






Limbile
Pagini
Legal


1
CAPITOLUL 1 Stabilirea şi analiza rolului funcţional al piesei
Cunoasterea rolului functional al piesei este prima etapa in proiectarea oricarui proces
tehnologic de realizare a piesei respective. Rolul functional al piesei este dat de rolul
functional al fiecarei suprafete ce delimiteaza piesa in spatiu.
Suprafetele din punct de vedere al rolului functional se clasifica in :
Suprafete de asamblare – care se executa prin :
- o anumita configuratie geometrica;
- precizie dimensionala ridicata;
- rugozitate mica;
- prescriptii referitoare la forma geometrica;
- prescriptii referitoare la pozitia suprafetei in raport cu alte suprafete;
- eventuale prescriptii referitoare la duritatea suprafetei.
Suprafete functionale – caracterizate prin :
- precizie dimensionala ridicata (depinde de rolul functional in ansamblul din care
face parte);
- rugozitatea mica (uneori este mare, depinde de rolul functional);
- prescriptii referitoare la forma geometrica a suprafetei;
- prescriptii referitoare la pozitia suprafetei in corespondenta cu alte suprafete;
- eventuale prescriptii referitoare la configurtia geometrica;
- eventuale prescriptii referitoare la proprietatile mecanice, aspectul suprafetelor.
Suprafete tehnologicce – apar in timpul prelucrarii si ajuta la pozitionarea piesei in
vederea prelucrarii. Ele pot ramane dupa terminarea prelucrarii sau pot disparea, in functie de
configuratia geometrica finala a piesei. Se caracterizeaza prin :
- precizie dimensionala corespunzatoare (neprecizata, de cele mai mult ori, cote
libere);
- rugozitatea suprafetei corespunde cu procedeul tehnologic de realizare a
suprafetei;
- fara prescriptii sau eventuale prescriptii referitoare la forma geometrica;

2
- eventuale prescriptii referitoare la pozitia suprafetei in raport cu suprafetei in
raport cu suprafetele ce urmeaza a fi prelucrate.
Suprafete auxiliare (de legatura) – se fac intre suprafetele functionale si cele de
asamblare. Se caracterizeaza prin :
- precizie dimensionala mica;
- rugozitatea suprafetei mare (cea care rezulta din procesul de obtinere a
semifabricatului);
- fara prescriptii referitoare la precizia de forma;
- fara prescriptii referitoare la precizia de pozitie.
Cunoscand aceste elemente referitoare la tipurile de suprafete ce delimiteaza o piesa in
spatiu, se poate stabili rolul functional al unei piese fara a cunoaste asnamblul din care face
parte piesa sau se poate proiecta o piesa care sa indeplineasca un anumit rol functional impus.
Se parcurg urmatoarele etape :
1.1 Descompunerea piesei în suprafeţe cele mai simple ce o delimitează în spaţiu (plane, cilindrice, conice, evolventice, elicoidale etc.)
1.2 Notarea tuturor suprafetelor ce delimitează piesa în spaţiu
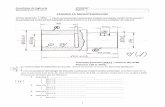
In cazul piesei s-a facut descompunerea si notarea suprafetelor ca in figura 1.1
1.3 Analiza fiecarei suprafeţe ce mărgineşte piesa în spaţiu
Se face o analiza a fiecarei suprafete din urmatoarele puncte de vedere: forma
geometrica suprafetei; dimensiunile de gabarit; precizia dimensionala, precizia de forma;
precizia de pozitie; rugozitatea si unele caracteristici functionale sau de exploatare trecute pe
desenul de executie.
Asa cum se vede din figura 1 piesa este marginita in spatiu de 53 de suprafete,
majoritatea fiind suprafete cilindrice si plane. Piesa mai are si suprafete tronconice si
elicoidale .

3
1.4 Întocmirea unui graf “suprafeţe – caracteristice”
Din graful intocmit va rezulta rolul functional al fiecarei suprafete. Desigur, graful
poate sa mai cuprinda si alte elemente cu referire la conditiile tehnice de generare a
suprafetelor. In stabilirea rolului functional al fiecarei suprafete se tine cont de toate
elementele ce caracterizeaza o suprafata (forma, marimea, precizia dimensionala, precizia de
forma, precizia de pozitie, gradul de netezime, anumite propietati functionale sau tehnologice
etc.). Din acest tabel rezulta care sunt suprafetele functionale, tehnologice, de asamblare sau
auxiliare.
1.5 Stabilirea rolului funcţional posibil al piesei
Se face in urma analizei de corelatie a diferitelor tipuri de suprafete obtinute in graful
suprafete-caracteristici.
Produsul face parte din clasa pieselor complexe – carcase , iar caracteristica principala
a acestora, din punct de vedere functional, o constituie faptul ca indeplinesc rolul pieselor de
baza ale unitatilor de asamblare.
Produsul carcasa trebuie sa asigure o precizie determinata a pozitiei relative a pieselor
si mecanismelor de asamblare, atat in stare static cat si in timpul functionarii. Trebuie sa
permita orientarea, imbinarea si fixarea cu alte elemente componente, cu care formeaza
ansamblul denumit pompa de apa.
Suprafetele plane exterioare ale carcasei constituie atat baze principale, servind la
asamblarea celorlalte piese ce formeaza ansamblul pompa de apa, cat si baze de cotare .
Suprafetele sunt realizate pentru asamblarea organelor importante din punct de vedere
al functionarii subansamblului iar suprafetele cilindrice servesc la asamblarea altor piese la
carcasa pompa de apa.

4
CAPITOLUL 2 . Alegerea materialului optim din care se confecţionează piesa
Calitatea materialului folosit la realizarea piesei, impreuna cu conceptia de proiectare
si tehnologia de fabricatie, determina nivelul performantelor tehnico-economice pe care piesa
le poate atinge.
Alegerea unui material optim pentru piesa este o problema deosebit de complexa ce
trebuie rezolvata de proiectant. In situatia in care tehnologul este si proiectant problema se
rezolva alegand acel material care indeplineste cerintele minime de rezistenta si durabilitate
ale piesei in conditiile unui pret de cost minim si a unei fiabilitati sporite.
De obicei, se mizeaza pe experienta proiectantului si pentru o alegere rapida a
materialului se pleaca de la cateva date referitoare la: solicitarile din timpul exploatarii,
conditiile de exploatare (temperatura, viteza, presiune, mediul de lucru etc), clasa din care
face parte piesa si conditiile de executie. Abordarea problemei in acest mod este neeconomica
deoarece nu sunt valorificate corespunzator toate caracteristicile materialelor. De aceea,
pentru a valorifica la maximum intregul ansamblu de proprietati functionaie, tehnologice si
economice, in conditiile concrete de realizare a piesei, se foloseste metoda de analiza a
valorilor .
2.1. Stabilirea rolului functional al piesei şi a condiţiilor economice de funcţionare ale acesteia.
Stabilirea rolului functional al piesei si a conditiilor economice de functionare ale
acesteia se face folosind metoda de analiza morfofunctionala a suprafejelor .

