121361071 Industrializarea Primara a Lemnului

of 124
-
Upload
cristeadaniela -
Category
Documents
-
view
221 -
download
1
Transcript of 121361071 Industrializarea Primara a Lemnului
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
1/124
0
INDUSTRIALIZAREA PRIMARA LEMNULUI
ef lucrri ing. drd. Neculai Marcel FLOCEA
1.1 Lemnul ca materie primpentru industria cherestelei
1.2 Produsele industriei cherestelei
1.3 Fabrici de cherestea
1.4 Depozitul de buteni caracteristici, tehnologii i utilaje
1.5 Hala de fabricaie caracteristici, tehnologii i utilaje
1.6 Depozitul de cherestea caracteristici, tehnologii i utilaje
1.7 Industrializarea deeurilor din lemn
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
2/124
1
1.1 LEMNUL CA MATERIE PRIMPENTRU INDUSTRIACHERESTELEI
Lemnul ca materie primpentru industria cherestelei
Lemnul folosit n procesele de prelucrare primarprovine din tieri: principale,
secundare i accidentale. Structura produciei i sortimentele de lemn sunt determinate
de asortimentul de specii. Ponderea diferitelor specii n compoziia pdurilor este
importanti pentru structurarea i dimensionarea industriei de prelucrare a lemnului.
Masa lemnoas totalexploatatn Romnia se stabilete de parlament, la propunerea
guvernului (circa 15 milioane m3 /an). Pe specii, acest volum se compune din: rinoase
37%, fag 42%, stejari -10% i diverse foioase 11%.
Industria cherestelei una dintre ramurile de baz ale industriei de prelucrare alemnului, utilizeazdin cota anualpeste 65% din volumul de rinoase i peste 35%
din cel de foioase.
Materia primo reprezintlemnul rotund din toate speciile; calitatea butenilor
condiioneaz de o manier covritoare cantitatea i calitatea cherestelei i, implicit,
valoarea ei. Caracteristicile lemnului rotund pentru fabricarea cherestelei sunt
reglementate prin standarde, admindu-se lungimi i diametre minime caracteristici
dimensionale; cu limitarea defectelor anatomice caracteristici calitative (Tabelul 1.1).
Tabelul 1.1.
Dimensiunile lemnului rotund destinat industriei cherestelei (C)
Dimensiuni
LungimeaSpecia
butenilor
Nr.
STASDiametrul minim
[cm]Valoare minim
[m]Trepte de lungimi [m]
Abateri
[cm]
Rinoase 1294-85 14 2,500,25 pt.L< 3,0 m;0,5 pt. l
3,0 m2
Fag 2024-85 16 2,40 din 0,10 n 0,10 2
Stejar 1039-86 16 2,40 din 0,10 n 0,10 2
Diverse 3302-86 14 2,40 din 0,10 n 0,10 4
Observaii:
Butenii de molid pentru rezonan(indicativ R) au diametrul minim de 34 cm, iar lungimea minimde
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
3/124
2
2,00 m, cu trepte de 0,10 m;
Cu acordul prilor se poate livra i lemn de foioase cu lungimea de l,00 2,40 m, cu trepte din 0,10 n
0,10 m;
Lemnul de diverse foioase tari i moi, cu diametrul la captul subire de minim 32 cm, poate fi livrat i
despicat n jumti, dacsuprafaa despicturii este aproape plan.
Pentru evitarea degradrii, prin atacul ciupercilor i insectelor, butenii provenii din arborii dobori n
perioada de vegetaie vor fi colectai i transportai la fabricn cel mult 60 de zile (cei de fag n cel mult
30 de zile), iar cei dobori n perioada repausului vegetativ, cel mai trziu pnla 15 iunie.
Buteniiparcurg urmtoarele etape de pregtire:
- retezarea i secionarea prin care se elimin sau se diminueaz defectele
importante (crpturi, noduri, putregai, curburi n diverse planuri etc.);
- secionarea crengilor i cioturilor la faa lor i retezarea capetelor
perpendicular pe axa longitudinal sau cu o abatere de maxim 10% din
diametru;
- fasonarea lungimii, operaie la care se las o supradimensiune de 1 cm/m
(fr a se depi 4 cm pe pies) acoperitoare pentru secionri ulterioare
(abaterea maxima lungimii frsupradimensiune este de 2 cm).
Pregtirea poate presupune isortarea tehnologic: pe clase de calitate (dousau
trei), pe grupe de diametre i de lungimi (pentru butenii de rinoase debitai cu
gaterul), numai pe grupe de diametre (pentru cei de foioase debitai cu gaterul) sau nu se
sorteaz(n cazul debitrii n ferstraie panglic), asigurndu-se astfel posibilitatea unei
valorificri optimale (cantitative, calitative, tehnologice, economice).
Butenii provin din arbori recoltai n tot cursul anului, cu excepia lemnului
pentru rezonan, a celui pentru traverse i a stejarului pentru doage, care se sorteaz
numai n perioada repausului vegetativ (1 octombrie 31 martie). Pentru evitarea
atacului de ciuperci i insecte, butenii de rinoase se aprovizioneaz, de preferinn
stare cojit, iar cei de foioase (mai ales cei de fag) n stare necojit, fiind protejai contra
crprii.
Butenii pentru cherestea nu vor prezenta defecte care s depeasc anumite
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
4/124
3
plafoane, ei se livreazntr-o singurclas(indicativ C).
Activitatea din seciile asociate impune i aprovizionarea cu lemn despicat
lobde, ca de exemplu: lobde de fag, stejar i cer pentru doage brute, de fag, paltin,
jugastru etc. pentru dulpai de lzi, de rinoase i foioase pentru talaindustrial .a. nseciune transversal, lobdele au form triunghiular, trapezoidal sau semirotund i
lungimea cuprinsntre 450 i 1.050 mm (cu trepte din 50 n 50 mm).
Stabilirea capacitii, alegerea utilajelor din depozitul de materie primi a celor
din hal(pentru debitare i prelucrare) necesitcunoaterea prealabil, din programul de
aprovizionare, a urmtoarelor date: proporia de intrare n fabrica lemnului rotund cu
lungimi de peste 6,00 m; structura butenilor pe diverse grupe de diametre; repartizarea
lor dupsecionare pe grupe de diametre i eventual lungimi i volumul total (Qan) de
materie primaprovizionat (pe specii) n decursul unui an calendaristic (m3
/an).Cu acestea se determin lungimea mediei diametrul mediu la butenii de gater
(rezultai dup secionare), mrimi necesare pentru stabilirea capacitii de tiere a
utilajelor de debitat i a liniilor tehnologice ale halei de fabricaie. n cazul fabricilor de
cherestea mixte, statistica se ntocmete pentru fiecare specie (grupde specii) n parte
(rinoase, fag, stejari, diverse).
La fabricile de cherestea care au evidena gestionar informatizat, statistica se
poate stabili i pe serii cronologice de funcionare.
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
5/124
Lungimea mediese calculeazca medie ponderatcu formula:
i
n
ii
n
im
b
bL
l
= =
1
1 [m] (1.1)
n care:lm lungimea medie ponderata butenilor de gater, [m];
Li lungimile medii ale fiecrei grupe de buteni, [m];bi proporiile ocupate de volumul (Vi) diferitelor grupe de lungimi, n raport cu cantitatea total de
buteni (Qan), [%];i = 1 n.
Grupele de lungimi ale butenilor se aleg dup necesitate, difereniat pentrurinoase i foioase.
Lungimea medie a grupei (Li) reprezint media aritmetic a sumei lungimii
minime i maxime a fiecrei grupe.
Cantitile de buteni(Vi)rezultdin foile de recepie ale depozitului sau halei de
debitare.
Proporiile(bi)se stabilesc prin calcul, astfel:
100i =an
i
Q
Vb [%].
Pentru calculele de proiectare, lungimea medie a butenilor de gater, pe stocul
anual (Qan) al unei fabrici de cherestea, se poate adopta: Im=4,00m, la rinoaseiIm
= 3,70 m, la foioase.
Diametrul mediuse calculeaz, n mod analog, cu relaia:
i
n
ii
n
m
p
pDd
=
1
1 [cm] (1.2)
unde:dmdiametrul mediu ponderat al butenilor de gater din depozit, [cm];
Di diametrul mediu al fiecrei grupe de buteni, [cm];pi proporiile ocupate de volumul (qi) diferitelor grupe de diametre n raport cu cantitatea total debuteni (Qan), [%];
4
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
6/124
i= 1 n.
Grupele de diametre ale butenilor se stabilesc dup necesitate, fie din datele
statistice de care fabrica dispune, fie dupmodul de sortare tehnologicales n depozit.
Diametrul mediu al grupei(Di) reprezintmedia aritmetica diametrului maxim
i minim al fiecrei grupe .
Cantitile de buteniqise cunosc din foile de recepie.
n aceste condiii proporiilepise calculeazastfel:
100=an
ii Q
qp [%] etc. (1.3)
Aceste date conduc la obinerea unor diametre mediicu valorile: dm= 36-40 cm,la rinoase, i dm = 34-37 cm, la foioase, pentru butenii debitai cu gaterul. Dac
debitarea butenilor de foioase se face cu ajutorul ferstraielor panglic, atunci se
aprovizioneazi buteni cu diametre peste 100 cm, diametrul mediu majorndu-se la
dm= 51-55 cm.
1.2 PRODUSELE INDUSTRIEI CHERESTELEIProdusele industriei cherestelei
Produsele industriei cherestelei se obin prin ferstruirea, n lungul fibrelor
(longitudinal), lemnului rotund, rezultnd piese cu dousau mai multe fee plane i cu
anumite dimensiuni (grosimi, limi, lungimi) standardizate sau nestandardizate.
Acestea servesc n construcii (edificii diverse, locuine, binale, parchete, aviaie,
vagoane, nave, caroserii auto, ci ferate etc.) i la fabricarea produselor din lemn
(mobil, butoaie, instrumente muzicale, ambarcaiuni, articole sportive etc.).
Principalele domenii de utilizare la nivel mondial sunt: construciile diverse (50-60%),
industria mobilei (12-14%), industria ambalajelor (12-15%), diverse alte utilizri (15-
18%) din volumul produciei.
Industria cherestelei evolueazprin: modernizarea i perfecionarea utilajelor (de
debitat, de prelucrat), a pnzelor, a sistemelor de transport intern, a tehnologiei propriu-
zise, a metodelor de gestionare, a sistemelor de tratare termic etc. Perfecionarea
tehnologiei urmrete reducerea pierderilor de material lemnos (n rumegui rmie),
creterea productivitii muncii, mecanizarea i automatizarea fluxurilor tehnologice.
Ca produse de baz se consider: cheresteaua propriu-zis (sau mai simplu,
cherestea), semifabricatele i prefabricatele, traversele, doagele, rmiele.
5
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
7/124
6
Acestea se produc, obinuit, la dimensiuni standardizate.
Standardele precizeazi condiiile de admisibilitate pentru defecte (naturale i de
prelucrare), supradimensiunile pentru contragere, alte proprieti i terminologia.
Utilizarea lor nu este absolut obligatorie, produsele se pot sorta dimensional i calitativconform uzanelor comerciale ale rilor (pieelor) de destinaie sau unor convenii
stabilite anticipat (prin contracte).
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
8/124
7
1.2.1 Terminologie
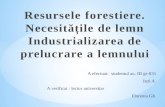
Termenii tehnici referitori la elementele geometrice ale unei piese de cherestea sunt
prezentai n figura 1.1, noiunile explicative ale acestora sunt prezentate sumar tabelul 1.2i principalele forme geometrice n figura 1.2.
