4.3 Tensiuni Reziduale Si Deformatii
32
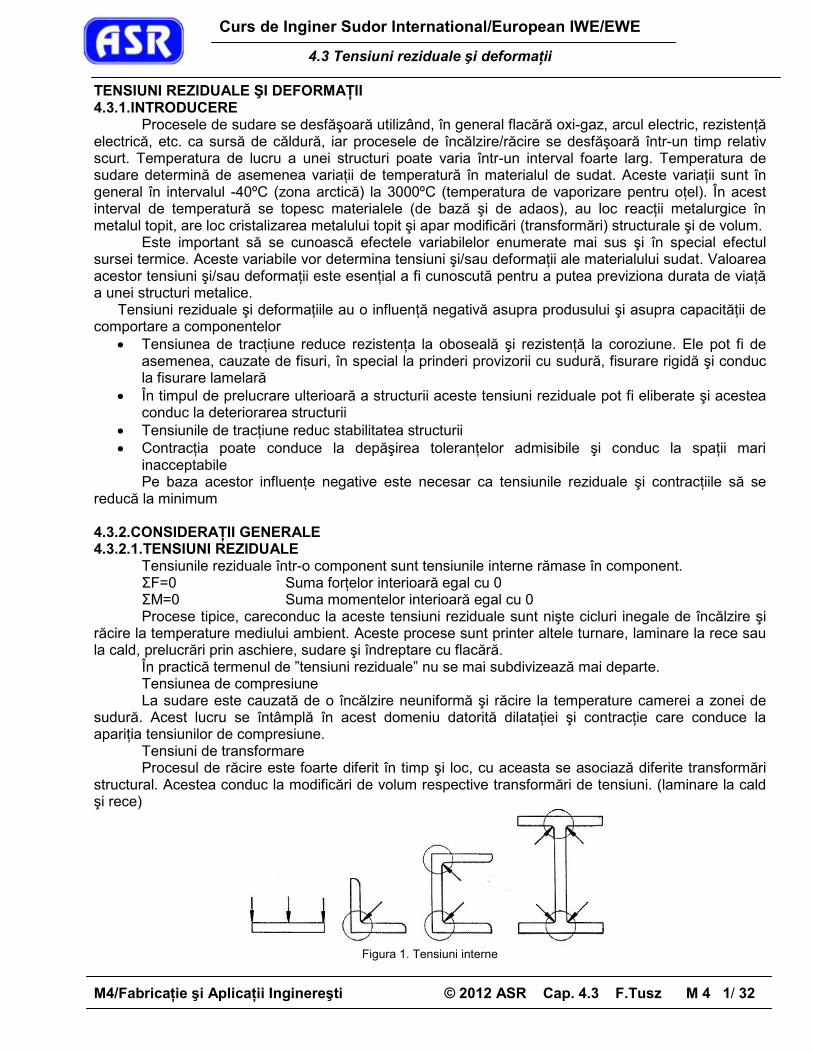
Curs de Inginer Sudor International/European IWE/EWE 4.3 Tensiuni reziduale şi deformaŃii M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 1/ 32 TENSIUNI REZIDUALE ŞI DEFORMAłII 4.3.1.INTRODUCERE Procesele de sudare se desfăşoară utilizând, în general flacără oxi-gaz, arcul electric, rezistenŃă electrică, etc. ca sursă de căldură, iar procesele de încălzire/răcire se desfăşoară într-un timp relativ scurt. Temperatura de lucru a unei structuri poate varia într-un interval foarte larg. Temperatura de sudare determină de asemenea variaŃii de temperatură în materialul de sudat. Aceste variaŃii sunt în general în intervalul -40ºC (zona arctică) la 3000ºC (temperatura de vaporizare pentru oŃel). În acest interval de temperatură se topesc materialele (de bază şi de adaos), au loc reacŃii metalurgice în metalul topit, are loc cristalizarea metalului topit şi apar modificări (transformări) structurale şi de volum. Este important să se cunoască efectele variabilelor enumerate mai sus şi în special efectul sursei termice. Aceste variabile vor determina tensiuni şi/sau deformaŃii ale materialului sudat. Valoarea acestor tensiuni şi/sau deformaŃii este esenŃial a fi cunoscută pentru a putea previziona durata de viaŃă a unei structuri metalice. Tensiuni reziduale şi deformaŃiile au o influenŃă negativă asupra produsului şi asupra capacităŃii de comportare a componentelor • Tensiunea de tracŃiune reduce rezistenŃa la oboseală şi rezistenŃă la coroziune. Ele pot fi de asemenea, cauzate de fisuri, în special la prinderi provizorii cu sudură, fisurare rigidă şi conduc la fisurare lamelară • În timpul de prelucrare ulterioară a structurii aceste tensiuni reziduale pot fi eliberate şi acestea conduc la deteriorarea structurii • Tensiunile de tracŃiune reduc stabilitatea structurii • ContracŃia poate conduce la depăşirea toleranŃelor admisibile şi conduc la spaŃii mari inacceptabile Pe baza acestor influenŃe negative este necesar ca tensiunile reziduale şi contracŃiile să se reducă la minimum 4.3.2.CONSIDERAłII GENERALE 4.3.2.1.TENSIUNI REZIDUALE Tensiunile reziduale într-o component sunt tensiunile interne rămase în component. ΣF=0 Suma forŃelor interioară egal cu 0 ΣM=0 Suma momentelor interioară egal cu 0 Procese tipice, careconduc la aceste tensiuni reziduale sunt nişte cicluri inegale de încălzire şi răcire la temperature mediului ambient. Aceste procese sunt printer altele turnare, laminare la rece sau la cald, prelucrări prin aschiere, sudare şi îndreptare cu flacără. În practică termenul de ”tensiuni reziduale” nu se mai subdivizează mai departe. Tensiunea de compresiune La sudare este cauzată de o încălzire neuniformă şi răcire la temperature camerei a zonei de sudură. Acest lucru se întâmplă în acest domeniu datorită dilataŃiei şi contracŃie care conduce la apariŃia tensiunilor de compresiune. Tensiuni de transformare Procesul de răcire este foarte diferit în timp şi loc, cu aceasta se asociază diferite transformări structural. Acestea conduc la modificări de volum respective transformări de tensiuni. (laminare la cald şi rece) Figura 1. Tensiuni interne
description
Tensiuni Reziduale Si Deformatii
Transcript of 4.3 Tensiuni Reziduale Si Deformatii
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 1/ 32
TENSIUNI REZIDUALE ŞI DEFORMAłII 4.3.1.INTRODUCERE Procesele de sudare se desfăşoară utilizând, în general flacără oxi-gaz, arcul electric, rezistenŃă electrică, etc. ca sursă de căldură, iar procesele de încălzire/răcire se desfăşoară într-un timp relativ scurt. Temperatura de lucru a unei structuri poate varia într-un interval foarte larg. Temperatura de sudare determină de asemenea variaŃii de temperatură în materialul de sudat. Aceste variaŃii sunt în general în intervalul -40ºC (zona arctică) la 3000ºC (temperatura de vaporizare pentru oŃel). În acest interval de temperatură se topesc materialele (de bază şi de adaos), au loc reacŃii metalurgice în metalul topit, are loc cristalizarea metalului topit şi apar modificări (transformări) structurale şi de volum. Este important să se cunoască efectele variabilelor enumerate mai sus şi în special efectul sursei termice. Aceste variabile vor determina tensiuni şi/sau deformaŃii ale materialului sudat. Valoarea acestor tensiuni şi/sau deformaŃii este esenŃial a fi cunoscută pentru a putea previziona durata de viaŃă a unei structuri metalice.
Tensiuni reziduale şi deformaŃiile au o influenŃă negativă asupra produsului şi asupra capacităŃii de comportare a componentelor
• Tensiunea de tracŃiune reduce rezistenŃa la oboseală şi rezistenŃă la coroziune. Ele pot fi de asemenea, cauzate de fisuri, în special la prinderi provizorii cu sudură, fisurare rigidă şi conduc la fisurare lamelară
• În timpul de prelucrare ulterioară a structurii aceste tensiuni reziduale pot fi eliberate şi acestea conduc la deteriorarea structurii
• Tensiunile de tracŃiune reduc stabilitatea structurii • ContracŃia poate conduce la depăşirea toleranŃelor admisibile şi conduc la spaŃii mari
inacceptabile Pe baza acestor influenŃe negative este necesar ca tensiunile reziduale şi contracŃiile să se
reducă la minimum
4.3.2.CONSIDERAłII GENERALE 4.3.2.1.TENSIUNI REZIDUALE
Tensiunile reziduale într-o component sunt tensiunile interne rămase în component. ΣF=0 Suma forŃelor interioară egal cu 0 ΣM=0 Suma momentelor interioară egal cu 0 Procese tipice, careconduc la aceste tensiuni reziduale sunt nişte cicluri inegale de încălzire şi
răcire la temperature mediului ambient. Aceste procese sunt printer altele turnare, laminare la rece sau la cald, prelucrări prin aschiere, sudare şi îndreptare cu flacără.
În practică termenul de ”tensiuni reziduale” nu se mai subdivizează mai departe. Tensiunea de compresiune La sudare este cauzată de o încălzire neuniformă şi răcire la temperature camerei a zonei de
sudură. Acest lucru se întâmplă în acest domeniu datorită dilataŃiei şi contracŃie care conduce la apariŃia tensiunilor de compresiune.
Tensiuni de transformare Procesul de răcire este foarte diferit în timp şi loc, cu aceasta se asociază diferite transformări
structural. Acestea conduc la modificări de volum respective transformări de tensiuni. (laminare la cald şi rece)
Figura 1. Tensiuni interne

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 2/ 32
4.3.2.2.DEFORMAłII DeformaŃia este termenul general a abaterilor componentelor faŃă de planul dat rezultat în urma
încălzirii şi răcirii la temperature mediului ambient a componentelor. La sudare se disting 4 tipuri de deformaŃii:
• Scurtarea a componentelor în direcŃie longitudinal (contracŃie longitudinal) • Scurtarea a componentelor în direcŃie transversal (contracŃia transversal) • Strâmbare= suprafaŃa deformată (contracŃia transversal şi longitudinal) • DeformaŃia unghiulară (contracŃia unghiulară)
ContracŃie longitudinal contracŃie contraŃie unghiulară contracŃie unghiulară
Transversal îmbinare cap la ca îmbinare de colŃ Figura 2 Diferite tipuri de contracŃii
4.3.3.IPOTEZE PENTRU GAMA DE CREŞTERE A TENSIUNILOR REZIDUALE ŞI A DEFORMAłIILOR 4.3.3.1.GENERALITĂłI
Fiecare metal se dilată uniform în toate direcŃiile, atunci când este încălzit şi revine la forma iniŃială pe parcursul răcirii.
Un corp metalic este aşezat liber pe o suprafaŃă şi este uniform încălzit, aceasta se va dilata pe toate părŃile fără să fie impiedecat, la răcire uniformă se va contracta uniform până la dimensiunile iniŃiale.(figura 3)
Figura 3. Dilatarea-contracŃia
Acest proces se abate de la testul de mai sus menŃionat cu următoarele
• Procesul de încălzire şi răcire nu este uniform • Dilatarea materialului încălzit este impiedicate de materialul adiacent rece • ContracŃia materialului încălzit este deasemenea impiedicată de materialul rece din jur • ProprietăŃile chimice, mecanice şi fizice diferită şi grosimi diferite a oŃelurilor necesită
introducere de căldură • La diferite procese de sudare contribuie diferite surse de căldură care se desfăşoară pe diferite
izoterme

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 3/ 32
Sudare cu flacără (311) Sudare menuală cu erc electric (111)
Figura 4 Izotermele unor surse de căldură utilizate la sudare
Din cauza factorilor foarte multe şi diferite este posibilă realizarea unor construcŃii sudate respevtiv concluzii clare despre tensiunile reziduale şi deformaŃii existstente. În aplicare a formulelor trebuie, de asemenea, să fie remarcat faptul că aproape toate formulele sunt bazate pe rezultatele determinate experimental. 4.3.3.2.PROPRIETĂILE MECANICE ŞI FIZICE ALE METALELOR
ProprietăŃile fizice şi mecanice ale metalelor au o influenŃă foarte mare asupra tensiunilor remanente şi deformaŃii. Unele dintre cele mai importante proprietăŃi sunt:
• Modulul de elasticitate E [N/mm2] • Limita de curgere Reh [N/mm2] • Coeficientul de dilatare termică liniară αT [mm m-1K-1] • Conductibilitate termică λ [W/mK] • Căldură specifică c [kJkg-1K-1]
Modul de elasticitate E [N/mm2]
Modulul E este o masura de rigiditate a materialului.Cea mai mare rezistenŃă faŃă de deformaŃie au materialele cu modulul de elasticitate mai mare. Acesta totuşi depinde de temperatură şi scade odată cu creşterea temperaturii Limita de curgere Reh [N/mm2]
Astfel încât cusătura de sudură poate micşora timpul de răcire, tensiunile reziduale ating limita de curgere a sudurii.
Limita de curgere mare în zona cordonului conduce la mai multe tensiuni reziduale. Acest lucru conduce de asemenea la un risc crescut de fisurare. (figura 5)