5
2.2. Determinarea şi stabilirea factorilor analitici ai problemei alegerii materialului optim
Determinarea si stabilirea factorilor analitici ai problemei alegerii materialului optim
se face luand in considerare intregul ansamblu de:
- proprietati functionale (fizice, chimice, mecanice, electrice, magnetice, optice,
nucleare si estetice);
- proprietati tehnologice (turnabilitatea, deformabilitatea, uzinabilitatea, sudabilitatea
si calibralitatea);
- proprietati economice (preţul de cost, consumul de energie, de materie prima,
poluarea etc).
2.3. Descompunerea factorilor analitici în elemente primare
Descompunerea factorilor analitici in elemente primare se face tinand cont de
conditiile rezultate la paragrafele 2.1 si.2.2. in cazul carcasei prezentate se iau in considerare
cel putin proprietatile: conductibilitatea termica, temperatura de topire, duritatea, rezistenta la
coroziune, elasticitatea, plasticitatea, tenacitatea, rezistenja la rupere, duritatea si rezistenja la
oboseala. De asemenea, se iau in considerare cel putin tumabilitatea, deformabilitatea,
uzinabilitatea, calibilitatea, sudabilitatea si pretul de cost. Toti factorii primari luati in
considerare sunt prevazuti in graful “materiale – propietati ‘’ din tabelul 2.
2.4. Aprecierea cantitativă a factorilor analitici
Aprecierea cantitativa a factorilor analitici se face folosind un anumit sistem de
notare , functie de valoarea fiecarei proprietati k , acordandu-se o nota tk . Se alege sistemul
de notare se acorda note de la 1 la 3 cu indicatiile din tabelul 3

6
2.5. Stabilirea ponderii importanţei fiecărui factor primar.
Stabilirea ponderii importantei fiecarui factor primar se face tinand cont de rezultatele
obtinute la paragrafele precedente, acordand fiecarei proprietati k, o pondere dk. In Stabilirea
ponderii importantei fiecarui factor trebuie avuta in vedere respectarea conditiei:
∑k=1
m
d k=1 . 0 (5.2.1)
Unde: ‘’m’’ reprezinta numarul de factori primari luati in considerare.
In cazul carcasei prezentate se accepta ponderea cea mai mare pentru turbanilitate
(d7=0,2) şi preţul de cost (d10=0.2). Se ia apoi conductibilitatea termincă, rezistenţa la
coroziune (d2=d3=0.1) ca principalele proprietăţi rezultate din funcţionarea piesei,
deformabilitatea şi uzinabilitatea (ds=d9=0.1).

7
Nr.
Material
Proprietati functionaleProprietati tehnologice
Propr
Fizice Chimice Mecanice econ.
crtDensitate Conductibilitate Rezistenta la Duritate
Rezistenta la ru-
E*106 Turnabi- Deforma- Uzina- Calibili- Sudabili- Pret
[kg/dm3]termica
[cal/cms0C]croziune [mm/an]
[HB]pere
[daN/mm2][daN/cm2] litatea bilitatea bilitatea tate tate [um/kg]
V t1 V t2 V t3 V t4 V t5 V t6 calificativ t7 calificativ t8 calificativ t9 calificativ
t10
calificativ t11 V t10
01
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20t10
21 t11 20 21
1 CuZn37 8.6` 2 0,3 2 <0.05 1 60 2 64 3 1,2 2 FB 3 S 1 FB 3 N 0 S 0 1000 1 1,372 FgnA2 7,3 2 0,14 1 >0.05 3 180 1 70 3 1,6 2 FB 3 N 0 FB 3 N 0 B 1 250 3 1,96
3 CuSn6 8,8 2 0,25 2 >0.05 3 20 2 60 1 1,5 2 FB 3 S 1 FB 3 B 3 S 0 900 2 2,03
4 OL50 7,3 2 0,2 2 <0.5 2 164 3 58 2 2 2 B 2 B 2 FB 3 N 1 FB 2 2250 2 2,1
5 OL60 7,3 2 0,2 2 <0.5 2 174 3 66 3 2 2 B 2 B 2 FB 3 B 2 B 2 2250 2 2,22
6 OLC15 7,7 2 0,2 2 <0.5 2 135 2 48 2 2,1 3 S 1 B 2 FB 3 B 2 N 1 2375 2 1,91
7 OLC 20 7,4 2 0,2 2 <0.5 2 190 3 50 2 2,2 3 S 1 B 2 FB 3 B 2 N 1 2500 2 2,01
8 OLC45 7,7 2 0,2 2 <0.5 2 207 3 70 3 2,1 3 S 1 B 2 FB 3 FB 2 B 2 2375 2 2,13
9 OT500-3 7,8 2 0,2 1 <0.05 1 138 2 50 2 2,1 3 FB 3 S 1 FB 3 N 0 N 3 475 2 1,95
10 OT450 7,8 2 0,2 1 <0.05 1 110 2 40 1 2,1 3 FB 3 S 1 FB 3 FB 1 N 0 400 2 1,73
11 OT 600 7,8 2 0,2 2 <0.5 2 169 3 60 2 2,1 3 FB 3 S 1 B 2 FB 2 N 0 2125 2 1,91
12 CuZn15 8,8 2 0,3 2 <0.5 2 80 1 20 3 1,2 2 B 2 B 2 FB 3 B 2 S 1 5000 1 1,62
1318MoCr10
8 2 0,19 1 <0.05 3 211 3 88,8 3 1,9 2 S 1 B 2 FB 3 S 1 B 210500
1 1,76
14 28MoCr11 7,5 2 0,2 1 <0.05 1 217 2 95 3 2,1 3 FB 3 S 1 B 2 FB 1 FB 0 750 2 1,67
15 37Cr10 7,5 2 0,2 1 <0.02 1 187 3 60 2 2,1 3 B 2 S 1 B 2 N 2 B 1 1300 1 1,55
16 40Cr10 7,2 2 0,1 1 <0.05 3 217 3 98 3 1,4 2 B 3 FB 3 B 2 N 1 S 0 7500 1 1,76
17 ATSi8Cu3 2,7 1 0,32 3 <0.05 3 95 2 21 1 0,71 1 FB 3 RB 3 B 2 S 1 B 1 3500 2 2,02
18 FC100 7,4 2 0,13 1 <0.1 3 150 2 10 1 1,15 2 FB 3 S 1 B 2 FB 3 B 2 1500 3 2,42
19 FC250 7,2 2 0,14 1 <0.1 3 210 3 20 1 1,25 2 FB 3 S 1 B 2 FB 3 FB 3 1600 3 2,62
20 FC300 7,3 2 0,16 1 >0.5 1 260 3 30 1 1,35 2 FB 3 N 0 B 3 FB 3 B 2 1750 3 2,42
21 FC350 7,2 2 0,16 1 >0.5 1 260 3 30 1 1,35 2 FB 3 N 0 B 3 B. 2 S 1 1625 3 2,22
22 ATNSi10Mg 2,6 1 0,3 2 <0.01 1 90 3 20 1 0,8 1 FB 3 B 2 B 2 B 2 S 1 625 2 2,01
23 Fmn370 7,4 2 0,14 1 >0.05 3 250 1 65 3 1,6 2 FB 3 N 0 FB 3 B 1 N 1 390 2 2,06
24 Fmn320 7,3 2 0,14 1 >0.5 1 160 2 32 1 0,18 1 FB 3 S 1 FB 3 S 1 B 2 1950 3 2,21
25 Fmp700 7,3 2 0,17 1 >0.5 1 280 3 70 3 0,18 1 FB 3 S 1 FB 3 S 1 N 1 1950 3 2,25
26 CuZn39Pb1 8,4 2 0,2 2 <0.03 1 65 2 30 1 1,2 2 FB 3 S 1 FB 3 N 0 N 0 1200 1 1,33
Ponderea dk 0,01 0,01 0,05 0,1 0,02 0,01 0,1 0,1 0,1 0,1 0,1 0,3 1