Tabelul 1.2
Termeni tehnici
Nr.
crt.TERMEN NOIUNE EXPLICATIV
1 Piesde cherestea Bucatde cherestea consideratseparat.
2Fa
(fig. 1.1. 1,2)
Suprafalat, longitudinala unei piese de cherestea: la piesele cu
seciunea ptrattoate suprafeele longitudinale sunt considerate fee.
3Faexterioar
(fig. 1.1. 1)
Faa cea mai deprtatde axul longitudinal al buteanului din care
provine piesa de cherestea.
4Fainterioar
(fig. 1.1. 2)
Faa cea mai apropiatde axul longitudinal al buteanului din care
provine piesa de cherestea.
5 Cant (fig. 1.1. 3,4,5) Suprafaa ngust, longitudinala unei piese de cherestea.
6 Teitur(fig. 1.1. 4) Rest din suprafaa buteanului care apare pe piesele de cherestea.
7Muchie
(fig. 1.1. 7)
Linia de intersecie a dousuprafee nvecinate ale unei piese de
cherestea.
8 Capt (fig. 1.1. 6) Seciunea transversalde la extremitatea unei piese de cherestea.
9Grosime [mm]
(fig. 1.1.g)
Distana dintre feele unei piese de cherestea msuratperpendicular
pe fee, ntr-un loc specificat.
10Limea [cm],[mm]
(fig. 1.1. l)
Distana dintre canturile unei piese de cherestea (semisuma limilor
celor doufee msurate la mijlocul lungimii, n cazul pieselor de
cherestea cu canturile netivite i semitivite). Obs.[cm] - cm ntregi.
11Lungime [m]
(fig. 1.1.L)
Distana cea mai scurtdintre capetele unei piese de cherestea, con-
venional socotite perpendiculare pe axa longitudinala piesei. Obs.
[m] - m cu douzecimale.
12Dimensiunea nominal
(fig. 1.1.gn, ln, Ln)
Dimensiunea nscrisn specificaii independent de imperfeciunea
tierii, variaia umiditii pieselor.
13Supradimensiune
pentru contragere
Mrimea care trebuie adugatla dimensiunile nominale ale unei piese
de cherestea, astfel ca prin uscare, acestea saibla umiditatea de
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
9/124
referin(20% rinoasele i 15% foioasele) dimensiunea cerut
(standardizat).
14 Grinzi sau prisme(fig. 1.2. c,d,e)
Piesele de cherestea obinute prin tierea longitudinala butenilor pe
dou, trei sau patru fee, cu grosimea de minim 100 mm la rinoase i
120 mm la foioase iar limile egale sau mai mari dect grosimile.
15Cherestea normal
(fig. 1.2. f)
Piesele de cherestea avnd minim doufee plane, grosimea sub 100
mm, obinute prin tierea longitudinala butenilor.
16Margine
(fig. 1.2. g)
Piesde cherestea rezultatprin debitarea flancurilor buteanului cu
faa interioarcomplet atinsde ferstru, cea exterioarpe cel puin
jumtate din lungime, iar lungimea totalde minim 1,00 m.
17Ltunoi (lturoi)
(fig. 1.2. h)
Piesde cherestea rezultatdin flancurile butenilor avnd faa
interioarcomplet atinsde ferstru, cealaltneatinsi lungimea de
minim 1,00 m.
Fig. 1.1. Elemente geometrice ale piesei de cherestea,
1 faa exterioar; 2 faa interioar; 3 cant tivit; 4 cant netivit;5 cant tivit cu teitur; 6 capt; 7 muchii;
L(n) lungime (nominal); b(n) limea (nominal);g(n) grosime (nominal).
8
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
10/124
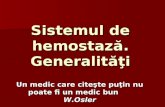
Fig. 1.2. Forme geometrice ale pieselor de cherestea,
a lemn semirotund; b sfert; c,d,e grindcu doutrei sau patru fee plane; f cherestea normal; g
margine; h ltunoi.
9
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
11/124
10
1.2.2 Clasificri
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
12/124
11
1.2.2.1 Cheresteaua
Reprezintcel mai important produs semifinit alctuit din mai multe sortimente,
clasificate dupcriteriul dimensional, dupcum urmeaz:- scndurile sunt piese cu cel puin dou suprafee plane i paralele, prelucrate
complet prin debitare, cu grosimi de maxim 24 mm la rinoase i de maxim 40 mm la
foioase (inclusiv) cu limile minime superioare ipcilor, iar cele maxime de 30 cm la
rinoase i nelimitate la foioase;
- dulapii sunt piese care se deosebesc de scnduri numai prin grosimea lor mai
mare, cuprinsntre 28 i 75 mm la rinoase, 50 i 90 mm la foioase; limile minime
sunt superioare celor ale riglelor;
- ipcile sunt piese cu feele i canturile complet prelucrate, obinute prinspintecarea (la lime) scndurilor, avnd la rinoase grosimea de 24 mm, iar la foioase
grosimi de 25 i 40 mm, n diferite combinaii (exemplu: 24/38 i /48 mm la rinoase;
25/25, /40 i 40/40 mm la foioase);
- riglelesunt piese asemntoare ipcilor dar cu seciunea mai plin, obinute prin
spintecarea (la lime) dulapilor, avnd la rinoase grosimea de 38, 48 i 58 mm, iar la
foioase grosimi de 50, 60, 70, 80 i 90 mm, n diferite combinaii (exemplu: 38/58,
48/48, /96 i 58/58 mm la rinoase; 50/50, /60, /70, 60/60, /70, 70/70, 80/80, /90, i
90/90 mm la foioase);
- grinzile(vezi Tab. 1.2, lin. 14);
- marginile i lturoaiele(vezi Tab. 1.2, lin. 16, 17)
Cheresteaua se mai poate clasifica dupalte criteriica:
a. specia (grupa de specii)butenilor din care provine:
cherestea de rinoase, rezultat din debitarea i prelucrarea butenilor de
molid, brad, pin, larice etc. Uneori poate fi denumit i direct: cherestea de molid,
cherestea de pin etc.
cherestea de foioase, rezultdin debitarea i prelucrarea butenilor de foioase.
Uzual se clasific n: cherestea de fag, cherestea destejar (provenit din debitarea
butenilor de stejar, gorun, cer, grnietc.), cherestea de diverse foioase tari (frasin,
ulm, carpen, paltin, jugastru etc.) sau diverse foioasemoi(plop, tei, anin etc.).
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
13/124
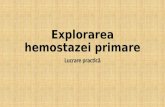
Fig. 1.3. Gradul de prelucrare al pieselor de cherestea,
a tivit; b semitivit; c netivit.
b. gradul de prelucrare a feelor i canturilor. De regul, piesele de cherestea se
produc cu toate feele i canturile prelucrate. Mai rar la rinoase i de obicei la foioase,
canturile pot rmne i neprelucrate, acest criteriu clasificnd cheresteaua dup cumurmeaz(fig. 1.3):
cherestea tivit (fig. 1.3, a), feele, capetele i canturile sunt prelucrate (uzual
cheresteaua de rinoase i uneori fag, stejari);
cherestea semitivit(fig. 1.3, b),doar unul din canturile pieselor este prelucrat
(cheresteaua de fag);
cherestea netivit (fig. 1.3, c), canturile rmn neprelucrate pstrnd conturul
lateral al buteanului (obinuit cheresteaua de diverse foioase i uneori fag, stejar);
c. umiditatea (coninutul de ap):
cherestea verde, cu umiditatea peste 30%;
cherestea zvntat, cu umiditatea de 25-30%;
cherestea semiuscat, cu umiditatea de 18-24%;
cherestea uscat, cu umiditatea de maxim 17%.
d. destinaia (domeniul de utilizare):
cherestea de uz general(pentru construcii, mobil, binale, ambalaje etc.);
cherestea cu destinate special (pentru aviaie, instrumente muzicale,
ambarcaiuni de concurs sau de agrement etc.).
e. dimensiunile (grosimea, limea i lungimea pieselor), sunt reglementate prinstandarde (STAS 942-86 pentru cheresteaua de rinoase, STAS 8689-86 pentru cea de
fag, stejar i diverse foioase). Piesele de cherestea de diverse foioase (tari sau moi) se
produc numai n sortimentul scnduri i dulapi netivii la grosimile specifice foioaselor.
La solicitarea beneficiarilor, productorul poate fabrica i cherestea de alte dimensiuni
(n condiii de premajorate).
Din punct de vedere dimensional se pot defini termenii:
lungimea
12
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
14/124
- cherestea lung, scnduri i dulapi care au lungimea de minimum 3,00 m la
rinoase i 1,80 m la foioase;
- cherestea scurt, scnduri i dulapi cu lungimi cuprinse ntre 1,00 m i 2,75 m la
rinoase i 1,00 i1,70 m la foioase;- cherestea subscurt, scnduri i dulapi cu lungimi cuprinse ntre 0,45 m i 0,95
m numai la foioase.
limea
- cherestea latde rinoase cu limi cuprinse ntre 16cm i 30 cm inclusiv;
- cherestea ngustde rinoase cu limi cuprinse ntre 6cm i 15 cm inclusiv.
ntruct la debitare butenii au umiditate mare (U = 50-80%), piesele de cherestea
au dimensiunile reale mai mari ca dimensiunile nominale cu supradimensiunile
(supramsurile) necesare compensrii contragerii prin uscare, adictocmai cu mrimeace trebuie adugatdimensiunilor nominale ale piesei de cherestea, astfel ca prin uscare
aceasta s aib la umiditatea de referin (20% la rinoase i 15% la foioase)
dimensiunea cerut.
Supradimensiunileacordate pieselor de cherestea cu utilizare frecvent, debitate
din buteni n stare verde (U = 50%) se prezintn STAS 6455-71 (rinoasele) i STAS
6548-73 (fagul i stejarul).
f. poziia planului de tiere fade inelele anuale pe seciunea transversal a
butenilor (fig. 1.4):
cherestea radial, n seciunea transversal, tangenta la inelele anuale formeaz
cu faa exterioara piesei unghiuri cuprinse ntre 60 i 90 (1);
cherestea semiradial, la care unghiurile respective sunt cuprinse ntre 45 i 60
(2);
cherestea tangenial, la care unghiurile respective sunt mai mici de 45 (3).
Fig. 1.4. Poziia planului de tiere fade inelele anuale.
1 piescu tiere radial; 2 piescu tiere semiradial; 3 piescu tiere tangenial.
13
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
15/124
g. poziia piesei n seciunea transversala buteanuluidepinde de modelul de
tiere utilizat (modul de aezare al pnzelor tietoare n lama gaterului .a.). Piesele decherestea obinute sunt (fig. 1.5.):
,5
Fig. 1.5. Poziia pieselor de cherestea n seciunea transversala buteanului,
1 piesaxial; 2 piese centrale; 3 piese laterale; 4 margine; 5 ltunoi.
axiale(de inim), ce cuprind mduva (inima) buteanului (fig. 1.5.1);
centrale(cu inima spintecat), cu mduva secionatpe feele interioare (fig.
