1. Taierea cu stante.pdf
7
TEHNOLOGII DEFORMARE LA RECE ----------------------------------------------------------------------------------------------------- 1 2.4. Tăierea cu ştanţe A. Tăierea cu ştanţe a pieselor din tablă după un contur deschis, ce mai este cunoscută şi sub numele de retezare. B. Tăierea la ştanţe după un contur închis, cuprinde decuparea şi perforarea. 2.4.1. Tehnologicitatea pieselor ştanţate Tehnologicitatea unei piese reprezintă acea combinaţie a elementelor constructive ce permit fabricarea simplă şi economică a piesei pentru volumul de producţie dat şi respectarea totodată a condiţiilor tehnice şi funcţionale impuse acesteia în funcţie de destinaţia ei. Deci o piesă este tehnologică atunci când se poate prelucra simplu şi la un preţ de cost mic, corespunzător seriei de fabricaţie. În general, criteriul de bază al tehnologicităţii pieselor ştanţate la rece îl constituie asigurarea consumului minim de material, concomitent cu obţinerea unui număr minim de operaţii şi a unui volum de muncă redus. Deoarece costul materialului are ponderea cea mai mare în preţul de cost al pieselor ştanţate, de obicei reducerea consumului de material în proporţii de numai 20…25% are ca urmare o creştere a eficienţei economice de circa 6…8 ori mai mare decât în cazul când s-ar încerca reducerea costului pe seama măririi productivităţii prelucrării. Factorii principali care influenţează tehnologicitatea unei piese ştanţate sunt: 1 – configuraţia (forma) piesei; 2 – dimensiunile unor elemente ale piesei; 3 – precizia cerută piesei; 4 – starea şi grosimea materialului. Configuraţia pieselor ştanţate. Prezintă o importanţă deosebită pentru utilizarea economică a tablelor şi platbenzilor. Pentru aceeaşi funcţionalitate, o piesă poate avea forme diferite, existând forme care la ştanţare permit un consum minim de material, fără ca dimensiunile piesei să fie mărite. O formă de piesă care permite un consum mai mic de material este o formă tehnologică. În fig. 2.17 sunt exemplificate câteva configuraţii de piese în două variante: a - forme netehnologice; b - forme tehnologice. În cazul variantei b, varianta tehnologică, se reduce pasul şi implicit consumul de material, ca urmare a eliminării deşeului. În general, evitarea unei croiri cu deşeuri
Transcript of 1. Taierea cu stante.pdf

TEHNOLOGII DEFORMARE LA RECE -----------------------------------------------------------------------------------------------------
1
2.4. Tăierea cu ştanţe
A. Tăierea cu ştanţe a pieselor din tablă după un contur deschis, ce mai este cunoscută şi sub numele de retezare.
B. Tăierea la ştanţe după un contur închis, cuprinde decuparea şi perforarea.
2.4.1. Tehnologicitatea pieselor ştanţate
Tehnologicitatea unei piese reprezintă acea combinaţie a elementelor constructive ce permit fabricarea simplă şi economică a piesei pentru volumul de producţie dat şi respectarea totodată a condiţiilor tehnice şi funcţionale impuse acesteia în funcţie de destinaţia ei. Deci o piesă este tehnologică atunci când se poate prelucra simplu şi la un preţ de cost mic, corespunzător seriei de fabricaţie. În general, criteriul de bază al tehnologicităţii pieselor ştanţate la rece îl constituie asigurarea consumului minim de material, concomitent cu obţinerea unui număr minim de operaţii şi a unui volum de muncă redus.
Deoarece costul materialului are ponderea cea mai mare în preţul de cost al pieselor ştanţate, de obicei reducerea consumului de material în proporţii de numai 20…25% are ca urmare o creştere a eficienţei economice de circa 6…8 ori mai mare decât în cazul când s-ar încerca reducerea costului pe seama măririi productivităţii prelucrării. Factorii principali care influenţează tehnologicitatea unei piese ştanţate sunt:
1 – configuraţia (forma) piesei; 2 – dimensiunile unor elemente ale piesei; 3 – precizia cerută piesei; 4 – starea şi grosimea materialului.
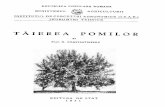
Configuraţia pieselor ştanţate. Prezintă o importanţă deosebită pentru utilizarea economică a tablelor şi platbenzilor. Pentru aceeaşi funcţionalitate, o piesă poate avea forme diferite, existând forme care la ştanţare permit un consum minim de material, fără ca dimensiunile piesei să fie mărite. O formă de piesă care permite un consum mai mic de material este o formă tehnologică. În fig. 2.17 sunt exemplificate câteva configuraţii de piese în două variante:
a - forme netehnologice; b - forme tehnologice. În cazul variantei b, varianta tehnologică, se reduce pasul şi implicit consumul
de material, ca urmare a eliminării deşeului. În general, evitarea unei croiri cu deşeuri

