






Limbile
Pagini
Legal


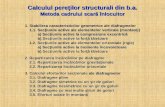
PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
3. Prezentarea, descrierea şi calculul vasului de plămădire-zaharificare
3.1 Prezentarea şi descrierea vasului de plămădire-zaharificare
3.1.1. Destinaţia utilajului
Vasul de plămădire-zaharificare serveşte la realizarea următoarelor operaţii tehnologice:- plămădire, respectiv amestecarea mălaiului cu apa;- dextrinizarea amidonului, ceea ce reprezintă transformarea amidonului, în dextrine sub acţiunea alfa-amilazei, preparat enzimatic industrial;- zaharificarea, constă în transformarea dextrinelor în glucoză (zahăr direct fermentabil) sub acţiunea amiloglucozidazei, preparat enzimatic industrial.
3.1.2. Descrierea utilajului
Utilajul „Vas de plămădire-zaharificare” este un recipient cilindric vertical cu fundul elipsoidal. Capacul prins de corp prin intermediul unor flanşe cu şuruburi este şi el de formă elipsoidală şi susţine subansamblul de amestecare al vasului. Amestecătorul este de tip ancoră.
Vasul este prevăzut cu o manta de încălzire prin care circulă abur. Pe corpul vasului este plasat un racord pentru montarea unei termorezistenţei PT100. Pe manta şi pe vas este prevăzut câte un racord pentru montarea de manometre.
Sprijinirea utilajului se face pe trei suporturi laterale sudate pe corpul vasului.
Părţile utilajului care vin în contact cu mediul de lucru se vor construi din oţel inoxidabil, marca 10 TiMoNiCr 175, STAS 3583-87. Celelalte părţi ale vasului se vor construi din oţel carbon.
Racordurile vasului de plămădire-zaharificare sunt următoarele:R1- intrare apă caldă Dn 80-1 bucată; R2- evacuare plămadă Dn 80-1 bucată;R3- intrare abur Dn 50-1 bucată;R4- evacuare condens Dn 50-1 bucată;R5- racord pentru termorezistenţă Dn 25-1 bucată;R6- aerisire Dn 10-1 bucată;R7- racord manometru- Rp1/2-1 bucată;G - gură de vizitare Dn 400- 1 bucată.
Vasul va fi izolat termic la exterior cu vată minerală.
31

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
3.1.3. Caracteristici tehnice, condiţii tehnice şi caracteristici funcţionale
3.1.3.1. Caracteristici tehnice
Tabel 3.1
Nr.
crt.
Denumire
U.M.
Valoare
Corp Manta
1. Presiunea maximă admisibilă de
lucru
barr hidrostat. 3
2. Presiunea de încărcare hidraulică barr - 3.82
3. Durata încărcării hidraulice min. - 10
4. Temperatura
admisibilă de
lucru
minim °C 10 10
maxim °C 100 142
5. Volum l 2000 250
6. Fluid Denumire - plămadă+ap
ă
abur
Corozivitate - - -
Periculozitate - - -
Temperatura (minim) °C 10 10
Temperatura (maxim) °C 100 142
Greutatea specifică daN/m3 1200 2.184
7. Adaos pentru condiţii de
exploatare
mm 1 1
8. Masa recipientului la încercare
hidraulică
kg 3358 3358
9. Grad de umplere % 78…80
10. Turaţie amestecător rot/min 26.5
3.1.3.2. Condiţii tehnice
32