1.5.2);
laterale, care se obin duppiesa axialsau cele centrale (fig. 1.5.3);
margini(fig. 1.5.4) i ltunoaie (fig. 1.5.5) definite anterior.
h. calitatea vizeazaspecte ca: structura lemnului, prezena defectelor anatomice
pe feele i canturile pieselor, acurateea i debitrii i prelucrrii i este reglementatla
noi prin standarde (1949-86, 1961-80, 8454/3-77, 1929-90, 8454/2-80, 3575-86, 3363-
86, 6709-86, 8454/6-82).
Estimarea vizuala calitii (clasarea de aspect) se facen funcie de defectelepe care piesa le are n ntregime, ori pe unitatea de lungime (frecvent 1,00 m).
ncadrarea ntr-o clasde calitate se face dupfaa i cantul cel mai slab, dacdiferena
dintre ele nu este mai mare de o clas. n caz contrar, ncadrarea se face n clasa imediat
superioarcelei din care fac parte faa i cantul cel mai slab.
Clasarea de rezisten (pe baza unor ncercri mecanice, cu maina) se impune
pentru piesele supuse la solicitri mecanice
14
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
16/124
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
17/124
16
dobori n perioada repausului vegetativ (1 octombrie 31 martie). Se clasificdup:
a. forma seciunii transversale.
n funcie de gradul de prelucrare al feelor traverselor (STAS 330/1-72) dupcele
trei elemente (talp, nlime i fa), se produc:- traverse de tip A(n varianta A1 i A2)
- traverse de tip B
- traverse de tip C.
Traversele de tip Aau toate feele prelucrate, cu muchii ascuite (la tipul A1)sau
teite (la tipul A2). Traversele de tip B au doar trei fee complet prelucrate, cea de a
patra fiind parial teit, iar cele de tip Cau numai doufee prelucrate (talpa i faa).
b. dupdestinaie (locul de utilizare al traverselor n cadrul cilor ferate) pot fi:
traverse normale (STAS 330/2-80), utilizate la susinerea inelor pe cile feratecu ecartament normal CFN (1.435 mm) se produc n douclase de calitate, iar duputi-
lizare n dou categorii: categoria I -a, pentru liniile principale (cu trafic intens) i
categoria a Il -a, pentru liniile secundare (cu trafic redus);
traverse nguste (STAS 330/3-80), utilizate la susinerea cilor ferate cu
ecartament redus CFF (500, 600, 760 sau 1.000 mm) se produc ntr-o singurclasde
calitate, cu seciunea transversalde tip A2, B i C;
traverse pentru poduri (STAS 330/4-80), utilizate pentru susinerea inelor n
zona podurilor de pe cile ferate (CFN sau CFF) se produc ntr-o singur clas de
calitate i cu seciunea transversal numai de tipul A1. Au dimensiunile de execuie
difereniate dup cum podurile la care se utilizeaz sunt construite pe cile ferate
normale sau cu ecartament redus;
traverse speciale (STAS 330/5-80), utilizate la susinerea inelor n zona
schimbtoarelor de cale (macazuri), n zona interseciilor sau n zona traversrilor etc.,
se produc ntr-o singurclasde calitate, iar duputilizare n doucategorii: categoria
I, pentru cile ferate cu ecartament normal, i categoria a Il -a, pentru cile ferate cu
ecartament redus.
1.2.2.4 Doagele
Sunt produse obinute prin debitarea radial(cel mult semiradial) a butenilor i
lobdelor de stejar sau de fag (uneori i de dud, salcm etc.). Sunt utilizate la fabricarea
diverselor tipuri de butoaie (pentru vin, bere, buturi distilate etc.). Pentru butoaiele din
fag utilizate ca ambalaje (pentru bitum, fructe de pdure etc.) se pot folosi i doage
debitate tangenial.
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
18/124
17
Dimensiunile doagelor sunt standardizate (STAS 905/89 i 2159/89), existnd o
corelaie ntre grosime i lungime, pentru a asigura rezistena i capacitatea butoaielor.
Grosimile sunt identice cu ale scndurilor i dulapilor de foioase.
Clasificarea doagelor se face dup:a. ntrebuinarealor sau locul ocupat la formarea unui butoi i pot fi:
doage de manta(simbolM), utilizate la partea lateral(curb) a butoiului;
doage de fund(simbolF), utilizate pentru capacele butoiului.
b. destinaia sau utilizarea datbutoaielor. Uzual se apliccelor de stejar:
doage pentru butoaie de vin i buturi distilate(simbol V), STAS 905/89;
doage pentru vase speciale(simbol S).
Doagele de stejar se produc numai din arbori dobori n perioada repausului
vegetativ (1 octombrie 31 martie), planul de tiere fiind orientat radial sau cel multsemiradial, astfel nct razele medulare snu treacde pe o fape alta a piesei pentru a
se asigura etaneitatea butoaielor.
Nu se admite prezena unor defecte ca: noduri putrede, curbur, galerii de insecte
etc. Alte defecte se admit limitat.
Doagele de fag (STAS 2105-90) se produc prin debitarea lemnului rotund sau a
lobdelor de fag care provin din arbori dobori n tot cursul anului. Planul de tiere este
orientat radial, semiradial sau tangenial, iar doagele se separpe cele douperioade de
doborre: perioada de vegetaie (1 aprilie 30 septembrie) i perioada de repaus
vegetativ (1 octombrie 31 martie).
Se fabricnumai neaburite i nu se admite prezena urmtoarelor defecte: noduri
vicioase i/sau concrescute, galerii de insecte, mucegai, ncindere, inim stelat,
putregai, mduv. Alte defecte sunt admise limitat.
Doagele de stejar i cele de fag se produc complet finite, cu capetele retezate
perfect perpendicular pe fee i pe canturi.
Calitatea doagelor se refer att la execuia lor (defectele de prelucrare), ct i la
defectele materialului din care au fost fabricate. Se sorteaz, de regul, ntr-o singur
clas.
Livrarea doagelor se face n pachete (STAS 9319/2-86) realizate pe tipuri i
dimensiuni i numai dacumiditatea lor este de maxim 30% (U 30%). Transportul se
realizeazcu vehicule acoperite, curate i uscate.
1.2.2.5 Rmiele
Sunt subproduse ale industriei cherestelei rezultate n urma operaiilor de debitare
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
19/124
18
i prelucrare (sin. rmie de prelucrare, produse secundare).
Clasificarea lor are la baz criteriul comercial i ine cont de specia din care
provin i eventual, destinaia industrial. Astfel ntlnim:
a. Rmie de rinoase pentru celuloz (STAS 2059-84) ce provin de lafabricarea cherestelei de molid i brad.
Se exclud: putregaiul, incluziunile de corpuri strine (metale, pmnt, nisip etc.)
urme de arsuri, pete de ulei i de crbune. Se admit cu restricie: coaja, liberul, pungile
de rin, nodurile vicioase, galeriile de insecte etc.
Se livreazsub formde snopi sau de achii tehnologice.
Snopiiau diametrul total de 25-30 cm, greutatea de circa 20 daN i cuprind piese
cu lungimea de 1005cm (cu o anumit seciune minim), strns legate la mijloc cu
srmmoale sau cu sfoarrezistentla umiditate.Achiile tehnologicesunt admise la fabricarea celulozelor de calitate inferioari
au dimensiunile orientative de 220 mm grosimea, 635 mm lungimea i limea.
b.Rmiele de stejar pentru extracte tanante(STAS 4238-79)se sorteazde
la fabricarea cherestelei din stejar i gorun. Conin minim 80% duramen i nu se admite
putregaiul i corpurile strine.
Se livreazn snopi(legai cu srmmoale la mijloc) sau n vrac. Piesele au ca
dimensiuni: lungimea de 1005 cm, seciunea maximde 610 cm.
c. Rmiele de fag (STAS 7149-86) provin de la prelucrarea cherestelei de fag i
sunt destinate, n primul rnd, fabricrii plcilor din achii (PAL) i plcilor din fibre (PFL).
Se livreazfie capiese din lemn masiv (n vrac sau legate n snopi), fie ca achii
tehnologice.
Pentru fabricarea PAL i PFL se pot utiliza i rmie de cherestea de rinoase,
de stejar sau de diverse alte specii de foioase (STAS 7149-86).
1.3 FABRICI DE CHERESTEAFabrici de cherestea
1.3.1 Alctuire
Industria cherestelei cuprinde un ansamblu de uniti de producie (fabrici) n care
asupra lemnului rotund se executun proces de tiere mecanic, prin ferstruire n sens
longitudinal i transversal, urmrindu-se obinerea de piese fasonate, diverse ca
sortimente i dimensiuni.
Fabricile de cherestea se pot clasifica dup: specia prelucrat (de rinoase, de
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
20/124
19
foioase i mixte); mrimea capacitii de producie (mici, mijlocii i mari); modul de
amplasare n teritoriu (independente, asociate etc.). Activitatea de producie a unei
fabrici de cherestea se desfoarn urmtoarele secii (fig. 1.6):
depozitul de buteni; hala de fabricaie;
secia de tratare termici chimic(poate lipsi);
depozitul de cherestea.
Depozitul de buteni. Aici se pregtete lemnul rotund pentru fabricarea
cherestelei, unele operaii fiind difereniate n funcie de utilajul de baz folosit la
debitare. n flux tehnologic se executoperaiile:
descrcarea trunchiurilor lungi sau butenilor de gater din mijloacele de
transport; recepia cantitativi calitativa acestora;
retezarea-secionarea i toaletarea butenilor;
detectarea i eliminarea eventualelor incluziuni (metalice, minerale);
cojirea butenilor i colectarea cojii;
sortarea tehnologic i marcarea butenilor (se practic n cazul debitrii cu
gaterul vertical, n cazul unor comenzi speciale, chiar la debitarea cu ferstrul panglic);
distribuirea butenilor sortai pe lagre sau platforme de depozitare;
depozitarea i conservarea butenilor sortai i a celor ce se pstreaznesortai;
splarea butenilor necojii;
alimentarea cu buteni a halei de fabricaie.
Hala de fabricaie este secia conductoare din fabrica de cherestea. Aici se
desfoar procesul tehnologic de transformare a butenilor n produse ale industriei
cherestelei prin operaii ca:
debitarea, tiere longitudinal pentru realizarea feelor, implicit a grosimii
pieselor brute;
prelucrarea, eliminarea defectelor neadmise i asigurarea celorlalte dimensiuni
(lungime i lime) prin tivire-spintecare i retezare-secionare (inclusiv prelucrarea
capetelor, marginilor).
Dotarea tehnic a halei cuprinde: pentru debitare gatere verticale, ferstraie
panglicsau ferstraie circulare de construcie special, iarpentru prelucrareferstraie
circulare de diferite tipuri, ferstraie panglic de spintecat etc. Amplasarea acestor
maini se face ntr-un flux tehnologic organizat pe specii, cu legnd opera iile prin
sisteme de transport mecanic.
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
21/124
PREGTIRE:
retezare-secionare,
toaletare,
PRELUCRARE:
retezare-secionare
Sortare dimensional
Aburire, antiseptizare, ignifugareSECIA DE TRATARE TER-
Stivuire, depozitare,
EXPEDIERE:
desfacere stive
transport la ramp
HALA
DE
DEPOZITUL
DE
DEPOZITUL
DE
A rovizionare
Ram a verde
Ram a uscat
Desfacere
Fig. 1.6. Schema procesului tehnologic al fabricrii cherestelei
20
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
22/124
21
Secia de tratare termici chimic(poate lipsi uneori), este dotatcu instalaii
pentru activitile:
- aburire, numai la o parte din cherestea i la toate frizele de fag;
- antiseptizare, ignifugare etc.;- uscare artificial.
