Normativ C133 din 2014.pdf
44
Ministerul Dezvoltarii Regionale si Administratiei Publice 1. OBIECT. DOMENIU DE APLICARE 1.1. Prezentele instructiuni tehnice se refera la proiectarea si executarea cu suruburi de inalta rezistenta pretensionate, a imbinarilor cu eclise, folosite la realizarea constructiilor metalice (de ex. hale, cladiri de birouri, spatii comerciale, etc.). 1.2. Transmiterea solicitarilor intre elementele imbinarii (eclise si componentele elementelor de constructii metalice care se imbina) se face prin fortele de frecare dezvoltate sub incarcari intre suprafetele de contact ale acestor elemente, in limitele fortelor de frecare capabile, determinate de pretensionarea suruburilor la montare. 1.3. Pot fi folosite in calitate de suruburi pretensionate pentru imbinari structurale de inalta rezistenta cu strangere controlata, numai ansamblurile de suruburi din grupele 8.8 si 10.9, conforme conditiilor din prezentele instructiuni tehnice. 1.4. Suprafetele de contact ale elementelor imbinarii se prelucreaza pentru a se asigura coeficientul de frecare adoptat in calculul imbinarii 1.5. Imbinarile elementelor de constructii metalice, care fac obiectul prezentelor instructiuni tehnice, sunt utilizate la realizarea constructiilor civile si industriale folosite in medii atmosferice cu clasa de corozivitate C1...C3, conform prevederilor din reglementarile tehnice privind proiectarea si executia protectiei impotriva coroziunii a constructiilor din otel. 1.6. Prevederile instructiunilor tehnice se adreseaza investitorilor, proiectantilor, executantilor de lucrari, precum si organismelor de verificare si control (verificarea si/sau expertizarea proiectelor, controlul si/sau expertizarea lucrarilor, dupa caz). 1.7. Prevederile prezentelor instructiuni tehnice se pot aplica altor tipuri de constructii, altor tehnologii de prelucrare a suprafetelor si altor clase de corozivitate atmosferica, numai pe baza de experimentari efectuate in laboratoare acreditate si/sau autorizate. NOTĂ: In cuprinsul prezentelor Instructiuni textele reproduse din standardele in vigoare, aplicabile, sunt redactate in caseta. 2. TERMINOLOGIE. SIMBOLURI. DOCUMENTE DE REFERINTA I. TERMINOLOGIE Termenii utilizati sunt cei din documentele de referinta si au urmatoarele semnificatii: 2.1. categoria imbinarii - incadrare a imbinarii cu suruburi in functie de natura solicitarii predominante in timpul exploatarii, tipul suruburilor din imbinare si modul de dimensionare a acesteia; 2.2. constructie metalica - constructie alcatuita integral sau in cea mai mare parte, din elemente de constructie metalice, asamblate intre ele; 2.3. imbinare - locul/punctul de asamblare/solidarizare/prindere a doua sau mai multe elemente de constructie; pentru calcul, acesta este ansamblul componentelor de baza necesar pentru reprezentarea comportarii in timpul transmiterii eforturilor prin imbinare; 2.4. imbinare ductila - imbinare care prezinta capacitate de deformare in domeniul plastic fara o reducere semnificativa a capacitatii de rezistenta; 2.5. element imbinat - orice element care este asamblat/solidarizat/prins de un element portant sau de alt element de constructie; 2.6. nod - zona in care sunt imbinate doua sau mai multe elemente structurale; in calcul, acesta este ansamblul tuturor componentelor de baza necesar pentru reprezentarea comportarii nodului in timpul transmiterii fortelor si momentelor intre elementele structurale imbinate; 2.7. componenta de baza (a unui nod) - parte a unei imbinari care contribuie la una sau mai multe din proprietatile structurale ale acesteia; 2.8. organe de asamblare - elemente ale imbinarii care asigura fixarea elementelor imbinate (suruburi, saibe si piulite); 2.9. surub de inalta rezistenta - surub realizat dintr-un material avand caracteristici mecanice corespunzatoare grupei 8.8 sau 10.9, destinat folosirii in asamblarile pretensionate; Reglementare din 24/06/2014 Publicat in Monitorul Oficial, Partea I nr. 600bis din 12/08/2014 Reglementarea tehnica "Instructiuni tehnice privind imbinarea elementelor de constructii metalice cu suruburi de inalta rezistenta pretensionate, indicativ C 133-2014", din 24.06.2014 Page 1 of 44 2/27/2015 about:blank
-
Upload
cristimanitiu -
Category
Documents
-
view
2.198 -
download
267
Transcript of Normativ C133 din 2014.pdf

Ministerul Dezvoltarii Regionale si Administratiei Publice
1. OBIECT. DOMENIU DE APLICARE 1.1. Prezentele instructiuni tehnice se refera la proiectarea si executarea cu suruburi de inalta rezistenta pretensionate, a imbinarilor cu eclise, folosite la realizarea constructiilor metalice (de ex. hale, cladiri de birouri, spatii comerciale, etc.). 1.2. Transmiterea solicitarilor intre elementele imbinarii (eclise si componentele elementelor de constructii metalice care se imbina) se face prin fortele de frecare dezvoltate sub incarcari intre suprafetele de contact ale acestor elemente, in limitele fortelor de frecare capabile, determinate de pretensionarea suruburilor la montare. 1.3. Pot fi folosite in calitate de suruburi pretensionate pentru imbinari structurale de inalta rezistenta cu strangere controlata, numai ansamblurile de suruburi din grupele 8.8 si 10.9, conforme conditiilor din prezentele instructiuni tehnice. 1.4. Suprafetele de contact ale elementelor imbinarii se prelucreaza pentru a se asigura coeficientul de frecare adoptat in calculul imbinarii 1.5. Imbinarile elementelor de constructii metalice, care fac obiectul prezentelor instructiuni tehnice, sunt utilizate la realizarea constructiilor civile si industriale folosite in medii atmosferice cu clasa de corozivitate C1...C3, conform prevederilor din reglementarile tehnice privind proiectarea si executia protectiei impotriva coroziunii a constructiilor din otel. 1.6. Prevederile instructiunilor tehnice se adreseaza investitorilor, proiectantilor, executantilor de lucrari, precum si organismelor de verificare si control (verificarea si/sau expertizarea proiectelor, controlul si/sau expertizarea lucrarilor, dupa caz). 1.7. Prevederile prezentelor instructiuni tehnice se pot aplica altor tipuri de constructii, altor tehnologii de prelucrare a suprafetelor si altor clase de corozivitate atmosferica, numai pe baza de experimentari efectuate in laboratoare acreditate si/sau autorizate. NOTĂ: In cuprinsul prezentelor Instructiuni textele reproduse din standardele in vigoare, aplicabile, sunt redactate in caseta. 2. TERMINOLOGIE. SIMBOLURI. DOCUMENTE DE REFERINTA I. TERMINOLOGIE Termenii utilizati sunt cei din documentele de referinta si au urmatoarele semnificatii: 2.1. categoria imbinarii - incadrare a imbinarii cu suruburi in functie de natura solicitarii predominante in timpul exploatarii, tipul suruburilor din imbinare si modul de dimensionare a acesteia; 2.2. constructie metalica - constructie alcatuita integral sau in cea mai mare parte, din elemente de constructie metalice, asamblate intre ele; 2.3. imbinare - locul/punctul de asamblare/solidarizare/prindere a doua sau mai multe elemente de constructie; pentru calcul, acesta este ansamblul componentelor de baza necesar pentru reprezentarea comportarii in timpul transmiterii eforturilor prin imbinare; 2.4. imbinare ductila - imbinare care prezinta capacitate de deformare in domeniul plastic fara o reducere semnificativa a capacitatii de rezistenta; 2.5. element imbinat - orice element care este asamblat/solidarizat/prins de un element portant sau de alt element de constructie; 2.6. nod - zona in care sunt imbinate doua sau mai multe elemente structurale; in calcul, acesta este ansamblul tuturor componentelor de baza necesar pentru reprezentarea comportarii nodului in timpul transmiterii fortelor si momentelor intre elementele structurale imbinate; 2.7. componenta de baza (a unui nod) - parte a unei imbinari care contribuie la una sau mai multe din proprietatile structurale ale acesteia; 2.8. organe de asamblare - elemente ale imbinarii care asigura fixarea elementelor imbinate (suruburi, saibe si piulite); 2.9. surub de inalta rezistenta - surub realizat dintr-un material avand caracteristici mecanice corespunzatoare grupei 8.8 sau 10.9, destinat folosirii in asamblarile pretensionate;
Reglementare
din 24/06/2014 Publicat in Monitorul Oficial, Partea I nr. 600bis din 12/08/2014
Reglementarea tehnica "Instructiuni tehnice privind
imbinarea elementelor de constructii metalice cu suruburi de inalta rezistenta pretensionate, indicativ C
133-2014", din 24.06.2014
Page 1 of 44
2/27/2015about:blank

2.10. eclisa - element de constructie metalica asimilabila unei placi plane, folosita pentru realizarea asamblarii a doua elemente de constructii metalice alaturate cu ajutorul unor suruburi sau nituri; 2.11. placa de compensare (furura) - element de constructie metalica asimilabil unei placi plane, destinata compensarii abaterilor de la aliniere a doua elemente de constructie, solidarizate intre ele; 2.12. dispozitiv (ansamblu) de fixare - ansamblul format din surub, piulita, saiba (saibe) si, eventual, saiba indicatoare a pretensionarii; 2.13. pretensionare - operatie prin care se realizeaza o stare initiala de intindere sau compresiune in materialul unui element de costructie metalica, inainte de aplicarea incarcarilor functionale; 2.14. moment de strangere - pentru o asamblare cu surub si piulita, momentul de strangere este momentul calculat in axa surubului, pentru care se realizeaza o strangere prescrisa in asamblare; 2.15. forta de frecare - componenta tangentiala la suprafata de contact dintre doua corpuri, a fortei de sprijin pe care unul din corpuri o exercita asupra celui de-al doilea; 2.16. coeficient de frecare - pentru doua corpuri in contact, coeficientul de frecare este o marime fizica depinzand de materialele celor doua corpuri si gradul de prelucrare al suprafetelor la nivelul carora se realizeaza contactul; 2.17. eveniment major - actiune externa accidentala asupra structurii metalice care poate induce in imbinarea cu suruburi de inalta rezistenta pretensionate, eforturi care genereaza diminuarea ductilitatii imbinarii; 2.18. durata de viata normata (de calcul) - perioada in care un sistem poate fi utilizat conform destinatiei sale, cu mentenanta proiectata; 2.19. sistem - ansamblu de elemente care functioneaza in comun pentru realizarea in mod independent a unei functiuni sau a mai multor functiuni; 2.20. documentatie tehnica privind sistemul (tehnologic) - documentatia tehnica elaborata de producatorul unui sistem, care trebuie avuta in vedere la aplicarea acelui sistem; 2.21. dotari tehnice - scule, echipamente, masini, utilaje, mijloace de tansport s.a. necesare, dupa caz, pentru executarea lucrarilor. II. SIMBOLURI Simbolurile sunt cele din documentele de referinta si au urmatoarele semnificatii: a - coeficient adimensional care tine seama de pozitia surubului in directie paralela cu directia efortului transmis de imbinare; elementele imbinate; d - diametru; e - distanta sau coeficient; f - limita de curgere sau de rupere; k - coeficient; m - diferenta dintre diametre; n - numar; p - distanta; s - abatere standard; t - grosime sau durata; u - toleranta geometrica; A - arie; B - forta; C - duritate Rockwell; D - diferenta dintre grosimi; E - modulul de elasticitate longitudinala sau inaltimea zonei nedecarburizate a filetului; F - duritatea (Vickers sau Brinell) sau forta; G - modulul de elasticitate transversala sau adancimea zonei decarburizate a filetului; HV - duritatea superficiala; H1 - inaltimea triunghiului generator al filetului surubului; KV - rezilienta; L - lungime sau distanta; M - moment sau cuplu; N - forta; R - rezistenta sau tensiune nominala; Rz5 - inaltime medie a profilului rugozitatii; S - tensiune la sarcina de proba sau abatere standard; T - temperatura; V - forta sau coeficient; Z - gatuire la incercarea de tractiune statica pe epruvete prelucrate; α - coeficientul deformatiei termice liniare sau unghi; β - factor sau coeficient; γ - coeficient partial de siguranta; δ - deplasare; ε - deformatia specifica; µ - coeficient de frecare;
Page 2 of 44
2/27/2015about:blank
θ - unghi de rasucire; σ - tensiune axiala; ∆ - inaltimea bavurilor sau diferenta. III. DOCUMENTE DE REFERINTA Documentele de referinta necesare pentru aplicarea prezentelor instructiuni, sunt cuprinse in Anexa D. 3. CERINTE SPECIFICE IMBINARILOR CU SURUBURI DE INALTA REZISTENTA, PRETENSIONATE 3.1. Principalele cerinte de performanta impuse imbinarilor cu suruburi de inalta rezistenta, pretensionate sunt urmatoarele: rezistenta mecanica - se impune ca imbinarea sa aiba o capacitate de rezistenta suficienta la incarcarile functionale si exceptionale pentru care a fost proiectata; rigiditate - se impune ca imbinarea sa permita elementelor imbinate de a putea avea deformatii elastice sub actiunea incarcarilor functionale; ductilitate - se impune ca imbinarea sa aiba capacitatea de a disipa energia generata de evenimentul major pentru care a fost proiectata; fiabilitate - se impune ca imbinarea sa-si indeplineasca rolul functional pentru care a fost proiectata, in conditiile specificate prin proiect, conform reglementarilor tehnice in vigoare si pentru o perioada de timp cel putin egala cu durata de viata normata a structurii metalice din care face parte, in conditii normale de exploatare. 3.2. La proiectarea, executia si exploatarea imbinarilor cu suruburi de inalta rezistenta pretensionate, se vor respecta prevederile documentelor de referinta aplicabile, in vigoare, precum si procedurile recomandate in acestea; la proiectarea imbinarilor cu suruburi de inalta rezistenta pretensionate, se vor respecta prevederile urmatoarelor standarde: SR EN 1090-2+A1, SR EN 1993-1-1 si SR EN 1993-1-8. 3.3. Pe plansele cu detalii de executie, prin proiectare se vor specifica, in mod obligatoriu, otelurile din care se realizeaza elementele imbinate, grupa de calitate a organelor de asamblare si specificatiile tehnice de produs, corespunzatoare. De asemenea, in proiect se vor specifica toate conditiile tehnice necesare la uzinarea elementelor imbinarilor, cu exceptia dispozitivelor de fixare, precum si la realizarea imbinarilor pe santier, astfel incat sa se asigure conformitatea structurii. 4. SISTEME, MATERIALE, DISPOZITIVE I. SISTEME In cele ce urmeaza se fac precizari asupra unor sisteme conventionale folosite pentru realizarea asamblarilor pretensionate ale constuctiilor metalice, alcatuite din surub, piulita si saiba. 4.1. Sistemul HR (sistemul franco-britanic) - Sistemul foloseste piulite cu inaltime mare si lungime mare a portiunii filetate a surubului. Caracteristic acestui sistem este faptul ca depasirea efortului nominal maxim in directie axiala, cauzata fie de realizarea unei pretensionari mai mari decat cea reglementata, fie de o incarcare accidentala, provoca cedarea dispozitivului de fixare prin alungirea plastica a tijei surubului. In cazul cedarii dispozitivului de fixare, prin pierderea ductilitatii, acesta trebuie, in mod obligatoriu, inlocuit. NOTĂ: Sistemul HR este relativ insensibil la depasirea efortului axial corespunzator pretensionarii din specificatia tehnica de produs. La depasirea severa a efortului axial corespunzator pretensionarii specificate, se produce ruperea tijei surubului. 4.2. Sistemul HV (sistemul german) - Acest sistem se utilizeaza atat cu pretensionare, cat si fara pretensionare. Sistemul foloseste piulite cu inaltime mica si lungime mica a portiunii filetate a surubului. Caracteristic acestui sistem este faptul ca depasirea efortului nominal maxim in directie axiala, cauzata fie de realizarea unei pretensionari mai mari decat cea reglementata, fie de o incarcare accidentala, provoaca cedarea dispozitivului de fixare prin deformarea plastica a filetului piulitei. Pentru asamblarile in care eforturile predominante din imbinare sunt in directie transversala in rapot cu axa tijei surubului, in cazul pierderii ductilitatii dispozitivului de fixare, acesta lucreaza in continuare ca un sistem nepretensionat, preluand eforturile din imbinare prin forfecare si presiune de contact. NOTĂ: Sistemul HV este mai sensibil la depasirea efortului axial corespunzator pretensionarii reglementate, de aceea este necesar un control mai riguros in santier a pretensionarii aplicate. Daca se depaseste cu mult efortul axial corespunzator pretensionarii reglementate, deformatiile din filetul piulitei ofera un oarecare indiciu asupra iminentei cedarii. 4.3. Sistemul HRC - Varianta a sistemului HR, in care pretensionarea este controlata prin forfecarea unui element precis dimensionat in acest scop. In acest sistem, imbinarea este pretensionata folosind o cheie specifica, electrica sau mecanica, fara inducere de solicitari impulsive, prevazuta cu un sistem de doua bucse coaxiale, care actioneaza prin rasucire, una fata de cealalta. NOTĂ: Descrierea detaliata a metodei de strangere in sistem HRC este data in paragraful 8.5 continut in standardul SR EN 1090-2+A1. 4.4. Suruburile de inalta rezistenta pretensionate, precum si piulitele conjugate folosite in sistemele descrise anterior sunt urmatoarele:
Page 3 of 44
2/27/2015about:blank

- Sistem HR - foloseste suruburi din grupa de caracteristici mecanice 8.8 sau 10.9, avand filetele M12, (M14), M16, (M18), M20, M22, M24, M27, M30 si M36 cu pas normal si piulite conjugate din clasa de calitate 8, respectiv 10, dupa caz. - Sistem HV - foloseste suruburi din grupa de caracteristici mecanice 10.9, avand filetele M12, M16, M20, M22, M24, M27, M30 si M36 cu pas normal si piulite conjugate din clasa de calitate 10. - Sistem HRC - foloseste suruburi din grupa 10.9, avand filetele M12, M16, M20, M22, M24, M27 si M30 cu pas normal si piulite conjugate din clasa de calitate 10. NOTA 1: Filetele cuprinse intre paranteze sunt filete nepreferentiale. NOTA 2: Luand ca exemplu marcarea "HR 10.9", semnificatia acesteia este: - Grupul de litere din marcare semnifica sistemul de pretensionare. Se mentioneaza ca sistemul de pretensionare poate fi si HV sau HRC. - Numarul din stanga punctului de separatie ("10" din 10.9) reprezinta 1% din rezistenta nominala la tractiune, Rm, nom (vezi poz. 2 din tabelul 4.2).
- Numarul din dreapta punctului de separatie ("9" din 10.9) reprezinta de 10 ori raportul dintre tensiunea nominala la alungirea neproportionala de 0,2% ( Rp 0, 2, nom - poz. 5 din tabelul 4.2) si rezistenta nominala la tractiune, Rm, nom (vezi poz. 2 din tabelul 4.2).