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 4/ 32
Figura 5.VariaŃia caracteristicilor mecanice în funcŃie cu temperatură
Diagrama de mai sus arată efectul de creşterea temperaturii pe diferite proprietăŃi mecanice pentru un oŃel S 355
La cca. 2000C oŃelul ajung la rezistenŃă de rupere Rm maximă, şi în acelaşii timp la alungire minimă.
Se recomandă în multe standarde evitarea impactului cu şocuri de căldură la componente sudate. Coeficientul de dilatare termică liniară αT [mm m-1K-1]
Acest coeficient este o măsură a gradului de încălzire a materialului în direcŃia longitudinală. Deoarece la încălzire se dilată şi tridimensional componentele aceasta poate fi necesar pentru a
determina dilatarea volumului. Pentru dilatarea volumică acest coeficient se determină cu relaŃia g≈3αT
Compararea coeficientului de dilataŃie termică αT pentru diferite matale: αTdif.oŃeluri de construcŃie=0,012 [mm m-1K-1] αTdif.oŃeluri CrNi =0,017 [mm m-1K-1] αTcupru =0,018 [mm m-1K-1] αTAluminium =0,026 [mm m-1K-1] Metale cu coeficient de dilataŃie termică mare
• se dilată şi se contractă mai mult decât cei cu coeficient mai mic • au o contracŃie mai mare • au un risc mai mare la o deformaŃie majoră
Schimbare de volum (figura 3) Conductibilitate termică λ [W/mK]
Conductibilitatea termică a materialului, în general invariabilă pentru solide depinde mult de temperatură. Conductibilitatea termică este o cantitate de căldură care curge printr-un câmp de căldură are efect asupra gradientului de temperatură a unei suprafeŃe date. λ oŃel Cr Ni = 0,147 [w/mK] λ oŃel de costrucŃi = 0,147 [w/mK] λ Aluminiu = 0,147 [w/mK] λ cupru = 0,147 [w/mK]
Metale cu conductivitate termică bună, conduc căldura furnizată rapid. În scopul de a realiza un necesar pentru acumularea de căldură suficient pentru a realiza o sudură, de exemplu la sudarea cuprului este necesar o sursă de căldură foarte mare.
Acest lucru conduce la un câmp de temperatură mare astfel ca dilatarea are dimensiuni mari şi deformaŃii remanente mari asociate.
Metale cu o conductibilitate termică foarte slabă conduce la câmpuri termice foarte mici, cu compresie mare a materialului Căldura specifică c [kJ kg-1 K-1]
Căldura specifică este cantitatea de căldură necesară pentru ridicarea cu un grad a temperaturii unităŃii de masă (1kg) a unui corp
Această valoare este dependent de temperatura şi creşte odată cu creşterea temperaturilor. Aşa este de exemplu pentru un oŃel de construcŃie general: CoŃel =0,477 [kJ kg-1 K-1] la 200C =0,483 [kJ kg-1 K-1] la 1000C =0,714 [kJ kg-1 K-1] la 8000C
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 5/ 32
Ccupru =0,385 [kJ kg-1 K-1] Cdif oŃel construcŃii =0,477 [kJ kg-1 K-1] CcoŃel Cr Ni =0,385 [kJ kg-1 K-1] Caluminium =0,920 [kJ kg-1 K-1] Creşterea căldurii specifice conduce la creşterea
• alungirii termice • comprimării • contracŃie şi deformaŃie
4.3.3.3.SURSE TERMICE
La sudarea cu arc electric, sau cu gaz, metalul se încălzeşte, cu ajutorul unei surse de căldură, în mod diferit. Astfel trebuiesc topite muchiile rostului şi se formează o baie de metal topit în care este inclusă o anumită cantitate din metalul de adaos. Această baie de metal topit se va răci ulterior în mod diferenŃiat, determinând tensiuni interne în material şi/sau deformaŃii ale materialului sudat. La acest fenomen contribuie şi necesitatea ca la aproape toate procedeele de sudare să fie necesară preîncălzirea pieselor pe timpul proceselor de sudare (funcŃie de conŃinutul de elemente chimice, grosimea materialelor de sudat, tipul de îmbinare etc.). Aportul termic Q este dat de relaŃia:
unde:
- Q = cantitatea de căldură introdusă (kJ/mm), - U = tensiunea arcului (V), - I = intensitatea curentului de sudare (A), - Vs = viteza de sudare (mm/min). EficienŃa depinde de procedeul de sudare utilizat, la sudarea MIG/MAG fiind de 0.75, la sudarea
sub strat de flux de 0.9 iar la sudarea WIG de 0.8.
unde, I = intensitatea curentului de sudare [A] U = tensiunea arcului [V] vs = viteza de sudare [cm/min] η = randamentul procedeului de sudare 4.3.3.4.CONTRACłIA ContracŃia – modificarea formei piesei datorate procesului de sudare, de obicei sub forma unei scurtări în lungime (figura 6). ExplicaŃie: la o bară încălzită uniform în tot volumul ei – figura 6.a – bara este liberă. La încălzire se dilată cu o lungime ∆l, iar după răcire revine la lungimea iniŃială - figura 6.b – bară încastrată la un capăt şi simplu rerezemată la celălalt capăt. În acest caz bara nu se dilată la încălzire, apărând tensiuni de compresiune. Dacă se depăşeşte limita de curgere, bara se va îngroşa, iar deformarea va fi permanentă. La răcire bara va fi mai scurtă.
[J/mm]
J/cm
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 6/ 32
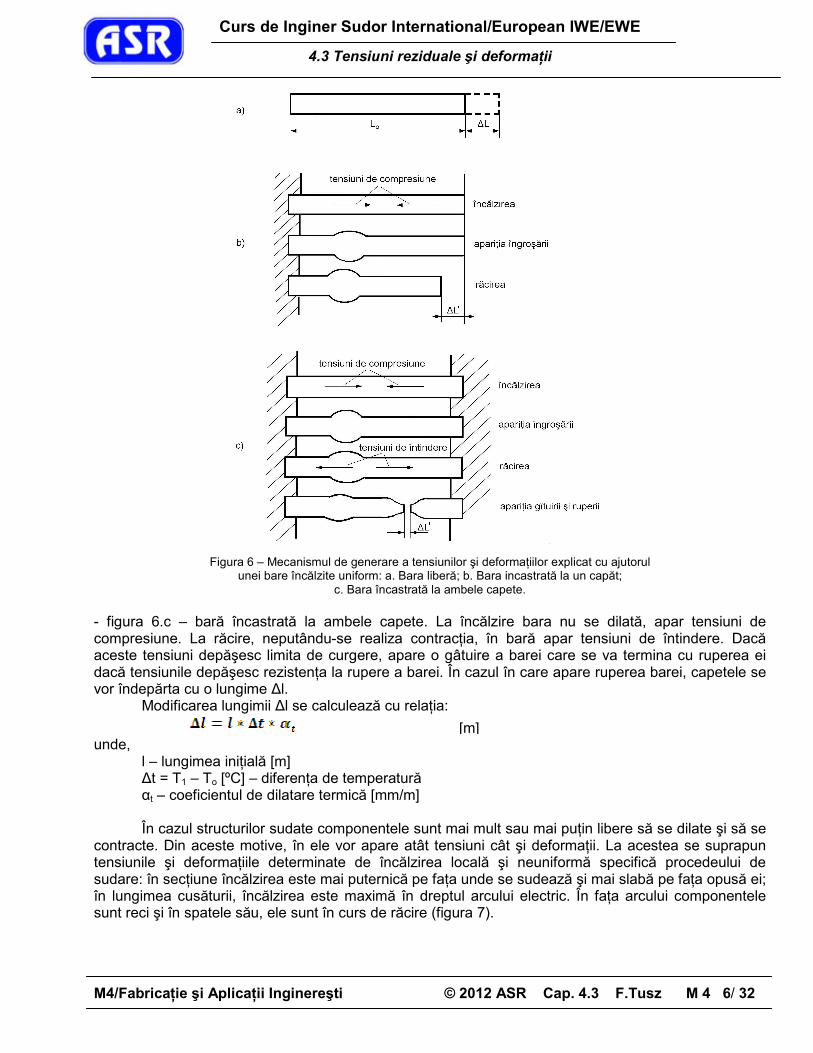
Figura 6 – Mecanismul de generare a tensiunilor şi deformaŃiilor explicat cu ajutorul
unei bare încălzite uniform: a. Bara liberă; b. Bara incastrată la un capăt; c. Bara încastrată la ambele capete.
- figura 6.c – bară încastrată la ambele capete. La încălzire bara nu se dilată, apar tensiuni de compresiune. La răcire, neputându-se realiza contracŃia, în bară apar tensiuni de întindere. Dacă aceste tensiuni depăşesc limita de curgere, apare o gâtuire a barei care se va termina cu ruperea ei dacă tensiunile depăşesc rezistenŃa la rupere a barei. În cazul în care apare ruperea barei, capetele se vor îndepărta cu o lungime ∆l. Modificarea lungimii ∆l se calculează cu relaŃia:
unde, l – lungimea iniŃială [m] ∆t = T1 – To [ºC] – diferenŃa de temperatură αt – coeficientul de dilatare termică [mm/m]
În cazul structurilor sudate componentele sunt mai mult sau mai puŃin libere să se dilate şi să se contracte. Din aceste motive, în ele vor apare atât tensiuni cât şi deformaŃii. La acestea se suprapun tensiunile şi deformaŃiile determinate de încălzirea locală şi neuniformă specifică procedeului de sudare: în secŃiune încălzirea este mai puternică pe faŃa unde se sudează şi mai slabă pe faŃa opusă ei; în lungimea cusăturii, încălzirea este maximă în dreptul arcului electric. În faŃa arcului componentele sunt reci şi în spatele său, ele sunt în curs de răcire (figura 7).
[m]

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 7/ 32
a) b)
Figura 7 – Încălzirea componentelor la sudarea cu arcul electric: a. VariaŃia temperaturii în secŃiunea sudată; b. VariaŃia temperaturii în lungul cusăturii.
4.3.3.4.EXAMINĂRI Tensiunile şi deformaŃiile ce apar la îmbinările sudate se examinează pe tipuri de îmbinări – cap la cap şi de colŃ. Însumându-le geometric se obŃine imaginea deformaŃiei globale şi a tensiunilor totale ce apar în aceste îmbinări. 4.3.4.TENSIUNI ŞI DEFORMAłII LA ÎMBINĂRI SUDATE CAP LA CAP 4.3.4.1.DESFĂŞURAREA TENSIUNILOR REZIDUALE LA O ÎMBINARE CAP LA CAP
O distribuŃie neuniformă a temperaturii pe secŃiunea unei piese răcită rapid dă naştere unei modificări neregulate a volumului.
Straturile superficiale se contractă mai repede comparativ cu straturile interioare care se opun comparării straturilordin exterior. Rezultă că, în straturile superficiale apar momentane tensiuni de tracŃiune, iar în cele din interior, momentane tensiuni de compresiune. Când răcirea suprafeŃei şi modificarea volumului iau sfârşit, miezul continuă să fie supus unei tensiuni termice de compresiune. La un anumit moment tensiunile încep să se micşoreze şi se va produce o schimbare acestora.
După răcire, tensiunile reziduale care solicită suprafaŃa sunt cele de compresiune, iar cele care acŃionează asupra miezului sunt cele de tracŃiune.
Acest rezultat se explică prin faptul că tensiunile provizorii provoacă nu numai o deformare elastică ci în oarecare măsură şi o deformare plastică nesimultană a cărei mărime diferă de la un strat la altul
În timpul operaŃiei de sudare materialul de bază care se află în procesul de sudare aceasta se încălzeşte până la punctual de topire a metalului.
Materialul de bază încălzit încearcă să se dilate în toate direcŃiile, dar el este totuş împiedecată de materialul rece din jur.
Dacă izoterma de 6000C este depăşită, oŃelul pierde capacitatea de rezistenŃă elastic şi apare o defromaŃie plastică de comprimare. Chiar şi în zonele cu temperature mai mici apar tensiuni de compresiune care depăşesc limita de curgere şi apar deformări plastic de intensitate mai redusă (figura 8)

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 8/ 32
Figura 8 VariaŃia temperaturii la o sudură cap la cap
Extinderea băi topite este deasemenea impiedecată de către zonele adiacente mai reci. Aici la
fel este o comprimare refulare a metalului. La o temperatură mai mare de 6000 C punctual de cedare a metalului este foarte scăzut şi
deformarea plastic a materialului poate fi uşor obŃinută. Tensiunile reziduale apar ca urmare a refulării deformării plastic.
Cu scăderea temperaturii creşte punctual de cedare şi capacitatea de deformare plastic scade. Deformări plastic nu mai sunt posibile.
DeformaŃia apare când tensiunile reziduale nu mai poate fi redus sau impiedecat
ContracŃia s-a terminat Zonă de răcire (ContracŃie)
VariaŃia tempraturii în direcŃia longitudinală a sudării
zonă de contracŃie
Zonă de dilataŃie
Zonă de încălzire (dilatare)
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 9/ 32
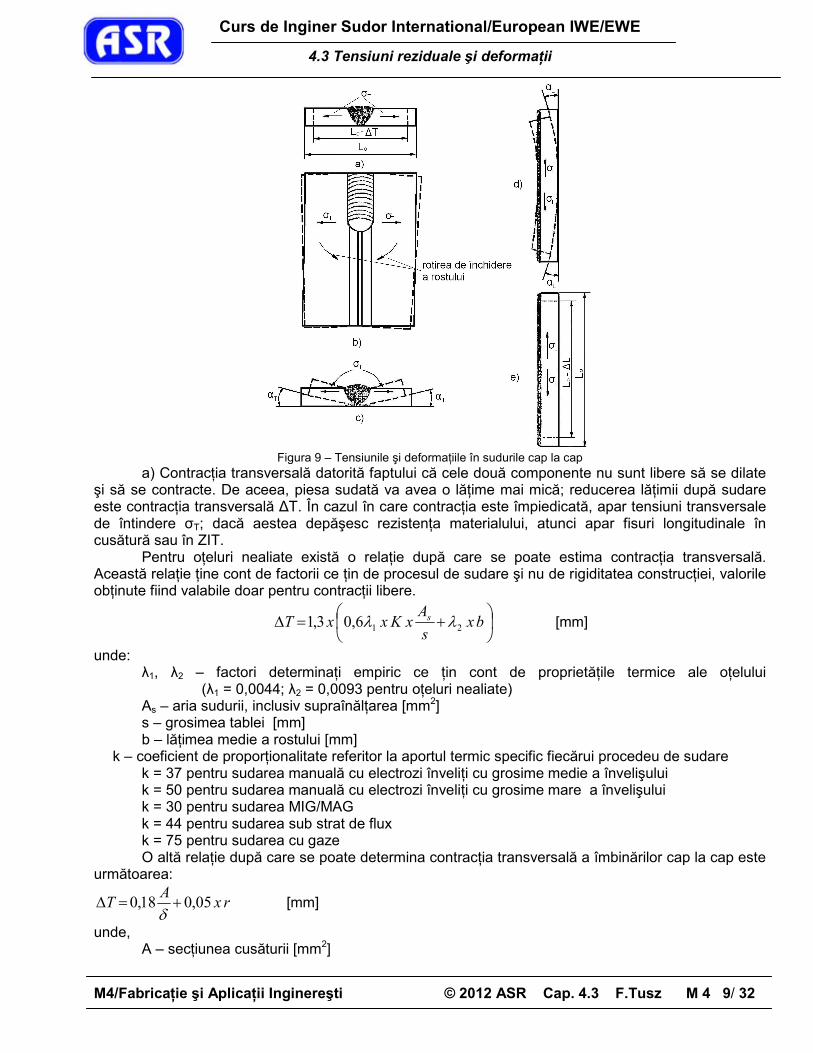
Figura 9 – Tensiunile şi deformaŃiile în sudurile cap la cap
a) ContracŃia transversală datorită faptului că cele două componente nu sunt libere să se dilate şi să se contracte. De aceea, piesa sudată va avea o lăŃime mai mică; reducerea lăŃimii după sudare este contracŃia transversală ∆T. În cazul în care contracŃia este împiedicată, apar tensiuni transversale de întindere σT; dacă aestea depăşesc rezistenŃa materialului, atunci apar fisuri longitudinale în cusătură sau în ZIT. Pentru oŃeluri nealiate există o relaŃie după care se poate estima contracŃia transversală. Această relaŃie Ńine cont de factorii ce Ńin de procesul de sudare şi nu de rigiditatea construcŃiei, valorile obŃinute fiind valabile doar pentru contracŃii libere.
+=∆ bx
s
AxKxxT s
216,03,1 λλ [mm]
unde: λ1, λ2 – factori determinaŃi empiric ce Ńin cont de proprietăŃile termice ale oŃelului
(λ1 = 0,0044; λ2 = 0,0093 pentru oŃeluri nealiate) As – aria sudurii, inclusiv supraînălŃarea [mm2] s – grosimea tablei [mm] b – lăŃimea medie a rostului [mm]
k – coeficient de proporŃionalitate referitor la aportul termic specific fiecărui procedeu de sudare k = 37 pentru sudarea manuală cu electrozi înveliŃi cu grosime medie a învelişului k = 50 pentru sudarea manuală cu electrozi înveliŃi cu grosime mare a învelişului k = 30 pentru sudarea MIG/MAG k = 44 pentru sudarea sub strat de flux k = 75 pentru sudarea cu gaze
O altă relaŃie după care se poate determina contracŃia transversală a îmbinărilor cap la cap este următoarea:
rxA
T 05,018,0 +=∆δ
[mm]
unde, A – secŃiunea cusăturii [mm2]

