile minime acceptate ale fiabilităţii şi disponibilităţii etc., odată cu soluţionarea acestei probleme sunt practic definite soluţiile şi pentru celelalte aspecte ale planificării lucrărilor de mentenanţă.
Pentru rezolvarea problemei programării lucrărilor de mentenanţă se utilizează diverse metode, de tipul celor descrise şi comentate în continuare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 959
A. Metoda uzurii globale admisibile presupune cunoaşterea modului în care se uzează componentele elementului de capital fix la care trebuie planificate / programate lucrările de mentenanţă.
Informaţiile privind modul de uzare a acestor componente se sintetizează sub formă de curbe de uzare; aşa cum se poate observa analizând figura 6.8, pentru fiecare componentă a unui element de capital fix, curba de uzare efectivă (cu configuraţia cunoscută de la disciplinele Organe de maşini şi Tribologie, având în abscisă timpul τ, iar în ordonată uzura uc, exprimată, de obicei, în unităţi de lungime) se poate schematiza sub forma unei drepte care trece prin origine, având panta egală cu viteza medie de uzare a componentei respective vu.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 960
Fig. 6.8. Curbele de uzare (efectiva şi schematizată) ale componentelor elementelor de capital fix

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 961
Componentele elementului de capital fix se împart în trei categorii, în funcţie de mărimea vitezei lor de uzare vu (care decide, de fapt, categoria de intervenţie la care trebuie înlocuită sau remediată componenta respectivă); componente cu viteză de uzare mică, la care se intervine numai la RK, componente cu viteză de uzare moderată, la care se intervine la RC2 şi RK şi componente cu viteză de uzare mare, la care se intervine atât la RC1, cât şi la RC2 şi RK.
Componentele se află asamblate, interacţionează şi conlucrează în elementul de capital fix, astfel că atunci când uzura globală (rezultată prin cumularea uzurilor tuturor componentelor) depăşeşte un nivel admisibil elementul de capital fix îşi pierde însuşirile funcţionale esenţiale şi se impune intervenţia prin lucrări de mentenanţă pentru repararea sau înlocuirea unor componente şi readucerea elementului de capital fix la parametrii de funcţionare normală.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 962
Considerând că contribuţia la uzura globală a componentelor din cele trei categorii definite anterior se modifică în timp cu vitezele vumi (pentru componentele cu viteză de uzare mică), vumo (pentru componentele cu viteză de uzare moderată) şi vuma (pentru componentele cu viteză de uzare mare) şi prevăzând câte o intervenţie la momentele când uzura globală (corespunzătoare cumulării uzurilor celor trei categorii de componente) atinge un nivel admisibil uad, se poate construi un grafic de planificare / programare a lucrărilor de mentenanţă, de tipul celui prezentat în figura 6.9.
Semnificaţia unghiurilor βumi, βumo şi βuma este precizată în figura 6.10, iar măsurile acestor unghiuri (în radiani) se pot determina, cunoscând măsurile unghiurilor αumi, αumo şi αuma, corepunzătoare curbelor de uzare schematizate ale celor trei categorii de componente (v. fig. 6.8 – tg αumi = vumi; tg αumo = vumo; tg αuma = vuma ), cu formulele:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 963
umiumiumi varctg==αβ ; [ ] umiumoumiumo vvv arctgarctg −+=β ; (6.18)
[ ] [ ]umoumiumaumoumiuma vvarctvvvarctg +−++=β . Se observă analizând figura 6.9 că la momentele în care uzura
globala atinge valoarea admisibilă uad trebuie să se decidă ce categorie de intervenţie se va face: RC1, RC2 sau RK. Pentru a uşura luarea deciziei se poate preciza o valoare maximă a uzurii globale remanente / reziduale urmax (după efectuarea intervenţiei prin lucrări de mentenanţă).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 964
Fig. 6.9. Graficul de planificare a lucrărilor de mentenanţă, obţinut prin metoda uzurii globale admisibile, pentru un element de capital fix

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 965
Fig. 6.10. Semnificaţia şi modul de determinare a măsurilor unghiurilor βumi, βumo şi βuma din graficul de planificare a lucrărilor de mentenanţă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 966
Aplicaţie. In vederea întocmirii unui grafic de planificare a reparaţiilor (lucrărilor de mentenanţă corectivă) s-a procedat la împărţirea componentelor asamblate într-un UTD în trei categorii, în prima categorie fiind incluse componentele cu viteză mică de uzare, având vumi = 0,052 mm/an, în a doua categorie fiind incluse componentele cu viteză moderată de uzare, având vumo = 0,105 mm/an, iar în a treia categorie fiind incluse componentele cu viteză mare de uzare, având vuma = 0,364 mm/an.
a) Stiind că uzura admisibilă globală a componentelor UTD este uad = 0,8 mm, să se întocmească graficul de planificare a lucrărilor de mentenanţă;
b) Folosind graficul întocmit, să se stabilească după ce durată de funcţionare efectivă a UTD se va planifica prima lucrare de mentenanţă corectiv (reparaţie);
c) Să se precizeze de ce tip va fi prima intervenţie planificată (RC1, RC2 sau RK), dacă se impune ca uzura globală remanentă a UTD (după efectuarea reparaţiei) să fie urmax ≤ 0,4uad şi costul lucrărilor de mentenanţă să fie minim;
d) Care este disponibilitatea A(τ,τ/) a UTD după prima intervenţie, dacă rata de defectare este λ = 0,2 defectări/an, rata reparaţiilor este μ = 2 reparaţii/lună, iar durata primei reparaţii este τ/ = 0,5 luni, dacă se face RC1, sau τ/ = 1 lună, dacă se face RC2 ?

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 967
Rezolvare a) Aplicând formulele (6.18), rezultă următoarele măsuri (în radiani) ale
unghiurilor necesare construirii graficului de planificare a lucrărilor de mentenanţă βumi = 0,051953, βumo = 0,103776 şi βuma = 0,324577. Cunoscând măsurile acestor unghiuri s-a construit (după modelul celui din fig. 6.9) graficul de planificare a lucrărilor de mentenanţă prezentat în figura 6.11.
Ecuaţia dreptei OA din acest grafic este: )(tg umaumoumicu βββτ ++= ⇒ 480306,0gtuc τ= ⇒ τ521,0=cu ; ordonatele punctelor de pe dreapta OA arată cum se
modifică în funţie de timp uzura globală a UTD analizat (determinată de uzarea tuturor celor trei categorii de componente). Ecuaţia dreptei OB din acest grafic este: )(tg umoumicu ββτ += ⇒
155729,0gtuc τ= ⇒ τ157,0=cu ; ordonatele punctelor de pe dreapta OB arată cum se modifică în timp contribuţia în uzura globala a uzurii componentelor cu viteză de uzare moderată şi mică. Ecuaţia dreptei OF din acest grafic este: )(tg umicu βτ= ⇒ 051953,0gtuc τ= ⇒
τ052,0=cu ; ordonatele punctelor de pe dreapta OF arată cum se modifică în timp contribuţia în uzura globala a uzurii componentelor cu viteză de uzare mică .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 968
Fig. 6.11. Graficul de planificare a lucrărilor de mentenanţă, obţinut prin metoda uzurii globale admisibile, pentru elementul de capital fix considerat în aplicaţie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 969
b) Durata de funcţionare efectivă a UTD până la planificarea primei lucrări de mentenanţă corectivă corespunde abscisei τ a punctului A, în care dreapta OA intersectează dreapta mmuu adc 8,0== :
luniani 4,18536,1521,08,0
===τ .
c) Pe graficul din figura 6.11 se observă că, dacă prima intervenţie este RC1 (la care se înlocuiesc sau se repară numai componentele cu viteză de uzare mare), uzura globală remanentă corespunde ordonatei punctului B :
mmummu rc 32,0241,0536,1157,0 max =<=⋅= . Evident, dacă prima intervenţie va fi RC2, uzura globală remanentă
ar fi mai mică ( max080,0536,1052,0 rc ummu <<=⋅= ), dar acestă intervenţie este mai scumpă (la RC2 trebuie înlocuite sau reparate atât componentele cu viteză de uzare mare, cât şi cele cu viteză de uzare moderată).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 970
d) Disponibilitatea A(τ,τ/) după prima intervenţie (RC1) de mentenanţă corectivă se calculează cu formula (6.16), în care se introduce rata de defectare λ = 0,2 defectări/an şi τ = 1,536 ani, rata reparaţiilor μ = 2 reparaţii/lună şi durata primei reparaţii τ/ = 0,5 luni:
[ ] [ ][ ] 9027,011)()(1)()5,0;536,1( 5,02536,12,0536,12,0/ =−−+=−+= ⋅−⋅−⋅− eeeMRRA τττ . Dacă se are în vedere faptul că la sfârşitul primei perioade de
exploatare (τ = 1,536 ani) fiabilitatea UTD este 7355,0)( 536,12,0 == ⋅−eR τ , rezultatul obţinut (A(τ,τ/) = 0,9027) poate fi interpretat ca exprimând nivelul la care intervenţia prin lucrările de mentenanţă efectuate reface fiabilitatea UTD.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 971
B. Metoda fiabilităţii minime admisibile presupune cunoaşterea indicatorilor de fiabilitate, mentenabilitate şi disponibilitate ai elementului de capital fix la care trebuie planificate / programate lucrările de mentenanţă.
Principiul metodei este descris în continuare, considerând că indicatorii de fiabilitate, mentenabilitate şi disponibilitate ai elementului de capital fix analizat corespund legilor exponenţiale definite anterior (rata de defectare λ şi rata reparaţiilor μ sunt constante).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 972
Dacă elementul de capital fix are fiabilitatea iniţială R(τ0) < 1 şi fiabilitatea minimă admisibilă R(τad) < 1, atunci durata sa de funcţionare efectivă până la prima intervenţie cu lucrări de mentenanţă corectivă τf1 se poate estima astfel:
0)( 0λττ −= eR ⇒
λττ )(ln 0
0
R−= şi adeR ad
λττ −=)( ⇒ λττ )(ln ad
ad
R−= ⇒
)()(ln1
001 τ
τλ
τττRR ad
adf −=−= . (6.19)
După ce elementul de capital fix a funcţionat perioada de timp τf1 se face o lucrare de mentenanţă cu durata τ/ (considerată proporţională cu complexitatea operaţiilor tehnologice care se execută şi cu numărul componentelor care se înlocuiesc sau se recondiţionează), iar nivelul fiabilităţii asigurat după realizarea acesteia va deveni egal cu mărimea disponibilităţii A(τad,τ/):
[ ] [ ][ ]/
11)()(1)(),( // μτλτλττττττ −−− −−+=−+= eeeMRRA adad
adadad .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 973
Creşterea fiabilităţii datorită lucrărilor de mentenanţă este egală cu [ ][ ]/
11 μτλτ −− −− ee ad şi poate fi modificată prin alegerea convenabilă a duratei de mentenanţă τ/, în funcţie de mărimea căreia se poate preciza care este categoria intervenţiei efectuate (RC1, RC2 sau RK).
În continuare se consideră că elementul de capital fix are fiabilitatea iniţială A(τad,τ/) <1 şi fiabilitatea minimă admisibilă R(τad)<1 şi, procedând ca mai înainte, se determină durata sa de funcţionare efectivă până la următoarea intervenţie cu lucrări de mentenanţă corectivă. Categoria lucrărilor de mentenantă care trebuie realizate se poate decide cu uşurinţă dacă se stabileşte o durată minimă de funcţionare a elementului de capital fix între două intervenţii τfmin.
Aplicând principiile expuse mai înainte, se poate construi un grafic de planificare / programare a lucrărilor de mentenanţă, de tipul celui prezentat în figura 6.12.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 974
Fig. 6.12. Graficul de planificare a lucrărilor de mentenanţă, obţinut prin metoda fiabilităţii minime admisibile, pentru un element de capital fix

