Tehnica de Injectie

of 9
-
Upload
marinescu-radu -
Category
Documents
-
view
212 -
download
0
Transcript of Tehnica de Injectie
-
8/12/2019 Tehnica de Injectie
1/9
46.2 INJECTION MOLDING
Basic process - Heat a thermoplastic material until it melts. Force it into a hollow
(cooled) cavity under pressure to fill the mold. When cool remove the finished part.
Typical materials are,
. - nylon
!. - styrene". - ethylene
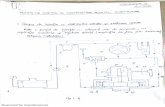
# typical in$ection mouldin% machine is seen &elow with the covers removed. 'lasticpellets are poured in the hopper, and finished parts emer%e from the dies.
n$ection system,
. - a material hopper acts as an input &uffer
!. - a heated cham&er melts the material". - an in$ector forces the now viscous fluid into the mold
'revious mechanisms used an in$ection plun%er.
urrent mechanisms use a reciprocatin% screw,
. - &asically the screw e*tends from the hopper to the in$ection
cham&er.!. - alon% the len%th of the screw cham&er, heater &ands are used to
melt the plastic.
". - as the screw turns, it moves raw solid plastic from the hopper, to
the in$ection cham&er. The &uildup of pressure in the in$ectioncham&er forces the screw &ac+ until enou%h for a shot has
accumulated.. - the screw is forced forward to in$ect the plastic into the mold.
.
-
8/12/2019 Tehnica de Injectie
2/9
. - there is a contri&ution to meltin% &y pressure that allows the
temperature of the heatin% &ands to &e lower.
!. - the purpose of the screw is to %enerate a homo%enous melt with
little orientation in flow direction.
Typical ones can &e identified on the screw,
. - feed - a screw with lar%e cavities to carry more material.!. - compression - the depths of the screw thread reduce, leadin% to
elevated pressures, and pressure induced meltin%.
". - meterin% - small and uniform threads to provide controlled/uantities. This also serves as a final mi*in% sta%e.
0crews are often low1medium1hi%h compression ratio as a result of the chan%e of screw
volume from the feed to the meterin% sta%es - screw selection will vary &etweenmaterials, &ut a low compression ration screw will ensure %ood meltin% in most cases.
0crews are nitride treated to improve tool life. 0crews mi%ht also &e made sli%htlysmaller to compensate for thermal e*pansion when heated.
0crews are often driven &y electric or hydraulic motors.
The heat capacity and meltin% point temperatures of various materials determine the
ener%y re/uired to melt the plastic and the ener%y to &e removed for solidification (andfor e$ection).
-
8/12/2019 Tehnica de Injectie
3/9
The volume of the in$ection cham&er determines the ma*imum mold cavity sie. The
volume provided is often for polystyrene. When usin% other materials the volume can
&e corrected usin% the followin% formula. For e*ample a 2 o. shot,
The mold is held closed with a certain clamp tonna%e.
#s cycle times decrease, the plastic melt &ecomes less consistent.
3ach heatin% one uses electrical heatin% &ands with thermocouples, or pyrometers tocontrol the temperature.
When in$ectin%, the mold is moved then clamped shut. The mold halves aremounted1clamped1screwed on two platens, one fi*ed, one movin%. The stationary
platen has a locatin% rin% to allow positionin% on the mold half over the in$ectionnole. The movin% half has e$ector pins to +noc+ out the finished part. 4ar%er plates
are found on lar%er in$ection moldin% machines.
n$ection moldin% machines pressure is calculated as in$ection pressure over an area in
the mold. onsider the case where a mold with a 2 s/uare inch mold is &ein% filled ina !22 ton machine.
The platens are actuated &y hydraulic driven mechanisms. These are slow, &ut can e*ert
%reat forces. n li%hter presses other mechanisms can &e used.
-
8/12/2019 Tehnica de Injectie
4/9
46.2.1 Hydraulic Pumps/ys!"ms
# %eared hydraulic pump is pictured &elow. 5ther types use vanes and pistons.
-
8/12/2019 Tehnica de Injectie
5/9
Hydraulic systems use pumps to cause fluid flow. 6esistance to that flow will allow
pressure to &uild up. This fluid is directed throu%h a systems with,. - oil filters to clean
!. - heat e*chan%ers to cool oil
". - %a%es to monitor pressure
. - relief valves to release fluid when a ma*imum pressure is passed. - a reservoir to collect uncompressed fluid
7. - chec+ and flow valves
The hydraulic system drives pistons and other hydraulic actuators.