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 10/ 32
δ – grosimea componentelor [mm] r – deschiderea rostului [mm] Această relaŃie se aplică la componente cu grosimea cuprinsă între 6 şi 25 mm.
b) ContracŃia rostului în timpul sudării se datorează contracŃiei transversale ce progresează pe măsură ce se realizează sudura. Rostul între componente are tendinŃa să se închidă. Dacă această contracŃie este împiedicată, atunci în secŃiunea cusăturii apar tensiuni transversale de întindere σT şi, în cazul când se depăşeşte rezistenŃa materialului, apar fisuri longitudinale în cusătură sau în ZIT. c) RotaŃia componentelor în jurul axei cusăturii se produce din cauza încălzirii diferite a feŃei pe care se sudează faŃă de faŃa opusă. Componentele se rotesc fiecare cu un unghi σT. Dacă rotaŃia este împiedicată vor apare tensiuni de întindere transversale σT, care, la depăşirea valorilor de rezistenŃă a matarialului provoacă fisuri longitudinale în cusătură sau ZIT. d) Îndoirea componentelor în jurul unei axe perpendiculare pe axa cusăturii şi aflată în planul tablelor se produce din cauza contracŃiei mai mari pe faŃa pe care s-au sudat în comparaŃie cu faŃa opusă ei. Componentele se îndoaie fiecare cu un unghi αL. Dacă îndoirea este împiedicată vor apare tensiuni de întindere σL pe faŃa pe care s-a sudat şi, la depăşirea valorilor de rezistenŃă a materialului, aceste tensiuni conduc la apariŃia fisurilor transversale în ZIT sau cusătură. e) ContracŃia longitudinală are aceleaşi cauze ca şi cea transversală. Ca urmare, după sudare, piesa realizată va avea o lungime mai mică. Reducerea ∆L a lungimii este contracŃia longitudinală. În cazul în care contracŃia longitudinală este împiedicată, apar tensiuni de întindere σL şi acestea, la depăşirea rezistenŃei materialului, provoacă fisuri transversale în cusătură sau în ZIT.
RelaŃii pentru calculul contracŃiei longitudinale ∆L:
( )AxAcândaplicăseA
AxL p
p
20025,0 <=∆
δxLxIx
L s
510
12,0=∆
unde, A – secŃiunea cusăturii [mm2] Ap – secŃiunea transversală a componentelor în care sunt solicitări de compresiune [mm2] Is – curentul de sudare [A] δ – grosimea componentelor [mm] L – lungimea cusăturii [mm] 4.3.4.2.TENSIUNI ŞI DEFORMAłII LA SUDURI DE COLł
a1 a2
Figura 10.– Tensiunile şi deformaŃiile în sudurile de colŃ
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 11/ 32
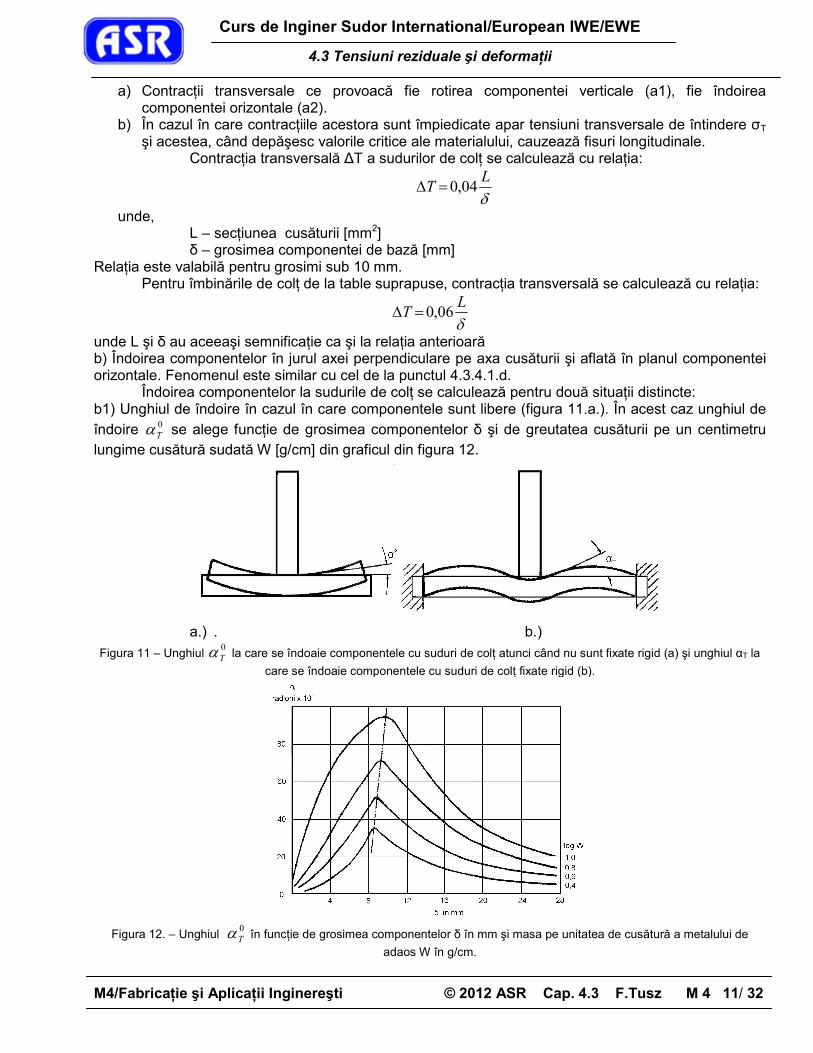
a) ContracŃii transversale ce provoacă fie rotirea componentei verticale (a1), fie îndoirea componentei orizontale (a2).
b) În cazul în care contracŃiile acestora sunt împiedicate apar tensiuni transversale de întindere σT şi acestea, când depăşesc valorile critice ale materialului, cauzează fisuri longitudinale. ContracŃia transversală ∆T a sudurilor de colŃ se calculează cu relaŃia:
δL
T 04,0=∆
unde, L – secŃiunea cusăturii [mm2]
δ – grosimea componentei de bază [mm] RelaŃia este valabilă pentru grosimi sub 10 mm. Pentru îmbinările de colŃ de la table suprapuse, contracŃia transversală se calculează cu relaŃia:
δL
T 06,0=∆
unde L şi δ au aceeaşi semnificaŃie ca şi la relaŃia anterioară b) Îndoirea componentelor în jurul axei perpendiculare pe axa cusăturii şi aflată în planul componentei orizontale. Fenomenul este similar cu cel de la punctul 4.3.4.1.d. Îndoirea componentelor la sudurile de colŃ se calculează pentru două situaŃii distincte: b1) Unghiul de îndoire în cazul în care componentele sunt libere (figura 11.a.). În acest caz unghiul de îndoire 0
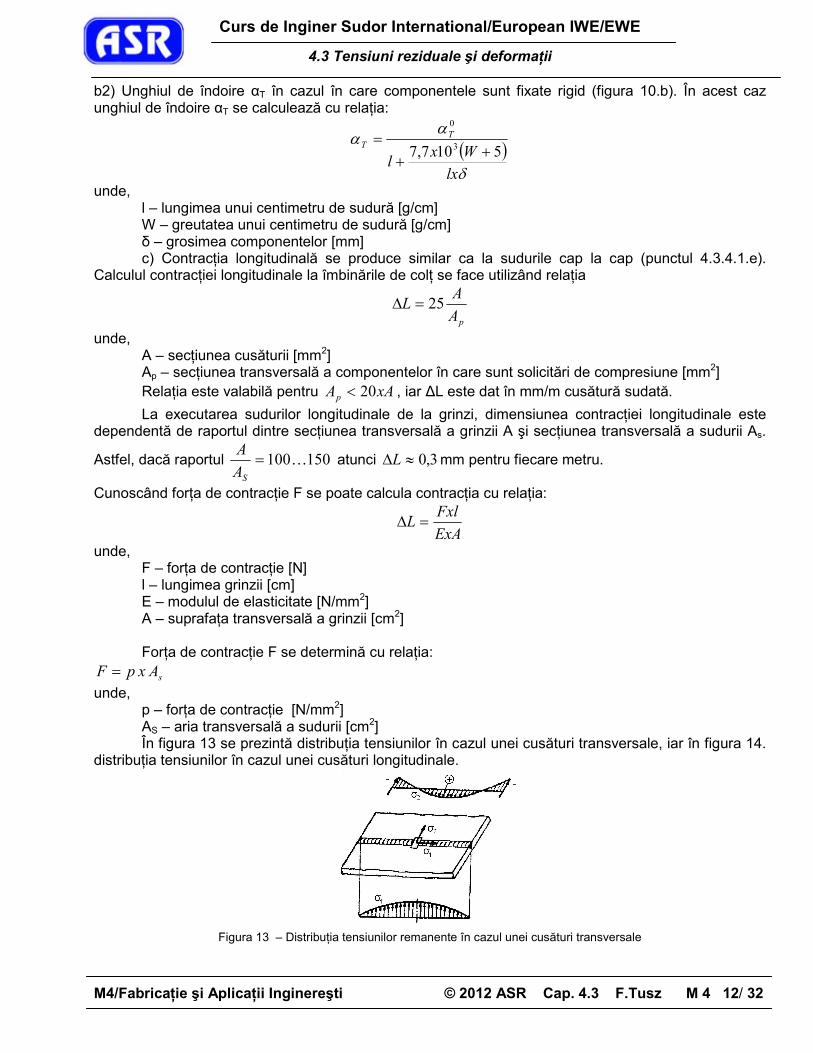
Tα se alege funcŃie de grosimea componentelor δ şi de greutatea cusăturii pe un centimetru lungime cusătură sudată W [g/cm] din graficul din figura 12.
a.) . b.)
Figura 11 – Unghiul 0
Tα la care se îndoaie componentele cu suduri de colŃ atunci când nu sunt fixate rigid (a) şi unghiul αT la
care se îndoaie componentele cu suduri de colŃ fixate rigid (b).
Figura 12. – Unghiul 0
Tα în funcŃie de grosimea componentelor δ în mm şi masa pe unitatea de cusătură a metalului de
adaos W în g/cm.
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 12/ 32
b2) Unghiul de îndoire αT în cazul în care componentele sunt fixate rigid (figura 10.b). În acest caz unghiul de îndoire αT se calculează cu relaŃia:
( )δ
αα
lx
Wxl
TT
5107,73
0
++
=
unde, l – lungimea unui centimetru de sudură [g/cm] W – greutatea unui centimetru de sudură [g/cm] δ – grosimea componentelor [mm] c) ContracŃia longitudinală se produce similar ca la sudurile cap la cap (punctul 4.3.4.1.e). Calculul contracŃiei longitudinale la îmbinările de colŃ se face utilizând relaŃia
pA
AL 25=∆
unde, A – secŃiunea cusăturii [mm2] Ap – secŃiunea transversală a componentelor în care sunt solicitări de compresiune [mm2] RelaŃia este valabilă pentru xAAp 20< , iar ∆L este dat în mm/m cusătură sudată.
La executarea sudurilor longitudinale de la grinzi, dimensiunea contracŃiei longitudinale este dependentă de raportul dintre secŃiunea transversală a grinzii A şi secŃiunea transversală a sudurii As.
Astfel, dacă raportul 150100K=SA
A atunci 3,0≈∆L mm pentru fiecare metru.
Cunoscând forŃa de contracŃie F se poate calcula contracŃia cu relaŃia:
ExA
FxlL =∆
unde, F – forŃa de contracŃie [N] l – lungimea grinzii [cm] E – modulul de elasticitate [N/mm2] A – suprafaŃa transversală a grinzii [cm2] ForŃa de contracŃie F se determină cu relaŃia:
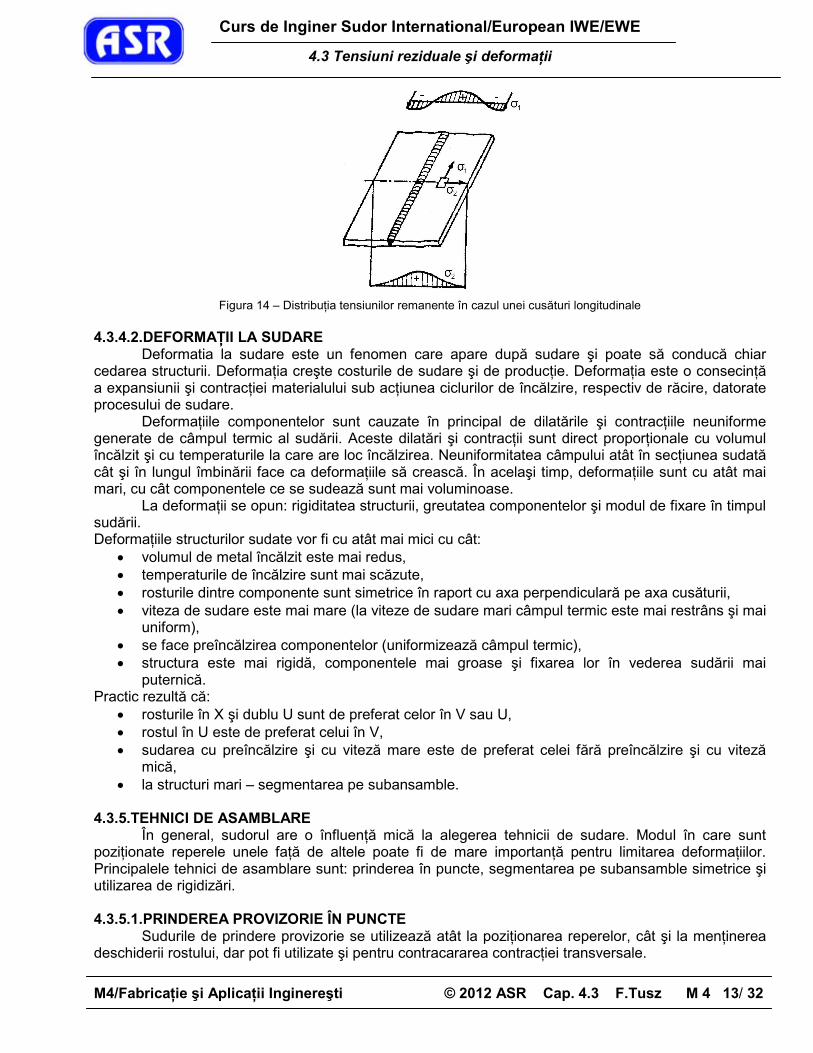
sAxpF = unde, p – forŃa de contracŃie [N/mm2] AS – aria transversală a sudurii [cm2] În figura 13 se prezintă distribuŃia tensiunilor în cazul unei cusături transversale, iar în figura 14. distribuŃia tensiunilor în cazul unei cusături longitudinale.
Figura 13 – DistribuŃia tensiunilor remanente în cazul unei cusături transversale
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 13/ 32
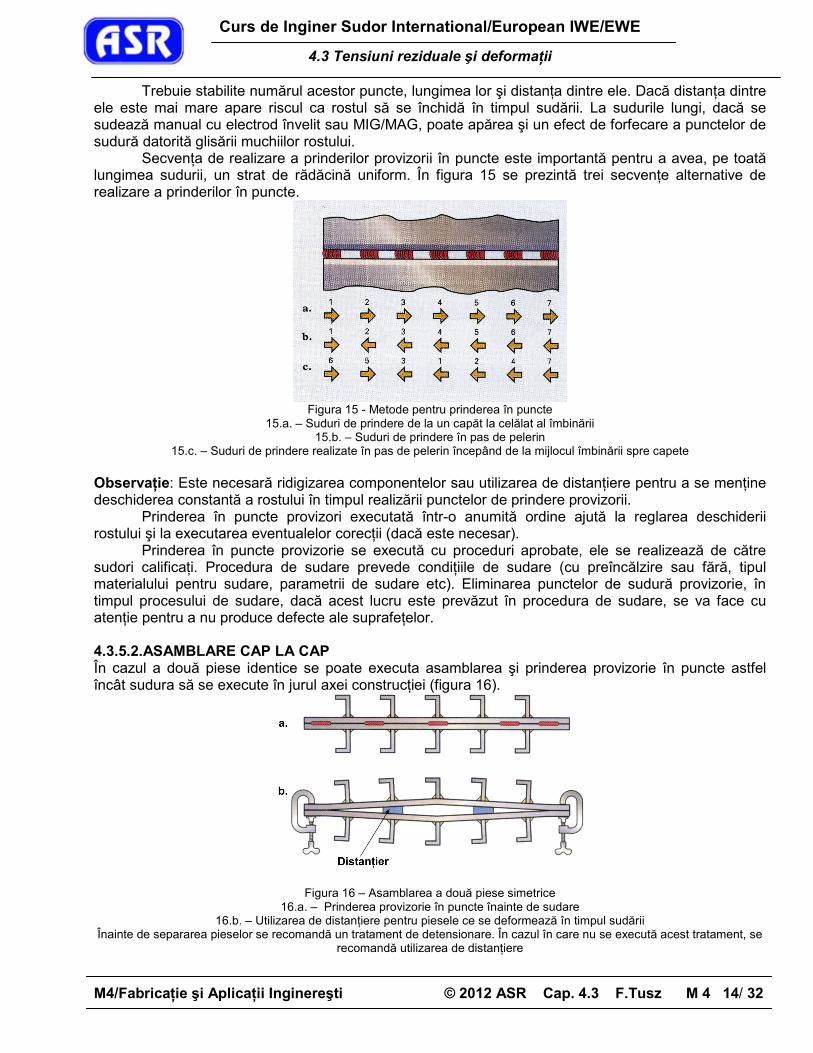
Figura 14 – DistribuŃia tensiunilor remanente în cazul unei cusături longitudinale
4.3.4.2.DEFORMAłII LA SUDARE
Deformatia la sudare este un fenomen care apare după sudare şi poate să conducă chiar cedarea structurii. DeformaŃia creşte costurile de sudare şi de producŃie. DeformaŃia este o consecinŃă a expansiunii şi contracŃiei materialului sub acŃiunea ciclurilor de încălzire, respectiv de răcire, datorate procesului de sudare.
DeformaŃiile componentelor sunt cauzate în principal de dilatările şi contracŃiile neuniforme generate de câmpul termic al sudării. Aceste dilatări şi contracŃii sunt direct proporŃionale cu volumul încălzit şi cu temperaturile la care are loc încălzirea. Neuniformitatea câmpului atât în secŃiunea sudată cât şi în lungul îmbinării face ca deformaŃiile să crească. În acelaşi timp, deformaŃiile sunt cu atât mai mari, cu cât componentele ce se sudează sunt mai voluminoase.
La deformaŃii se opun: rigiditatea structurii, greutatea componentelor şi modul de fixare în timpul sudării. DeformaŃiile structurilor sudate vor fi cu atât mai mici cu cât:
• volumul de metal încălzit este mai redus, • temperaturile de încălzire sunt mai scăzute, • rosturile dintre componente sunt simetrice în raport cu axa perpendiculară pe axa cusăturii, • viteza de sudare este mai mare (la viteze de sudare mari câmpul termic este mai restrâns şi mai
uniform), • se face preîncălzirea componentelor (uniformizează câmpul termic), • structura este mai rigidă, componentele mai groase şi fixarea lor în vederea sudării mai
puternică. Practic rezultă că:
• rosturile în X şi dublu U sunt de preferat celor în V sau U, • rostul în U este de preferat celui în V, • sudarea cu preîncălzire şi cu viteză mare este de preferat celei fără preîncălzire şi cu viteză
mică, • la structuri mari – segmentarea pe subansamble.
4.3.5.TEHNICI DE ASAMBLARE În general, sudorul are o înfluenŃă mică la alegerea tehnicii de sudare. Modul în care sunt poziŃionate reperele unele faŃă de altele poate fi de mare importanŃă pentru limitarea deformaŃiilor. Principalele tehnici de asamblare sunt: prinderea în puncte, segmentarea pe subansamble simetrice şi utilizarea de rigidizări. 4.3.5.1.PRINDEREA PROVIZORIE ÎN PUNCTE Sudurile de prindere provizorie se utilizează atât la poziŃionarea reperelor, cât şi la menŃinerea deschiderii rostului, dar pot fi utilizate şi pentru contracararea contracŃiei transversale.
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 14/ 32
Trebuie stabilite numărul acestor puncte, lungimea lor şi distanŃa dintre ele. Dacă distanŃa dintre ele este mai mare apare riscul ca rostul să se închidă în timpul sudării. La sudurile lungi, dacă se sudează manual cu electrod învelit sau MIG/MAG, poate apărea şi un efect de forfecare a punctelor de sudură datorită glisării muchiilor rostului. SecvenŃa de realizare a prinderilor provizorii în puncte este importantă pentru a avea, pe toată lungimea sudurii, un strat de rădăcină uniform. În figura 15 se prezintă trei secvenŃe alternative de realizare a prinderilor în puncte.
Figura 15 - Metode pentru prinderea în puncte
15.a. – Suduri de prindere de la un capăt la celălat al îmbinării 15.b. – Suduri de prindere în pas de pelerin
15.c. – Suduri de prindere realizate în pas de pelerin începând de la mijlocul îmbinării spre capete ObservaŃie: Este necesară ridigizarea componentelor sau utilizarea de distanŃiere pentru a se menŃine deschiderea constantă a rostului în timpul realizării punctelor de prindere provizorii. Prinderea în puncte provizori executată într-o anumită ordine ajută la reglarea deschiderii rostului şi la executarea eventualelor corecŃii (dacă este necesar).
Prinderea în puncte provizorie se execută cu proceduri aprobate, ele se realizează de către sudori calificaŃi. Procedura de sudare prevede condiŃiile de sudare (cu preîncălzire sau fără, tipul materialului pentru sudare, parametrii de sudare etc). Eliminarea punctelor de sudură provizorie, în timpul procesului de sudare, dacă acest lucru este prevăzut în procedura de sudare, se va face cu atenŃie pentru a nu produce defecte ale suprafeŃelor. 4.3.5.2.ASAMBLARE CAP LA CAP În cazul a două piese identice se poate executa asamblarea şi prinderea provizorie în puncte astfel încât sudura să se execute în jurul axei construcŃiei (figura 16).
Figura 16 – Asamblarea a două piese simetrice 16.a. – Prinderea provizorie în puncte înainte de sudare
16.b. – Utilizarea de distanŃiere pentru piesele ce se deformează în timpul sudării Înainte de separarea pieselor se recomandă un tratament de detensionare. În cazul în care nu se execută acest tratament, se
recomandă utilizarea de distanŃiere
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 15/ 32
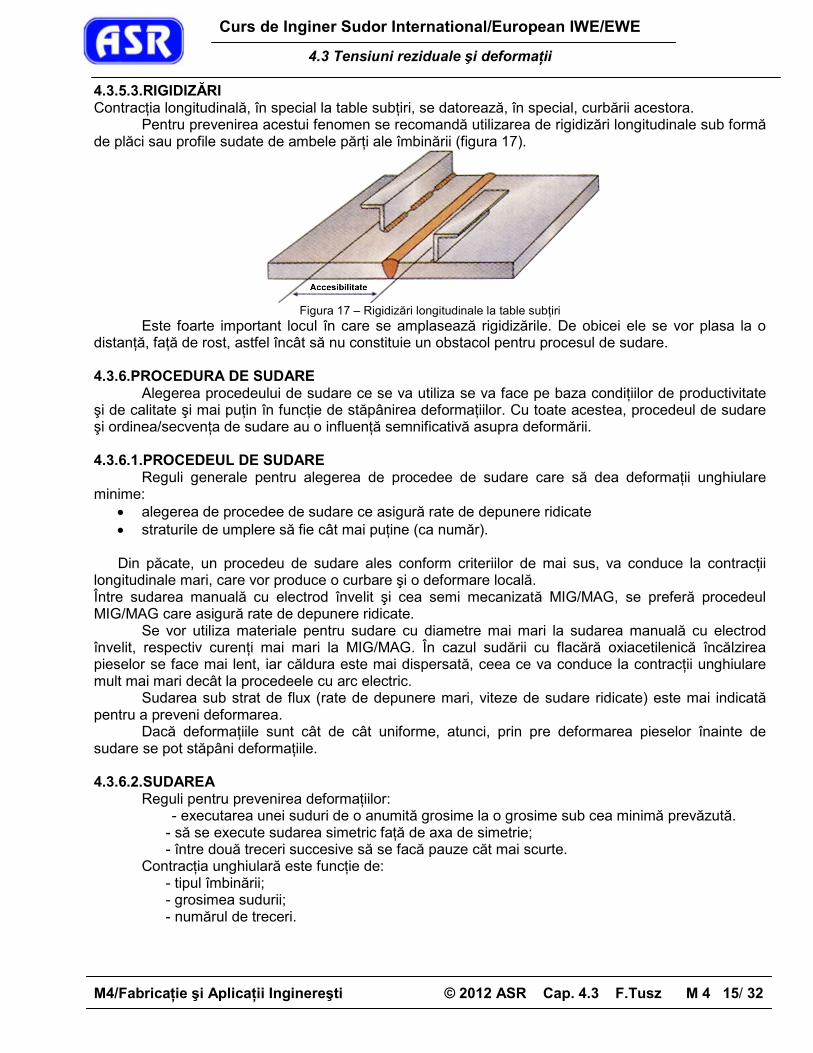
4.3.5.3.RIGIDIZĂRI ContracŃia longitudinală, în special la table subŃiri, se datorează, în special, curbării acestora. Pentru prevenirea acestui fenomen se recomandă utilizarea de rigidizări longitudinale sub formă de plăci sau profile sudate de ambele părŃi ale îmbinării (figura 17).
Figura 17 – Rigidizări longitudinale la table subŃiri
Este foarte important locul în care se amplasează rigidizările. De obicei ele se vor plasa la o distanŃă, faŃă de rost, astfel încât să nu constituie un obstacol pentru procesul de sudare. 4.3.6.PROCEDURA DE SUDARE
Alegerea procedeului de sudare ce se va utiliza se va face pe baza condiŃiilor de productivitate şi de calitate şi mai puŃin în funcŃie de stăpânirea deformaŃiilor. Cu toate acestea, procedeul de sudare şi ordinea/secvenŃa de sudare au o influenŃă semnificativă asupra deformării. 4.3.6.1.PROCEDEUL DE SUDARE
Reguli generale pentru alegerea de procedee de sudare care să dea deformaŃii unghiulare minime:
• alegerea de procedee de sudare ce asigură rate de depunere ridicate • straturile de umplere să fie cât mai puŃine (ca număr).
Din păcate, un procedeu de sudare ales conform criteriilor de mai sus, va conduce la contracŃii
longitudinale mari, care vor produce o curbare şi o deformare locală. Între sudarea manuală cu electrod învelit şi cea semi mecanizată MIG/MAG, se preferă procedeul MIG/MAG care asigură rate de depunere ridicate.
Se vor utiliza materiale pentru sudare cu diametre mai mari la sudarea manuală cu electrod învelit, respectiv curenŃi mai mari la MIG/MAG. În cazul sudării cu flacără oxiacetilenică încălzirea pieselor se face mai lent, iar căldura este mai dispersată, ceea ce va conduce la contracŃii unghiulare mult mai mari decât la procedeele cu arc electric.
Sudarea sub strat de flux (rate de depunere mari, viteze de sudare ridicate) este mai indicată pentru a preveni deformarea.
Dacă deformaŃiile sunt cât de cât uniforme, atunci, prin pre deformarea pieselor înainte de sudare se pot stăpâni deformaŃiile. 4.3.6.2.SUDAREA Reguli pentru prevenirea deformaŃiilor:
- executarea unei suduri de o anumită grosime la o grosime sub cea minimă prevăzută. - să se execute sudarea simetric faŃă de axa de simetrie; - între două treceri succesive să se facă pauze căt mai scurte.
ContracŃia unghiulară este funcŃie de: - tipul îmbinării; - grosimea sudurii; - numărul de treceri.