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 975
O variantă de aplicare a metodei fiabilităţii minime admisibile rezultă din rezolvarea următoarei aplicaţii.
Aplicaţie. Un UTD este fabricat cu o fiabilitate iniţială R(τ0) = 0,95 şi are rata de defectare λ = 0,285 defectări/an şi rata reparaţiilor μ = 1,0 reparaţii/lună. Pentru exploatarea UTD s-au stabilit două condiţii : UTD funcţionează efectiv între intervenţiile de mentenanţă o perioadă τf = 3 ani; în cursul funcţionării fiabilitatea nu trebuie să fie mai mică decât minR(τad) = e-1 = 0,367879.
a) Să se întocmească graficul de planificare a lucrărilor de mentenanţă la acest UTD folosind metoda fiabilităţii minime admisibile;
b) Ştiind că durata unei RC1 este τ/ = 1,5 luni , iar a unei RC2 este τ/ = 2,5 luni, să se precizeze din ce categorie va fi prima intervenţie planificată (RC1 sau RC2), pentru a fi îndeplinite condiţiile precizate anterior, iar costul lucrărilor de mentenanţă să fie minim.
c) Să se precizeze din ce categorie va fi a doua intervenţie planificată (RC1 sau RC2).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 976
Rezolvare a) Adaptând formulele (6.19) la condiţiile aplicaţiei, rezultă:
R(τ0) = 0,95 ⇒ aniR 180,0285,0
95,0ln)(ln 00 =−=−=
λττ ;
deoarece τf1 =τf = 3 ani , rezultă pentru prima perioadă de funcţionare anifad 180,3180,030 =+=+= τττ şi )(min404,0)( 180,3285,0
adad ReeR ad ττ λτ >=== ⋅−− . În cursul primei perioade de funcţionare, variabila τ se înscrie în domeniul τ ∈ [0;τf], iar fiabilitatea UTD se micşorează pe o curbă de ecuaţie
)180,0(285,0)( 0)( +−+− == τττλτ eeR , atingând la sfârşitul perioadei valoarea )(min404,0)( adad RR ττ >= .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 977
După prima perioadă de funcţionare se efectuează o intervenţie de mentenanţă, care reface fiabilitatea UTD pe o curbă de ecuaţie:
[ ][ ] [ ]// 12/ 1596,0404,011),( τμτλτλτττ ⋅−−−− −+=−−+= eeeeA adad
ad , τ/ fiind durata intervenţiei; considerând că intervenţia este RC1, rezultă că τ/ ∈ [0; 1,5 luni = 0,125 ani] şi , ca urmare, la sfârşitul acesteia fiabilitatea este refăcută la nivelul (iniţial pentru etapa a doua de funcţionare)
[ ] 867,01596,0404,0),()( 125,012/0 =−+== ⋅−eAR ad τττ .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 978
Procedând ca mai înainte, rezultă pentru perioada a doua de funcţionare R(τ0) = 0,867⇒ aniR 501,0
285,0867,0ln)(ln 0
0 =−=−=λττ ; deoarece
τf2 = τf = 3 ani , rezultă pentru a doua perioadă de funcţionare anifad 501,3501,030 =+=+= τττ şi )(min369,0)( 501,3285,0
adad ReeR ad ττ λτ >=== ⋅−− . În cursul celei de-a doua perioade de funcţionare, variabila τ se înscrie în domeniul τ ∈ [0;τf], iar fiabilitatea UTD se micşorează pe o curbă de ecuaţie )501,0(285,0)( 0)( +−+− == τττλτ eeR , atingând la sfârşitul perioadei valoarea
)(min369,0)( adad RR ττ >= .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 979
După a doua perioadă de funcţionare se efectuează o nouă intervenţie de mentenanţă, care reface fiabilitatea UTD pe o curbă de ecuaţie: [ ][ ] [ ]// 12/ 1631,0369,011),( τμτλτλτττ ⋅−−−− −+=−−+= eeeeA adad
ad , τ/ fiind durata intervenţiei. Considerând că intervenţia este RC1, rezultă că τ/ ∈ [0; 1,5 luni = 0,125 ani] şi , ca urmare, la sfârşitul acesteia fiabilitatea este refăcută la nivelul (iniţial pentru etapa a treia de funcţionare)
[ ] 859,01631,0369,0),()( 125,012/0 =−+== ⋅−eAR ad τττ . Dacă intervenţia este
RC2, rezultă că τ/ ∈ [0; 2,5 luni = 0,208 ani] şi , ca urmare, la sfârşitul acesteia fiabilitatea este refăcută la nivelul (iniţial pentru etapa a treia de funcţionare) [ ] 948,01631,0369,0),()( 208,012/
0 =−+== ⋅−eAR ad τττ .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 980
Procedând ca mai înainte şi considerând că a doua intervenţie de mentenanţă a fost RC1, rezultă pentru perioada a treia de funcţionare R(τ0) = 0,859 ⇒ aniR 533,0
285,0859,0ln)(ln 0
0 =−=−=λττ ; deoarece τf2 = τf = 3
ani, rezultă pentru a treia perioadă de funcţionare anifad 533,3533,030 =+=+= τττ şi )(min365,0)( 533,3285,0
adad ReeR ad ττ λτ <=== ⋅−− . În cursul celei de-a doua perioade de funcţionare, variabila τ se înscrie în domeniul τ ∈ [0;τf], iar fiabilitatea UTD se micşorează pe o curbă de ecuaţie )533,0(285,0)( 0)( +−+− == τττλτ eeR , atingând la sfârşitul perioadei valoarea
)(min365,0)( adad RR ττ <= ; deoarece )(min)( adad RR ττ < , rezultă că cea de-a doua intervenţie de mentenanţă nu poate fi RC1.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 981
Procedând ca mai înainte şi considerând că a doua intervenţie de mentenanţă este RC2, rezultă pentru perioada a treia de funcţionare R(τ0) = 0,948 ⇒ aniR 187,0
285,0948,0ln)(ln 0
0 =−=−=λττ ; deoarece τf2 = τf = 3 ani,
rezultă pentru a doua perioadă de funcţionare anifad 187,3187,030 =+=+= τττ şi )(min403,0)( 187,3285,0
adad ReeR ad ττ λτ >=== ⋅−− . În acest caz, în cursul celei de-a treia perioade de funcţionare, variabila τ se înscrie în domeniul τ ∈ [0;τf], iar fiabilitatea UTD se micşorează pe o curbă de ecuaţie )187,0(285,0)( 0)( +−+− == τττλτ eeR , atingând la sfârşitul perioadei valoarea )(min403,0)( adad RR ττ >= . Pe baza raţionamentelor şi calculelor efectuate s-a construit graficul de planificare a lucrărilor de mentenanţă prezentat în tabelul 6.13.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 982
Fig. 6.13. Graficul de planificare a lucrărilor de mentenanţă, obţinut prin metoda fiabilităţii minime admisibile, pentru UTD considerat în aplicaţie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 983
b) Prima intervenţie planificată trebuie să fie RC1; aşa cum a rezultat din calculele efectuate, după aplicarea RC1 fiabilitatea UTD este refăcută la nivelul 0,867, iar după perioada a doua de funcţionare (cu durata τf = 3 ani) aceasta scade până la nivelul 0,369, menţinându-se deci în toată această perioadă deasupra valorii minime admisibile minR(τad) = 0,367879.
c) A doua intervenţie planificată trebuie să fie RC2; aşa cum a rezultat din calculele efectuate, după aplicarea RC2 fiabilitatea UTD este refăcută la nivelul 0,948, iar după perioada a treia de funcţionare (cu durata τf = 3 ani) aceasta scade până la nivelul 0,403, menţinându-se deci în toată această perioadă deasupra valorii minime admisibile minR(τad) = 0,367879. A doua intervenţie planificată nu poate fi RC2, deoarece, aşa cum a rezultat din calcule, după aplicarea RC1 fiabilitatea UTD este refăcută la nivelul 0,859, iar după perioada a treia de funcţionare (cu durata τf = 3 ani) aceasta scade până la nivelul 0,365, situat sub valoarea minimă admisibilă minR(τad) = 0,367879.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 984
5. Problemele tehnologice de bază la repararea UTD şi ATD Efectuarea lucrărilor de mentenanţă la elementele de capital fix de tipul UTD sau ATD implică în mod obişnuit rezolvarea următoarelor probleme tehnologice:
restabilirea calităţii ajustajelor dintre componentele UTD sau ATD ;
repararea / recondiţionarea componentelor deteriorate (uzate, corodate, fisurate sau rupte etc.) ale UTD sau ATD. În acest subcapitol se prezintă principiile rezolvării acestor probleme tehnologice.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 985
5.1. Restabilirea calităţii ajustajelor UTD sau ATD În foarte multe cazuri, funcţionarea UTD sau ATD este influenţată esenţial de menţinerea la parametrii proiectaţi a ajustajelor (în principal cu joc) din construcţia acestora. Ca urmare, multe din lucrările de mentenanţă aplicate UTD sau ATD au ca scop restabilirea calităţii ajustajelor (cu sau fără restabilirea dimensiunilor iniţiale ale componentelor / pieselor conjugate, de tip arbore şi de tip alezaj, care formează ajustajele). Principalele metode de restabilire a ajustajelor folosite în practica industrială sunt prezentate în continuare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 986
A. Metoda dimensiunilor sau treptelor de reparaţii foloseşte următoarele principii pentru elaborarea procedurii de restabilire a ajustajelor cu joc din construcţia UTD sau ATD:
componenta / piesa din compunerea ajustajului mai scumpă sau mai puţin uzată se recondiţionează prin prelucrare pe suprafaţa activă (care participă efectiv la formarea ajustajului) în vederea eliminării urmelor de uzură de pe aceasta şi aducerii sale la starea / calitatea iniţială (corespunzătoare componentei / piesei noi);
cea de-a doua componentă / piesă din compunerea ajustajului se înlocuieşte cu o piesă de schimb, fabricată dinainte, la dimensiuni şi cu abateri admisibile stabilite astfel încât piesa de schimb să formeze cu piesa conjugată recondiţionată un ajustaj cu calitatea identică ajustajului existent în UTD sau ATD nou.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 987
Dimensiunile la care se prelucrează piesa care se recondiţionează din alcătuirea ajustajului şi se realizează piesele de schimb care se asamblează cu piesa recondiţionată (la efectuarea lucrărilor de mentenanţă având ca scop restabilirea ajustajului) sunt denumite dimensiuni sau trepte de reparaţii. Procedura de restabilire a ajustajelor prin aplicarea acestei metode se elaborează încă din faza de proiectare şi fabricare a UTD sau ATD şi se bazează pe următoarea metodologie de stabilire a dimensiunilor sau treptelor de reparaţii, prezentată considerând că:
suprafeţele ambelor piese care formează ajustajul sunt prelucrate prin aşchiere;
la restabilirea ajustajului se recondiţionează piesa tip arbore; piesa de tip alezaj este confecţionată, în prealabil, ca piesă de
schimb:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 988
a) Se precizează, ca date de intrare, caracteristicile ajustajului care se asigură în UTD sau ATD nou: dimensiunea nominală şi abaterile admisibile (câmpul de toleranţă) pentru piesa tip arbore s
i
aad
şi valorile jocului minim Jmin şi jocului maxim Jmax. b) Considerând cerinţele funcţionale ale UTD sau ATD,
particularităţile degradării în cursul exploatării a piesei de tip arbore şi tehnologia de fabricare a acesteia, se stabilesc: ua – modificarea maxim acceptată a diametrului arborelui datorită uzării între două reparaţii; An – adaosul de prelucrare (diametral) pentru recondiţionarea arborelui (readucerea suprafeţei active a arborelui la calitatea corespunzătoare piesei noi) la efectuarea unei reparaţii.
c) Se stabileşte damin – valoarea minimă a diametrului piesei de tip arbore pentru care această piesă mai poate asigura funcţionarea în siguranţă a UTD sau ATD; în mod obişnuit, damin = (0,95...0,97)d.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 989
d) Se determină numărul nr de reparaţii care se pot efectua în vederea restabilirii ajustajului, punând condiţia ca UTD sau ATD care conţine ajustajul să funcţioneze în siguranţă după fiecare intervenţie de menetnanţă; ştiind că la fiecare reparaţie diametrul arborelui se micşorează cu Δ = ua + An şi că funcţionarea în siguranţă a UTD sau ATD impune ca diamatrul arborelui din compunerea ajustajului să fie mai mare decât damin,rezultă următoarea condiţie de funcţionare în siguranţă a UTD sau ATD după ultima reparaţie admisă:
minaar dund ≥−Δ− ⇒ Δ
−−≤ aa
r
uddn min ,
din care rezultă următoarea formulă pentru determinarea nr:
na
aar Au
uddn+
−−= min , (6.20)
X reprezentând partea întreagă a numărului real X.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 990
e) Se calculează pentru fiecare treaptă de reparaţie dimensiunile la care se recondiţionează prin prelucrare mecanică (aşchiere) piesa tip arbore şi se realizează (ca piesă de schimb) piesa tip alezaj:
piesa tip arbore se prelucrează la diametrul nominal di = d–iΔ, i = 1...nr , cu abaterile admisibile ai şi as, la fel ca la piesa nouă ( s
i
a
aid ); piesa tip alezaj se realizează la acelaşi diametru nominal ca şi
arborele Di = di, i = 1...nr; abaterile admisibile la piesa tip alezaj (Ai, As) se stabilesc
punând condiţia ca ajustajul restabilit să aibă aceleaşi dimensiuni Jmin şi Jmax ca şi ajustajul existent în UTD sau ATD nou:
Jmax = Di,max – di,min = di + As – di – ai = As – ai ⇒ As = Jmax + ai, i = 1...nr; Jmin = Di,min – di,max = di + Ai – di – as = Ai – as ⇒ Ai = Jmin + as, i = 1...nr,
rezultând asfel că abaterile admisibile Ai şi As trebuie să fie la fel ca la piesa nouă.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 991
Evident, dacă la restabilirea ajustajului se recondiţionează piesa tip alezaj, iar piesa de tip arbore este confecţionată, în prealabil, ca piesă de schimb, metodologia prezentată anterior pentru stabilirea dimensiunilor sau treptelor de reparaţi rămâne valabilă, intervenind însă următoarele adaptări:
În etapa c) se stabileşte Damax – valoarea maximă a diametrului piesei de tip alezaj pentru care această piesă mai poate asigura funcţionarea în siguranţă a UTD sau ATD; în mod obişnuit, Damax = (1,05...1,07)d.
În etapa e) se foloseşte următoarea condiţie de funcţionare în siguranţă a UTD sau ATD după ultima reparaţie admisă:
maxaar Dund ≤+Δ+ ⇒ Δ
−−≤ aa
r
udDn max ,
din care rezultă următoarea formulă pentru determinarea nr:
na
aar Au
udDn
+−−
= max , (6.21)
X reprezentând partea întreagă a numărului real X.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 992
Aplicaţie. Un UTD conţine un ajustaj cu joc ∅4577
fH , realizat
între o piesă tip arbore şi o piesă tip alezaj. Uzura admisibilă la diametrul arborelui la un ciclu de funcţionare este ua = 0,15 mm, adaosul de prelucrare la diametru la o reparaţie este An = 0,1 mm, iar diametrul minim admisibil al arborelui este damin = 44 mm.
Considerând că se aplică metoda treptelor de reparaţii (cu recondiţionarea piesei tip arbore şi înlocuirea piesei tip alezaj), să se determine: numărul treptelor de reparaţii; dimensiunile de recondiţionare a piesei tip arbore şi dimensiunile pieselor de tip alezaj (care se confecţionează ca piese de schimb) pentru fiecare treaptă de reparaţie.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 993
Rezolvare Pentru rezolvarea aplicaţiei se parcurg pe rând etapele din
metodologia anterior prezentată: a) Diametrul nominal al pieselor care formează ajustajul (în
UTD nou) este d = D = 45 mm. Piesa tip arbore are diametrul ∅45f7 ⇒ 025,0
050,045−−=s
i
aad , adică
d = 45 mm, ai = -0,050 mm şi as = -0,025 mm. Piesa tip arbore are diametrul ∅45H7 ⇒ 025,0
045+=s
i
AAD , adică
D = d = 45 mm, Ai = 0 mm şi As = +0,025 mm. Jmax = Dmax – dmin = 45 + 0,025 – 45 + 0,050 = 0,075 mm. Jmin = Dmin – dmax = 45 + 0 – 45 + 0,025 = 0,025 mm. b) Aşa cum se precizează în enunţul aplicaţiei, ua = 0,15 mm
şi An = 0,1 mm.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 994
c) Enunţul problemei precizează că damin = 44 mm. d)Folosind datele precizate anterior, rezultă, aplicând
formula (6.20), numărul reparaţiilor care se pot efectua nr: 34,3
1,015,015,04445min ==
+−−
=+
−−=
na
aar Au
uddn .
e)Dimensiunile pieselor care formează ajustajul vor fi: la prima reparaţie:
piesa tip arbore 025,0050,01 75,44 −
−=s
i
a
ad ; piesa tip alezaj 025,001 75,44 +=s
i
A
AD ; la a doua reparaţie:
piesa tip arbore 025,0050,02 50,44 −
−=s
i
a
ad ; piesa tip alezaj 025,002 50,44 +=s
i
A
AD ; la a treia reparaţie:
piesa tip arbore 025,0050,03 25,44 −
−=s
i
a
ad ; piesa tip alezaj 025,003 25,44 +=s
i
A
AD .

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 995
B. Metoda compensării uzurii unei piese din compunerea ajustajului cu o piesă de adaos foloseşte următoarele principii pentru elaborarea procedurii de restabilire a ajustajelor cu joc din construcţia UTD sau ATD:
componenta / piesa din compunerea ajustajului mai puţin uzată se recondiţionează prin prelucrare pe suprafaţa activă (care participă efectiv la formarea ajustajului) în vederea eliminării urmelor de uzură de pe aceasta şi aducerii sale la starea / calitatea iniţială (corespunzătoare componentei / piesei noi);
componenta / piesa din compunerea ajustajului uzată mai accentuat se recondiţionează prelucrând suprafaţa activă (care participă efectiv la formarea ajustajului) în vederea eliminării urmelor de uzură de pe aceasta şi aplicând apoi peste ea o piesă de adaos care compensează pierderile de material datorită uzurii şi asigură restabilirea ajustajului la calitatea corespunzătoare UTD sau ATD nou.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 996
Dacă componenta / piesa care se recondiţionează este de tip arbore, piesa de adaos va fi de tip manşon, dacă componenta / piesa care se recondiţionează este de tip alezaj, piesa de adaos va fi de tip bucşă, iar dacă componenta / piesa care se recondiţionează este plană, piesa de adaos va fi de tip placă. Piesa de adaos (care se aplică pe componenta / piesa mai uzată a ajustajului) se poate realiza din acelaşi material ca şi componenta / piesa care se recondiţionează sau dintr-un alt material, dacă acesta asigură satisfacerea tuturor condiţiilor tehnice impuse componentei / piesei care se recondiţionează. Piesele de adaos de tip manşon sau bucşă se fixează de obicei pe piesele care se recondiţionează prin strângere / fretare, cu sau fără asigurarea îmbinărilor prin sudare sau folosind elemente filetate (şuruburi), iar piesele de ados de tip placă se fixează pe piesele care se recondiţionează prin sudare, prin lipire şi/sau cu elemente filetate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 997
Problema tehnologică principală care trebuie rezolvată la fixarea pieselor de adaos de tip manşon sau bucşă pe piesele care se recondiţionează o constituie determinarea mărimii strângerii dintre acestea pentru a se realiza îmbinarea lor sigură, fără riscul defacerii acesteia în cursul funcţionării UTD sau ATD care conţine ajustajul restabilit prin aplicarea lucrărilor de mentenanţă. Considerând că dimensiunile componentelor (piesa care se recondiţionează şi piesa de adaos) care se îmbină cu strângere sunt cele precizate în schiţele din figura 6.14, metodologia prin care se determină mărimea strângerii necesare este următoarea:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 998
Fig. 6.14. Schiţa compensării uzurii unei piese din compunerea unui ajustaj folosind o piesă de adaos

