
TF - Capitolul 1
28
Managementul fabricatiei produselor Introducere Cursul intitulat Tehnologii de fabricaţie, abordează cele mai importante probleme referitoare la proiectarea proceselor tehnologice de prelucrare prin aşchiere, precum şi o serie de măsuri de management tehnologic pentru eficientizarea desfăşurării acestora din punct de vedere al performanţelor tehnice şi economice. În cadrul proceselor de producţie specifice domeniului construcţiilor de maşini, elementul de bază de care depinde într-o măsură hotărâtoare calitatea produselor îl constituie „tehnologia de fabricaţie”, dar şi managementul proceselor de prelucrare. Atât caracterul deosebit de dinamic al tehnologiei de fabricaţie, generat de influenţa importantă a acesteia asupra nivelului tehnic şi economic al producţiei, precum şi complexitatea proceselor tehnologice specifice, impun ca preocupările în acest domeniu să fie îndreptate, atât spre bazele ştiinţifice teoretice şi practice, dar şi de cercetare stiintifica.. Este cunoscut faptul că într-o uzină modernă specialiştii tehnologi sunt astăzi implicaţi în mai multe domenii de activitate: management, proiectare de produs şi de proces, planificarea producţiei, alegerea echipamentelor de lucru şi organizarea fabricaţiei, manipularea şi depozitarea produselor, normarea şi controlul producţiei. Astăzi, inginerul tehnolog trebuie să înţeleagă fiecare element al procesului de producţie în profunzime şi să fie capabil să lucreze în echipe multidisciplinare în conformitate cu principiile „ingineriei concurente” (simultane, paralele). Obiectivele cursului Cursul intitulat Tehnologii de fabricaţie, are ca obiectiv principal îmbogăţirea şi dezvoltarea cunoştinţelor, respectiv a competenţelor din sfera altor discipline cu caracter tehnic, dar şi economic şi managerial ale studenţilor Programului de studii Inginerie Economică Industrială, forma de învăţământ ID. În acest sens, la 3
-
Upload
razvanguiman -
Category
Documents
-
view
232 -
download
0
description
jhb vn v
Transcript of TF - Capitolul 1
Managementul fabricatiei produselor
Introducere
Cursul intitulat Tehnologii de fabricaţie, abordează cele mai importante probleme
referitoare la proiectarea proceselor tehnologice de prelucrare prin aşchiere, precum şi o serie
de măsuri de management tehnologic pentru eficientizarea desfăşurării acestora din punct de
vedere al performanţelor tehnice şi economice.
În cadrul proceselor de producţie specifice domeniului construcţiilor de maşini,
elementul de bază de care depinde într-o măsură hotărâtoare calitatea produselor îl constituie
„tehnologia de fabricaţie”, dar şi managementul proceselor de prelucrare.
Atât caracterul deosebit de dinamic al tehnologiei de fabricaţie, generat de influenţa
importantă a acesteia asupra nivelului tehnic şi economic al producţiei, precum şi
complexitatea proceselor tehnologice specifice, impun ca preocupările în acest domeniu să fie
îndreptate, atât spre bazele ştiinţifice teoretice şi practice, dar şi de cercetare stiintifica..
Este cunoscut faptul că într-o uzină modernă specialiştii tehnologi sunt astăzi implicaţi
în mai multe domenii de activitate: management, proiectare de produs şi de proces,
planificarea producţiei, alegerea echipamentelor de lucru şi organizarea fabricaţiei,
manipularea şi depozitarea produselor, normarea şi controlul producţiei.
Astăzi, inginerul tehnolog trebuie să înţeleagă fiecare element al procesului de
producţie în profunzime şi să fie capabil să lucreze în echipe multidisciplinare în conformitate
cu principiile „ingineriei concurente” (simultane, paralele).
Obiectivele cursului
Cursul intitulat Tehnologii de fabricaţie, are ca obiectiv principal îmbogăţirea şi
dezvoltarea cunoştinţelor, respectiv a competenţelor din sfera altor discipline cu
caracter tehnic, dar şi economic şi managerial ale studenţilor Programului de studii
Inginerie Economică Industrială, forma de învăţământ ID. În acest sens, la sfârşitul
parcurgerii acestui curs, studenţii vor fi capabili să:
opereze cu noţiuni precum: proces de prelucrare, sistem tehnologic, operaţie,
fază, trecere, regim de aşchiere, normă tehnică de timp, precizie de prelucrare;
să stabilească succesiunile posibile de prelucrare a unui reper dat, în funcţie de
planul de producţie;
să calculeze sau să adopte valorile optime ale parametrilor regimului de
aşchiere;
să calculeze norme tehnice de timp;
să identifice măsuri de management tehnologic pentru optimizarea procesului
tehnologic de prelucrare.
3
Managementul fabricatiei produselor
Cerinţe preliminare
Pentru a fi capabili să dobândească competenţele stabilite în cadrul obiectivelor
cursului, studenţii trebuie să dovedească deţinerea unei serii de competenţe
minime, obţinute la cursul de Bazele prelucrărilor mecanice, respectiv la cursul de
Scule şi dispozitive.
Resurse
Parcurgerea unităţilor de învăţare aferente celor două module ale cursului, necesită
utilizarea doar a unui calculator, necesar pentru rezolvarea celor două teme de
control.
Structura cursului
Cursul de Tehnologii de fabricaţie este structurat în două module, astfel: primul
modul cuprinde trei unităţi de învăţare, iar al doilea modul cuprinde cinci unităţi de
învăţare. La rândul său, fiecare unitate de învăţare are o structură ce conţine:
obiective, aspecte teoretice şi practice de proiectare şi management, privind
tematica concretă a unităţii de învăţare respective, exemple, aspecte rezumative
teste de autoevaluare.
Pentru fiecare dintre cele două module sunt indicate a fi rezolvate câte o temă de
control practică, referitoare la proiectarea parţială a unor elemente de bază din
cadrul unui proces tehnologic de prelucrare prin aşchiere. Rezolvarea acestor două
teme de control este obligatorie şi de asemenea, susţinerea în faţa tutorelui până la
o dată presabilită.
Durata medie de studiu individual
Parcurgerea de către studenţi a unităţilor de învăţare ale cursului de Tehnologii de
fabricaţie (atât aspectele teoretice, cât şi rezolvarea testelor de autoevaluare şi a
temelor de control propuse) se poate face în 4-6 ore pentru fiecare unitate.
Evaluarea
La sfârşitul semestrului, fiecare student va primi o notă, care va cuprinde: un test
de tip eseu, ce va conţine întrebări cu caracter teoretic şi practic, având ca scop
identificarea nivelului de competenţă dobândit prin parcurgerea conţinutului
ştiinţific al cursului, test ce va deţine o pondere de 50% în nota finală şi respectiv
notele aferente celor două teme de control, realizate pe parcursul semestrului, care
vor deţine o pondere de 25% fiecare.
Spor la treaba !
4
Managementul fabricatiei produselor
Modulul 1. Noţiuni de bază teoretice şi practice de proiectare
tehnologică şi management în construcţia de maşini
Cuprins
Introducere..............................................................................................................................5
Obiectivele modului (Competenţe).........................................................................................5
M1.U1. Elemente de bază ale proceselor tehnologice de prelucrare a pieselor în construcţia
de maşini.........................................................................................................................6
M1.U2. Elemente generale de proiectare a proceselor tehnologice de prelucrare mecanică
..............................................................................................................................................23
M1.U3. Precizia de prelucrare (dimensional - geometrică)..................................................54
Introducere
În cadrul proceselor de producţie specifice domeniului construcţiilor de maşini,
elementele de bază de care depinde într-o măsură hotărâtoare calitatea produselor
îl constituie tehnologia de fabricaţie şi managementul proceselor tehnologice.
Atât caracterul deosebit de dinamic al tehnologiei de fabricaţie, precum şi
complexitatea proceselor tehnologice specifice, impun ca pregătirea de specialitate
a viitorilor specialişti să fie îndreptată, atât spre bazele ştiinţifice teoretice şi
practice, dar şi de cercetare a căror aplicare inovativă conduce în mod sigur la
proiectarea şi integrarea în producţie a unor procese tehnologice eficiente.
Prezentul modul abordează câteva dintre elementele de bază cu care operează un
inginer tehnolog în activitatea de proiectare tehnologică şi de managementul
proceselor de prelucrare mecanică prin aşchiere, cum sunt: tipuri de producţie,
semifabricate, plan de producţie şi lot optim, operaţie şi fază de prelucrare, adaos
de prelucrare, regim de aşchiere, normă tehnică de timp, precizie dimensional –
geometrică şi rugozitate a suprafeţelor prelucrate, variantă optimă de proces
tehnologic.