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 16/ 32
Figura 18 – ContracŃia unghiulară la o sudură în colŃ
4.3.6.3.SECVENłA DE SUDARE Ordinea de sudare are o importanŃă deosebită. Astfel:
• trebuie asigurată o libertate cât mai mare de deplasare a elementelor ansamblului sudat, • sudurile care închid un contur, făcându-l rigid, să se execute ultimele, • direcŃia în care se execută sudura să fie de la partea rigidă a piesei către partea liberă pentru a
se permite contracŃia sudurii; • în primul rând se vor executa sudurile care dau o contracŃie mai mare (cap la cap) şi apoi cele
de colŃ. • aşezarea şi sudarea nervurilor care măresc rigidizarea construcŃiei să se facă la urmă, • să se evite concentrarea mai multor suduri într-un singur punct. • pentru piesele simetrice faŃă de o axă de simetrie, sudurile să se depună alternativ, de o parte şi
de alta a axei de simetrie, pentru echilibrarea deformaŃiilor. • piesele asimetrice să se asambleze între ele, două câte două, astfel încât în final să rezulte
piese simetrice, la care să se depună alternativ de o parte şi de alta a axei de simetrie. • la îmbinările la care rostul este simetric pe ambele feŃe, sudarea se execută alternativ pe
ambele feŃe pentru echilibrarea deformaŃiilor. • în primul rând se execută sudurile care, în condiŃii de rigiditate a elementului, sunt mai sensibile
la fisurare, după care se execută restul sudurilor (în special la suduri în cruce). • pentru piese asimetrice se poate aplica metoda deformării inverse (pre deformare).
În figura 19 se indică direcŃia de sudare pentru stăpânirea deformaŃiilor
Figura 19 – Sensul de sudare
19.a – Sudare în pas de pelerine 19.b – Sudare discontinuă

