Prelucrarea Si Burghierea Gaurilor
32
TEMA: Burghierea şi prelucrarea găurilor 1
Transcript of Prelucrarea Si Burghierea Gaurilor
TEMA:Burghierea şi prelucrarea găurilor
1
Cuprins:
Argument...........................................................................................................5
1. NOŢIUNI INTRODUCTIVE.....................................................................7
2. SCULE PENTU PRELUCRAREA GĂURILOR PRIN AŞCHIERE.......8
2.1. Scule de formă şi diametre identice cu ale găurii................................9
2.2. Burghie elicoidale................................................................................9
2.3. Burghie late........................................................................................10
3. DISPOZITIVE UTILIZATE LA BURGHIERE......................................10
4. DISPOZITIVE ŞI MAŞINI DE GĂURIT...............................................12
4.1. Dispozitive şi mşini de găurit portative.............................................12
4.2. Maşini de găurit fixe..........................................................................14
5. TENOLOGIA BURGHIERII...................................................................16
5.1. Pregătirea maşinii, fixarea pisei şi a sclei aşchietore.........................16
5.2. Executarea operaţiei de găurire.........................................................18
6. CONTROLUL OPERAŢIILOR DE EXECUTARE A ALEZAJELOR 19
7. MĂSURI DE TEHNICĂ A SECURITĂŢII MUNCII LA OPERAŢIA DE GĂURIRE.................................................................................................20
CONCLUZII...................................................................................................21
2
ANEXE...........................................................................................................23
Bibliografie......................................................................................................24
Argument
Lucrarea de specialitate denumită „Burghierea şi prelucrarea găurilor” are o importanţă în practică pentru industria constructoare de maşini. Ffg
Metoda de găurire in coordinate constă in faptul că se poate executa găuri precise ale căror axe se află la distanţe diferite, fără trasarea prealabilă şi fără utilizarea unor dispozitive speciale.
Burghiele late au o construcţie mai rezistentă şi sunt utilizate în general la burghierea tablelor subţiri suprapuse.
Dispozitive pentru ghidare, asigur. o precizie mai bună a burghierii, precum şi evitarea bătăii burghielor, în special a celor subţiri, permiţând astfel avansuri mai mari la burghiere, deci o productivitate mai mare.
Boraciul sau maşina de găurit cu clicket este un dispozitiv care poate găuri piesele în zone greu accesibile.
Cu ajutorul coarbei se poate executa găuri de mică precizie şi de diametre mici, în metale moi.
Maşina electrică de găurit portabilă are o productivitate mult mai mare decât dispozitivele şi maşinile de găurit acţionate manual, sunt utilizate în mod curent în atelierele de lăcătuşerie.
3
Cele mai răspândite maşini de găurit fixe în atelierele de lăcătuşerie sunt maşinile verticale de masă cu coloană, în atelierele mari maşinile de găurit radiale.
Maşina de găurit verticală cu montant şi maşina de găurit radială pot excutat toate operaţiile de prelucrare a găurilor.
Cutia de avansuri asigură avansul automat al axului principal al maşinii prin fixarea butonului respectiv în poziţia pentru cuplarea avansului automat.
Maşina de găurit radială cu rotirea braţului la 360º are o manevrabilitate mai mare datorită deplasării axului principal în orice punct al suprafeţei, totodată are un câmp mare de acţiune egal cu suprafaţa limitată de cercul menţionat,măreşte productivitatea muncii,de asemenea deplasării uşore şi rapide a braţului şi a păpuşii pe braţ şi posibilitatea blocării uşoare în poziţia de lucru,contribuie la reducerea considerabilă a timpilor neproductivi.
Alegerea regimului optim de aşchiere asigură productivităţii maxime operaţiei, costul minim respectării condiţiilor de calitate ale prelucrării.
Pentru realizarea unei productivităţi ridicate se alege un avans cât mai mare. La o adâncime şi un avans dat,viteza optimă este aceea care asigură o durabilitate economică stabilă.
Executarea găurii prin metoda de găurire în coordonate s-a răspândit mult în ultimul timp la producţia individuală de serie mică şi chiar de serie mare.
La maşinile de găurit fixe faţă de cele portabile sunt avantajoase pentru că au: turaţii mai mari, avansul se realizează mecanic, se obţin găuri cu diametre cuprinse într-o gamă mai largă de dimensiuni, calitatea găurilor este superioară deoarece burghiul nu vibrează.
4

1. NOŢIUNI INTRODUCTIVE
Burghierea (găurirea) este operaţia tehnologică prin care se execută găuri de diferite diametre în material plin cu ajutorul unor scule aşchietoare numite burghie. Aceasta poate fi executată prin găurire obişnuită cu un burghiu care are tăişuri pe toată partea frontală de prelucrare sub forma unui cilindru.
La operaţia de găurire piesa care urmează să fie prelucrată trebuie fixată într-un dispozitiv de strângere, iar burghiul execută două mişcări simultane:
o mişcare de rotaţie în jurul axei sale; o mişcare de avans în lungul axei burghiului.
Prin efectuarea simultană a celor două mişcări se realizează găurirea piesei pe o anumită adâncime, denumită adâncime de aşchiere.
Viteza de aşchiere se calculează cu relaţia:
unde: D-diametrul exterior al burghiului în mm;n-turaţia burghiului în lot/min.
Figura 1. Burghierea in material plin
Lărgirea este operaţia prin care se execută lărgirea unei găuri, date în prealabil prin turnare, forjare, găurire în vederea prelucrării suprafeţei
5
cilindrice laterale a găurii respective la un anumit diametru cu o precizie mai mare.
Lărgirea se poate executa: prin lărgire cu scule speciale; prin burghiere cu diametru corespunzător mai mare; prin strunjire cu un cuţit de strung, pe strunguri sau pe alte maşini
unelte.Adâncirea este operaţia prin care se prelucrează suprafeţele frontale ale
găurilor la o anumită formă şi adâncime. Adâncirea este de trei feluri: adâncire de placare sau lamare; adâncire conică sau teşire; adâncire profilată
Adâncirea se execută cu scule numite adâncitoare sau teşitoare.Adâncitoare-lărgitoare sunt folosite dacă simultan cu adâncire se efectuează şi o lărgire.
Alezarea este operaţia prin care se execută finisarea suprafeţei cilindrice găurii, obţinându-se o precizie mai mare a diametrului şi a formei iei cilindrice şi o netezire superioră a suprafeţelor.Alezarea se poate executa cu ajutorul unor scule speciale numite alezoare (vezi fig 1.a.) pe maşini de alezat orizontale sau verticale, cu maşini de găurit sau manual şi cu cuţite pe maşini de alezat.
Fig. 2 Alezarea şi procedee de alezare.