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
- prescripţii tehnice: C4-90;- execuţie: C4-90; CR20-85; CR2-86; CR4-81; CR6-82; CR7-86; CR9-84; C.S.- sudură cap la cap:
coeficientul de rezistenţă pentru îmbinarea longitudinală a mantalei- 0.6; control de raze X sau γ – 10% + noduri; tehnică de control conform CR20-85: A; încercări mecanice: minim conform C4-90;
- clasa de calitate a tablelor conform C36-82: M3 S3- tratament termic.
3.1.3.3. Caracteristici funcţionale
- putere instalată: 0.55 kW;- turaţie amestecător: 26.5 rot/min
3.1.4. Materiale de fabricaţie
Materialele utilizate la realizarea vasului de plămădire-zaharificare vor fi cele indicate în desenele de execuţie şi vor corespunde standardelor şi normelor interne în vigoare.
La execuţia vasului se vor folosi numai materiale cu certificate de calitate emise de întreprinderea elaboratoare. În lipsa acestora se vor admite materiale pentru care există buletine de încercare atestând caracteristicile determinate prin probe conform standardelor în vigoare. Înlocuirea materialelor de fabricaţie se va face numai cu avizul scris al proiectelui şi după caz al beneficiarului.
Toate materialele vor fi controlate vizual, nefiind admise cele care prezintă suprapuneri de material, de fisuri sau exfolieri. Electrozii de sudură vor fi aleşi de organele de specialitate ale firmei constructoare. Caracteristicile mecanice ale electrozilor aleşi vor fi cel puţin egale cu cele ale materialului de bază. Întreprinderea constructoare va asigura calitatea şi rezistenţa mecanică, respectiv la coroziune, a îmbinărilor sudate.
3.1.5. Execuţia instalaţiei
Execuţia instalaţiei se va face în conformitate cu procesul tehnologic elaborat de firma constructoare, şi cu respectarea prezentei documentaţii şi a prescripţiilor tehnice C4-90; CR20-85; CR2-86; CR4-81; CR6-82; CR7-86 şi CR9-84. Execuţia utilajului va trebui să asigure realizarea caracteristicilor constructive şi funcţionale prevăzute în proiect. Cotele din desene reprezintă valori finite, adaosurile de prelucrare trebuind să fie prevăzute de către tehnologul şef al intreprinderii executante. Operaţia de trasare se poate face după
33

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
ce, în prealabil s-au găsit corespunzătoare calitatea materialului, aspectul lor exterior, calitatea suprafeţelor, etc.
Debitarea este permisă numai după ce s-a efectuat controlul operaţiei de trasare.
Tăierea materialelor la dimensiunile indicate în desene se poate realiza prin mijloace mecanice sau prin alte procedee, cu condiţia păstrării caracteristicilor mecanice şi structurale iniţiale. Piesele fără desene de execuţie se vor realiza cu suprafeţele prelucrate la Ra=12.5 μm. Piesele obţinute prin prelucrarea prin aşchiere vor respecta cotele, toleranţele şi rugozităţile înscrise în desenele de execuţie. Dimensiunile fară toleranţe pe desene vor avea abateri dimensionale conform STAS 2300-88, clasa de execuţie mijlocie pentru dimensiunile care se referă la suprafeţele prelucrate mecanic, şi clasa de execuţie grosolană pentru suprafeţele neprelucrate mecanic.
Pe suprafeţele cilindrice exterioare flanşelor aferente compartimentelor sub presiune, se vor poansona presiunea nominală, diametrul nominal şi materialul de execuţie. Întreprinderea constructoare va stabili tehnologia de sudare cu coeficientul de calitate al sudurii z=0.6. Operaţia de sudare poate începe numai după ce controlul pe faze şi operaţii asupra poziţiei relative a elementelor preasamblate, a fost efectuat. La sudurile executate pe o singură parte, primul strat se va executa în mediu protector. La sudarea racordurilor pe manta se va asigura pătrunderea sudurii pe toată grosimea mantalei. Subansamblele sudate care necesită prelucrări mecanice vor fi supuse unui tratament termic de detensionare înainte de prelucrare.
Operaţiile de îndreptare, roluire, îndoire, se vor executa astfel încât tensiunile interne sau ecruisarea materialului să fie reduse la minim. După roluire sau îndoire, suprafeţele materialelor nu trebuie să prezinte zgârieturi sau desprinderi de material.
Subansamblu „arbore-agitator”, cu toate piesele în mişcare de rotaţie montate pe el, exclusiv rulmenţii, se va echilibra static. La montaj se va asigura o centrare corespunzătoare a arborelui în lagăre şi în cutia de etanşare. Montarea rulmenţilor în ajustajele cu străngere se va face cu dispozitive speciale, pentru a se evita lovirea rulmenţilor.
3.1.6. Probe şi încercări
Pentru respectarea prescripţiilor calitative şi dimensionale prevăzute în proiect, se vor efectua operaţii de control privind:- calitatea materialelor folosite;- dimensiunile şi forma semifabricatelor;- dimensiunile pieselor prelucrate şi ambutisate înainte de asamblare.
Înainte de proba hidraulică se face verificarea şi controlul îmbinărilor sudate. Se va efectua examinarea exterioară a sudurilor, neadmiţându-se fisuri în
34

