Rezumatul tezei de doctorat - UTCluj · DE FIER OTEL PRELUCRARE LA CALD A FONTELOR SI OTELURILOR...
8
Rezumatul tezei de doctorat: STUDII ŞI CERCETĂRI PRIVIND REFABRICAREA ECHIPAMENTELOR TEHNOLOGICE Autor: ing., ec. Dinu DARABĂ, Conducător ştiinŃific: prof.univ.dr.ing. Eugen PAY dr.H.C. În producŃia de echipamente tehnologice, au apărut o serie de modificări determinate de schimbările apărute în domeniul tehnic, economic, ecologic şi social. Pe lângă cerinŃele legate de fiabilitate, precizie şi productivitate, echipamentelor tehnologice, le sunt impuse, cerinŃe legate de flexibilitate, reducerea costurilor de întreŃinere, protecŃia mediului, micşorarea costurilor de exploatare. Chiar dacă toŃi aceşti parametri, se încadrează între anumite limite acceptate, mărimea costurilor necesare realizării echipamentelor tehnologice, este de foarte multe ori definitorie. ObŃinerea unor echipamente tehnologice, cu cheltuieli care nu vor putea fi amortizate într-o perioadă rezonabilă, nu este justificată. În acest context, menŃinerea în exploatare a unor echipamente tehnologice, neeficiente din punct de vedere economic, chiar dacă perioada de amortizare nu este expirată, nu este obligatorie şi nici rentabilă, iar decizia de scoatere din exploatare, poate fi justificată şi prin avantajele obŃinute prin refabricarea acestora. Îmbinarea eficientă a avantajelor economice cu avantajele ecologice, este principala caracteristică a refabricării. În cazul refabricării echipamentelor tehnologice, dominante sunt avantajele economice care, reprezintă motorul dezvoltării acestei industrii. Refabricarea este activitatea care combină profitabilitatea şi beneficiile dezvoltării durabile, prin reducerea haldelor de steril şi a consumului de materiale virgine, energie şi muncă specializată utilizată. Implementarea responsabilităŃilor tot mai extinse ale producătorilor de echipamente tehnologice, coroborat cu noua legislaŃie de protecŃie a mediului, au determinat un număr tot mai mare de fabricanŃi să abordeze problema refabricării şi reciclării propriilor produsele. Deoarece integreză în mod profitabil deşeurile, înapoi în ciclul de fabricaŃie, refabricarea oferă producătorilor o metodă de evitare a unor cheltuieli cauzate de limitarea deşeurilor, concomitent cu creşterea profiturilor Recuperarea în limita posibilului, a valorii economice a echipamentelor tehnologice, la sfârşitul unui ciclu de exploatare, trebuie să reprezinte dezideratul comun al producătorului şi al beneficiarului utilajului respectiv. ApariŃia şi dezvoltarea industriei de refabricare, a fost şi este influenŃată atât de necesitatea reducerii costurilor de producŃie ale maşinilor şi utilajelor dar şi de interesul beneficiarilor de a le achiziŃiona la preŃuri cât mai mici, însă cu performanŃe tehnice de ultimă generaŃie. Abordarea conceptului de refabricare este impusă de importanŃa pe care o are această industrie, în contextul dezvoltării durabile a oricărui stat, cu efecte favorabile în plan tehnic, economic, social şi ecologic. Pe plan mondial tot mai multe companii sunt implicate în activitatea de preluare a echipamentelor tehnologice uzate în vederea reutilizării prin refabricare şi/sau
Transcript of Rezumatul tezei de doctorat - UTCluj · DE FIER OTEL PRELUCRARE LA CALD A FONTELOR SI OTELURILOR...

Rezumatul tezei de doctorat:
STUDII ŞI CERCETĂRI PRIVIND REFABRICAREA ECHIPAMENTELOR TEHNOLOGICE
Autor: ing., ec. Dinu DARABĂ, Conducător ştiinŃific : prof.univ.dr.ing. Eugen PAY dr.H.C.