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 17/ 32
4.3.7. METODE DE ELIMINARE A DEFORMAłIILOR 4.3.7.1.METODE MECANICE De cele mai multe ori este aproape imposibil de a contracara deformaŃiile şi de aceea se impun măsuri corective. Încă din faza de proiectare trebuie luate toate măsurile pentru evitarea deformaŃiilor. În acest sens, s-au dezvoltat diverse metode de contracarare a deformaŃiilor, dar de cele mai multe ori acestea nu pot fi aplicate în totalitate datorită costurilor care le implică. De asemenea, este necesară o experienŃă bogată pentru a se obŃine rezultatele dorite şi pentru a se evita degradarea pieselor. Dintre metodele mecanice cele mai utilizate sunt ciocănirea şi presarea. Ciocănirea poate produce degradări ale suprafeŃelor şi fenomene de ecruisare.Pentru a preveni efectele ciocănirii, piesele se vor presa, metoda utilizându-se pentru corectarea curbărilor şi a contracŃiilor unghiulare. În figura 120. se prezintă o astfel de metodă.
Figura 20 – Îndreptare mecanică
4.3.7.2.METODE TERMICE
Cele mai cunoscute metode de îndreptare sunt prezentate în figura.21:
Îndreptare
cu flacără
cu arc electric
cu electrod învelit
cu electrod de cărbune
cu placă vacuumetrică
cu electromagneŃi cu flacără oxigaz
cu curenŃi de înaltă frecvenŃă
mecanică
Figura. 21. Clasificarea metodelor de îndreptare Sinteza metodelor de îndreptare A). Îndreptarea cu flacără oxigaz
În zonele cu curburi tabla se încălzeşte cu flacără oxigaz (de obicei oxiacetilenică) punctiform din interior şi exterior, după care se răceşte cu un jet de apă. Punctele încălzite înainte de răcirea cu apă, în funcŃie de partea pe care se deformează din cauza căldurii, se îndreaptă cu ciocanul de lemn. Acest procedeu nu este productiv deoarece sunt necesari cel puŃin doi muncitori plasaŃi de ambele părŃi ale tablei. Muncitorul care încălzeşte trebuie să fie specialist, cu experienŃă, deoarece o încălzire imprecisă poate deforma tabla şi mai rău. Apa cu care se răceşte ulterior conduce la un proces de
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 18/ 32
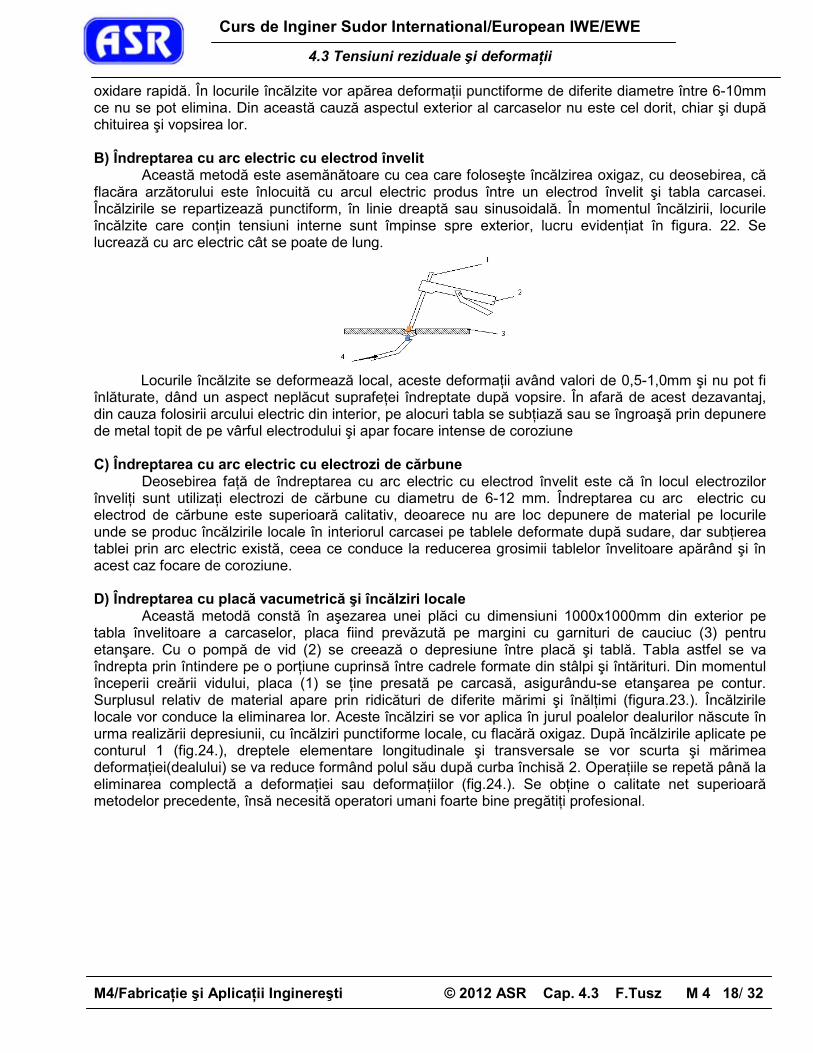
oxidare rapidă. În locurile încălzite vor apărea deformaŃii punctiforme de diferite diametre între 6-10mm ce nu se pot elimina. Din această cauză aspectul exterior al carcaselor nu este cel dorit, chiar şi după chituirea şi vopsirea lor. B) Îndreptarea cu arc electric cu electrod învelit Această metodă este asemănătoare cu cea care foloseşte încălzirea oxigaz, cu deosebirea, că flacăra arzătorului este înlocuită cu arcul electric produs între un electrod învelit şi tabla carcasei. Încălzirile se repartizează punctiform, în linie dreaptă sau sinusoidală. În momentul încălzirii, locurile încălzite care conŃin tensiuni interne sunt împinse spre exterior, lucru evidenŃiat în figura. 22. Se lucrează cu arc electric cât se poate de lung.
Locurile încălzite se deformează local, aceste deformaŃii având valori de 0,5-1,0mm şi nu pot fi
înlăturate, dând un aspect neplăcut suprafeŃei îndreptate după vopsire. În afară de acest dezavantaj, din cauza folosirii arcului electric din interior, pe alocuri tabla se subŃiază sau se îngroaşă prin depunere de metal topit de pe vârful electrodului şi apar focare intense de coroziune
C) Îndreptarea cu arc electric cu electrozi de cărbune Deosebirea faŃă de îndreptarea cu arc electric cu electrod învelit este că în locul electrozilor înveliŃi sunt utilizaŃi electrozi de cărbune cu diametru de 6-12 mm. Îndreptarea cu arc electric cu electrod de cărbune este superioară calitativ, deoarece nu are loc depunere de material pe locurile unde se produc încălzirile locale în interiorul carcasei pe tablele deformate după sudare, dar subŃierea tablei prin arc electric există, ceea ce conduce la reducerea grosimii tablelor învelitoare apărând şi în acest caz focare de coroziune. D) Îndreptarea cu placă vacumetrică şi încălziri locale Această metodă constă în aşezarea unei plăci cu dimensiuni 1000x1000mm din exterior pe tabla învelitoare a carcaselor, placa fiind prevăzută pe margini cu garnituri de cauciuc (3) pentru etanşare. Cu o pompă de vid (2) se creează o depresiune între placă şi tablă. Tabla astfel se va îndrepta prin întindere pe o porŃiune cuprinsă între cadrele formate din stâlpi şi întărituri. Din momentul începerii creării vidului, placa (1) se Ńine presată pe carcasă, asigurându-se etanşarea pe contur. Surplusul relativ de material apare prin ridicături de diferite mărimi şi înălŃimi (figura.23.). Încălzirile locale vor conduce la eliminarea lor. Aceste încălziri se vor aplica în jurul poalelor dealurilor născute în urma realizării depresiunii, cu încălziri punctiforme locale, cu flacără oxigaz. După încălzirile aplicate pe conturul 1 (fig.24.), dreptele elementare longitudinale şi transversale se vor scurta şi mărimea deformaŃiei(dealului) se va reduce formând polul său după curba închisă 2. OperaŃiile se repetă până la eliminarea complectă a deformaŃiei sau deformaŃiilor (fig.24.). Se obŃine o calitate net superioară metodelor precedente, însă necesită operatori umani foarte bine pregătiŃi profesional.