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 999
a) Cunoscând caracteristicile solicitării mecanice în exploatare a componentelor UTD sau ATD care formează ajustajul a cărei calitate se restabileşte, se determină mărimea presiunii de contact pc, care trebuie creată pe suprafeţele de contact (cu diametrul d – v. fig. 6.14) ale piesei care se recondiţionează şi ale piesei de adaos.
Dacă în cursul exploatării acţionează o forţă axială Fa, care tinde să extragă piesa de adaos de pe piesa pe care a fost aplicată, mărimea presiunii de contact pc se adoptă astfel:
cca pdLF μπ≤ ⇒ μπ c
ac dL
Fp ≥ , (6.22)
μ fiind coeficientul de frecare de alunecare dintre piesa care se recondiţionează şi piesa de adaos.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1000
Dacă în cursul exploatării acţionează un moment de torsiune Mt, care tinde să rotească piesa de adaos pe piesa pe care a fost aplicată, mărimea presiunii de contact pc se adoptă astfel:
2dpdLM cct μπ≤ ⇒ μπ c
tc Ld
Mp 2
2≥ . (6.23)
b) Se determină mărimea strângerii Sc care trebuie realizată între piesa care se recondiţionează şi piesa de adaos pentru ca pe suprafeţele de contact ale acestor piese să se genereze presiunea de contact (cu valoarea adoptată anterior) pc: ( )paprc uuS += 2 , (6.24)
în care pru şi pau sunt deplasările radiale produse (prin acţiunea presiunii de contact pc) suprafeţei de contact a piesei care se recondiţionează, respectiv a piesei de adaos.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1001
Pentru determinarea deplasărilor radiale pru şi pau se folosesc formulele cunoscute de la Rezistenţa materialelor – Tuburi cu pereţi groşi:
dacă piesa care se recondiţionează este tip alezaj (fig. 6.14 a ): [ ]2
2)1()1(
)1(2 prprprprpr
cpr k
kEdpu νν ++−−
= , (6.25)
[ ])1()1()1(2
22 papapapapa
cpa k
kEdpu νν ++−−
= , (6.26)
în care Epr şi Epa reprezintă modulul de elasticitate (Young) al materialului piesei care se recondiţionează şi al materialului piesei de adaos, νpr şi νpa – coeficientul contracţiei transversale (Poisson) pentru materialele celor două piese care se îmbină, iar
ddk eA
pr = şi ib
pa ddk = ; dacă piesa care se
recondiţionează este masivă, având deA > > d, kpr → ∞ şi (6.25) devine: )1(
2 prpr
cpr E
dpu ν+= . (6.27)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1002
dacă piesa care se recondiţionează este tip arbore (fig. 6.14 b ): [ ]2
2)1()1(
)1(2 papapapapa
cpa k
kEdpu νν ++−−
= , (6.28)
[ ])1()1()1(2
22 prprprprpr
cpr k
kEdpu νν ++−−
= , (6.29)
în care Epr şi Epa , νpr şi νpa au semnificaţiile precizate anterior, iar ia
pr ddk = şi
ddk em
pa = ; dacă piesa care se recondiţionează este plină, având dia = 0, kpr → ∞
şi (6.29) devine: )1(
2 prpr
cpr E
dpu ν−= . (6.29)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1003
Pentru cazurile uzuale, în care piesele de adaos sunt confecţionate din acelaşi material cu piesele care se recondiţionează şi, ca urmare: Epr = Epa = E şi νpr = νpa = ν, mărimea strângerii Sc se calculează astfel :
12
2
2
−=
pa
pacc k
kEpdS , (6.30)
cu ib
pa ddk = la bucşarea unei piese tip alezaj masive sau
ddk em
pa = la
manşonarea unei piese tip arbore plin.
Temă. Concepeţi şi rezolvaţi o aplicaţie privind utilizarea metodei de restabilirea a ajustajelor cu joc din construcţia UTD sau ATD prin compensarea uzurii uneia din piesele ajustajului cu o piesă de adaos.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1004
C. Metoda compensării uzurii unei piese din compunerea ajustajului folosind încărcarea acesteia prin sudare, metalizare, depunere electrochimică etc. are la bază aceleaşi principii ca şi metoda precedentă, numai că pentru compensarea uzurii se foloseşte (în locul piesei de adaos) încărcarea suprafeţei uzate printr-un procedeu tehnologic adecvat.
Metoda este uşor de aplicat, cu condiţia ca materialul din care este confecţionată piesa uzată şi particularităţile constructive ale suprafeţei care trebuie încărcată să permită depunerea de material pentru compensarea uzurii în condiţii tehnico – economice convenabile.
D. Metoda înlocuirii ambelor piese din compunerea ajustajului cu piese de schimb noi asigură restabilirea ajustajelor cu joc din construcţia UTD şi ATD la caracteristicile de calitate existente pe aceste elemente de capital fix noi.

Universitatea Petrol – Gaze din Ploieşti Facultatea de Inginerie Mecanică şi Electrică
Prof. univ. dr. ing. Gheorghe ZECHERU
TEHNOLOGIA CONSTRUCTIEI SI MENTENANTA UTILALELOR DE TRANSPORT
SI DEPOZITARE – TCMUTD – C 23,24
PLOIESTI, 2008

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1005
BIBLIOGRAFIA DE BAZA
1. Raşeev D., Zecheru Gh., Tehnologia fabricării aparaturii – instalaţiilor statice – petrochimice şi de rafinării, Editura Tehnică, Bucureşti, 1982
2. * * * PT C4/1 – 2003 Cerinţe tehnice privind montarea, instalarea, exploatarea, repararea şi verificarea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 929 bis / 23.12.2003)
3. * * * PT C4/2 – 2003 Ghid pentru proiectarea, construirea, montarea şi repararea recipientelor metalice stabile sub presiune, ISCIR ( M.O. 70 bis / 28.01.2004)
4. * * * Normele tehnice privind proiectarea, executarea şi exploatarea sistemelor de alimentare cu gaze naturale, ATDobate prin Ordinul Ministrului Economiei şi Comerţului nr. 58/2004 (M.O. 173/27.02.04)
5. * * * Norme tehnice pentru proiectarea şi execuţia conductelor de alimentare din amonte şi de transport gaze naturale, ATDobate prin Decizia ANRGN nr. 1220/07.11.2006 (M.O. 960/29.11.2006)
6. * * * EN 13445 Unfired pressure vessels, CEN Bruxel, 2002 7. * * * EN 1011 Welding – Recommendations for welding of metallic materials 8. * * * API Specification 5L:2004 (American Petroleum Institute – API), Specification for line pipe 9. * * * API Standard 650, Welded Steel Tanks for Oil Storage 10. * * * API Standard 579:2005, Recommended practice for Fitness for Service and continued operation of
equipment (piping, vessels and tanks)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1006
5.2. Recondiţionarea prin deformare plastică a componentelor UTD sau ATD
Pentru recondiţionearea pieselor / componentelor UTD şi
ATD se pot utiliza mai multe procedee tehnologice având la bază deformarea plastică.
A. Recondiţionarea prin îndreptare se aplică pieselor de tip placă şi de tip arbore care au suferit în cursul utilizării deformaţii remanente generale sau locale care le afectează precizia formei. Îndreptarea pieselor se poate realiza prin deformare plastică la rece sau la cald, aplicând principiile, folosind echipamentele şi utilizând regimurile de lucru descrise în Scap. II.2.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1007
B. Recondiţionarea prin refulare se aplică la piesele de dimensiuni medii şi mici, confecţionate din materiale metalice cu plasticitate bună (alame şi bronzuri monofazice α, aliaje pe bază de aluminiu, oţeluri cu conţinut scăzut de carbon etc.), de tipul bolţurilor, bucşelor sau manşoanelor. Prin refulare se urmăreşte micşorarea diametrului interior al pieselor şi mărirea diametrului lor exterior, pe seama reducerii înălţimii, în acest fel compensându-se modificările de diametru cauzate de uzarea acestor tipuri de piese în cursul utilizării.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1008
C. Recondiţionarea prin presare din interior sau din exterior constă în deformarea radială a pieselor de tip bucşă sau manşon în scopul refacerii diametrului suprafeţei lor active (exterioare sau interioare), modificat datorită uzării acestei suprafeţe.
Piesele uzate la exterior se recondiţionează prin presare din interior, iar cele uzate la interior – prin presare din exterior. Modul de aplicare a acestui procedeu este descris de schiţa din figura 6.15, care prezintă modul de recondiţionare prin presare din exterior a unei piese de tip bucşă uzată la interior. Prin presare din exterior se restabileşte diametrul suprafeţei intrioare uzate, cu un adaos de prelucrare pentru îndepărtarea urmelor de uzare; dacă modificarea diametrului exterior datorită presării împiedică îndeplinirea rolului funcţional pe care îl are piesa în UTD sau ATD din care face parte, se poate proceda la reconstituirea diametrului exterior folosind încărcarea prin sudare, metalizarea sau aplicarea unei piese de adaos.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1009
Fig. 6.15. Modul de recondiţionare prin presare din exterior a unei piese
de tip bucşă uzată la interior

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1010
D. Recondiţionarea prin netezirea şi ecruisarea suprafeţelor uzate se aplică la multe piese uzate superficial din compunerea UTD şi ATD. Pentru eliminarea urmelor de uzură şi netezirea suprafeţelor (ajungând până la rugozităţii Ra = 0,04 m) se folosesc scule de tipul bilelor (poansoanelor sferice), dornurilor sau rolelor, aşa cum se prezintă în schiţele din figura 6.16. Deformarea plastică superficială produsă de sculele de netezire a urmelor de uzură, detemină ecruisarea suprafeţelor prelucrate şi creşterea sensibilă a rezistenţei la uzare a acestora.
De multe ori, prelucrarea prin rulare a suprafeţelor pieselor supuse în cursul exploatării la uzare şi oboseală se practică şi la piesele noi, fiind inclusă printre operaţiile finale din procesul tehnologic de fabricare a acestor piese.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1011
Fig 6.16. Variante de recondiţionare a pieselor prin netezirea şi ecruisarea suprafeţelor uzate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1012
5.3. Recondiţionarea prin sudare a componentelor UTD sau ATD
Tehnologiile de sudare au o mare utilizare la efectuarea
lucrărilor de mentenanţă la UTD şi ATD, ele putând fi aplicate atât pentru încărcarea suprafeţelor uzate sau corodate ale componentelor UTD sau ATD , cât şi pentru recondiţionarea componentelor /pieselor fisurate sau rupte.
A. Pentru încărcarea prin sudare a suprafeţelor uzate sau corodate ale componentelor / pieselor UTD sau ATD se utilizează toate procedele cunoscute de sudare prin topire, MA fiind sub formă de electrozi înveliţi, sârme şi benzi.
MA destinate recondiţionării pieselor folosind încărcarea prin sudare sunt realizate în categoriile şi tipurile prezentate în tabelul 6.3.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1013
Tabelul 6.3. MA folosite la încărcarea prin sudare a pieselor uzate
GRUPA DE MA TIPUL DE MA A.1. Oţeluri nealiate şi slab aliate A.2. Oţeluri termorezistente A.3. Oţeluri slab şi mediu aliate pentru scule A.4. Oţeluri rapide pentru scule A.5. Oteluri feritice şi martensitice cu Cr A.6. Oteluri austenitice manganoase (0,9...1,3 % C; 11...14 % Mn) A.7. Oţeluri austenitice Cr – Ni (18...20 %Cr; 8...10 % Ni) A.8. Oţeluri refractare (max. 0,3 %C ; 15…30 % Cr ; 8…25 % Ni)
GRUPA A. Aliaje Fe – C (oţeluri şi fonte)
A.9.Fonte speciale (max 5 % C ; 11…35 % Cr) B.1 Aliaje pe bază de Co (30...70 %) cu Cr şi W B.2. Materiale sinterizate pe bază de carburi de Cr şi W B.3. Aliaje pe bază de Ni (65...85 %) cu Cr şi W
GRUPA B. Aliaje şi materiale sinterizate
dure B.4.Aliaje pe bază de Ni cu Mo (termostabile) C.1. Cupru dezoxidat C.2. Bronzuri fosforoase (aliaje Cu – Sn cu 05 % P) C.3. Aliaje Cu – Al (cu adaosuri de Fe, Ni, Mn etc.)
GRUPA C. Cupru şi aliaje pe bază de Cu
(rezistente la coroziune) C.4. Aliaje Cu – Ni (cu adaosuri de Mn, Fe etc.)

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1014
Câteva dintre cele mai utilizate procedee tehnologice de încărcare prin sudare a pieselor uzate sau corodate sunt prezentate în continuare.
A.1. Încărcarea cu flacără de gaze (oxiacetilenică) se foloseşte cu precădere la recondiţionarea pieselor din oţeluri, dar se poat folosi şi la repararea pieselor din aliaje neferoase. Suprafaţa care trebuie încărcată se încălzeşte cu flacăra folosită ca sursă termică pînă se aduce la starea de asudare, când apar primele picături de material metalic topit, după care se începe încărcarea, procedând ca la sudarea cu flacără de gaze (v. § IV.1.C).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1015
A.2. Încărcarea prin procedeul SE se realizează la fel ca şi sudarea (v. § IV.1.A), respectând însă următoarele recomandări: a) se sudează cu pătrundere mică (curentul Is mai mic decât la sudare) şi se depun mai multe straturi (pentru a diminua efectele fenomenului de diluţie, important mai ales dacă MA ≠ MB); b) rândurile şi straturile de încărcare se depun astfel încât deformaţiile componentei / piesei care se recondiţionează să fie minime; un exemplu este prezentat în figura 6.17, care arată cum se depun rândurile şi straturile la încărcarea prin SE a suprafeţelor afectate de uzură ale pieselor de tip arbore.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1016
Fig. 6.17. Ordinea de depunere a rîndurilor la încărcarea prin SE a suprafeţelor uzate ale arborilor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1017
A.3. Încărcarea prin procedeul SAF se realizează la fel ca şi sudarea (v. § IV.1.B), respectând însă următoarele recomandări: a) se sudează cu pătrundere mică (curentul Is mai mic decât la sudare) şi se depun mai multe straturi (pentru a diminua efectele fenomenului de diluţie, important mai ales dacă MA ≠ MB); b) rândurile şi straturile de încărcare se depun astfel încât deformaţiile componentei / piesei care se recondiţionează să fie minime; c) se foloseşte sudarea cu mai multe sârme simultan (sudarea cu arce gemene sau sudarea cu arce în tandem) sau sudarea cu bandă din MA; d) se aleg dispozitivele de montaj – sudare adecvate, deoarece SAF se utilizează numai în poziţia plană (flat position).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1018
A.4. Încărcarea prin procedeul SBZ se foloseşte la recondiţionarea componentelor / pieselor uzate avansat, pentru realizarea unor straturi depuse cu grosime mare. Folosind acest procedeu se pot realiza depuneri pe suprafeţele cilindrice exterioare sau pe suprafeţele plane ale pieselor uzate. MA folosit la încărcare poate fi sub formă de sârmă (o singură sârmă, cu sau fără pendulare în plan vertical sau trei sârme) sau sub formă de bandă.
Schema de încărcare folosind SBZ a suprafeţei uzate a unui piese tip arbore este prezentată în figura 6.18.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1019
Fig. 6.18. Schema încărcării prin SBZ a suprafeţei uzate a unei piese tip arbore