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
cusătură sau în zona de influenţă termică, crestături marginale sau în cusătură, cratere, incluziuni de gaze sau zgură, abateri de execuţie peste limitele prevăzute în documentaţie sau prescripţii, nepătrunderi la rădăcina cusăturii.
Întreprinderea constructoare va executa un montaj al utilajului în vederea executării probei de presiune hidraulică. În timpul probei nu se admit scurgeri la cordoanele de sudură, neetanseităţi la îmbinările prin flanşe, deformaţii plastice vizibile.
Eventualele defecte din timpul probei vor fi înlăturate, iar utilajul va fi supus unei noi probe. Proba de presiune hidraulică se va efectua la 3.82 bar, timp de 10 minute. După încheierea probei de presiune hidraulică, utilajul se goleşte şi se usucă.
Probarea dispozitivului de amestecare se face la întreprinderea constructoare, împreună cu dispozitivul de acţionare, şi anume:a) Proba de funcţionare în gol: 2...4 [ore];b) Proba de funcţionare în sarcină, timp de 4 [ore], prin umplerea progresivă cu apă până la nivelul maxim de umplere;
În timpul probelor de funcţionare, se vor urmări trei aspecte şi anume:1. Temperatura din lagăre să nu depăşească 60°C;2. Dispozitivul de amestecare să aibă mersul lin, fără zgomote, sunete anormale sau bătăi;3. Buna etanşare a arborelui în cutia de eranşare.
3.1.7. Condiţii de utilizare în exploatare. Termen de garanţie
Montarea în instalaţie şi exploatarea vasului de plămădire-zaharificare se efectuează conform prescripţiilor prevăzute în notiţa tehnică, ce se livrează odată cu produsul şi a instrucţiunilor de montaj întocmite de proiectantul general. Montarea şi exploatarea se vor face de către personal instruit în acest scop. Furnizorul garantează buna funcţionare a utilajului timp de 12 luni de la punerea sa în funcţiune, dar nu mai mult de 24 luni de la livrare.
3.1.8. Conservare, marcare, ambalare, manipulare, transport, depozitare
În vederea conservării instalaţiei, suprafeţele acesteia executate din oţel carbon neprelucrate, se vor acoperii cu grund anticoroziv. Suprafeţele prelucrate şi nevopsite se vor proteja pe durata transportului şi depozitării cu vaselină consistentă. Marcarea ce se face în afara celei de pe placa de timbru se va efectua de către firma constructoare, cu vopsea rezistentă şi vizibilă.
În vederea transportului, suprafeţele de etanşare ale racordurilor, se vor proteja cu capace de lemn sau alt material adecvat.
Piesele de legătură (şuruburi, piuliţe, racorduri filetate) vor avea filetul protejat contra coroziunii, cu unsoare.
35