- Produsul numerelor din stanga si din dreapta punctului de separatie (10 X 9 = 90 ) reprezinta 1/10 din tensiunea nominala la alungirea neproportionala de 0,2% - Rp 0, 2, nom (vezi poz. 5 din tabelul 4.2).
NOTA 3: Luand ca exemplu marcarea "10HV", semnificatia acesteia este: - Numarul din marcare reprezinta 1/100 din rezistenta minima la tractiune, in N/mm2, a unui surub care asamblat cu o piulita poate fi incarcat pana la limita corespunzatoare alungirii neproportionale aparenta de 0,2% - Rp 0, 2, nom.
- Grupul de litere din marcare semnifica sistemul de pretensionare. Se mentioneaza ca sistemul de pretensionare poate fi si HV sau HRC. II. MATERIALE UTILIZATE PENTRU EXECUTIE In continuare se fac precizari privind materialele folosite pentru executia elementelor imbinate (inclusiv eclise si placi de compensare), precum si a organelor de asamblare (suruburi, piulite, saibe). II.1. Materiale pentru elementele imbinate 4.5. Elementele imbinate, inclusiv eclisele si placile de compensare vor fi executate din semifabricate laminate, realizate din oteluri sudabile pentru constructii, acceptate pentru utilizare in constructii conform legislatiei in vigoare. 4.6. Valorile nominale ale limitei de curgere f
γ si ale rezistentei de rupere la tractiune fu pentru otelurile de
constructii pot fi obtinute adoptand valorile fγ = Reh si fu = Rm, in conformitate cu valorile din specificatia
tehnica de produs. NOTĂ: Pentru informatii complete asupra caracteristicilor fizico-mecanice ale materialelor se vor consulta specificatiile tehnice de produs corespunzatoare.
Tabelul 4.1
Valori minime nominale pentru limita de curgere si pentru rezistenta la tractiune statica ale otelurilor de constructii laminate la cald
4.7. Pentru oteluri este necesara o ductilitate minima, asigurata prin impunerea urmatoarelor limitari: - limitarea inferioara a raportului dintre rezistenta minima la tractiune si limita minima de curgere; - limitarea alungirii specifice la rupere pe o lungime calibrata; - limitarea deformatiei specifice atinsa in momentul ruperii la tractiune. NOTĂ: Pentru valorile limita ale raportului fu/fy, ale alungirii la rupere si ale deformatiei specifice εu se va consulta continutul capitolului 3 din standardul SR EN 1993-1-1.
Grosimi nominale, t
t ≤ 40 mm 40 mm < t ≤ 80 mm
fy fu fy fu
235 N/mm2 360 N/mm2 215 N/mm2 340 N/mm2
Page 4 of 44
2/27/2015about:blank
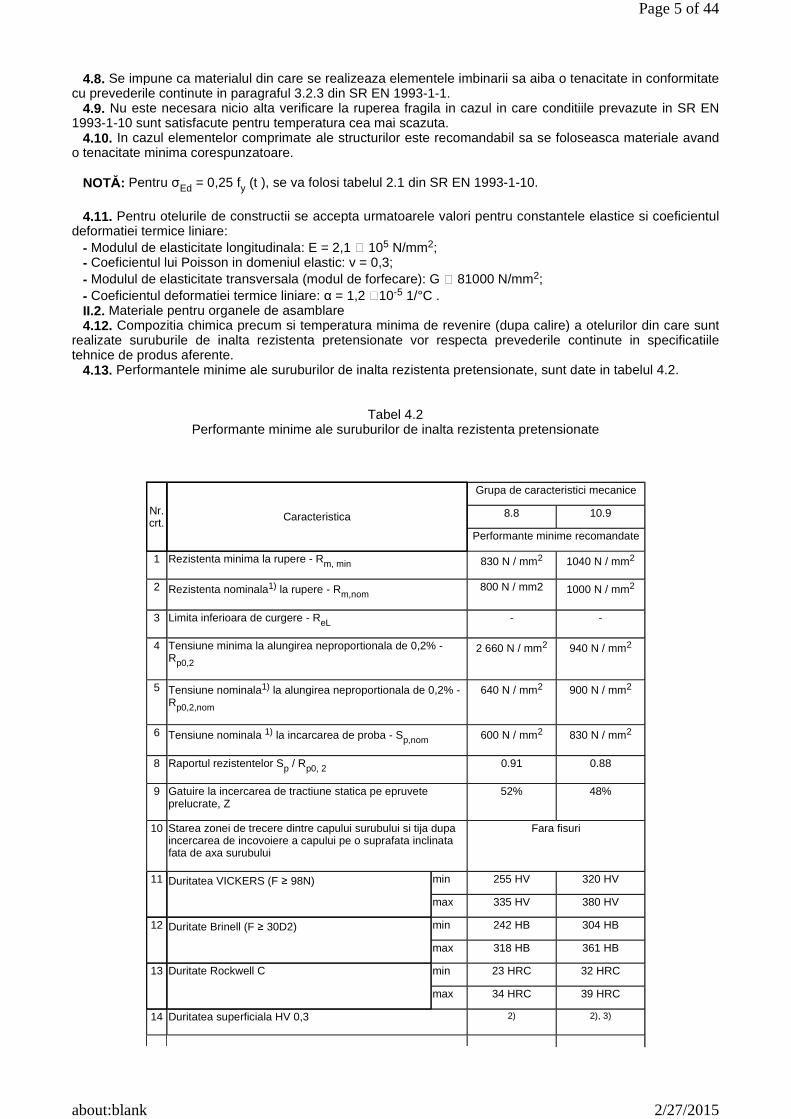
4.8. Se impune ca materialul din care se realizeaza elementele imbinarii sa aiba o tenacitate in conformitate cu prevederile continute in paragraful 3.2.3 din SR EN 1993-1-1. 4.9. Nu este necesara nicio alta verificare la ruperea fragila in cazul in care conditiile prevazute in SR EN 1993-1-10 sunt satisfacute pentru temperatura cea mai scazuta. 4.10. In cazul elementelor comprimate ale structurilor este recomandabil sa se foloseasca materiale avand o tenacitate minima corespunzatoare. NOTĂ: Pentru σEd = 0,25 fy (t ), se va folosi tabelul 2.1 din SR EN 1993-1-10. 4.11. Pentru otelurile de constructii se accepta urmatoarele valori pentru constantele elastice si coeficientul deformatiei termice liniare: - Modulul de elasticitate longitudinala: E = 2,1 ⋅ 105 N/mm2; - Coeficientul lui Poisson in domeniul elastic: v = 0,3; - Modulul de elasticitate transversala (modul de forfecare): G ⋅ 81000 N/mm2; - Coeficientul deformatiei termice liniare: α = 1,2 ⋅10-5 1/°C . II.2. Materiale pentru organele de asamblare 4.12. Compozitia chimica precum si temperatura minima de revenire (dupa calire) a otelurilor din care sunt realizate suruburile de inalta rezistenta pretensionate vor respecta prevederile continute in specificatiile tehnice de produs aferente. 4.13. Performantele minime ale suruburilor de inalta rezistenta pretensionate, sunt date in tabelul 4.2.
Tabel 4.2
Performante minime ale suruburilor de inalta rezistenta pretensionate
Nr. crt. Caracteristica
Grupa de caracteristici mecanice
8.8 10.9
Performante minime recomandate
1 Rezistenta minima la rupere - Rm, min 830 N / mm2 1040 N / mm2
2 Rezistenta nominala1) la rupere - Rm,nom800 N / mm2 1000 N / mm2
3 Limita inferioara de curgere - ReL - -
4 Tensiune minima la alungirea neproportionala de 0,2% - Rp0,2
2 660 N / mm2 940 N / mm2
5 Tensiune nominala1) la alungirea neproportionala de 0,2% - Rp0,2,nom
640 N / mm2 900 N / mm2
6 Tensiune nominala 1) la incarcarea de proba - Sp,nom 600 N / mm2 830 N / mm2
8 Raportul rezistentelor Sp / Rp0, 2 0.91 0.88
9 Gatuire la incercarea de tractiune statica pe epruvete prelucrate, Z
52% 48%
10 Starea zonei de trecere dintre capului surubului si tija dupa incercarea de incovoiere a capului pe o suprafata inclinata fata de axa surubului
Fara fisuri
11 Duritatea VICKERS (F ≥ 98N) min 255 HV 320 HV
max 335 HV 380 HV
12 Duritate Brinell (F ≥ 30D2) min 242 HB 304 HB
max 318 HB 361 HB
13 Duritate Rockwell C min 23 HRC 32 HRC
max 34 HRC 39 HRC
14 Duritatea superficiala HV 0,3 2) 2), 3)
Page 5 of 44
2/27/2015about:blank
1) Valorile nominale reprezinta valori de calcul (valori normate). 2) Se impune ca duritatea superficiala sa nu fie mai mare decat duritatea miezului + 30 puncte HV. 3) Se impune ca duritatea superficiala sa nu depaseasca 390 HV. NOTĂ 1: H1 este inaltimea triunghiului generator al filetului surubului.
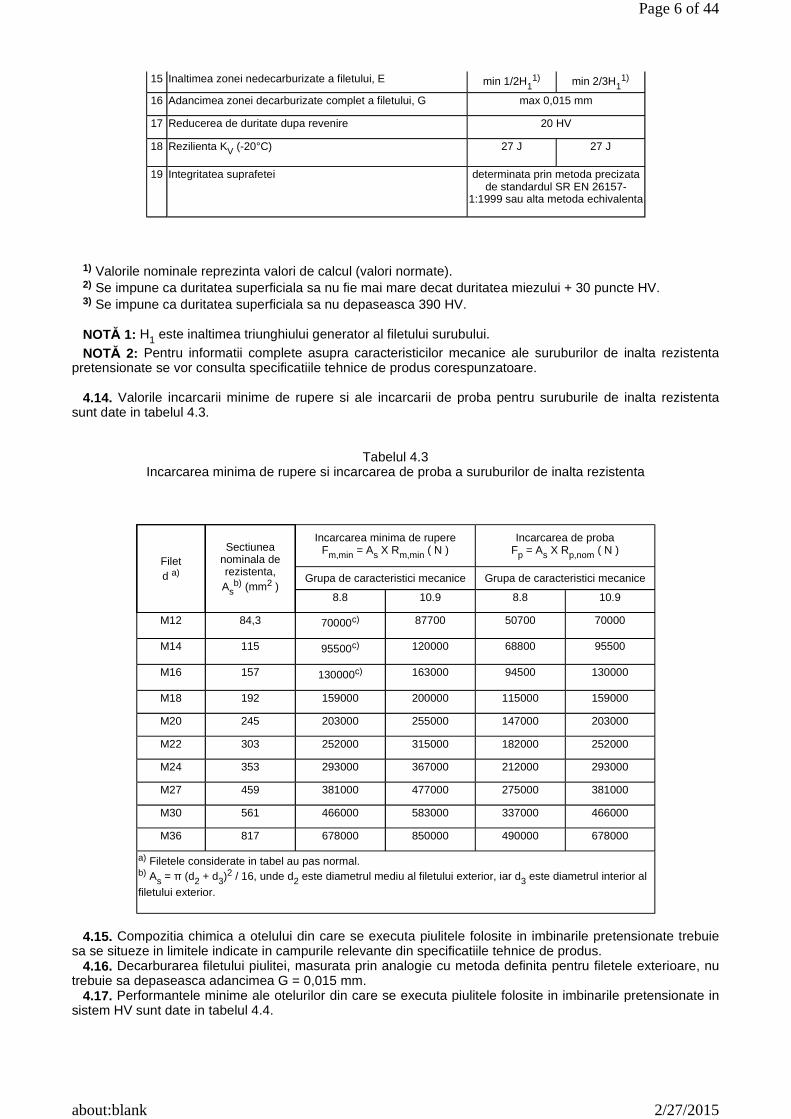
NOTĂ 2: Pentru informatii complete asupra caracteristicilor mecanice ale suruburilor de inalta rezistenta pretensionate se vor consulta specificatiile tehnice de produs corespunzatoare. 4.14. Valorile incarcarii minime de rupere si ale incarcarii de proba pentru suruburile de inalta rezistenta sunt date in tabelul 4.3.
Tabelul 4.3
Incarcarea minima de rupere si incarcarea de proba a suruburilor de inalta rezistenta
4.15. Compozitia chimica a otelului din care se executa piulitele folosite in imbinarile pretensionate trebuie sa se situeze in limitele indicate in campurile relevante din specificatiile tehnice de produs. 4.16. Decarburarea filetului piulitei, masurata prin analogie cu metoda definita pentru filetele exterioare, nu trebuie sa depaseasca adancimea G = 0,015 mm. 4.17. Performantele minime ale otelurilor din care se executa piulitele folosite in imbinarile pretensionate in sistem HV sunt date in tabelul 4.4.
15 Inaltimea zonei nedecarburizate a filetului, E min 1/2H11) min 2/3H1
1)
16 Adancimea zonei decarburizate complet a filetului, G max 0,015 mm
17 Reducerea de duritate dupa revenire 20 HV
18 Rezilienta KV (-20°C) 27 J 27 J
19 Integritatea suprafetei determinata prin metoda precizata de standardul SR EN 26157-
1:1999 sau alta metoda echivalenta
Filet d a)
Sectiunea nominala de rezistenta, As
b) (mm2 )
Incarcarea minima de rupere Fm,min = As X Rm,min ( N )
Incarcarea de proba Fp = As X Rp,nom ( N )
Grupa de caracteristici mecanice Grupa de caracteristici mecanice
8.8 10.9 8.8 10.9
M12 84,3 70000c) 87700 50700 70000
M14 115 95500c) 120000 68800 95500
M16 157 130000c) 163000 94500 130000
M18 192 159000 200000 115000 159000
M20 245 203000 255000 147000 203000
M22 303 252000 315000 182000 252000
M24 353 293000 367000 212000 293000
M27 459 381000 477000 275000 381000
M30 561 466000 583000 337000 466000
M36 817 678000 850000 490000 678000
a) Filetele considerate in tabel au pas normal. b) As = π (d2 + d3)2 / 16, unde d2 este diametrul mediu al filetului exterior, iar d3 este diametrul interior al
filetului exterior.
Page 6 of 44
2/27/2015about:blank
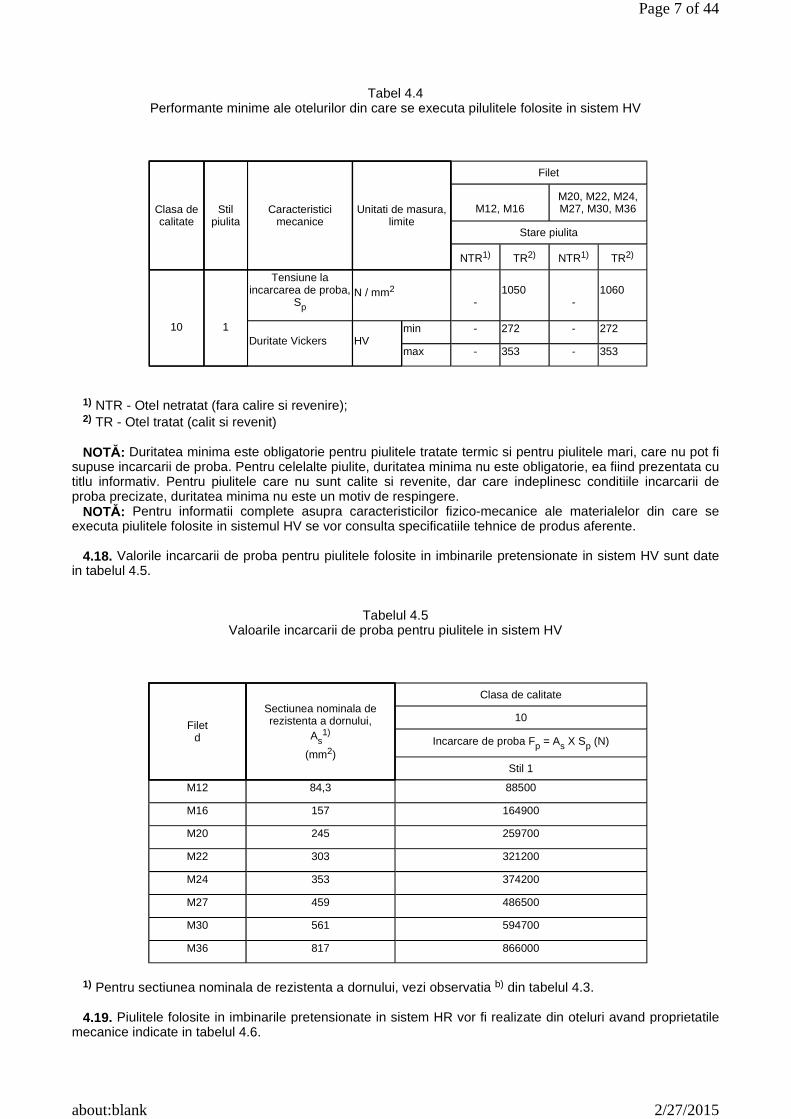
Tabel 4.4
Performante minime ale otelurilor din care se executa pilulitele folosite in sistem HV
1) NTR - Otel netratat (fara calire si revenire); 2) TR - Otel tratat (calit si revenit) NOTĂ: Duritatea minima este obligatorie pentru piulitele tratate termic si pentru piulitele mari, care nu pot fi supuse incarcarii de proba. Pentru celelalte piulite, duritatea minima nu este obligatorie, ea fiind prezentata cu titlu informativ. Pentru piulitele care nu sunt calite si revenite, dar care indeplinesc conditiile incarcarii de proba precizate, duritatea minima nu este un motiv de respingere. NOTĂ: Pentru informatii complete asupra caracteristicilor fizico-mecanice ale materialelor din care se executa piulitele folosite in sistemul HV se vor consulta specificatiile tehnice de produs aferente. 4.18. Valorile incarcarii de proba pentru piulitele folosite in imbinarile pretensionate in sistem HV sunt date in tabelul 4.5.
Tabelul 4.5
Valoarile incarcarii de proba pentru piulitele in sistem HV
1) Pentru sectiunea nominala de rezistenta a dornului, vezi observatia b) din tabelul 4.3. 4.19. Piulitele folosite in imbinarile pretensionate in sistem HR vor fi realizate din oteluri avand proprietatile mecanice indicate in tabelul 4.6.
Clasa de calitate
Stil piulita
Caracteristici mecanice
Unitati de masura, limite
Filet
M12, M16
M20, M22, M24, M27, M30, M36
Stare piulita
NTR1) TR2) NTR1) TR2)
10
1
Tensiune la incarcarea de proba,
Sp
N / mm2
-
1050
-
1060
Duritate Vickers
HV
min - 272 - 272
max - 353 - 353
Filet d
Sectiunea nominala de rezistenta a dornului,
As1)
(mm2)
Clasa de calitate
10
Incarcare de proba Fp = As X Sp (N)
Stil 1
M12 84,3 88500
M16 157 164900
M20 245 259700
M22 303 321200
M24 353 374200
M27 459 486500
M30 561 594700
M36 817 866000
Page 7 of 44
2/27/2015about:blank

4.20. Piulitele folosite in imbinarile pretensionate in sistem HR au valorile incarcarii de proba date in tabelul 4.7. 4.21. Piulitele folosite in imbinarile pretensionate in sistem HRC vor fi realizate din oteluri avand proprietatile mecanice indicate in tabelul 4.8. 4.22. Piulitele folosite in imbinarile pretensionate in sistem HRC au valorile incarcarii de proba date in tabelul 4.9. 4.23. Suruburile de inalta rezistenta, cu cap inecat si crestat, folosite in imbinarile pretensionate in sistem HR vor avea performante minime conform prevederilor din tabelul 4.1, iar incarcarea minima de rupere si incarcarea de proba vor fi conforme tabelului 4.2, corespunzator grupei de caracteristici mecanice.