8

9Tabelul1. 3. Gama de varatie a proprietifilor analizate si sistemul de notareNr. crt Proprietatea Gama de variatie Not Observatii
0 1 2 3 41 Densitatea materialului p, [kg/dmj] <5,0 3
5,0... 10,0 2>10,0 1
2 Conductibilitatea termica CT, [cal/cm.s.°C]; [W/m.K]
<0,2 1
0,2.. .0,4 2
>0,4 3
3 Rezistenta la coroziune Rc, Viteza de coroziune [mm/an]
<0,02 3
0,02.. .0,05 2>0,05 1
4 Duritatea HB, [HB] <90 190... 160 2
>160 3
5 Modulul de elasticitate E, [daN/mm2] <106 . 110*.. .2,10.10° 2
>2,10.106 3
6 Rezistenta la rupere Rn,, [daN/W] <35,0 1
35,0.. .60,0 2>60,0 3
7 Rezistenta la curgere Rp0,2[N/mm2] <70 1
70.. .150 2>150 3
8 Rezistenta la oboseala σ1[N/mm2] <300 1
300... 1000 2
>1000 3
9 Alungirea relativa Ab [%] <20% 1
20... 40% 2>40% 3
10 Rezistenta KCU, [J/cm2] <50 1
50.. .100 2
>100 3
11 Rezistenja la fluaj, [N/mm2] <100 1 Se tine cont si de temperatura
100.. .300 2>300 3
12Proprietatile tehnologice
(tumabilitatea, deformabilitatea, uzinabilitatea, sudabilitatea,
calibilitatea)
Nesatisfacatoare 0 Deoarece nu exista valori pentru proprietatile tehnologice notarea se face cu calificative
SatisfacStoare 1Buna 2
Foartebuna 3
13 Preful de cost PC, [u-m/kg] <300 3
300.. .1000 2>1000 1

10
2.6 Alegerea soluţiei optime la un moment dat
Alegerea solutiei optime la momentul dat se face aplicand criteriul
∑i=1
m
t k dk=max (2.2)
In urma aplicarii acestui criteriu a rezultat ca piesa luata in studiu este recomandabil sa fie
confectionata din fonta Fc250.
2,7. Analiza soluţiilor din punct de vedere al utilităţii lor si stabilirea condiţiilor de înlocuire economică a unui material cu un alt material
Analiza solutiilor din punct de vedere al utilitatii lor si stabilirea conditiilor de
inlocuire economica a unui material cu alt material se face in situatia in care la momentul dat,
materialul optim rezultat in etapa anterioara nu se afla la dispozitia executantului.
In cazul piesei analizate nu este necesara o astfel de analiza.
Se face apoi o analiza atenta a modului de obtinere a materialului si a
caracteristicilor acestuia luate din standarde sau norme.

11
CAPITOLUL 3. Caracteristicile funcţionale, tehnologice şi economice ale materialului din care e confecţionată piesa
Toate caracteristicile functionale, tehnologice si economice ale materialului sunt
necesare pentru a pune in evidenta comportarea acestuia in interactiunea cu sculele
aschietoare si pentru a aprecia posibilitatile de realizare a preciziei dimensionale si a calilalii
prescrise pentru suprafete.
Caracteristicile mecanice fontei Fc sunt prezentate in tabelul 3.1
Tabelul 3.1. Caracteristicile mecanice standardizate ale fontelor cenusii cu grafit
lamelar ( STAS 568-67 si STAS 8541-70 )
Marca fontei Diametrulprobei turnate
[mm]
Rezistenta la tractiune
min.
[da N/mm2
]
Rezistenta la incovoiere
min.
[da N/mm2
]
Sageata la incovoiere
min.[min.]
Duritatea Brinell
[da N /mm2
]STAS
568-67Fc
250
132030
45
332825
21
-4632
39
-35
7
170-302
Rezistenta la tractiune, alungirea la rupere, limita de curgere si duritatea sunt
caracteristici obligatorii la livrare. In functie de utilizarea pieselor in exploatare, pe baza de
intelegere se poate executa incercarea la incovoiere prin soc, analiza chimica si microstructura
Fonta Fc 250 se prelucreaza prin aschiere, in urma prelucrarii rezultand o calitate buna
a suprafetelor.
Forma si dimensiunile pieselor turnate trebuie sa corespunda standardelor de
produs, desenelor de executie, modelelor, sabloanelor sau piesei ce se vrea realizata (in cazul
de fata: carcasa) ;
Aspectul, defectele de turnare si corectarile admise sunt functie de procedeul de
tumare adoptat. Piesele turnate trebuie sa fie curatate, debavurate si netezite de asperitati si sa