Dotarea tehnic a acestei secii cuprinde camere de uscare, de aburire, bazine de
imersie, autoclave etc. n funcie de activitile desfurate i de cantitatea de cherestea
prelucratanual (estimat).
Depozitul de cheresteaeste secia n care se executoperaii ca:
presortarea calitativ, separarea dimensional pe sortimente i inventarierea
(n rampa verde);
stivuirea la ipca cherestelei destinatuscrii artificiale; stivuirea strnsa cherestelei destinataburirii, antiseptizrii etc.;
distribuirea cherestelei pe platformele de depozitare, n vederea conservrii i
uscrii naturale (stivuirea la ipcn depozit);
pregtirea i livrarea cherestelei conform comenzilor i contractelor, (desfacere
stive, transport la rampa de expediie, sortare calitativ final, marcare, inventariere,
ambalare, ncrcare n mijloacele de transport).
Depozitul de cherestea este dotat cu instalaii pentru sortarea pieselor, stivuirea,
destivuirea i formarea pachetelor cu piese, dispozitive de ambalare i marcare, instalaii
de ncrcare a cherestelei n mijloacele de transport .a..
Fabricile de cherestea mai pot avea secii asociate, ateliere de ntreinere etc..
Seciile asociate asigur utilizarea mai complet a materiei prime, reducerea
cheltuielilor de transport, diminuarea polurii mediului etc. Au volumul produciei
relativ mic, consumnd rmie de cherestea, capete de buteni, rumegu, coajetc. Ca
secii asociate enumerm:
secie de parchete, prelucreazfrizele n elemente pentru pardoseli;
secie de lzi, prelucreazcherestea, lobde i lemn rotund de calitate inferioar
n diferite tipuri de ambalaje;
secie de butoaie, prelucreaz i asambleaz doagele de stejar sau de fag n
butoaie;
secie de tala industrial, prelucreaz capetele butenilor de rinoase i de
foioase moi n talasau lnde lemn;
secie de valorificare a produselor secundare, sorteazi prelucreazlemnul de
mici dimensiuni sau calitativ inferior n: rmie pentru celuloz, PAL sau PFL,
rmie de stejar pentru tanani, toctur pentru fabricile de PAL i PFL, produse
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
23/124
22
diferite ca palei, bobine pentru cabluri, calupuri, brichete i pelei din rumeguetc.
Atelierele i construciile auxiliareasigurderularea procesului de producie i
pot cuprinde:
ascuitoria; atelierul mecano-electric;
laboratorul tehnologic (pentru fabricile dotate cu camere de aburire, uscare,
instalaii de antiseptizare etc.);
centrala electro-termic;
construcii tehnico-administrative, magazii de materiale tehnice etc.
1.3.2 Proiectare general
Locul de amplasare (situarea) al unei fabrici de cherestea se stabilete prin studiul
de prefezabilitate, n care se indic: judeul, localitatea, strada, coordonatele topografice,
suprafaa i situaia juridica terenului, zona seismic, nivelul maxim al apelor freatice
etc. Se iau n calcul criteriile:
1. Amplasamentul(situarea). Factorii determinani pentru locaie:
apropierea de sursa de materie prim, pia i de drumurile de acces
principale, pentru alegerea mijloacelor de transport utilizate la aprovizionare i
la livrare pentru reducerea cheltuielilor de transport;
existena n zona resursei umane.
Ordinea de prioritate a factorilor locaiei n stabilirea sitului este dat de
aprecierea acestora de ctre ntreprinderea n cauz (chestiune de 1. costuri de
materii prime, 2. costuri de transport, 3. costuri de mnde lucru)
2. Terenul.Alegerea terenului ine seama de:
existena spaiului disponibil necesar pentru cldiri, depozite, ci de transport
intern i extern rutier sau pe ine inclusiv spaiu suplimentar pentru extinderi
prevzute sau posibile (suprafa suficient de mare i de form
dreptunghiularcu 2:1 sau 3:1 raport ntre laturi, cale feratsau drum de acces
auto paralele cu latura mare sau cu intrare oblicetc.);
caracteristici fizico-geografice, orografice, climatice, meteorologice,
geotehnice (teren ferit de inundaii, plan cu nclinare naturalde 12 spre o
latur pentru scurgerea apelor pluviale, bine ventilat, cu portan suficient
etc.).
3. Programul. Cuprinde date despre:
tipul de fabric;
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
24/124
23
dimensiunea spaiilor i dimensiunile libere ale acestora;
numrul de angajai, eventual departajat pe sexe (vestiare, toalete);
planul de dispunere a mainilor;
ncrcri din circulaie i individuale.n unele cazuri, cerine speciale:
protecie fonici contra vibraiilor, contra substanelor toxice;
apropierea de o linie electricce asiguralimentarea puterii instalate;
apropierea de o sursde ap, pentru asigurarea necesarului de apindustrial,
potabili PSI;
extinderi prevzute sau posibile;
valoarea terenului, nivel de impozitare, exigene de ordin urbanistic sau
arhitectonic, restricii de mediu.4. Planificarea operaional atent este o condiie a proiectrii construciilor.
Trebuie reprezentate procesele de producie dup tipul de producie, dup
estimarea aproximativa produciei anuale sau dupnumrul angajailor.
Dac nu exist valori medii din experien, necesarul de spaiu se stabilete pe
baza planului de dispunere a mainilor i a diverselor echipamente industriale.
Cum toate aceste criterii nu pot fi ndeplinite simultan se adopt o soluie de
compromis ca rezultat al acestei analize tehnico-economice.
Suprafaa totala terenuluinecesar rezultdin planul general de amplasare al
fabricii trebuind sasigure un flux de producie ct mai raional (trasee ct mai scurte,
frncruciri ntre deplasrile de materie primsau de produse).
Construciile industriale - hala de fabricaie, camerele de uscare, de aburire,
seciile asociate, atelierele de ntreinere etc. - se amplaseazntre depozite (de buteni
i de cherestea fig. 1.7), pentru reducerea lungimii traseelor pentru utiliti (agent
termic, energie electricetc.) i din considerente de ordin arhitectonic.
La proiectarea planului general (scara 1:5.0001:10.000) se armonizeazcerinele
tehnologice cu cele structural-constructive, arhitectonice, urbanistice, economice cu
respectarea normelor de protecia muncii, mediului, prevenirea i stingerea incendiilor
(PSI) etc.
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
25/124
Zone P.C.I.Drumuri auto
Linie de garaj C.F.N.
Fig. 1.7. Planul general al unei fabrici de cherestea
1 depozit de buteni; 2 hala de fabricaie; 3 rampa verde; 4 camere de uscare
i de aburire; 5 depozit de cherestea; 6 secii asociate; 7 ascuitorie;
8 centrala termic; 9 pavilion administrativ
1.3.3 Regimul de lucru i capacitatea de producie a fabricilor de cherestea
Regimul de lucru(fondul de timp de lucru disponibil) al unei fabrici, reprezint
volumul de timp n care se desfoaractivitatea n seciile i sectoarele sale. Se poate
aproxima cu relaia:
([ ] sarscd nTTTTT )++= [sch/an] (1.4)
unde:Tdfondul de timp de lucru disponibil [sch/an];Tc timpul calendaristic al unui an, [zile] (Tc= 365 zile);Ts timpul corespunztor zilelor nelucrtoare dintr-un an (smbete, duminici, srbtori legale); orientativTs= 105 110 zile;Tr timpul de oprire pentru reparaii i revizii programate, [zile/an] (orientativ 8-12 zile, la liniile derinoase i 12-15 zile, la liniile de foioase);
Ta timpul afectat de opririle accidentale, neprevzute, [zile/an] (orientativ Ta= 3-5 zile);ns numrul de schimburi de lucru pe zi al halei de fabricaie (durata unui schimb = 8 ore, exclusivtimpul aferent schimbrii pnzelor, care la gater este de circa 1 or/sch iar la ferstrul panglicde maxim0,5 ore/sch); n mod curent se stabilete ns= 2 sch/zi.
Capacitatea de producie a unei fabricireprezintproducia maximce poate fi
realizatntr-o anumitperioadde timp (1 an) pentru o anumitstructura produciei
i n condiiile folosirii intensive i extensive a utilajelor.
Pentru fabricile de cherestea, ntre capacitatea de producie (Qp), producia
24
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
26/124
posibil(Qf) i producia realizat(Qr) existrelaia:
[mrfp QQQ 3/an] (1.5)
Capacitatea de producie posibil(Qf) este utilizatla proiectarea unei fabrici de
cherestea (inferioarQp), fiind influenatde condiiile concrete de munc, iarproducia
realizatpractic(Qr) mai este diminuatde locurile nguste pe flux,gradul de folosire a
utilajelor, condiiile de aprovizionare, fluctuaiile forei de munc, opririle accidentale i
alte cauze.
Capacitatea de producie se exprimde obicei n m3buteni debitai/an sau n m3
cherestea realizat/an.
Capacitatea de producie posibil a unei liniide debitare se poate calcula cuuna dintre relaiile:
saudufb TQQ = duufc TQiQ = [m3/an] (1.6)
unde:Qfb i Qfc - capacitatea de producie posibil a liniei de debitare, [m
3 buteni/an],respectiv [m3cherestea/an];iu indicele de utilizare al materialului lemnos, [m
3cherestea/m3butean];Td fondul de timp de lucru disponibil al halei de fabricaie,[sch/an];Qu capacitatea de tiere medie a utilajului de bazfolosit la debitare,[m
3buteni/8 ore (schimb)].
Pentru proiectare Qfb, respectiv Qfc, rezultdin calcule economice sau se deduc
din relaia 1.6, dupce s-a ales tipul (caracteristicile tehnice) utilajului de baz.
Capacitatea de producie posibila unei fabriciQfe determinatde numrul de
linii tehnologice din hala de fabricaie i de specia butenilor prelucrai (rinoase, fag,
stejari, diverse foioase tari sau moi, combinaii ale speciilor - profil mixt).
Capacitatea fabricilor pentru o singurspecie de butenise determincu relaia:
[m== =
=ii d
ni
iuuf TQiQ
1
3/an] (1.7)
unde:Qf- capacitatea de producie posibila halei de fabricaie, [m
3cherestea/an];iu indicele de utilizare programat al butenilor, [m
3 ch/m3butean];i= 1, 2n numrul liniilor tehnologice din componena halei;
uiQ capacitatea de tiere medie a utilajului de bazpe fiecare linie, [m3buteni/8 ore];
diT fondul de timp de lucru disponibil pentru desfurarea activitii pe fiecare linie
25
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
27/124
tehnologic, [sch/an].
Capacitatea fabricilor cu profil mixtpresupune cpe aceeai linie tehnologicsau
pe linii tehnologice paralele se prelucreaz, simultan sau alternativ, buteni de specii
diferite.
La fabricile cuprelucrare simultan(pe linii tehnologice paralele), se recomand
relaia:
[miiim d
ni
iuuf TQiQ =
=
=1
3/an] (1.8)
unde:
mfQ - capacitatea de producie posibila unei fabrici de cherestea cu profil de prelucrare
mixt,[m3
cherestea/an];uii indicii de utilizare ai butenilor pentru specia prelucrat pe fiecare linie
tehnologic, [m3cherestea/m3butean];i= 1, 2n numrul liniilor tehnologice din componena halei;
uiQ fondul de timp de lucru disponibil pentru desfurarea activitii pe fiecare dintre
liniile tehnologice, [sch/an].