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1020
A.5. Încărcarea prin procedeul SJP se realizează utilizând MA sub formă de sârmă sau sub formă de pulbere.
La încărcarea cu jet de plasmă cu MA sub formă de sârmă se procedează la fel ca la sudare, respectând recomandările făcute anterior privind folosirea regimurilor care să asigure obţinerea unor straturi depuse cu pătrunderi mici, lăţimi şi supraânălţări mari.
La încărcarea cu jet de plasmă cu MA sub formă de pulbere se poate proceda în două moduri:
MA sub formă de pulbere cu granulaţie mare (cu diametrul particulelor 0,5...2,5 mm) se aplică, pe suprafaţa piesei care trebuie recondiţionată, cu ajutorul unui dozator deplasat în faţa generatorului de plasmă – GP, care topeşte pulberea şi stratul superficial al piesei şi realizează baia de metal topit prin a cărei solidificare rezultă stratul depus; prin acest procedeu se pot realiza depuneri dure, rezistente la uzare, pe bază de carburi de Cr şi W;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1021
MA sub formă de pulbere cu granulaţie fină (cu diametrul particulelor sub 0,3 mm) este adus în generatorul de plasmă cu ajutorul unui gaz transportor (argon sau heliu), iar particulele de pulbere şi materialul stratului superficial al piesei care se încarcă, topite de jetul de plasmă produs de GP, formează baia de metal topit, care prin solidificare generează stratul de încărcare; prin acest procedeu se pot realiza depuneri dure, rezistente la uzare, pe bază de carburi de Cr sau W sau depuneri cu oxizi de aluminiu, refractare (sabile pînă la 1500 oC) şi rezistente la uzare şi abraziune.
În cazul ambelor moduri de încărcare cu JP, retopirea stratului depus (cu ajutorul JP), urmată de resolidificarea şi răcirea acestuia, determină omogenizarea compoziţiei depunerii şi realizarea unor structuri ale acesteia favorabile creşterii rezistenţei la uzare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1022
B. Recondiţionarea prin sudare a componentelor / pieselor
fisurate sau rupte se aplică în mod obişnuit dacă acestea sunt piese scumpe (cu dimensiuni mari şi/sau configuraţie complicată), dar fără solicitări şi cerinţe funcţionale importante în exploatare (carcase, batiuri, suporturi etc.).
B.1. Piesele din oţel sunt în mod obişnuit componentele cele mai importante din alcătuirea UTD sau ATD, îndeplinind rolul funcţional principal şi fiind puternic solicitate în exploatare. Ca urmare, piesele din oţel fisurate sau rupte se recondiţionează rar, fiind preferată înlocuirea acestora cu piese noi.
Atunci când se aplică recondiţionarea prin sudare a pieselor din oţel fisurate sau rupte din oţeluri trebuie avute în vedere următoarele recomandări tehnologice:

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1023
Procedeul de sudare, MA şi regimul de sudare se vor alege după analiza sudabilităţii oţelului din care este confecţionată piesa supusă reparării, folosind informaţiile din Cap.IV.
Pentru repararea pieselor fisurate se va proceda la prelucrarea zonelor din jurul fisurilor, cu eliminarea obligatorie a vârfului acestora şi realizarea unor scobituri / buzunare (cu marginile înclinate la 50...70o, pentru a fi permis accesul electrozilor sau sârmelor din MA) care se încarcă prin sudare; încărcarea prin sudare a scobiturilor / buzunarelor realizate la îndepărtarea fisurilor se va face cu rînduri succesive înguste, aşa cum se arată în schemele din figura 6.19, dacă lungimea scobiturii este mică, depunându-se rândurile dinspre centru spre capete, iar dacă lungimea scobiturii este mare, încărcându-se mai întâi, cu mai multe rânduri, partea centrală, iar la sfârşit – zonele de capăt, cu rânduri depuse dinspre centrul spre periferia scobiturii.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1024
Fig. 6.19. Schema încărcării prin sudare a zonelor fisurate ale pieselor din oţel

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1025
Pentru repararea pieselor rupte se va proceda la pregătirea corespunzătoare a capetelor, folosind soluţii de tipul celor sugerate în figura 6.20, alese ţinând seama de sudabilitatea oţelurilor din care sunt realizate piesele, astfel încât să se asigure rezistenţa mecanică necesară exploatării în siguranţă a pieselor recondiţionate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1026
Fig. 6.20. Pregătirea capetelor pieselor din oţel rupte în vedera recondiţionării prin sudare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1027
B.2. Piesele din fontă sunt în mod obişnuit componentele cu dimensiuni mari şi configuraţie complicată din alcătuirea UTD sau ATD (carcase, batiuri, cartere, suporturi sau reazeme etc.), îndeplinind roluri funcţionale secundare şi fiind slab solicitate în exploatare.
Deoarece sunt piese scumpe şi fără importanţă majoră în funcţionarea UTD sau ATD, piesele din fontă fisurate sau rupte se supun în mod obişnuit recondiţionării, procedeul cel mai folosit în acest scop fiind sudarea.
Structura pieselor care se repară şi care trebuie reprodusă în zonele caracteristice ale îmbinărilor sudate prin topire (CUS şi ZIT) se poate determina, în funcţie de compoziţia chimică şi de grosimile de perete ale pieselor, folosind diagrama structurală a fontelor, prezentată în figura 6.21.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1028
Fig. 6. 21 . Diagrama structurală a fontelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1029
Aşa cum se poate observa examinând diagrama din figura 6.21, cele mai multe piese din fontă utilizate în construcţia UTD şi ATD au structura de fontă cenuşie (cu grafit lamelar) sau nodulară (cu grafit sferoidal) perlitică, deoarece această structură le asigură cea mai bună combinaţie a caracteristicilor de rezistenţă mecanică, tenacitate şi rezistenţă la uzare.
Realizarea structurilor cu perlită şi grafit în CUS şi ZIT ale îmbinarilor sudate prin topire executate pentru repararea pieselor din fontă fisurate sau rupte este destul de dificilă, datorită următoarelor cauze:
Conţinuturile de carbon şi siliciu din baia de metal topit (din care rezultă prin solidificare CUS) sunt diminuate prin procesele de ardere / oxidare care se produc în timpul sudării şi, ca urmare, CUS va avea compoziţia şi structura diferite de ale MB (tendinţa fiind de a se forma structuri de fontă pestriţă sau de fontă albă, cu fragilitate relativ ridicată);
Vitezele de răcire mari ale îmbinarilor sudate conduc, de asemenea, la formarea de cementită în CUS şi ZIT, structurile de fontă pestriţă sau de fontă albă astfel obţinute fiind inacceptabile din punctul de vedere al caractersiticilor de rezistenţă mecanică, de tenacitate asigurate de prelucrabilitate prin aşchiere asigurate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1030
Având în vedere aceste aspecte, pentru repararea prin sudare a pieselor din fontă fisurate sau rupte se poate adopta una din următoarele soluţii:
Sudarea prin topire folosind (ca MA) electrozi sau vergele din fontă; în cazul alegerii acestei soluţii, îmbinările sudate rezultate vor fi omogene, având compoziţia şi structura asemanătoare cu ale MB (al pieselor care se repară);
Sudarea prin topire cu MA (electrozi, sârme sau vergele) din alte materiale metalice; în cazul alegerii acestei soluţii, îmbinările sudate rezultate vor fi eterogene, având compoziţia şi structura diferite de ale MB (al pieselor care se repară); Principalele tipuri de MA folosite la repararea prin sudare a pieselor din fontă fisurate sau rupte sunt prezentate, clasificate şi simbolizate în tabelul 6.4.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1031
Tabelul 6.4. Principalele tipuri deMA utilizate la repararea prin sudare a pieselor din fontă fisurate sau rupte
CATEGORIA MA
TIPUL MA SIMBOLIZARE
Electrozi sau vergele din fontă pentru repararea pieselor din fontă cenuşie (cu grafit lamelar) EF FeCL Electrozi sau vergele
din FONTA Electrozi sau vergele din fontă pentru repararea pieselor din fontă nodulară (cu grafit sferoidal) EF FeCN
Electrozi sau sârme din oţel (cu înveliş B) EF Fe Electrozi sau sârme din alaj Fe – Ni EF NiFe
Electrozi sau sârme din monel (aliaj Ni – Cu) EF NiCu Electrozi sau sârme din Ni (cu înveliş bogat în grafit) EF Ni
Electrozi, sârme sau vergele din bronz EF CuSn
Electrozi, sârme sau vergele din ALTE
MATERIALE METALICE
Electrozi, sârme sau vergele din bronz de Al EF CuAl

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1032
Principalele tehnologii utilizate pentru repararea prin sudare a pieselor din fontă fisurate sau rupte sunt:
a) Repararea prin sudare la cald foloseşte încălzirea integrală a pieselor în cuptor, la 600...700 oC, înainte de sudare, urmată de sudarea folosind electrozi sau vergele din fontă sau din oţel şi de răcirea lentă. La aplicarea acestei tehnologii trebuie asigurată şi o viteză de încălzire moderată (30...100 oC/oră), pentru a se realiza încălzirea uniformă a pereţilor pieselor şi a se evita generarea de tensiuni reziduale cu intensităţi mari, care pot determina fisurarea.
Ca o variantă a acestei tehnologii, se foloseşte repararea prin sudare cu preîncălzire locală la 200...250 oC; se pot obţine şi astfel structuri corespunzătoare ale îmbinărilor sudate, de obicei, fără necesitatea aplicării unor tratamente termice postsudare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1033
b) Repararea prin sudare la rece (fără preîncălzire) se realizează cu MA diferit de MB, folosind tehnologia denumită în practică “metoda cordoanelor (rândurilor) de recoacere”. Modul de realizare a îmbinărilor sudate pentru recompunerea piesei din fontă (din fragmentele sale sau din fragmente şi piese de adaos) prin această tehnologie este descris de schiţele din figura 6.22:
Se realizează între elementele ce trebuie îmbinate prin sudare un rost cu unghiul α= 90 o şi deschiderea b = 12...18 mm;
Se depun pe suprafeţele rostului (fără a se realiza îmbinarea elementelor) rânduri succesive, înguste (filiforme) din MA (numite rânduri pregătitoare);
Se realizează îmbinarea prin sudare a elementelor piesei care se repară, sudând între cele două straturi de rânduri pregătitoare depuse pe suprafeţele rostului.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1034
Fig. 6.22. Schema procesului tehnologic de reparare a pieselor din fontă fisurate sau rupte, folosind metoda cordoanelor de recoacere

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1035
c) Repararea prin sudare la rece (fără preîncălzire) a pieselor fisurate, care sunt supuse în exploatare unor solicitări mecanice semnificative, se realizează cu MA diferit de MB, folosind tehnologia denumită în practică “metoda sudării peste ştifturi sau prezoane”. Modul de realizare a îmbinărilor sudate peste fisurile pieselor din fontă prin această tehnologie este descris de schiţele din figura 6.23:
Se efectuează la capetele fisurilor câte un orificiu (cu diametrul de 3...4 mm) de delimitare (care micşorează efectul de concentrator de tensiuni şi împiedică extinderea fisurilor);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1036
Pe traseul fiecărei fisuri, de o parte şi de alta a acesteia, la distanţă de 10...25 mm, se realizează din loc în loc orificii (netede sau filetate), cu diametrul de 4...6 mm în care se introduc ştifturi sau prezoane din oţel (cu conţinut scăzut de carbon);
Ştifturile sau prezoanele se îndoaie pe direcţia normală la traiectoria fisurii, astfel să formeze punţi peste aceasta;
Se realizează îmbinări sudate între/peste capetele îndoite ale ştifturilor sau prezoanelor (care consolidează punţile şi asigură rezistenta mecanică a piesei reparate);
Se realizează îmbinări sudate între marginile fisurii, astfel încât fisura să se închidă, iar piesa să-şi recapete caractersiticile de etanşeitate.
Un exemplu de aplicare a acestei tehnologii la repararea unei carcase din fontă este prezentat în figura 6.24.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1037
Fig. 6.23. Schema procesului tehnologic de reparare a pieselor din fontă fisurate sau rupte, folosind metoda sudării peste ştifturi sau prezoane

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1038
Fig. 6.24. Modul de recondiţionare a unei
carcase fisurate din fontă folosind metoda sudării
peste prezoane

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1039
d) Repararea la rece (fără încălzire), cu sau fără sudare, a pieselor din fontă fisurate se poate realiza cu bune rezultate prin tehnologia Metalock, descrisă de schiţele prezentate în figura 6.24. Aşa cum se poate observa examinând figura 6.24, reconstituirea legăturii dintre zonele fisurate ale pieselor din fontă se realizează în acest caz cu ajutorul unor piese de adaos profilate (denumite piese de cuplare Metalock, realizate din oţel sau din aliaje neferoase). După aplicarea pe traseul fisurilor a pieselor de cuplare Metalock şi a şuruburilor de etanşare Metalock, se poate realiza şi depunerea prin sudare a unor straturi de MA peste dispozitivul de reparare Metalock, această operaţie fiind însă facultativă, funcţie de cerinţele de rezistentă mecanică şi etanşeitate impuse pieslelor reparate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1040
Fig. 6.24. Schema procesului tehnologic de reparare a pieselor din fontă fisurate sau rupte, folosind metoda METALOCK

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1041
5.4. Recondiţionarea componentelor UTD sau ATD folosind metalizarea prin pulverizare
Aşa cum este cunoscut de la Tehnologia materialelor, metalizarea este procedul tehnologic de realizare a unor depuneri metalice pe suprafeţele pieselor (metalice sau nemetalice), care se bazează pe următorul principiu, descris schematic în figura 6.25:
materialul metalic de adaos – MA (sub forma de sârmă sau de pulbere), adus în stare topită cu ajutorul unei surse termice adecvate, este pulverizat în picături fine şi proiectat cu ajutorul unui jet gazos pe suprafaţa care trebuie încărcată (a piesei care se recondiţionează, confectionată dintr-un material de bază – MB);

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1042
particulele fine de MA, rezultate prin solidificarea picăturilor la impactul cu suprafaţa care trebuie încărcată (preîncălzită sau nu), se sudează între ele şi formeaza stratul depus (având o anumită porozitate);
aderenţa stratului depus la suprafaţa pisei care se încarcă nu se realizează (decât în cazuri excepţionale) prin sudarea particulelor de MA cu MB, ci prin pătrunderea şi fixarea unor particule de MA între microneregularităţile suprafeţei care se încarcă, această particularitate impunând ca suprafaţa supusă metalizării să fie prelucrată în prealabil (prin aşchiere, sablare etc.) pentru a avea rugozitatea suficient de mare şi o configuraţie favorabilă a microneregularităţilor, aşa cum sugerează schiţele din figura 6.25.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1043
Fig. 6.25. Schema realizarii straturilor depuse folosind metalizarea prin pulverizare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1044
Fig. 6.25. Pregătirea suprafeţelor uzate ale componentelor UTD şi ATD în vederea metalizării