Obiectivele modului (Competenţe)
La sfârşitul parcurgerii acestui modul studenţii vor fi capabili să:
• să rezume elementele de bază care sunt necesare pentru proiectarea
tehnologică şi managerială a unui proces tehnologic de prelucrare;
• să definească şi să se opereze cu noţiuni legate de structura proceselor
5
Managementul fabricatiei produselor
tehnologice: operaţie, fază, trecere, mânuire, mişcare;
• să descrie caracteristicile tehnico – economice ale semifabricatelor utilizate
în construcţia de maşini, în concordanţă cu ale tipurilor de producţie;
• să calculeze sau să adopte adaosurile de prelucrare, regimurile de aşchiere,
normele tehnice de timp;
• să descrie factorii care influenţează precizia de prelucrare a suprafeţelor şi
să sintetizeze măsurile de management care se impun pentru obţinerea preciei
impuse în condiţii de eficienţă tehnico – economică.
Unitatea de învăţare M1.U1. Elemente de bază ale proceselor
tehnologice de prelucrare a pieselor
în construcţia de maşini
Cuprins
M1.U1.1. Introducere...........................................................................................................6
M1.U1.2. Obiectivele unităţii de învăţare............................................................................6
M1.U1.3. Noţiuni generale..................................................................................................7
M1.U1.4. Tipurile de producţie şi particularităţile acestora..............................................11
M1.U1.5. Elemente generale ale managementului sistemelor tehnologice de fabricaţie. .12
M1.U1.6.Semifabricate folosite în fabricaţia de maşini şi aparate precum şi caracterizarea
tehnologică a acestora........................................................................................13
M1.U1.7. Rezumat.............................................................................................................21
M1.U1.8. Test de evaluare a cunoştinţelor........................................................................22
M1.U1.1. Introducere
În construcţia de maşini, utilaje şi aparate, obiectul procesului de fabricaţie îl
reprezintă realizarea pieselor sau produselor având forme geometrice, dimensiunile
şi calitatea suprafeţelor în concordanţă cu prescripţiile impuse de rolul funcţional
şi condiţiile reale de lucru, toate acestea fiind materializate în desenul de execuţie.
Executarea (fabricarea) pieselor, în general, comportă un şir de diferite procedee
de prelucrări mecanice sau electrice, toate având drept scop modificarea succesivă
a configuraţiei iniţiale a semifabricatelor, a formei şi poziţiei reciproce a
suprafeţelor şi a calităţii acestora, prin îndepărtarea sau nu a unui strat de material
denumit adaos de prelucrare.
6
Managementul fabricatiei produselor
M1.U1.2. Obiectivele unităţii de învăţare
Această unitate de învăţământ îşi propune ca obiectiv principal definirea şi
explicarea unor termeni şi concepte specifice proiectării proceselor tehnologice.
La sfârşitul parcurgerii acestei unităţi de învăţare studenţii vor fi capabili să:
• definească sistemul tehnologic de prelucrare;
• să diferenţieze noţiunile de operaţie şi fază de prelucrare;
• să rezume caracteristicile tehnico – economice ale tipurilor de producţie;
• să descrie caracteristicile tipurilor de semifabricate utilizate în construcţia de
maşini.
Durata medie de parcurgere a primei unităţi de învăţare este de 2 -3 ore.
M1.U1.3. Noţiuni generale
Procedeele prin care se realizează diferitele piese s-au dezvoltat şi diversificat
continuu, principalele dintre acestea, utilizate pe scară largă în industrie fiind: turnarea,
forjarea, laminarea, ştanţarea, matriţarea, aşchierea, prelucrările neconvenţionale,
metalurgia pulberilor, ş.a.
În etapa actuală de dezvoltare şi perfecţionare a tehnologiilor industriale, prelucrările
prin aşchiere ocupă un loc important deoarece, deocamdată, reprezintă unul dintre procedeele
cele mai sigure de realizare a pieselor în condiţii de precizie ridicată. Datorită acestui lucru,
prelucrările prin aşchiere reprezintă încă 60 - 75% din totalul manoperei consumate pentru
realizarea unei piese.
Aceasta reprezintă un ansamblu de patru elemente (oameni, maşini-unelte şi alte
resurse) cu o organizaţie informational-decizională proprie, ce acţionează în sensul realizării
anumitor obiective bine stabilite.
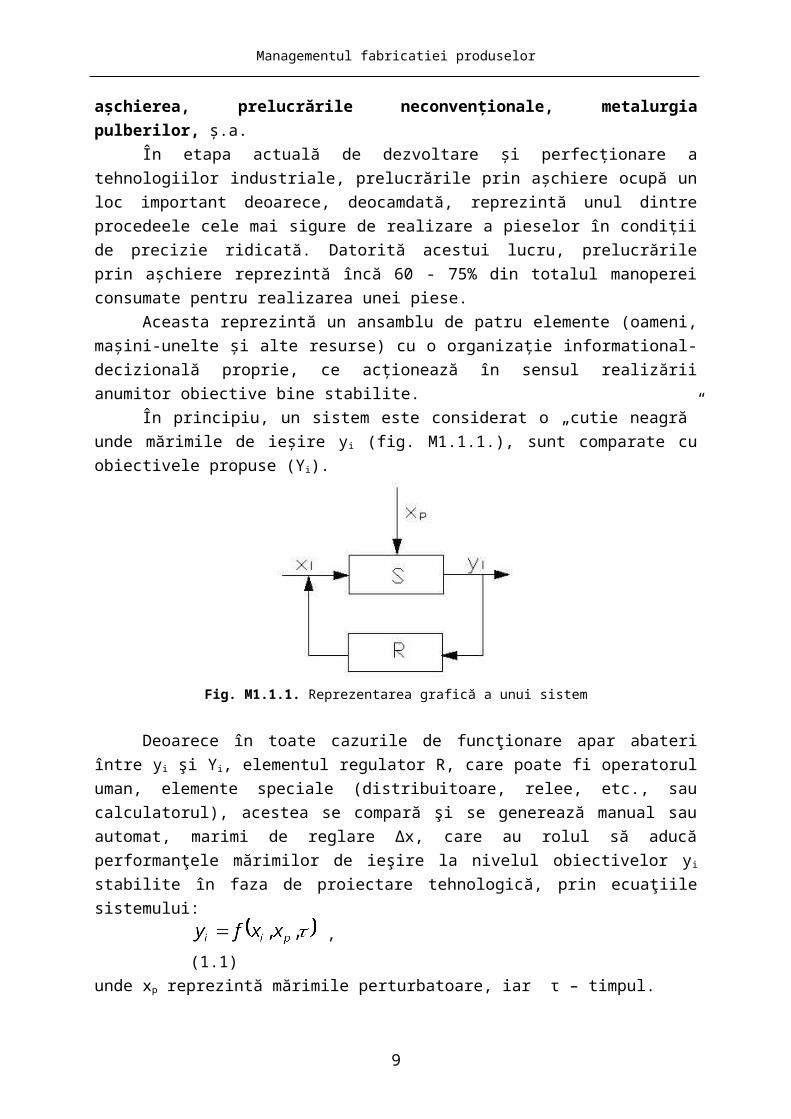
În principiu, un sistem este considerat o „cutie neagră” unde mărimile de ieşire y i (fig.
M1.1.1.), sunt comparate cu obiectivele propuse (Yi).
Fig. M1.1.1. Reprezentarea grafică a unui sistem
7
Managementul fabricatiei produselor
Deoarece în toate cazurile de funcţionare apar abateri între y i şi Yi, elementul regulator
R, care poate fi operatorul uman, elemente speciale (distribuitoare, relee, etc., sau
calculatorul), acestea se compară şi se generează manual sau automat, marimi de reglare ∆x,
care au rolul să aducă performanţele mărimilor de ieşire la nivelul obiectivelor y i stabilite în
faza de proiectare tehnologică, prin ecuaţiile sistemului: , (1.1)
unde xp reprezintă mărimile perturbatoare, iar τ – timpul.