Dacla proiectare se impune capacitatea de producie a viitoarei fabrici (respectivQf relaia 1.7 sau relaia 1.8 - cunoscute) atunci se poate calcula numrul de
linii tehnologice din hala de fabricaie (n funcie de caracteristicile tehnice i tipulutilajului de bazales, Q
mfQ
u- cunoscut) cu relaia:
duu
f
l
fL TQi
Q
Q
QN
== [buc] (1.9)
unde:NL- numrul de linii tehnologice din viitoarea halde fabricaie [buc];Qf, Ql, iu, Qu, Td respectnotaiile din relaiile 1.6, 1.7, 1.8 i 1.9.
Valoarea calculatpentruNLcu relaia 1.9 se rotunjete la ntreg, prin adaos, de la
orice zecimalcare depete 0,2, rezultnd numrul de linii tehnologice adoptate (NL).
Gradul de ncrcare mediu (L)al liniilor tehnologice va fi.
100=L
LL N
n [%] (1.10)
Valoarea optim recomandatL = 80-85%, n caz contrar impunndu-se
26
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
28/124
27
realegerea utilajului de baz (cu capacitate mai mic sau mai mare) sau modificarea
corespunztoare a capacitii fabricii.
1.4 Depozitul de buteni caracteristici, tehnologii i utilaje
1.4.1 Amplasarea depozitului
Modalitatea de amenajare i organizare a depozitelor de buteni din fabricile de
cherestea influeneaz valoarea indicelui de utilizare a materiei prime prin pregtirea
butenilor pentru debitare (diferitdup forma n care intr - lemn rotund lung, buteni
etc.), prin specia i utilajele de bazdin hala de fabricaie, prin conservare etc.
Alegerea terenului pentru depozitele de buteni se face n zone cu portan idrenaj bune, fr denivelri, eventual cu o mic nclinare natural (1-2) care s
asigure scurgerea apelor pluviale. Stratul de sol se nlturpentru a nu permite creterea
vegetaiei care menine umezeala, afectnd aerisirea stivelor de lemn rotund i
favoriznd dezvoltarea duntorilor (insectelor, ciupercilor).
Ca form general, se prefer cea dreptunghiular, cu raportul laturilor 1:1 sau
2:1, pentru o desfurare normal, economic, a operaiilor.
Suprafaa totalocupateste proporionalcu capacitatea de debitare a fabricii i
direct influenat de gradul de mecanizare al activitilor din depozit (instalaiile
utilizate la descrcarea, manipularea i stivuirea butenilor), precum i de utilajul de
bazdin hal, care determingradul de sortare al butenilor (dimensionali calitativ).
Este preferat stivuirea pe nlime ct mai mare (intensiv), celei pe suprafa -
lungime i lime (extensiv).
1.4.2 Aprovizionarea cu buteni
1.4.2.1 Necesarul de buteni
Procesul de producie al unei fabrici de cherestea depinde de aprovizionarea la
timp i n cantiti suficiente, cu material lemnos de calitate.
Aprovizionarea depozitului se face dup graficul calculat (funcie de indicii de
utilizare ai materialului lemnos i de comenzile de producie) i indictrimestrial, lunar
i zilnic, cantitile de buteni (pe specii eventual) ce trebuie aduse ntr-un an
calendaristic.
Volumul anual de material lemnos ce trebuie aprovizionat (i debitat) pe total
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
29/124
fabric(i pe fiecare specie, n cazul fabricilor cu profit mixt) se poate calcula cu relaia:
u
fan
i
QQ = [m3/an] (1.11)
unde:Qan volumul total de buteni pe specii ce trebuie adus n fabric, [m
3/an];iu indicele de utilizare al materialului lemnos al fiecrei specii, [m
3 cherestea/m3butean];Qf volumul de cherestea estimat pe specii (conform comenzilor) [m
3/an] (relaia 1.7sau 1.8).
Aprovizionarea ritmiceste o activitate de baz, orice caren afectnd producia.
Cantitile livrate cresc n sezonul rece i scad n cel cald, pentru echilibrare
impunndu-se msuri de stocare i conservare a unor volume corect dimensionate.Sunt de preferat furnizorii din apropiere, cheltuielile de transport, majorate
proporional cu distana, crescnd preul butenilor i al cherestelei.
1.4.2 Mijloacele de transport utilizate la aprovizionarea cu buteni.
Pentru aprovizionarea butenilor se pot folosi urmtoarele tipuri de mijloace de
transport:
- autovehicule specializate sau de uz general;- vagoane de cale feratnormal(CFN);
- vagoane de cale feratforestier(CFF);
- alte sisteme de transport.
Aprovizionarea poate fi simultani cu mijloace de transport diferite, astfel nct,
n funcie de distane, condiii de ncrcare, mijloace disponibile, sse reduccosturile
de transport i sse asigure cantitile necesare.
a. Mijloacele auto (tractoare cu remorci, autocamioane, autotrenuri etc.) au
capaciti de transport situate ntre 6-20 tone (n medie Tauto10 t). Autocamioanele
pentru transportul lemnului lung sunt prevzute cu remorci monoaxe sau biaxe i dotate
cu diverse dispozitive i instalaii pentru ncrcarea i descrcarea butenilor (rcoane
rabatabile, trolii mecanice, graifere acionate hidraulic etc.).
Nivelul platformei auto (hAUTO) este de 1,10 m, iar lungimea lemnului rotund
ncrcat poate ajunge pnla 15 m.
I.R.U.M. S.A. Reghin produce platforma de 16 tone i semiremorcile de 16 i 25
de tone destinate transportului de buteni i cherestea. Sunt echipate cu rcoane fixe sau
telescopice i cu troliu cu 2 tamburi, comandat electropneumatic pentru autoncrcarea
28
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
30/124
29
butenilor. Schemele i caracteristicile lor tehnice sunt prezentate n planele 1 i 2.
Transportul cu mijloacele auto era considerat eficient pentru distane de maxim 50
km, condiiile actuale (creterea tonajului, viteza mare de deplasare, mobilitatea mult mai
mare, versatilitatea mijloacelor de transport etc.) au mpins aceast limit la 150 km.Drumurile auto au limea minim3,20 m, pentru circulaia pe o band, i 5,50 m, pentru
circulaia pe doubenzi.
b. Vagoanele de cale ferat normal CFN (ecartament 1.435 mm) au o
capacitate de cuprinsntre 10 i 40 t (n medie TCFN= 25-35 t) i lungimea maximde
12-15 m, fiind preferate cele cu pereii rabatabili ori demontabili (uurina ncrcrii i
descrcrii).
Transportul butenilor pe CFN era considerat cel mai economic sistem pentru
distane mai mari (peste 50 km). Problemele mari ale transporturilor feroviare sunt:ntrzieri, deficiene, dublarea operaiilor de ncrcaredescrcare n gri etc. Vagoanele
cu buteni se descarcpe linii de garaj cu rampa maximde 2, cu gabaritul (zona de
libertrecere) minim de 4,00 m pe orizontali 4,80 m pe nlime, n lungul creia se
amenajeazrampe sau platforme betonate de stocare-recepie.
Cota platformei vagoanelor (h CFN), fade partea superioara inei de rulare se
aflla nlimea de 1,10 m, iar pentru protecia personalului de deservire, ntre peretele
vagonului i frontul rampei, va rmne un spaiu liber de 0,4-0,6 m (condiii
constructive).
c. Vagoanele-platformde cale feratforestier- CFF (ecartament 760 mm),
aproape disprute astzi, au o capacitate de transport de 10 tone (TCFF10 t) cu lungimi
de pn la 12 m. Trucurile sunt dotate cu rcoane rabatabile simultan, facilitndu-se
astfel descrcarea butenilor pe una dintre prile laterale. Cota platformei vagonului
(hCFF) se aflla circa 0,60 m.
Liniile de garaj aveau un gabarit de minim 3,20 m pe orizontal i 4,00 m pe
nlime i declivitate de maxim 2, iar spaiul de sigurande 0,20-0,40 m. n fabricile
aprovizionate att prin CFN ct i prin CFF, inele de garaj CFF pot fi introduse, ntre
inele CFN, utilizndu-se astfel acelai front de descrcare (aceeai rampi instalaii
de descrcare).
d. Alte sisteme de transport, neutilizate practic la noi, sunt reprezentate de:
transportul naval i plutrit, cel aeronautic (cu elicoptere, dirijabile), cel pe cablu (cu
funiculare) etc.
1.4.2.3 Stocul de materie prim(stocul tehnic)
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
31/124
Se definete drept cantitatea minim de buteni care trebuie s existe n
permanen n depozit, pentru a se asigura continuitatea funcionrii fabricii n cazul
apariiei unor situaii neprevzute n aprovizionarea ritmic (precipitaii abundente,
calamiti etc.). Conine buteni din toate grupele de diametre, n cantiti suficient demari pentru fiecare linie tehnologic n parte, corespunztor capacitilor utilajelor de
debitare, astfel nct acestea slucreze n permanenn sarcinmaxim.
Volumul stocului tehnic poate fi stabilit cu relaia:
d
anT T
nQQ
= [m3] (1.12)
unde:
QT stocul tehnic (de siguran), [m3];Td numrul zilelor de funcionare a halei de fabricaie conform regimului de lucrustabilit, [zile/an];Qan cantitatea de buteni prelucratn total la fabrica respectiv, [m
3/an].n durata pentru care se recomand asigurarea continuitii funcionrii halei dedebitare, [zile] (n= 10-12 zile, la rinoase, n= 12-15 zile, la foioase i n= 5-6 zile, lafag pe timp de var, n condiiile n care fabrica nu dispune de un sistem de conservare a
butenilor).
Recepia butenilor.
Este o operaie important ce trebuie efectuat de personal competent, care
cunoate standardele i instruciunile pentru msurarea i marcarea butenilor. Recepia
condiioneazrandamentul produciei (consumul specific), costurile pe m3de cherestea
etc.
Se executpe rampe dupdescrcarea materialului lemnos. La comenzi speciale
(ex. lemnul de rezonan, buteni groi i foarte groi pentru debitare radial etc.),
recepia se realizeazla furnizor, de ctre delegatul beneficiarului, nainte de ncrcare.
Se verificdatele (numrul de buteni, diametrele, lungimile, volumul pe bucati pe
total, calitatea etc.,) nscrise n avizul de expediie. La diferene (calitative i cantitative)
inacceptabile, ntre avizare i recepie, ncrctura se pune la dispoziia furnizorului,rmnnd depozitatseparat pe rampa de descrcare. Se ncheie n maxim 10 zile un
proces verbal de constatare, cu un delegat al furnizorului. Pe baza acestui proces verbal
se poate realiza decontarea la un prerenegociat ctre furnizor.
La recepie este obligatorie examinarea fiecrei piese, pentru a i se determina:
dimensiunile (lungime, diametrul) i volumul (recepia cantitativ);
modul de fasonare i calitatea (recepia calitativ).
Sistemele automate de recepie au aprut ca aplicaii practice ale informaticii,
30
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
32/124
31
diminund radical consumul de forde munci de timp pentru cubarea butenilor i
majornd n aceeai msurprecizia de msurare.
De o mare diversitate constructiv-funcional (mecanice, electro-mecanice,
electro-optice etc.), au evoluat continuu. Dispozitivele automate de msurare, dotate culaser i conectate la un calculator, permit numrarea i cubarea butenilor, stabilirea
lungimii i diametrului mediu pentru un lot de buteni sau pentru intrrile dintr-o
perioad dat, comand separarea butenilor la telesortator, evidena gestiunii
depozitului de buteni pe sortimente, pe grupe de diametre, pe comenzi etc., generarea
de rapoarte statistice pentru personalul de decizie, optimizarea secionrii lemnului
rotund lung la lungime etc.