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1045
În comparaţie cu alte procedee de realizare a acoperirilor metalice, metalizarea prin pulverizare prezintă următoarele avantaje:
permite acoperirea suprafeţelor oricât de extinse, asigurând productivităţi ridicate;
grosimea straturilor depuse poate fi reglată în limite largi (0,1...10 mm);
în cursul realizării acoperirii materialul piesei care se încarcă (materialul de bază – MB) este supus la cicluri termice moderate (temperatura maximă de încălzire nu depăşeşte 180 oC), care nu determină deformarea, tensionarea sau fisurarea piesei;
echipamantul tehnologic folosit este ieftin şi uşor de utilizat, existând şi posibilitatea de realizare automatizată sau robotizată a depunerilor.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1046
Aplicarea metalizării prin pulverizare ca procedeu de recondiţionare a pieselor uzate este limitată de următoarele dezavantaje:
se pot acoperi prin metalizare piesele plane şi piesele tip arbore, folosirea metalizării la alezaje fiind condiţionată de posibilitatea de acces cu echipamentele de lucru pe suprafeţele care trebuie încărcate;
straturile depuse au caracteristici mecanice scăzute şi nu pot fi prelucrate prin aşchiere pentru realizarea de filete, danturi, canale etc.
acoperirea prin metalizare diminuează cu 10...30 % rezistenţa la oboseală a pieselor recondiţionate (deoarece straturile depuse sunt poroase, iar suprafeţele acoperite sunt prelucrate în prealabil pentru realizarea reliefului necesar fixării acestor straturi);
piesele recondiţionate prin metalizare nu mai pot fi prelucrate ulterior prin deformare plastică.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1047
Procedeele de metalizare folosite în practică diferă în principal prin tipul metalizorului utilizat. După cum este cunoscut (v. lucrare de laborator), se pot utiliza următoarele procedee de metalizare prin pulverizare:
metalizarea cu flacără de gaze (care foloseşte MA sub formă de sârmă sau de pulbere);
metalizarea cu arc electric (care foloseşte MA numai sub formă de sârmă);
metalizarea cu jet de plasmă (care foloseşte MA numai sub formă de pulbere). Particularităţile acestor procedee sunt redate sugestiv de schemele şi imaginile din figurile 6.26...6.28.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1048
Fig. 6.26. Schema recondiţionării pieselor prin metalizare cu flacara de gaze

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1049
Fig. 6.27. Schema recondiţionării pieselor prin metalizare cu arc electric

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1050
Fig. 6.28. Schema recondiţionării pieselor prin metalizare cu jet de plasmă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1051
5.5. Recondiţionarea componentelor UTD sau ATD prin acoperiri electrochimice
Componentele uzate sau corodate ale UTD sau ATD se pot recondiţiona folosind procedeele de acoperire electrochimică, bazate pe electroliza soluţiilor apoase ale sărurilor metalului din care se doreşte a se realiza straturile depuse. Pentru recondiţionarea pieselor folosind acoperirile electrochimice se parcurg următoarele etape:
pregătirea pieselor (prin prelucrarea mecanica a suprafeţelor degradate, decaparea şi degresarea suprafeţelor care urmează a fi acoperite, efectuarea unor tratamente termice etc.);
eleborarea tehnologiei de acoperire, alegerea regimurilor de lucru adecvate şi realizarea depunerilor electrochimice;
spalarea pieselor recondiţionate şi neutralizarea lor în băi speciale; aplicarea unor operaţii tehnologice finale (tratamente de hidrogenare,
pasivarea pieselor, lubrefierea suprafeţelor active, care sunt supuse unor procese de uzare în exploatare etc.).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1052
Problema principală care trebuie soluţionată pentru a recondiţiona o piesă printr-un astfel de procedeu o constituie alegerea paramatrilor regimului de lucru la realizarea depunerii / acoperirii electrochimice. Pentru a rezolva această problemă se procedează astfel:
Se consideră că masa de material metalic md, depusă electrochimic, într-un interval de timp τe pe suprafaţa piesei care se recondiţionează, într-o celulă de electroliză prin care circulă un curent de intensitate Ie, este dată de formula (Faraday): eeeed ICm ητ= , (6.32) în care Ce este echivalentul electrochimic sau coeficientul de depunere (Ce = 0,3 g/A⋅ora la cromare, Ce = 1,0 g/A⋅ora la fierare şi oţelire, Ce = 2,0 g/A⋅ora la cadmiere, zincare şi cuprare), iar ηe este randamentul de depunere, adică raportul dintre masa efectivă de metal depus electrolitic şi masa teoretică (ηe = 0,1...0,3 la cromare, ηe = 0,6...0,9 la fierare şi oţelire, ηe = 0,9...1,0 la cadmiere, zincare şi cuprare).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1053
Dacă suprafaţă care trebuie acoperită electrochimic (a piesei care se recondiţionează) are aria Sp, stratul de acoperire trebuie să aibă grosimea ha, iar materialul metalic cu care se face acoperirea are densitatea ρa, masa de material metalic md trebuie să aibă valoarea: aapd hSm ρ= . (6.33)
Prin combinarea relaţiilor (6.32) şi (6.33), rezultă formula de calcul pentru durata τe a procesului de depunere electochimică:
,eIe
aa
eee
aape C
hIChS
ηρρ
ηρ
τ == (6.34)
în care p
eI S
I=ρ este densitatea de curent utilizată în procesul de
acoperire electrochimică.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1054
Cele mai utilizate procedee de acoperire electrochimică folosite la recondiţionarea componentelor de UTD sau ATD uzate sunt prezentate în continuare. a) Cromarea dură se foloseşte atât pentru restabilirea dimensiunilor pieselor uzate, cât şi pentru creşterea rezistenţei la uzare a pieselor (noi sau reparate) din oţel. Baia de electrolit conţine acid sulfuric, anhidridă cromică – CrO3 şi crom metalic trivalent; în cursul procesului electrochimic, cromul din baie se consumă şi, ca urmare, baia de electrolit trebuie regenerată periodic. Celula de electroliză folosită la cromarea dură este alcătuită din baia de electrolit (cu compoziţia precizată mai înainte), un anod de Pb şi catodul reprezentat de piesa pe care trebuie realizată depunerea de crom.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1055
Pentru a realiza cromarea dură trebuie respectate următoarele indicaţii tehnologice:
Piesa care se recondiţionează sau se confecţionează trebuie să fie în prealabil călită superficial pe suprafaţa pe care se depune stratul de crom; de obicei se aplică o călire superficială folosind încălzirea prin inducţie cu curent de înaltă frecvenţă (călire CIF). După călirea superficială, suprafaţa care se încarcă se supune prelucrării prin rectificare (deoarece stratul de crom care se depune electrochimic capătă relieful suprafeţei piesei).
Anodul celulei de electroliză trebuie să aibă aria suprafeţei active de două ori mai mare decât aria actodului (aria suprafeţei piesei pe care se face depunerea de crom); această condiţie limitează domeniul de aplicare al cromării dure numai la piesele de tip arbore şi la piesele plane (nu se pot croma alezajele).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1056
În cursul procesului de cromare electrochimică se degajă vapori toxici şi, ca urmare, instalaţia de cromare trebuie amplasată într-un spaţiu bine ventilat şi trebuie să aibă toate dotările necesare evitării poluării mediului înconjurător.
Stratul de crom depus electrochimic conţine hidrogen şi, ca urmare, se impun dehidrogenarea pieselor cromate. Dehidrogenarea se poate face prin fierberea pieselor într-o baie de ulei (dehidrogenarea postcromare) sau prin inversare periodică (un minut la fiecare oră) a polarităţii curentului în celula de electroliză (dehidrogenarea în cursul cromării).
Regimul de cromare se alege astfel: densitatea de curent ρI = 50...60 A/dm2; temperatura băii de electrolit te = 50...60 oC; dacă se utilizează acest regim rezultă straturi cromate cu grosimea ha = 0,20...0,25 mm, cu duritate ridicată (peste 1000 HV), prezentând pori şi microfisuri care se pot fi utiliza ca rezervoare de lubrefiant.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1057
b) Fierarea sau oţelirea se utilizează la recondiţionarea pieselor de oţel uzate. Baia de electrolit conţine cloruri de sodiu şi de fier, sulfat de fier, tetraflorobromură de fier, acid clorhidric şi acid boric. Regimul de lucru la fierare sau oţelire se alege în funcţie de caracteristicile dorite ale stratului de acoperire:
pentru obţinerea unor depuneri moi, cu duritatea 200…250 HV, se lucrează cu densitatea de curent ρI = 5...20 A/dm2 şi temperatura băii de electrolit te = 90...95 oC, folosindu-se o concentraţie a clorurii de fier în baia de electrolit de 200…300 g/l;
pentru obţinerea unor depuneri tari, cu duritatea 600…800 HV, se lucrează cu densitatea de curent ρI = 60...80 A/dm2 şi temperatura băii de electrolit te = 65...80 oC, folosindu-se o concentraţie a clorurii de fier în baia de electrolit de 450…600 g/l. Duritatea straturilor depuse prin fierare sau oţelire se poate modifica aplicând pieselor un tratament termochimic (complet) de carburare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1058
5.6. Recondiţionarea componentelor UTD sau ATD prin aplicarea de învelişuri din materiale compozite
Această metodă se aplică în prezent cu rezultate deosebit de bune pentru repararea fără scoaterea din funcţiune a conductelor tehnologice şi de transport, dar se poate aplica şi la orice ATD de tip recipient sub presiune sau rezervor, care prezintă defecte de tipul celor care se întâlnesc la conducte. Ca urmare, în cele ce urmează se vor prezenta particularităţile tehnologice de aplicare a acestei metode la repararea tubulaturii conductelor, cu referire speciala la repararea tubulaturii conductelor îngropate destinate transportului petrolului, produselor petroliere lichide şi gazelor naturale.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1059
Rezistenţa mecanică reziduală şi siguranţa în exploatare a conductelor metalice (cu tubulatura realizată din ţevi de oţel) este determinată în principal de următoarele categorii de factori:
factori privind agresivitatea fluidelor transportate şi, mai ales, agresivitatea mediului (sol, atmosferă, mediu submarin etc.) în care se amplasează conductele, acţiunea corosivă a acestora determinând generarea în tubulaturile conductelor a defectelor superficiale locale care cauzează în marea majoritate a cazurilor avarierea conductelor;
factori privind calitatea oţelurilor din care sunt fabricate ţevile care alcătuiesc tubulatura conductelor, imperfecţiunile şi defectele de structură şi/sau nerealizarea nivelurilor prescrise ale caracteristicilor mecanice de rezistenţă şi tenacitate ale oţelurilor reprezentând una din cauzele principale sau secundare care determină cedarea conductelor în cursul exploatării;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1060
factori privind concepţia constructivă a conductelor şi
tehnologiile de fabricare a ţevilor şi de realizare a conductelor prin sudarea cap la cap a ţevilor şi celorlalte componente care intră în alcătuirea tubulaturii;
factori privind regimul de lucru la transportul prin conducte (calitatea fluidelor transportate, presiunea de operare a conductei, regimul de curgere a fluidelor în conductă, temperatura de lucru etc.), a căror monitorizare şi menţinere în limitele prescrise determină comportarea corespunzătoare a conductelor sau crearea condiţiilor de cedare a acestora în cursul exploatării; în această categorie pot fi incluşi şi factorii care determină suprasolicitarea mecanică accidentală a conductelor (alunecările de teren, seismele, acţiunea apelor freatice etc.).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1061
Imperfectiunile (anomaliile de configuratie, dimensiuni, microstructura etc. prezente în peretele tubulaturii unei conducte, care nu afecteaza inadmisibil capacitatea portanta a conductei) şi defectele (imperfectiunile cu influenţe negative semnificative asupra funcţionării corecte şi capacităţii portante a unei conducte, care impun luarea unor masuri de supraveghere şi mentenaţă) tubulaturii conductelor, care se pot depista cu ocazia inspectiilor efectuate cu metodele anterior prezentate, se pot clasifica în urmatoarele categorii:
A. Imperfecţiuni şi defecte geometrice produse prin deformarea locală a tubulaturii conductelor. În această categorie se încadrează toate abaterile de dimensiuni şi formă care modifică semnificativ configuraţia secţiunii transversale a tubulaturii conductei, principalele tipuri de astfel de imperfectiuni sau defecte fiind: scobiturile şi deformările locale (urmele de lovituri sau de interacţiune cu diverse elemente din mediul în care se află amplasată conducta).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1062
Deformările locale (indentaţiile) sunt defecte sau imperfecţiuni care nu modifică grosimea peretelui tubulaturii conductei, producând numai variaţii locale ale curburii secţiunii transversale a acesteia. Deformările locale influenţeaza curgerea fluidelor în conducte şi pot produce dificultăţi majore la efectuarea operatilor de curaţire sau spălare şi la inspecţia interioară a conductelor, prin blocarea deplasării sculelor de lucru sau dispozitivelor de tip PIG inteligent. Deformările locale de natură elastică, produse, de exemplu, de interacţiunea conductelor cu bucăţi de rocă se pot elimina prin simpla îndepartare a cauzei (bucăţilor de rocă ce au produs deformarea), în timp ce deformările locale de natura plastică sunt mai greu de remediat şi pot avea efecte mai nocive, deformarea plastică locală putând produce ecruisarea materialului tubulaturii şi diminuarea importantă a tenacităţii acestuia (creşterea tendinţei acestuia spre comportarea fragilă la rupere). Câteve exemple de astfel de defecte depistate pe tubulaturile unor conducte pentru gaze naturale sunt prezentate în figura 6.29.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1063
Fig. 6. 29. Defecte de tip deformare locală depistate pe tubulaturile unor conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1064
Scobiturile, care constau din deformarea plastică locală a tubulaturii conductei şi îndepartarea de material prin efect de aşchiere, sunt defecte sau imperfecţiuni cu mare severitate. La realizarea acestora, odată cu îndepartarea materialului se produce şi ecruisarea stratului superficial al fundului scobiturii, astfel că prezenţa acestor imperfecţiuni sau defecte poate conduce la declanşarea unor procese de fisurare fragilă şi la iniţierea ruperii. Câteva exemple de astfel de defecte depistate pe tubulaturile unor conducte destinate transportului gazelor naturale sunt prezentate în figura 6.30.
Deformările locale şi scobiturile sunt defecte cu influenţe semnificative privind diminuarea capacităţii portante a conductelor, dacă sunt amplasate pe îmbinarile sudate ale ţevilor şi/sau tubulaturii conductelor şi/sau dacă interacţioneaza, fiind adiacente, cu alte defecte cu efect de concentrare a tensiunilor mecanice sau de fragilizare a materialului tubulaturii.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1065
Fig. 6.30 Defecte de tip scobituri, obţinute prin deformarea plastică locală şi îndepartarea de material prin efect de aşchiere, depistate pe tubulaturile unor conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1066
B. Imperfecţiuni şi defecte de tip lipsă de material. Aceste imperfecţiuni sau defecte constau în subţierea generală sau locală a peretelui tubulaturii conductei prin pierderea de metal în prezenţa sau absenţa unui proces coroziv. Cele mai întalnite imperfecţiuni sau defecte din aceasta categorie sunt micşorările uniforme ale grosimii peretelui tubulaturii produse de procesele de coroziune generală şi plăgile sau cavernele de coroziune, alcătuite din una sau mai multe zone de subţiere locală, şanţuri, scobituri sau ciupituri, produse prin coroziune şi/sau eroziune localizată, la interiorul sau la exteriorul tubulaturii conductelor. Imperfecţiunile şi defectele din aceasta categorie sunt cele mai întalnite şi au aspectul prezentat în figura 6.31.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1067
Fig. 6.31. Defecte de tip lipsă de material, produse prin coroziune localizată, depistate pe tubulaturile unor conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1068
C. Imperefcţiuni şi defecte de tip fisură. Fisurile sunt imperfecţiunile şi defectele cu cea mai mare nocivitate, care produc puternice efecte de concentrare a tensiunilor mecanice şi micşorează sensibil capacitatea portantă a conductelor. Dimensiunile lor se pot modifica în timp prin creştere (dezvoltare) stabilă, până la atingerea unor dimensiuni critice, la care se poate produce extinderea instabilă şi ruperea tubulaturii. În funcţie de caracteristicile de tenacitate ale materialului tubulaturii, fisurile pot genera fenomene de rupere fragilă, (ce se desfăşoară cu viteze mari şi se propagă pe distanţe mari, dând naştere la avarii cu consecinţe importante), fenomene de rupere ductilă (ce se desfăşoară cu viteze mici şi sunt precedate de procese de deformare plastică, care consumă o parte importantă din energia disponibilă şi contribuie astfel la oprirea fenomenului şi la limitarea consecinţelor acestuia) sau fenomene de rupere mixtă (ductil – fragilă).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1069
Fisurile pot fi generate în cursul exploatării conductelor, datorită intervenţiei fenomenelor de oboseală, coroziune sub tensiune, coroziune în prezenta hidrogenului etc., sau pot exista în tubulatura conductei încă de la punerea sa în funcţiune (fisuri şi defecte similare produse la laminarea ţevilor sau fisuri în îmbinările sudate ale ţevilor sau tubulaturii conductelor).
În figura 6.32 sunt prezentate imaginile unor astfel de defecte depistate pe ţevile şi pe îmbinările sudate ale unor conducte.
Pericolul major pentru pierderea integrităţii tubulaturii conductelor îl reprezintă coroziunea internă şi coroziunea externă care spre deosebire de celelate tipuri de deteriorări sunt evolutive, pierderile de metal producându-se cu viteze mai mari sau mai mici în funcţie de condiţiile concrete de exploatare şi de calitatea protecţiei anticorosive.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1070
Fig. 6.32 Defecte plane de tip fisură depistate pe ţevile şi îmbinările sudate ale tubulaturilor unor conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1071
Din punct de vedere tehnologic sunt două categorii de intervenţii în scopul efectuării lucrărilor de mentenanţă corectivă: intervenţii pe tubulatura conductei după oprirea transportului fluidului (scoaterea din exploatare a conductei) şi intervenţii pe tubulatura conductei aflate în exploatare (sub presiune), fiind, evident, preferată, datorită avantajelor de natură tehnică şi economică pe care le prezintă, cea de-a doua metodă. Indiferent de categoria de intervenţie adoptată, o atenţie deosebită trebuie acordată alegerii procedeului tehnologic de efectuare a lucrării de mentenanţă, fiind preferate soluţiile care nu implică (ori implică în măsură redusă şi/sau fără acţiune directă asupra tubulaturii conductei) realizarea unor operaţii tehnologice prin metode termice: debitare prin ardere sau topire, sudare prin topire, tratamente termice etc.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1072
În figura 6.33 este prezentată o schemă de clasificare a procedeelor tehnologice de reparare sub presiune a conductelor în funcţie de necesitatea utilizării unor surse termice în cadrul operaţiilor care se efectuează; deoarece operaţia care implică în mod obişnuit utilizarea unei surse termice este sudarea, se poate spune că în această schemă au fost clasificate procedeele de reparare a conductelor în: procedee tehnologice de reparare prin sudare şi procedee tehnologice de reparare fără sudare. Analizând schema din figura 6.33, rezultă importanţa care trebuie acordată dezvoltării şi aplicării procedelor de reparare fără sudare, bazate pe aplicarea de învelişuri complexe, realizate din materiale compozite, alcătuite din matrice de răşini sintetice, durificate cu fibre de sticlă sau de carbon. Avantajele utilizării acestor procedee sunt evidenţiate sintetic de analiza din tabelul 6.5.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1073
INC
AR
CA
RE
PRIN
SU
DA
RE
PETI
CE
SU
DA
TE
PRO
CED
EE D
E R
EPA
RA
RE
PR
IN
SUD
AR
E C
U S
UD
AR
E D
IREC
T P
E T
UBU
LATU
RA
CO
ND
UC
TEI
MA
NSO
AN
E
TIP
B
Fig. 6.33. Clasificarea procedeelor tehnologice de reparare a conductelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1074
MA
NSO
AN
E T
IP A
PRO
CED
EE D
E R
EPA
RA
RE
PR
IN
SUD
AR
E FA
RA
SU
DA
RE
PE
TUBU
LATU
RA
C
ON
DU
CTE
I
INV
ELIS
UR
I C
U R
ASI
NA
Fig. 6.33 continuare 1. Clasificarea procedeelor tehnologice de reparare a conductelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1075
FREZ
AR
E PO
LIZA
RE
CO
LIER
E M
ECA
NIC
E
PRO
CED
EE D
E R
EPA
RA
RE
FA
RA
SU
DA
RE
INV
ELIS
UR
I C
OM
PLEX
E
Fig. 6.33 continuare 2. Clasificarea procedeelor tehnologice de reparare a conductelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1076
Tabelul 6.5 Avantajele reparării cu învelişuri complexe în raport cu alte procedee de reparare a conductelor
Procedeul de reparare
Criteriul de comparaţie
Debitarea şi înlocuirea
tronsonului de tubulatură deteriorat
Încărcarea prin sudare sau
elemente de adaos aplicate prin
sudare
Invelişuri complexe
Pierderi de producţie a) Mari Minore Infime Forţa de muncă b) Mare Mare Mică Calificarea forţei de muncă b) Ridicată Ridicată Moderată Amploarea operaţiilor de sudare c) Ridicată Ridicată Nulă Necesitatea radiografierii d) Da Da Nu Dificultăţi de aplicare Majore Majore Minore Durata lucrărilor Mare Mare Mică Costurile lucrărilor Mari Mari Moderate
a) datorită scoaterii din exploatare a conductei sau modificării regimului de lucru al conductei pe durata realizării lucrărilor de mentenanţă ; b) implicată în realizarea lucrărilor de mentenanţă ; c) realizate pe conductă în cursul lucrărilor de mentenanţă ; d) zonei recondiţionate sau îmbinărilor sudate realizate