Tehnologii prin tăiere -----------------------------------------------------------------------------------------------------
2
la elaborarea tehnologiei de ştanţare, se poate asigura prin proiectarea configuraţiei astfel încât aceasta să nu necesite obţinerea ei în mod obligatoriu, prin decupare, ci să se poată executa direct prin retezare.
p
p
a b
p
p
a b
p p
p
p
a b a b
p p
a b Fig. 2.17. Variante constructive de piese ştanţate care influenţează
asupra consumului de material

TEHNOLOGII DEFORMARE LA RECE -----------------------------------------------------------------------------------------------------
3
La exemplele arătate în figură, croirea fără sau cu puţine deşeuri s-a realizat modificând configuraţia pieselor, astfel încât s-au păstrat elementele de bază ale acestora (de exemplu, numărul, dimensiunile şi distanţele orificiilor), iar elementele auxiliare s-au schimbat în aşa fel încât configuraţia piesei să rezulte prin două curbe cu aceeaşi alură, deplasate însă, cu distanţa corespunzătoare lăţimii piesei, în direcţia axială a benzii din care se execută.
Aceste modificări ale configuraţiei piesei duc nu numai la micşorarea însemnată a consumului de material, dar şi la simplificarea procesului de ştanţare şi a construcţiei ştanţei. Astfel, la un avans al benzii şi la o cursă dublă a presei, se execută cu un singur poanson tăierea a două piese.
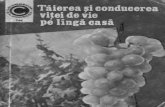
Dimensiunile unor elemente ale pieselor. Există la piesele supuse ştanţării unele elemente ce pot fi realizate prin ştanţare în condiţii economice numai dacă au dimensiunile peste o anumită valoare, fig. 2.18.
d
e
Fig. 2.18. Dimensiunile minime ale pieselor ştanţate
Dacă acele dimensiuni sunt sub o anumită valoare, realizarea piesei prin ştanţare devine dificilă sau imposibil de realizat, necesitând după ştanţare prelucrări

Tehnologii prin tăiere -----------------------------------------------------------------------------------------------------
4
prin aşchiere, ceea ce conduce la creşterea preţului de cost al piesei. Dacă piesele au dimensiuni sub cele recomandate atunci piesele sunt netehnologice.
Precizia pieselor ştanţate. Prin ştanţare în mod normal se pot obţine piese în treptele 10…11 de precizie. Pentru aceste trepte de precizie, piesa prezintă tehnologicitate maximă. Atunci când se cer piese în treptele 7…9 de precizie, ce se pot realiza încă prin ştanţare, trebuie să se aplice ştanţarea de precizie ce impune cheltuieli suplimentare. Pentru treapta 7 de precizie unele elemente ale piesei nu mai pot fi executate prin ştanţare, impunându-se prelucrări prin aşchiere, fapt ce conduce la creşterea preţului de cost al pieselor.
Starea şi grosimea materialului. Referitor la starea materialului se preferă stările moi, însă nu foarte moi, deoarece materialele foarte moi ridică unele probleme la ştanţare pentru a căror rezolvare este necesară mărirea complexităţii ştanţei. Materialele foarte tari nu sunt preferate deoarece uzează foarte repede sculele de ştanţat şi necesită forţe mari de ştanţare. În ceea ce priveşte grosimea materialului sunt preferate grosimile medii. Grosimile mari (h>10mm) conduc la forţe mari de ştanţare conducând la ştanţe robuste şi prese puternice. Materialele foarte subţiri necesită jocuri foarte mici între poanson şi placa de tăiere ştiut fiind faptul că jocul este funcţie de grosimea materialului. Totodată, pentru grosimi mici ale benzii, avansarea acesteia în ştanţă este dificilă.
2.5. Tehnologii de ştanţare a materialelor nemetalice Sunt o serie de piese utilizate în industria electrotehnică confecţionate din
materiale nemetalice, cum sunt garniturile de etanşare, ce se obţin prin ştanţare. Decuparea şi perforarea unor astfel de piese se face tot cu ajutorul ştanţelor,
acestea fiind cunoscute şi sub numele de ştanţe de străpungere sau preducele. Spre deosebire de ştanţele obişnuite, în acest caz aceste tipuri de ştanţe
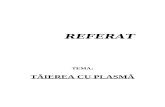
folosesc ca placă activă, montată direct pe masa presei, o placă din lemn de esenţă moale sau din material plastic, care să nu producă uzura poansonului (cuţitului) de tăiere, fig. 2.26.
Aceste tipuri de ştanţe de decupat şi perforat materiale nemetalice, pot fi simple, fig. 2.26 a, sau combinate cu acţiune simultană de decupat şi perforat, fig.2.26 b.