Tabel 4.6
Performante minime ale otelurilor din care se executa pilulitele folosite in sistem HR
1) NTR - Otel netratat (fara calire si revenire); 2) TR - Otel tratat (calit si revenit) NOTĂ: Piulitele realizate in stil 2 sunt cu cca. 10% mai inalte decat piulitele similare realizate in stil 1. NOTĂ: Pentru informatii complete asupra caracteristicilor fizico-mecanice ale materialelor din care se executa piulitele folosite in sistemul HR se vor consulta specificatiile tehnice de produs aferente.
Tabelul 4.7
Valorile incarcarii de proba pentru piulitele in sistem HR
Clasa de calitate
Stil piulita Caracteristici mecanice Unitati de
masura, limite
Filet
M12, (M14), M16
(M18), M20, M22, M24, M27, M30,
M36
Stare piulita
NTR1) TR2) NTR1) TR2)
8
1
Tensiune la incarcarea de proba, Sp
N / mm2 1000 - - 1000
Duritate Vickers HV
min 200 - - 233
max 302 - - 353
2
Tensiune la incarcarea de proba, Sp
N / mm2 - - 10003) -
Duritate Vickers HV
min - - 180 -
max - - 302 -
10
1
Tensiune la incarcarea de proba, Sp
N / mm2 - 11603) - 11603)
Duritate Vickers HV
min - 272 - 272
max - 353 - 353
Filet d
Sectiunea nominala de rezistenta a mandrinei
de incercare, As
(mm2)
Clasa de calitate
8 10
Clasa de toleranta 6H sau 6AZ
Clasa de toleranta 6H sau 6AZ
Incarcarea de proba Fp = As X Sp (N)
M12 84,3 84300 97800
Page 8 of 44
2/27/2015about:blank

Tabel 4.8 Performante minime ale otelurilor din care se executa pilulitele folosite in sistem HRC
1) NTR - Otel netratat (fara calire si revenire); 2) TR - Otel tratat (calit si revenit)
Tabelul 4.9
Valorile sarcinii de proba pentru piulitele in sistem HRC
(M14) 115 115000 133400
M16 157 157000 182100
(M18) 192 192000 222700
M20 245 245000 284200
M22 303 303000 351200
M24 353 353000 409500
M27 459 459000 532400
M30 561 561000 650800
M36 817 817000 947700
Clasa de calitate
Stil piulita Caracteristici mecanice Unitati de
masura, limite
Filet
M12, M16 M20, M22, M24, M27, M30
Stare piulita
NTR1) TR2) NTR1) TR2)
10 1
Tensiune la incarcarea de proba, Sp (piulite cu
inaltimea m = 0,8d )N/mm2 - 1160 - 1160
Tensiune la incarcarea de proba, Sp (piulite cu
inaltimea m = d)N/mm2 - 1245 - 1245
Duritate Vickers HVmin - 272 - 272
max - 353 - 353
Filet d
Sectiunea nominala de rezistenta a mandrinei
de incercare, As
(mm2)
Clasa de calitate 10 Clasa de toleranta 6H sau 6AZ
Sarcina de proba Fp = As X Sp, (N)
Piulite normale cu m = 0,8d Piulite cu inaltimea m = d
M12 84,3 97800 104900
M16 157 182100 195500
M20 245 284200 305000
M22 303 351200 377200
M24 353 409500 439500
M27 459 532400 571500
M30 561 680800 698400
Page 9 of 44
2/27/2015about:blank
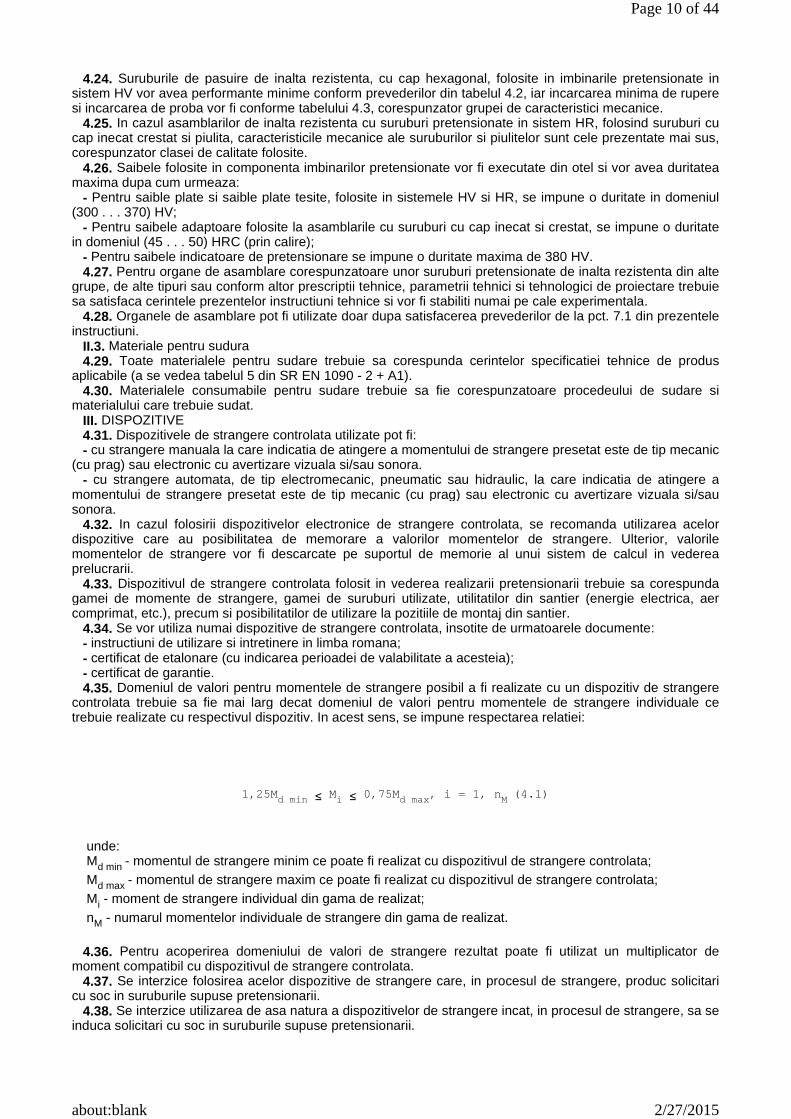
4.24. Suruburile de pasuire de inalta rezistenta, cu cap hexagonal, folosite in imbinarile pretensionate in sistem HV vor avea performante minime conform prevederilor din tabelul 4.2, iar incarcarea minima de rupere si incarcarea de proba vor fi conforme tabelului 4.3, corespunzator grupei de caracteristici mecanice. 4.25. In cazul asamblarilor de inalta rezistenta cu suruburi pretensionate in sistem HR, folosind suruburi cu cap inecat crestat si piulita, caracteristicile mecanice ale suruburilor si piulitelor sunt cele prezentate mai sus, corespunzator clasei de calitate folosite. 4.26. Saibele folosite in componenta imbinarilor pretensionate vor fi executate din otel si vor avea duritatea maxima dupa cum urmeaza: - Pentru saible plate si saible plate tesite, folosite in sistemele HV si HR, se impune o duritate in domeniul (300 . . . 370) HV; - Pentru saibele adaptoare folosite la asamblarile cu suruburi cu cap inecat si crestat, se impune o duritate in domeniul (45 . . . 50) HRC (prin calire); - Pentru saibele indicatoare de pretensionare se impune o duritate maxima de 380 HV. 4.27. Pentru organe de asamblare corespunzatoare unor suruburi pretensionate de inalta rezistenta din alte grupe, de alte tipuri sau conform altor prescriptii tehnice, parametrii tehnici si tehnologici de proiectare trebuie sa satisfaca cerintele prezentelor instructiuni tehnice si vor fi stabiliti numai pe cale experimentala. 4.28. Organele de asamblare pot fi utilizate doar dupa satisfacerea prevederilor de la pct. 7.1 din prezentele instructiuni. II.3. Materiale pentru sudura 4.29. Toate materialele pentru sudare trebuie sa corespunda cerintelor specificatiei tehnice de produs aplicabile (a se vedea tabelul 5 din SR EN 1090 - 2 + A1). 4.30. Materialele consumabile pentru sudare trebuie sa fie corespunzatoare procedeului de sudare si materialului care trebuie sudat. III. DISPOZITIVE 4.31. Dispozitivele de strangere controlata utilizate pot fi: - cu strangere manuala la care indicatia de atingere a momentului de strangere presetat este de tip mecanic (cu prag) sau electronic cu avertizare vizuala si/sau sonora. - cu strangere automata, de tip electromecanic, pneumatic sau hidraulic, la care indicatia de atingere a momentului de strangere presetat este de tip mecanic (cu prag) sau electronic cu avertizare vizuala si/sau sonora. 4.32. In cazul folosirii dispozitivelor electronice de strangere controlata, se recomanda utilizarea acelor dispozitive care au posibilitatea de memorare a valorilor momentelor de strangere. Ulterior, valorile momentelor de strangere vor fi descarcate pe suportul de memorie al unui sistem de calcul in vederea prelucrarii. 4.33. Dispozitivul de strangere controlata folosit in vederea realizarii pretensionarii trebuie sa corespunda gamei de momente de strangere, gamei de suruburi utilizate, utilitatilor din santier (energie electrica, aer comprimat, etc.), precum si posibilitatilor de utilizare la pozitiile de montaj din santier. 4.34. Se vor utiliza numai dispozitive de strangere controlata, insotite de urmatoarele documente: - instructiuni de utilizare si intretinere in limba romana; - certificat de etalonare (cu indicarea perioadei de valabilitate a acesteia); - certificat de garantie. 4.35. Domeniul de valori pentru momentele de strangere posibil a fi realizate cu un dispozitiv de strangere controlata trebuie sa fie mai larg decat domeniul de valori pentru momentele de strangere individuale ce trebuie realizate cu respectivul dispozitiv. In acest sens, se impune respectarea relatiei:
1,25M d min ≤ M i ≤ 0,75M d max , i = 1, n M (4.1)
unde: Md min - momentul de strangere minim ce poate fi realizat cu dispozitivul de strangere controlata; Md max - momentul de strangere maxim ce poate fi realizat cu dispozitivul de strangere controlata; Mi - moment de strangere individual din gama de realizat; nM - numarul momentelor individuale de strangere din gama de realizat. 4.36. Pentru acoperirea domeniului de valori de strangere rezultat poate fi utilizat un multiplicator de moment compatibil cu dispozitivul de strangere controlata. 4.37. Se interzice folosirea acelor dispozitive de strangere care, in procesul de strangere, produc solicitari cu soc in suruburile supuse pretensionarii. 4.38. Se interzice utilizarea de asa natura a dispozitivelor de strangere incat, in procesul de strangere, sa se induca solicitari cu soc in suruburile supuse pretensionarii.
Page 10 of 44
2/27/2015about:blank
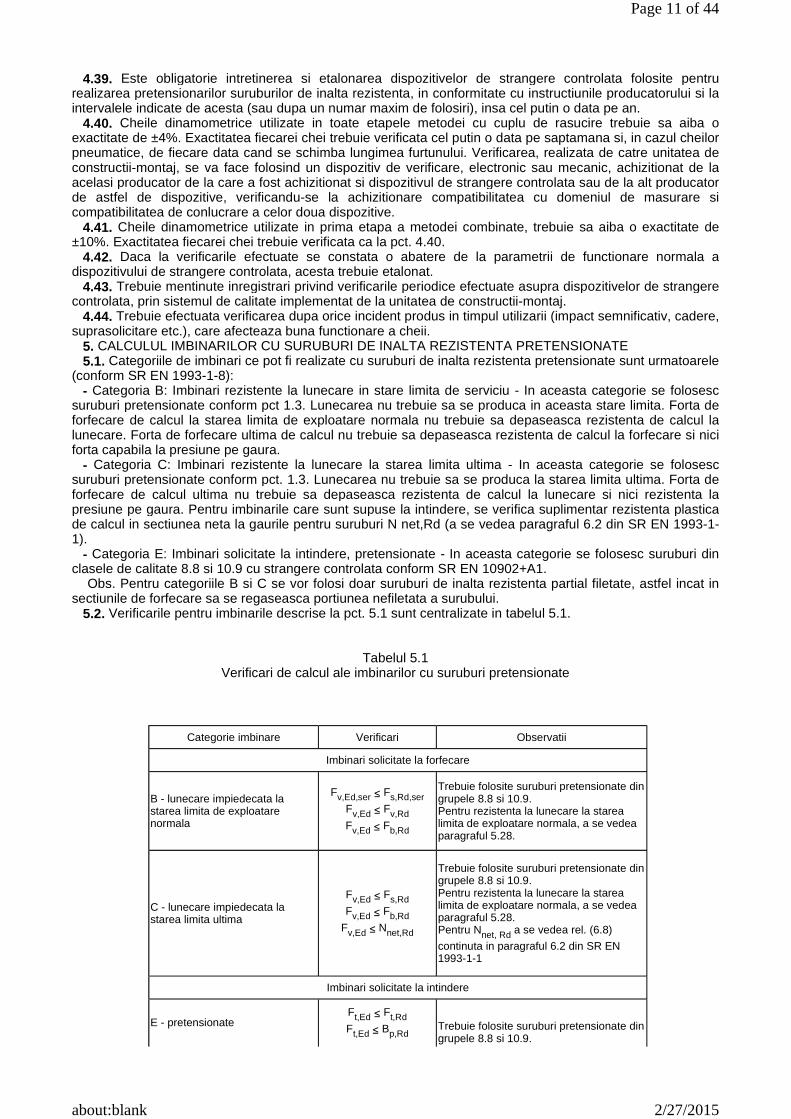
4.39. Este obligatorie intretinerea si etalonarea dispozitivelor de strangere controlata folosite pentru realizarea pretensionarilor suruburilor de inalta rezistenta, in conformitate cu instructiunile producatorului si la intervalele indicate de acesta (sau dupa un numar maxim de folosiri), insa cel putin o data pe an. 4.40. Cheile dinamometrice utilizate in toate etapele metodei cu cuplu de rasucire trebuie sa aiba o exactitate de ±4%. Exactitatea fiecarei chei trebuie verificata cel putin o data pe saptamana si, in cazul cheilor pneumatice, de fiecare data cand se schimba lungimea furtunului. Verificarea, realizata de catre unitatea de constructii-montaj, se va face folosind un dispozitiv de verificare, electronic sau mecanic, achizitionat de la acelasi producator de la care a fost achizitionat si dispozitivul de strangere controlata sau de la alt producator de astfel de dispozitive, verificandu-se la achizitionare compatibilitatea cu domeniul de masurare si compatibilitatea de conlucrare a celor doua dispozitive. 4.41. Cheile dinamometrice utilizate in prima etapa a metodei combinate, trebuie sa aiba o exactitate de ±10%. Exactitatea fiecarei chei trebuie verificata ca la pct. 4.40. 4.42. Daca la verificarile efectuate se constata o abatere de la parametrii de functionare normala a dispozitivului de strangere controlata, acesta trebuie etalonat. 4.43. Trebuie mentinute inregistrari privind verificarile periodice efectuate asupra dispozitivelor de strangere controlata, prin sistemul de calitate implementat de la unitatea de constructii-montaj. 4.44. Trebuie efectuata verificarea dupa orice incident produs in timpul utilizarii (impact semnificativ, cadere, suprasolicitare etc.), care afecteaza buna functionare a cheii. 5. CALCULUL IMBINARILOR CU SURUBURI DE INALTA REZISTENTA PRETENSIONATE 5.1. Categoriile de imbinari ce pot fi realizate cu suruburi de inalta rezistenta pretensionate sunt urmatoarele (conform SR EN 1993-1-8): - Categoria B: Imbinari rezistente la lunecare in stare limita de serviciu - In aceasta categorie se folosesc suruburi pretensionate conform pct 1.3. Lunecarea nu trebuie sa se produca in aceasta stare limita. Forta de forfecare de calcul la starea limita de exploatare normala nu trebuie sa depaseasca rezistenta de calcul la lunecare. Forta de forfecare ultima de calcul nu trebuie sa depaseasca rezistenta de calcul la forfecare si nici forta capabila la presiune pe gaura. - Categoria C: Imbinari rezistente la lunecare la starea limita ultima - In aceasta categorie se folosesc suruburi pretensionate conform pct. 1.3. Lunecarea nu trebuie sa se produca la starea limita ultima. Forta de forfecare de calcul ultima nu trebuie sa depaseasca rezistenta de calcul la lunecare si nici rezistenta la presiune pe gaura. Pentru imbinarile care sunt supuse la intindere, se verifica suplimentar rezistenta plastica de calcul in sectiunea neta la gaurile pentru suruburi N net,Rd (a se vedea paragraful 6.2 din SR EN 1993-1-1). - Categoria E: Imbinari solicitate la intindere, pretensionate - In aceasta categorie se folosesc suruburi din clasele de calitate 8.8 si 10.9 cu strangere controlata conform SR EN 10902+A1. Obs. Pentru categoriile B si C se vor folosi doar suruburi de inalta rezistenta partial filetate, astfel incat in sectiunile de forfecare sa se regaseasca portiunea nefiletata a surubului. 5.2. Verificarile pentru imbinarile descrise la pct. 5.1 sunt centralizate in tabelul 5.1.
Tabelul 5.1
Verificari de calcul ale imbinarilor cu suruburi pretensionate
Categorie imbinare Verificari Observatii
Imbinari solicitate la forfecare
B - lunecare impiedecata la starea limita de exploatare normala
Fv,Ed,ser ≤ Fs,Rd,ser
Fv,Ed ≤ Fv,Rd
Fv,Ed ≤ Fb,Rd
Trebuie folosite suruburi pretensionate din grupele 8.8 si 10.9. Pentru rezistenta la lunecare la starea limita de exploatare normala, a se vedea paragraful 5.28.
C - lunecare impiedecata la starea limita ultima
Fv,Ed ≤ Fs,Rd
Fv,Ed ≤ Fb,Rd
Fv,Ed ≤ Nnet,Rd
Trebuie folosite suruburi pretensionate din grupele 8.8 si 10.9. Pentru rezistenta la lunecare la starea limita de exploatare normala, a se vedea paragraful 5.28. Pentru Nnet, Rd a se vedea rel. (6.8)
continuta in paragraful 6.2 din SR EN 1993-1-1
Imbinari solicitate la intindere
E - pretensionateFt,Ed ≤ Ft,Rd
Ft,Ed ≤ Bp,RdTrebuie folosite suruburi pretensionate din grupele 8.8 si 10.9.