Amplasarea lor depinde de rolul ndeplinit, montndu-se de regul pe
transportoare, i pot funciona independent sau n reea i favoriznd creterea vitezelorde lucru i a randamentului, a productivitii, optimizarea consumului de buteni pe
comenzi (raionalizarea stocurilor i a fondurilor bneti imobilizate) etc.
1.4.3 Descrcarea butenilor
1.4.3.1 Construcia i dimensionarea rampelor de descrcare
Rampele de descrcare din depozitele de buteni sunt utile dac transportul i
manipularea materialului lemnos se face cu ajutorul vagonetelor sau cu al
transportoarelor longitudinale cu lan. Dacmanipularea i deplasarea butenilor are loc
prin ntrebuinarea autodescrctoarelor sau cu ajutorul macaralelor portal, rampele sunt
nlocuite cu platforme betonate de descrcare, depozitare i deplasare.
a. Rampele de descrcarese construiesc pentru fiecare tip de mijloc de transport
n parte, amenajarea i dimensionarea fiind adecvate procedeului de transport (CFN,
CFF, AUTO) i instalaiilor de descrcare.
Lungimea rampei de descrcare este cel puin egal cu lungimea frontului de
descrcare deservit.
Limea rampei de descrcare va fi ntre 12 i 20 m, pentru a permite stocarea
temporara cantitii de buteni intrate la o reprizcu un mijloc de transport i ulterior
desfurarea recepiei, i majorat, dac pe ramp se execut operaia de retezare-
secionare.
nlimea rampeila frontul de descrcare va fi egalsau ceva mai micdect cota
platformei mijlocului de transport.
b. Platformele betonate de descrcare tind s ia locul rampelor n cadrul
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
33/124
32
depozitelor cu organizare i dotare tehnologicmodern.
Construcia lor este simpl, fiind construite din beton armat, aezat perfect
orizontal, ntr-o platform dreptunghiular cu lungimea egal cu cea a frontului de
descrcare i limea stabilit fie n funcie de mrimea consolei sau deschideriimacaralei, fie n funcie de operaiile tehnologice executate pe ea. Se recomand ca
fiecare tip de mijloc de transport sdispunde platforma sa de descrcare.
1.4.3.2 Utilaje i tehnologii
Utilaje pentru descrcarea i manipularea butenilor. Descrcarea lemnului
rotund din mijloacele de transport trebuie sse realizeze ntr-un timp ct mai scurt, cu
un efort fizic ct mai redus i frpericole de accidentare a personalului de deservire. Sepreferexecuia mecanizata descrcrii, prin utilizarea a diferite tipuri constructive de
instalaii, adaptate i dimensionate corespunztor, pe baza unor normative i de ctre
ntreprinderi special autorizate. Se precizeaz cutilajele pentru descrcarea lemnului
rotund din depozitele de buteni nu sunt ntrebuinate exclusiv la descrcarea
mijloacelor de transport, ele se mai pot utiliza la: presortarea i stivuirea butenilor,
alimentarea transportoarelor i rampelor, alte operaii de manipulare.
Pentru descrcarea materialului lemnos din mijloacele de transport se pot utiliza:
n fabricile mici:trolii, monorayluri, autodescrctoare, automacarale etc.;
n fabricile de mrime medie: macarale portal cu deschideri mici (pn la 18 m),
poduri rulante mici (deschidere maximde 14 m) etc.;
n fabricile mari: poduri rulante cu deschiderea de 28,5 m, macarale portal cu
deschiderea peste 18 m, macarale turn etc.
Cu titlu de ilustrare menionm:
Autodescrctoarele(fig. 1.8) au o largutilizare n fabricile de cherestea, avnd
o mobilitate mare, deplasare rapid, permit acoperirea unor fronturi lungi de lucru, fr
a fi legate de ci de deplasare fixe. Utilizarea lor este condiionatde existena unor
platforme betonate pentru circulaie i pot lucra ntr-o perfectcolaborare cu alte utilaje
din dotarea depozitului. Sunt deservite de un singur operator.
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
34/124
Fig. 1.8. Autodescrctorul de tip IFRON: 1 cuppentru manipularea
materialelor n vrac; 2 lampentru deplasri prin mpingere;
3 graifer tip foarfec; 4 graifer acionat hidraulic.
Pe lngdescrcarea butenilor se pot utiliza i la alte operaii: stivuire cherestea,
ncrcare i deplasare de rumegui lemn tocat etc., distribuirea i stivuirea butenilor
pe lagrele de sortare i la alimentarea halei de debitare.
Exist mai multe tipuri constructive de autodescrctoare, principalele lorcaracteristici tehnice fiind prezentate n fiele tehnice ale productorilor.
Exemplificm cu doumodele (IFRON 204D i IF500) ale productorului autoh-
ton, I.R.U.M. S.A. Reghin principalele lor caracteristici tehnice fiind prezentate n plan-
ele 3 i 4.
IFRON 204D este construit pe blocul tractorului U650,prin adaptarea asiului i a
instalaiei hidraulice pentru sistemul de ridicare.
IF500 face parte din clasa medie a ncrctoarelor articulate (unghi de frngere de
40 de grade), este echipat cu motor Perkins de 130 CP i cutie de viteze hidraulic, pu-tnd aciona n spaii nguste.
Macaralele portalsunt construcii metalice formate din patru picioare i o grind
transversal(cu zbrele sau plin) susinutde aceti stlpi, la o nlime de 6-12 m. Pe
grindse poate deplasa un crucior dotat cu electropalan echipat cu crlig port-sarcin.
Sunt foarte utilizate (cheltuieli de investiii reduse i varietate dimensional) n
depozitele de buteni ale fabricilor de cherestea dotate cu gatere care necesitsortarea
tehnologicprealabila butenilor, utilizndu-se la descrcare, presortare i distribuirea
33
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
35/124
lor pe lagre, stivuirea pentru conservare i alimentarea halei de fabricaie.
Au 1-3 operatori (funcie de sistemul de prindere a butenilor) i capacitate medie
de descrcare i manipulare de 20-25 m3/h (la un ciclu de lucru de 4-6 minute).
Macaralele capr, cu dou console, construite de I.R.U.M. S.A. Reghin aucapaciti de ridicare de 5 tf i respectiv 10 tf. Prezint avantajul c sub cele dou
console se pot amplasa liniile de cale ferat sau drumurile auto pentru accesul
mijloacelor de transport sosite la descrcat, crescnd astfel spaiul de depozitare de sub
acestea. Schema constructiv a macaralelor portal i principalele caracteristici
constructive sunt prezentate n plana 5.
Podurile rulante (fig. 1.9) sunt instalaii de descrcat de mare capacitate
ntrebuinate la fabricile mari de cherestea.
Se compun dintr-o cale de rulare (ine metalice) fixatla nlime, pe douiruride stlpi de beton armat precomprimat i din podul propriu-zis format din grinzi cu
zbrele sau pline, rigidizate ntre ele, pe care sunt fixate inele cruciorului port-sarcin
dotat cu electropalan. Stlpii au fundaii speciale (tip pahar) ce le garanteazstabilitatea
i dac sub pod sunt bazine pentru conservarea prin imersie n ap a butenilor.
Distana dintre acetia, pe direcia cii de rulare, este de 8-16 m, iar pe direcie
transversaldepinde de deschiderea podului.
Liniile de garaj CFN precum i drumurile de acces auto se pot amplasa fie paralel,
fie perpendicular, pe calea de rulare a podului.
Cele mai utilizate poduri rulante n depozitele de buteni ale fabricilor de
cherestea au deschiderea de 28,5 m, capacitatea de ridicare de 5 tone i sunt deservite de
doi operatori. La un ciclu de lucru de circa 6 minute asigur o capacitate medie de
descrcare de 30-35 m3/h.
Fig. 1.9. Pod rulant.
1 grinda cu zbrele (podul propriu-zis); 2 roile pentru rularea podului; 3 ina de
34
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
36/124
35
rulare; 4 stlpi de susinere pentru o singurcale de rulare; 5 stlpi de susinere
pentru douci de rulare paralele; 6 grinzi longitudinale din beton armat; 7 fundaia
stlpilor de susinere (tip pahar); 8 staia de acionare a podului; 9 electropalan;
10 crucior; 11 grinzile (2 buc.) pentru deplasarea cruciorului; 12 cabina decomand; 13 roile de rulare ale cruciorului; 14 graiferul pentru prinderea
butenilor; 15 stivele cu buteni; 16 platformbetonat(sau bazin).
1.4.4 Pregtirea pentru debitare a butenilor
1.4.4.1 Utilaje pentru retezare i secionare
Retezarea este operaia de tiere transversal a butenilor cu scopul ndreptrii
capetelor.
Secionarea este operaia de tiere transversal a butenilor cu scopul reducerii
lungimilor i pentru ndeprtarea unor eventuale defecte (conicitate exagerat, curburi,
putregai etc.).
Depozitele de buteni ale fabricilor de cherestea primesc lemnul rotund sub form
de buteni de gater sau sub formde trunchiuri i catarge.
Lemnul rotund, primit ca buteni de gater, nu impune retezarea sau secionarea,
dect dac prezint unele defecte neadmise (putregai, lbrri etc.). Se consider o
fasonare incorect dac se impune resortarea, n scopul eliminrii unor defecte, n
procent de 1020% din volumul total al lemnului aprovizionat
Lemnul rotund cu lungimi peste 6,00 m, dup recepie, este transformat prin
operaiile de retezare i secionare, n acord cu specia i comenzile de cherestea.
La lemnul rotund de rinoase, nsemnarea se face dinspre captul gros, astfel
nct capetele sub lungimile de utilizare la cherestea s aib diametrul ct mai mic
(volum minim). Lungimea este dimensiune de bazla piesele de cherestea de rinoase,
deci nsemnarea locului de tiere i executarea secionrii trebuie fcute cu o deosebit
atenie i precizie.
Cheresteaua de rinoase cea mai solicitat ca lungime este cea de 4,00 m, la
secionare urmrindu-se obinerea unui procent maxim (70-75%) de buteni de gater cu
aceastlungime i cu lemn de buncalitate.
Pentru lemnul rotund de fag, se recomand urmrirea defectelor care se
transmit pieselor de cherestea i care se elimin din start (ncinderea, eventualele
defecte ascunse etc.), deci locul din care se pornete cu nsemnarea pentru secionare i
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
37/124
36
sensul n care se avanseaz se alege dinspre lemnul sntos spre zona cu defecte (la
captul gros, la captul subire sau undeva pe la mijlocul lungimii).
Se recomand:
secionarea cu nsemnarea lungimilor dinspre captul gros, pentru lemnul sntosi cu defecte mici pe lungime ori dacdefectele ce trebuie eliminate apar la acesta;
secionarea pornind de la un defect maxim al lemnului rotund, situat pe
lungimea sa, se executmai jos sau mai sus de acesta pentru a facilita examinarea n
seciune i eliminarea defectului, dupcare secionarea decurge normal spre capete.
Lemnul de stejar, n general, se livreazfabricilor de cherestea sub formde
buteni de gater, necesitnd doar eventuale corectri de fasonare pentru ndreptarea
capetelor. Pentru lemnul lung, secionarea se pornete de la captul gros spre cel subire.