Realizarea procesului de aşchiere [3] presupune îndeplinirea următoarelor condiţii
(cerinţe):
1. - existenţa unor maşini-unelte (sau utilaje) a căror cinematică să asigure generarea
suprafeţelor ce caracterizează forma geometrică a piesei de prelucrat, precum şi puterea
necesară realizării generării suprafeţei respective;
2. - dotarea maşinii-unelte cu dispozitive capabile să poziţioneze şi să fixeze
semifabricatele în raport cu sculele care participă la realizarea procesului de generare a
suprafeţei piesei de prelucrat;
3. - existenţa unor semifabricate adecvate procesului de prelucrare;
4. - existenţa unor scule aşchietoare (cuţite, burghie, freze, alezoare, broşe, tarozi,
filiere, discuri abrazive, etc) caracterizate printr-o geometrie şi proprietăţi (caracteristici)
fizico-mecanice corespunzătoare, capabile să participe la îndepărtarea adaosului de
prelucrare;
5. - existenţa mijloacelor adecvate de măsurare şi control;
6. - existenţa mijloacelor necesare de comandă manuală, automată sau asistată de
calculator comode şi sigure în exploatare.
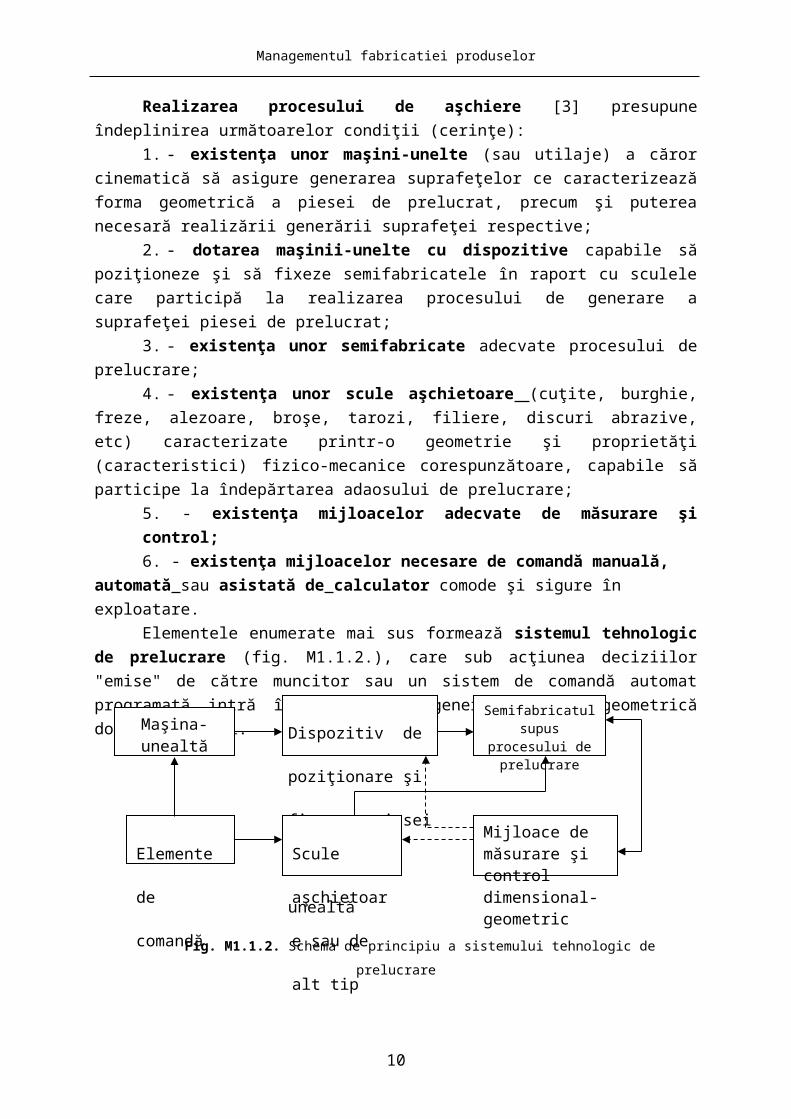
Elementele enumerate mai sus formează sistemul tehnologic de prelucrare (fig.
M1.1.2.), care sub acţiunea deciziilor "emise" de către muncitor sau un sistem de comandă
automat programată intră în acţiune şi generează forma geometrică dorită a piesei.
Fig. M1.1.2. Schema de principiu a sistemului tehnologic de prelucrare
8
Maşina-unealtă Dispozitiv de
poziţionare şi fixare a
piesei pe maşina
unealtă
Semifabricatul supus procesului de
prelucrare
Elemente de
comandă
Scule
aşchietoare sau
de alt tip
Mijloace de măsurare şi control dimensional-geometric
Managementul fabricatiei produselor
Totalitatea activităţilor efectuate asupra unui semifabricat, cu ajutorul sistemului
tehnologic de prelucrare, în scopul realizării formei geometrice, preciziei dimensionale şi
rugozităţii suprafeţei unei piese date se numeşte proces tehnologic de prelucrare mecanică.
Acesta este o parte componentă a procesului de fabricaţie, care reprezintă totalitatea
activităţilor şi proceselor folosite pentru transformarea materiei prime în semifabricate şi apoi
în produse finite, inclusiv asamblarea, montajul sau ambalarea.
În plus, procesul de fabricaţie cuprinde atât procese de bază, cum ar fi obţinerea
semifabricatelor, prelucrarea mecanică, asamblarea pieselor prelucrate, cât şi procese
auxiliare, cum sunt: construcţia şi întreţinerea sculelor, a dispozitivelor, a verificatoarelor,
repararea şi întreţinerea utilajelor, transportul uzinal, etc.
Structura procesului tehnologic de prelucrare mecanică prin aşchiere cuprinde
următoarele elemente: operaţii, faze, treceri, mânuiri şi mişcări [3], [16].
Operaţia este partea din procesul tehnologic care se execută (realizează) la un loc de
muncă şi cuprinde acţiunea utilajului şi muncitorului realizată pentru prelucrarea uneia sau
mai multor piese simultan, până când se trece la prelucrarea altei (altor) piese din lotul de
fabricaţie.
Exemple
De exemplu, strunjirea suprafeţelor frontale ale unui arbore: când se execută
strunjirea pe rând a celor două capete ale aceluiaşi arbore la acelaşi loc de muncă,
cu aşezarea şi fixarea piesei de fiecare dată, prelucrarea se realizează dintr-o
singură operaţie.
Dacă aceleaşi prelucrări se execută la locuri de muncă diferite, prelucrarea se
face din două operaţii (fig. M1.1.3.).
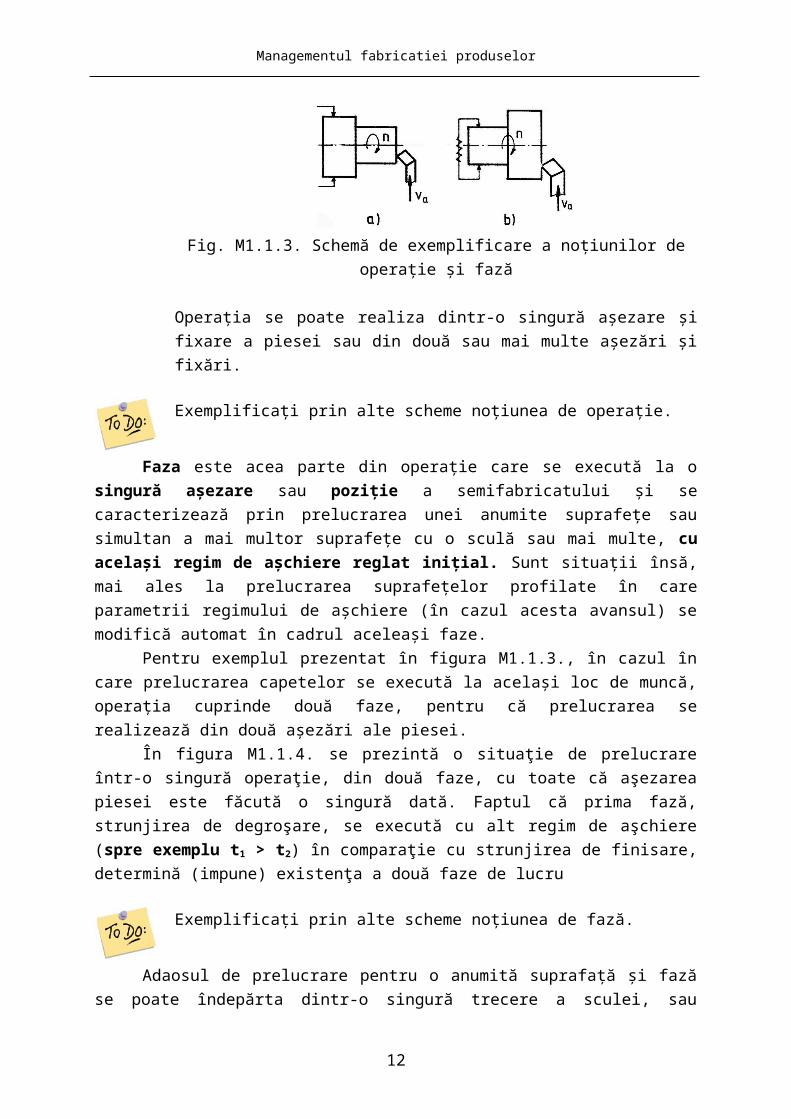
Fig. M1.1.3. Schemă de exemplificare a noţiunilor de operaţie şi fază
Operaţia se poate realiza dintr-o singură aşezare şi fixare a piesei sau din două
sau mai multe aşezări şi fixări.