În producŃia de echipamente tehnologice, au apărut o serie de modificări determinate de
schimbările apărute în domeniul tehnic, economic, ecologic şi social. Pe lângă cerinŃele legate de
fiabilitate, precizie şi productivitate, echipamentelor tehnologice, le sunt impuse, cerinŃe legate de
flexibilitate, reducerea costurilor de întreŃinere, protecŃia mediului, micşorarea costurilor de
exploatare. Chiar dacă toŃi aceşti parametri, se încadrează între anumite limite acceptate, mărimea
costurilor necesare realizării echipamentelor tehnologice, este de foarte multe ori definitorie.
ObŃinerea unor echipamente tehnologice, cu cheltuieli care nu vor putea fi amortizate într-o
perioadă rezonabilă, nu este justificată. În acest context, menŃinerea în exploatare a unor
echipamente tehnologice, neeficiente din punct de vedere economic, chiar dacă perioada de
amortizare nu este expirată, nu este obligatorie şi nici rentabilă, iar decizia de scoatere din
exploatare, poate fi justificată şi prin avantajele obŃinute prin refabricarea acestora.
Îmbinarea eficientă a avantajelor economice cu avantajele ecologice, este principala
caracteristică a refabricării. În cazul refabricării echipamentelor tehnologice, dominante sunt
avantajele economice care, reprezintă motorul dezvoltării acestei industrii. Refabricarea este
activitatea care combină profitabilitatea şi beneficiile dezvoltării durabile, prin reducerea haldelor
de steril şi a consumului de materiale virgine, energie şi muncă specializată utilizată.
Implementarea responsabilităŃilor tot mai extinse ale producătorilor de echipamente
tehnologice, coroborat cu noua legislaŃie de protecŃie a mediului, au determinat un număr tot mai
mare de fabricanŃi să abordeze problema refabricării şi reciclării propriilor produsele. Deoarece
integreză în mod profitabil deşeurile, înapoi în ciclul de fabricaŃie, refabricarea oferă
producătorilor o metodă de evitare a unor cheltuieli cauzate de limitarea deşeurilor, concomitent
cu creşterea profiturilor
Recuperarea în limita posibilului, a valorii economice a echipamentelor tehnologice, la
sfârşitul unui ciclu de exploatare, trebuie să reprezinte dezideratul comun al producătorului şi al
beneficiarului utilajului respectiv. ApariŃia şi dezvoltarea industriei de refabricare, a fost şi este
influenŃată atât de necesitatea reducerii costurilor de producŃie ale maşinilor şi utilajelor dar şi de
interesul beneficiarilor de a le achiziŃiona la preŃuri cât mai mici, însă cu performanŃe tehnice de
ultimă generaŃie.
Abordarea conceptului de refabricare este impusă de importanŃa pe care o are această
industrie, în contextul dezvoltării durabile a oricărui stat, cu efecte favorabile în plan tehnic,
economic, social şi ecologic. Pe plan mondial tot mai multe companii sunt implicate în activitatea
de preluare a echipamentelor tehnologice uzate în vederea reutilizării prin refabricare şi/sau
reciclare, având ca scop obŃinerea de profit. Refabricarea reprezintă probabil cea mai mare
resursă neutilizată pentru îmbunătăŃirea productivităŃii şi pentru reducerea costurilor de producŃie.
Având în vedere că această activitate are o importanŃă economică şi ecologică deosebită,
pentru a putea fi transformată într-o adevărată industrie, se impune trecerea problematicii
refabricării din sfera economică şi de mediu în cea a ingineriei. Necesitatea abordării aspectelor
legate de concepŃia, proiectarea, execuŃia, exploatarea şi reutilizarea echipamentelor tehnologice,
prin prisma refabricării, generează noi direcŃii de cercetare în diferite domenii de activitate. În
acest context, se justifică necesitatea abordării, prin această teză de doctorat, a unor aspecte de
mare actualitate, privind refabricarea echipamentelor tehnologice.