Page 11 of 44
2/27/2015about:blank
Notatiile folosite in tabel au urmatoarele semnificatii: Bp,Rd - rezistenta de calcul la forfecare prin strapungere de catre capul surubului sau piulita; Fb,Rd - forta capabila la presiune pe gaura a surubului; Ft,Ed - efortul de intindere de calcul in surub la starea limita ultima; Ft,Rd - forta capabila de intindere a surubului; Fs,Rd - rezistenta de calcul la lunecare a surubului, la starea limita ultima; Fv,Ed - efortul de forfecare de calcul in surub, la starea limita ultima; Fv,Rd - forta capabila la forfecare a surubului; Fv,Ed,ser - efortul de forfecare de calcul in surub, la starea limita a exploatarii normale; Fs,Rd,ser - rezistenta de calcul la lunecare a surubului, la starea limita a exploatarii normale; Nnet, Rd - valoarea de calcul a rezistentei la intindere a sectiunii transversale nete. Observatii: 1. Forta de intindere de calcul Ft,Ed include fortele care se datoreaza efectului de parghie.
2. Suruburile care sunt solicitate la forfecare si intindere satisfac si criteriile prezentate in tabelul 5.4. NOTĂ: Acolo unde dispozitivele de fixare sunt solicitate la intindere, acestea se dimensioneaza pentru a prelua forta suplimentara datorata efectului de parghie, daca acesta se poate produce. 5.3. Distantele minime si maxime intre gauri, distantele de la centrul gaurii pana la marginea elementului de costructie metalica, pe directia efortului si distantele de la centrul gaurii pana la marginea elementului de constructie metalica, perpendicular de directia efortului, sunt prezentate in tabelul 5.2. 5.4. Valorile adoptate, ca valori caracteristice, in calculele de proiectare a imbinarilor pretensionate, pentru limita de curgere fyb si rezistenta la rupere fub a suruburilor de inalta rezistenta pretensionate sunt date in tabelul 5.3. 5.5. Pentru otelurile de constructii, valorile limitei de curgere si ale rezistentei de rupere considerate in calcule vor fi cele continute in campurile relevante din specificatiile tehnice de produs. 5.6. Pentru otelurile de constructii, valorile pentru constantele elastice si coeficientul deformatiei termice liniare luate in considerare in calcule, vor fi cele specificate la pct. 4.11.
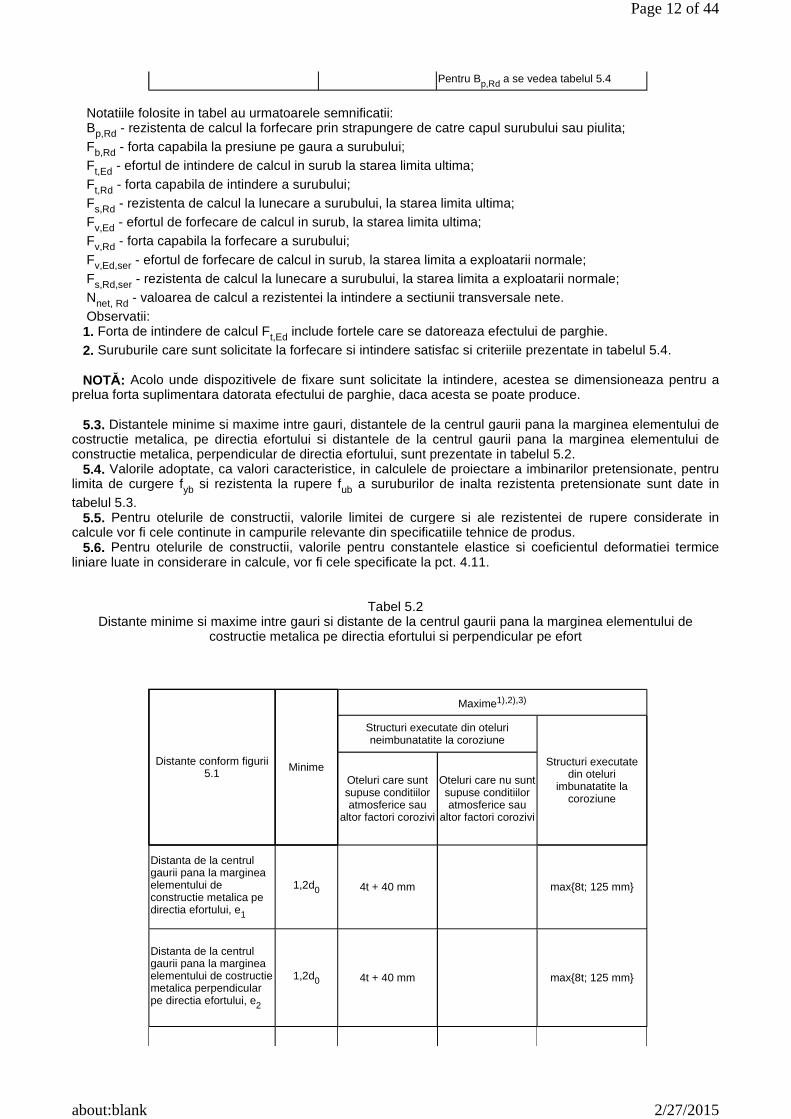
Tabel 5.2
Distante minime si maxime intre gauri si distante de la centrul gaurii pana la marginea elementului de costructie metalica pe directia efortului si perpendicular pe efort
Pentru Bp,Rd a se vedea tabelul 5.4
Distante conform figurii 5.1 Minime
Maxime1),2),3)
Structuri executate din oteluri neimbunatatite la coroziune
Structuri executate din oteluri
imbunatatite la coroziune
Oteluri care sunt supuse conditiilor atmosferice sau
altor factori corozivi
Oteluri care nu sunt supuse conditiilor atmosferice sau
altor factori corozivi
Distanta de la centrul gaurii pana la marginea elementului de constructie metalica pe directia efortului, e1
1,2d0 4t + 40 mm max{8t; 125 mm}
Distanta de la centrul gaurii pana la marginea elementului de costructie metalica perpendicular pe directia efortului, e2
1,2d0 4t + 40 mm max{8t; 125 mm}
Page 12 of 44
2/27/2015about:blank
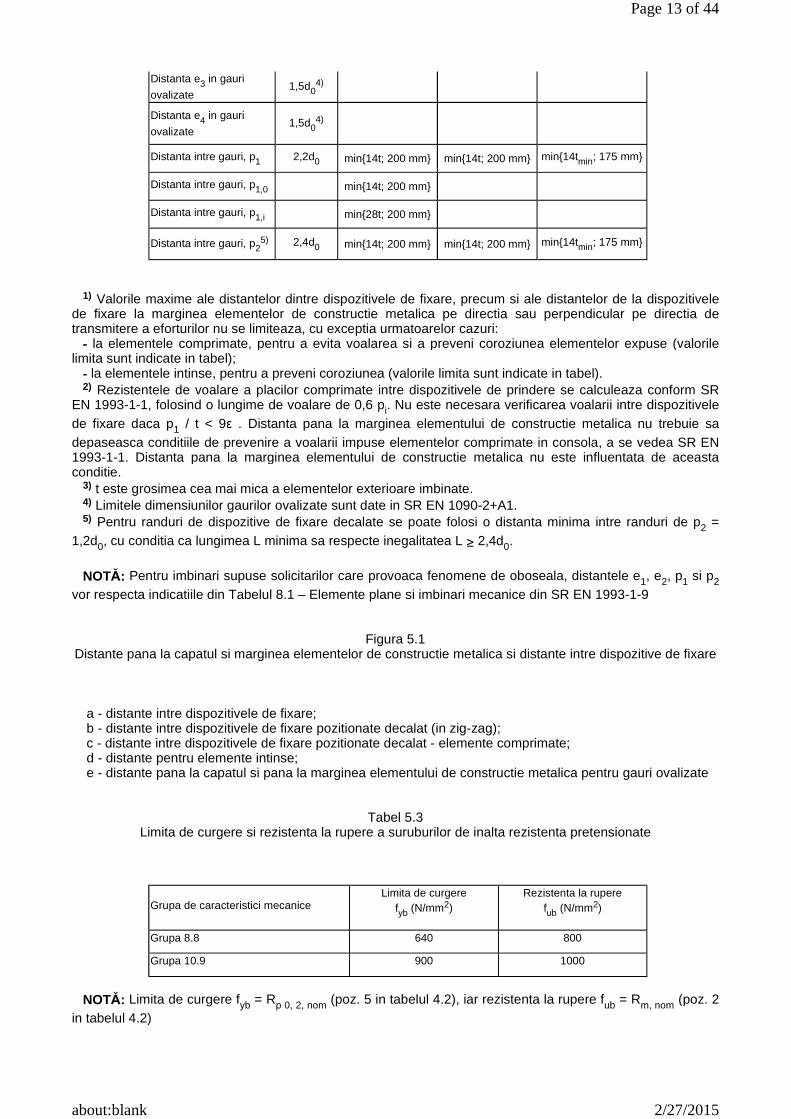
1) Valorile maxime ale distantelor dintre dispozitivele de fixare, precum si ale distantelor de la dispozitivele de fixare la marginea elementelor de constructie metalica pe directia sau perpendicular pe directia de transmitere a eforturilor nu se limiteaza, cu exceptia urmatoarelor cazuri: - la elementele comprimate, pentru a evita voalarea si a preveni coroziunea elementelor expuse (valorile limita sunt indicate in tabel); - la elementele intinse, pentru a preveni coroziunea (valorile limita sunt indicate in tabel). 2) Rezistentele de voalare a placilor comprimate intre dispozitivele de prindere se calculeaza conform SR EN 1993-1-1, folosind o lungime de voalare de 0,6 pi. Nu este necesara verificarea voalarii intre dispozitivele de fixare daca p1 / t < 9ε . Distanta pana la marginea elementului de constructie metalica nu trebuie sa depaseasca conditiile de prevenire a voalarii impuse elementelor comprimate in consola, a se vedea SR EN 1993-1-1. Distanta pana la marginea elementului de constructie metalica nu este influentata de aceasta conditie. 3) t este grosimea cea mai mica a elementelor exterioare imbinate. 4) Limitele dimensiunilor gaurilor ovalizate sunt date in SR EN 1090-2+A1. 5) Pentru randuri de dispozitive de fixare decalate se poate folosi o distanta minima intre randuri de p2 = 1,2d0, cu conditia ca lungimea L minima sa respecte inegalitatea L ≥ 2,4d0.
NOTĂ: Pentru imbinari supuse solicitarilor care provoaca fenomene de oboseala, distantele e1, e2, p1 si p2vor respecta indicatiile din Tabelul 8.1 – Elemente plane si imbinari mecanice din SR EN 1993-1-9
Figura 5.1
Distante pana la capatul si marginea elementelor de constructie metalica si distante intre dispozitive de fixare
a - distante intre dispozitivele de fixare; b - distante intre dispozitivele de fixare pozitionate decalat (in zig-zag); c - distante intre dispozitivele de fixare pozitionate decalat - elemente comprimate; d - distante pentru elemente intinse; e - distante pana la capatul si pana la marginea elementului de constructie metalica pentru gauri ovalizate
Tabel 5.3
Limita de curgere si rezistenta la rupere a suruburilor de inalta rezistenta pretensionate
NOTĂ: Limita de curgere fyb = Rp 0, 2, nom (poz. 5 in tabelul 4.2), iar rezistenta la rupere fub = Rm, nom (poz. 2 in tabelul 4.2)
Distanta e3 in gauri
ovalizate1,5d0
4)
Distanta e4 in gauri
ovalizate1,5d0
4)
Distanta intre gauri, p1 2,2d0 min{14t; 200 mm} min{14t; 200 mm} min{14tmin; 175 mm}
Distanta intre gauri, p1,0 min{14t; 200 mm}
Distanta intre gauri, p1,i min{28t; 200 mm}
Distanta intre gauri, p25) 2,4d0 min{14t; 200 mm} min{14t; 200 mm} min{14tmin; 175 mm}
Grupa de caracteristici mecanice
Limita de curgere fyb (N/mm2)
Rezistenta la rupere fub (N/mm2)
Grupa 8.8 640 800
Grupa 10.9 900 1000
Page 13 of 44
2/27/2015about:blank
I. REZISTENTA DE CALCUL A DISPOZITIVELOR DE FIXARE INDIVIDUALE I.1. Suruburi 5.7. Rezistenta de calcul pentru un ansamblu de fixare, solicitat la forfecare si/sau intindere este prezentata in tabelul 5.4 din prezentele instructiuni tehnice. 5.8. Pentru suruburi pretensionate conform pct.1.3, forta de pretensionare de calcul, Fp,Cd, folosita in calcule, se determina cu relatia:
Fp,Cd = 0,7 f ub A s/ γM 7 (5.1)
NOTĂ: γM 7 este coeficient partial de siguranta, conform tabelului 2.1 din SR EN 1993-1-8. Valoarea recomandata a acestui coeficient este:
γM 7 = 1,1
5.9. Rezistenta de calcul la tractiune si forfecare a portiunii filetate a unui surub prezentata in tabelul 5.4 se foloseste numai pentru suruburile executate conform pct. 1.2.4 din SR EN 1993-1-8. 5.10. Forta capabila la forfecare Fv,Rd din tabelul 5.4 se foloseste numai pentru suruburi in gauri cu tolerante ce nu depasesc tolerantele pentru gauri normale. 5.11. Suruburile M12 si M14 pot fi folosite in gauri cu toleranta de 2 mm, cu conditia ca forta capabila de presiune pe gaura a grupului de suruburi sa fie mai mica sau egala cu forta capabila la forfecare a grupului de suruburi. Suplimentar, forta capabila la forfecare Fv,Rd trebuie determinata prin multiplicarea cu 0,85 a valorii indicate in tabelul 5.4. 5.12. Suruburile din imbinarile pasuite se calculeaza folosind metodele pentru suruburi in gauri normale. 5.13. Pentru suruburi in imbinari pasuite, lungimea portiunii filetate in contact cu tabla nu trebuie sa depaseasca 1/3 din grosimea tablei (vezi figura 5.2).
Figura 5.2
Portiunea filetata a tijei pentru suruburile folosite in imbinari pasuite
5.14. Toleranta gaurilor pentru imbinari pasuite trebuie sa respecte prevederile din SR EN 1090-2+A1. 5.15. Pentru imbinarile cu un singur plan de forfecare si un singur rand de suruburi, (vezi figura 5.3), suruburile sunt prevazute cu saibe atat sub piulita, cat si sub capul surubului. Forta capabila la presiune pe gaura pentru fiecare surub este limitata la:
Fb, Rd ≤ 1,5 f u d t/ γM 2 (5.2)
NOTĂ: γM 2 - este coeficient partial de siguranta, conform tabelului 2.1 din SR EN 1993-1-8. Valoarea acestui coeficient este:
γM 2 = 1,25
Page 14 of 44
2/27/2015about:blank

Figura 5.3 Imbinare cu un singur plan de forfecare si un singur rand de suruburi
Figura 5.4 Dispozitive de fixare prin placi de compensare (fururi)
5.16. In cazul imbinarilor cu un singur plan de forfecare realizate cu un singur surub sau un singur rand de suruburi, vor fi folosite, in mod obligatoriu, saibe calite. 5.17. La imbinarile cu suruburi solicitate la forfecare care sunt prevazute cu placi de compensare cu o grosime totala tp > d/3, (vezi figura 5.4), forta capabila la forfecare Fv,Rd, calculata conform indicatiilor din tabelul 5.3 trebuie multiplicata cu un factor de reducere βp:
βp = 9d/(8d + 3t p) dar βp ≤ 1 (5.3)
Tabelul 5.4
Forte capabile pentru ansamblul de fixare, solicitate la forfecare si/sau intindere
1) Forta capabila la presiune pe gaura a suruburilor, Fb,Rd:
- in gauri mari, se reduce la 0,8 din forta capabila la presiune pe gaura in gauri normale; - in gauri ovalizate, avand axa longitudinala perpendiculara pe directia de transmitere a efortului, se reduce la 0,6 din forta capabila la presiune pe gaura in gauri rotunde, normale. 2) Pentru suruburi cu cap inecat: - forta capabila la presiune pe gaura, Fb,Rd, trebuie determinata pentru o grosime a tablei, t, egala cu grosimea tablei prinse, din care se scade inaltimea inecata a surubului; - pentru determinarea fortei capabile la intindere, Ft,Rd, unghiul si adancimea capului inecat trebuie sa fie conform pct. 1.2.4 din SR EN 1993-1-1, in caz contrar forta capabila la intindere, Ft,Rd, se ajusteaza corespunzator. 3) In cazul in care pentru un surub efortul nu este paralel cu maginea pieselor imbinate, forta capabila la presiune pe gaura poate fi verificata separat pentru componentele paralele si perpendiculare pe capat ale efortului pe surub.
Mod de cedare Relatii de calcul
Forta capabila la forfecare pentru un plan de forfecare
Fv,Rd = αv fub A / ⋅M2
NOTA - Pentru valorile coeficientului αv se va consulta tabelul 3.4 din
standardul SR EN 1993-1-8.Forta capabila la presiune pe gaura1),2),3)
Fb,Rd = k1 αb fub d t / ⋅M2
unde ab = min{αd; fub / fu; 1.0}
NOTA - Pentru valorile coeficientilor αd si k1 se va consulta tabelul 3.4
din standardul SR EN 1993-1-8, cu modificarile impuse prin standardul SR EN 1993- 1-8:2006/AC:2010.
Forta capabila la intindere2) Ft,Rd = k2 ab fub As / ⋅M2
NOTA - Pentru valorile coeficientului k2 se va consulta tabelul 3.4 din
standardul 2 SR EN 1993-1-8.Rezistenta de calcul la forfecare prin strapungere
Bp,Rd = 0,6 π dm tp fu ⋅M2
Solicitare compusa: forfecare si intindere
(Fv,Ed / Fv,Rd ) + (Ft,Ed / 1,4 Ft,Rd) ≤ 1,0
Page 15 of 44
2/27/2015about:blank
5.18. Pentru imbinari cu doua planuri de forfecare la care placile de compensare sunt dispuse pe ambele parti ale imbinarii, tp este grosimea celei mai subtiri placi de compensare.
I.2. Suruburi injectate 5.19. Suruburile injectate pot fi folosite ca alternativa la suruburile obisnuite pentru imbinarile corespunzand categoriilor B si C, specificate la pct. 5.1. Se recomanda ca utilizarea acestora sa se faca doar cu acordul proiectantului si numai ca solutie de remediere in situ. 5.20. Detaliile de fabricatie si montaj a suruburilor injectate sunt specificate in SR EN 1090-2+A1. I.2.1. Forte de calcul pentru suruburile injectate 5.21. Metoda de calcul prezentata la acest punct se foloseste pentru imbinari cu suruburi injectate din grupa 8.8 sau 10.9. Se presupune ca imbinarile cu suruburi respecta conditiile prezentate in prezentele instructiuni. 5.22. Efortul de forfecare de calcul la starea limita a exploatarii normale pentru suruburi din categoria B de imbinari, precum si efortul de forfecare de calcul la starea limita ultima pentru suruburi din categoria C de imbinari nu trebuie sa depaseasca rezistenta la lunecare in starea limita plus rezistenta la presiunea pe gaura a rasinii la starea limita. Suplimentar, efortul de forfecare de calcul la starea limita ultima intr-un surub folosit in imbinari din categoriile B si C nu trebuie sa depaseasca forta capabila la forfecare a surubului si nici forta capabila la presiune pe gaura a acestuia.