Exemplificaţi prin alte scheme noţiunea de operaţie.
9
Managementul fabricatiei produselor
Faza este acea parte din operaţie care se execută la o singură aşezare sau poziţie a
semifabricatului şi se caracterizează prin prelucrarea unei anumite suprafeţe sau simultan a
mai multor suprafeţe cu o sculă sau mai multe, cu acelaşi regim de aşchiere reglat iniţial.
Sunt situaţii însă, mai ales la prelucrarea suprafeţelor profilate în care parametrii regimului de
aşchiere (în cazul acesta avansul) se modifică automat în cadrul aceleaşi faze.
Pentru exemplul prezentat în figura M1.1.3., în cazul în care prelucrarea capetelor se
execută la acelaşi loc de muncă, operaţia cuprinde două faze, pentru că prelucrarea se
realizează din două aşezări ale piesei.
În figura M1.1.4. se prezintă o situaţie de prelucrare într-o singură operaţie, din două
faze, cu toate că aşezarea piesei este făcută o singură dată. Faptul că prima fază, strunjirea de
degroşare, se execută cu alt regim de aşchiere (spre exemplu t1 > t2) în comparaţie cu
strunjirea de finisare, determină (impune) existenţa a două faze de lucru
Exemplificaţi prin alte scheme noţiunea de fază.
Adaosul de prelucrare pentru o anumită suprafaţă şi fază se poate îndepărta dintr-o
singură trecere a sculei, sau sculelor, sau din mai multe treceri, în funcţie de mărimea
acestuia, precum şi de rezistenţa sculei, dependentă de solicitările ce apar în timpul procesului
de lucru.
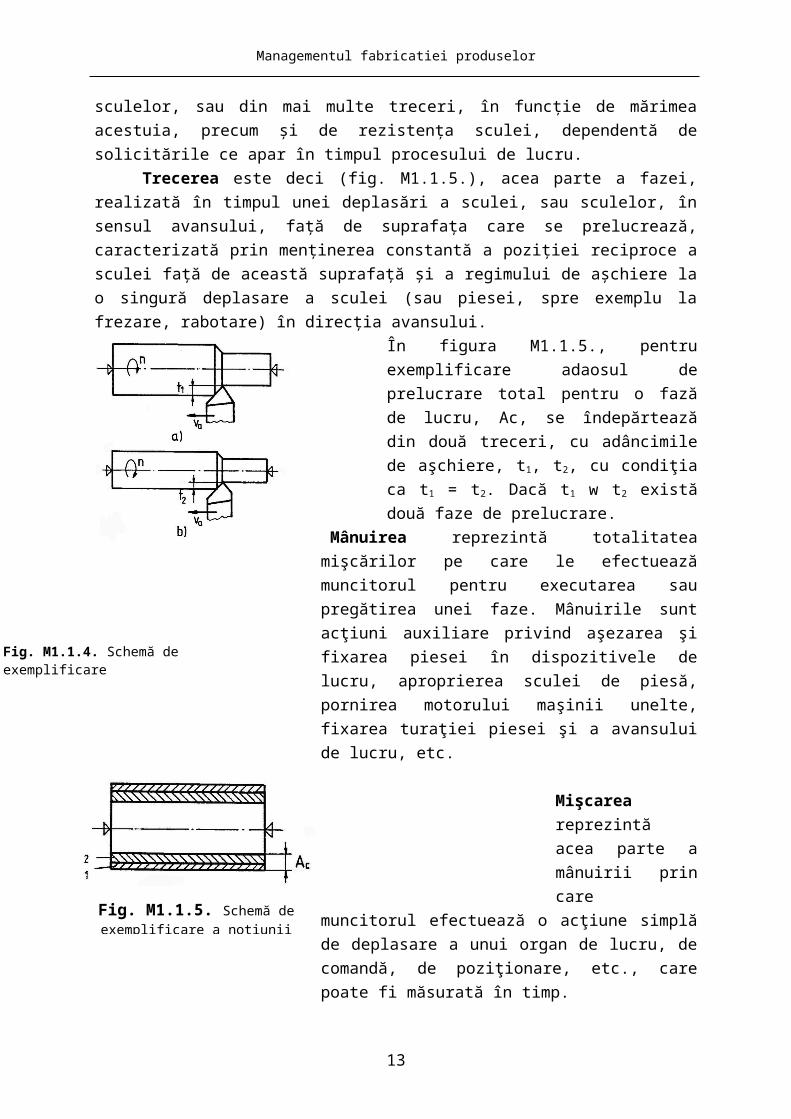
Trecerea este deci (fig. M1.1.5.), acea parte a fazei, realizată în timpul unei deplasări
a sculei, sau sculelor, în sensul avansului, faţă de suprafaţa care se prelucrează, caracterizată
prin menţinerea constantă a poziţiei reciproce a sculei faţă de această suprafaţă şi a regimului
de aşchiere la o singură deplasare a sculei (sau piesei, spre exemplu la frezare, rabotare) în
direcţia avansului.
În figura M1.1.5., pentru exemplificare adaosul
de prelucrare total pentru o fază de lucru, Ac, se
îndepărtează din două treceri, cu adâncimile de
aşchiere, t1, t2, cu condiţia ca t1 = t2. Dacă t1 w t2
există două faze de prelucrare.
Mânuirea reprezintă totalitatea mişcărilor pe care le
efectuează muncitorul pentru executarea sau pregătirea
unei faze. Mânuirile sunt acţiuni auxiliare privind aşezarea
şi fixarea piesei în dispozitivele de lucru, aproprierea
sculei de piesă, pornirea motorului maşinii unelte, fixarea
turaţiei piesei şi a avansului de lucru, etc.
Mişcarea reprezintă
acea parte a mânuirii
10
Fig. M1.1.4. Schemă de exemplificare a noţiunii de fază
Fig. M1.1.5. Schemă de exemplificare a noţiunii de trecere
Managementul fabricatiei produselor
prin care muncitorul efectuează o acţiune simplă de
deplasare a unui organ de lucru, de comandă, de
poziţionare, etc., care poate fi măsurată în timp.
M1.U1.4. Tipurile de producţie şi particularităţile acestora În funcţie de volumul de piese prelucrate, se deosebesc trei tipuri de producţie: -
individuală, de serie, de masă.
În cazul producţiei individuale, se execută un număr relativ redus de piese, cu o
diversitate foarte mare. Fabricaţia este, în general eterogenă, din care motiv utilajele şi
dispozitivele folosite au un caracter ridicat de universalitate. Amplasarea utilajelor în secţie
se face în acest caz pe grupe de maşini-unelte: strunguri, freze, maşini de găurit etc.
productivitatea muncii este redusă, iar muncitorii folosiţi trebuie să aibă o calificare
superioară, pentru a putea executa diferite tipuri de lucrări. De obicei, proiectarea proceselor
tehnologice de prelucrare nu se elaborează amănunţit, ci se întocmesc după procesele unor
lucrări similare folosindu-se fişe tehnologice.
Costul fabricaţiei produselor este relativ mare datorită productivităţii scăzute şi
costului ridicat al manoperei. În aceste cazuri nu se poate preciza exact ciclul de fabricaţie al
produsului.
Producţia de serie se caracterizează prin executarea pieselor pe loturi, care se
repetă cu regularitate după un anumit interval de timp. Diversitatea produselor este redusă şi
este formată din piese asemănătoare. Caracterul utilajelor folosite variază între universal şi
specializat, dependent şi de design-ul produselor şi mărimea loturilor. Amplasarea utilajelor
se face pe tipuri de maşini-unelte, pe grupe de piese sau după metoda combinată.
Productivitatea prelucrării este mai ridicată decât la producţia individuală.
Calificarea muncitorilor este mai redusă, tinzând către o anumită specializare, procesul
tehnologic de prelucrare se întocmeşte şi se execută pe loturi de piese. Economicitatea
fabricaţiei este mai mare în comparaţie cu producţia individuală.