12
nu prezinte defecte care sa influenteze utilizarea in exploatare sau sa ingreuneze prelucrarea.
Defectele mici locale pot fi inlaturate cu procedeele si in conditiile stabilite de comun acord
intre beneficiar si producator, tinand seama de: natura, marimea si frecventa de aparitie a
defectului, asigurarea conditiilor de functionare si de aspectul piesei.
Piesele turnate se livreaza in mod obisnuit in stare tratata termic.
Compozitia chimica a fontei Fc 250 se prezinta in tabelul 3.2 :
Tabelul 3.2 . Caracteristicile fizice ale fontelor cenusii cu grafit lamelar
Tipulfontei
Densitatea
[g / cm3
]
Calduramasica
(20-120°)[Cal/g°C]
Conduc-tibiliatea termica
Dilaterea liniara
10−6
mm/mm° CRezisti-vitatea[μΩcm]
Forta coercitiva
[Oe]
Permea-bilitateamaxima[G/Oe]20-
100[ C]20-
500[ C]Fc 250 7,35 0,11-0,13 0,121 9-11 - 50-100 2,5 1560
Parametrii tratamentelor termice aplicate pieselor turnate din fonta cenusie cu grafit lamelar
sunt prezentati in tabelul 3.3 .
Tabelul 3.3 . Parametrii tratamentelor termice aplicate pieselor turnate din fonta cenusie cu
grafit lamelar
TratamentulTermic
Temperaturade
incalzire,[°C]
Duratamentinerii,
[h]
Viteza deincalzire,
[°C/h]
VIteza deracire ,[°C/h]
Observatii
Recoacerea pentrudetensionare
500-600 2….8 70…100 20…50 -
Recoacerea subcritica
680-750 1…4 50…80 20…50De la 300°C racire
in aer
Recoacerea pentrugrafitizare
850…950 1…5 50…80 2…5
Se poate inlocui racirea lenta cu o
mentinere de 1-2 h in jurul punctului A
1
Normalizarea 850-950 1…2 50…100 In aer -Calire obisnuita 850-900 1…3 50…100 In ulei -
Revenire 350-450 2…4 50…80 In aer -
Calire izoterma 830…940 2…4 50…80Izoterma
250-400°C-
Compozitia chimica a fontelor cu grafit lamelar sunt prezentate in tabelul 3.4
Tabelul 3.4. Compozitia chimica a fontelor cu grafit lamelar
Marcafontei
C Si MnS
maxP Cr NI
Timax
Cu Mg Al
FC2503.2-3.8
1.4-2.2
0.4-0.7
0.100.15-0.35
0.2-0.35
0.2-0.4
0.10.3-0.5
- -

13
Dupa turnare si debavurare, se aplica un tratament termic de recoacere de detensionare, ce consta
in incalzirea pieselor la 500-650 °C, mentinerea si racirea lenta a acestora Acest tratament termic este
necesar datorita faptului c5 dupa tumarea piesei are loc racirea neuniforma ceeace conduce la aparifia
unor tensiuni interne.
CAPITOLUL4. Semifabricatul iniţial sau piesa – semifabricat iniţial cu adaosurile de prelucrare
Alegerea corecta, rationala a metodei si a procedeului de obtinere a semifabricatului este una din
conditiile principale, care determina eficienta procesului tehnologic in ansamblul său. Un semifabricat se
poate realiza, in general, prin mai multe metode si procedee, diferite in principiu, volum de munca si cost
de fabricate.
Costul semifabricatului fiind parte componenta din costul piesei finite, se impune o analiza atenta
si o alegere rationala a procedeului de elaborare a acestuia.
Referitor la semifabricat, tehnologul trebuie sa aiba precizate sau chiar el sa proiecteze: metoda si
procedeul de obtinere; pozitia de obtinere; forma si dimensiunile semifabricatului si precizia acestuia;
pozifia planului de separate X-X si adaosurile de prelucrare totale.
In general, costul prelucrarii mecanice a unei piese este mai ridicat decat costul realizarii
semifabricatului. Din acest considerent, cu cat forma geometrica si dimensiunile semifabricatului sunt mai
apropiate de cele ale piesei finite cu atat costul prelucrarilor mecanice este mai mic. In schimb,
semifabricatul este mai scump, deoarece forma constructiva se complica si precizia dimensionala a
acestuia creste.
Factorii care determina alegerea metodei si a procedeului de obtinere a semifabricatului sunt::
materialul din care este confectionata piesa;
forma si dimensiunile piesei;
tipul productiei;
precizia necesara si gradul de netezime cerut;
volumul de munca necesar;
costul prelucrarilor mecanice
utilajul existent sau posibil de achizitionat.