46.2.2 M#lds
n$ection molds are mainly made of steels and alloys steels. # simple mold is shown
&elow.
-
8/12/2019 Tehnica de Injectie
6/9
. 4ocatin% rin% - %uides the in$ection nole into the mold.
!. 0prue Bushin% - where the in$ected material enters the moldcavities.
". lamp front plate - 0ecures the front cavity, locatin% rin%, and
other components to the stationary platen.. Front cavity - holds half of the ne%ative of the shape to &e molded.
8uide pin holes are put in this plate.
. 6ear cavity - the matin% half for the front cavity that completes thene%ative of the final part. 8uide pins are mounted on this to ensure
correctly ali%ned cavities.
7. 0pacer Bloc+s16ails - used to separate the rear cavity from the rear
clamp plate.9. 3$ector housin% - contains the e$ector pins to +noc+ the parts out of
the mold and forces the cavity &ac+ when the mold is closed.
:. 6ear lamp 'late - 0upports the rear half of the mold on the
movin% platen, and provides ri%idity under moldin% pressures.
omponents to consider in mold desi%n,. - part desi%n
!. - material
". - machine used
Factors that are often altered in the desi%n are,
. - %atin%
!. - runners". - mold coolin%
. - e$ection
8atin% can &e done a num&er of ways
-
8/12/2019 Tehnica de Injectie
7/9
6unners carry the plastic to the in$ection %ates and are often considered disposa&le orreusa&le. Typical runner systems are,
. - cold runner
!. - hot runner". - insulated runner
oolin% systems allow rapid uniform coolin% to increase cycle times, and reduce scrap.Typical techni/ues are,
. - water lines
!. - &affles". - fountains. - thermal pins
3$ection systems will push the part out of the mold when it is opened.. - +noc+out pins
!. - &lades
". - stripper rin%s. - air
. - hard strippin%
46.2.$ Ma!"rials
;aterials often come as raw &eads. These can &e mi*ed, colored, have other materialsadded, or reused.
-
8/12/2019 Tehnica de Injectie
8/9
ommon materials are,
46.2.4 Gl#ssary
Barrel - the cylinder the in$ection screw sits in.
avity1mpression - The two or more hollow metal parts that contain the ne%ative of the
part.old Flow - material that is too cool when in$ected will %et a dull surface finish.
ore - a protrudin% (or male) mold component.
rain% - a fine mesh of crac+s.=e%atin% - separate parts from runners
=elamination - the surface peels off in layers
=owels18uidepins - used to mate mold cavities
=istortion - a warped moldin%
=well - a delay time after fillin% the mold3$ector 'ins - push the part out of the mold as it is opened
Feed - the volume of plastic in$ected into the mold as it is advancedFlash - a thin flat section that has >s/uirted> out of the mold
8assin% - trapped %as mar+s and &urns the mold
8ates - the entry port &etween the runners and the parts8ranules - the pellet form that raw plastic is delivered in.
8ranulation18rinder - will reduce parts to %ranules for reuse
nserts - parts placed in the mold &efore closure and in$ection. These &ecome anem&edded part of the final product
?ole - the plastic is e$ected throu%h the nole to the mold.
'olymers - The chemical cate%ory of plastics'owder - a finely %round material'reheatin% - plastic may &e heated &efore use to remove moisture contaminants
'ur%in% - a few pur%in% shots are made when chan%in% the material
6am - opens and closes the platens6e%rind - reclaimed plastic %ranules
6elease #%ent10pray - # spray, such as silicone, can &e sprayed into ti%ht molds to ease
part removal.6unners - connect the %ate to the sprue
0afety %ate - the %ate must close and shut the operator out for the press to close.
0hot - one in$ection of plastic
0hort shot - insufficient plastic is in$ected0hrin+a%e - reduction in sie as mold cools
0in+in% - 0urface deformation on parts.
0prue - e*cess plastic &etween the in$ector nole and the mold@ent - # small %ap that allows air to escape as it is displaced &y molten plastic
Warped - oolin% stresses cause a part to twist, or warp, to a new shape.
-
8/12/2019 Tehnica de Injectie
9/9