Producţia de masă este aceea la care la fiecare loc de muncă se execută
întotdeauna aceleaşi operaţii sau faze. Diversitatea fabricaţiei este foarte redusă, aceasta
menţinându-se uneori timp îndelungat la un singur produs. Producţia de masă se
caracterizează prin continuitate, dată de ritmul sau tactul fabricaţiei, acesta reprezentând
intervalul de timp necesar în procesul de lucru pentru realizarea unui produs şi se determină
cu relaţia:
(1.2.)
în care R este ritmul de producţie (fabricaţie) în minute; Fa- fondul anual de timp al maşinii-
unelte, în minute; N - programul anual de fabricaţie, în buc; - coeficientul de încărcare a
maşinii-unelte (0,94 … 0,95).
11
Managementul fabricatiei produselor
La fiecare operaţie sau fază timpul de prelucrare trebuie să fie aproximativ acelaşi sau
un multiplu al ritmului de producţie.
Diferenţierea şi specializarea la maximum a operaţiilor permite folosirea unor
muncitori cu calificare redusă. Utilajul folosit este specializat, iar cheltuielile de investiţii,
impuse de organizarea producţiei, nu influenţează decât foarte puţin costul fabricaţiei,
deoarece acestea se împart la un număr relativ ridicat de produse executate.
Procesele tehnologice se elaborează detaliat pe operaţii, faze şi mânuiri.
După metoda de organizare a producţiei (fabricate) se deosebesc: producţia fără
flux şi producţia în flux.
Producţia fără flux este metoda de lucru la care piesele se fabrică pe loturi pentru
fiecare operaţie tehnologică, iar utilajele sunt, de regulă, amplasate pe grupe de maşini-unelte
de acelaşi tip.
Producţia în flux, se caracterizează faptul că operaţiile tehnologice de prelucrare se
execută la anumite locuri de muncă într-o ordine optimă stabilită logic sau prin calcul de
proiectare, piesele trecând de la o operaţie la alta imediat după execuţie cu ajutorul unor
echipamente speciale de transport.
M1.U1.5. Elemente generale ale managementului sistemelor tehnologice de
fabricaţie
Managementul derivă ca noţiune de la latinescul „manus” (mână) reprezentând ca
expresie „manevrare”, „conducere”, a unui produs.
La modul mai general, acesta se referă la studierea relaţiilor în cadrul desfăşurării unui
proces, în vederea descoperirii legităţilor şi principiilor de guvernare, a conceperii de noi
sisteme, metode, tehnici şi modalităţi de conducere sau comandă numerică, adaptiva ,capabile
să asigure optimul desfăşurării unei activităţi.
Managementul sistemelor de fabricaţie poate fi abordat atât:
- în faza de proiectare a proceselor tehnologice, cât şi
- în faza de funcţionare (conducere operativă).
Desigur, eficienţa în timpul desfăşurării unui proces depinde de parametrii stabiliţi în
faza de proiectare şi implementare şi de variaţia controlată sau nu a acestora, prin procesul de
optimizare a desfăşurării acestuia.
Cercetările din ultimul timp se bazează în optimizarea şi eficientizarea proceselor, pe
multidimensionalitatea informatică, iar modul în care o cunoşti, administrezi şi o foloseşti
hotăraşte dacă învingi sau pierzi pe piaţa mondială puternic concurenţială (Bill Gates, în
lucrarea: Gates, B. – Afaceri cu viteza gândului. Editura Almatea, Bucureşti, 2002, ISBN 973-
9397-13-1).
Rezultă din aceste considerente următoarele concluzii mai importante:
12
Managementul fabricatiei produselor
- optimizarea sistemului tehnologic presupune în primul rând şi o optimizare a
managementului acestuia;
- tehnologia moderna nu reprezintă prin ea însăşi cheia tuturor performanţelor şi
eficienţei. Investiţia în formarea resurselor umane este la fel de importantă, prin pregătirea de
specialitate cu elemente ştiinţifice de bază pentru conducerea optimă a unui proces;
- flexibilitatea sistemelor tehnologice de fabricaţie, presupune nu numai echipamente
flexibile ci şi o organizare şi conducere flexibilă (managementul flexibil);
- sistemele de producţie trebuie privite ca sisteme dinamice ,care „învaţă” într-o lume
în care lucrurile se mişcă atât de repede, încât cineva care spune că un lucru nu poate fi făcut,
este întrerupt de altcineva care face deja lucrul respectiv;
- matematica oferă o serie de tehnici şi metode care se pot folosi pentru optimizarea
funcţionării sistemelor tehnologice, în condiţiile de flexibilitate crescândă impuse acestora
atât în faza de proiectare cât şi de exploatare (conducere).
M1.U1.6. Semifabricate folosite în fabricaţia de maşini şi aparate precum şi
caracterizarea tehnologică a acestora
Procesul tehnologic de prelucrare mecanică a pieselor este influenţat din punct de
vedere al performanţelor tehnico-economice în mare măsură de tipul semifabricatelor
adoptate pentru executarea pieselor.
Structura proceselor tehnologice de prelucrare şi deci volumul de muncă necesar
pentru obţinerea aceleiaşi piese din semifabricate diferite, poate fi complet deosebită.
Deoarece costul total de fabricaţie reprezintă suma costului semifabricatelor şi al prelucrărilor
mecanice, respectiv al asamblării sau montajului, problema optimizării proceselor de
fabricaţie trebuie tratată în mod complex, examinând procesul de prelucrare în corelaţie cu cel
de obţinere a semifabricatelor.
La alegerea semifabricatului trebuie să se ţină seama de:
- forma, dimensiunile şi masa piesei;
- destinaţia piesei, materialul şi condiţiile de funcţionare;
- volumul producţiei;
- existenţa utilajelor pentru producerea semifabricatului.
Alegerea semifabricatului se face pe baza următoarelor recomandări generale:
Să se utilizeze un semifabricat cu adaosuri de prelucrare mici şi cu design cât mai
aproape de forma, dimensiunile şi rugozitatea suprafeţei piesei finite, pentru a se reduce
cât mai mult consumul de metal şi volumul de muncă pentru prelucrarea mecanică;
Piesele cu formă complexă, care nu sunt supuse unor sarcini cu şoc, sau la solicitări
mari, se execută, de regulă, din semifabricate din fontă cenuşie;
Piesele cu configuraţie complexă, care lucrează în condiţii grele şi suportă sarcini mari,
se execută din semifabricate turnate din oţel. Piesele din oţel cu forme complexe şi de
13
Managementul fabricatiei produselor
dimensiuni mici se recomandă a fi turnate cu modele fuzibile (avantajul procedeului constând
în reducerea adaosurilor de prelucrare mecanică, însă necesită echipamente scumpe).
Piesele care nu au o configuraţie complicată, se recomandă a se executa din
semifabricate forjate sau matriţate; cele matriţate se folosesc de obicei la producţia de serie
şi de masă;
Piesele cu formă complexă din aliaje neferoase, în producţia de masă se recomandă să
se toarne în forme metalice sau sub presiune;
Piesele de dimensiuni relativ mici, care nu prezintă diferenţe mari între secţiunile
transversale, se pot executa din bare laminate.
Pentru a alege în mod corect şi eficient semifabricatul pentru o piesă concretă, dintr-un
material şi cu condiţii tehnice date, este necesară cunoaşterea posibilităţilor tehnologice ale
procedeelor şi metodelor de realizare a semifabricatelor, ce forme geometrice se pot realiza,
între ce limite de dimensiuni şi mase, ce precizie dimensional-geometrică şi rugozitate
asigură, compararea tehnico-economică a acestora pentru diverse cazuri concrete.
Semifabricate turnate
Există mai multe procedee de turnare:
a) Turnarea în forme de nisip se utilizează pentru turnarea pieselor din materiale
diferite: fontă, oţel sau chiar neferoase, folosind modele din lemn sau metalice. Rugozitatea
suprafeţelor pieselor turnate, depinde de materialul de formare, fiind în general peste Ra= 50 ÷100μm.
Grosimea minimă a pereţilor semifabricatului turnat depinde de materialul piesei şi
dimensiunile de gabarit. Pentru piese din fontă cu dimensiuni de gabarit până la 250 mm,
gmin= 3 … 5 mm; pentru piese din oţel gmin= 5 … 8 mm.