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Pentru manipularea instalaţiei, cablurile de ridicare se vor prinde de suporturi, luându-se măsuri de protejare a zonelor de contact dintre cabluri şi utilaj cu scopul evitării deteriorării acestora. Manipularea utilajului se face de către personal calificat şi cu mijloace tehnice adecvate, pentru a asigura atât integritatea utilajului, cat şi securitatea personalului.
Firma constructoare va întocmi proiectul de coletaj şi asamblare pentru condiţiile de depozitare corespunzătoare categoriei tip B. Sarcina depozitării corespunzătoare revine beneficiarului, ca şi întreţinerea corespunzătoare a utilajului pe perioada depozitării.
Transportul instalaţiei se efectuează prin grija întreprinderii constructoare. Remedierea oricărei defecţiuni a utilajului produsă în timpul transportului revine în sarcina frunizorului.
3.1.9. Măsuri de T.S.P.M, P.S.I. şi P.M.I.
Beneficiarul are sarcina de a elabora instrucţiuni pentru:- T.S.P.M – Tehnica securităţii şi protecţia mediului;- P.S.I. – prevenirea şi stingerea incendiilor;- P.M.I. – protecţia mediului înconjurător.
Instrucţiunile menţionate mai sus se vor elabora ţinând seama de condiţiile efective în care funcţionează utilajul în instalaţie, de prevenirea firmei constructoare cuprinse în cartea maşinii, de normele generale şi specifice proceselor de producţie din industria alimentară, de normele de protecţia muncii specifice lucrului cu recipiente sub presiune şi de măsurile prevăzute în acest capitol.
Măsurile elaborate vor fi avizate de către organele de control de specialitate şi vor fi însuşite de personalul care deserveşte sau supraveghează funcţionarea utilajului, întocmindu-se fişe de instructaj periodic, precum şi la angajare.
Extrasul instrucţiunilor va fi afişat la loc vizibil. Se interzice orice intervenţie asupra utilajului atât timp cât acesta funcţionează, este încălzit şi/sau racordat la reţeaua electrică, sau înainte de eliminarea fluidelor din compartimentele lui; Instalaţia din care face parte utilajul va fi dotată cu echipament impus de norme pentru prevenirea, localizarea şi stingerea incendiilor; Se vor asigura controlul şi revizia periodică de către personal autorizat a aparatelor de măsură şi control şi a sistemului de siguranţă din componenţa instalaţiei, astfel încât funcţionarea acestora să fie permanentă şi la nivelul scontat şi să se evite orice anomalii funcţionale generatoare de accidente; Personalul de întreţinere va fi instruit pentru evitarea accidentelor sau avariilor în timpul efectuării întreţinerii curente, a reviziilor periodice, a reparaţiilor;
36

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Înainte de punerea în funcţiune, utilajul se va lega la centura de împământare; Părţile în mişcare vor fi prevăzute cu apărători de protecţie; Părţile exterioare ale utilajului vor fi izolate termic cu un strat de vată minerală gros de 70 mm; În timpul funcţionării utilajului, operatorii vor urmări încadrarea strictă a valorilor presiunii şi temperaturii în limitele stabilite prin proiect şi înscrise pe plăcuţa de inscripţionare; Dacă în timpul lucrului se observă o funcţionare anormală, operatorul va opri utilajul şi va anunţa pe superiorul său care va dispune imediat măsuri de remediere; Se interzice montarea de organe de închidere între utilaj şi manometre sau supapele de siguranţă.
3.1.10. Documentaţia tehnică ce se livrează impreună cu produsul
Utilajul se va livra însoţit de următoarele:a) Certificat de calitate din care să rezulte: caracteristicile recipientului şi calităţile materialelor utilizate (mărci şi standarde pentru elementele sub presiune);b) Notiţa tehnică;c) Cartea tehnică a recipientului.
3.1.11. Dispoziţii finale
Prezentul caiet de sarcini, precum şi celelalte elemente ale proiectului au caracter obligatoriu pentru executant şi beneficiar.
Utilajul nu va putea fi folosit în condiţii de lucru cu mediu, presiune şi temperatură ce diferă de cele cuprinse în documentaţia tehnică, fară a i se face o verificare prealabilă din punct de vedere constructiv, funcţional şi al rezistenţei.
Refolosirea utilajului în aceste condiţii se va face pe răspunderea celui care a efectuat verificările.
3.2. Breviar de calcul
3.2.1. Dimensionarea geometrică
37