14
Adaosurile de prelucrare pentru piesele turnate din fonta cuprinse in clasa de precizie III, conform STAS
1592/1-85
Gabarit maxim al piesei turnate ,
[mm]
Pozitia suprafetei piesei
turnate in forma
Dimensiunea nominala [mm]
Pana la 100 Peste 100 pana la
200
Pana la 100 Sus 2.5
Jos,lateral 2.0
Peste 100 pana la 200 Sus 2.5 3.0
Jos, lateral 2.0 2.5

15

16

17
CAPITOLUL 5.Tehnologicitatea construcţiei piesei
Tehnologicitatea este insusirea costructiei piesei, ansamblului, masinii, utilajului sau instalatiei
prin care acestea, fiind eficiente si sigure in exploatare, se pot executa la volumul de productie stabilit cu
consum de materiale si de munca minime, deci si costuri scazute.
Semifabricatele turnate trebuie sa aiba o astfel de forma incat sa preintampine posibilitatea
aparitiei diferitelor defecte interne in timpul turnarii. Un defect al semifabricatelor turnate il costituie
suflurile, care, de cele mai multe ori sunt datorate si formei constructive neadecvate a semifabricatelor,
prin aceea ca nu permite evacuarea completa a gazelor din forma de turnare. De aceeea se recomanda ca
suprafetele orizontale mari sa fie evitate si inlocuite cu suprafete inclinate, care permit bulelor de aer si
impuritatilor sa se ridice in maselota.
In vederea micsorarii volumului de munca necesar executarii semifabricatelor turnate, la
proiectarea pieselor este necesar ca forma costructiva a acestora sa fie compusa din elemente cu forme
geomertice cat mai simple si mai avantajoase din punctul de vedere al executarii modelelor de formare,
cutiilor de miezuri, formei de turnare, curatiiri si debavurarii etc.
Analiza tehnologicitatii pieselor turnate urmareste cu precadere urmatoarele elemente:
- grosimea peretilor - se observa pereti cu grosime mica si anume de 4 mm ;
- razele de racordare a peretilor – exista raze de racordare de 1 mm;
- constructia cavitatilor interioare si exterioare –sunt executate simetric;
- concentratiile de material – sunt proportionale cu dimensiunile piesei ;
- modul de solidificare - este foarte rapid .
Grosimea peretilor unei piese turnate se determina, pe de o parte, prin conditiile costructiv-
functionale impusa acesteia si pe de alta parte, prin proprietatiile tehnologice de turnare ale materialului si
prin particularitatile procedeului de turnare aplicat.
De asemenea , trecerea lina de la sectiuni mici ale peretilor la sectiuni mai mari si racordarea
corecta a peretilor asigura obtinerea unor piese turnate fara defecte de tipul retasurilor de contractie ,
porozitatilor , crapaturilor si fisurilor.
Se vor evita constructiile care necesita folosirea unor miezuri lungi , de sectiune relative mica ,
atat din cauza rigiditatii insuficiente , cat si datorita evacuarii dificile a gazelor din miez si curatirii greoaie
a semifabricatului in timpul dezbaterii. Miezurile implica forma , maresc pericolul de rebutare si ridica
sensibil costul turnarii.

18
Trebuie evitate si grosimile prea mari ale peretilor datorita cresterii consumului de metal si
pericolul de aparitie al retasurilor interioare si porozitatilor. Este preferata marirea rigiditatii constructiei
prin consolidarea peretilor cu nervuri si prevederea de bosaje.
Trebuie evitate si grosimile prea mari ale peretilor datorita cresterii consumului de metal si
pericolul de aparitie al retasurilor interioare si porozitatilor. Este preferata marirea rigiditatii constructiei
prin consolidarea peretilor cu nervure si prevederea de bosaje.
Piesa analizata indeplieste toate conditiile de turnare , deci are o tehnologicitate constructiv buna
pentru a putea fi obtinut semifabricatul prin turnare.
Aprecierea constructiei carcasei se face cu ajutorul urmatoriilor indici tehnico-economici ,
absolute sau relative :
gradul de utilizare al materialului η , dat de relatia :
η =
mu
mt
⋅100[ % ]
unde : mu este masa piesei finite = 3,875 kg
mt este masa semifabricatului turnat = 4,52kg
η =
3 ,8754 ,52 *100 = 85.73 [%]
gradul de unificare al diferitelor elemente constructive ale piesei λ e :
λe =
Dt−Du
Dt =
8−28
=0.75
in care : Du- reprezinta numarul de tipodimensiuni unificate ale unui anumit element constructiv
Dt – numarul total de elemente constructive de tipul respective .
In cazul piesei analizate , avem urmatoarele unificari :
λegf - gradul de unificare al gaurilor filetate
λegf =0.75

19
λegt - gradul de unificare al gaurilor de trecere
λegt =6−3
6 =0.5
CAPITOLUL 6. Stabilirea clasei din care face parte piesa şi procesul tehnologic tip
Pentru o identificare corectă a clasei sau a grupei de piese din care face parte piesa de prelucrat se
analizează desenul de execuţie, urmărindu-se următoarele informaţii: forma geometrică; dimensiunile de
gabarit; precizia dimensională şi rugozitatea suprafeţelor prelucrate; abaterile de formă şi de poziţie ale
suprafeţelor; natura materialului; natura semifabricatului sau piesei-semifabricat şi tratamentele termice
necesare.
Analizând desenul de execuţie prezentat, se poate trage concluzia că piesa luată în studiu face
parte din clasa "Corpuri complexe".
In continuare se vor lua în considerare principiile de bază ale tehnologiilor tipizate.
Procesul tehnologic tip pentru piesele din clasa "Corpuri complexe" cuprinde o succesiune de
prelucrări mecanice aplicate unor semifabricate turnate, forjate liber sau sudate, în următoarea ordine
(cazul cel mai general):
- prelucrarea uneia sau a două suprafeţe de arie maxima, care să constituie bazele tehnologice,
cu prinderea piesei pe acele baze tehnologice brute care rămân eventual neprelucrate pe piesa
finită;
- prelucrarea a două găuri precise pe suprafaţa de bază prelucrată, ca baze tehnologice (la
piesele de gabarit mare se preferă prelucrarea găurilor în aceeaşi operatie cu prelucrarea
suprafeţelor de bază);
- prelucrarea de degroşare a celorlalte suprafeţe mari ale piesei;
- prelucrarea de degroşare a suprafeţelor mai mici;
- prelucrarea de finisare a suprafeţelor principale (acolo unde se impune acest lucru prin
toleranţe şi rugozitate);