Diametrele minime ale găurilor (alezajelor) obţinute la turnare sunt de la 20 - 50 mm.
b) Turnarea în forme metalice se foloseşte atât pentru materiale feroase cât şi
neferoase, cu observaţia că la cele feroase (fontă, oţel) datorită temperaturii înalte a metalului
lichid, durabilitatea formelor este cam de 10 ori mai mică decât la turnarea materialelor
neferoase (unde se pot realiza cu aceeaşi formă 30.000 … 50.000 turnări).
Productivitatea în acest caz este de 2 … 3 ori mai mare comparativ cu turnarea în
forme de nisip, şi totodată se îmbunătăţeşte calitatea şi precizia suprafeţelor semifabricatului.
Grosimea minimă a pereţilor obţinuţi este de 3 … 6 mm. Procedeul este economic
aproximativ pentru cel puţin 500 semifabricate de dimensiuni şi mase relativ mici şi circa
100 la semifabricate mari.
c) Turnarea centrifugală se utilizează pentru obţinerea semifabricatelor care au
forma unor corpuri de revoluţie de tip alezaj, cavitatea interioară obţinându-se fără folosirea
miezurilor de turnare; prin acest procedeu se toarnă cămăşi de cilindru, semifabricate tubulare
pentru segmenţi, bucşe, ţevi, etc.
Turnarea centrifugală asigură mărirea gradului de compactitate al materialului, o înaltă
productivitate şi eliminarea materialelor de formare.
14
Managementul fabricatiei produselor
Se pot obţine prin acest procedeu şi semifabricate bimetalice, atât prin turnarea metalului
lichid pe o suprafaţă metalică solidificată, cât şi prin turnarea succesivă a metalelor lichide.
Precizia semifabricatelor turnate din oţel şi fontă este în intervalul de trepte 8 … 9
(ISO), iar Ra= 100μm.
d) Turnarea în modele uşor fuzibile (modele care se topesc uşor)se foloseşte
pentru obţinerea semifabricatelor cu forme apropiate de cele ale piesei finite. Volumul
prelucrărilor mecanice se reduce cu până la 90%,sau chiar se exclude; se pot turna
semifabricate cu masa între 1 … 50 kg, grosimea minimă a pereţilor fiind de 0,15 mm, diametrul
minim al găurilor (alezajelor) 0,8 mm. Precizia de turnare a suprafeţelor este cuprinsă între 6 - 7
(ISO) iar Ra = 12,5 … 25 μm.
e) Turnarea sub presiune se foloseşte pentru obţinerea pieselor complexe cu pereţi
subţiri, cu cavităţi şi cu intersectări de pereţi.
Procedeul se utilizează pentru turnarea aliajelor de zinc, magneziu, aluminiu şi cupru
(cu temperaturi de topire sub 10000C). Semifabricatul se caracterizează printr-o precizie
ridicată a dimensiunilor (abateri de 0,02 - 0,04 mm), rugozităţi Ra= 0,8 … 6,3 μm., grosimea
pereţilor aproximativ de 1 mm (pentru alezaje de aluminiu).
Semifabricatele turnate sub presiune nu mai necesită decât prelucrări de netezire a
suprafeţelor plane şi a alezajelor, precum şi burghierea găurilor cu diametre sub 2 mm şi
lungime relativ mare. Acest procedeu conduce la micşorarea volumului de prelucrări
mecanice cu aproximativ 80 - 85%. Semifabricatele au o structură cu granulaţie fină, mărind
rezistenţa pieselor cu 25 - 40% în comparaţie cu semifabricatele turnate în forme de nisip.
Masa semifabricatelor este de până la 2 kg.
f) Turnarea în forme coji. Metoda se bazează pe proprietatea unor amestecuri de
nisip şi răşini termoreactive de a lua forma unui model mecanic încălzit şi de a se obţine un
înveliş relativ subţire (5… 8 mm). Se toarnă piese mici şi mijlocii, cu forme complexe din
fontă, oţel, neferoase, cu masa până la 25 - 30 kg.
Precizia dimensională este între 7 - 9 (ISO), Ra= 12,5 … 25 μm., grosimea pereţilor 3
… 5 mm pentru piese din oţel şi 1 … 1,5 mm pentru aliaje de Al.
Semifabricate forjate liber şi matriţate
a) Semifabricate forjate liber. Această metodă de obţinere a semifabricatelor se
foloseşte pentru producţia individuală şi de serie mică, semifabricatele obţinându-se prin
deformări succesive cu ajutorul unor ciocane instalate pe prese. Semifabricatele se realizează,
de obicei la o formă simplificată faţă de forma piesei finite, mecanice sau hidraulice, fiind
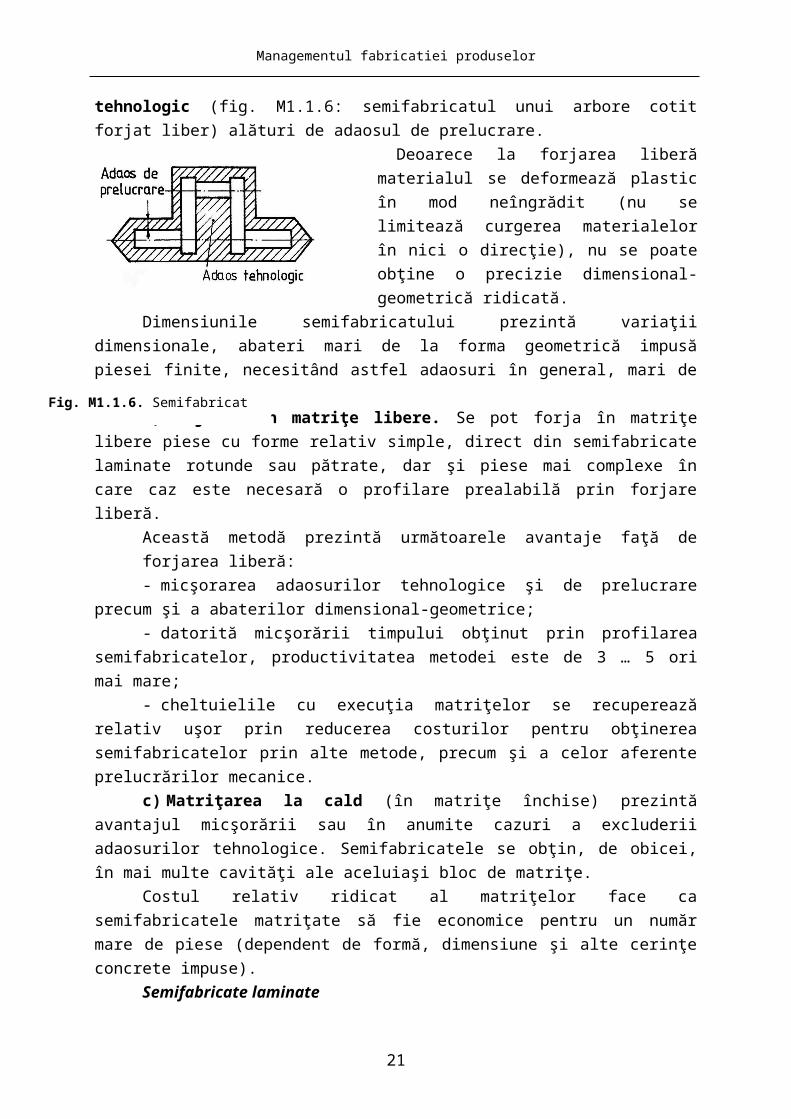
prevăzute cu un plus de material numit adaos tehnologic (fig. M1.1.6: semifabricatul unui
arbore cotit forjat liber) alături de adaosul de prelucrare.
Deoarece la forjarea liberă materialul se
deformează plastic în mod neîngrădit (nu se
limitează curgerea materialelor în nici o direcţie),
15
Managementul fabricatiei produselor
nu se poate obţine o precizie dimensional-
geometrică ridicată.
Dimensiunile semifabricatului prezintă variaţii dimensionale, abateri mari de la forma
geometrică impusă piesei finite, necesitând astfel adaosuri în general, mari de prelucrare.
b) Forjarea în matriţe libere. Se pot forja în matriţe libere piese cu forme relativ
simple, direct din semifabricate laminate rotunde sau pătrate, dar şi piese mai complexe în
care caz este necesară o profilare prealabilă prin forjare liberă.