2. SCULE PENTU PRELUCRAREA GĂURILOR PRIN AŞCHIERE
Prelucrarea găurilor prin aşchiere se poate efectua cu urmatoarele scule:
6

scule avănd diametrul şi forme identice cu cele ale găurii, acestea sunt: burghie, lărgitoare, adâncitoare şi alezoare;
scule formate din bare cu cuţite pentru găurire, a căror formă şi dimensiune nu sunt identice cu cele ale găurii la care reglarea şi conducerea este asigurată de maşina unealtă;
scule speciale şi combinate care sunt constituite din elemente ale primelor două grupe.
2.1. Scule de formă şi diametre identice cu ale găuriiPărţile comune ale burghielor,lărgitoarelor,adâncitoarelor şi alezoarelor
sunt următoarele:a.Partea utilă formată din :
dinţi sculei ; canalele dintre dinţi ; partea activă ; partea aşchietoare ; partea laterală de calibrare şi netezire ; partea laterală de ghidare ;
b.Corpul sculei, care este partea sculei între capătul dinspre vârf şi gâtul sculei pe care este partea utilă a acesteia.c.Coada serveşte la centrarea sculei în axul principal al maşinii şi
transmiterea mişcarii acestuia:la scule cu diametrul peste 30mm această parte este prevăzută cu un alezaj ; coada şi alezajul sunt coacxiale cu partea utilă şi cuprinde o suprafaţă de centrare cilindrică sau conică,un element de antrenare şi un element de evacuare.
Gâtul este partea dintre coadă şi corpul sculei.Antrenorul este partea terminală a cozii care împiedică rotirea sculei în
port sculă,în procesul de aşchiere.
2.2. Burghie elicoidale
Burghiele elicoidale sunt scule aşchietoare cu două canale elicoidale care execută găuri în material plin.
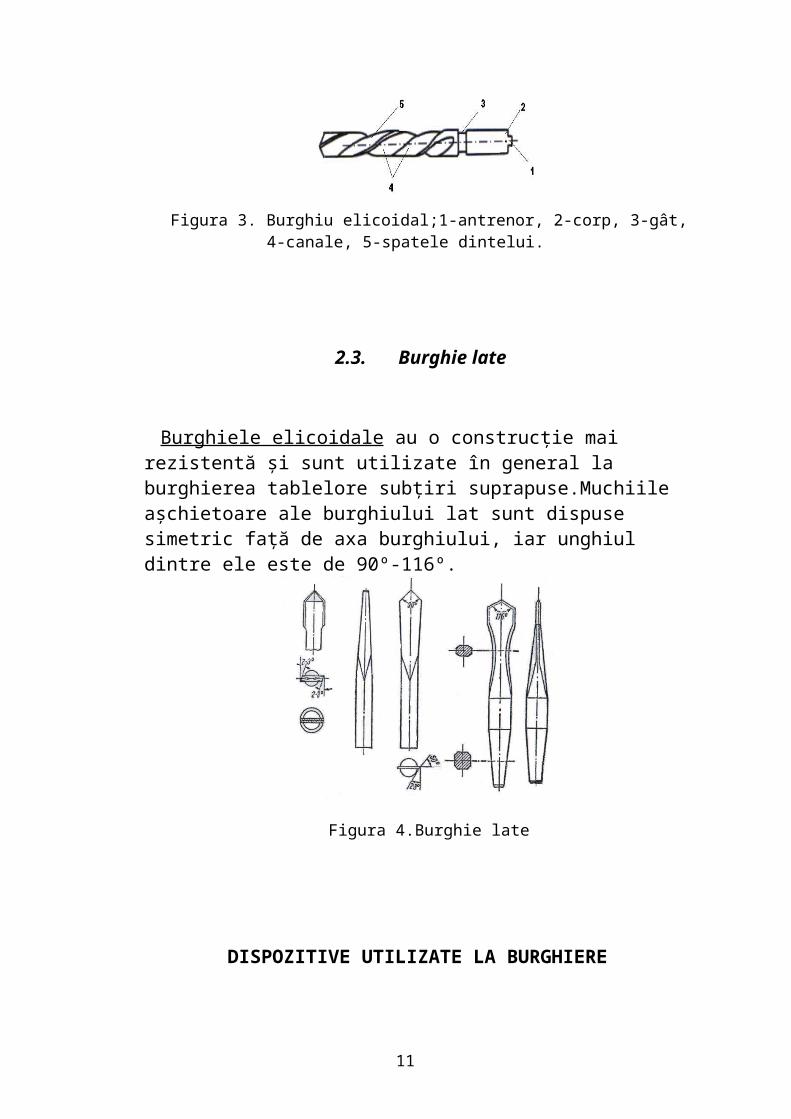
Părţile componente ale burghiului elicoidal sunt:partea aşchietoare,partea utilă, corp, antenor, canale, spatele dintelui, faţetă.
Unghiul la vârf dintre muchiile aşchietoare se alege în funcţie de felul materialului:
la materiale moi 80-90º ; la oţel 116-118º
7

la materiale foarte dure 130-140ºPentru micşorarea fiecăreia dintre suprafaţa laterală a
burghiului,suprafaţa laterală este prevăzută cu faţete.
Figura 3. Burghiu elicoidal;1-antrenor, 2-corp, 3-gât, 4-canale, 5-spatele dintelui.
2.3. Burghie late
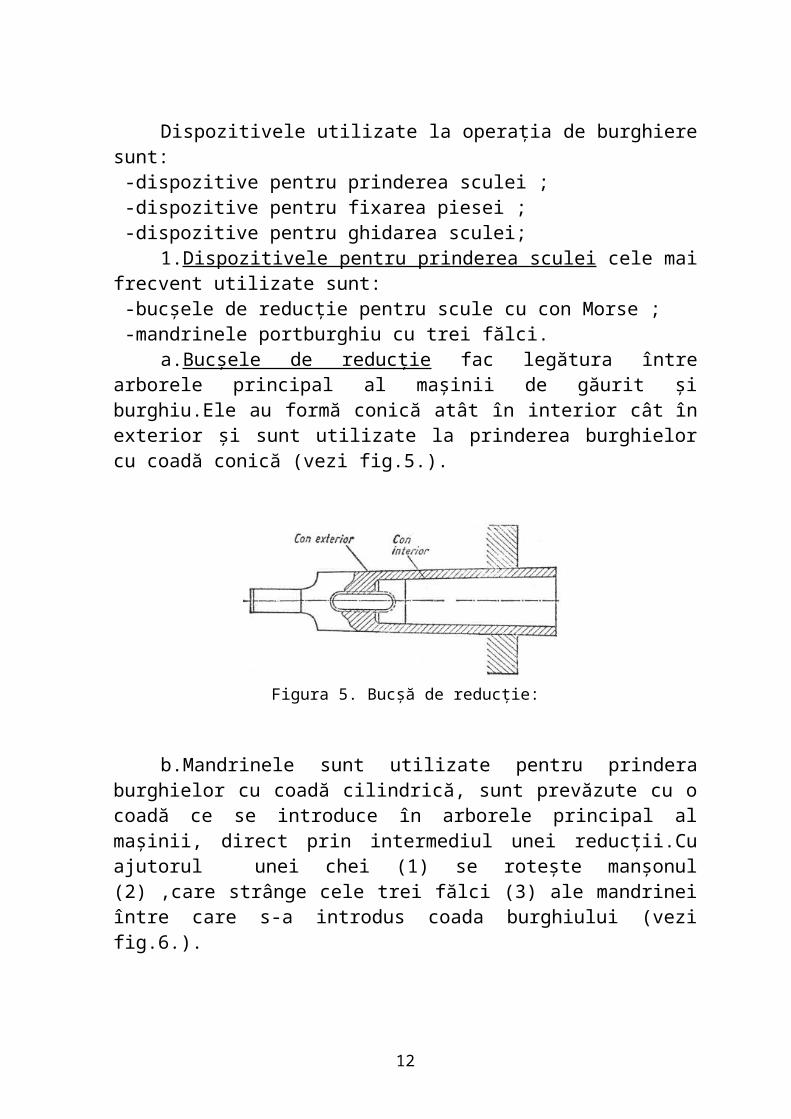
Burghiele elicoidale au o construcţie mai rezistentă şi sunt utilizate în general la burghierea tablelore subţiri suprapuse.Muchiile aşchietoare ale burghiului lat sunt dispuse simetric faţă de axa burghiului, iar unghiul dintre ele este de 90º-116º.
