Sudarea Metalelor
7
Click here to load reader
-
Upload
lucian-gabriel-avramescu -
Category
Documents
-
view
21 -
download
3
description
Sudarea Metalelor
Transcript of Sudarea Metalelor

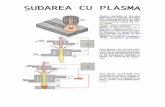
Sudarea
Sudarea este un procedeu tehnologic de imbinare nedemontabila a doua sau mai multe piese metalice in stare soida realizata prin actiunea fortelor de coeziune ce pot aparea intre atomii marginali apartinind pieselor de imbinat . Pentru obtinerea fortelor de coieziune care sa permita sudarea pieselor,este necesar un aport de energie din exterior( prin incalzire sau presare ) obtinut cu ajutorul instalatilor de sudare . Imbinarea pieselor prin sudare se poate realiza cu sau fara material de adaos. Sudabilitatea materialelor -reprezinta aptitudinea unui material ca printr-unanumit procedeu si pentru un anumit scop sa asigure ,in imbinarile sudate ,caracteristicile locale si generale prescrise pentru o constructie sudata .Ea poate fi apreciata prin complexitatea precautiunilor care sunt necesare la realizarea imbinarilor sudate . Conditi de sudabilitate
- comportarea la sudare cacterizeaza posibilitatea de a realiza printr-un procedeu oarecare ,imbinari sudate fara defecte ,cu caracteristici prevazute ,depinzind de proprietatile metalurgice ale metalului de baza si a acelui de adaos .- siguranta la sudabilitate indica insusirea materialului sudat de-a nu-si diminua
caracteristicile mecanice datorita tehnologiei de sudare aplicate, incit sa apara pericolul de rupere fragila .Rezulta ca siguranta la sudare este legata de capacitatea materialelor de a-si pastra proprietetile de plasticitate in urma procesului de sudare .
O buna sudabilitate presupune posibilitatea realizari de imbinari sudate fara fisuri sau alte defecte ,cu alungire specifica ridicata ,rezistenta mecanica si caracteristici tehnologice apropiate cu cele ale materialului de baza ,cu capacitatea de a-si pastra caracteristicile in tot timpul functionarii . - comportarea tehnologica se caracterizeaza prin caracteristicile mecanice si proprietatile tehnologice care se pot realiza prin metoda de sudare in conditiile de executie date. Sudabilitatea cea mai buna se obtine prin acea metoda de sudare la care cusutura a rezultat cu caracteristici mecanice si proprietati de plasticitate mai bune fara modificare a proprietatilor initiale exagerate. Asupra sudabilitatii influienteaza si alti factori tehnologici si anume :
- pozitia de sudare .- preincalzirea- metalul de adaos.
Clasificarea imbinarilor sudate Clsificarea imbinarilor obtinute prin topire se face dupa sectiunea transversala a cordonului de sudura .
- sectiune de tip pana ,- sectiune de tip echer ,

Dupa pozitiile principale ale cusuturii ,- cusuturi orizontale ,- cusuturi verticale ,- cusuturi de plafon .
Dupa clasa de executie ,- clasa de executie I, la constructi sudate deosebit de solicitate - clasa de executie II, pentru solicitari medii- clasa de executie III, pentru lucrari statice supuse la solicitari reduse
Dupa pozitia relativa a pieselor ce se ansambleaza imbinarile sudate pot fii :- cap in cap ,(cu cusutura directa si cu o eclisa )- suprapuse ,(cu cusutura de margine )
Dupa forma suprafetei exterioare a cordonului de sudura imbinarile sudate pot fii:- plane (cu suprafata exterioara plana ),- convexe(suprafata exterioara ingrosata),- concave (cu suprafata exterioara concava ,folosita la suduri de colt pentru
constructii supuse sarcinilor de oboseala).Dupa pozitia cordonului de sudura fata de directia sarcini imbinarile sudate pot fii:
- frontale - laterale - combinate
Dupa continuitate ,imbinarile sudate pot fii:- continuie- discontinui,putind fii dispuse fata in fata sau in zigzag.
Elementele componente ale unei suduri Imbinarile sudate se compun din metalul de baza si cusurtura .
Metalul de baza este metalul sau aliajul care se sudeaza .Metalul de adaos este metalul sau aliajul sub forma de verge ,sirma sau pulbere ,care se introduce suplimentar in zona de sudare ,in vederea umpleri spatiului dintre piese .

Cusutura rezultata prin solidificarea bai de metal topit care se formeaza intre marginile metalului de baza ,din metalul depus si metalul de baza .Rostul de sudura este spatiul format intre marginile piesei pregatite in vederea imbinari orin sudare .Formarea rostului este necesara din punct de vedere tehnologic, pentru a se putea realiza o patrundere corespunzatoare a procesului de sudare pe toata grosimea materialului .
Cusatura se compune din mai multe rinduri de sudura, fiecare rind fiind optinit in timpul unei treceri de-a lungul cusaturi . Pentru calitatea cusaturi prezinta un deosebit interes patrunderea sudurii ,care reprezinta adincimea de topire a metalului de baza .
Zona influientata termic este portiunea metalului de baza din apropierea cusaturi a carei proprietati s-au modificat in urma procesului de sudare .

Imbinarile sudate se clasifica in functie de pozitia reciproca a pieselor de imbinate .Formele si dimensiunile rosturilor sunt determinate de formele imbinarilor sudate .
a) Rosturile imbinarilor sudate cap in cap : rosturi in forma de I

rosturi in forma de Y rosturi in forma de V rosturi in forma de U
rosturi asimetrice rosturi simetrice
b) Rosturile imbinarilor sudate in colt(unghi reciproc de 900) L.c) Rostul imbinarilor sudate in T
Formele si dimensiunile rosturilor sunt standardizate in functie de procedeul de sudare si calitatea materialului de baza .
Dispozitivele utilizate pentru fabricarea constructiilor sudate se clasifica in functie de scopul lor si anume: - dispozitive de ansamblare - montare , care servesc la fixarea elementelor constructive in pozitie de sudare
- dispozitive de sudare ,care servescla realizarea cordonului de sudare in poziti cit mai avantaloase .
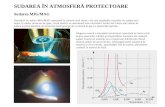
In functie de metoda de sudare aboptata la sudare si debitarea metalelor si aliajelor se folosesc o serie de utilaje . Astfel ,daca se considera doua grupe mari de metode de sudare ( sudare cu gaze si sudare electrica ) se folosesc urmatoarele utilaje principa:
- la sudarea cu gaze sunt necesare: recipiente cu oxigen prevazute cu reductoare de presiune , generatoare de acetilena, arzatoare, materiale de adaos.
- la sudarea electrica sunt necesare : utilaje pentru alimentarea cu curent electric, portelectrod,clesti, ciocane , dalti ,etc.
Avramescu Lucian Gabriel
Clasa a XII-a SD RP