Figura 5.5
Factorul β functie de raportul dintre grosimile placilor
5.23. Forta capabila la presiune pe gaura a rasinii, Fb,Rd,re sin, se determina cu relatia:
Fb,Rd,re sin = k t k s dt b,re sin βf b,re sin / γM 4 (5.4)
unde: Fb,Rd,re sin - forta capabila la presiune pe gaura a unui surub de injectie; β - coeficient ce depinde de raportul grosimilor placilor imbinate, conform figurii 5.5 si tabelului 5.4. fb,re sin - rezistenta la presiune pe gaura a rasinii. Se determina conform metodei din SR EN 1090-2+A1; tb,re sin - grosimea de contact efectiva a rasinii, conform tabelului 5.4. kt - coeficient depinzand de tipul starii limita:
- pentru stare limita a exploatarii normale, kt = 1,0
- pentru stare limita ultima, kt = 1,2 ks este un coeficient depinzand de tipul gaurii:
- pentru gauri cu tolerante normale, ks = 1,0;
- pentru gauri mari, ks = 1,0 - 0,1m, unde m este diferenta (in mm) dintre diametrul unei gauri mari si diametrul gaurii normale corespunzatoare. In cazul gaurilor ovalizate scurte specificate in SR EN 1090-2+A1, m = 0,5∆, ∆ fiind diferenta (in mm) dintre lungimea si latimea gaurii. 5.24. Pentru suruburile avand lungime de strangere mai mare decat 3d, in calculul fortei capabile la forfecare a unui surub se foloseste o lungime mai mica, cel mult egala cu 3d pentru determinarea grosimii efective de contact tb,re sin (a se vedea figura 5.6).
Figura 5.6
Limitarea lungimii efective pentru suruburi injectate lungi
II. REZISTENTA DE CALCUL A GRUPURILOR DE ANSAMBLURI DE FIXARE 5.25. Forta capabila a grupurilor de dispozitive de fixare poate fi determinata si ca suma fortelor capabile la presiune pe gaura, Fb,Rd, a dispozitivelor de fixare individuale, daca forta capabila la forfecare Fv,Rd a unui dispozitiv de fixare individual este mai mare sau egala cu forta capabila la presiunea pe gaura, Fb,Rd . In caz contrar, forta capabila a unui grup de dispozitive de fixare trebuie considerata egala cu produsul dintre numarul de dispozitive de fixare din grup si cea mai mica forta capabila din grup. III. REZISTENTA DE CALCUL A IMBINARILOR LUNGI
Page 16 of 44
2/27/2015about:blank

5.26. La imbinarile la care distanta Lj dintre centrele dispozitivelor de fixare de capat, masurata in directia de transmitere a fortei (vezi figura 5.7), este mai mare decat 15d, forta capabila la forfecare, Fv,Rd, a tuturor dispozitivelor de fixare se reduce prin multiplicare cu un factor subunitar, βLf, dat de relatia:
βLf = 1 - [(L j -15d)/200d], dar 0,75 ≤ βLf ≤ 1,0 (5.5)
Figura 5.7 - Imbinari lungi
5.27. Prevederile de la pct. 5.26 nu se aplica acolo unde exista o distributie uniforma a transferului fortei de-a lungul imbinarii, ca in cazul transferului fortei de forfecare intre inima si talpa unei sectiuni. IV. REZISTENTA DE CALCUL LA LUNECARE 5.28. Forta de calcul la lunecare a unui surub pretensionat se determina cu relatia:
Fs,Rd = k s n µFp,C / γM 3 (5.6a)
Fs,Rd,ser = k s n µFp,C / γM 3,ser (5.6b)
unde: ks - coeficient cu valori dupa cum urmeaza:
- suruburi folosite in gauri normale: ks = 1;
- suruburi folosite in gauri mari sau in gauri ovalizate scurte cu axa ovalizarii perpendiculara pe directia de transmitere a fortei: ks = 0,85;
- suruburi folosite in gauri ovalizate scurte cu axa ovalizarii paralela cu directia de transmitere a fortei: ks = 0,76; - suruburi folosite in gauri ovalizate lungi cu axa ovalizarii perpendiculara pe directia de transmitere a fortei: ks = 0,7;
- suruburi folosite in gauri ovalizate lungi cu axa ovalizarii paralela cu directia de transmitere a fortei: ks = 0,63. n - numarul suprafetelor de frecare din imbinare. µ - coeficientul de frecare obtinut prin incercari specifice pentru suprafata de frecare, conform SR EN 1090-2+A1, sau, atunci cand este relevant, conform tabelului 5.7. NOTĂ: γM 3 si γM 3,ser sunt coeficienti partiali de siguranta. Valorile recomandate pentru acesti coeficienti sunt urmatoarele:
γM 3 = 1,25, γM 3,ser = 1,1
Tabelul 5.7 Coeficientul de frecare, µ, pentru suruburi pretensionate
Page 17 of 44
2/27/2015about:blank
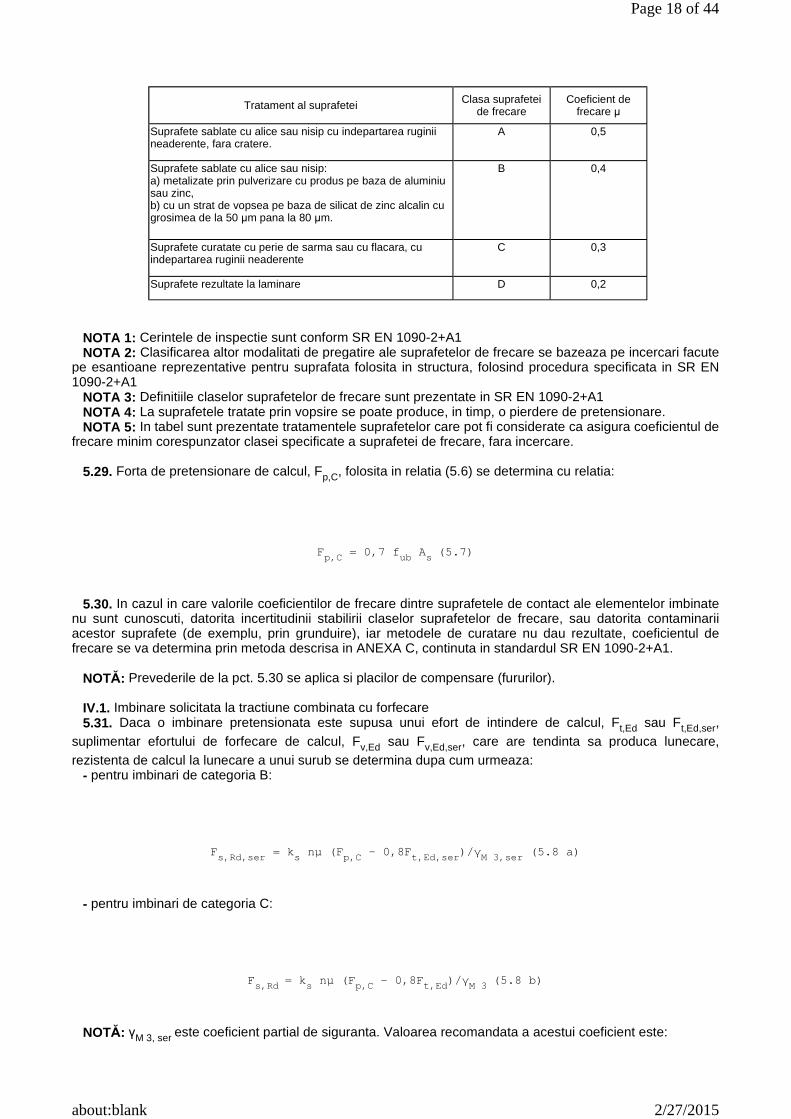
NOTA 1: Cerintele de inspectie sunt conform SR EN 1090-2+A1 NOTA 2: Clasificarea altor modalitati de pregatire ale suprafetelor de frecare se bazeaza pe incercari facute pe esantioane reprezentative pentru suprafata folosita in structura, folosind procedura specificata in SR EN 1090-2+A1 NOTA 3: Definitiile claselor suprafetelor de frecare sunt prezentate in SR EN 1090-2+A1 NOTA 4: La suprafetele tratate prin vopsire se poate produce, in timp, o pierdere de pretensionare. NOTA 5: In tabel sunt prezentate tratamentele suprafetelor care pot fi considerate ca asigura coeficientul de frecare minim corespunzator clasei specificate a suprafetei de frecare, fara incercare. 5.29. Forta de pretensionare de calcul, Fp,C, folosita in relatia (5.6) se determina cu relatia:
Fp,C = 0,7 f ub A s (5.7)
5.30. In cazul in care valorile coeficientilor de frecare dintre suprafetele de contact ale elementelor imbinate nu sunt cunoscuti, datorita incertitudinii stabilirii claselor suprafetelor de frecare, sau datorita contaminarii acestor suprafete (de exemplu, prin grunduire), iar metodele de curatare nu dau rezultate, coeficientul de frecare se va determina prin metoda descrisa in ANEXA C, continuta in standardul SR EN 1090-2+A1. NOTĂ: Prevederile de la pct. 5.30 se aplica si placilor de compensare (fururilor). IV.1. Imbinare solicitata la tractiune combinata cu forfecare 5.31. Daca o imbinare pretensionata este supusa unui efort de intindere de calcul, Ft,Ed sau Ft,Ed,ser, suplimentar efortului de forfecare de calcul, Fv,Ed sau Fv,Ed,ser, care are tendinta sa produca lunecare, rezistenta de calcul la lunecare a unui surub se determina dupa cum urmeaza: - pentru imbinari de categoria B:
Fs,Rd,ser = k s n µ (F p,C - 0,8F t,Ed,ser )/ γM 3,ser (5.8 a)
- pentru imbinari de categoria C:
Fs,Rd = k s n µ (F p,C - 0,8F t,Ed )/ γM 3 (5.8 b)
NOTĂ: γM 3, ser este coeficient partial de siguranta. Valoarea recomandata a acestui coeficient este:
Tratament al suprafetei Clasa suprafetei de frecare
Coeficient de frecare µ
Suprafete sablate cu alice sau nisip cu indepartarea ruginii neaderente, fara cratere.
A 0,5
Suprafete sablate cu alice sau nisip: a) metalizate prin pulverizare cu produs pe baza de aluminiu sau zinc, b) cu un strat de vopsea pe baza de silicat de zinc alcalin cu grosimea de la 50 µm pana la 80 µm.
B 0,4
Suprafete curatate cu perie de sarma sau cu flacara, cu indepartarea ruginii neaderente
C 0,3
Suprafete rezultate la laminare D 0,2
Page 18 of 44
2/27/2015about:blank

γM 3,ser = 1,1
5.32. Daca intr-o imbinare forta de contact in zona comprimata echilibreaza forta de tractiune ce se dezvolta in zona intinsa, nu este necesara reducerea rezistentei la lunecare a imbinarii. IV.2. Imbinari hibride 5.33. Ca exceptie de la prevederile continute in paragraful 2.4 (3) din SR EN 1993-1-1, pentru suruburile pretensionate calculate sa transmita eforturile prin frecare la starea limita ultima (categoria C in paragraful 5.1 al prezentelor instructiuni tehnice) se poate admite ca preiau eforturile impreuna cu sudurile, daca pretensionarea finala a suruburilor se face dupa sudarea elementelor imbinarii. V. SLABIREA SECTIUNII DATA DE GAURILE PENTRU SURUBURI 5.34. Efectul slabirii sectiunii data de gaurile pentru suruburi se ia in considerare in conformitate cu prevederile continute in standardul SR EN 1993-1-8, paragraful 6.2.2. V.1. Calculul ruperii in bloc 5.35. Ruperea in bloc, exemplificata in figura 5.8, consta in cedarea la forfecare de-a lungul unui rand de suruburi in suprafata de forfecare a grupului de gauri, insotita de ruperea la intindere de-a lungul liniei de gauri in suprafata intinsa a grupului de suruburi. 5.36. In cazul grupurilor simetrice de suruburi, solicitate de o incarcare aplicata in lungul axei de simetrie, rezistenta la rupere in bloc, Veff,1,Rd, se poate calcula cu relatia:
Veff,1,Rd = f u A nt / γM2 + (1 / √3) f y A nv / γM0 (5.9)
in care Ant este aria neta solicitata la intindere, iar Anv este aria neta solicitata la forfecare.
5.37. Daca un grup de grup de suruburi este solicitat de o incarcare excentrica, atunci rezistenta la rupere in bloc, Veff, 2,Rd, se poate calcula cu relatia:
Veff,2,Rd = 0,5 f u A nt / γM2 + (1 / √3) f y A nt / γM0 (5.10)
Figura 5.8 - Rupere in bloc
1 - forta de tractiune mica; 2 - forta de forfecare mare; 3 - forta de forfecare mica; 4 - forta de tractiune mare
V.2. Corniere prinse pe o singura aripa si alte elemente imbinate nesimetric, solicitate la intindere 5.38. Excentricitatea in imbinari (vezi paragraful 2.7 (1) din SR EN 1993-1-8) si efectele distantei dintre suruburi si a distantei dintre surub si marginea elementelor de constructie metalica sunt luate in considerare la determinarea rezistentei de calcul pentru elementele asimetrice si pentru elementele simetrice prinse nesimetric (de exemplu, cornierele cu aripi egale, prinse pe o singura aripa). 5.39. Daca un singur cornier solicitat la intindere, este prins cu suruburi dispuse intr-un singur rand, (vezi figura 5.9), acesta poate fi considerat solicitat la intindere centrica pe o suprafata efectiva neta, pentru care rezistenta la rupere de calcul se determina dupa cum urmeaza: - prindere cu un singur surub:
Nu,Rd = 2,0 f u (e 2 - 0,5d 0)t / ϒM2 (5.11)
Page 19 of 44
2/27/2015about:blank
- prindere cu un doua suruburi:
Nu,Rd = β2 A net f u / ϒM2 (5.12)
- prindere cu un trei sau mai multe suruburi:
Nu,Rd = β3 A net f u / ϒM2 (5.12)
In care β2 si β3 sunt coeficienti de reducere, iar Anet este aria neta a cornierului.
NOTA 1 - Valorile acestor coeficienti β2 si β3 sunt date in tabelul 3.8 din standardul SR EN 1993-1-8.
NOTA 2 - Pentru corniere cu aripi inegale, prinse pe aripa mai mica, Anet se considera egala cu aria neta a unui cornier echivalent cu aripi egale, avand dimensiunea aripii egala cu cea a aripii mici a cornierului echivalat
Figura 5.9 - Elemente de tip cornier, prinse pe o singura aripa
V.3. Corniere de legatura 5.40. Cornierul de legatura din figura 5.10 care prinde elemente tip cornier si suruburi de prindere ale acestora de un guseu sau alt element de suport, trebuie calculat considerand ca preia o forta de 1,2 ori mai mare decat forta din aripa elementului care nu este prinsa direct de guseu.
Figura 5.10 - Imbinare folosind cornier de legatura
5.41. Dimensionarea dispozitivelor de fixare ale cornierului de legatura de aripa elementului care nu este prinsa direct de guseu, va lua in considerare o forta de 1,4 ori mai mare decat forta care se dezvolta in aripa elementului care nu este prinsa direct de guseu. 5.42. In cazul in care cornierele de legatura se fixeaza pe un profil U sau pe un profil similar, in calculul de dimensionare se va considera o forta de 1,1 ori mai mare decat forta ce se dezvolta in aripa profilului U. In acest caz, dispozitivele de fixare care prind cornierul de legatura trebuie dimensionate considerand o forta de 1,2 ori mai mare decat forta din aripa profilului U. 5.43. In cazul prinderii cornierelor de legatura de gusee sau alte elemente de suport, se interzice ca prinderea sa se realizeze cu un singur surub. VI. PRECIZARI PRIVIND EFECTUL DE PARGHIE 5.44. In cazul in care in imbinare sunt dispozitive de fixare supuse la intindere si este prezent efectul de parghie, acestea vor fi dimensionate luand in considerare si forta suplimentara datorata acestui efect. 5.45. Regulile prezentate in paragraful 6.2.4 din standardul SR EN 1993-1-8 tin seama, in mod implicit, de efectul de parghie. VII. DISTRIBUTIA FORTELOR INTRE DISPOZITIVELE DE FIXARE, LA STAERA LIMITA ULTIMA 5.46. Pentru nodurile solicitate la incovoiere, distributia fortelor intre dispozitivele de fixare poate fi liniara (proportionala cu distanta dintre axa surubului si centrul de rotire) sau plastica (se poate accepta orice distributie care asigura echilibrul static, in conditiile in care nu se depaseste rezistenta componentelor, iar ductilitatea acestora este suficienta). 5.47. Distributia liniara in domeniul elastic a tensiunilor interne se foloseste in urmatoarele cazuri: - in cazul suruburilor folosite in imbinari din categoria C, rezistente prin frecare; - in cazul imbinarilor solicitate la forfecare pentru care forta capabila la forfecare a unui surub este inferioara fortei capabile la presiune pe gaura (Fv,Rd < Fb, Rd);
- in cazul imbinarilor supuse la soc, vibratii sau incarcari alternante, cu exceptia celor datorate vantului. 5.48. Pentru nodurile solicitate doar la forfecare concentrica, incarcarea se poate considera ca fiind
Page 20 of 44
2/27/2015about:blank
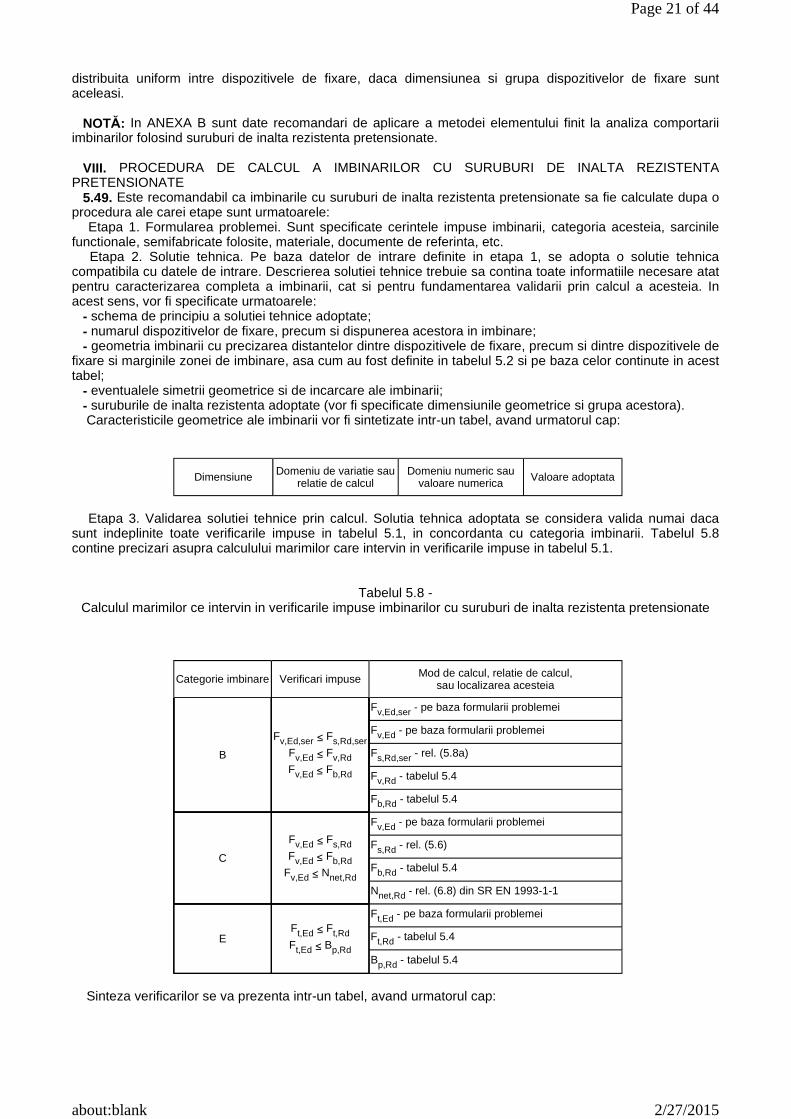
distribuita uniform intre dispozitivele de fixare, daca dimensiunea si grupa dispozitivelor de fixare sunt aceleasi. NOTĂ: In ANEXA B sunt date recomandari de aplicare a metodei elementului finit la analiza comportarii imbinarilor folosind suruburi de inalta rezistenta pretensionate. VIII. PROCEDURA DE CALCUL A IMBINARILOR CU SURUBURI DE INALTA REZISTENTA PRETENSIONATE 5.49. Este recomandabil ca imbinarile cu suruburi de inalta rezistenta pretensionate sa fie calculate dupa o procedura ale carei etape sunt urmatoarele: Etapa 1. Formularea problemei. Sunt specificate cerintele impuse imbinarii, categoria acesteia, sarcinile functionale, semifabricate folosite, materiale, documente de referinta, etc. Etapa 2. Solutie tehnica. Pe baza datelor de intrare definite in etapa 1, se adopta o solutie tehnica compatibila cu datele de intrare. Descrierea solutiei tehnice trebuie sa contina toate informatiile necesare atat pentru caracterizarea completa a imbinarii, cat si pentru fundamentarea validarii prin calcul a acesteia. In acest sens, vor fi specificate urmatoarele: - schema de principiu a solutiei tehnice adoptate; - numarul dispozitivelor de fixare, precum si dispunerea acestora in imbinare; - geometria imbinarii cu precizarea distantelor dintre dispozitivele de fixare, precum si dintre dispozitivele de fixare si marginile zonei de imbinare, asa cum au fost definite in tabelul 5.2 si pe baza celor continute in acest tabel; - eventualele simetrii geometrice si de incarcare ale imbinarii; - suruburile de inalta rezistenta adoptate (vor fi specificate dimensiunile geometrice si grupa acestora). Caracteristicile geometrice ale imbinarii vor fi sintetizate intr-un tabel, avand urmatorul cap:
Etapa 3. Validarea solutiei tehnice prin calcul. Solutia tehnica adoptata se considera valida numai daca sunt indeplinite toate verificarile impuse in tabelul 5.1, in concordanta cu categoria imbinarii. Tabelul 5.8 contine precizari asupra calculului marimilor care intervin in verificarile impuse in tabelul 5.1.