Figura 4.Burghie late
3. DISPOZITIVE UTILIZATE LA BURGHIERE
Dispozitivele utilizate la operaţia de burghiere sunt: -dispozitive pentru prinderea sculei ;
8
-dispozitive pentru fixarea piesei ; -dispozitive pentru ghidarea sculei;
1.Dispozitivele pentru prinderea sculei cele mai frecvent utilizate sunt: -bucşele de reducţie pentru scule cu con Morse ; -mandrinele portburghiu cu trei fălci.
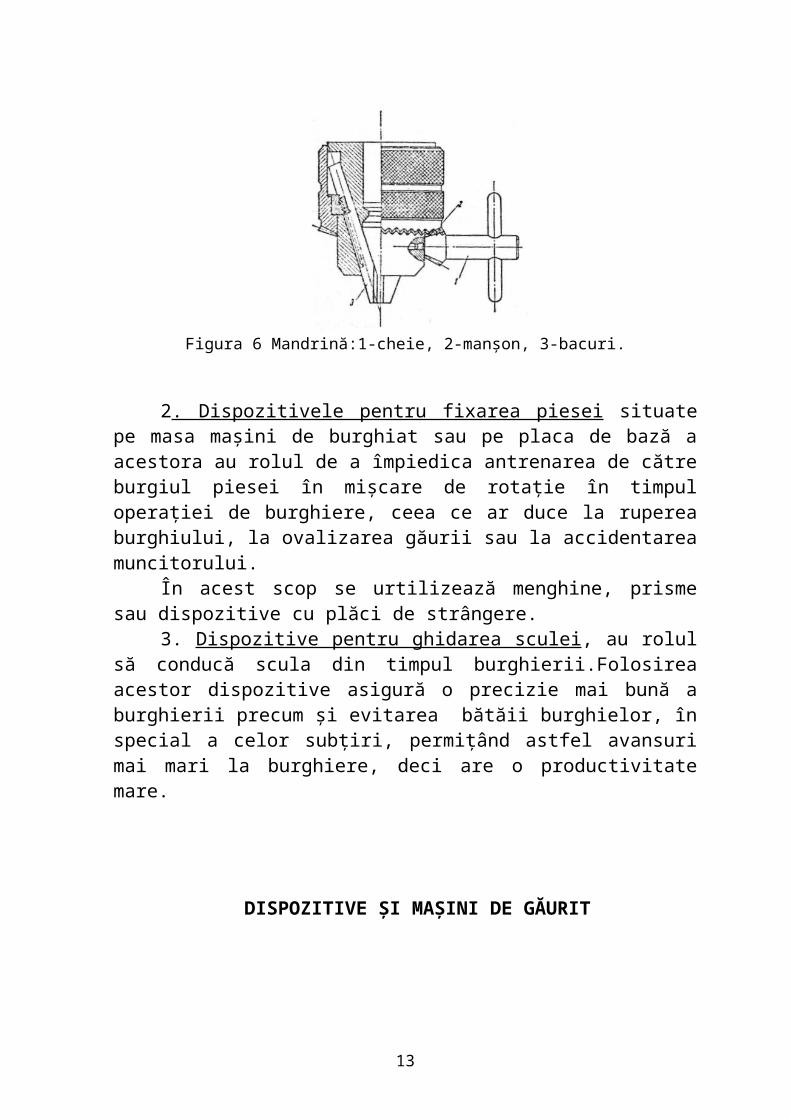
a.Bucşele de reducţie fac legătura între arborele principal al maşinii de găurit şi burghiu.Ele au formă conică atât în interior cât în exterior şi sunt utilizate la prinderea burghielor cu coadă conică (vezi fig.5.).
Figura 5. Bucşă de reducţie:
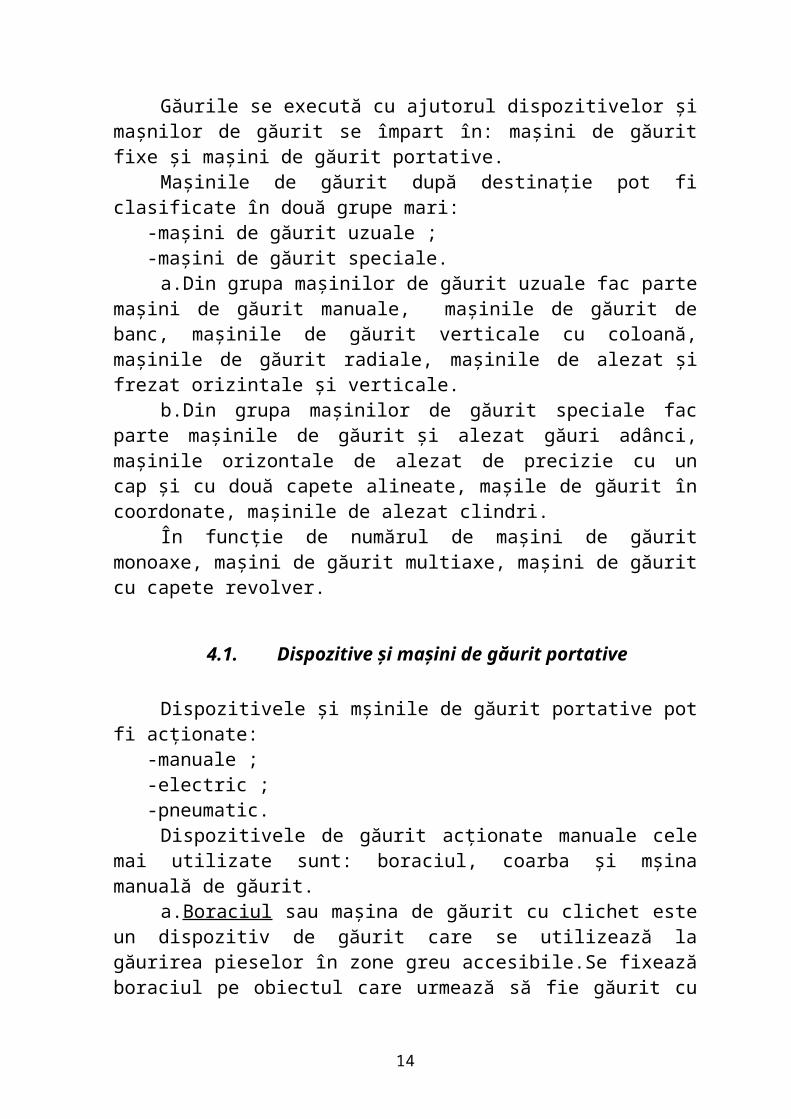
b.Mandrinele sunt utilizate pentru prindera burghielor cu coadă cilindrică, sunt prevăzute cu o coadă ce se introduce în arborele principal al maşinii, direct prin intermediul unei reducţii.Cu ajutorul unei chei (1) se roteşte manşonul (2) ,care strânge cele trei fălci (3) ale mandrinei între care s-a introdus coada burghiului (vezi fig.6.).