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 19/ 32
3
2
1
Fig.23. Îndreptarea cu placă vacumetrică şi încălziri locale 1-placă; 2-pompă de vid; 3-garnituri de cauciuc
1
2
3
Fig.24. Ord inea de aplicare a încălzirilor 1,2,3-lin iile deformaŃilor de aceeaşi înă lŃime
locurile de aplicare a încălzirilor locale
liniile deformaŃiei de aceeaşi înălŃime
E) Îndreptarea cu electromagneŃi şi calduri locale
Utilizarea electromagnetului de exemplu pentru îndreptarea carcaselor de vagon după sudare face parte din grupa metodelor ce acŃionează asupra contractării suprafeŃei tablei în zona ondulării acesteia.
Principiul metodei (figura.25.) constă în presarea tablei învelitoare între un electromagnet şi o placă găurită. Se aplică din exterior pe tabla învelitoare, care se doreşte a se îndrepta, un electromagnet de dimensiunile 1060 x 890 mm, iar din interior o placă cu găuri. După conectarea electromagnetului la sursă, acesta atrage placa găurită, călcând în acelaşi timp tabla învelitoare. DeformaŃiile, voalările mari, cauzate de îmbinările sudate între schelet şi tabla învelitoare, se transformă în multe deformaŃii mici, care ies prin găurile plăcii cu găuri. Se începe încălzirea locală punctiformă în găuri cu flacără oxigaz, după care se lasă să se răcească zona încălzită, care se va contracta, astfel dispar dealurile mici punctiforme.
Figura.25. Principiul îndreptării cu electromagnet şi încălziri locale 1-electromagnet; 2-tabla peretelui lateral; 3-placă găurită
1
2
3

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 20/ 32
În figura 26. este prezentată acŃiunea de contracŃie la punctele de încălzire.
Figura 26. ContracŃia după răcire a punctelor încălzite
Figura 27 Indreptarea cu electromagnet (instalaŃia , aplicarea caldurilor locale)
În cazul îndreptării la cald există două variante: • prima se bazează pe faptul că limita de curgere a oŃelului la temperatura aproximativă de
550 °C scade la zero, oŃelul devenind foarte plastic şi uşor deformabil. De aceea toată secŃiunea structurii care se îndreaptă se încălzeşte la aproximativ 600 °C, după care cu o forŃă exterioară (prin ciocănire, presare, etc.) se va aduce piesa la forma dorită, respectiv se vor elimina deformaŃiile structurii. Dacă se încălzeşte structura la 900 °C, aceasta îşi va modifica forma şi sub propria greutate. Metoda este utilizată la eliminarea deformaŃiilor unghiulare a tablelor groase îmbinate cap la cap. Trebuie avut grijă în acelaşi timp ca alte subansamble ale structurii să nu se deformeze (de exemplu inimile verticale se pot ondula).
• a doua metodă se bazează pe dilatarea termică a materialelor. Se încălzeşte doar o parte a secŃiunii care ajunge la aproximativ 600 °C, această parte urmând să se dilate, dilatare care este împiedicată de materialul rece înconjurător. De aceea materialul încălzit se refulează. În timpul răcirii partea refulată de material se contractă şi va avea dimensiuni mai mici ca cele iniŃiale, astfel întinde materialul rece din jurul lui. În timpul încălzirii introducând căldură la locurile potrivite şi astfel provocând contracŃie se pot elimina deformaŃiile cauzate de sudare.
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 21/ 32
CerinŃele privind aplicarea variantei doi sunt: • dacă se face îndreptare utilizând introducere de căldură fără acŃionare cu forŃă exterioară se
încălzeşte doar o parte a structurii. Dacă se încălzeşte toată secŃiunea, aceasta se dilată iar după răcire revine la dimensiunile iniŃiale (forma iniŃială).
• introducerea de căldură se face rapid şi concentrat, în caz contrar se încălzeşte o lăŃime prea mare de material astfel reducându-se efectele de refulare, contracŃie, îndreptare;
• întotdeauna se va încălzi o porŃiune corespunzătoare grosimii de material, dacă se încălzeşte o porŃiune mai lată, aceasta în loc de refulare se bombează şi la răcire doar ondularea acestei părŃi va scade, dar forma întregii structuri nu va fi afectată;
• temperatura de încălzire nu trebuie să depăşească 600-650°C, existând pericolul călirii şi fisurării oŃelurilor în special a celor cu conŃinut ridicat de carbon şi carbon echivalent. Cu această metodă se pot îndrepta oŃelurile care se sudează fără preîncălzire pentru că este mai mică probabilitatea de apariŃie a călirii lor. OŃelurile care se sudează cu preîncălzire, dacă este posibil, nu se îndreaptă cu această metodă sau se aplică un tratament termic ulterior. În timpul îndreptării pentru accentuarea contracŃiilor, în special la oŃeluri moi, acestea se răcesc cu apă. Se răceşte partea vecină celei încălzite.
• cel mai des, ca sursă termică se utilizează flacăra oxiacetilenică (amestecul de oxigen şi acetilenă dând o temperatură mai mare cu 50% flăcării cu alte gaze). Rapiditatea încălzirii se realizează prin alegerea corespunzătoare a duzei arzătorului (ex. pentru grosime de componente de s=8mm se alege un bec cu diametru de d=8mm). În cazul încălzirii materialelor mai groase se utilizează mai mulŃi pistoleŃi sau un pistolet cu 2 sau 3 arzătoare.
• prin ciocănirea materialului încălzit se accentuează efectul îndreptării rezultând contracŃii mai mari ale piesei. În acest caz se încălzeşte o lăŃime mai mare de material.
• căldura se va introduce în locul în care există surplusul de material. Se îndreaptă de obicei structurile asimetrice, unde simetria contracŃiilor este dată de introducerii căldurii la îndreptare.
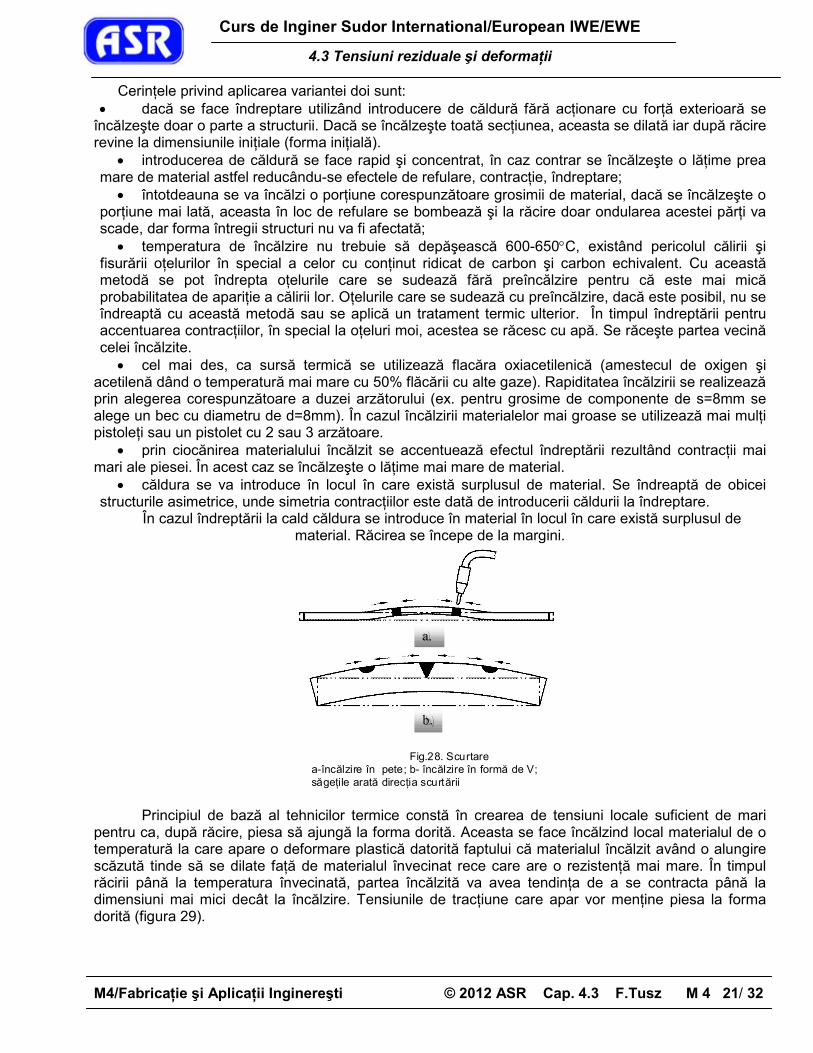
În cazul îndreptării la cald căldura se introduce în material în locul în care există surplusul de material. Răcirea se începe de la margini.
a.
b.
Fig.28. Scurtare a-încălzire în pete; b- încălzire în formă de V; săgeŃile arată direcŃia scurtării
Principiul de bază al tehnicilor termice constă în crearea de tensiuni locale suficient de mari
pentru ca, după răcire, piesa să ajungă la forma dorită. Aceasta se face încălzind local materialul de o temperatură la care apare o deformare plastică datorită faptului că materialul încălzit având o alungire scăzută tinde să se dilate faŃă de materialul învecinat rece care are o rezistenŃă mai mare. În timpul răcirii până la temperatura învecinată, partea încălzită va avea tendinŃa de a se contracta până la dimensiuni mai mici decât la încălzire. Tensiunile de tracŃiune care apar vor menŃine piesa la forma dorită (figura 29).
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 22/ 32
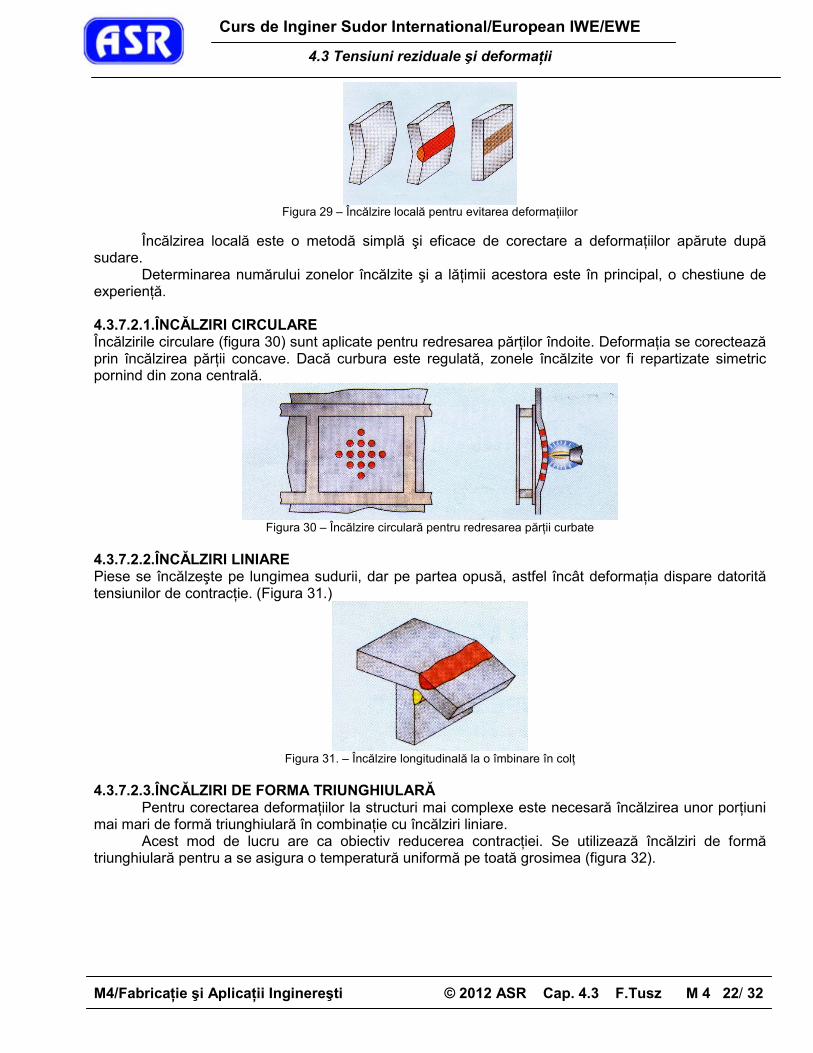
Figura 29 – Încălzire locală pentru evitarea deformaŃiilor
Încălzirea locală este o metodă simplă şi eficace de corectare a deformaŃiilor apărute după sudare. Determinarea numărului zonelor încălzite şi a lăŃimii acestora este în principal, o chestiune de experienŃă. 4.3.7.2.1.ÎNCĂLZIRI CIRCULARE Încălzirile circulare (figura 30) sunt aplicate pentru redresarea părŃilor îndoite. DeformaŃia se corectează prin încălzirea părŃii concave. Dacă curbura este regulată, zonele încălzite vor fi repartizate simetric pornind din zona centrală.
Figura 30 – Încălzire circulară pentru redresarea părŃii curbate
4.3.7.2.2.ÎNCĂLZIRI LINIARE Piese se încălzeşte pe lungimea sudurii, dar pe partea opusă, astfel încât deformaŃia dispare datorită tensiunilor de contracŃie. (Figura 31.)
Figura 31. – Încălzire longitudinală la o îmbinare în colŃ
4.3.7.2.3.ÎNCĂLZIRI DE FORMA TRIUNGHIULARĂ Pentru corectarea deformaŃiilor la structuri mai complexe este necesară încălzirea unor porŃiuni mai mari de formă triunghiulară în combinaŃie cu încălziri liniare. Acest mod de lucru are ca obiectiv reducerea contracŃiei. Se utilizează încălziri de formă triunghiulară pentru a se asigura o temperatură uniformă pe toată grosimea (figura 32).