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1077
Repararea cu învelişuri complexe, realizate din materiale compozite, reprezintă o clasă de procedee tehnologice moderne de reparare a conductelor care prezintă defecte superficiale locale de tip “lipsă de material”, produse prin coroziune sau defecte de tip deformare plastică (indentare) locală a tubulaturii, produse (în general) prin intervenţii sau interferenţe de terţă parte.
Procedeele din această clasă constau în aplicarea în zona defectelor conductei a unui înveliş cu structură complexă, alcătuit, în general, aşa cum se prezintă în figurile 6.34 şi 6.35, din următoarele componente: un chit (material de umplere) polimeric (polymeric filler – PF), utilizat pentru acoperirea defectelor de pe conductă şi refacerea configuraţiei exterioare a acesteia, mai multe straturi de bandă de material compozit TW, realizată dintr-o matrice polimerică (polymeric matrix – PM) şi fibre durificatoare (reinforcing fibers), care pot fi fibre continui, fibre discrete sau ţesături de fibre din sticlă sau grafit şi un adeziv polimeric (polymeric adeziv – PA), care asigura legatura si conlucrarea sinergică dintre conductă şi TW şi dintre straturile succesive de TW.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1078
Fig. 6.34. Structura generală a reparaţiilor realizate cu învelişuri din materiale compozite

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1079
a.
b.
c. d.
Fig. 6.35. Principiul metodei brevetate de reparare a conductelor cu materiale compozite de tip CS: a. pregătirea conductei cu defecte în vederea reparării ; b. aplicarea materialului de umplere pe defect;
c. aplicarea învelişului din straturi de bandă din material compozit şi adeziv polimeric; d. modul de particularizare a metodei de către Clock Spring Company

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1080
Procedeele sunt deosebit de eficace, constatându-se experimental că reparaţiile realizate prin acestea, pe conducte cu defecte locale de tip “lipsă de material” cu adâncimi până la 80 % din grosimea peretelui conductei, pot reface şi chiar spori rezistenţa mecanică a conductelor şi pot asigura extinderea substanţială a duratei lor normate de exploatare.
Învelişurile de acest tip, cu diferite denumiri comerciale (Clock Spring – CS, Fiba Roll – FR , Wrap Master – WM, Snap Wrap – SW, Strong Back – SB, Black Diamond Composite Wrap – BDCW) permit realizarea de reparaţii cu caracter definitiv şi pot fi aplicate pe conducte cu diametrul exterior cuprins între 101,6 mm (4 in) şi 1422,4 mm (56 in).
Productivitatea realizării unei astfel de reparaţii este mult mai mare decât a oricăruia din procedeele care presupun efectuarea de operaţii de sudare; de exemplu, aplicarea unui înveliş CS necesită un timp de lucru efectiv de 15...20 minute, iar durata de finalizare a reparaţiei, cu întărirea chiturilor şi adezivilor sintetici utilizaţi şi obţinerea rezistenţei mecanice maxime a învelişului aplicat pe tubulatură, este de aproximativ 2,5 ore.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1081
Setul de reparare printr-un procedeu de tipul celui descris mai înainte are drept componente principale chitul sau materialul folosit pentru umplerea defectului care se repară şi materialul compozit care alcătuieşte învelişul de consolidare a tubulaturii conductei în zona defectului care se repară, alcătuit fie din benzi successive de material compozit (având în compunere o matrice polimerică şi un material de ranforsare) cuplate între ele cu ajutorul unui adeziv, fie dintr-un material compozit realizat din mai multe straturi successive de material de ranforsare impregnate şi cuplate în vederea conlucrării cu un material de tip matrice polimerică. Ca urmare, materialele care participă la realizarea învelişurilor complexe folosite la repararea conductelor sunt materialele polimerice sau materialele compozite din care se realizează chiturile (materialele de umplere a defectelor) şi învelişurile de consolidare a tubulaturii conductelor în zona defetelor, de proprietăţile lor depinzând proprietăţile şi performanţele asigurate de reparaţiile realizate cu acestea.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1082
Aplicarea procedeelor de reparare a conductelor cu învelişuri complexe este simplă şi implică folosirea de personal cu calificare medie, dar impune luarea în considerare şi respectarea cu stricteţe a tuturor prescripţiilor incluse de producătorul, importatorul sau distribuitorul setului de reparare în Fişa tehnică de securitate a fiecăruia din materialele (substanţele, preparatele, produsele) din acest set, pentru care, în conformitate cu prevederile din Ordonanţa de Urgenţă a Guvernului nr. 200/2001 privind clasificarea substanţelor şi preparatelor chimice periculoase, trebuie să se pună la dispoziţia utilizatorului un astfel de document, elaborat în conformitate cu Normele metodologice privind clasificarea, etichetarea, ambalarea preparatelor periculoase, aprobate prin Hotărârea Guvernului Romăniei nr. 92/2003.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1083
5.6.1. Tehnologia umplerii cu chit a defectelor conductelor
Operaţia de umplere cu materiale de tipul chiturilor polimerice a defectelor superficiale exterioare locale de tip “lipsă de material” de pe tubulaturile conductelor are următoarele scopuri:
refacerea configuraţiei exterioare a tubulaturii conductei în zona defectelor locale şi reducerea efectului de concentrator de tensiuni mecanice al acestor defecte; acest obiectiv poate fi complet atins dacă, înainte de umplerea cu chit, se procedează la rotunjirea marginilor şi netezirea profilului defectelor cu microneregularităţi ascuţite sau de tip crestătură, la eliminarea eventualelor microfisuri iniţiate pe acestea (capabile să se extindă rapid) şi transformarea defectelor, prin aşchiere (polizare sau frezare cu scule profilate), în adâncituri cu rază mare de curbură;
refacerea parţială a capacităţii portante a tubulaturii slăbite datorită prezenţei defectelor de tip “lipsă de material”;
asigurarea unei bune conlucrări mecanice între tubulatura conductei supuse reparării şi elementele de adaos care se aplică la reparare, în zonele cu defecte de tip “lipsă de material”, peste aceste chituri.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1084
Operaţia de umplere cu materiale de tipul chiturilor polimerice a defectelor superficiale exterioare locale de tip “lipsă de material” de pe tubulaturile conductelor face parte din procesul tehnologic de pregătire a conductelor în vederea reparării prin aplicarea de învelişuri complexe, realizate din materiale compozite, acest proces tehnologic cuprinzând următoarele etape /activităţi (prezentate în continuare pentru cazul unei conducte îngropate):
a. Localizarea grosieră a anomaliei şi realizarea prin excavare a unei gropi de intervenţie. Această etapă constă din stabilirea poziţiei pe traseul conductei a anomaliei de tip lipsă de material şi realizarea prin excavare, în zona amplasării acesteia, a unei gropi de intervenţie (bell hole) cu dimensiunile corespunzătoare accesului la tubulatura conductei pentru examinarea şi remedierea anomaliei.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1085
b. Studierea documentaţiei conductei, examinarea stării tronsonului
de conductă din groapa de intervenţie şi localizarea precisă a anomaliei. In această etapă se studiază documentaţia tehnică şi de inspectare a conductei şi se localizează mai precis anomalia pe conductă, utilizând ca repere îmbinările sudate dintre ţevile care alcătuiesc tubulatura, elementele de conductă depistate în gropa de intervenţie (robinete, curbe sau coturi, ramificaţii etc.) sau zonele deteriorate ale izolaţiei de protecţie anticorozivă a conductei.
c. Indepărtarea izolaţiei de protecţie anticorozivă şi evidenţierea anomaliei. Această etapă constă din îndepărtarea izolaţiei de protectie anticorozivă din zona pe care a fost localizată anomalia pe tubulatura conductei şi punerea în evidenţă a detaliilor anomaliei (poziţia pe circumferinţa tubulaturii, forma conturului, extinderea longitudinală şi circumferenţială, configuraţia profilului grosimilor de perete). Conţinutul acestei etape este sugerat şi de imaginile prezentate în figura 6.36.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1086
Fig. 6.36. Modul de evidenţiere a pozitiei, formei şi dimensiunilor anomaliei de pe tubulatura unei conducte după îndepărtarea izolaţiei de protecţie anticorozivă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1087
d. Curăţirea şi pregătirea prin sablare a supafeţei tubulaturii în zona anomaliei în vederea evaluării gravităţii acesteia. În această etapă se îndepărtează de pe suprafaţa zonei de tubulatură în care este amplasată anomalia toate urmele de izolaţie de protectie anticorozivă (smoală, bitum etc.) şi toate impurităţile mecanice, iar suprafaţa astfel curăţată se supune pregătirii prin sablare în vederea efectuării operaţiilor din etapele următoare; calitatea curăţirii de impurităţi şi calitatea pregătirii prin sablare a suprafeţei tubulaturii trebuie verificate atent, deoarece reziduurile de smoală, pulberi metalice sau nisip şi sablarea incorectă sau incompletă pot să conducă la mărirea duratei de întărire a adezivului folosit la aplicarea ulterioară a învelişului complex peste anomalie şi la diminuarea caracteristicilor de rezistenţă mecanică ale stratului interfacial dintre învelişul de reparare şi tubulatura din oţel a conductei. Conţinutul acestei etape de lucru este evidenţiat şi de imaginile din figura 6.37.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1088
Fig. 6.37. Pregătirea prin sablare a suprafeţei tubulaturii în zona anomaliei

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1089
e. Măsurarea grosimilor de perete ale tubulaturii în zona anomaliei şi depistarea eventualelor fisuri amorsate pe microrelieful anomaliei. Se determină dimensiunile caracteristice primare ale anomaliei (extinderea în direcţie axială/longitudinală sau lungimea anomaliei, extinderea în direcţie circumferenţială/transversală sau lăţimea anomaliei şi grosimea minimă a peretelui în zona anomaliei sau adâncimea maximă a anomaliei) precum şi grosimea peretelui conductei în zona vecină a anomaliei; în acest scop se utilizează instrumente universale (clasice) de măsurare a lungimilor (rigle, rulete, şublere sau micrometre, pentru măsurarea extinderii şi adâncimii maxime ale anomaliei) şi instrumente speciale de măsurare cu ultrasunete a grosimilor de perete principalele astfel de instrumente fiind redate în figurile 6.38 şi 6.39. De asemenea, în această etapă se inspectează suprafeţa anomaliei pentru evidenţierea eventualelor fisuri amorsate la fundul microneregularităţilor anomaliei, în acest scop utilizându-se examinarea vizuală atentă (cu ochiul liber sau cu o lupă) şi/sau examinarea prin metode magnetice sau cu lichide penetrante. Conţinutul acestei etape este sugestiv evidenţiat şi de imaginile din figura 6.40.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1090
Fig. 6.38. Instrumente pentru măsurarea dimensiunilor caracteristice ale anomaliilor
superficiale locale de pe tubulatura unei conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1091
Fig. 6.39. Aparate pentru măsurarea grosimii de perete a tubulaturii conductelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1092
Fig. 6.40. Măsurarea grosimilor de perete ale tubulaturii în zona anomaliei şi depistarea eventualelor fisuri amorsate pe microrelieful anomaliei