Tabelul 5.8 -
Calculul marimilor ce intervin in verificarile impuse imbinarilor cu suruburi de inalta rezistenta pretensionate
Sinteza verificarilor se va prezenta intr-un tabel, avand urmatorul cap:
Dimensiune Domeniu de variatie sau relatie de calcul
Domeniu numeric sau valoare numerica Valoare adoptata
Categorie imbinare Verificari impuse Mod de calcul, relatie de calcul, sau localizarea acesteia
B
Fv,Ed,ser ≤ Fs,Rd,ser
Fv,Ed ≤ Fv,Rd
Fv,Ed ≤ Fb,Rd
Fv,Ed,ser - pe baza formularii problemei
Fv,Ed - pe baza formularii problemei
Fs,Rd,ser - rel. (5.8a)
Fv,Rd - tabelul 5.4
Fb,Rd - tabelul 5.4
C
Fv,Ed ≤ Fs,Rd
Fv,Ed ≤ Fb,Rd
Fv,Ed ≤ Nnet,Rd
Fv,Ed - pe baza formularii problemei
Fs,Rd - rel. (5.6)
Fb,Rd - tabelul 5.4
Nnet,Rd - rel. (6.8) din SR EN 1993-1-1
EFt,Ed ≤ Ft,Rd
Ft,Ed ≤ Bp,Rd
Ft,Ed - pe baza formularii problemei
Ft,Rd - tabelul 5.4
Bp,Rd - tabelul 5.4
Page 21 of 44
2/27/2015about:blank
NOTĂ - In anexa C (informativa) este prezentat calculul unei imbinari cu suruburi de inalta rezistenta pretensionate, respectand procedura de calcul prezentata mai sus. 6. FABRICAREA ELEMENTELOR IMBINARII I. CONDITII GENERALE 6.1. Semifabricatele din care se realizeaza elementele imbinarii vor respecta tolerantele, dimensiunile si conditiile tehnice de livrare prevazute in specificatiile tehnice de produs aferente si prezentele instructiuni tehnice. 6.2. Organele de asamblare folosite la realizarea dispozitivelor de fixare pretensionate vor respecta cerintele impuse prin specificatiile tehnice de produs aferente si prezentele instructiuni tehnice. 6.3. Organele de asamblare au caracteristicile dimensionale inscrise in specificatiile tehnice de produs aferente, iar caracteristicile mecanice minime sunt impuse prin prezentele instructiuni tehnice. 6.4. Pentru suruburi grupa 8.8 se va amplasa o saiba sub elementul care se invarte la strangere (capul surubului sau piulita), iar pentru suruburi grupa 10.9 trebuie amplasate saibe atat sub capul surubului cat si sub piulita. 6.5. La structurile metalice folosind asamblari de inalta rezistenta in sistem HR, cu suruburi avand cap inecat crestat si piulita, pentru asigurarea repartitiei uniforme pe suprafata de contact dintre elementele de constructie metalica imbinate a eforturilor de pretensionare, se vor utiliza saibe adaptoare cu forma geometrica si dimensiunile precizate specificatiile tehnice de produs aferente. 6.6. Suplimentar, pot fi adaugate saibe indicatoare de pretensionare (cum sunt cele descrise in SR EN 14399 - 9), care ofera o indicatie directa a efortului din surub in momentul strangerii si se utilizeaza conform prescriptiilor continute in paragraful 8.5.6 din SR EN 1090-2+A1. 6.7. Saibele aprovizionate trebuie sa incadreze cu tolerantele in GRAD A, conform SR EN ISO 4759-3:2003. 6.8. Grosimea minima a tablelor care se imbina nu va fi mai mica de 4 mm. 6.9. Diferenta dintre grosimile elementelor distincte care formeaza o asamblare comuna nu trebuie sa fie mai mare decat D, unde D = 1mm (vezi figura 6.1). 6.10. Daca se prevad placi de compensare din otel pentru a asigura ca diferenta de grosime nu depaseste limita de mai sus, grosimea lor nu trebuie sa fie mai mica de 2 mm (vezi figura 6.2 a). 6.11. In cazul expunerii severe, evitarea coroziunii in cavitati poate necesita contact mai strans. 6.12. Grosimile placilor din imbinare trebuie astfel alese incat sa se limiteze la maximum trei numarul fururilor.
Figura 6.1 - Diferenta de grosime in spatiul dintre elementele unei imbinari
6.13. Fururile trebuie sa aiba comportarea la coroziune si rezistenta mecanica compatibile cu cele ale elementelor alaturate imbinarii. Trebuie acordata o atentie deosebita riscului si implicatiilor coroziunii galvanice care rezulta din contactul intre metale diferite. 6.14. Elementele care se imbina vor fi astfel concepute in zona imbinarii, incat sa se asigure planeitatea, fara prag, a suprafetei corespondente de contact. 6.15. Zonele de imbinare vor fi localizate, fata de rigidizari la o distanta de cel putin 30 de ori mai mare decat grosimea maxima a tablelor care se imbina, pentru a permite executarea indreptarii, eventual necesara, a acestora, in zona imbinarii. 6.16. Eclisele vor fi cat mai subtiri si nu vor depasi grosimea de 22 mm pentru suruburile din grupa 8.8 si de 30 mm pentru suruburile din grupa 10.9, pentru a se realiza un contact continuu pe suprafetele de contact ale elementelor care se imbina. Nu se vor folosi eclise cu grosimi mai mici de 4 mm. Latimea si pozitia ecliselor vor fi proiectate astfel incat marginile eclisei si talpii sa nu fie situate in acelasi plan vertical, pentru a se permite aplicarea cordonului de chit, in vederea etansarii imbinarii.
Figura 6.2 - Conditii
a - compensare; b - tesiri aplicate ecliselor
6.17. La imbinarile supuse la solicitari variabile, solicitari care pot produce fenomene de oboseala, muchiile ecliselor care sunt orientate perpendicular pe directia efortului, vor fi tesite in scopul evitarii schimbarilor bruste de sectiune. Tesirile se vor executa dinspre exterior spre elementul prins intre eclise (vezi figura 6.2 b). 6.18. Tolerantele la dimensiuni si la masa ale profilelor laminate din otel, ale profilelor tubulare si ale placilor
Marime calculata sau adoptata Valoare U.M. Verificari
Page 22 of 44
2/27/2015about:blank

sunt conforme standardului de produs corespunzator, numai daca nu sunt specificate tolerante mai severe. 6.19. La executia elementelor ce urmeaza a fi imbinate se vor respecta valorile tolerantelor geometrice inscrise in campurile relevante ale tabelelor continute in SR EN 1090-2+A1, ANEXA A - Tolerante geometrice.
Figura 6.3 - Polizarea plana numai a marginilor elementelor imbinate
6.20. In cazurile in care abaterile in sectiune transversala de la alinierea suprafetelor de contact sunt mai mici decat cele admise fara remedieri, dar mai mici de 3 mm, vor fi eliminate prin polizarea plana numai a marginilor elementelor care se imbina. Polizarea se va executa cu o inclinare de maxim 1/8, preferabil 1/10 si se va apropia la cel mult 30 mm de axa centrelor primului rand de gauri, paralel cu marginea in cauza. Pentru cazul cand nu se pot respecta ambele conditii (panta si distanta minima), se va adopta o solutie de remediere cu acordul proiectantului. Reprezentarea schematica a acestor cazuri este redata in figura 6.3. 6.21. In cazurile unor elemente cu deformatii datorate sudurilor (ciupercari), se vor prevedea eclisari separate ale zonelor (vezi figura 6.4).
Figura 6.4 - Deformatii datorate sudurilor
II. DEBITARE 6.22. Taierea trebuie facuta astfel incat sa fie indeplinite cerintele din prezentele instructiuni tehnice cu privire la tolerantele geometrice, duritatea maxima si rugozitatea marginilor. NOTĂ: Se recomanda utilizarea taierii termice manuale numai cand utilizarea unui procedeu mecanic nu se poate, practic, realiza. 6.23. Daca un procedeu nu este conform cu prezentele instructiuni, acesta nu trebuie utilizat pana cand nu se corecteaza si se verifica conformitatea acestuia cu prezentele instructiuni. 6.24. Daca trebuie taiate materiale cu acoperire, metoda de taiere trebuie aleasa astfel incat sa se reduca la minimum deteriorarea acoperirii. 6.25. Trebuie indepartate bavurile care pot cauza ranire sau pot impiedica alinierea sau montarea corecta a profilelor sau tablelor. II.1. Forfecare si stantare 6.26. Suprafetele marginilor libere trebuie verificate si netezite daca este necesar, pentru a indeparta defectele semnificative. Daca dupa forfecare sau stantare, se utilizeaza polizarea sau prelucrarea mecanica, adancimea minima de polizare sau prelucrare mecanica trebuie sa fie de 0,5 mm. II.2. Taiere termica 6.27. In cazul in care se foloseste procedeul tehnologic de debitare prin taiere termica, se impune ca, periodic, sa se faca o validare a acestor procedee de taiere. In acest scop, vor fi decupate folosind procedeul ales de taiere termica, patru esantioane din produsul constituent, dupa cum urmeaza: - un esantion obtinut prin taiere dreapta din produsul constituent cel mai gros; - un esantion obtinut prin taiere dreapta din produsul constituent cel mai subtire; - un esantion obtinut prin taiere in unghi ascutit dintr-o grosime reprezentativa; - un esantion obtinut prin taiere in arc de cerc dintr-o grosime reprezentativa. 6.28. Dupa obtinerea esantioanelor, se impune efectuarea de masurari pe fiecare din esantioanele drepte, pe o lungime de cel putin 200 mm si comparate cu cerintele clasei de calitate impuse. 6.29. Esantioanele obtinute prin taiere in unghi ascutit si cele obtinute prin taiere in arc de cerc trebuie controlate pentru a verifica daca marginile lor sunt de calitate echivalenta cu cea a esantioanelor obtinute prin taiere dreapta. 6.30. Calitatea suprafetelor taiate, trebuie sa fie dupa cum urmeaza: - pentru EXC1, marginile taiate care nu prezinta neregularitati semnificative sunt acceptabile numai daca este eliminata orice fel de zgura. Pentru toleranta la perpendicularitate sau unghiulara, u, se poate utiliza domeniul 5; - tabelul 6.1 specifica cerintele pentru alte clase de executie.
Tabelul 6.1 Calitatea suprafetelor taiate
Page 23 of 44
2/27/2015about:blank
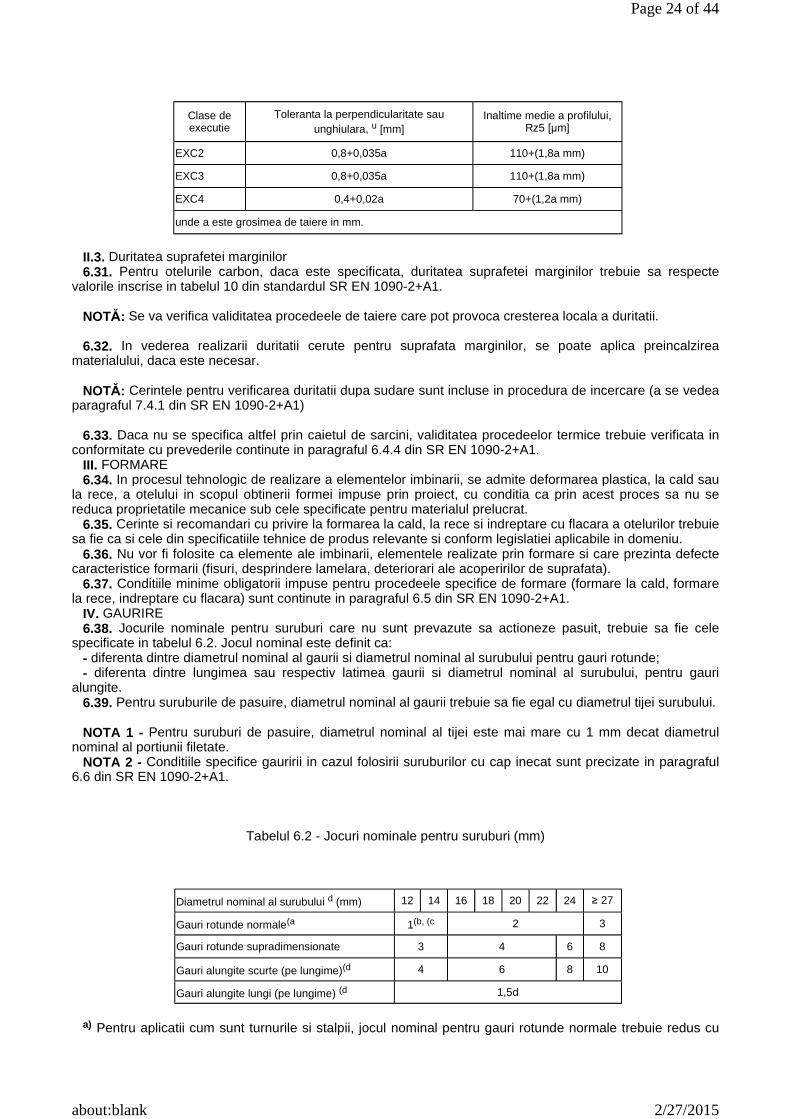
II.3. Duritatea suprafetei marginilor 6.31. Pentru otelurile carbon, daca este specificata, duritatea suprafetei marginilor trebuie sa respecte valorile inscrise in tabelul 10 din standardul SR EN 1090-2+A1. NOTĂ: Se va verifica validitatea procedeele de taiere care pot provoca cresterea locala a duritatii. 6.32. In vederea realizarii duritatii cerute pentru suprafata marginilor, se poate aplica preincalzirea materialului, daca este necesar. NOTĂ: Cerintele pentru verificarea duritatii dupa sudare sunt incluse in procedura de incercare (a se vedea paragraful 7.4.1 din SR EN 1090-2+A1) 6.33. Daca nu se specifica altfel prin caietul de sarcini, validitatea procedeelor termice trebuie verificata in conformitate cu prevederile continute in paragraful 6.4.4 din SR EN 1090-2+A1. III. FORMARE 6.34. In procesul tehnologic de realizare a elementelor imbinarii, se admite deformarea plastica, la cald sau la rece, a otelului in scopul obtinerii formei impuse prin proiect, cu conditia ca prin acest proces sa nu se reduca proprietatile mecanice sub cele specificate pentru materialul prelucrat. 6.35. Cerinte si recomandari cu privire la formarea la cald, la rece si indreptare cu flacara a otelurilor trebuie sa fie ca si cele din specificatiile tehnice de produs relevante si conform legislatiei aplicabile in domeniu. 6.36. Nu vor fi folosite ca elemente ale imbinarii, elementele realizate prin formare si care prezinta defecte caracteristice formarii (fisuri, desprindere lamelara, deteriorari ale acoperirilor de suprafata). 6.37. Conditiile minime obligatorii impuse pentru procedeele specifice de formare (formare la cald, formare la rece, indreptare cu flacara) sunt continute in paragraful 6.5 din SR EN 1090-2+A1. IV. GAURIRE 6.38. Jocurile nominale pentru suruburi care nu sunt prevazute sa actioneze pasuit, trebuie sa fie cele specificate in tabelul 6.2. Jocul nominal este definit ca: - diferenta dintre diametrul nominal al gaurii si diametrul nominal al surubului pentru gauri rotunde; - diferenta dintre lungimea sau respectiv latimea gaurii si diametrul nominal al surubului, pentru gauri alungite. 6.39. Pentru suruburile de pasuire, diametrul nominal al gaurii trebuie sa fie egal cu diametrul tijei surubului. NOTA 1 - Pentru suruburi de pasuire, diametrul nominal al tijei este mai mare cu 1 mm decat diametrul nominal al portiunii filetate. NOTA 2 - Conditiile specifice gauririi in cazul folosirii suruburilor cu cap inecat sunt precizate in paragraful 6.6 din SR EN 1090-2+A1.