Lemnul diverselor foioase tari i moi se livreaz sub form de buteni degater. n depozit se ndreaptcapetele i se ndeprteazeventuale defecte pronunate
(putregai, curburi mari etc.) datorate unei fasonri incomplete la furnizor.
La toate speciile, secionarea urmrete i obinerea de piese cu conicitate normal
(maxim 1%), butenii de gater cu lungimi mari (5,0-6,0 m) alegndu-se din trunchiuri
cu conicitate redus.
La final butenii de cherestea vor avea lungimea egal cu lungimea nominal
(standardizat) plus supradimensionarea pentru contragere (1 cm/m, dar nu mai mult de 4
cm pe pies), n limitele abaterilor admise.
n cazul debitrii la gatere, se execut ulterior operaia de marcare (cu cret
forestier, pe unul din capete) din necesitatea repartizrii separate a butenilor pe
lagrele de depozitare pe grupe de diametre (sortare tehnologic).
Dac se utilizeaz ferstraie panglic pentru debitat, marcarea nu mai este
necesar, butenii depozitndu-se laolalt.
Operaia de retezare-secionare se execut perfect perpendicular pe axul
longitudinal al butenilor, mecanizat, prin folosirea unor ferstraie. Acestea pot fi:
mecanice, electrice, fixe ori mobile.
a. Instalaiile fixe (de secionare la punct fix) se compun din ferstrul propriu-
zis, sistemele de transport pentru alimentare i evacuarea butenilor i eventual,
dispozitive de fixare a butenilor n timpul secionrii, pentru determinarea lungimilor
de secionare, descrctoare de buteni de pe transportor, transportoare pentru evacuarea
mecanizata rumeguului i capetelor rezultate de la retezare etc.
Ferstrul circular sau tip cobz se utilizeaz, pentru retezarea lemnului
rotund cu diametrul sub 60 cm, cu o productivitate medie de 12-20 m3/h.
Ferstrul cu lam dinat sau coad de vulpe se utilizeaz la retezarea
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
38/124
37
lemnului rotund cu diametrul peste 60 cm, realiznd o capacitate medie de 10-15 m3/h.
Ferstrul fix cu lanse utilizeazla retezarea lemnului rotund cu diametre sub
150 cm, fiind instalaia cea mai rspndit n depozitele de buteni ale fabricilor de
cherestea de rinoase. Capacitatea medie de tiere poate ajunge la 15-20 m3/h.b. Ferstraiele portabile cu lan au ca principale caracteristici mobilitatea i
versatilitatea. Capacitatea lor de tiere depinde de puterea motorului de antrenare, de
lungimea lamei, de viteza lanului etc., fiind de cca. 8-10 m3/h.
1.4.4.2 Organizarea activitii tehnologice la secionare
Criteriile de alegere pentru ferstraiele necesare depozitelor de buteni, destinate
executrii operaiei de retezare-secionare sunt: cantitatea i specia butenilor prelucrai,diametrul maxim al butenilor aprovizionai, tipul de acionare (mecanicsau electric),
masa total (la cele portabile) i numrul de persoane pentru deservire, capacitatea
constructiv de tiere i gradul de mecanizare (la cele fixe), poziionarea n fluxul
tehnologic a operaiei de retezare-secionare (locul pentru desfurare), costul i modul
de procurare al ferstrului etc.
Fabricile de cherestea de rinoase utilizeazinstalaii fixe de retezat secionat,
iar cele de foioase se doteazcu ferstraie portabile.
Organizarea tehnologic a activitii de retezare-secionare se face n funcie de
factorii urmtori: cantitatea i specia lemnului rotund care se prelucreaz, terenul
disponibil, complexitatea i numrul instalaiilor utilizate, gradul de mecanizare al
activitii desfurate etc.;
Secionarea cu ferstraie portabile se poate aplica att la lemnul rotund de
rinoase, ct i la cel de foioase, direct pe rampa sau pe platforma de descrcare, dup
terminarea recepiei.
Dupsecionare, butenii de gater rezultai vor fi reorientai spre alte operaii de
pregtire (cojire, sortare etc.) din cadrul depozitului.
Rumeguul i capetele care apar n procesul de lucru vor fi colectate i evacuate
periodic (cel trziu la sfritul schimbului), sau permanent cu transportoare mecanice.
Secionarea cu instalaii fixe se aplic lemnului rotund de rinoase, iar n
situaii de excepie i la cel de foioase (stejar i diverse).
Organizarea i amenajarea activitii tehnologice permite ca lemnul rotund lung s
treacpe la un punct fix de lucru, unde se aflamplasat ferstrul. Tipul ferstrului
utilizat (ferstru circular, cu lamdinat, cu lan), precum i gradul de mecanizare al
sistemelor de deservire (transportoare, descrctoare de buteni, dispozitive de fixare
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
39/124
38
etc.) determinmrimea echipei de operatori care asigurdesfurarea activitii.
1.4.4.3 Detectarea incluziunilor
Butenii pot ngloba buci metalice. Detectarea i eliminarea lor nainte de
debitare este necesar pentru a se evita deteriorarea pnzelor tietoare, opririle
accidentale (timpii neproductivi) sau accidentele.
Pnzele dinate care ntlnesc incluziuni metalice sufer importante deteriorri
(consumul de scule va crete), iar ntreruperile de activitate se pot reduce substanial
durata medie a unui schimb.
n fabricile moderne de cherestea se utilizeaz detectoare pentru incluziunile
metalice.Exist dou tipuri constructive de detectoare: fixe i portabile. Cmpul
electromagnetic al bobinelor nregistreaz variaii de intensitate la detectarea
incluziunilor i astfel butenii sunt identificai i semnalai optic, acustic, iar la unele
tipuri de detectoare se marcheazcu un jet de vopsea locul incluziunii.
1.4.4.4 Utilaje pentru cojirea butenilor
Cu coaja se nlturfraciunile minerale i alte corpuri strine, care sunt colectate
n timpul manipulrilor butenilor, scade pericolul de infestare (la rinoase fiind
absolut necesar) n timpul depozitrii i se elimin operaia de cojire manual de pe
rmiele destinate industrializrii.
Butenii de foioase (cei de fag, n special) nu se cojesc dect n momentul n care
sunt condui n hala de debitare, ei conservndu-se mai bine la o umiditate ridicat.
Cojirea butenilor are efecte tehnologice pozitive concretizate prin:
creterea capacitii utilajelor de debitare i prelucrare (mrirea duratei de
utilizare a pnzelor dinate ntre douascuiri succesive, reducerea consumului de pnze
tietoare i sporirea vitezei de avans la tiere);
eliminarea operaiei de cojire a canturilor la cheresteaua netivit;
mrirea valorii de utilizare a rmielor (la celuloz, PAL etc.);
lucru mecanic specific la debitare mai mic (consum de energie mai redus), n
medie cu 22%, la prelucrarea butenilor cojii.
Principiul de lucru, la ndeprtarea cojii, l poate constitui lovirea (percuia),
rzuirea, frezarea, aciunea unui jet de ap etc., fapt ce a determinat realizarea mai
multor tipuri constructive de maini, att portabile ct i fixe.
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
40/124
39
1.4.4.5 Instalaii pentru transportul i sortarea tehnologica butenilor
Sortarea tehnologic a butenilor este o operaie important pentru realizarea ladebitare a unor randamente cantitativ i calitativ superioare. Se realizeaz dup criterii
determinate de utilajele folosite la debitare i dup comenzile pe care fabrica le are de
executat.
La debitarea butenilor cu ferstraiele panglicnu se impune o sortare riguroasa
acestora nainte de tiere, ci doar o separare, dup:
specie (dacse prelucreazmai multe);
comenzile de executat (traverse, grinzi, export etc.).
Utilizarea gaterelor verticale presupune tierea nchis (oarb) a butenilor iimpune sortarea prealabila acestora, dupdiferite criterii, cum ar fi:
sortarea calitativ;
sortarea pe comenzi;
sortarea dimensional, dupdiametru.
a. Sortarea calitativ se practic din ce n ce mai puin. Ea se realizeaz prin
mprirea butenilor n douclase (I i II sau A i B). Scopul acestei sortri este de a
asigura zone de calitate ct mai identice pe seciunea transversala butenilor.
La butenii de rinoase,sortarea calitativnu se mai practic, avnd prioritate
separarea pe comenzi i cea dimensional.
La butenii de fag, sortarea calitativ se practic pe dou clase de calitate i
numai n zona grupelor de diametre cu utilizare precizat, astfel: clasa I cu d= 25-35
cm, (utilizare pentru producia de traverse) i clasa a II-a cu d= 36-55 cm, (utilizare la
producia de cherestea tivit n cantitate sporit, prin debitare pe prism). Zonele
celorlalte grupe de diametre (d= 16-25 cm i d> 55 cm) nu se sorteazcalitativ.
La butenii de stejarsortarea calitativse aplictot pe douclase (ca la fag) i
tot n zona diametrelor cu utilizri speciale: clasa I, utilizare pentru producia de grinzi
sau pentru producerea n cantitate mrita doagelor (d> 30 cm).
La butenii de diverse foioase(tari sau moi) nu se practicsortarea calitativ.
b. Sortarea pe comenzi se practic la butenii din toate speciile cnd se
urmrete obinerea unor piese de cherestea cu anumite caracteristici dimensional-
calitative. Se constituie stive de buteni pentru grinzi, doage, traverse etc. i n funcie
de specie.
c. Sortarea dimensionalse realizeazpe grupe de diametre, la toate speciile, iar
la rinoase, n plus, butenii se separi pe grupe de lungimi.
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
41/124
40
La butenii de rinoasesortarea dimensionalse poate practica astfel:
pe grupe de lungimi, n funcie de spaiul de depozitare disponibil dupuna din
variantele:
2,50 + 2,75; 3,00 + 3,50; 4,00; 4,50 + 5,00 i 5,50 + 6,00 m 5 grupe;2,50 + 2,75; 3,00 + 3,50; 4,00 i 4,50 6,00 m 4 grupe i n mod cu totul
excepional:
2,50 3,50; 4,00 i 4,50 6,00 m 3 grupe.
pe serii (grupe) de diametre (la captul subire):
14-19 cm, din 3 n 3 cm 2 grupe; 20-27 cm, din 2 n 2 cm 4 grupe;
28-40 cm, din 3 n 3 cm 4 grupe; 41-60 cm, din 5 n 5 cm 4 grupe;
61-70 cm, mpreun, o grup, i toi butenii cu diametrul peste 70 cm, mpreun
ntr-o singurgrup.Dup acest mod de repartizare pe grupe de diametre vor rezulta n depozit 16
grupe (categorii) de buteni. Pentru reducerea spaiului de depozitare, seriile de
diametre se pot grupa i altfel, ca de exemplu din 5 n 5 cm, pnla diametrul de 60 cm
inclusiv, i din 10 n 10 cm, peste acesta.
La butenii de fag i stejarsortarea pe grupe de lungimi nu se practic, butenii
depozitndu-se mpreun.
Sortarea pe serii de diametre (valoare msurat la mijlocul lungimii) se practic
astfel: d= 16-60 cm, din 5 n 5 cm (9 grupe), i peste 60 cm, toi ntr-o singurgrup,
rezultnd n total 10 serii de diametre.