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1093
f. Rotunjirea prin polizare a microrelifului anomaliei, întocmirea şi efectuarea planului de măsurare a profilului grosimii de perete a tubulaturii în zona anomaliei. În această etapă se diminuează efectul de concentrare a tensiunilor mecanice, caracteristic prezenţei anomaliei, aplicând rotunjirea prin polizare a microreliefului acesteia şi îndepărtarea prin polizare a eventualelor microfisuri superficiale din zona anomaliei, aşa cum se prezintă în figura 6.41. Se întocmeşte apoi planul de măsurare a profilului grosimii de perete a tubulaturii în zona anomaliei, măsurând grosimile de perete ti, în nodurile i = 1 ... N ale unei reţele de plane de inspecţie, fie direct, utilizând aparate cu ultrasunete (de tipul prezentat în figura 6.39) sau echipamente pe bază de curenţi eddy (de tipul celor prezentate în figura 6.42), fie indirect, prin măsurarea adâncimilor anomaliei dpi, cu instrumente de tipul şublerelor sau micrometrelor prezentate în figura 6.38 şi calcularea grosimilor de perete ti = t – dpi, t fiind grosimea efectivă a peretelui tubulaturii (măsurată în afara zonei anomaliei).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1094
Fig. 6.41. Polizarea zonei anomaliei pentru rotunjirea microreliefului acesteia şi îndepărtarea eventualelor microfisuri superficiale

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1095
Fig. 6.42. Determinarea cu ajutorul echipamentelor pe bază de curenţi eddy a profilului grosimii de perete a tubulaturii în zona anomaliei

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1096
g. Evaluarea gravităţii anomaliei şi luarea deciziei privind repararea acesteia prin aplicarea unui înveliş complex, din material compozit. In această etapă se realizează evaluarea anomaliei superficiale locale de tip “lipsă de material”, aplicând una din metode recomandate în [10], iar pe baza acesteia se decide dacă anomalia este o imperfecţiune, adică o anomalie care nu afectează inadmisibil capacitatea portantă a conductei şi, ca urmare, nu impune monitorizarea şi/sau aplicarea unor lucrări de mentenanţă corectivă, sau un defect, adică o anomalie cu influenţe negative semnificative asupra funcţionării corecte şi capacităţii portante a conductei, care impune executarea unor lucrări de mentenantă corectivă, constând, de exemplu, în aplicarea pe tubulatură a unui înveliş din material compozit.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1097
h. Verificarea setului de reparare a anomaliei prin aplicarea unui înveliş complex, din material compozit. În această etapă se verifică existenţa tuturor componentelor care alcătuiesc setul de reparare cu înveliş complex a anomaliei superficiale de tip “lipsă de material”, precum şi integritatea şi valabilitatea acestora. Componentele unui set complet de reparare sunt, în general, cele prezentate pentru exemplificare în figura 6.43 (livrate de firma WrapMaster Inc.): a. învelişul din material compozit; b. adezivul din două componente (componenta de bază A şi întăritorul / activatorul B); c. chitul sau materialul de umplere din două componente (componenta de bază A şi întăritorul / activatorul B); d. amestecătorul pentru adeziv; e. şpaclurile din material plastic pentru chit; e. punga de plastic pentru deşeuri (reziduuri); f. tăviţa din material plastic pentru adeziv; g. rolă pentru aplicarea adezivului; h. mâner pentru rola de aplicare a adezivului; i. pensule; j. covoraşe dublu adezive pentru fixarea unui capăt al învelişului compozit în vederea înfăşurării pe tubulatură; k. elemente de prindere tip Velcro; l. vergea de amestecare a adezivului; m. bandă adezivă (scotch);n. cuţite din material plastic; o. cartea tehnică a setului de reparare.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1098
Fig. 6.43. Principalele componente ale unui set de reparare cu învelişuri din materiale compozite

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1099
Firmele producătoare de astfel de seturi de reparare (Clock Spring
Company, WrapMaster Inc., Zycon Pty Ltd., Neptune Research Inc., Tyco Adhesives etc.) recomandă ca echipa care realizează repararea unei conducte prin aplicarea de învelişuri compozite să fie dotată cu următoarele materiale tehnologice, echipamente, aparate, dispozitive şi scule de lucru: a. echipamentul de protecţie recomandat în Fişele tehnice de securitate ale produselor (chituri, adezivi etc.) din setul de reparare; b. termometru; c. creion de marcare; d. ruletă; e. solvent organic pentru degresarea suprafeţei tubulaturii (acetonă, metiletilcetonă – MEK sau toluen); f. bucăţi de material textil pentru curăţire; g. ciocan de cauciuc; h. durimetru portabil Shore sau Barcol; i. trusă de pile profilate (semirotundă, ascuţită, rotundă etc.); j. spray pentru pregătirea suprafeţei tubulaturii în vedera aplicării adezivului; k. prelată pătrată, cu latura de min. 3,5 m; l. dispozitiv de rulare a învelişului în jurul tubulaturii; m. dispozitiv cu chingi pentru eliminarea surplusului de adeziv dintre straturile învelişului; n. coliere de asigurare finală a învelişului; o. hârtie abrazivă cu granulaţia 24...80; p. maşină de găurit electrică, cu viteză mică de rotaţie.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1100
i. Marcarea pe tubulatura conductei a zonei în care se aplică învelişul din material compozit peste anomalie, verificarea dimensiunilor învelişului şi aplicarea pe tubulatură a unui covoraş dublu adeziv. Această etapă constă în marcarea pe suprafaţa tubulaturii conductei a zonei pe care urmează să se efectueze repararea anomaliei superficiale locale de tip “lipsă de material” prin aplicarea unui înveliş din material compozit şi verificarea dimensiunilor învelişului livrat în setul de reparare, atât ca lăţime, pentru ca învelişul să depăşească anomalia, în direcţie axială, de fiecare parte, cu cel puţin 50 mm, cât şi ca lungime, pentru ca învelişul să aibă numărul de straturi necesar restabilirii capacităţii portane a tubulaturii în zona anomaliei. După verificarea învelişului se aplică pe tubulatură, într-o zonă vecină celei corespunzătoare anomaliei, bine curăţată cu solvent şi perfect uscată, un covoraş dublu adeziv, care va servi la fixarea capătului învelişului compozit. Dacă anomalia este extinsă pe întreaga circumferinţă a tubulaturii, aplicarea covoraşului se face după umplerea cu chit a anomaliei şi refacerea configuraţiei exterioare a tubulaturii. Conţinutul acestei etape este sugerat şi de imaginile din figura 6.44.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1101
Fig. 6.44. Marcarea zonei de amplasare a învelişului de reparare din material compozit şi aplicarea covoraşului dublu adeziv pe tubulatura conductei

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1102
j. Prepararea şi aplicarea chitului pe anomalia de pe tubulatura conductei. În această etapă se prepară chitul necesar umplerii anomaliei de pe tubulatura conductei şi refacerii configuraţiei exterioare a tubulaturii. Componentele A şi B ale chitului se dozează în proporţiile precizate de producător şi se amestecă cu şpaclul până la obţinerea unui material omogen, după care se aplică pe anomalie şi în jurul covoraşului dublu adeziv (prevăzut cu o folie exterioară de protecţie, care împiedică depunerea de chit pe suprafaţa adezivă pentru fixarea capătului învelişului înainte de înfăşurarea pe tubulatură). Dacă anomalia care trebuie reparată este extinsă pe întreaga circumferinţă a tubulaturii, se aplică chitul în toate cavităţile acesteia, se îndepărtează surplusul de chit şi se netezeşte suprafaţa acestuia cu ajutorul unui cuţit din material plastic, se aşteaptă întărirea chitului, se şlefuieşte suprafaţa cu hârtie abrazivă cu granulaţia 24...80 şi apoi se aplică procedura (descrisă anterior) de aplicare a covoraşului dublu adeeziv. Conţinutul acestei etape este pus în evidenţă şi de imaginile prezentate în figura 6.45.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1103
Fig. 6.45. Prepararea şi aplicarea chitului pe anomalia de pe tubulatura conductei

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1104
5.6.2. Tehnologiile de aplicare a învelişurilor polimerice sau din materiale compozite în zonele cu defecte ale conductelor
Învelişurile utilizate pentru repararea defectelor superficiale locale de
tip “lipsă de material” de pe tubulaturile conductelor se pot realiza în mai multe feluri:
a) Producătorul livrează o bandă confecţionată din material compozit şi un adeziv polimeric, iar învelişul de reparare se realizează prin înfăşurarea benzii pe tubulatura conductei, aderenţa benzii pe tubulatură şi aderenţa între straturile succesive de bandă ale învelişului fiind asigurată prin aplicarea adezivului pe acestea; în această categorie se încadrează învelişurile Clock Spring, Perma Wrap, Weld Wrap, Snap Wrap, care vor fi denumite în continuare învelişuri tip CS;

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1105
b) Producătorul livrează o bandă confecţionată din material compozit autoadezivă, iar învelişul de reparare se realizează prin înfăşurarea benzii pe tubulatura conductei, aderenţa benzii pe tubulatură şi aderenţa între straturile succesive de bandă ale învelişului fiind asigurată de substanţele adezive înglobate în bandă sau impregnate pe componenta de armare a benzii; în această categorie se încadrează învelişurile Fiba Roll, Syntho Glass, Syntho Shield, Plug-n Wrap, care vor fi denumite în continuare învelişuri tip FR;
c) Producătorul livrează componentele materialului compozit, adică matricea polimerică şi materialul de armare, iar învelişul se obţine aplicând pe tubulatura conductei, în straturi succesive, cele două componente; în această categorie se încadrează învelişurile Black Diamond, Plug-n Wrap “PLUS”, care vor fi denumite în continuare învelişuri tip BD.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1106
În toate cazurile anterior precizate, învelişurile folosite la repararea conductelor sunt învelişuri complexe, din materiale compozite. În cazul învelişurilor tip CS, banda din care se realizează straturile învelişului este un material compozit armat cu fibre (ţesute sau neţesute, lungi sau scurte, orientate sau neorientate), iar învelişul de reparare realizat pe tubulatura conductei este un compozit stratificat, alcătuit din această bandă (care la rândul său este un compozit) şi adezivul polimeric aplicat între straturile de bandă. În cazul învelişurilor tip FR, banda din care se realizează învelişul este un material compozit complex, cu mai multe straturi şi materialul de armare sub formă de ţesătură de fibre şi de fibre scurte neorientate (sub formă de mat sau împâslitură de fibre), aşa cum se prezintă în figura 6.46. Învelişurile tip BD sunt, de asemenea, învelişuri compozite complexe, cu mai multe straturi succesive de matrice polimerică şi material de armare sub formă de ţesătură de fibre.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1107
Fig. 6.46. Structura benzii compozite complexe tip Fiba Roll – FR

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1108
Procesele tehnologice de aplicare a învelişurilor complexe pe tubulaturile conductelor care prezintă defecte superficiale locale de tip “lipsă de material” diferă în funcţie de tipul învelişului.
A. Procesul tehnologic de aplicare a învelişurilor tip CS, care se realizează după desfăşurarea procesului tehnologic descris în § 5.6.1 (de pregătire a conductelor în vederea reparării prin aplicarea de învelişuri complexe), cuprinde următoarele etape / activităţi:
a. Prepararea adezivului folosit la realizarea învelişului prin amestecarea, în proporţiile indicate de producător, a celor două componente (componenta de bază A şi întăritorul / activatorul B); durata disponibilă pentru utilizarea adezivului după amestecarea componentelor depinde de cantitatea de întăritor folosită şi de temperatura la care se lucrează, aşa cum se poate constata examinând informaţiile din tabelul 6.6, privind realizarea şi utilizarea adezivului Perma Grip, livrat în setul de reparare Perma Wrap. Conţinutul acestei etape este descris şi de imaginile din figura 6.47.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1109
Tabelul 6.6. Condiţiile de realizare şi durata de utilizare disponibilă pentru adezivul Perma Grip
Temperatura de lucru tl, oC
Cantitatea de activator B utilizată pentru 2600 g de componentă A,
g
Durata de utilizare a adezivului, minute
tl ≤ 0 Precizată în instrucţiuni speciale cerute producătorului
Precizată în instrucţiuni speciale cerute producătorului
0 < tl ≤ 12 650 75 … 180 12 < tl ≤ 18 350 60 … 120 18 < tl ≤ 26 220 50 … 90 26 < tl ≤ 32 185 45 … 90 32 < tl ≤ 43 165 45 … 75
tl > 43 Precizată în instrucţiuni speciale cerute producătorului
Precizată în instrucţiuni speciale cerute producătorului

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1110
Fig. 6.47. Modul de pregătire a adezivului pentru realizarea învelişurilor tip CS

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1111
b. Aplicarea unui strat de adeziv pe toată circumferinţa tubulaturii,
cu lăţimea (extinderea în direcţia axei longitudinale a tubulaturii) egală cu lăţimea de livrare a învelişului CS, aşa cum se poate observa în imaginile din figura 6.48.
Fig. 6.48. Modul de aplicare a adezivului pe circumferinţa tubulaturii înainte de înfăşurarea benzii CS

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1112
c. Aplicarea capătului învelişului pe covoraşul dublu adeziv de pe tubulatura conductei şi înfăşurarea învelişului pe tubulatura conductei, cu aplicarea de adeziv între straturile înfăşurate, aşa cum se poate observa în figura 6.49; înfăşurarea învelişului se poate face cu susţinerea acestuia de către operator sau cu ajutorul unui dispozitiv de tipul celui prezentat în figura 6.49.
d. Strângerea cu o chingă reglabilă a învelişului înfăşurat, aşa cum se poate observa în figura 6.50, operaţia având drept scop expulzarea excesului de adeziv dintre straturile succesive ale învelişului.
e. Fixarea cu cleme/coliere a învelişului înfăşurat, aşa cum se observă în figura 6.51 şi menţinerea sa în această stare până la definitivarea reacţiilor de întărire a chitului şi adezivului utilizate şi consolidarea reparaţiei efectuate.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1113
Fig. 6.49. Aplicarea capătului învelişului pe covoraşul dublu
adeziv şi înfăşurarea învelişului tip CS pe tubulatura unei conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1114
Fig. 6.50. Strângerea învelişului tip CS cu o chingă şi eliminarea excesului de adeziv
Fig. 6.51 Fixarea cu cleme a învelişului tip CS înfăşurat pe tubulatura unei conducte

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1115
Tehnologia prezentată poate fi utilizată şi la aplicarea mai multor învelişuri tip CS alăturate, pentru repararea conductelor cu tubulatura deteriorată pe zone extinse, aşa cum se poate observa în figura în figura 6.52.
Fig. 6.52. Repararea unor zone extinse ale tubulaturii
unei conducte folosind mai multe învelişuri tip CS aplicate în serie

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1116
B. Procesul tehnologic de aplicare a învelişurilor tip CS pe îmbinările sudate circulare dintre ţevile unei conducte este ilustrat sugestiv în figura 6.53.
a.
b.
c.
Fig. 6.53. Particularităţile procesului tehnologic de aplicare a învelişurilor tip CS pentru repararea defectelor din vecinătatea îmbinărilor sudate circulare de pe tubulatura unei conducte:
a. aplicarea învelişurilor de o parte şi de alta a îmbinarii sudate; b. aplicarea unui înveliş de consolidare peste cele adiacente îmbinării sudate; c. aspectul reparaţiei