Prin teza de doctorat cu titlul ,,Studii şi cercetări privind refabricarea echipamentelor
tehnologice” mi-am propus pentru studiu, analiză şi îndeplinire următoarele obiective:
� Elaborarea unei metodologii pentru stabilirea performanŃelor dinamice ale echipamentele
tehnologice, înainte de începerea refabricării;
� Analiza prin metoda elementelor finite a structurii elastice a maşinii de frezat FUS 25,
pentru stabilirea caracteristicilor dinamice ale unor elemente de structură care, vor fi
supuse procesului de refabricare; determinarea modurilor proprii de vibraŃie şi calcularea
turaŃiilor critice;
� Determinarea experimentală a funcŃiilor de transfer pentru structura elastică a maşinii de
frezat FUS 25; stabilirea experimentală a frecvenŃelor proprii şi a turaŃiilor critice;
� Clarificări privind definirea conceptului de refabricare;
� Stabilirea locului refabricării în ciclul de viaŃă al echipamentelor tehnologice;
� EvidenŃierea diferenŃelor refabricare – reciclare şi refabricare – reparaŃie;
� Stabilirea unor oportunităŃi şi bariere în calea refabricării;
� Elaborarea unor recomandări privind abordarea refabricării echipamentelor tehnologice
neconcepute pentru refabricare;
� Elaborarea unor recomandări privind proiectarea utilajelor în vederea refabricării.
Modul de realizarea a obiectivelor propuse este prezentat în cele cinci capitole ale tezei
prezentate în continuare.
În primul capitol – Introducere – se face o prezentare generală a problematicii refabricării
în conterxtul actualei dezvoltări a industriei constructoare de maşini. Obiectivele propuse pentru
rezolvare prin această teză, sunt prezentate tot în acest capitol.
Capitolul al doilea Stadiul actual al abordării conceptului de refabricare prezentă pe
scurt, modul de abordare şi înŃelegere a procesului de refabricare precum şi aspecte privind
definirea refabricării, inclusiv definiŃia propusă de autor: Refabricarea este procesul industrial de
transformare al unui produs, aflat într-o anumită stare de uzură fizică şi/sau morală ori de
neutilizare completă, într-unu având cel puŃin caracteristicile de performanŃă ale unuia similar
nou, păstrându-i sau nu aceeaşi utilitate, reutilizând cât mai multe componente şi asigurându-i o
garanŃie identică cu cea oferită de fabricantul original.

Locul refabricării în ciclul de viaŃă al echipamentelor tehnologice este prezentat în acest
capitol cu ajutorul diagramei din figura 1
Principalele deosebiri dintre refabricare - reciclare, refabricare - reparaŃia capitală,
oportunităŃile şi barierele refabricării, aspecte legate de modul de abordare a refabricării
echipamentelor tehnologice, care au fost sau nu au fost proiectare în vederea refabricării, sunt
prezentate în acest capitol.
PRELUCRAREA MINEREURILOR: prelucrare, aglomerare,concentrare, clasare, mãcinare, sfãrâmare
PROCES TEHNOLOGIC DE EXTRACTIE
CERCETARE GEOLOGICA FUNDAMENTALA
PROSPECTIUNI GEOLOGICE: geofizice si geochimice
EXPLOATARI PRELIMINARE SI DE DETALIU
DESCHIDEREA SI PREGATIREA EXPLOATARII (zi, subteran si combinat)
FONDANTI: calcar
COMBUSTIBILI: cocs, gaze naturale
MINEREURI: Fe, Mn, magnetitã, sideritã, piritã etc.
METALURGIA EXTRACTIVÃ
A PULBERILOR(metalo-ceramice)
A METALELOR NEFEROASE
A METALELOR FEROASE
SIDERURGIE
PRELUCRÃTOAE
EXTRACTIVÃPREPARAREA
MINEREURILOR DE FIER
OTEL
PRELUCRARE LA CALD A FONTELOR SI OTELURILOR
ELABORARE OTEL
REFABRICARE
FONTA (albã si cenusie)
METALURGIE PRELUCRÃTOARE (turnare, forjare, sudare)
TEHNOLOGII DE PRELUCRARE PRIN ASCHIERE
PRELUCRAREA
MATERIILOR
PRI
ME
TEHNOLOGII DE ASAMBLARE SI DEZASAMBLARE
Fig.1. Locul refabricării în procesul de transformare al materiilor prime
Principalii factori care pot stimula activitatea de refabricare sunt:
� promovarea produselor refabricate în cazul achiziŃiilor publice;
� eforturi concentrate ale organizaŃiilor profesionale şi a asociaŃiilor industriale pentru a
apăra şi promova avantajele activităŃii de refabricare;
� bonificaŃii fiscale pentru refabricant şi pentru utilizatorul de utilaje refabricate;
� taxele corective pentru emanaŃiile de noxe;

� promovarea refabricării ca o activitate mai calificată şi mai bine plătită pentru a încuraja
orientarea forŃei de muncă spre acest domeniu;
� introducerea disciplinelor necesare, aprofundării cunoştinŃelor despre refabricate în
instituŃiile de învăŃământ.