TEHNOLOGII DEFORMARE LA RECE -----------------------------------------------------------------------------------------------------
5
a b
Fig. 2.26. Ştanţe pentru decuparea-perforarea materialelor nemetalice
Poansoanele (cuţitele) unor astfel de ştanţe sunt confecţionate din OSC8…OSC10, tratate termic la o duritate de 50…55 HRC.
2.6. Calitatea şi precizia pieselor obţinute prin ştanţare Atât calitatea cât şi precizia ce se corelează reciproc depind de mai mulţi factori care reprezintă surse de erori ce apar în procesul de ştanţare. Principalii factori de care depind sunt : - configuraţia şi dimensiunile piesei, inclusiv grosimea materialului; - calitatea şi starea materialului; - direcţia laminării – anizotropia materialului; - deformările elastice ale piesei în procesul de decupare şi perforare; - precizia executării elementelor active ale ştanţei; - tipul ştanţei şi particularităţile constructive ale acesteia (cu sau fără ghidare, cu
sau fără fixarea materialului, cu extractor rigid sau elastic etc.); - mărimea jocului între poanson şi placa de tăiere, precum şi uniformitatea
repartiţiei acesteia; - uzura pieselor active ale ştanţei (o uzură mare conduce la creşterea bavurilor
piesei şi rugozitatea tăieturii); - planeitatea benzii;

Tehnologii prin tăiere -----------------------------------------------------------------------------------------------------
6
- tipul şi starea presei. Determinarea pe cale analitică a erorii totale este foarte dificilă, datorită
cumulării erorilor provocate de mulţimea factorilor menţionaţi şi de compensarea reciprocă a valorilor unor erori, în mod diferit, pentru diferite condiţii concrete ale producţiei.
Datorită acestor dificultăţi nu s-a elaborat, până în prezent, un sistem unic de toleranţe pentru piesele ştanţate.
Pe de altă parte, în activitatea de producţie, pe lângă precizia maximă sau medie a pieselor ştanţate are importanţă precizia economică care reprezintă precizia realizabilă din punct de vedere tehnic şi avantajoasă sub aspect economic în funcţie de uzura admisibilă a ştanţei, care depinde şi de durabilitatea ştanţelor.
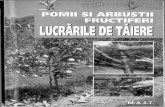
S-a constatat că atunci când muchile tăietoare ale poansonului şi plăcii sunt uzate, chiar dacă jocul dintre acestea este normal, apar bavuri şi rupturi sau stratificări de material la piesele prelucrate. În cazul în care poansonul este uzat, se formează bavuri pe piesele decupate şi respectiv se rotunjesc muchiile piesei perforate, fig. 2.27.a.
a b c Fig. 2.27. Bavuri ce apar când muchiile elementelor active sunt uzate
Uzura muchiei tăietoare a plăcii active conduce la formarea bavurilor pe piesa
perforată şi rotunjirea muchiei piesei decupate, fig. 2.27.b. În cazul în care atât muchiile poansonului cât şi ale plăcii sunt uzate apar bavuri şi rotunjiri atât la piesa decupată cât şi la cea perforată., fig. 2.27.c.
Rugozitatea suprafeţelor tăiate ale pieselor ştanţate este determinată în principal, de următorii factori : - construcţia şi starea ştanţelor; - rugozitatea suprafeţelor pieselor active ale ştanţei; - mărimea şi uniformitatea jocului între poanson şi placa de tăiere;

TEHNOLOGII DEFORMARE LA RECE -----------------------------------------------------------------------------------------------------
7
- caracteristicile fizico-mecanice ale materialului pieselor; - numărul de curse ale presei, care influenţează asupra vitezei de tăiere a
materialului. Rugozitatea suprafeţelor active ale poansoanelor şi plăcilor de tăiere se
stabileşte în funcţie de grosimea materialului ştanţat. Astfel, pentru grosimi mai mici de 1 mm se recomandă ca abaterea medie a
neregularităţilor acestor suprafeţe să fie: Ra=0,8…0,4 µm, iar pentru grosimi h>1 mm se recomandă Ra=1,6 µm.
În general, la piesele decupate şi perforate, suprafeţele obţinute au valorile Ra=6,3…3,2 µm, iar la piesele obţinute prin retezare sau crestare se obţine Ra=2,5…6,3 µm.
La creşterea plasticităţii materialului, rugozitatea suprafeţelor tăiate se înrăutăţeşte. Acelaşi lucru se întâmplă şi la ştanţarea oţelurilor austenitice, inoxidabile, aliate cu titan. În cazul ştanţării pieselor din oţel cu grosimi mici (h<1mm) rugozitatea suprafeţelor tăiate se îmbunătăţeşte la creşterea numărului de curse ale presei, mai ales la valori foarte mari ale acesteia (peste 250 curse) întâlnite la presele utilizate în producţia de serie mare şi de masă.