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Date:
Volum total : V=2000 l=2 m3
Volum util: Vu=(0.78…0.8)V=1560…1600 l=1.56…1.6 m3
H≈D
Fig. 3.2.1 Schemă pentru notaţii
Alegem valoarea lui D=1400 mm.Fundul elipsoidal cu D= 1400 mm, conform STAS 7949-81, are
următoarele caracteristici:
Rezultă un volum şi o înălţime a părţii cilindrice astfel:
(3.1)
Cu Hl vom nota înălţimea coloanei de lichid care se va calcula după cum urmează:
38

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
(3.2)
(3.3)
V l=V u=(0 . 78. . .0 . 8 )V =1. 56 .. . 1. 6 m3
Se mai aleg dimensiunile:
3.2.2. Calculul puterii
Date:
Densitatea mediului: ρ=1.2 kg/dm3=1200 kg /m3
Turaţia ancorei: n=26.5 rot/min=0.442 rot/sDiametrul ancorei: da =1.344 mVâscozitatea dinamică a mediului :
Criteriul Reynolds: (3.4)
Se găseşte Ne=0.6.Ne= reprezintă numărul lui NewtonRe= reprezintă numărul lui Reynolds
39

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.2.2. Variaţia numărului adimensional al lui Newton de numărul adimensional al lui Reynolds
Rezultă puterea necesară pentru amestecare:
, unde k=1 (3.5)
Na=233 .4 W
Se consideră o putere necesară: Na=0.55 kW şi se alege motoreductorul planetar 1NUM - Baia Mare, mărimea 12, cu caracteristicile P=0.55 kW şi n=26.5 rot/min.
3.2.3. Calculul de dimensionare a arborelui
40

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Date:P=0.55 kWn=26.5 rot/minηtot=0.96da=2r=1344 mmGam=100 NGar=265 NGc=21 NGa=1.3 N/mmunde:
P= puterea motoreductorului, kW;n= turatia motoreductorului, rpm;ηtot= randamentul total de transmisie;Gam=greutate amestecător, N;Gar=greutate arbore, N;Gc=greutatea semicuplei, N;Ga=greutatea arborelui pe unitatea de lungime
Fig. 3.2.3. Schemă pentru dimensionare a arborelui
41

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Materialul de fabricaţie pentru arbore: 10 TiMoNiCr 175
Momentul de torsiune este dat de relaţia:
(3.6)
Din predimensionarea la torsiune se obţine:
(3.7)
Forţa maximă transmisă mediului este:
(3.8)
Momentul încovoietor maxim apare în secţiunea B şi este:
(3.9)
Efortul unitar admisibil este:
σ a=σc
150
1 . 3 (3.10)
42

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Momentul echivalent maxim este dat de relaţia:
(3.11)
Astfel, rezultă:
,
iar diametrul necesar în secţiunea B va fi:
Din motive constructive se alege: d=50 mm.
3.2.4. Calculul arborelui la turaţia critică
Turaţia critică datorată greutăţii proprii a arborelui este dată de relaţia:
(3.12)
,
unde:
k1=595 pentru l1/S=1640/300=5.46;
Turaţia critică datorită dispozitivului de amestecare este dată de relaţia:
nam=300
√ f am
=300
√0 .27=577 rot/min
, unde:
(3.13)
43

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Turaţia critică datorită semicuplei este dată de relaţia:
, unde:
(3.14)
Turaţia critică a întregului ansamblu se calculează cu relaţia:
1
ncr2= 1
na2+ 1
nam2
+ 1
nc2
(3.15)
Prin urmare, nu există posibilitatea intrării subansamblului de amestecare în domeniul turaţiei critice.
3.2.5. Calculul de dimensionare la presiune
Date:p1=0 barp2=0.3 MPat1=100 °Ct2=143 °CMaterial: 10 TiMoNiCr 175, STAS 3583-87σc=210 N/mm2
σc150=177 N/mm2
σr=500 N/mm2
N/mm2
fa=min(
σc150
1.5;
σc
2 . 4 )=118 N/mm2
44

