1. Strunjirea
7
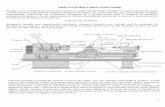
Strungul , schema cinematica: Strunjirea suprafetelor cilindrice : Strunjirea reprezinta prelucrarea prin aschiere executata de cutitul de strunjit , pe masini unelte numite strunguri. Piesa P executa o miscare de rotatie in jurul propriei axe proprii cu turatia n , care determina la varful sculei V , viteza principala de aschiere V z calculata cu relatia : V z = pi * d * n / 1000. Unde d - diametrul prelucrat iar n – turatia piesei. Viteza principala de aschiere asigura desprinderea aschiei pentru o singura rotatie a piesei , pentru continuitatea prelucrarii este necesar ca scula S sa execute o miscare secundara , sau de avans , avand viteza W l . Prin combinarea celor doua miscari rezulta o traiectorie spatiala , o elice cilindrica , avand pasul S l denumit avans longitudinal .
-
Upload
mihaibuleu -
Category
Documents
-
view
30 -
download
3
description
Masini unelte si prelucrari prin aschiere , Strunjirea
Transcript of 1. Strunjirea

Strungul , schema cinematica:
Strunjirea suprafetelor cilindrice :
Strunjirea reprezinta prelucrarea prin aschiere executata de cutitul de strunjit , pe masini unelte numite strunguri.
Piesa P executa o miscare de rotatie in jurul propriei axe proprii cu turatia n , care determina la varful sculei V , viteza principala de aschiere Vz calculata cu relatia :
Vz = pi * d * n / 1000.
Unde d - diametrul prelucrat iar n – turatia piesei.
Viteza principala de aschiere asigura desprinderea aschiei pentru o singura rotatie a piesei , pentru continuitatea prelucrarii este necesar ca scula S sa execute o miscare secundara , sau de avans , avand viteza Wl.
Prin combinarea celor doua miscari rezulta o traiectorie spatiala , o elice cilindrica , avand pasul Sl denumit avans longitudinal .
Viteza de deplasare de`a lungul elicei reprezinta viteza de aschiere Va si se obtine prin compunerea vitezelor Vz si Wl .
Prin pozitionarea radiala a sculei , in cadrul trecerii de aschiere se inlatura un strat de grosime t , care reprezinta adancimea de aschiere.
Viteza principala de aschiere Vz , avansul Sl si adancimea de aschiere t reprezinta parametrii regimului de aschiere.

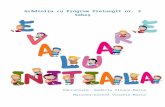
La prelucrarea prin strunjire a suprafetelor cilindrice ( ext sau int ) se disting doua cazuri :
1. Generarea suprafetelor cilindrice prin forma si pozitia taisului sculei se aplica la prelucrarea suprafetelor cilindrice de lungime mica si la piesele de rigiditate suficienta si presupune in afara miscarii principale de rotatie a semifabricatului ( I ) si avansul de patrundere ( II ) al cutitului. (metoda generatoarei materializate ) .
I – miscarea principala de rotatie a semifabricatului
II – avansul de patrundere al cutitului

2. Generearea suprafetelor cilindrice cu avans generator , la care curba de profil a suprafetei este obtinuta datorita miscarii de avans longitudinal II a sculei . ( metoda generatoarei cinematice ) .
In functie de scopul urmarit si de tipul cutitului folosit , suprafetele cilindrice exterioare obtinute pot fi de reducere ( a ) in cazul folosirii cutitelor cu unghiul de atac K < 90 , si cu prag in cazul folosirii cutitelor cu K =90.
Pentru strunjirea suprafetelor interioare lungi , se pot utiliza doua tipuri de cutite standardizate , la care geometria taisului principal este usor diferita : cutitul cu K < 90 este destinat prelucrarii gaurilor strapunse , iar cutitul cu K > 90 este destinat gaurilor infundate sau cu prag.

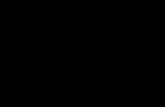
Strunjirea suprafetelor plane frontale.
Sunt doua situatii :
1. Generarea suprafetelor plane prin forma si pozitia taisului sculei : are in vedere orientarea taisului activ al cutitului in planul suprafetei de generat , astfel ca generatoarea acesteia este materializata prin forma si pozitia cutitului.
2. Generarea cu avans generator : caz in care cutitul avanseaza pe directia transversal , in lungul generatoarei suprafetei de prelucrat. In acest caz avansul II , pe directive transversal , este cu avans generator.
Strunjirea canalelor circulare si racordarilor . Retezarea.
Canalele circulare se executa cu cutite cu cap ingustat , in prezenta miscarii principale de rotatie a piesei si a avansului de patrundere :
a) Avans de patrundere transversal : pentru canalele transversale exterioare si interioare .

b) Avans de patrundere longitudinal : pentru canalele frontale.
La retezarea pe strung se utilizeaza un cutit asemanator cutitului de canelat , cu deosebirea ca taisul principal este inclinat usor fata de axa semifabricatului ( unghiul K < 5 – 15 ). Penca ca piesa debitata sa rezulte cu suprafata plana curate.
Tesirea prin strunjire . Centruirea.Centruirea este operatia prin care se realizeaza gaurile de centrare pe suprafetele frontale ale pieselor lungi , in vederea prinderii si prelucrarii semifabricatului intre varfuri. Operatia se executa dupa strunjirea frontal , cu burghie de centruire fixate ( cu ajutorul unei mandrine ) in pinola papusii mobile. In prezenta miscarii de rotatie a piesei , burghiul va fi deplasat manual in directie axiala .