Tabelul 6.2 - Jocuri nominale pentru suruburi (mm)
a) Pentru aplicatii cum sunt turnurile si stalpii, jocul nominal pentru gauri rotunde normale trebuie redus cu
Clase de executie
Toleranta la perpendicularitate sau unghiulara, u [mm]
Inaltime medie a profilului, Rz5 [µm]
EXC2 0,8+0,035a 110+(1,8a mm)
EXC3 0,8+0,035a 110+(1,8a mm)
EXC4 0,4+0,02a 70+(1,2a mm)
unde a este grosimea de taiere in mm.
Diametrul nominal al surubului d (mm) 12 14 16 18 20 22 24 ≥ 27
Gauri rotunde normale(a 1(b, (c 2 3
Gauri rotunde supradimensionate 3 4 6 8
Gauri alungite scurte (pe lungime)(d 4 6 8 10
Gauri alungite lungi (pe lungime) (d 1,5d
Page 24 of 44
2/27/2015about:blank
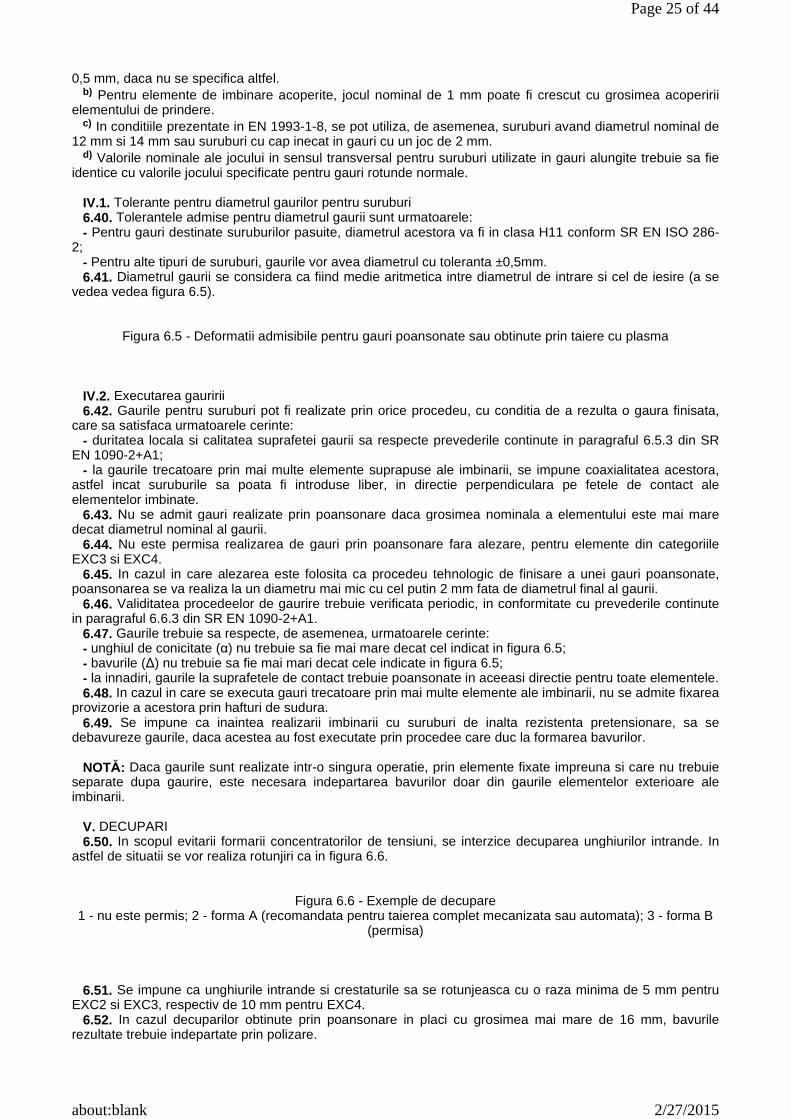
0,5 mm, daca nu se specifica altfel. b) Pentru elemente de imbinare acoperite, jocul nominal de 1 mm poate fi crescut cu grosimea acoperirii elementului de prindere. c) In conditiile prezentate in EN 1993-1-8, se pot utiliza, de asemenea, suruburi avand diametrul nominal de 12 mm si 14 mm sau suruburi cu cap inecat in gauri cu un joc de 2 mm. d) Valorile nominale ale jocului in sensul transversal pentru suruburi utilizate in gauri alungite trebuie sa fie identice cu valorile jocului specificate pentru gauri rotunde normale. IV.1. Tolerante pentru diametrul gaurilor pentru suruburi 6.40. Tolerantele admise pentru diametrul gaurii sunt urmatoarele: - Pentru gauri destinate suruburilor pasuite, diametrul acestora va fi in clasa H11 conform SR EN ISO 286-2; - Pentru alte tipuri de suruburi, gaurile vor avea diametrul cu toleranta ±0,5mm. 6.41. Diametrul gaurii se considera ca fiind medie aritmetica intre diametrul de intrare si cel de iesire (a se vedea vedea figura 6.5).
Figura 6.5 - Deformatii admisibile pentru gauri poansonate sau obtinute prin taiere cu plasma
IV.2. Executarea gauririi 6.42. Gaurile pentru suruburi pot fi realizate prin orice procedeu, cu conditia de a rezulta o gaura finisata, care sa satisfaca urmatoarele cerinte: - duritatea locala si calitatea suprafetei gaurii sa respecte prevederile continute in paragraful 6.5.3 din SR EN 1090-2+A1; - la gaurile trecatoare prin mai multe elemente suprapuse ale imbinarii, se impune coaxialitatea acestora, astfel incat suruburile sa poata fi introduse liber, in directie perpendiculara pe fetele de contact ale elementelor imbinate. 6.43. Nu se admit gauri realizate prin poansonare daca grosimea nominala a elementului este mai mare decat diametrul nominal al gaurii. 6.44. Nu este permisa realizarea de gauri prin poansonare fara alezare, pentru elemente din categoriile EXC3 si EXC4. 6.45. In cazul in care alezarea este folosita ca procedeu tehnologic de finisare a unei gauri poansonate, poansonarea se va realiza la un diametru mai mic cu cel putin 2 mm fata de diametrul final al gaurii. 6.46. Validitatea procedeelor de gaurire trebuie verificata periodic, in conformitate cu prevederile continute in paragraful 6.6.3 din SR EN 1090-2+A1. 6.47. Gaurile trebuie sa respecte, de asemenea, urmatoarele cerinte: - unghiul de conicitate (α) nu trebuie sa fie mai mare decat cel indicat in figura 6.5; - bavurile (∆) nu trebuie sa fie mai mari decat cele indicate in figura 6.5; - la innadiri, gaurile la suprafetele de contact trebuie poansonate in aceeasi directie pentru toate elementele. 6.48. In cazul in care se executa gauri trecatoare prin mai multe elemente ale imbinarii, nu se admite fixarea provizorie a acestora prin hafturi de sudura. 6.49. Se impune ca inaintea realizarii imbinarii cu suruburi de inalta rezistenta pretensionare, sa se debavureze gaurile, daca acestea au fost executate prin procedee care duc la formarea bavurilor. NOTĂ: Daca gaurile sunt realizate intr-o singura operatie, prin elemente fixate impreuna si care nu trebuie separate dupa gaurire, este necesara indepartarea bavurilor doar din gaurile elementelor exterioare ale imbinarii. V. DECUPARI 6.50. In scopul evitarii formarii concentratorilor de tensiuni, se interzice decuparea unghiurilor intrande. In astfel de situatii se vor realiza rotunjiri ca in figura 6.6.
Figura 6.6 - Exemple de decupare
1 - nu este permis; 2 - forma A (recomandata pentru taierea complet mecanizata sau automata); 3 - forma B (permisa)
6.51. Se impune ca unghiurile intrande si crestaturile sa se rotunjeasca cu o raza minima de 5 mm pentru EXC2 si EXC3, respectiv de 10 mm pentru EXC4. 6.52. In cazul decuparilor obtinute prin poansonare in placi cu grosimea mai mare de 16 mm, bavurile rezultate trebuie indepartate prin polizare.
Page 25 of 44
2/27/2015about:blank

NOTĂ: Decuparea prin poansonare nu este permisa pentru EXC4. VI. ASAMBLARE 6.53. Asamblarea elementelor trebuie realizata astfel incat sa fie indeplinite tolerantele specificate. 6.54. Se va evita contaminarea otelului inoxidabil prin contact cu otelul pentru constructii. 6.55. Alinierea gaurilor executate prin brosare trebuie efectuata astfel incat sa se evite o ovalizare mai mare decat valorile prevazute in tabelul D.2.8 poz. 6, din ANEXA A a standardului SR EN 1090-2+A1, dupa cum urmeaza: - EXC1 si EXC2: clasa 1; - EXC3 si EXC4: clasa 2. NOTĂ: In cazul in care aceste valori sunt depasite, se impune corectia gaurilor prin alezare. 6.56. Nu vor fi folosite pentru aliniere gaurile pentru care nu este permisa ovalizarea (de exemplu, pentru suruburile de pasuire). NOTĂ: In astfel de cazuri pot fi prevazute gauri speciale pentru aliniere. 6.57. Se impune ca toate imbinarile provizorii ale elementelor imbinarii, in vederea fabricatiei, sa indeplineasca cerintele prezentelor instructiuni tehnice, precum si toate cerintele speciale, inclusiv cele referitoare la comportarea la oboseala, care trebuie specificate. VII. PREASAMBLARE UZINALA 6.58. Concordanta intre elementele fabricate, conectate in mai multe puncte de imbinare, trebuie verificata prin preasamblare si masuratori exacte. Preasamblarea reprezinta punerea impreuna a elementelor contituiente ale imbinarii pentru a verifica concordanta lor. 6.59. Elementele care se imbina vor fi preasamblate de catre producatorul constructiei metalice, folosindu-se suruburi obisnuite, cu aceleasi diametre nominale ca si cele ale suruburilor de inalta rezistenta destinate imbinarii.
Figura 6.7 - Ordine de strangere
6.60. La preasamblare nu vor fi folosite suruburi pentru pretensionare si se vor utiliza saibe atat sub piulita, cat si sub capul surubului. Strangerea acestora se va face incepand de la centrul imbinarii catre marginile ei (vezi ordinea indicata in figura 6.7). Pentru strangere se va folosi o cheie standard, actionata manual. 6.61. Dupa realizarea preasamblarii, imbinarea va fi verificata folosind spionul de 0,2 mm, care nu va trebui sa patrunda in intervalul dintre suruburile marginale, pe o adancime mai mare de 20 mm de la marginea elementelor imbinarii, iar in jurul suruburilor marginale, nu mai aproape de 1,25 dg de axa fiecarui surub. Zonele de acces ale spionului de 0,2 mm de la marginea elementelor de costructie metalica spre interiorul imbinarii, sunt aratate in figura 6.8.
Figura 6.8 - Verificarea cu spionul de 0,2 mm
6.62. Se vor consemna intr-o nota de constatare (fisa de preasamblare in fabrica) rezultatele verificarilor facute, metodele folosite in acest scop, eventualele remedieri care au intervenit, precum si constatarile asupra inscrierii abaterilor in limitele admise. O copie dupa nota de constatare va fi transmisa unitatii de constructii-montaj, odata cu livrarea elementelor componente ale imbinarii. 6.63. Dupa preasamblare, elementele care se imbina si eclisele se vor marca cu simbolurile indicate in proiecte, distincte pentru fiecare element al imbinarilor si pentru fiecare pozitie in cadrul acestora, astfel incat, sa se asigure recunoasterea si asamblarea lor corecta in etapele urmatoare. NOTĂ: Se recomanda ca la preasamblarea din uzina, sa participe si reprezentanti ai unitatii de constructii-montaj. VIII. MANIPULARE SI DEPOZITARE 6.64. Elementele care se imbina nu vor fi grunduite la producator in zonele de contact ale imbinarii si ale ecliselor. 6.65. La manipularile si transporturile uzinale, precum si la incarcarea pentru expeditie, se va asigura in mod special pastrarea curata a suprafetelor de contact ale elementelor imbinarii.
Page 26 of 44
2/27/2015about:blank
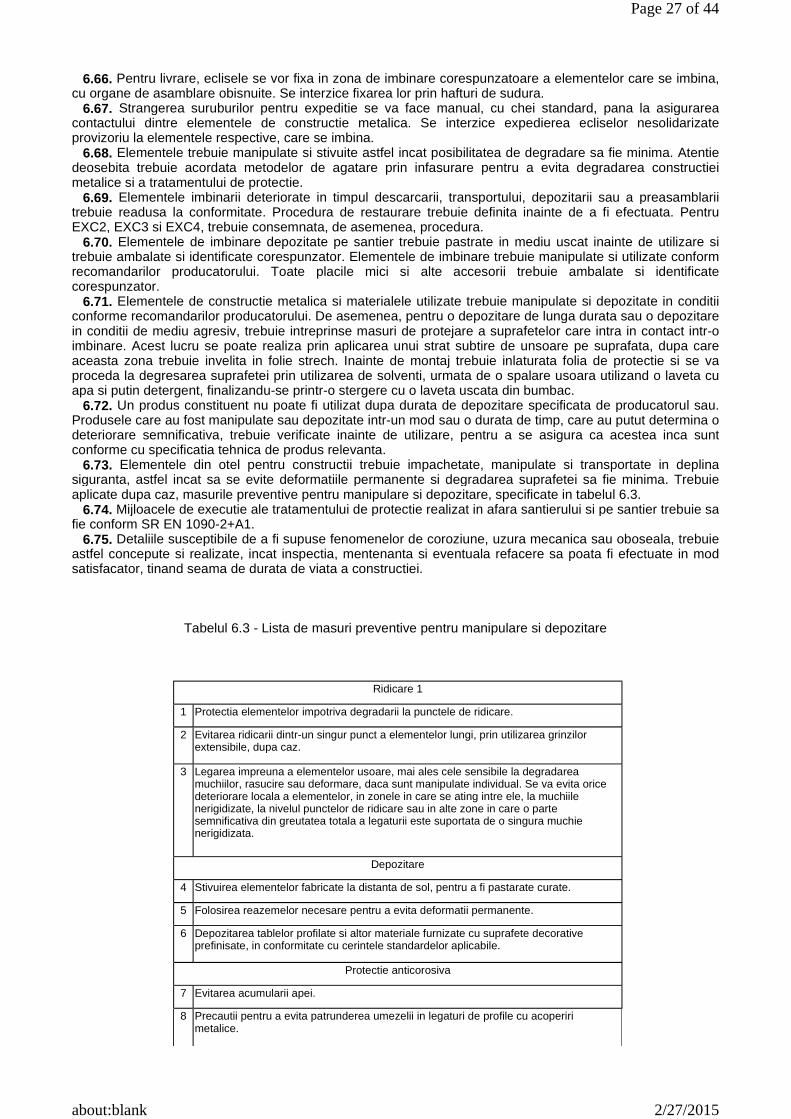
6.66. Pentru livrare, eclisele se vor fixa in zona de imbinare corespunzatoare a elementelor care se imbina, cu organe de asamblare obisnuite. Se interzice fixarea lor prin hafturi de sudura. 6.67. Strangerea suruburilor pentru expeditie se va face manual, cu chei standard, pana la asigurarea contactului dintre elementele de constructie metalica. Se interzice expedierea ecliselor nesolidarizate provizoriu la elementele respective, care se imbina. 6.68. Elementele trebuie manipulate si stivuite astfel incat posibilitatea de degradare sa fie minima. Atentie deosebita trebuie acordata metodelor de agatare prin infasurare pentru a evita degradarea constructiei metalice si a tratamentului de protectie. 6.69. Elementele imbinarii deteriorate in timpul descarcarii, transportului, depozitarii sau a preasamblarii trebuie readusa la conformitate. Procedura de restaurare trebuie definita inainte de a fi efectuata. Pentru EXC2, EXC3 si EXC4, trebuie consemnata, de asemenea, procedura. 6.70. Elementele de imbinare depozitate pe santier trebuie pastrate in mediu uscat inainte de utilizare si trebuie ambalate si identificate corespunzator. Elementele de imbinare trebuie manipulate si utilizate conform recomandarilor producatorului. Toate placile mici si alte accesorii trebuie ambalate si identificate corespunzator. 6.71. Elementele de constructie metalica si materialele utilizate trebuie manipulate si depozitate in conditii conforme recomandarilor producatorului. De asemenea, pentru o depozitare de lunga durata sau o depozitare in conditii de mediu agresiv, trebuie intreprinse masuri de protejare a suprafetelor care intra in contact intr-o imbinare. Acest lucru se poate realiza prin aplicarea unui strat subtire de unsoare pe suprafata, dupa care aceasta zona trebuie invelita in folie strech. Inainte de montaj trebuie inlaturata folia de protectie si se va proceda la degresarea suprafetei prin utilizarea de solventi, urmata de o spalare usoara utilizand o laveta cu apa si putin detergent, finalizandu-se printr-o stergere cu o laveta uscata din bumbac. 6.72. Un produs constituent nu poate fi utilizat dupa durata de depozitare specificata de producatorul sau. Produsele care au fost manipulate sau depozitate intr-un mod sau o durata de timp, care au putut determina o deteriorare semnificativa, trebuie verificate inainte de utilizare, pentru a se asigura ca acestea inca sunt conforme cu specificatia tehnica de produs relevanta. 6.73. Elementele din otel pentru constructii trebuie impachetate, manipulate si transportate in deplina siguranta, astfel incat sa se evite deformatiile permanente si degradarea suprafetei sa fie minima. Trebuie aplicate dupa caz, masurile preventive pentru manipulare si depozitare, specificate in tabelul 6.3. 6.74. Mijloacele de executie ale tratamentului de protectie realizat in afara santierului si pe santier trebuie sa fie conform SR EN 1090-2+A1. 6.75. Detaliile susceptibile de a fi supuse fenomenelor de coroziune, uzura mecanica sau oboseala, trebuie astfel concepute si realizate, incat inspectia, mentenanta si eventuala refacere sa poata fi efectuate in mod satisfacator, tinand seama de durata de viata a constructiei.
Tabelul 6.3 - Lista de masuri preventive pentru manipulare si depozitare
Ridicare 1
1 Protectia elementelor impotriva degradarii la punctele de ridicare.
2 Evitarea ridicarii dintr-un singur punct a elementelor lungi, prin utilizarea grinzilor extensibile, dupa caz.
3 Legarea impreuna a elementelor usoare, mai ales cele sensibile la degradarea muchiilor, rasucire sau deformare, daca sunt manipulate individual. Se va evita orice deteriorare locala a elementelor, in zonele in care se ating intre ele, la muchiile nerigidizate, la nivelul punctelor de ridicare sau in alte zone in care o parte semnificativa din greutatea totala a legaturii este suportata de o singura muchie nerigidizata.