Figura 6 Mandrină:1-cheie, 2-manşon, 3-bacuri.
2. Dispozitivele pentru fixarea piesei situate pe masa maşini de burghiat sau pe placa de bază a acestora au rolul de a împiedica antrenarea de către burgiul piesei în mişcare de rotaţie în timpul operaţiei de burghiere, ceea ce ar
9
duce la ruperea burghiului, la ovalizarea găurii sau la accidentarea muncitorului.
În acest scop se urtilizează menghine, prisme sau dispozitive cu plăci de strângere.
3. Dispozitive pentru ghidarea sculei, au rolul să conducă scula din timpul burghierii.Folosirea acestor dispozitive asigură o precizie mai bună a burghierii precum şi evitarea bătăii burghielor, în special a celor subţiri, permiţând astfel avansuri mai mari la burghiere, deci are o productivitate mare.
4. DISPOZITIVE ŞI MAŞINI DE GĂURIT
Găurile se execută cu ajutorul dispozitivelor şi maşnilor de găurit se împart în: maşini de găurit fixe şi maşini de găurit portative.
Maşinile de găurit după destinaţie pot fi clasificate în două grupe mari: -maşini de găurit uzuale ; -maşini de găurit speciale.
a.Din grupa maşinilor de găurit uzuale fac parte maşini de găurit manuale, maşinile de găurit de banc, maşinile de găurit verticale cu coloană, maşinile de găurit radiale, maşinile de alezat şi frezat orizintale şi verticale.
b.Din grupa maşinilor de găurit speciale fac parte maşinile de găurit şi alezat găuri adânci, maşinile orizontale de alezat de precizie cu un cap şi cu două capete alineate, maşile de găurit în coordonate, maşinile de alezat clindri.
În funcţie de numărul de maşini de găurit monoaxe, maşini de găurit multiaxe, maşini de găurit cu capete revolver.
4.1. Dispozitive şi maşini de găurit portative
Dispozitivele şi mşinile de găurit portative pot fi acţionate: -manuale ; -electric ; -pneumatic.
Dispozitivele de găurit acţionate manuale cele mai utilizate sunt: boraciul, coarba şi mşina manuală de găurit.
a.Boraciul sau maşina de găurit cu clichet este un dispozitiv de găurit care se utilizează la găurirea pieselor în zone greu accesibile.Se fixează
10
boraciul pe obiectul care urmează să fie găurit cu ajutorul unui suport,se roteşte mânerul (1) cu un sfert sau o jumătate de rotaţie în direcţia săgeţii indicate pe desen,clichetul roteşte roata dinţată.(vezi fig 7.a.)
b.Coarba este un dispozitiv simplu de găurit cu care se execută găuri de mică precizie şi de diametre mici,în metale moi.Pentru a executa gaura se fixează mai întâi burghiul în mandrină situată la partea inferioară a dispozitivului, apoi se apasă coarba în materialul ce urmează să fie găurit prin intermediul mânerului de sprijin (1) situat la partea superioară se roteşte mânerul (2)şi axul burghiului, iar la mişcarea înapoi, clichetul alunecă în gol peste dinţii roţii dinţate .Pe măsura îaintării burghiului în gaură lungimea întregului dispozitiv trebuie mărită prin deşurubarea piuliţei.(vezi fig.7.b.).
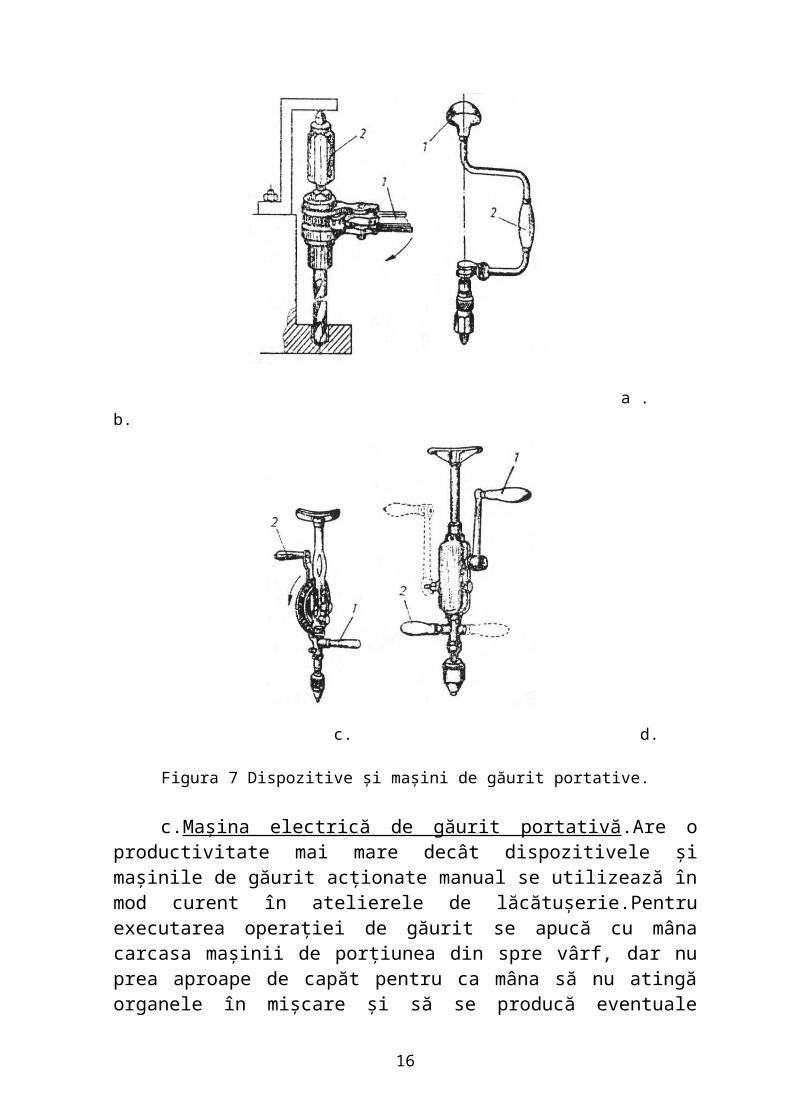
c.Maşina manuală de găurit simplă.Pentru excutarea operaţiei de găurire se apucă mânerul (1) cu mâna stângă se roteşte manivela (2) cu mâna dreaptă după ce în prealabil burghiul, fixat în mandrina maşinii a fost aşezat în centrul punctat al găurii.Apoi se apasă cu pieptul pe placa de spijin situată la pareta superioară a mşinii (vezi fig.7.c.).Funcţionează cu o singuă turţie.
d.Maşina manuală de găurit cu două turaţii funcţionează în mod asemănător cu maşina simplă pentru realizarea celei de a doua turţii manivelele (1) şi (2) se trec în patrea opusă (vezi fig.7.d.).
a . b.