Această metodă prezintă următoarele avantaje faţă de forjarea liberă:
- micşorarea adaosurilor tehnologice şi de prelucrare precum şi a abaterilor
dimensional-geometrice;
- datorită micşorării timpului obţinut prin profilarea semifabricatelor, productivitatea
metodei este de 3 … 5 ori mai mare;
- cheltuielile cu execuţia matriţelor se recuperează relativ uşor prin reducerea
costurilor pentru obţinerea semifabricatelor prin alte metode, precum şi a celor aferente
prelucrărilor mecanice.
c) Matriţarea la cald (în matriţe închise) prezintă avantajul micşorării sau în
anumite cazuri a excluderii adaosurilor tehnologice. Semifabricatele se obţin, de obicei, în
mai multe cavităţi ale aceluiaşi bloc de matriţe.
Costul relativ ridicat al matriţelor face ca semifabricatele matriţate să fie economice
pentru un număr mare de piese (dependent de formă, dimensiune şi alte cerinţe concrete
impuse).
Semifabricate laminate
În construcţia de maşini se folosesc semifabricate laminate sub formă de bare
laminate la cald, bare trase la rece (calibrate), profile, benzi, etc.
Acestea se utilizează pentru piese care au secţiunea şi profilul apropiate de cele ale
semifabricatelor, când piesele nu prezintă diferenţe mari între secţiunile transversale pentru a
nu se pierde cantităţi importante de metal prin prelucrare mecanică. Piesele executate din
laminate, cu excepţia arborilor, au dimensiuni relativ mici. Din bare rotunde se execută arbori
netezi, în trepte (cu diferenţa diametrelor mai mică de 30 … 40 mm) axe, şuruburi, bolţuri,
etc.
Semifabricate matriţate şi ştanţate la rece
Din această categorie fac parte semifabricatele şi piesele obţinute prin operaţii de
prelucrare a tablelor sau benzilor, precum şi prin cele de deformare la rece în volum a
materialului iniţial aflat sub formă de bare. O particularitate caracteristică a procedeelor de
matriţare şi ştanţare la rece, este că se pot obţine semifabricate sau piese finite cu precizie
ridicată, care în majoritatea cazurilor nu mai necesită prelucrări ulterioare prin aşchiere.
Deoarece dezvoltarea actuală a acestor procedee prezintă tendinţa de a se merge pe calea
identităţii formei, dimensiunilor şi toleranţelor reperului ştanţat sau matriţat la rece cu cele
16
Fig. M1.1.6. Semifabricat forjat liber
Managementul fabricatiei produselor
prevăzute în desenele de execuţie pentru piesa finită, se poate aprecia că aceste procedee
devin într-o măsură tot mai mare, procese de obţinere de piese finite şi mai puţin de
semifabricate.
Avantajele matriţării şi ştanţării la rece faţă de alte procedee de prelucrare mecanice
sau electrice sunt următoarele:
- posibilitatea obţinerii unor piese cu forme foarte complicate, cu gabarit mare şi greutate
mică;
- executarea pieselor interschimbabile, cu precizie suficient de ridicată a dimensiunilor;
- utilizarea economică a materialului, obţinându-se deşeuri care de multe ori pot
constitui semifabricate pentru alte piese;
- productivitate ridicată a utilajelor de presare.
Principalele procedee de obţinere a semifabricatelor în acest caz sunt: tăierea, îndoirea,
ambutisarea, formarea prin presare (refularea).
Unul din procedeele cele mai productive de matriţare la rece este refularea, aceasta
realizându-se prin deplasarea locală a metalului, în vederea creşterii parţiale sau totale a
secţiunii transversale, de regulă, în scopul umplerii cavităţii unei matriţe.
Precizia dimensională la refularea la rece cu calibrare poate ajunge la abateri de 0,03
… 0,04 mm, iar Ra = 1,6 … 3,2 μm.
Semifabricate combinate
Acestea sunt realizate, de regulă din mai multe elemente turnate sau matriţate, cu
forme simple, îmbinate între ele prin sudare.
Principalul avantaj al acestor semifabricate constă în simplificarea considerabilă a
tehnologiei de obţinere a semifabricatului întreg. Alte avantaje mai importante ale acestor
tipuri de semifabricate sunt următoarele:
- nu mai sunt necesare modele complexe şi scumpe pentru formare la turnare;
- se pot obţine forme constructive complet închise sau cu pereţi şi nervuri foarte
subţiri;
- de cele mai multe ori se micşorează volumul de prelucrări mecanice prin aşchiere;
- se reduce substanţial ciclul de fabricaţie al pieselor.
Măsuri de management tehnologic în proiectarea şi alegerea semifabricatelor
pieselor în construcţia de maşini [14], [15], [16].
Pe baza celor prezentate se impun următoarele recomandări care privesc
eficientizarea managementului tehnologic al fabricaţiei:
- forma constructivă a produselor (funcţie de care se adoptă şi semifabricatul) să
asigure accesibilitatea uşoară a sculelor de lucru la suprafaţa de prelucrat;
- având în vedere că formele complexe, impun prelucrări multiple de degroşare şi
finisare (eventual şi de netezire), forma constructivă şi dimensiunile produselor,
17
Managementul fabricatiei produselor
influenţează, uneori, în mod hotărâtor şi prelucrabilitatea materialului adoptat ca
semifabricat.
În proiectarea constructivă şi tehnologică a produselor, trebuie să se ţină seama de
prelucrabilitatea materialului deoarece acesta influenţează: consumul de manoperă, de scule,
de energie, precizia de prelucrare şi productivitatea.
În acest sens, factorii ce influenţează prelucrabilitatea semifabricatelor sunt:
- compoziţia chimică a materialului;
- procedeul de elaborare a semifabricatului;
- materialul şi geometria sculelor de lucru;
- regimul de aşchiere;
- natura prelucrării (degroşare, finisare);
- procedeul de prelucrare (aşchiere, deformare plastică, procedee neconvenţionale).
Productivitatea şi costurile de fabricaţie ale produselor sunt influenţate în mod
semnificativ şi de gradul de tehnologicitate al acestora.
TEHNOLOGICITATEA unui produs reprezintă însuşirea formei constructive prin
care aceasta îndeplinind rolul funcţional în cadrul unui ansamblu, se poate executa la volumul
de producţie stabilit, cu un consum de materiale şi manoperă minime şi cu cheltuieli cât mai
scăzute.
Pentru a evidenţia importanţa pe care o are realizarea concordanţei formei constructive
a pieselor cu particularităţile procedeelor tehnologice de execuţie a acestora, se prezintă în
continuare câteva cerinţe tehnologice de proiectare a semifabricatelor.
Tehnologicitatea semifabricatelor turnate este influenţată de o serie de măsuri
de management tehnologic dintre care enumerăm următoarele mai importante:
- Pentru a evita apariţia sulfurilor şi zonelor poroase care scad rezistenţa materialului,
forma constructivă a semifabricatului trebuie să prezinte suprafeţe înclinate, care să permită
ca bulele de aer şi impurităţile să se ridice în maselotă;
- Forma constructivă să fie constituită din elemente cu forme geometrice cât mai
simple şi avantajoase pentru executarea modelelor de formarea miezurilor, a formei de
turnare, curăţirii semifabricatului, etc., care conduc la micşorarea volumului de muncă pentru
obţinerea semifabricatului turnat ;
- Forma constructivă a semifabricatelor turnate să asigure cerinţele de rezistenţă
mecanică şi să împiedice apariţia de defecte de turnare;
În acest sens se impun grosimi minime ale pereţilor semifabricatului turnate pentru
diferite materiale şi procedee de turnare.
Dacă grosimile sunt mai mici decât cele recomandate, se înrăutăţesc condiţiile de
umplere a formei şi pot apărea fisuri în semifabricat.
18
Managementul fabricatiei produselor
- Dacă grosimile pereţilor sunt prea mari, este posibilă scăderea rezistenţei datorită
neuniformităţii structurii materialului sau defectelor de turnare ce pot apărea la zonele de
trecere de la secţiuni subţiri la cele groase;
- Pentru creşterea rigidităţii construcţiei piesei se recomandă prevederea unor nervuri,
sau raze de racordare la trecerea de la o secţiune la alta.