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1117
Procesul tehnologic, prezentat în figura 6.53, de aplicare a învelişurilor tip CS în zona unei îmbinări sudate dintre ţevile care alcătuiesc tubulatura unei conducte a fost simplificat prin conceperea benzilor speciale Weld Wrap, care, aşa cum se poate observa în figura 6.54, au partea de început divizată printr-o fantă cu deschiderea corespunzătoare lăţimii CUS circulare dintre ţevile conductei. Procesul tehnologic de aplicare a unui înveliş din bandă Weld Wrap pentru remedierea unui defect superficial local poziţionat în zona unei îmbinări sudate circulare dintre două ţevi din alcătuirea tubulaturii unei conducte este descris de imaginile prezentate în figurile 6.54 şi 6.55.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1118
a. Achiziţionarea învelişului şi
setului de reparare b. Verificarea dimensiunilor
învelişului c. Stabilirea poziţiei
învelişului pe tubulatură
d. Marcarea pe tubulatura
conductei a poziţiei învelişului e. Aplicarea pe tubulatură a
pieselor de ghidare a învelişului f. Aplicarea pe tubulatură a
două covoraşe dublu adezive
Fig. 6.54. Etapele iniţiale ale procesului tehnologic de aplicare pe tubulatura unei conducte a unui înveliş de tip Weld Wrap

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1119
g. Prepararea chitului şi adezivului
pentru înveliş h. Aplicarea chitului în lungul covoraşelor şi CUS circulare
i. Aplicarea adezivului pe circumferinţa tubulaturii
j. Indepărtarea foliilor exterioare de
protecţie de pe covoraşe
k. Fixarea pe covoraş a capătului primei jumătăţi a învelişului
l. Fixarea pe covoraş a capătului jumătăţii 2 a învelişului
Fig. 6.54 continuare. Etapele iniţiale ale procesului tehnologic de aplicare pe tubulatura unei conducte a unui înveliş de tip Weld Wrap

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1120
m. Aplicarea adezivului pe primul strat al învelişului
n. Aplicarea adezivului şi înfăşurarea benzii cu fantă
o. Umplerea cu chit a fantei învelişului din zona CUS
p. Înfăşurarea primului strat al
învelişului fără fantă q. Înfăşurarea ultimelor straturi ale
învelişului fără fantă r. Montarea dispozitivului cu chingi
pe înveliş
Fig. 6.55. Etapele finale ale procesului tehnologic de aplicare pe tubulatura unei conducte a unui înveliş de tip Weld Wrap

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1121
s. Verificarea poziţiei
dispozitivului cu chingi t. Strângerea învelişului cu
dispozitivul cu chingi u. Eliminarea excesului de chit şi
adeziv din înveliş
v. Examinarea marginilor
învelişului z. Netezirea marginilor învelişului
aplicat pe conductă y. Verificarea calităţii reparaţiei
efectuate cu Weld Wrap
Fig. 6.55 continuare. Etapele finale ale procesului tehnologic de aplicare pe tubulatura unei conducte a unui înveliş de tip Weld Wrap

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1122
C. Procesul tehnologic de aplicare a învelişurilor tip FR, care se realizează după desfăşurarea procesului tehnologic descris în § 5.6.1 (de pregătire a conductei), cuprinde următoarele etape / activităţi: a. Înfăşurarea învelişului pe tubulatura conductei, simultan cu îndepărtarea foliei protectoare, care asigură ca straturile de înveliş (acoperite cu adeziv) de pe rola de livrare să nu adere între ele în cursul transportului şi depozitării acesteia, aşa cum se poate observa în figura 6.56. b. Întărirea / consolidarea învelişului, care se poate realiza sub acţiunea luminii naturale şi poate fi accelerată prin folosirea unor lămpi cu lumină ultravioletă, aşa cum se prezintă în figura 6.57.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1123
Fig. 6.56. Aplicarea unui înveliş de tip FR pe tubulatura unei conducte
Fig. 6.57. Întărirea unui înveliş de tip FR folosind lămpi cu lumină ultravioletă

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1124
D. Procesul tehnologic de aplicare a învelişurilor tip BD, care se realizează după desfăşurarea procesului tehnologic descris în § 5.6.1 (de pregătire a conductei), cuprinde următoarele etape / activităţi, descrise sugestiv de imaginile din figurile 6.58: a. Prepararea adezivului folosit la realizarea învelişului (prin amestecarea componentei de bază cu activatorul / întăritorul). b. Aplicarea adezivului pe pânza de armare (din fibre de sticlă sau de carbon) a învelişului; aplicarea adezivului se realizează, de obicei, cu rola, la fel ca în cazul reparării cu învelişuri de tip CS. c. Înfăşurarea strânsă a pânzei de armare (îmbibată cu adeziv) pe tubulatura conductei şi obţinerea învelişului. d.. Întărirea adezivului (la temperatura ambiantă sau, eventual, prin încălzire uşoară) şi consolidarea învelişului.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1125
Fig. 6.58. Procesul tehnologic de aplicare a unui înveliş de tip BD, cu matricea din răşină poliesterică şi pânză din fibră carbon, pe tubulatura unei conducte:
a. – aplicarea adezivului / matricei pe pânza din fibre carbon; b. – înfăşurarea pânzei din fibre carbon, îmbibată cu adeziv, pe tubulatura conductei;
c. – întărirea adezivului / matricei şi finalizarea învelişului

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1126
O tehnologie asemănătoare se utilizează şi pentru repararea conductelor cu defecte superficiale locale de tip „lipsă de material” cu învelişuri Plug-n Wrap „PLUS”, realizate sub formă de materiale compozite în care matricea este o răşină epoxidică cu întărire rapidă, iar componenta de armare este o ţesătură din fibre de sticlă. Procesul tehnologic de aplicare a unui astfel de înveliş pe tubulatura unei conducte este prezentat sintetic în figura 6.59, învelişul realizat având rezistenţa la tracţiune de 27...30 MPa, alungirea la rupere de 1,0...1,2 % şi modulul la tracţiune de aprosimativ 44000 MPa.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1127
Fig. 6.59. Procesul tehnologic de aplicare a unui înveliş Plug-n Wrap „PLUS” pe tubulatura unei conducte cu defecte superficiale locale de tip „lisă de material”

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1128
În prezent se utilizează pentru repararea conductelor (în principal a conductelor din reţelele de distribuţie a apei potabile şi a gazelor naturale, cu diametre până la 168 mm şi presiuni de operare de până la 0,4 MPa) învelişurile Syntho-Glass, care se poate considera o combinaţie a tipurilor FR şi BD. Aceste învelişuri sunt realizate din ţesătură din fibre de sticlă impregnată cu răşină poliuretanică şi se livrează în ambalaje închise ermetic; întărirea răşinii se activează înainte de utilizare, extrăgând învelişul din ambalaj şi introducându-l în apă câteva secunde, după care se procedează la înfăşurarea sa strânsă pe tubulatura conductei pentru a realiza reparaţia repararea, aşa cum sugerează figura 6.60.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1129
Fig. 6.60. Învelişul tip Syntho-Glass de reparare a conductelor

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1130
Seturile de reparare a conductelor cu învelişuri de tip Syntho-Glass pot conţine şi o bandă de cauciuc butilic, care se poate utiliza pentru a reface etanşeitatea conductei în cazul în care sunt scăpări de fluid transportat prin defecte de dimensiuni mici (tip pitting). Procesul tehnologic de reparare a unei conducte prin aplicarea unui înveliş de tip Syntho-Glass (care se realizează după desfăşurarea procesului tehnologic de pregătire a conductei, descris în § 5.6.1) este descris sintetic în figura 6.61.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1131
a. Aplicarea strânsă a benzii din cauciuc butilic pe tubulatura conductei, peste defectul care determină
scăpari de fluid transportat
b. Activarea benzii Syntho-Glass (din ţesătură din fibre de sticlă impregnată cu răşină poliuretanică) prin
introducerea (20 de secunde) în apă
c. Înfăşurarea strânsă (elicoidală, cu suprapunere
50%) a benzii Syntho-Glass ude în zona cu defecte a tubulaturii conductei
d) Apăsarea benzii pe tubulatură, eliminarea apei în exces şi întinderea răşinii pe înveliş (până cănd aceasta
se simte vâscoasă la atingere)
Fig. 6.61. Procesul tehnlogic de reparare a unei conducte cu un înveliş de tip Syntho-Glass

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1132
Încercări la presiune ale unor ţevi sau tronsoane de tubulatură cu defecte reparate cu învelişuri complexe, din materiale compozite au fost realizate în şantier sau în atelierele producătorilor de seturi de reparare prin astfel de procedee.
Un exemplu îl constituie încercarea la presiune a unor tronsoane de tubulatură cu defecte remediate prin aplicarea unor învelişuri din materiale compozite de tip CS; aşa cum se poate observa în figura 6.62, reparaţiile efectuate pot asigura tubulaturii o rezistenţă superioară celei corespunzătoare ţevilor fără defecte (de exemplu, o conductă cu diametrul exterior De = 273,1 mm (10 ¾ in) şi grosimea de perete t = 5,6 mm, realizată din oţel X42, pe care s-a aplicat un astfel de înveliş pentru remedierea unui defect cu dp = 0,80t, sp = 200 mm şi cp = 75 mm, s-a spart la proba de presiune, în afara zonei reparate, la ps = 7,0 MPa).

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1133
Fig. 6.62. Tronsoane de tubulatură reparate prin aplicarea de învelişuri din materiale compozite de tip CS şi supuse la încercarea la presiune interioară până la spargere
Un alt exemplu îl reprezintă programul de evaluare experimentală, realizat de firma Wrap Master Inc, privind calitatea reparaţiilor efectuate cu învelişurile din materiale compozite pe care această firmă le produce.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1134
O primă secvenţă a programului a constat în realizarea, folosind prelucrarea prin aşchiere, pe o ţeavă din oţel X52, cu diametrul exterior De = 323,9 mm şi grosimea de perete t = 9,5 mm, a unui defect superficial de tip „lipsă de material”, cu extinderea axială sp = 165 mm, extinderea circumferenţială cp = 165 mm şi adâncimea dp = 7,6 mm = 0,8t, repararea defectului prin aplicarea pe ţeavă a unui înveliş Perma Wrap (lucrare care a durat 35 minute) şi încercarea la presiune a ţevii, care s-a spart, în afara zonei reparate, la presiunea ps = 29,4 MPa. Principalele detalii ale acestui experiment sunt conţinute de imaginile din figura 6.63.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1135
Fig. 6.63. Modul de verificare a performantelor reparaţiei realizate cu un înveliş Perma Wrap la o ţeavă cu un defect de tip “lipsă de material”

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1136
O altă secvenţă a programului a constat în realizarea, folosind prelucrarea prin aşchiere, pe un tronson de conductă obţinut prin sudarea cap la cap a două ţevi din oţel X42, cu diametrul exterior De = 323,9 mm şi grosimea de perete t = 9,5 mm, a unui defect superficial de tip „lipsă de material”, cu adâncimea dp = 7,6 mm = 0,8t, amplasat în vecinătatea îmbinării sudate circulare, repararea defectului prin aplicarea pe tronsonul de conductă a unui înveliş Weld Wrap şi încercarea la presiune a tronsonului, care s-a spart, în afara zonei reparate, la presiunea ps = 28,9 MPa. Repetarea experimentului pe încă un tronson de conductă pregătit în acelaşi mod a condus la rezultate similare, spargerea survenind, în afara zonei reparate prin aplicarea învelişului Weld Wrap, la presiunea ps = 30,0 MPa. Principalele detalii ale acestor experimente sunt conţinute de figura 6.64.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1137
Fig. 6.64. Modul de verificare a performantelor reparaţiei realizate cu învelişuri Weld Wrap pe tronsoane de conductă cu defecte de tip “lipsă de material”

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1138
O secvenţă interesantă a programului a constat în realizarea, folosind prelucrarea prin aşchiere, pe un tronson de conductă obţinut prin sudarea cap la cap a două ţevi din oţel X60, cu diametrul exterior De = 168,3 mm şi grosimea de perete t = 7,1 mm, a unui defect superficial de tip „lipsă de material”, cu adâncimea dp = 0,8t, amplasat în vecinătatea îmbinării sudate circulare, repararea defectului prin aplicarea pe ţeavă a unui înveliş Plug-n Wrap şi încercarea la presiune a tronsonului de conductă, care s-a spart, în afara zonei reparate, la presiunea ps = 28,9 MPa.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1139
Repetarea experimentului pe încă un tronson de conductă, cu aceleaşi caracteristici privind dimensiunile şi materialul, dar având, în vecinătatea îmbinării sudate circulare, un defect de tipul unui orificiu (pătruns) cu diametrul sp = 6,35 mm (realizat prin găurire cu burghiul), care a fost reparat prin aplicarea unui înveliş Plug-n Wrap, a evidenţiat pierderea etanşeităţii (în zona orificiului pe care s-a aplicat învelişul) în cursul probei de presiune, când s-a atins presiunea pp = 20,7 MPa. Principalele detalii ale acestor experimente sunt conţinute de imaginile grupate în figura 6.65.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1140
Fig. 6.65. Modul de verificare a performantelor reparaţiei realizate cu învelişuri Plug-n Wrap pe tronsoane de conductă cu defecte de tip “lipsă de material”

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1141
O ultimă secvenţă a programului a constat în realizarea, folosind prelucrarea prin aşchiere, pe ţevi din oţel X52, cu diametrul exterior De = 323,9 mm şi grosimea de perete t = 9,5 mm, a unor defecte superficiale de tip „lipsă de material”, cu extinderea axială sp = 165 mm, extinderea circumferenţială cp = 165 mm şi adâncimea dp = 7,6 mm = 0,8t, repararea defectelor prin aplicarea pe ţevi a unor învelişuri Perma Wrap şi încercarea ţevilor la solicitări mecanice variabile. Detalii privind pregătirea şi realizarea încercărilor la oboseală ale ţevilor, cu defecte superficiale de tip „lipsă de material”, reparate prin aplicarea de învelişuri Perma Wrap, sunt prezentate în figura 6.66.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1142
Fig. 6.66. Pregătirea şi realizarea încercărilor la oboseală ale ţevilor reparate cu învelişuri Perma Wrap

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1143
Incercarile la solicitări variabile, realizate cu diferite cicluri de presiune, s-au realizat în condiţiile şi au condus la rezultatele următoare:
o ţeavă a fost supusă la cicluri de presiune având pmin = 0,7 MPa şi pmax = 15,2 MPa (la pmax, tensiunea circumferenţială generată în peretele ţeavii a avut intensitatea egală cu 0,72 din limita de curgere Rt0,5 a oţelului X52, din care era confecţionată ţeava) şi a rezistat 1000 de cicluri.
o ţeavă a fost supusă la cicluri de presiune având pmin = MAOP – 3,5 MPa şi pmax = MAOP + 3,5 MPa (MAOP fiind presiunea maxima admisibila de operare pentru ţeava de probă) şi a rezistat 10000 de cicluri.
o ţeavă a fost supusă la cicluri de presiune având pmin = MAOP – 1,7 MPa şi pmax = MAOP + 1,7 MPa şi a rezistat 50000 de cicluri.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1144
Cercetări asemănatoare, constând în conceperea şi realizarea unor materiale compozite pentru repararea conductelor şi testarea lor, au fost realizate şi în cadrul U.P.G. din Ploieşti. Imagini ale învelişurilor (din aceste materiale) aplicate pe ţevi cu defecte superficale locale obţinute prin aşchiere şi rezultatele testării acestora sunt prezentate în figurile 6.67 şi 6.68.

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1145
Fig 6.67. Invelişul din material compozit realizat de UPG în colaborare cu ICECHIM aplicat pe o ţeavă de probă cu defect superficial local realizat prin frezare

UPP – TCMUTD _____________________________________________________________________________ Inginerie mecanică
Prof. Gh. ZECHERU _________________________________________________________________________________ pag. 1146
Fig. 6.67. Modul de cedare a ţevii reparate la încercarea la presiune interioară