20
- prelucrarea de degroşare şi de finisare a celorlalte găuri;
- prelucrarea filetelor;
- încercarea hidraulică sau pneumatică (acolo unde este cazul);
- tratamentul termic (dacă este cazul);
- prelucrările de netezire a suprafeţelor cu precizie ridicată şi cu rugozitate mica;
- controlul final.
Din punct de vedere al dimensiunilor şi maselor, clasa "corpuri complexe" se împarte în:
- piese mari, cu dimensiunea lmax > 700 mm, m > 40 kg;
- piese mijlocii, cu dimensiunea lmax = (700... 300) mm, m = (40... 10) kg;
- piese mici, cu dimensiunea lmax = (360 ... 150) mm, m = (10 ... 2)kg;
- piese mărunte, cu dimensiunea lmax < 140 mm, m < 2,0 kg.
Carcasa prezentată face parte din categoria pieselor mijlocii deoarece lmax = 141 mm şi m = 3,875 kg.
CAPITOLUL7. Analiza preliminară a realizării suprafeţelor ce delimitează piesa în spaţiu şi stabilirea succesiuni optime a
prelucrărilor
Analiza fiecărei suprafeţe în parte a piesei finite s-a făcut la punctul 1 când s-a stabilit rolul
funcţional posibil al fiecărei suprafeţe. Pentru a stabili o succesiune logica a suprafeţelor prelucrate prin
aşchiere trebuie ţinut cont de următoarele recomandări:
in prima operaţie a procesului tehnologic trebuie să se prelucreze acea sau acele suprafeţe
care în operaţia sau în operaţiile următoare vor servi drept bază sau baze tehnologice. La
alegerea acestor baze tehnologice trebuie avute în vedere următoarele:
- pe cât posibil să fie identice cu bazele de măsurare (în acest caz eroarea de orientare este
zero);
- pe cât posibil, pe tot parcursul desfăşurării procesului tehnologic de prelucrare să se
folosească aceeaşi bază de orientare;
- în cazurile în care nu se poate folosi aceeaşi bază de aşezare în toate operaţiile, se
recomandă a se alege ca bază de aşezare acea suprafaţă care asigură rigiditatea cea mai
mare în timpul prelucrării;
- în cazul în care configuraţia piesei-semifabricat nu permite alegerea unei baze de
aşezare corespunzătoare atunci se va prelucra o suprafaţă destinată a fi folosită numai

21
pentru aşezare, numită bază artificială sau bază falsă (de exemplu, găurile de centrare
folosite la prelucrarea arborilor).
în primele din următoarele operaţii vor trebui prelucrate acele suprafeţe ale piesei care
ajută la descoperirea defectelor ascunse ale semifabricatului sau piesei-semifabricat
(fisuri, porozităţi, sufluri, goluri de contracţie, crestături etc.);
în cazul în care baza tehnologică de aşezare nu serveşte şi ca bază de măsurare, atunci va
trebui să se prelucreze în operaţia sau în faza următoare acea suprafaţă care pe desenul de
executie al piesei este prevăzută a fi bază de măsurare;
la piesele cu suprafeţe de rezoluţie se prelucrează mai întâi diametrul lor şi apoi
suprafeţele frontale;
in primele operaţii sau faze ale procesului tehnologic trebuie să se prelucreze acele
suprafeţe care nu conduc la micşorarea rigidităţii piesei;
se prelucrează la finisare în primul rând suprafeţele cu cea mai mica toleranţă deoarece
acestea sunt mai susceptibile a fi rebutate;
spre sfârşitul procesului tehnologic trebuie să se prevadă prelucrarea acelor suprafeţe care
în timpul prelucrării altor suprafeţe sau în schimbul transportului interoperaţional se pot
deteriora (de exemplu, filetele, canelurile, danturile etc.);
succesiunea operaţiilor sau fazelor unei operaţii trebuie să fie astfel aleasă încât lungimea
curselor parcurse de către scule cu avans de lucru să fie minimă, pentru a se reduce timpii
de lucru;
la piesele-semifabricat turnate, sudate sau deformate plastic (care au
tensiuni interne), prelucrarea de degroşare trebuie separata în timp de prelucrarea de
finisare, pentru ca in intervalul de timp dintre ele, să se efectueze o detensionare naturală
sau artificială, astfel încât la sfârşitul procesului tehnologic de prelucrare, tensiunile
interne să fie eliminate in mare măsură;
succesiunea operaţiilor trebuie să fie stabilită şi în funcţie de necesitatea de a schimba cat
mai puţin posibil baza de aşezare în decursul desfăşurării procesului tehnologic, deoarece
schimbările acesteia conduc la erori de bazare şi la creşterea timpului auxiliar.
În tabelul 1.1 s-au prezentat metodele posibile de obţinere a suprafeţelor. In vederea stabilirii
procedeelor tehnologice posibile de prelucrare prin aşchiere a suprafeţelor se iau în considerare
următoarele elemente:
- forma geometrică a suprafeţelor;
- dimensiunile de gabarit;
- programa de producţie şi volumul de muncă necesar;

22
- precizia dimensională şi gradul de netezime;
- natura şi starea materialului din care este confecţionată piesa;
- adaosurile de prelucrare;
- utilajul tehnologic existent sau posibil de procurat.
O analiză atenta a fiecărei suprafeţe ce deiimitează piesa in spaţiu din punct de vedere al
parametrilor enumeraţi mai sus permite stabilirea procedeelor de prelucrare prin aşchiere aşa cum rezultă
în tabelul 7.1.
Pentru piesa analizată, suprafaţa plană S13 reprezintă una din bazele de cotare principale, faţă de
aceasta raportându-se suprafeţele S8, S1 şi S6. Această suprafaţă va fi prelucrată în prima operaţie şi va
servi drept bază tehnologică pentru orientarea piesei-semifabricat în următoarele operaţii.
În următoarele operaţii ale procesului tehnologic vor fi prelucrate de degroşare suprafeţele S1, S12,
S3 şi S7, prelucrarea acestor suprafeţe neconducând la micşorarea rigidităţii piesei. Suprafaţa plană S2 va
fi prelucrată după suprafeţele menţionate anterior datorită faptului că prin prelucrarea acestei suprafeţe
rigiditatea piesei va scădea în mod sensibil.
În prima operaţie după prelucrarea de finisare a bazei tehnologice reprezentată de suprafaţa plană
S13 va fi prelucrată suprafaţa cilindrică S15, S18 si S21.. Urmează apoi prelucrarea de finisare a
suprafeţelor S3, S12 ,S2, S33 ,S38, S13 şi S20.
In ultimele operaţii ale procesului tehnologic vor fi filetate cele 7 gauri ø6.4 si vor fi rectificate
suprafetele S21 şi S25 .
Tabel 7.1 Procedee de prelucrare prin aschiere posibile pentru fiecaresuprafata analizata
Sk Prelucrari Prelucrarea 1 IT Ra
[μm]Prelucrarea 2 IT Ra
[μm]
Prelucrarea 3
IT Ra [μm]
S1 Strunjire de degrosare
IT12
12.5 Stunjire de semifinisare
IT10 3.2
S2 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2 Strunjire de finisare
IT71.6
S3 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2 Strunjire de finisare
IT71.6
S4 Strunjire de degrosare
IT12
12.5
S5 Strunjire de degrosare
IT12
12.5
S6 Strunjire de degrosare
IT12
12.5 Strunjire de semifisare
IT10 3.2
S7 Strunjire de degrosare
IT12
12.5 Strunjire de semifisare
IT10 3.2Strunjire de finisare
IT7
1.6