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 23/ 32
Figura 32 – Încălziri de formă triunghiulară pentru îndreptarea construcŃiei
Pentru grosimi mari este necesară utilizarea a două flăcări, de o parte şi de alte (figura 32)
Triunghiul încălzit este caracterizat de: - înălŃimea triunghiului: 2/3 din lăŃimea tablei, - baza triunghiului: 1/6 din înălŃime
Încălzirile de formă triunghiulară se pot aplica în diverse situaŃii (figura 33.): - la profile laminate la rece ce trebuie corectate în două planuri (figura 33.a), - la muchiile curbate la table (figura 33.b), - la cadre deformate plan (figura 33.c).
33.a – la profile laminate 33.b – la muchia unei table
33.c – la un cadru deformat
Figura 33 – Încălziri de formă triunghiulară Principiul de bază al încălzirilor locale este de a crea tensiuni locale, suficient de ridicate pentru ca în cursul răcirii piesa să revină la forma iniŃială.
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 24/ 32
4.3.7.2.4.MĂSURI PREVENTIVE Riscurile în cazul îndreptărilor prin metoda încălzirilor locale constau într-o modificare mărită a formei şi o încălzire la o temperatură suficient de ridicată care să conducă la transformări metalurgice. Regulă generală: pentru corectarea deformaŃiilor la oŃeluri nealiate şi termorezistente temperatura trebuie limitată la 600-650ºC (roşu mat). În cazul în care încălzirea se întrerupe sau dacă temperatura scade, metalul trebuie lăsat să se răcească şi apoi se reîncepe încălzirea. La aplicarea încălzirilor locale se vor avea în vedere următoarele:
- se vor utiliza încălziri circulare pentru corectarea deformaŃiilor locale la table subŃiri, sau se pot aplica încălziri de formă triunghiulară,
- deformaŃiile unghiulare ale tablelor se corectează prin încălziri liniare, - când se utilizează încălziri de formă triunghiulară, încălzirea se face de la baza triunghiului
spre vârf. La redresarea mecanică se vor avea în vedere următoarele reguli:
- să se utilizeze elementele de compresiune pentru a compensa deformaŃia astfel ca în final piesa să ajungă la forma dorită,
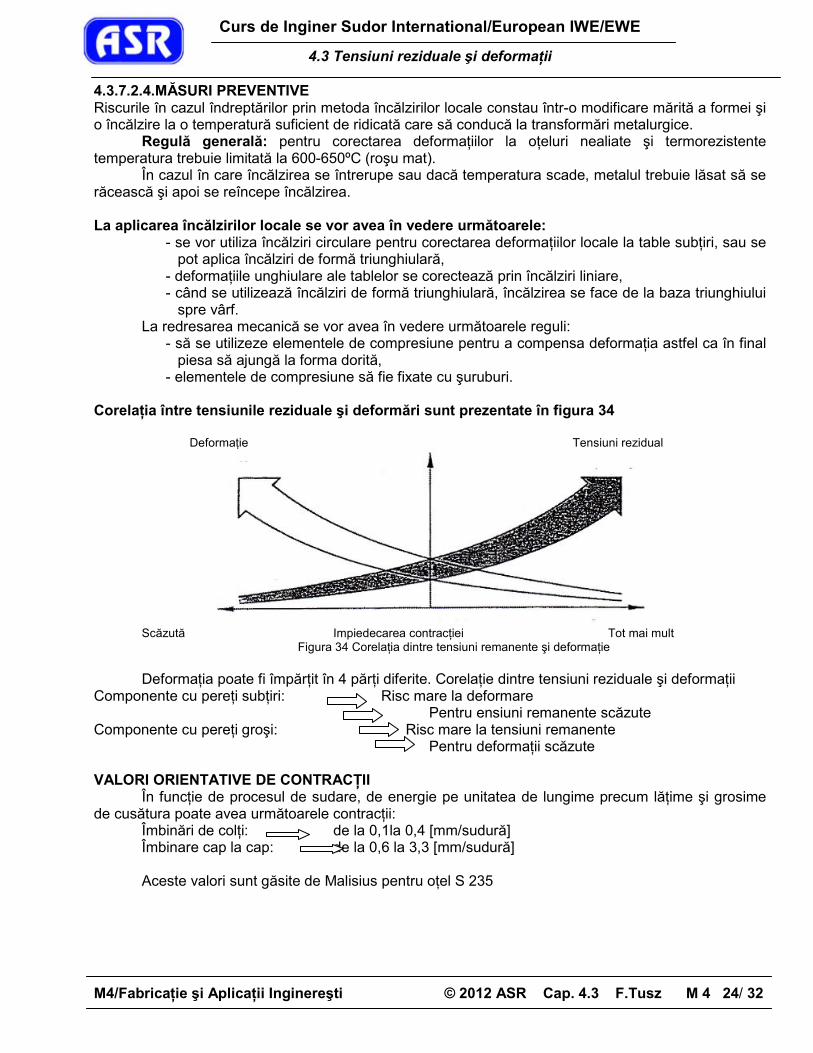
- elementele de compresiune să fie fixate cu şuruburi. CorelaŃia între tensiunile reziduale şi deformări sunt prezentate în figura 34
DeformaŃie Tensiuni rezidual
Scăzută Impiedecarea contracŃiei Tot mai mult
Figura 34 CorelaŃia dintre tensiuni remanente şi deformaŃie DeformaŃia poate fi împărŃit în 4 părŃi diferite. CorelaŃie dintre tensiuni reziduale şi deformaŃii
Componente cu pereŃi subŃiri: Risc mare la deformare Pentru ensiuni remanente scăzute Componente cu pereŃi groşi: Risc mare la tensiuni remanente Pentru deformaŃii scăzute VALORI ORIENTATIVE DE CONTRACłII
În funcŃie de procesul de sudare, de energie pe unitatea de lungime precum lăŃime şi grosime de cusătura poate avea următoarele contracŃii:
Îmbinări de colŃi: de la 0,1la 0,4 [mm/sudură] Îmbinare cap la cap: de la 0,6 la 3,3 [mm/sudură] Aceste valori sunt găsite de Malisius pentru oŃel S 235
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 25/ 32
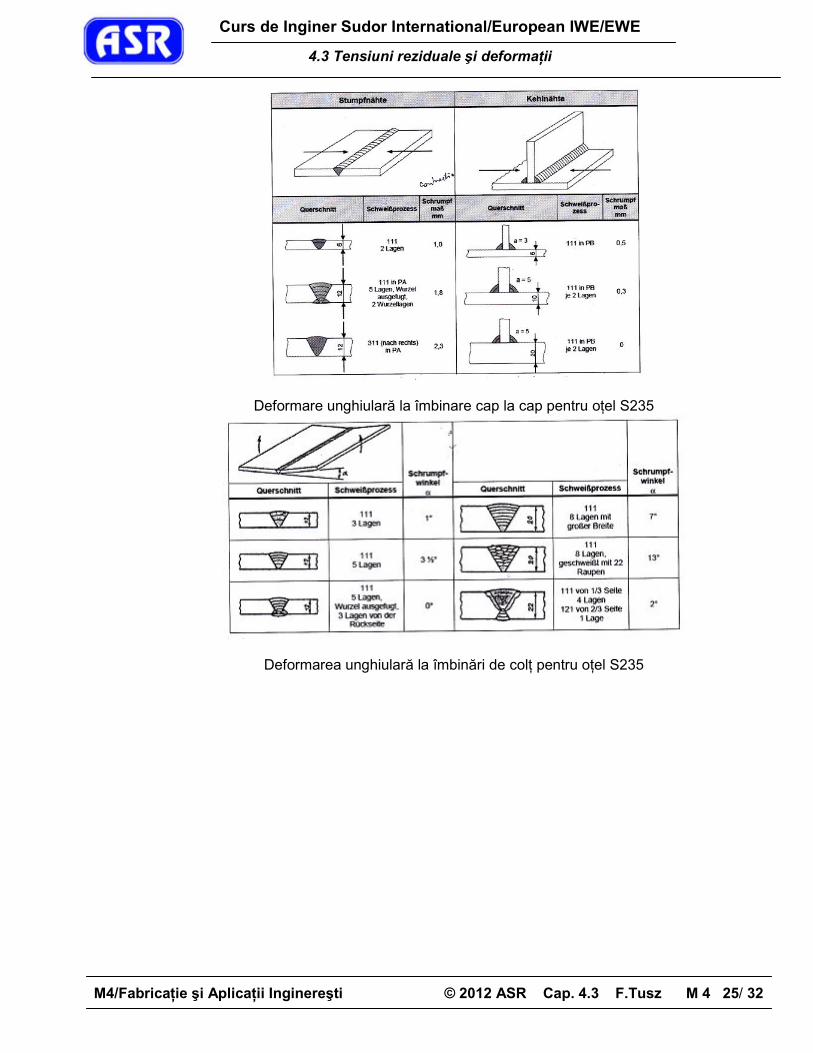
Deformare unghiulară la îmbinare cap la cap pentru oŃel S235
Deformarea unghiulară la îmbinări de colŃ pentru oŃel S235
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 26/ 32
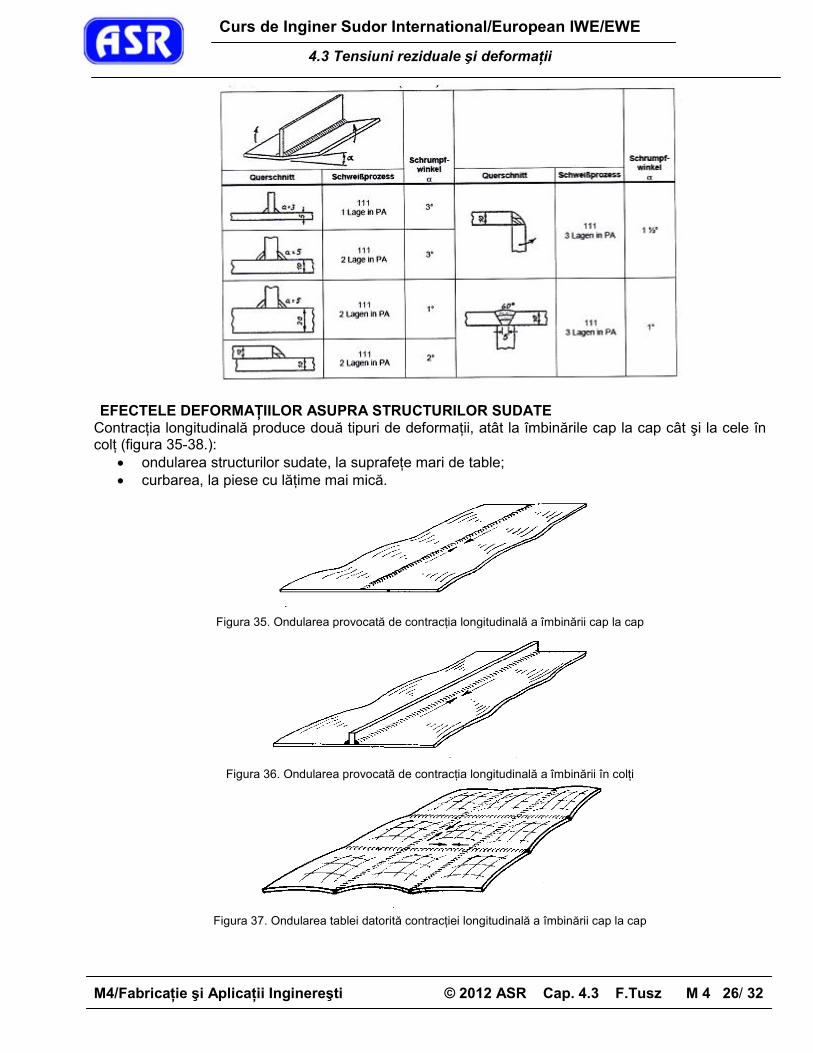
EFECTELE DEFORMAłIILOR ASUPRA STRUCTURILOR SUDATE ContracŃia longitudinală produce două tipuri de deformaŃii, atât la îmbinările cap la cap cât şi la cele în colŃ (figura 35-38.):
• ondularea structurilor sudate, la suprafeŃe mari de table; • curbarea, la piese cu lăŃime mai mică.
Figura 35. Ondularea provocată de contracŃia longitudinală a îmbinării cap la cap
Figura 36. Ondularea provocată de contracŃia longitudinală a îmbinării în colŃi
Figura 37. Ondularea tablei datorită contracŃiei longitudinală a îmbinării cap la cap