Capitolul al treilea Contribu Ńii teoretice la diagnosticarea echipamentelor tehnologice
în vederea refabricării abordează în prima parte, contribuŃia teoretică a autorului privind
adaptarea metodelor de analiză a sistemelor, prin analiza vibraŃiilor, pentru studierea
echipamentelor tehnologice înainte şi după refabricare. Modelarea matematică necesară pentru
studierea structurii elastice a maşinilor-unelte cu ajutorul analizei modale şi a analizei cu
elemente finite este prezentată tot în acest capitol. Determinarea valorilor critice ale unor
parametrii fizici, invariabili în timp, în vederea stabilirii unor condiŃii de limită, se rezolvă prin
determinarea frecvenŃelor proprii de vibraŃie. Aceste situaŃii sunt întâlnite în domeniul refabricării
atunci când se pune problema stabilirii limitelor elementelor de structură, înainte de a începe
procesul de refabricare. Prin cercetarea teoretică, folosind metoda elementelor finite, urmăresc:
� determinarea rigidităŃii statice a structurii elastice a maşinii de frezat FUS 25 înainte de a
fi supusă procesului de refabricare;
� determinarea frecvenŃelor proprii ale structurii elastice a maşinii de frezat FUS 25.
� calculul turaŃiei maxime suportate de structura elastică, înainte de refabricare
Modelul teoretic utilizat pentru analiza cu elemente finite este prezentat în figura 2.a) –
modelul discretizat şi b – condiŃiile de fixare şi solicitare.
a) b)
Fig. 2. Modelul teoretic pentru analiza cu elemente finite
În figura 3, sunt prezentate aspecte privind rigiditarea statică (a) şi dinamică (b), a structurii
elastice a maşinii de frezat analizate.
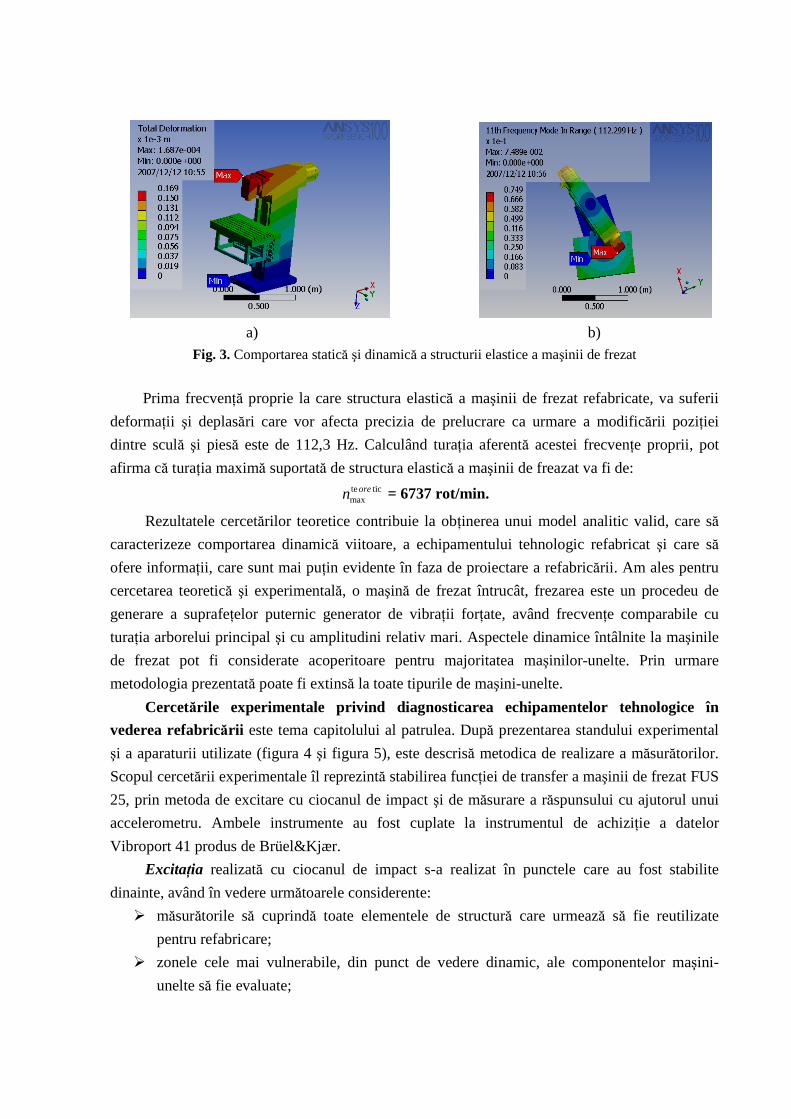
a) b)
Fig. 3. Comportarea statică şi dinamică a structurii elastice a maşinii de frezat
Prima frecvenŃă proprie la care structura elastică a maşinii de frezat refabricate, va suferii
deformaŃii şi deplasări care vor afecta precizia de prelucrare ca urmare a modificării poziŃiei
dintre sculă şi piesă este de 112,3 Hz. Calculând turaŃia aferentă acestei frecvenŃe proprii, pot
afirma că turaŃia maximă suportată de structura elastică a maşinii de freazat va fi de: ticte
maxoren = 6737 rot/min.
Rezultatele cercetărilor teoretice contribuie la obŃinerea unui model analitic valid, care să