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
unde:p1 reprezintă presiunea în vas;p2 reprezintă presiunea în manta;t1 reprezintă temperatura în vas;t2 reprezintă temperatura în manta;
Fig. 3.2.4. Schema de calcul a agitatorului cu palete de tip ancoră
Dimensionarea mantalei la presiune inferioară, se va face cu următoarea
relaţie:
(3.16)
unde:z=0.6 şi este coeficientul de calitate al sudurii.
Din motive constructive, pentru manta, se aleg următoarele valori:S2=6 mm şi c1=1 mm.
Calculul virolei vasului supus la presiune exterioară se face ţinând cont că: Sp1=7 mm şi c1=1 mm.
Se verifică dacă virola lucrează în domeniul de elasticitate, punând următoarele condiţii:
a.
45

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
0.058<0.411<7.08 Adevărat
Se observă că sunt îndeplinite condiţiile de mai sus.
b.
0.00043<0.0058, condiţie îndeplinită.
În această situaţie, se calculează grosimea de rezistenţă pentru peretele vasului, folosind relaţia:
(3.17)
Sp1=5.52 mm
Se alege Sp=7 mm.
Se verifică dacă există orificii care necesită compensare:
în vas:
Diametrul maxim al orificiului care nu necesită compensare este:
,
iar distanţa dintre cele două orificii izolate este de minim:
(3.18)
don1=114. 5 mm
46

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Rezultă că în cazul vasului nici un orificiu nu trebuie compensat.
în manta:
Diametrul maxim al orificiului care nu necesită compensare este:
,
iar distanţa dintre cele două orificii izolate este de minim:
(3.19)
don2=164 mm
Rezultă că, şi în cazul mantalei nici un orificiu nu trebuie compensat.Dimensionarea fundului mantalei la presiune interioară se face cu relaţia:
(3.20)
, unde ks=2, pentru fundul elipsoidal cu H/D=0.25.
Din motive constructive pentru fundul manatlei se consideră: Sf2=6 mm.Calculul de verificare al fundului vasului supus la presiune exterioară, se
face ţinând seama că: Sf1=8 mm şi c1=1 mm.
Date:D=1400 mmH=350 mmH/D=0.25R=0.5D=700 mmSe calculează:
DSf1−c1
=14008−1
=200, deci ke=0.95
(3.21)
47

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Presiunea exterioară de calcul la care rezistă fundul vasului, este cea mai mică rezultată din următoarele două relaţii:
(3.22)
(3.23)
Prin urmare, fundul mantalei va rezista la o presiune exterioară de 3 bar.
3.2.6. Verificarea forţei de rezemare pe un suport lateral cu placă de întărireDate:Parametrii de funcţionare: pc=0.3 MPa
tc=142 oC
48

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
hs=215
hs=180
a2
b2=145
g=110
S3=8
b1=125S1=8
S2=8
l1=125
ls=103
a1=98
S=6
Fig. 3.5 Schemă pentru notaţii Fig. 3.6 Schemă suport de fixare
49

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Materialul elementului: 10 TiMoNiCr 175, STAS 3583-87.Rc
t=177 N/mm2
Greutatea maximă a aparatului: G=31000 N=3100 daNCalculul de verificare al suportuluiTensiunea unitară a membranei pe direcţia longitudinală:
(3.25)
Raport adimensional:
f ml
Rct=82. 36
177=0 . 465
Raport adimensional pentru k22=0 . 4:
f li
Rct=0 .68
Tensiunea unitară limită la încovoiere:
(3.26)
Raport adimensional:
Raport adimensional:
l sD
=2151514
=0 .142
Coeficient: k28=0.46
Forţa de rezemare maximă admisibilă:
(3.27)
Forţa de rezemare:
F=Gns (3.28)
50