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 27/ 32
ContracŃia sudurilor este însoŃită de apariŃia în jurul lor a tensiunilor de compresiune şi tracŃiune. În general la piese lungi şi subŃiri, marginile acestora nu participă la deplasările cauzate de încălzire şi răcire şi nu rezistă nici la tensiuni de compresiune, astfel apare ondularea lor. În cazul stâlpilor aceste tensiuni interne provoacă răsucirea, flambarea lor.
Piesele ondulate trebuie îndreptate, când lungimea sudurii este peste 0,5-2,0 metri, iar grosimea tablei este sub 20-30 mm. Ondulare se produce şi la îmbinările în colŃ nerigidizate suficient (figura.35.). Ondularea poate avea dimensiuni de la câŃiva mm până la mai mulŃi cm. Îndreptarea se poate evita doar în cazul rigidizării structurilor cu elemente de fixare.
Ondularea tablei se datorează contracŃiei longitudinale în cazul sudării tablei pe două direcŃii (figura 37, figura .38.). În cazul rigidizării destul de dese pentru structura din figura 38, şi a sudurilor nu prea lungi, ondularea nu depăşeşte cea admisă. În caz contrar se face îndreptare în puncte cu flacără, care este un procedeu costisitor şi de durată mare.
Curbarea apare ca efect al contracŃiei longitudinale, în cazul în care sudurile respectiv structura sudată nu este simetrică pe 2 axe, sau dacă grinda nu are moment de inerŃie suficient de mare pe direcŃia respectivă. Dacă structura este simetrică doar după o axă (figura.39.), atunci se curbează după o direcŃie, dacă nu are nici o axă de simetrie, atunci se curbează după două direcŃii (figura 40.). Curbarea se formează astfel că profilul va fi concav dinspre sudură spre axa neutră a structurii sudate. Curbarea este cu atât mai mare cu cât sudura este mai departe de axa neutră.
Figuara 37. Ondularea tablei datorită contracŃiei longitudinale a îmbinărilor în colŃ.
Figura 39. Curbarea în plan vertical
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 28/ 32
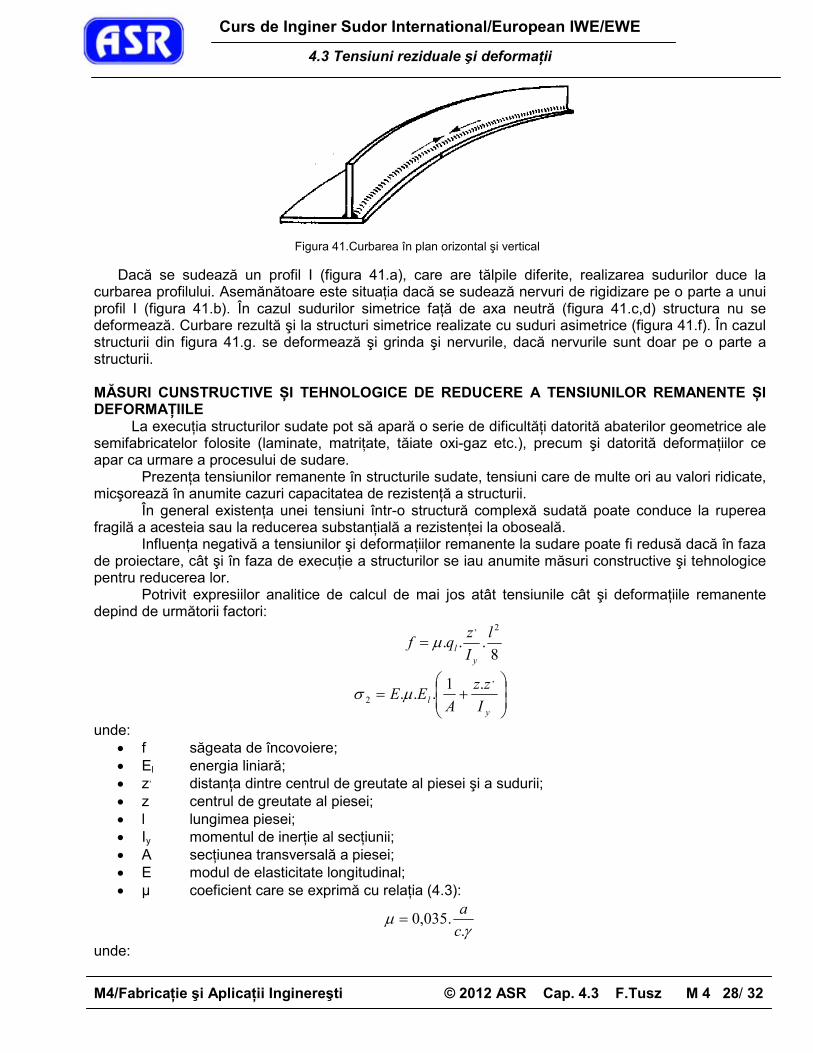
Dacă se sudează un profil I (figura 41.a), care are tălpile diferite, realizarea sudurilor duce la curbarea profilului. Asemănătoare este situaŃia dacă se sudează nervuri de rigidizare pe o parte a unui profil I (figura 41.b). În cazul sudurilor simetrice faŃă de axa neutră (figura 41.c,d) structura nu se deformează. Curbare rezultă şi la structuri simetrice realizate cu suduri asimetrice (figura 41.f). În cazul structurii din figura 41.g. se deformează şi grinda şi nervurile, dacă nervurile sunt doar pe o parte a structurii. MĂSURI CUNSTRUCTIVE ȘI TEHNOLOGICE DE REDUCERE A TENSIUNILOR REMANENTE ȘI DEFORMAȚIILE
La execuŃia structurilor sudate pot să apară o serie de dificultăŃi datorită abaterilor geometrice ale semifabricatelor folosite (laminate, matriŃate, tăiate oxi-gaz etc.), precum şi datorită deformaŃiilor ce apar ca urmare a procesului de sudare. PrezenŃa tensiunilor remanente în structurile sudate, tensiuni care de multe ori au valori ridicate, micşorează în anumite cazuri capacitatea de rezistenŃă a structurii. În general existenŃa unei tensiuni într-o structură complexă sudată poate conduce la ruperea fragilă a acesteia sau la reducerea substanŃială a rezistenŃei la oboseală. InfluenŃa negativă a tensiunilor şi deformaŃiilor remanente la sudare poate fi redusă dacă în faza de proiectare, cât şi în faza de execuŃie a structurilor se iau anumite măsuri constructive şi tehnologice pentru reducerea lor. Potrivit expresiilor analitice de calcul de mai jos atât tensiunile cât şi deformaŃiile remanente depind de următorii factori:
8...2, l
I
zqf
y
lµ=
+=
y
lI
zz
AEE
,
2
.1...µσ
unde: • f săgeata de încovoiere; • El energia liniară; • z, distanŃa dintre centrul de greutate al piesei şi a sudurii; • z centrul de greutate al piesei; • l lungimea piesei; • Iy momentul de inerŃie al secŃiunii; • A secŃiunea transversală a piesei; • E modul de elasticitate longitudinal; • µ coeficient care se exprimă cu relaŃia (4.3):
γµ
..035,0c
a=
unde:
Figura 41.Curbarea în plan orizontal şi vertical

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 29/ 32
• α conductibilitatea materialului de sudate; • c căldura specifică a materialului de sudat; • γ greutatea specifică a materialului de sudat.
Energia liniară la sudarea cu arc electric se exprimă cu relaŃia
η..
s
as
lv
UIE =
unde: • Is curentul de sudare; • Ua tensiunea arcului; • vs viteza de sudare; • η randamentul arcului. Conform relaŃiilor anterioare rezultă că factorii care determină apariŃia tensiunilor şi deformaŃiilor pot
fi grupaŃi: - parametri regimului de sudare (El); - dimensiunile geometrice ale ansamblului sudat (A); - forma secŃiunii (Iy); - poziŃia cusăturii sudate în secŃiune z’. Cu alte cuvinte măsurile de reducerea tensiunilor şi deformaŃiilor remanente pot fi grupete în două
grupe mari şi anume: • măsuri constructive; • măsuri tehnologice.
MĂSURILE CONSTRUCTIVE
PoziŃia îmbinărilor sudate într-un ansamblu trebuie astfel aleasă, încât momentele forŃelor de contracŃie care apar în zonele cu deformări plastice să se echilibreze în raport cu axa geometrică. Proiectarea mărimii şi poziŃiei îmbinărilor sudate trebuie deci astfel efectuate încât suma momentelor statice a volumelor sudurilor în raport cu axa geometrică a ansamblului să fie minimă sau zero.
În general elementele lungi cu suduri nesimetrice se deformează mult, iar elementele cu suduri simetrice vor avea deformaŃii foarte mici şi care se datorează numai factorilor tehnologici.
Mărimea sudurii (grosimea) trebuie executată la dimensiunile din proiect, corect calculate. Îngroşările nejustificate ale sudurilor nu sporesc rezistenŃa acestora, ci dimpotrivă pe de o parte conduc la creşterea tensiunilor şi deformaŃiilor remanente (El mare), iar pe de altă parte reduc substanŃial rezistenŃa la oboseală a construcŃiilor sudate. MĂSURILE TEHNOLOGICE Principalele măsuri tehnologice sunt:
• ordinea de sudare trebuie astfel aleasă încât efectele deformaŃiilor să se anuleze reciproc cel puŃin parŃial;
• aplicarea deformaŃiilor mecanice inverse (preîndoiri, preîncordări, etc.) face ca după sudare să se obŃină deformaŃie minimă sau nulă;
• măsurile care privesc regimul de sudare folosit; • aplicarea detensionării locale, parŃiale sau totale ale structurii ORDINEA DE SUDARE Ordinea prinderilor provizorii
Rolul prinderilor provizorii este de a fixa componentele care urmează a fi îmbinate în poziŃia de sudare, realizarea rostului, respectiv direcŃionarea şi reducerea deformaŃiilor apărute la sudare. OperaŃia de prindere provizorie introduce şi ea tensiuni interne, de aceea se iau în considerare toŃi factorii care influenŃează mărimea tensiunilor şi deformaŃiilor. Efectul unor prinderi provizorii se poate aduna, ceea ce face ca ordinea prinderilor provizorii să nu fie indiferentă.
Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 30/ 32
Ordinea de sudare prescrie succesiunea sudării îmbinărilor, direcŃia de sudare a lor, sau la suduri lungi sudarea pe bucăŃi a acestora.
Ordinea de sudare
Folosind ordine corectă de sudare în cele mai multe cazuri cu metode simple şi ieftine se pot reduce deformaŃiile structurilor sudate. Trebuie respectate câteva criterii:
• Sudurile ce urmează a fi realizate trebuie să fie uşor accesibile. Doar astfel se poate pretinde de la sudor o calitate bună a sudurii respectiv o rezistenŃă bună a sudurii. Astfel la o structură sudată se vor suda mai întâi părŃile componente, apoi se îmbină între ele componentele (subansamblele) deja îndreptate. În practică de multe ori acest lucru nu se poate respecta.
• Sudurile se vor realiza în poziŃiile comode de lucru, ori de câte ori se poate: orizontală respectiv jgheab. În cazul sudării în poziŃii dificile pentru a asigura calitatea îmbinării se vor utiliza electrozi de calitate şi sudori foarte buni.
• Sudurile lungi şi drepte, ori de câte ori se poate se vor realiza cu procedee de sudare mecanizate sau automatizate sub strat de flux, în mediu de gaze protectoare, deoarece acestea sunt mai economice, asigură o calitate mai bună a îmbinării şi conduc la deformaŃii mai mici a structurii comparabil cu sudarea cu electrozi înveliŃi.
• Ordinea de montare şi sudare a componentelor trebuie să asigure îndreptarea elementelor respectiv a întregii structuri, şi cheltuieli minime a îndreptării. Pentru aceasta structura se împarte pe subansamble astfel ca din punct de vedere a locului sudurilor să existe axe de simetrie. Acestea în urma sudării nu se deformează sau se deformează într-un singur plan, deformaŃie care se îndreaptă uşor. În unele cazuri structura este atât de complicată încât nu se poate împărŃi pe subansamble fabricabile uşor. În acest caz singura metodă este ca după montarea tuturor părŃilor componente să se sudeze în ordine corespunzătoare sudurile şi cu o introducere minimă de energie.
• Ordinea de asamblare şi sudare să fie astfel realizată, ca să rezulte tensiuni interne cât mai mici.
Ordinea de sudare este corectă, dacă: - în urma sudării elementele componente se pot deforma liber, nu se formează tensiuni şi deformaŃii
mari; - dacă efectul de deformare apărută în urma realizării sudurilor nu se adună; - dacă momentele apărute în urma forŃelor provocate de sudarea îmbinărilor provoacă cea mai mică
deformare; - unele suduri măresc rigiditatea structurii, dar nu împiedică deformarea, contracŃia liberă a rândurilor
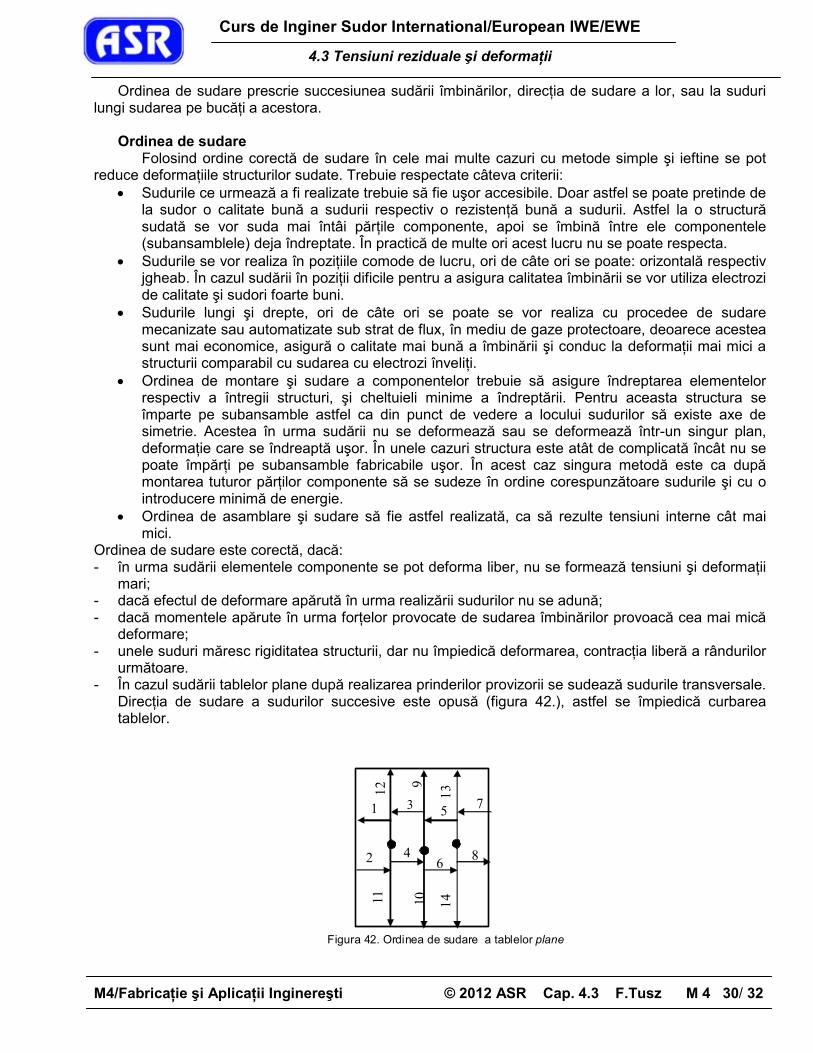
următoare. - În cazul sudării tablelor plane după realizarea prinderilor provizorii se sudează sudurile transversale.
DirecŃia de sudare a sudurilor succesive este opusă (figura 42.), astfel se împiedică curbarea tablelor.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Figura 42. Ordinea de sudare a tablelor plane

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 31/ 32
Exemplu practic łepuşa este o structură sudată de tip cheson, formată din două tălpi şi două inimi asamblate prin intermediul a patru cordoane lungi de colŃ (două de 1895mm şi două de 1790 mm lungime).
S-a apelat la a treia variantă de ordine de sudare: sudurile au fost secŃionate în câte trei segmente egale, un segment având o lungime de cca. 630 mm fiecare. Cordoanele au fost executate
pe segmente (12 segmente) după ordinea de sudare prezentată în figura 43. În urma sudării după această ordine, Ńepuşa a fost aproape perfect dreaptă, abaterile
dimensionale încadrându-se în limitele câmpului de toleranŃă prevăzute în desenele de execuŃie, fără ca în prealabil Ńepuşa să fie supusă operaŃiei de îndreptare.
Sudarea flanşelor La sudarea flanşelor este foarte important eliminarea deformaŃiilor unghiulare. Prin urmare
pentru pregătirea rostului se aplică cu succes un rost în V inegal (figura 44)
Figura 43. Ordinea de sudare a Ńepuşei

Curs de Inginer Sudor International/European IWE/EWE
4.3 Tensiuni reziduale şi deformaŃii
M4/FabricaŃie şi AplicaŃii Inginereşti © 2012 ASR Cap. 4.3 F.Tusz M 4 32/ 32
Figura 44. Pregătirea şi sudarea flaşei
1.Rădăcina se sudează la deschiderea mai mare a şanfrenului
2.Se crăiŃuieşte arc-aer. Se polizează rădăcina Se pregăteşte resudarea rădăcinii
3. Resudarea rădăcinii
4.Sudarea completă a deschiderii mari
5.Controlul cusăturiicoplecte De ex. Ultrasonic, Raze X etc.