11
c. d.
Figura 7 Dispozitive şi maşini de găurit portative.
c.Maşina electrică de găurit portativă.Are o productivitate mai mare decât dispozitivele şi maşinile de găurit acţionate manual se utilizează în mod curent în atelierele de lăcătuşerie.Pentru executarea operaţiei de găurit se apucă cu mâna carcasa maşinii de porţiunea din spre vârf, dar nu prea aproape de capăt pentru ca mâna să nu atingă organele în mişcare şi să se producă eventuale accidente.După ce sa potrivit burghiul în cenrul punctat al găurii se apasă trăgaciul maşini cu degetul arătător de la mâna dreaptă.
f.Maşina pneumatică de găurit portativă.Este o maşină de găurit cu un rotor care funcţioneză cu aer comprimat.
4.2. Maşini de găurit fixe
Maşinile de găurit fixe după modul de aşezare în poziţia de lucru pot fi grupate în:
maşini de găurit de masă cu şi fără şoclu ; maşini de găurit verticale, după forma elementului de susţinere a
capului port sculă se disting : maşina de găurit cu coloana, maşina de găurit cu montant, maşina de găurit cu coloană şi montant.
În atelierele de lăcătuşerie cele mai răspândite tipuri de maşini fixe sunt maşinile de găurit verticale de masă cu coloană şi în atelierele mari, maşinile de găurit radiale.
a.Maşinile de găurit de masă cu coloană:
12
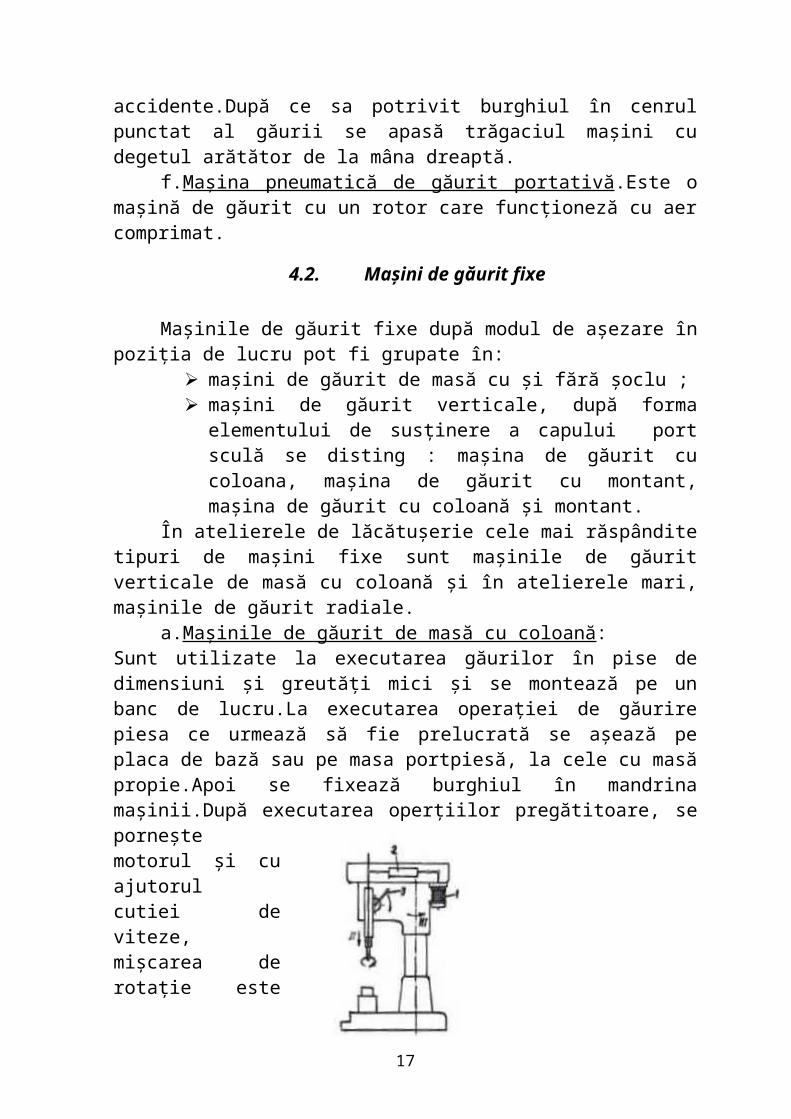
Sunt utilizate la executarea găurilor în pise de dimensiuni şi greutăţi mici şi se montează pe un banc de lucru.La executarea operaţiei de găurire piesa ce urmează să fie prelucrată se aşează pe placa de bază sau pe masa portpiesă, la cele cu masă propie.Apoi se fixează burghiul în mandrina maşinii.După executarea operţiilor pregătitoare, se porneşte motorul şi cu ajutorul cutiei de viteze, mişcarea de rotaţie este transmisă la axul principal al mşinii. Turaţia axului poate fi modificată prin schimbarea poziţiilor manetelor cutiei de viteze(vezi fig 8):
Figura 8.Maşină de găurit de masă cu coloană.
unde: 1-motor ; 2-cutie de viteze ; 3-manetăb.Maşina de găurit radială.