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Prin urmare, suporturile rezistă la sarcina impusă.
3.3. Analiza stării de tensiune şi deformaţie din pereţii vasului de plămădire-zaharificare utilizând metoda elementelor finite
ELCUT este un program de analiză cu elemente finite, care, în versiunea de uz public permite studiul de electro şi magneto-statică, termostatică şi termodinamică, dar în special de distribuţie de eforturi (tensiuni) şi deformaţii în plăcile plane, de grosime constantă.
Modul de discretizare mai densă sau mai rară este determinant atât pentru acurateţea şi fineţea rezultatelor cât şi pentru viteza de lucru a calculatorului. Cu cât numărul de noduri este mai mare rezultatele au rezoluţie mai bună, dar timpul de calcul creşte.
Programul ELCUT permite studiul cu Metoda Elementelor Finite, existând limite privind complexitatea obiectului studiat (max. 250 până la 500 de noduri, în funcţie de complexitatea problemei studiate).
Pereţii vasului de plămădire-zaharificare şi ai mantalei sunt solicitaţi de către presiunea aburului folosit ca agent de încălzire din interiorul mantalei (max. 0,2 MPa), care acţionează dinspre exterior spre interior –asupra peretelui vasului şi dinspre interior spre exterior –asupra peretelui mantalei.
Acest studiu îşi propune o analiză a distribuţiei tensiunilor şi deformaţiilor cu scopul verificării conformităţii din punctul de vedere al rezistenţei mecanice a pereţilor vasului şi mantalei.
În continuare sunt prezentate meniurile şi modul complet de lucru al programului ELCUT în cazul analizei stării de tensiuni şi distribuţia deplasărilor pentru modelul analizat.
51

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.3.1. Ecranul iniţial de lansare a programului ELCUT
52

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.3.2. Ecranul pentru definirea problemei
Fig. 3.3.3. Ecranul pentru definirea etichetelor
Fig. 3.3.4. Fereastra pentru introducerea proprietăţilor fizice ale materialului
53

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.3.5. Fereastra pentru introducerea solicitării după direcţia longitudinală
Câmpul deplasărilor se consideră a fi complet definit prin două componente ale vectorului deplasărilor în fiecare punct astfel: -pentru probleme plane:
{δ }={δ x
δ y}
-pentru probleme axisimetrice:
{δ }={δ z
δ r}
Numai trei componente ale tensorilor deformaţie şi tensiune sunt independente atât în cazul planului tensiunilor cât şi în cazul planului deformaţiilor. Relaţia deformaţie-deplasare este definită ca:
{ε }={ε x
ε y
γ xy}={
∂ δ x
∂ x∂δ y
∂ y∂δ x
∂ y+
∂ δ y
∂ x}
Valoarea absolută a deplasării nodale:
54

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
δ=√δ x2+δ y
2
Fig. 3.3.6. Distribuţia deplasărilor totale
55

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Componentele tensiunii corespunzătoare sunt:
{σ }={σx
σ y
τ xy} Ecuaţiile de echilibru pentru problemele plane sunt:
{∂ σ x
∂ x+
∂τ xy
∂ y=−f x
∂ τ xy
∂ x+
∂ σ y
∂ y=−f y
unde fx şi fy sunt componentele vectorului forţă volumică.
În cazul elasticităţii liniare, relaţiile de legătură dintre tensiuni şi deformaţii au forma:
{σ }=[ D ]⋅( {ε }− {ε0 })
în care [D] este o matrice a constantelor elastice iar {0} reprezintă deformaţia iniţială datorată temperaturii. Forma specifică a matricei [D] depinde de formularea particulară a problemei.
Pentru starea plană de tensiune, în cazul materialelor izotropice:
[ D ]= E1−ν2
⋅[1 ν 0ν 1 0
0 01−ν
2]
Pentru starea plană de tensiune, în cazul materialelor ortotropice:
[ D ]=[1Ex
−ν xy
E y
0
−νxy
Ey
1E y
0
0 01
G xy
]−1
Pentru starea plană de deformaţie, în cazul materialelor izotropice:
56