Tehnologicitatea semifabricatelor forjate şi matriţate este influenţată de
următoarele măsuri de management tehnologic în proiectarea constructivă:
- Suprafaţa de separaţie la semifabricatele matriţate trebuie să permită matriţarea
uşoară şi productivă, reducerea la minimum a deşeurilor de metal, scoaterea uşoară a
semifabricatului din matriţă, debavurarea simplă şi prelucrarea eficienta prin aşchiere; în acest
sens, se recomandă ca suprafaţa de separaţie să fie plană şi dispusă în planul de simetrie al
semifabricatului;
- Pereţii subţiri, nervurile, trebuie evitate în proiectarea constructivă, deoarece
impiedică repartiţia uniformă a metalului în timpul matriţării şi umplerea incompletă a
cavităţii matriţei;
- Semifabricatele matriţate, trebuie să aibă o formă mult mai simplă decât cele turnate
(mai ales la serie mică);
- Pentru forme complexe obţinute prin matriţare, este recomandat ca acestea să se
divizeze individual în forme mai simple uşor de matriţat şi apoi îmbinate prin sudare;
- Formele constructive să fie, pe cât posibil simetrice pentru a fi obţinute cu aceeaşi
matriţă şi să se poată prelucra prin aşchiere sau alte procedee cu acelaşi echipament
tehnologic (maşini-unelte, dispozitive, scule, verificatoare).
Tehnologicitatea semifabricatelor sudate este influenţată de o serie de factori
constructivi, tehnologici şi de exploatare.
O metodă indirectă de apreciere a sudabilităţii unui material aliat sau nu, este
conţinutul de carbon echivalent (Cε %), care e definit (STAS 7194), ca procentul de carbon
al unui oţel nealiat care asigură aceeaşi sudabilitate ca şi a unuia aliat.
Relaţia de calcul a carbonului echivalent este:
(1.3.)
Se consideră o sudabilitate bună dacă Cε ≤ 0,45%, iar dacă Cε > 0,45% se recomandă
măsuri speciale, precum:
- preîncălzirea pieselor;
- folosirea unui material de adaos şi a unor procedee de sudare adecvate.
Din punct de vedere al managementului tehnologic al proiectării şi realizării
semifabricatelor sudate se recomandă:
- utilizarea unor oţeluri sudabile cu tenacitate ridicată;
- amplasarea îmbinărilor sudate în afara zonelor de solicitare maximă;
- evitarea intersectării cusăturilor;
19
Managementul fabricatiei produselor
- în cazul sudării unor subansambluri sau ansambluri se va alege o ordine optimă de
sudare, astfel încât deformaţiile termice şi tensiunile remanente să fie minime;
- evitarea îmbinărilor între piese cu diferenţe mari de secţiune;
- la îmbinarea a două piese cu raportul secţiunilor S2/S1 ≥ 1,25 se va recurge la
subţierea piesei cu secţiunea mai mare.
În concluzie, este importantă forma constructivă a semifabricatului, atât pentru
obţinerea acestuia în condiţii de economicitate maximă, dar şi pentru faptul că aceasta
influenţează hotărâtor asupra performanţelor tehnico – economice ale procedeelor şi
metodelor de prelucrare până la obţinerea produsului finit.
Tehnologicitatea pieselor la prelucrarea prin aşchiere
Forma constructivă a piesei , în general, limitează posibilitatea folosirii anumitor
procedee de prelucrare din punct de vedere al productivităţii şi costului.
Din acest punct de vedere se impun anumite măsuri dintre care evidenţiem:
- forma constructivă să asigure accesibilitatea uşoară a sculelor aşchietoare la
suprafaţa de prelucrat;
- normalizarea dimensiunilor alezajelor, pe cât posibil pentru a folosi sculele
standardizate (mai ieftine, decât cele speciale) sau a unui număr minim de scule speciale (spre
exemplu, broşele, scule care costă, în general mult);
- având în vedere că formele complexe, impun prelucrări multiple de degroşare şi
finisare (eventual şi netezire), prin strunjire, frezare, găurire, rectificare, superfinisare, etc.,
forma constructivă influenţează, uneori în mod hotărâtor şi prelucrabilitatea materialului
adoptat ca semifabricat.
Prelucrabilitatea este proprietatea unui material de a putea fi prelucrat prin diverse
operaţii mecanice, până la obţinerea produsului finit, cu un consum de energie cât mai mică,
în condiţii de productivitate maximă.
Prelucrabilitatea este dependentă de: proprietăţile fizice şi tehnologice ale
materialului de prelucrat şi de anumite caracteristici ale sculei aşchietoare (material,
geometrie, etc.).
Această caracteristică trebuie analizată atât în faza de proiectare cât şi de fabricare a
produsului.
În proiectare, în funcţie de rolul funcţional, se vor adopta pe cât posibil materialul
pieselor componente ale produsului cu o prelucrabilitate cât mai bună pentru toate operaţiile
ce trebuie aplicate până la obţinerea elementelor finite.
În anumite cazuri, însă, când condiţiile de funcţionare sunt speciale şi anume:
funcţionarea în medii nocive, corozive sau la temperaturi ridicate, se impune utilizarea unor
materiale cu caracteristici fizico-chimice şi mecanice speciale, în general, greu prelucrabile
prin aşchiere (de exemplu: oţelurile inoxidabile, refractare, manganoase, aliate cu titan, etc.).
20
Managementul fabricatiei produselor
La proiectarea tehnologiei de prelucrare a pieselor, trebuie să se ţină seama de
prelucrabilitatea materialelor, deoarece aceasta influenţează: consumul de manoperă, de scule,
de energie, calitatea suprafeţelor, productivitatea.
Pentru îmbunătăţirea prelucrabilităţii materialelor, se recomandă anumite măsuri:
- aplicarea unor tratamente primare (detensionare) sau intermediare (recoacerea, după
ambutisare, spre exemplu);
- optimizarea regimurilor de aşchiere după criterii multiple (precizie, cost, consum
energetic, formarea aşchiilor, etc.);
Prelucrabilitatea trebuie analizată şi în funcţie de (metoda de) tipul operaţiei de
prelucrare: strunjire, frezare, găurire, etc., de natura prelucrării: degroşare, finisare.
În general, prelucrabilitatea se apreciază folosindu-se o serie de indicatori:
- intensitatea uzurii sculei aşchietoare;
- valoarea vitezei de aşchiere corespunzătoare unei anumite durabilităţi a sculei;
- volumul specific de aşchiere îndepărtat în unitatea de timp;
- rugozitatea suprafeţei prelucrate;
- apăsarea (forţa) specifică de aşchiere;
- unghiul de forfecare în timpul prelucrării;
- forma aşchiei şi uşurinţa îndepărtării din zona de lucru (mai ales la prelucrarea pe
strunguri automate, la găurire adâncă, filetarea găurilor nestrăpunse, etc.).
Unghiul de forfecare pentru ca lucrul mecanic de aşchiere să fie minim se calculează
cu relaţia:
(1.4.)
în care: γ este unghiul de degajare, iar ρ este unghiul de frecare de-a lungul liniei de contact
dintre sculă şi aşchie (dependent de condiţiile de lucru pentru diverse materiale şi se
determină experimental).
Factorii ce influenţează prelucrabilitatea materialelor sunt:
compoziţia chimică;
procedeul de elaborare;
materialul şi geometria sculei aşchietoare;
regimul de aşchiere;
natura prelucrării;
metode de prelucrare (aşchiere, deformare plastică, procedee
neconvenţionale).
M1.U1.7. Rezumat
Procesul tehnologic de prelucrare este parte componentă a celui de fabricaţie
şi se realizează în cadrul unui sistem tehnologic;
Structura procesului tehnologic (operaţiile şi fazele) este dependentă de
21
Managementul fabricatiei produselor
planul de producţie şi respectiv de tipul de producţie în care se încadrează;
În concordanţă cu planul şi tipul de producţie se adoptă semifabricatul care
influenţează în mod semnificativ performanţele procesului tehnologic.
M1.U1.8. Test de evaluare a cunoştinţelor
1. Definiţi sistemul tehnologic de prelucrarea mecanică prin aşchiere;
2. Precizaţi diferenţa dintre procesul tehnologic de prelucrare şi cel de fabricaţie;
3. Ce se înţelege prin operaţie de prelucrare mecanică prin aşchiere ?
4. Definiţi faza de prelucrare mecanică prin aşchiere;
5. Care sunt tipurile de producţie în funcţie de volumul de piese prelucrate în
construcţia de maşini?
6. Prezentaţi particularităţile tehnice şi economice ale producţiei de serie şi individuală.
7. Ce reprezintă ritmul sau tactul de fabricaţie şi ce parametri îl definesc ?
8. Precizaţi tipurile de semifabricate utilizate în construcţia de maşini.
9. Care sunt factorii care influenţează alegerea semifabricatelor?
10. Definiţi noţiunea de tehnologicitate a unui produs.
11. Precizaţi cele mai importante măsuri de management tehnologic pentru
eficientizarea tehnologicităţii semifabricatelor turnate, matriţate şi sudate.
12. Care sunt factorii care influenţează prelucrabilitatea prin aşchiere a materialelor.
22