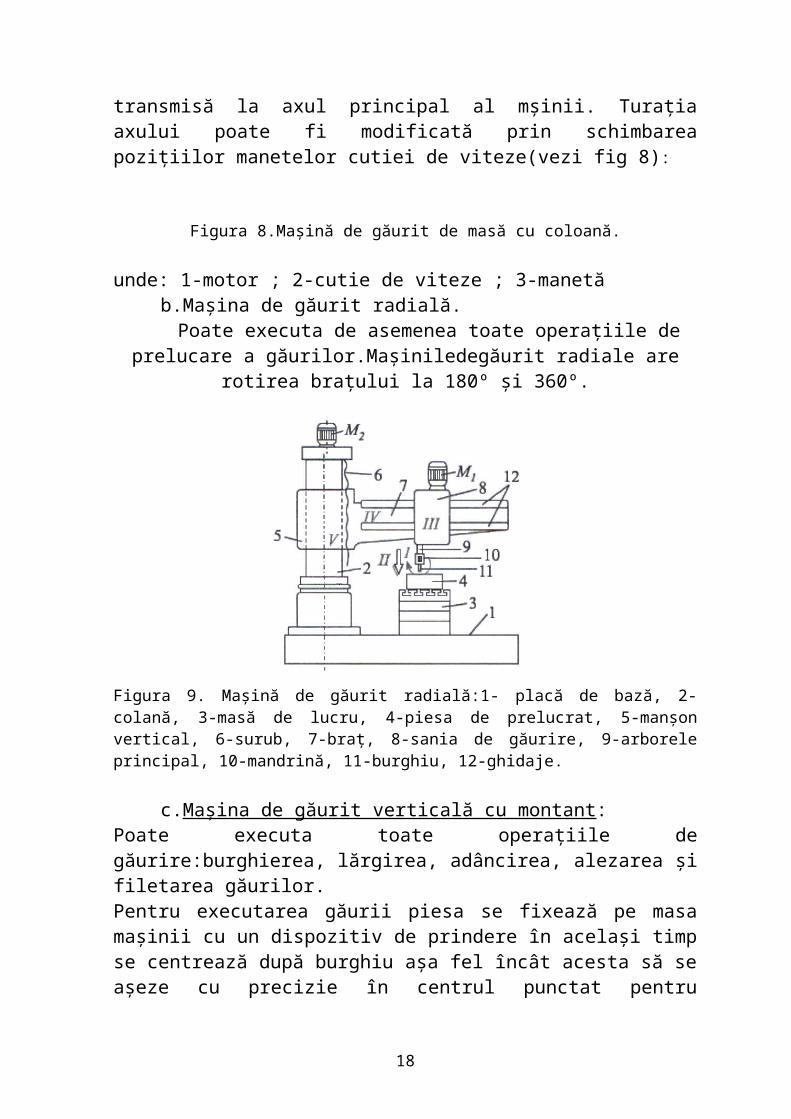
Poate executa de asemenea toate operaţiile de prelucare a găurilor.Maşiniledegăurit radiale are rotirea braţului la 180º şi 360º.
Figura 9. Maşină de găurit radială:1- placă de bază, 2-colană, 3-masă de lucru, 4-piesa de prelucrat, 5-manşon vertical, 6-surub, 7-braţ, 8-sania de găurire, 9-arborele principal, 10-mandrină, 11-burghiu, 12-ghidaje.
c.Maşina de găurit verticală cu montant:
13
Poate executa toate operaţiile de găurire:burghierea, lărgirea, adâncirea, alezarea şi filetarea găurilor.Pentru executarea găurii piesa se fixează pe masa maşinii cu un dispozitiv de prindere în acelaşi timp se centrează după burghiu aşa fel încât acesta să se aşeze cu precizie în centrul punctat pentru găurire.Apropiera piesei de burghiu se face prin deplasarea mesei maşini, prin rotirea unei manete şi fixarea poziţiei cu ajutorul altei manete.După executarea operaţiei pregătitoare menţionate, se porneşte motorul electric şi prin rotirea manetei de avans se deplasează în jos axul principal al maşini, se apasă bughiul în piesă şi se găureşte la o adâncime mică. Apoi se ridică axul maşinii şi se constată dacă poziţia găuri este corectă în raport cu trasajul şi numai după aceea se continuă operaţia de găurire la adâncimea necesară, cuplând avansul automat.
Adâncimea găurii se stabilaşte cu ajutorul unui inel opritor, care decuplează automat avansul axului principal după realizarea adâncimii necesare găurii.
Găurile mici se execută cu viteze mai mari, iar găurile mari cu viteze mai reduse.În cazul executării găuri străpunse este necesar ca pe ultima porţiune de găurire, când burhiul urmează să iasă afară, să se micşoreze avansul, pentru a se evita ruperea burghiului.
Executatrea găurilor mari se face la început cu un burghiu mic, apoi cu unul mai mare.
În timpul executării operţiei de găurire pentru a evita ca burghiul să nu se încălzească prea mult, ceea ce ar putea duce la micşorarea durităţii lui,aceasta se răceşte cu lighid-emulsie.
d.Maşina de găurit radială cu rotirea braţuliu la 360º are o manevrabilitate mai mare datorită posibilităţii de deplasare a axului principal în orice punct al suprafeţei unui cerc cu rază egală cu cursa maximă a păpuşii axului principal pe consola radială şi totodată un câmp mare de acţiune egal cu suprafaţa limitată de cercul menţionat.Deplasarea uşoară şi rapidă a braţului şi a păpuşii pe braţ şi posibilitatea blocării uşoare în poziţia de lucru, contribuie la reducerea considerabilă a timpilor neproductivi.
Avantjele maşinilor de găurit fixe faţă de cele portabile sunt: -turaţii mai mari, -avansul se realizează mecanic, -se obţin găuri cu diametre cuprinse într-o gamă mai largă de dimensiuni, -calitatea găurilor este superioară, deoarece burghiul nu mai vibrează.
La controlul unui alezaj se verifică: diametrul, poziţia alezajului faţă de anumite suprafeţe de referinţă ale piesei şi calitatea suprafeţei alezajului.
Controlul găurilor se execută cu: calibre tampon,şublere, micrometre de interior şi comparatoare de interor.
14
5. TENOLOGIA BURGHIERII
5.1. Pregătirea maşinii, fixarea pisei şi a sclei aşchietore
Pentru începerea prelucrării găurilor se pregăteşte mai întâi maşina, prin şterge cu bumbac, verificarea funcţionării şi ungerea ei.La pregătirea propiu-zisă a maşinii pentru prelucrare se excută următoarele operaţii:
prinderea şi fixarea pisei pe maşină, potrivirea şi fixarea sculei, alegerea regimului optim de aşchiere, alegerea lichidului de răcire.
Prinderea şi fixarea pisei pe maşină.Se face după ce în prealabil piesa a fost trasată şi punctată.Pentru executarea în bune condiţii a prelucrării, piesa trebuie să fie bine aşezată,prinsă şi fixată pe masa maşinii cu ajutorul bridelor, plăcilor, prismelor, dispozitivelor sau în menghină de maşină.Piesa se aşează direct pe masa maşinii trebuie să fie asfel potrivită, încât să se sprijine pe masa maşinii cu întreaga suprafaţă a uneia dintre feţe.În acest caz, prinderea ei se excută cu ajutorul dispozitivelor cu şuruburi şi cu gheare.
Alegerea regimului optim de aşchiere este absolut necesară pentru asigurarea productivităţii maxime a operaţiei, a costului minim şi a respectării condiţiilor de calitatea prelucrării.
Prin prinderea regimului optim de aşchiere se înţelege stabilirea adâncimii de aşchiere, a avansului şi a vitezei de aşchiere.
Adâncimea de aşchiere rezultă din modul cum au fast stabilite fazele succesive ale prelucrării găurii şi respectiv, din adaosul de prelucrare al fiecărei faze succesive de găurire.