La butenii de diverse foioase tari i moise practicsortarea pe serii de diametre din 5
n 5 sau din 10 n 10 cm, n funcie de spaiul avut la dispoziie pentru depozitare. Nu se practic
separarea pe grupe de lungimi, n schimb, se separpe specii: plop, anin, tei, salcie, paltin etc.
Pentru a fi mai uor de identificat, pentru a se repartiza pe platformele de
depozitare, butenii se marcheaz. Marcarea se realizeaz fie prin poansonare cu
ciocanul cu vopsea, fie cu creta forestieri constn nscrierea sub formfracionar,
pe un capt al fiecrui butean, a indicativelor:
clasa de calitate (dacse sorteazi calitativ) cu cifre romane;
lungimea, n m, cu cifre arabe;
valoarea, n cm, a diametrului la captul subire, pentru rinoase sau la mijlocul
lungimii, pentru foioase, cu cifre arabe.
Dacnu se practicsortarea calitativmarcarea va fi identicla toate speciile de
buteni. La butenii sortai pe comenzi se obinuiete ca marcarea s prezinte la
numrtor (n locul clasei de calitate) indicativul comenzii (printr-o liter sau mai
multe) i la numitor mrimea diametrului, n cm.
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
42/124
41
Construcia i dimensionarea platformelor de depozitare. Butenii se pot stoca
n stive, mpreun sau separai (sortai) dup anumite criterii, n funcie de specie, de
tehnologie, de comenzi etc. Butenii sortai se depoziteaz, pe platforme (lagre) i
formeazstocul tehnologic de materie prim.Se ntlnesc doutipuri constructive de platforme de depozitare:
platforme din podvale cu lonjeroane din lemn rotund;
platforme betonate cu lonjeroane din lemn semirotund.
Platformele din podvale i lonjeroane din lemn rotund asigur susinerea
butenilor la o nlime de minim 30 cm deasupra solului, pentru circulaia aerului;
diminundu-se degradarea lor.
Constructiv sunt executate din podvale (piloni) din beton ntre care se fixeaz(cu
ajutorul unor scoabe metalice) grinzi din lemn rotund (lonjeroane) de rinoase sau defoioase, cu diametrul de 20-25 cm.
Platformele betonate cu lonjeroane din lemn semirotund se execut n
depozitele unde manipularea i distribuirea butenilor se realizeazexclusiv cu ajutorul
autoncrctoarelor cu furci frontale.
Butenii sortai se stivuiesc pe platforma betonat, pe lonjeroane din lemn
semirotund sau ecarisat, facilitnd astfel prinderea lor cu graiferul.
Lungimea totala unei platforme de depozitare se stabilete ntre 10 i 20 m i se
determin prin calcul, acceptnd c volumul de buteni stivuii trebuie s asigure
funcionarea unei linii tehnologice de debitare-prelucrare minim 4 ore (ntre dou
schimbri ale modelului de tiere).
Distana dintre dou platforme vecine, se alege, astfel nct, ntre capetele
butenilor care se stivuiesc s rmn un spaiu liber de 1,0-1,5 m, pentru asigurarea
securitii muncitorilor manipulani.
1.4.4.6 Transportoare pentru deplasarea i distribuirea butenilor
Butenii sunt deplasai de la rampele de descrcare la locurile de depozitare i de
aici spre hala de fabricaie. Aceste deplasri se fac cu ajutorul instalaiilor de descrcat
(macarale portal, poduri rulante, autodescrctoare etc.) i prin intermediul
transportoarelor mecanice de diferite tipuri constructive (cu lan, cu role etc.).
n depozitele de buteni ale fabricilor de cherestea se ntlnesc dou tipuri
constructive de transportoare: longitudinale i transversale.
Transportoarele longitudinale asigur deplasarea butenilor cu axul
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
43/124
longitudinal paralel cu sensul de avans. Se ntlnesc n dou modele
constructive: cu lani cu role tronconice.
Transportoarele longitudinale cu lan(fig. 1.10) utilizate aproape n exclusivitate
la alimentarea cu buteni a halei de fabricaie i la alte deplasri (evacuarea butenilorde la rampa de descrcare spre instalaia de secionare la punct fix, repartizarea
butenilor sortai pe platformele de depozitare etc.).
Sunt instalaii de transport rezistente la ocuri, cu cheltuieli reduse de ntreinere i
exploatare, cu posibilitatea unei rapide ncrcri-descrcri de la i la mai multe locuri
de munc, ocupnd spaii industriale mici (fig. 1.11).
Fig. 1.11. Telesortator cu descrcare gravitaional;
a seciune prin transportor; b detaliu de construcie; 1 butean;
2 ine de susinere i ghidare; 3 plcue-suport;
4 lancu zale; 5 brae port-butean; 6 umeri de susinere rabatabili;
7 clichet pentru blocarea umerilor; 8 scar-tirant pentru deblocarea umerilor;
9 ax de rotire a umerilor; 10 plan nclinat pentru rostogolirea butenilor;
11 schelet metalic.
42
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
44/124
43
Transportoarele transversale asigur deplasarea butenilor cu axul longitudinal
perpendicular pe sensul de avans, se compun dintr-un schelet metalic de susinere i din
3-5 lanuri paralele, acionate printr-un ax comun.
Servesc la: alimentarea cu buteni a telesortatoarelor sau a transportoarelorlongitudinale ale halei de fabricaie, alimentarea instalaiilor de secionare sau a celor
pentru cojirea butenilor, transferul butenilor ntre doutransportoare longitudinale etc.
Descrcarea butenilor se poate realiza numai la captul final al transportorului,
lungimea lor este relativ redus(sub 20 m). Lanurile sunt prevzute cu pinteni (raclei)
care le asigurfuncionarea i la o nclinare de 30-35.
1.4.4.7 Conservarea butenilor
La pstrarea pentru o perioad mai lung de timp, butenii sunt supui unor
procese de biodegradare. Prevenirea se poate realiza prin procedee aplicate n funcie de
specie, cantitate, durata depozitrii, destinaie i mod de prelucrare etc. Dacdurata de
pstrare nu depete 5-6 zile, nu se impun msuri speciale de conservare.
Butenii de rinoase, nu se adun n depozit n cantiti mari i nici pe durate
lungi de timp, de aceea nu se impun msuri deosebite pentru conservarea lor. Cel mai
eficient se pstreazprin metoda conservrii uscate: butenii se vor stivui (de preferin
cojii) pe platforme astfel nct, s se asigure ventilarea interiorul stivei, grbind
uscarea natural.
n perioada clduroas (1 aprilie-1 octombrie), butenii sunt obligatoriu cojii,
deoarece coaja favorizeazatacul ciupercilor i mai ales al insectelor. Dacdurata de
pstrare poate depi 20-25 zile, lemnul verde proaspt cojit se protejeazde la nceput,
prin stropire cu lapte de var, aplicat imediat dup stingere, cnd nc este cald.
Consumul optim: 30 litri lapte de var la 1m3lemn rotund supus conservrii.
Butenii de fag sunt expui la procese de degradare imediat dup doborre,
pericolul cel mai mare prezentndu-l ncinderea (sufocarea) ca urmare a infestrii
lemnului cu sporii unor ciuperci care, la o temperatur cuprins ntre 10 i 40C,
ptrund i se dezvolt n vasele lemnului, dup evaporarea apei. Pentru conservarea
butenilor de fag n bune condiii se va urmri, sse menino umiditate ridicat(peste
60%) a lemnului ori sse menintemperatura lui n afara limitei vtmtoare.
n perioada sezonului rece conservarea este asigurat printr-o simpl stivuire
compacta butenilor necojii.
n perioada clduroas (mai-octombrie) a anului fabricile care au cantiti ce
depesc posibilitile lor de prelucrare n 5-6 zile, iau msuri de conservare a lemnului
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
45/124
44
contra sufocrii, crprii i a altor degradri.
Majoritatea procedeelor au ca scop meninerea unei umiditi ridicate utiliznd
metode ca: scufundarea n ap, stropirea cu ap, aplicarea de paste i pelicule etc.
Conservarea prin imersiacompleta butenilor n bazine special amenajate ideservite de poduri rulante sau macarale portal, pentru manipulare se utilizeaz n
depozitele de buteni ale fabricilor dotate cu ferstraie panglicde debitat, stocul fiind
constituit exclusiv din buteni nesortai. La cele dotate cu gatere procedeul se poate
utiliza doar dac au o capacitate mare i cuprind multe linii tehnologice, conservarea
aplicndu-se doar butenilor nesortai ai stocului tehnic, imediat dup descrcare i
recepie.
Bazinele se realizeazdin beton armat i necesito investiie apreciabil, la care
se adaugi un mare consum de ap: remprosptarea total este obligatorie la 20-30zile.
Adncimea este de 3-5 m, limea este determinatde deschiderea instalaiei de
ridicat ce deservete bazinul, iar lungimea se calculeazn funcie de mrimea stocului
de buteni aflai n bazin (la un coeficient de stivuire de 0,55-0,65) i ajunge la 40-60 m.
Conservarea prin aceast metod se poate aplica, cu bune rezultate, pentru o
duratmaximde un an, de la data introducerii butenilor de fag n bazin.
Conservarea prin stropire cu ap(realizarea unei ploi artificiale) este comandat
automat sau manual, dup un anumit regim, n funcie de temperatura mediului
nconjurtor i de starea de umiditate a lemnului. Stropirea butenilor de fag va ncepe cel
mai trziu la 1 aprilie (dac temperatura mediului depete 10C) sau dupmaxim 15
zile de la doborrea i fasonarea lor n perioada de var. Butenii sunt preluai i stivuii
compact, pe lonjeroane din lemn semirotund aezate pe platforme betonate construite
special, nlimea stivelor depinznd de instalaiile utilizate la ridicare i manipulare.
Acest procedeu este mai rentabil dect cel prin imersie i se recomanda se utiliza
n toate fabricile de cherestea de fag care i formeaz stocuri de buteni pe timp de
var. Durata de conservare, cu bune rezultate, este maxim 7 luni de la aezarea n stiva
pentru stropire. Primii intrai la debitare vor fi totdeauna butenii cu vechimea de
staionare cea mai mare.
Pentru utilizarea raionala suprafeelor de depozitare sub instalaiile de ridicat i
manipulat buteni, se recomandcombinarea sistemului de conservare prin imersie cu
cel prin stropire: baza stivei se formeazntr-un bazin, iar partea superioarse stropete.
Conservarea butenilor de fag i a altor foioase uor biodegradabile (carpen,
mesteacn, ulm etc.) prin acoperireacompleta stivelor cu folii de polietilen, cars
pstreze umiditatea iniial(ridicat) a acestora, constituie o noumetodde conservare
-
7/22/2019 121361071 Industrializarea Primara a Lemnului
46/124
(aplicatmai mult cu caracter experimental).
Butenii de stejarca i butenii de diverse foioase tari sau moi se pot conserva
prin stivuire compact, necojii, cu asigurarea unei uscri lente. Vor fi protejai
mpotriva crprii la capete (prin aplicarea plcuelor metalice ondulate sau n S) iarspeciile sufocabile (carpenul, mesteacnul, ulmul etc.) se vor proteja i mpotriva
ciupercilor xilofage.
1.4.4.8 Fluxuri tehnologice
Activitatea tehnologic n depozitul de buteni se desfoar dup un regim de
lucru i ntr-o succesiune determinat, n principal, de aprovizionare (tabelul 1.3),
programul de lucru al halei de fabricaie, specia i dimensiunile (minime, maxime)butenilor, utilajul de baz folosit la debitare i anexele sale, dotarea tehnic avut la