23
S8 Strunjire de degrosare
IT12
12.5
S9 Strunjire de degrosare
IT12
12.5 Turnare IT10 3.2
S10 Strunjire de degrosare
IT12
12.5 Turnare IT10 3.2
S11 Strunjire de degrosare
IT12
12.5 Turnare IT10 3.2
S12 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2 Strunjire de finisare
IT71.6
S13 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2 Strunjire de finisare
IT71.6
S14 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S15 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S16 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S17 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S18 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S19 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S20 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S21 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2 Strunjire de rectificare
IT70.4
S22 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S23 Strunjire de degrosare
IT12
12.5 Strunjire desemifinisare
IT10 3.2
S24 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S25 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2 Strunjire de rectificare
IT70.4
S26 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S27 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S28 Strunjire de degrosare
IT12
12.5
S29 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S30 Strunjire de degrosare
IT12
12.5
S31 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2

24
S32 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S33 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S34 Strunjire de degrosare
IT12
12.5
S35 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S36 Strunjire de degrosare
IT12
12.5
S37 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S38 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S39 Turnare IT12
25
S40 Strunjire de degrosare
IT12
12.5
S41 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S42 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S43 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S44 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S45 Strunjire de degrosare
IT12
12.5
S46 Strunjire de degrosare
IT12
12.5
S47 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S48 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S49 Strunjire de degrosare
IT12
12.5 Strunjire de semifinisare
IT10 3.2
S50 Strunjire de degrosare
IT12
12.5 Frezare de semifinisare
IT10 3.2
S51 Strunjire de degrosareFrezare de degrosare
IT12
12.5 Strunjire de semifinisare Frezare de semifinsare
IT10 3.2

25
CAPITOLUL8 . Principiile de proiectare privind conţinutul şi succesiunea operaţiilor procesului tehnologic tip
Principiile generate care stau la baza proiectarii si organizarii proceselor tehnologice de fabricatie
sunt :
- principiile privind stabilirea succesiunii operatiilor;
- principiile privind alegerea bazelor tehnologice;
- principiile concentrarii si diferentierii prelucrarilor;
Referitor la prima categorie de principii se iau in considerare urmatoarele:
- in prima operatie, cel mult in a doua se recomanda prelucrarea suprafetelor care vor servi ca
baze tehnologice pentru operafiile urmatoare;
- daca piesa finita contine si suprafete neprelucrate, fara rol functional, atunci se recomanda ca
in prima operatie, cand se prelucreaza bazele tehnologice, sa fie folosite la orientarea piesei
acele suprafete neprelucrate;
- suprafetele care contin eventuale defecte provenite din semifabricare se vor prelucra in
primele operatii, imediat dupa prelucrarea bazelor tehnologice;
- bazele tehnologice care se prelucreaza la inceputul procesului tehnologic sa fie, pe cat posibil,
si baze de cotare principale;
- in prima parte a procesului tehnologic se fac prelucrarile de degrosare, iar in a doua parte -
prelucrarile de finisare, pentru a se asigura precizia necesara a piesei si utilizarea rationala a
masinilor-unelte de precizii diferite;
- la piesele de dimensiuni mari si foarte mari, se introduce o operatie de tratament termic de
detensionare dupa prelucrarile de degrosare;
- operatia de tratament termic de durificare, acolo unde este cazul, se introduce inaintea
operatiilor de rectificare cu corpuri abrazive si a operatiilor de netezire;
- daca in timpul prelucrarii piesei se modifica rigiditatea acesteia, se recomanda ca in prima
parte a procesului tehnologic sa se execute operatiile care nu modifica prea mult rigiditatea
piesei;
- in cazul pieselor cu mai multe dimensiuni prevazute cu abateri dimensionale se are in vedere
ca ordinea operajiilor de prelucrare sa fie invers gradului de precizie;
- executarea gaurilor, canalelor de pana, canelurilor, filetelor se recomanda a se efectua catre
sfars.itul procesului tehnologic, in scopul evitarii deteriorarii acestora in timpul transportului;

26
- succesiunea prelucrarilor trebuie sa asigure un timp efectiv minim;
- se recomanda sa se utilizeze cat mai putine baze tehnologice pentru a se reduce numarul de
prinderi-desprinderi si a reduce erorile de pozitionare; ideal este sa se pastreze, daca este
posibil, aceleasi baze tehnologice unice pe tot parcursul procesului tehnologic de realizare;
- suprafetele cu rugozitate mica si precizie ridicata se finiseaza in ultimele operatii, pentru a se
evita deteriorarea lor in cursul altor prelucrari sau transportului;
- suprafetele pentru care se impun conditii severe de precizie a pozitiei reciproce
(concentricitate, paralelism etc) se prelucreaza in aceeasi prindere;
- in cazul prelucrarii pe linii tehnologice in flux, volumul de prelucrari afectat fiecarei operatii
trebuie corelat cu ritmul mediu al liniei.
Referitor la a doua grupa de principii trebuie tinut cont de urmatoarele:
- un principiu fundamental in tehnologia prelucrarilor mecanice, este acela de a utiliza, pe cat
posibil, aceleasi baze tehnologice pentru cat mai multe operatii de prelucrare. De aici decurge
necesitatea ca, in primele doua-trei operatii sa se realizeze pe piesa baze tehnologice unice,
care sa poata fi utilizate pentru executarea tuturor operatiilor urmatoare;
- pe cat posibil bazele tehnologice sa coincida cu bazele de cotare.
Referitor la a treia grupa de principii, in stabilirea traseului tehnologic se au in vedere:
- principiul concentrarii prelucrarilor, care se aplica in cadrul productiei de unicate sau serie
mica, cand se pastreaza continuitatea prelucrarilor. In acest caz sunt mai putine operatii cu mai
multe faze;
- principiul diferentierii prelucrarilor, care se aplica, de regula, in cazul productiei de serie, pe
masini-unelte universale si specializate. In aceste situatii sunt mai multe operatii dar cu mai
pufine faze.
In continuare se va stabili succesiunea prelucrarilor necesare obtinerii suprafetei cilindrice
interioare S21, ø60 ±0,005.
Coeficientul de precizie total Kp, caracteristic suprafetei cilindrice S21 se determina cu relatia:
k pt=T s
T p
=1 .2000 , 005
=240 (8.1)
Unde:
Ts, reprezinta toleranta dimensiunii corespunzatoare a semifabricatului in μm;
Tp - toleranta suprafetei care se prelucreaza, impusa pe desenul de execute in μm.