Avansul şi viteza se stabilesc în funcţie de diametrul şi de calitatea sculei, precum şi de felul şi calitatea materialului piesei care se prelucrează.Penrtu realizarea unei productivităţii ridicate se tinde spre alegerea unui avans cât mai mare, dar această tendinţă este limitată de rezistenţa sculei, puterea maşini-unelte şi calitatea suprafeţei prelucrate.De asemenea, alegerea unor viteze de aşchiere mari duce la creşterea proporţională a productivităţii, dar ea provocă, în acelaşi timp, creşterea puternică a intensităţii uzurii şi scăderea rapidă a durabilităţii.Deci la o adâncime şi un avans dat, viteza optimă este aceea care asigură o durabilitate ceonomică stabilită şi normală dinainte pe baza costului minim al operaţiei.
Pentru prelucarea pieselor executate din materiale mai dure se aleg viteze de aşchiere mai mici,iar penrtu prelucrarea materialelor moi se aleg viteze de aşchiere mai mari.
15
Reglarea turaţiei la maşinile de găurit cu conuri în trepte are loc prin aşezarea curelei pe treapta corespunzătoare turaţiei stabilite, iar în cazul când nu se obţine prin această turaţie necesară,se cuplează şi angrenajul intermediar.
Reglarea turaţiei axului principal la maşinile de găurit cu cutii de viteze- se face cu ajutorul manetelor de viteze, care se manevrează în poziţiile corespunzătoare turaţiei alese numai când maşina este oprită.Reglarea avansului automat se face în acelaş mod ,prin manevrarea manetelor cutiei de avansuri.
Reglarea avansului manual se face de către muncitor prin învârtirea mai rapidă sau mai înceată a volanului avansului manual.
Alegerea lichidului se face în vederea răcirii sculei şi ungerii pieselor cu lighidul de răcire cel mai potrivit. În timpul executării operaţiei de găurire se degajă o cantitate mare de căldură, care produce uzarea rapidă a părţii aşchitoare a sculei. Astfel, burghiele din oţel carbon îşi pierd propietăţiile de aşchiere când temperatura muchiilor aşchitoare este până la 1000ºC.
Lichidele pentru răcire trebuie să aibă şi propietăţi de ungere pentru a micşora frecarea dintre sculă şi dintre pereţii găurii.Răcirea trebuie începută imediat ce sula a pătruns în materialul piesei, iar lichidul trebuie să curgă abundent, sub forma unui jet continuu.
Lichidele de răcire se aleg în funcţie de materialele care urmeză să fie prelucrate.Astfel la găurirea oţelului de construcţie, a oţelului turnat, a fontei maleabile, a aluminiului şi a siluminiului se foloseşte emulsia: la găurirea oţelului de scule se foloseşte ulei compund, precum şi emusie la găurirea fontei, alamei sau a bronzului se face uscat cu emusie ; la găurirea materialelor sfărâmicioase ca maramora şi ardezia se execută folosind ca lichid de răcire apa curată; cauciucul dur, ebonita, celuloidul, fibra se găuresc uscat.
5.2. Executarea operaţiei de găurire
Găurirea se poate executa atâta fară trasarea, cu ajutorul unor dispozitive de găurire, sau prin metoda de găurire în coordonaţie, cât şi cu trasare.Dispozitivele de găurire pot fi două tipuri:aplicate sau în formă de cutie.Ambele tipuri de dispozitive sunt înzestrate cu bucşe de oţel pentru ghidarea burghiului, astfel încât găurile să fie date exact în piesa de găurit.
Executarea găurilor poate fi executată astfel:a. Executarea găurilor cu ajutorul dispozitivelor- mai întâi se fixează
piesa de prelucrat în menchină sau direct pe masa maşini, apoi se aplică dispozitivul de găurit pe suprafaţa piesei şi se fixează lateral cu ajutorul unor şuruburi. Pentru excutarea de găuri cu dispozitive de găure în formă de
16
cutie piesa de prelucrat se introduce în dispozitiv şi se strânge cu ajutorul capacului rabotabil.
b. Executarea găurii prin metoda de găurire în coordonate-sa extins mult în ultimul timp la prodicţia individuală, de serie mică şi chiar de serie, poziţia reciprocă a axelor găurilor care se prelucrează se asigură cu ajutorul deplasării mesei maşinii în coordonate.La găurirea precisă deplasarea mesei maşinii se realizează după calibre, montate în prealabil.Precizia deplasărilor care se efectuează după riglele gradate depinde de precizia citirii diviziunilor riglelor şi a dispozitivelor cu comparatoare.La găurirea de degroşare, unde distanţele până la axele găurilor se dau fără toleranţe sau cu toleranţe mari, deplasarea mesei maşini de găurit se efectuează după riglele gradate ale mesei, care permit citirea mărimii deploasărilor în ambele direcţii.
Avantajele metodei găuririi în coordonate constă în faptul că, fără trasarea prealabilă şi fără utilizarea unor dispozitive speciale, se poat executa găuri precise ale căror axe se află la distanţe diferite.
c. Executarea găurilor fără fund.Constă în următoarele faze:pregătirea locului de muncă, trasarea şi punctarea centrului găurii pe piesa care urmează să fie prelucrată, prinderea şi fixarea piesei pe maşină, potrivirea şi fixarea burghiului în axul principal al maşinii, după care se porneşte maşina şi se verifică dacă burghiul “nu bate”, apoi se opreşte maşina, stabilirea regimului optim de aşchiere şi reglare maşini de găurit la valorile turaţiei şi avansului, alese în funcţie de turaţiile şi avasurile reale ale maşinii, pornirea maşinii apropierea burhgiului de centrul punctat, excutarea cu avansul manual a găurii de probă, apropierea maşinii şi retragerea burghiului, verificarea dacă distanţele dintre marginea găurii de probă şi cercul de contral, în câteva puncte simetrice, sunt egale, în caz afirmativ ,se continuă găurirea cu avans automat.Dacă gaura executată nu este concentrică adică distanţele respective nu sunt egale, se corectează gaura prin tăiere cu dalta în cruce a două sau trei canale.Aceste canale trebuie să pornească de la centru în spre partea în care trebuie să fie deplasat burghiul.Apoi se excută o nuă gaură de probă.Dacă se constată că gaura de probă este cocentrică, se execută găurirea definitivă a piesei, prin cuplarea avansului automat.
d. Executarea găurilor cu fund.Comportă aceleaşi faze de lucru ca în cazul găurilor fără fund.