caracterizeze comportarea dinamică viitoare, a echipamentului tehnologic refabricat şi care să
ofere informaŃii, care sunt mai puŃin evidente în faza de proiectare a refabricării. Am ales pentru
cercetarea teoretică şi experimentală, o maşină de frezat întrucât, frezarea este un procedeu de
generare a suprafeŃelor puternic generator de vibraŃii forŃate, având frecvenŃe comparabile cu
turaŃia arborelui principal şi cu amplitudini relativ mari. Aspectele dinamice întâlnite la maşinile
de frezat pot fi considerate acoperitoare pentru majoritatea maşinilor-unelte. Prin urmare
metodologia prezentată poate fi extinsă la toate tipurile de maşini-unelte.
Cercetările experimentale privind diagnosticarea echipamentelor tehnologice în
vederea refabricării este tema capitolului al patrulea. După prezentarea standului experimental
şi a aparaturii utilizate (figura 4 şi figura 5), este descrisă metodica de realizare a măsurătorilor.
Scopul cercetării experimentale îl reprezintă stabilirea funcŃiei de transfer a maşinii de frezat FUS
25, prin metoda de excitare cu ciocanul de impact şi de măsurare a răspunsului cu ajutorul unui
accelerometru. Ambele instrumente au fost cuplate la instrumentul de achiziŃie a datelor
Vibroport 41 produs de Brüel&Kjær.
ExcitaŃia realizată cu ciocanul de impact s-a realizat în punctele care au fost stabilite
dinainte, având în vedere următoarele considerente:
� măsurătorile să cuprindă toate elementele de structură care urmează să fie reutilizate
pentru refabricare;
� zonele cele mai vulnerabile, din punct de vedere dinamic, ale componentelor maşini-
unelte să fie evaluate;

I M P U L S R A S P U N S
I M P A C T C I O C A N
A C C E L E R O M E T R UT i m p
F F T
F R F
PARAM ETRIIM ODULUI DE
VIBRATIE
Fig. 4. Schema de principiu pentru determinarea modurilor proprii de vibraŃie
Măsurătorile au fost realizate cu maşina-uneltă în stare de nefuncŃionare, pentru a fi cât mai
aproape de situaŃia în care se află echipamentele tehnologice înaintea procesului de refabricare.
Fig.5. Standul pentru măsurători
Analizând graficele funcŃiilor de transfer (figura 6), rezultate după prelucrarea datelor măsurătorilor,
am stabilit frecvenŃele proprii şi am calculate turaŃiile critice (tabelul 1).