27
Tinand cont de rugozitatea (R, = 0,4μm) impuse suprafetei cilindrice interioare S21 se poate
adopta urmatoarea succesiune a prelucrarilor mecanice:
- strunjirea de degrosare, care asigura o rugozitate Ra = 6,3 μm;
- strunjirea de semifinisare, care asigura o rugozitate Ra = 3,2 μm;
- strunjire de finisare, care asigura o rugozitate Ra= 1,6 μm.
- strunjire de rectificare , care asigura o rugozitate Ra = 0,4 μm
Coeficienfii de precizie partiali Kp1, Kp2, Kp3 rezultati in urma strunjirii de degrosare, strunjirii de
semifinisare si respectiv strunjiri de finisare au urmatoarele valori:
k p1=1. 20 .3
=4
k p2=0 .3
0 .120=2 . 5
k p3=0 .1200 .046
=2. 6
k p 4=0. 0460. 019
=2 . 42
k p5=0 .0190 .008
=2. 375
k p6=0 . 0080 . 005
=1. 6
Coeficientul de precizie total K’pt obtinut are valoarea :
K’pt=Kp1 x Kp2 x Kp3 x Kp4 x = 239.96
Se observa ca valoarea coeficientului de precizie total K'pt obtinut in urma prelucrarilor mecanice
mentionate anterior este egala cu valoarea coeficientului Kpt impus suprafetei cilindrice S21.

28
CAPITOLUL9 . Structura preliminara a procesului tehnologic proiectat
Respectând principiile de mai sus se prezintă în continuare o varianta de proces tehnologic de
prelucrare prin aşchiere a carcasei.
Operatia 1 :
-controlul si receptia piesei turnate
Operatia2 :
-strunjire de degrosare a suprafetei plane S1, S12
-strunjire de degrosare a suprafetelor plane S3, S6
-strunjire de degrosare cilindrica exterioara a suprafetelor S2, S7
Operatia 3 :
-strunjire de degrosare cilindrica interioara a suprafetelor S13, S15, S18, S21, S25
-strunjire de degrosare a suprafetelor plane S14, S16, S17, S19, S20
-strunjire de degrosare a suprafelelor cilindrice interioare S24, S32, S29, S27, S38, S35, S33
-strunjire de degrosare a suprafetelor plane S26, S22, S31, S37
-tesire 1,7x 3⁰
Operatia4:
-strunjire de semifinisare a suprafetelor plane S1, S12
-strunjire de semifinisare a suprafetelor plane S3,S6
-strunjire de semifinisare a suprafetelor cilindrice exterioare S2,S7
Operatia 5:
-strunjire de semifinisare cilindrica interioara a suprafetelor S13,S15,S18, S21, S25
-strunjire de semifinisare a suprafetelor plane S14, S16, S17, S19, S20
-strunjire de semifinisare a suprafetelor cilindrice interioare S24, S32, S29, S27, S38, S35,S33
-strunjire de semifinisare a suprafetelor plane S26, S22, S31, S37
Operatia 6 :
-prelucrarea celor 2 gauri ø13,5
-prelucrarea celor doua gauri ø12

29
Operatia 7:
- Operatie de gaurire a tuturor gaurilor efectuate sub aceiasi orientare si asezare ;
Operatia 8 :
-executarea celor doua gauri strapunse ø3
Operatia9:
-strunjirea de degrosare a suprafetelor S49 si S50
Operatia 10 :
-strunjirea de finisare a suprafetei plane S3 si plane frontale S12
- strunjirea de finisare a suprafete cilindrice exterioare S2, clindrice interioare S33,S38,S13 si
plane S20
Operatia 11 :
-executarea celor 7 gauri ø6,4
Operatia 12 :
-filetarea celor 7 gauri M8X7;
Operatia13 :
-rectificarea suprafetelor cilindrice interioare S21 si S25
Operatia 14:
-controlul final
Operatia 15:
-conservare
Nr.
Crt.
Denumirea
operatiei
Schita
simplificataa
operatiei
Denumirea fazelor Masini-
unelte
S.D.V.-uri
1 Strunjire de
degrosare
a) prinderea semifabricatului
1. strunjire de degrosare frontal la cota 82.5
2. strunjire de degrosare interioara la cota
ø60x49,8
3. strunjire de degrosare interioara la cota ø64x22
4. strunjire de degrosare interioara la cota ø64x12
5. strunjire de degrosare cilindrica exterioara la
cota ø82,5x8
6. strunjire de degrosare cilindrica exterioara la
cota ø141xø82,5
7. strunjire de degrosare cilindrica exterioara la
cota ø141

30
8.strunjire de degrosare exterioara la cota ø
83x7.5
9. strunjire exterioara la cotta ø 140x ø 83)
b) desprinderea piesei
2.
Strunjire de
degrosare
a)prinderea semifabricatului
1. strunjire de degrosare cilindrica interioara
ø63x3
2. strunjire de degrosare ø59x 2.5
3. strunjire de degrosare la cota ø 63
4. strunjire de degrosare la cota ø 63
5. strunjire de degrosare la cota ø 63
6. strunjire de degrosare la cota ø 63
7. strunjire interioara de degrosare la cota ø 62.4
8.strunjire cilindrica int de degrosare ø37, ø 51
9. Strunjire cilindrica int de degrosare la cota ø
1.5x18⁰
b) desprinderea piesei
Top Related