6. CONTROLUL OPERAŢIILOR DE EXECUTARE A ALEZAJELOR
17
La operaţiile de aşchiere pentru executarea alezajelor în care nu se repetă procesul tehnologic se pot înregistra rebuturi cre provin din următoarele cauze:
-prinderea greşită a sculei sau a semifabricatului,-uzarea sau ascuţirea incorectă a sculei,-adoptarea unui regim de aşchiere necorespunzător.În cazul în care sculele aşchietoare se pot rupe, poate duce la rebutarea
piesei, întrucât scoaterea lui este dificilă.La controlul găurilor se urmăreşte respectarea cotelor indicate pe desen pentru diametrul găurii şi pentru poziţia pe care trebuie să o aibă acesta faţă de anumite suprafeţe de referinţă ale piesei, precum şi calitatea suprafeţei realizate.Pentru controlul găurilor se foloseşte mijloace universale de măsurare şi control ca şublere, micrometre de interior, comparatoare de interior.La producţia în serie mare şi în masă este necesar a se efectua un control preventiv al primelor piese, iar în cazul în care acestea corespund documentaţiei tehnice se vor poansona de controlor.
7. MĂSURI DE TEHNICĂ A SECURITĂŢII MUNCII LA OPERAŢIA DE GĂURIRE
La executarea operaţiilor de găurire lăcătuşul trebuie să întrerupă din când în când operaţia reproductivă, pentru a îndepărta aşghiile cu ajutorul unor cârlige.Aşchiile mai lungi, la viteze şi diametre mai mari ale burghiului, rotindu-se odată cu burghiul pot apuca hainele sau părul lăcătuşului sau poate să-l rănească grav.
Lăcătuşii care lucrează la maşini de găurit trebuie să aibă îmbrăcăminte bine strânsă pe corp, iar femeile trebuie să aibă părul strâns în basmale, pentru ca acestea să nu poată fii apucat pe părţiile în mişcare ale maşinii.
Penru prevenirea accidentelor lăcătuşul trebuie să menţină locul de muncă curat şi în ordine, să cunoască folosirea corectă a sculelor şi funcţionarea maşinilor şi să respecte regulile de tehnica securităţii.
În timpul executării operaţiilor de găurire pot avea loc accidente cauzate de aşchii, de piesă, de părţile în mişcare ale maşinii, precum şi de lipsa dispozitivelor de protecţie, lipsa de pricepere a lăcătuşului şi necunoaşterea procedeelor de lucru corecte, întreţinerea necorespunzătoare a maşinilor.
Piesele trebuie să fie fixate rigid pe masa maşinii cu ajutorul unui dispozitv de prindere sau a unei menghiene.Înainte de fixare pe masa maşinii şi canalele ei trebuie bine curăţate de aşchii cu ajutorul unor perii, cârlige sau cu ajutorul unui jet de aer. Este interzisă suflarea cu gura.Curăţarea de aşchii se face cu maşina oprită şi fără sculă. Pentru ca la
18
fixarea pieselor cu colţuri ascuţite şi bavuri acestea să nu rănească mâinile,muncitorul trebuie să folosească mănuşi.
Sculele trebuie să fie centrate corect şi bine fixate în capul axului principal sau în mandrină.Scoatere sculelor din capul axului principal trebuie să se facă numai cu ajutorul unei pene şi nici decum manual.Se interzice folosirea burgielor cu cozi uzate sau care prezintă crestături, urme de ciocan.În cazul când mandrina prezintă elemente de proeminenţă ea trebuie acoperită cu o apărătoare netedă din tablă care să permită schimbarea comodă a sculei.
La găurirea metalelor fragile aşchiile ferbinţi se împrăştie în jurul maşinii de găurit şi pot cauza arsuri lăcătuşului sau muncitorilor din jur. Pentru prevenirea accidentelor se recomandă folosirea unor paravane speciale sau plase de protecţie.Pentru apărarea o chiilor, in aceste cazuri, este necesară purtarea ochelarilor de protecţie.
Verificarea acsuţirii burghiului este permisă numai după oprirea maşinii. Ascuţirea sculelor este o operaţie care în genral se execută la sculărie, dar în cazul efectuării unor lucrări la polizor va trebui să se lucreze cu ochelari de protecţie sau cu dispozitivul de protecţie al polizorului.
CONCLUZII
În capitolul I al lucrări “Burghierea şi prelucrarea găurilor” sunt prezentate câteva noţiuni introductive despre burhiere, lărgire şi alezare.
În capitolul al II lea sunt descrise sculele folosite pentru prelucrarea găurilor prin aşchiere. Acesta are trei subcapitole:
Subcapitolul 2.1. este prezentat părţile comune ale burghielor, lărgitoarelor, adâncitoarelor şi alezoarelor, care sunt următoarele: partea utilă, corpul sculei, gâtul, antrenorul, şi coada.
Subcapitolul 2.2. conţine noţiuni despre burghiul elicoidal, iar Subcapitolul 2.3. noţiuni despre burghie late.
În capitolul al II lea sunt descrise dispozitivele utilizate la burghiere, acestea sunt:- dispozitive pentru prinderea sculei ;
- dispozitive pentru fixarea piesei ;- dispozitive pentru ghidarea sculei.
19
Capitolul IV ne arată că maşinile de găurit se clasifică după mai multe criterii şi anume, după destinaţia care pot fi : maşini de găurit uzuale, maşini de găurit speciale.Dispozitive de găurit portative acţionate manual cele mai utilizate sunt:boraciul, coarba şi maşina manuală de găurit, aceasta este de două feluri: maşină manuală de găurit simplă şi maşină manuală de găurit cu două cu 2 turaţii.Maşini fixe: maşini de găurit cu coloană, maşini de găurit cu montant şi maşină de găurit cu montant şi coloană.
În capitolul V am descris operaţiile care se execută pentru pregătirea maşinii de găurit şi modul de cum se execută găurirea: executarea găurilor cu ajutorul dispozitivelor, executarea găurii prin metoda de găurire în coordonate, executarea găurilor fără fund, executarea găurilor cu fund.
În capitolul VI am prezentat cauzele care pot duce la înregistrarea unui rebut şi dispozitivele utilizate la controlul găurilo0r şi acestea sunt: şubler, micrometru de interior şi comparator.
Anexe:
Anexa 1.Mandrină:1-cheie, 2-manşon, 3-fălci (bacuri).
20

Anexa 3.Maşină de găurit radială:1- placă de bază, 2-colană, 3-masă de lucru, 4-piesa de prelucrat, 5-manşon vertical, 6-surub, 7-braţ, 8-sania de găurire, 9-arborele principal, 10-mandrină, 11-burghiu, 12-ghidaje.
21
Bibliografie
[1] Vasile Mărginenu: Utilajul şi tehnologia meseriei, constructii de maşini. Manualul pentru clasele IX, X, E.D.P.,Bucureşti, 1994.
22
[2] Adriana Popescu: Manual pentru cultură de specialitate. Pentru clasa a IX-a SAM, E.D.P., Bucureşti 2004.
[3] Gheorghe Zgură: U.T.L.M. Pentru clasele IX, X, E.D.P., Bucureşti, 1982.
[4] G.S. Georgescu: Îndrumător pentru atelierul mecanic, E.T.,Bucureşti 1978.
[5] S.Voicu: Tehnologia generală, E.D.P., Bucureşti 1968.
[6] Ion Moraru: T.E.P.S..Manual pentru clasa a XII-a.
23