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
[ D ]= E⋅(1−ν )(1+ν )⋅(1−2ν )
⋅[ 1ν
1−ν0
ν1−ν
1 0
0 01−2ν
2⋅(1−ν )]
Pentru starea plană de deformaţie, în cazul materialelor ortotropice:
[ D ]=[1Ex
−ν xz
2
E z
−ν xy
E y
−ν xz⋅ν yz
E z
0
−νxy
Ey
−ν xz⋅ν yz
E z
1E y
−ν yz
2
E z
0
0 01
Gxy
]−1
În toate aceste ecuaţii E reprezintă modulul lui Young pentru materiale izotropice; Ex, Ey şi Ez reprezintă modulul lui Young ale materialului ortotropic în lungul axei de referinţă corespunzătoare; reprezintă coeficientul lui Poisson în cazul materialelor izotropice; yx, zx şi zy reprezintă coeficienţii lui Poisson în cazul materialelor ortotropice; Gxy este modulul de forfecare.
57

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.3.7. Distribuţia tensiunilor după direcţia orizontală
58

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.3.8. Distribuţia tensiunilor după direcţia verticală
59

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.3.9. Distribuţia tensiunilor după direcţie
60

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.3.10. Distribuţia tensiunilor tangenţiale
61

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Tensiunea echivalentă după criteriul Von Mises (energia de deformare
acumulată);
σ e=√ 12
[( σ1−σ2 )2+(σ2−σ 3)
2+(σ 3−σ1 )2]
unde 1, 2 şi 3 reprezintă tensiunile principale în ordine descrescătoare.
62

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.3.11. Distribuţia tensiunilor echivalente (criteriul Von Mises)
Fig. 3.3.12. Contur de analizat
63

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.3.13. Variaţia tensiunilor echivalente de-a lungul conturului analizat
Fig. 3.3.14. Variaţia deplasărilor totale de-a lungul conturului analizat
64

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
3.4. Analiza stării de tensiuni şi deformaţii din suportul vasului de plămadire –zaharificare utilitând metoda elementelor finite
Vasele de plămădire –zaharificare verticale, sunt fixate de cele mai multe ori prin intermediul unor suporturi laterale, care se sudează pe peretele vertical al vasului (în zona cilindrică a acestuia), sau prin intermediul unor picioare tubulare sudate pe suporţi pe care se fixează fundul vasului.
von Mises StressMi (10
7N/m
2)
2.480
2.236
1.993
1.749
1.505
1.261
1.018
0.774
0.530
0.286
0.043
Fig 3.4.1. Discretizarea suportului Fig 3.4.2. Distribuţia de tensiuni echivalente (criteriul von Mises)
65

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Displacement (10
-3mm)
5.150
4.635
4.120
3.605
3.090
2.575
2.060
1.545
1.030
0.515
0.000
Fig 3.4.3. Distribuţia deplasărilor totale
Fig 3.4.4. Variaţia tensiunilor echivalente de-a lungul conturului analizat
66

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig 3.4.5. Variaţia deplasărilor totale de-a lungul conturului analizat
von Mises StressMi (10
7N/m
2)
5.100
4.594
4.089
3.583
3.077
2.572
2.066
1.561
1.055
0.549
0.044
Fig 3.4.6. Discretizarea suportului Fig 3.4.7. Variaţia tensiunilor echivalente(criteriul von Mises)
67

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Displacement (mm)
0.01440
0.01296
0.01152
0.01008
0.00864
0.00720
0.00576
0.00432
0.00288
0.00144
0.00000
Fig 3.4.8. Variaţia deplasărilor totale
Fig. 3.4.9. Variaţia tensiunilor echivalente de-a lungul conturului analizat
68

PREZENTAREA, DESCRIEREA ŞI CALCULUL VASULUI DE PLĂMĂDIRE-ZAHARIFICARE
Fig. 3.4.10. Variaţia deplasărilor totale de-a lungul conturului analizat
69