După prelucrarea şi interpretarea rezultatelor măsurătorilor, pot afirma că rezultatele
experimentale, validează rezultatele obŃinute prin analiza cu elemente finite. La maşina de frezat

FUS 25 în varianta originală, se obŃin turaŃii ale arborelui principal de 2200 rot/min, iar structura
elastică permite ca prin refabricare, să se mărească domeniul turaŃiilor până la 6600 rot/min.
Fig. 6. FuncŃia de transfer obŃinută experimental
Metodologia propusă, permite indentificarea turaŃiilor care pot aduce maşina-uneală în zona
de rezonanŃă. Aceste turaŃii vor fi eliminate prin comanda numerică (CN), care va echipa maşina-
unealtă refabricată.
TuraŃiile calculate pe baza frecvenŃelor proprii Tabelul 1.
Nr.
măsurătoare
PoziŃia
accelerometru
PoziŃia
excitator
Tura Ńia calculată
[rot/min]
Nr.
fi şier
1Xci 2220 6720 15000 - 030
1Yci 3000 6000 9720 11220 032
1
1Yacc
1Zci 3000 6000 9000 10500 031
2Xci 3000 6000 12000 13500 033
2Yci 3000 6000 9720 11220 034
2
2Xacc
2Zci 3000 5220 6720 9000 035
3Xci 3000 6720 9000 10500 036
3Xci 3000 7500 - - 037
3
3Yacc
3Yci 3720 6000 7500 9720 038
4Xci 3000 6000 12000 0 040
4Yci 3000 6000 9000 12720 041
4
4Zacc
4Zci 2220 5220 10500 - 039
5Xci 3000 6720 - - 042
5Yci 3000 6000 8220 9720 043
5
5Xacc
5Zci 3000 6000 9720 12000 044
6Xci 3000 6000 9000 10500 047
6Yci 3000 6000 - - 046
6
6Zacc
6Zci 2220 6000 - - 045
7Xci 3000 6720 8220 9720 048
7Xci 3000 6000 9720 - 049
7
7Xacc
7Zci 3000 6720 - - 050

Reprezentând grafic turaŃiile calculate (figura 7), se observă că există două domenii de
turaŃii a căror variaŃie nu este semnificativă. Primul domeniu de turaŃii este între 3000 rot/min şi
4000 rot/ min iar al doilea între 6000 rot/ min şi 7000 rot/min.
0
5000
10000
150001
23
4
5
6
7
8
9
101112
13
14
15
16
17
18
19
2021
Domeniul turaŃiilor3000-4000 rot/min
Domeniul turaŃiilor6000-7000 rot/min
Domeniul turaŃiilor 0-15000 rot/min
Domeniul turaŃiilor 0-13500 rot/min
Fig.7. Reprezentarea variaŃiei turaŃilor determinate experimental
Analizănd rezultatele experimentale, pot aprecia că turaŃia maximă până la care va putea
lucra maşina de frezat refabricată, se află în domeniul 6000 – 7000 rot/ min. Din acest domeniu
am ales turaŃia maximă determinată experimental: =erimentalnexpmax 6720 [rot/min]
Capitolul al cincilea Contribu Ńii şi concluzii finale. Perspective de cercetare, sintetizează
principale contribuŃii ale autorului, concluziile finale ale teze şi perspectivele de cercetare în
domeniul refabricării în general şi a refabricării maşinilor-unelte în special.
Prin cercetăriile aplicative, teoretice şi experimentale, urmăresc stabilirea şi verificarea unei
metodologii pentru diagnosticarea parametrilor statici şi dinamici specifici structurilor elastice ale
echipamentelor tehnologice, propuse pentru refabricare, înainte de începerea acestui proces.
Metodologia propusă permite determinarea exactă a frecvenŃele proprii care apar în plaja
frecvenŃelor de lucru ale echipamentului tehnologic analizat şi astfel, se pot calcula şi elimina,
turaŃiile la care sistemul mecanic poate intra în zona de rezonanŃă.
Prin această teză doresc să aduc noi elemente care să argumenteze faptul că refabricarea
este cea mai importantă formă de reciclare întrucât, economiseşte nu numai conŃinutul materiei
prime ci şi majoritatea valorii adăugate în timpul proceselor necesare pentru fabricarea
produselor noi.