Depozitare
4 Stivuirea elementelor fabricate la distanta de sol, pentru a fi pastarate curate.
5 Folosirea reazemelor necesare pentru a evita deformatii permanente.
6 Depozitarea tablelor profilate si altor materiale furnizate cu suprafete decorative prefinisate, in conformitate cu cerintele standardelor aplicabile.
Protectie anticorosiva
7 Evitarea acumularii apei.
8 Precautii pentru a evita patrunderea umezelii in legaturi de profile cu acoperiri metalice.
Page 27 of 44
2/27/2015about:blank
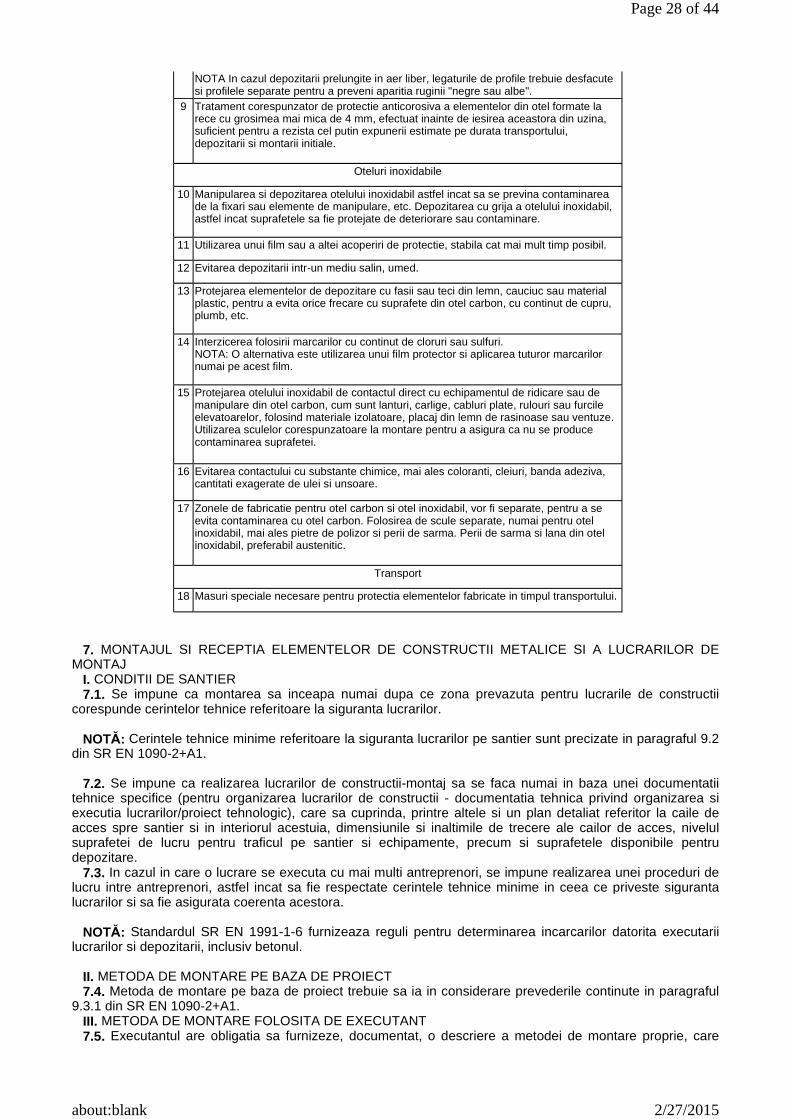
7. MONTAJUL SI RECEPTIA ELEMENTELOR DE CONSTRUCTII METALICE SI A LUCRARILOR DE MONTAJ I. CONDITII DE SANTIER 7.1. Se impune ca montarea sa inceapa numai dupa ce zona prevazuta pentru lucrarile de constructii corespunde cerintelor tehnice referitoare la siguranta lucrarilor. NOTĂ: Cerintele tehnice minime referitoare la siguranta lucrarilor pe santier sunt precizate in paragraful 9.2 din SR EN 1090-2+A1. 7.2. Se impune ca realizarea lucrarilor de constructii-montaj sa se faca numai in baza unei documentatii tehnice specifice (pentru organizarea lucrarilor de constructii - documentatia tehnica privind organizarea si executia lucrarilor/proiect tehnologic), care sa cuprinda, printre altele si un plan detaliat referitor la caile de acces spre santier si in interiorul acestuia, dimensiunile si inaltimile de trecere ale cailor de acces, nivelul suprafetei de lucru pentru traficul pe santier si echipamente, precum si suprafetele disponibile pentru depozitare. 7.3. In cazul in care o lucrare se executa cu mai multi antreprenori, se impune realizarea unei proceduri de lucru intre antreprenori, astfel incat sa fie respectate cerintele tehnice minime in ceea ce priveste siguranta lucrarilor si sa fie asigurata coerenta acestora. NOTĂ: Standardul SR EN 1991-1-6 furnizeaza reguli pentru determinarea incarcarilor datorita executarii lucrarilor si depozitarii, inclusiv betonul. II. METODA DE MONTARE PE BAZA DE PROIECT 7.4. Metoda de montare pe baza de proiect trebuie sa ia in considerare prevederile continute in paragraful 9.3.1 din SR EN 1090-2+A1. III. METODA DE MONTARE FOLOSITA DE EXECUTANT 7.5. Executantul are obligatia sa furnizeze, documentat, o descriere a metodei de montare proprie, care
NOTA In cazul depozitarii prelungite in aer liber, legaturile de profile trebuie desfacute si profilele separate pentru a preveni aparitia ruginii "negre sau albe".
9 Tratament corespunzator de protectie anticorosiva a elementelor din otel formate la rece cu grosimea mai mica de 4 mm, efectuat inainte de iesirea aceastora din uzina, suficient pentru a rezista cel putin expunerii estimate pe durata transportului, depozitarii si montarii initiale.
Oteluri inoxidabile
10 Manipularea si depozitarea otelului inoxidabil astfel incat sa se previna contaminarea de la fixari sau elemente de manipulare, etc. Depozitarea cu grija a otelului inoxidabil, astfel incat suprafetele sa fie protejate de deteriorare sau contaminare.
11 Utilizarea unui film sau a altei acoperiri de protectie, stabila cat mai mult timp posibil.
12 Evitarea depozitarii intr-un mediu salin, umed.
13 Protejarea elementelor de depozitare cu fasii sau teci din lemn, cauciuc sau material plastic, pentru a evita orice frecare cu suprafete din otel carbon, cu continut de cupru, plumb, etc.
14 Interzicerea folosirii marcarilor cu continut de cloruri sau sulfuri. NOTA: O alternativa este utilizarea unui film protector si aplicarea tuturor marcarilor numai pe acest film.
15 Protejarea otelului inoxidabil de contactul direct cu echipamentul de ridicare sau de manipulare din otel carbon, cum sunt lanturi, carlige, cabluri plate, rulouri sau furcile elevatoarelor, folosind materiale izolatoare, placaj din lemn de rasinoase sau ventuze. Utilizarea sculelor corespunzatoare la montare pentru a asigura ca nu se produce contaminarea suprafetei.
16 Evitarea contactului cu substante chimice, mai ales coloranti, cleiuri, banda adeziva, cantitati exagerate de ulei si unsoare.
17 Zonele de fabricatie pentru otel carbon si otel inoxidabil, vor fi separate, pentru a se evita contaminarea cu otel carbon. Folosirea de scule separate, numai pentru otel inoxidabil, mai ales pietre de polizor si perii de sarma. Perii de sarma si lana din otel inoxidabil, preferabil austenitic.
Transport
18 Masuri speciale necesare pentru protectia elementelor fabricate in timpul transportului.
Page 28 of 44
2/27/2015about:blank
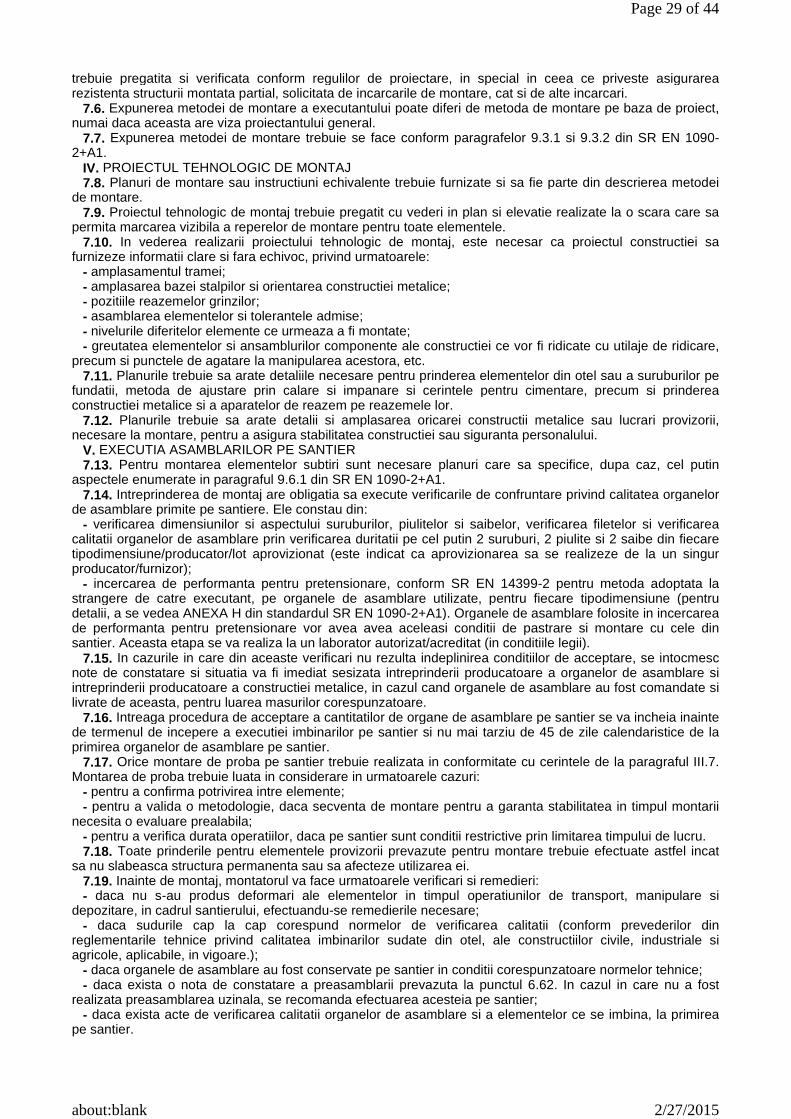
trebuie pregatita si verificata conform regulilor de proiectare, in special in ceea ce priveste asigurarea rezistenta structurii montata partial, solicitata de incarcarile de montare, cat si de alte incarcari. 7.6. Expunerea metodei de montare a executantului poate diferi de metoda de montare pe baza de proiect, numai daca aceasta are viza proiectantului general. 7.7. Expunerea metodei de montare trebuie se face conform paragrafelor 9.3.1 si 9.3.2 din SR EN 1090-2+A1. IV. PROIECTUL TEHNOLOGIC DE MONTAJ 7.8. Planuri de montare sau instructiuni echivalente trebuie furnizate si sa fie parte din descrierea metodei de montare. 7.9. Proiectul tehnologic de montaj trebuie pregatit cu vederi in plan si elevatie realizate la o scara care sa permita marcarea vizibila a reperelor de montare pentru toate elementele. 7.10. In vederea realizarii proiectului tehnologic de montaj, este necesar ca proiectul constructiei sa furnizeze informatii clare si fara echivoc, privind urmatoarele: - amplasamentul tramei; - amplasarea bazei stalpilor si orientarea constructiei metalice; - pozitiile reazemelor grinzilor; - asamblarea elementelor si tolerantele admise; - nivelurile diferitelor elemente ce urmeaza a fi montate; - greutatea elementelor si ansamblurilor componente ale constructiei ce vor fi ridicate cu utilaje de ridicare, precum si punctele de agatare la manipularea acestora, etc. 7.11. Planurile trebuie sa arate detaliile necesare pentru prinderea elementelor din otel sau a suruburilor pe fundatii, metoda de ajustare prin calare si impanare si cerintele pentru cimentare, precum si prinderea constructiei metalice si a aparatelor de reazem pe reazemele lor. 7.12. Planurile trebuie sa arate detalii si amplasarea oricarei constructii metalice sau lucrari provizorii, necesare la montare, pentru a asigura stabilitatea constructiei sau siguranta personalului. V. EXECUTIA ASAMBLARILOR PE SANTIER 7.13. Pentru montarea elementelor subtiri sunt necesare planuri care sa specifice, dupa caz, cel putin aspectele enumerate in paragraful 9.6.1 din SR EN 1090-2+A1. 7.14. Intreprinderea de montaj are obligatia sa execute verificarile de confruntare privind calitatea organelor de asamblare primite pe santiere. Ele constau din: - verificarea dimensiunilor si aspectului suruburilor, piulitelor si saibelor, verificarea filetelor si verificarea calitatii organelor de asamblare prin verificarea duritatii pe cel putin 2 suruburi, 2 piulite si 2 saibe din fiecare tipodimensiune/producator/lot aprovizionat (este indicat ca aprovizionarea sa se realizeze de la un singur producator/furnizor); - incercarea de performanta pentru pretensionare, conform SR EN 14399-2 pentru metoda adoptata la strangere de catre executant, pe organele de asamblare utilizate, pentru fiecare tipodimensiune (pentru detalii, a se vedea ANEXA H din standardul SR EN 1090-2+A1). Organele de asamblare folosite in incercarea de performanta pentru pretensionare vor avea avea aceleasi conditii de pastrare si montare cu cele din santier. Aceasta etapa se va realiza la un laborator autorizat/acreditat (in conditiile legii). 7.15. In cazurile in care din aceaste verificari nu rezulta indeplinirea conditiilor de acceptare, se intocmesc note de constatare si situatia va fi imediat sesizata intreprinderii producatoare a organelor de asamblare si intreprinderii producatoare a constructiei metalice, in cazul cand organele de asamblare au fost comandate si livrate de aceasta, pentru luarea masurilor corespunzatoare. 7.16. Intreaga procedura de acceptare a cantitatilor de organe de asamblare pe santier se va incheia inainte de termenul de incepere a executiei imbinarilor pe santier si nu mai tarziu de 45 de zile calendaristice de la primirea organelor de asamblare pe santier. 7.17. Orice montare de proba pe santier trebuie realizata in conformitate cu cerintele de la paragraful III.7. Montarea de proba trebuie luata in considerare in urmatoarele cazuri: - pentru a confirma potrivirea intre elemente; - pentru a valida o metodologie, daca secventa de montare pentru a garanta stabilitatea in timpul montarii necesita o evaluare prealabila; - pentru a verifica durata operatiilor, daca pe santier sunt conditii restrictive prin limitarea timpului de lucru. 7.18. Toate prinderile pentru elementele provizorii prevazute pentru montare trebuie efectuate astfel incat sa nu slabeasca structura permanenta sau sa afecteze utilizarea ei. 7.19. Inainte de montaj, montatorul va face urmatoarele verificari si remedieri: - daca nu s-au produs deformari ale elementelor in timpul operatiunilor de transport, manipulare si depozitare, in cadrul santierului, efectuandu-se remedierile necesare; - daca sudurile cap la cap corespund normelor de verificarea calitatii (conform prevederilor din reglementarile tehnice privind calitatea imbinarilor sudate din otel, ale constructiilor civile, industriale si agricole, aplicabile, in vigoare.); - daca organele de asamblare au fost conservate pe santier in conditii corespunzatoare normelor tehnice; - daca exista o nota de constatare a preasamblarii prevazuta la punctul 6.62. In cazul in care nu a fost realizata preasamblarea uzinala, se recomanda efectuarea acesteia pe santier; - daca exista acte de verificarea calitatii organelor de asamblare si a elementelor ce se imbina, la primirea pe santier.
Page 29 of 44
2/27/2015about:blank
7.20. Prelucrarea si tratarea suprafetelor de contact se va executa prin decapare (spalare si frecare cu peria de sarma) si ardere cu flacara, cu respectarea urmatoarelor conditii: - spalarea materiilor uleioase cu substante degresante si spalarea materiilor pamantoase cu apa; - frecarea cu peria de sarma din otel moale pentru indepartarea ruginei neaderente si a pojghitei de laminare (se interzice frecarea care sa conduca la o suprafata lucioasa); - frecarea se va executa transversal pe directia de transmitere a efortului; - arderea cu flacara cu oxigen se va executa cu o viteza de inaintare de 1. . .2 m/min, cu o inclinare a suflaiului ce cca. 300, suflaiul inaintand in urma flacarii; temperatura suprafetei in timpul arderii cu flacara nu trebuie sa depaseasca 200°C. Pentru aceasta operatie se vor folosi arzatoare cu un singur bec sau mai multe becuri asamblate. - prelucrarea suprafetelor si fazele succesive de realizare ale fiecarei imbinari, inclusiv toate verificarile si chituirea, se vor efectua in acelasi schimb de lucru. 7.21. In utilizarea arderii cu flacara, se vor folosi trasee de ardere pe zone delimitate, asigurandu-se incalzirea uniforma a zonei, evitandu-se supraincalziri locale. Dupa arderea cu flacara, suprafata de contact va avea un grad de rugozitate pronuntat. Suprafetele de contact vor fi uscate inainte de asamblare, iar piesele de contact se vor monta la temperatura mediului. 7.22. In situatiile in care rugina nu va putea fi indepartata prin frecare cu peria din otel moale, organele de asamblare in cauza nu vor putea fi utilizate si vor fi tratate ca neconforme. 7.23. In continuare, filetul piulitelor va fi uns cu o cantitate mica de unsoare, evitandu-se producerea refularii unsorii in exces. Se interzice ungerea filetului suruburilor pentru a se evita ca unsoarea sa ajunga pe suprafetele de contact ale elementelor imbinarii. 7.24. Pretensionarea suruburilor din imbinare se va realiza conform prevederilor continute in paragraful 8.5 din standardul SR EN 1090-2+A1. 7.25. Montarea imbinarilor cu suruburi de inalta rezistenta va incepe numai dupa efectuarea tuturor verificarilor si remedierilor mentionate si a pregatirii pentru montaj a organelor de asamblare, conform pct. 7.19. 7.26. Organele de asamblare vor fi pregatite pentru montaj cu putin inainte de introducerea lor in imbinare, prin curatirea cu substante degresante pentru indepartarea unsorii de protectie si a murdariei, precum si prin frecare cu peria din otel moale, pentru indepartarea ruginei superficiale, daca este cazul. 7.27. Nu se va efectua montarea ecliselor daca suprafetele de contact, dupa prelucrarea prevazuta la pct. 7.26, nu au un aspect uniform, lipsite de pete de rugina, tunder, ulei, etc. si nu au un grad pronuntat de rugozitate. VI. MARCARE 7.28. Elementele asamblate sau montate individual pe santier trebuie sa aiba alocata o marcare de montare, care poate coincide cu marcarea de la preasamblarea uzinala. 7.29. Un element trebuie marcat cu orientarea la montare daca aceasta nu rezulta din forma sa geometrica. NOTĂ: Marcarile trebuie amplasate, daca este posibil, in pozitii in care sa fie vizibile ata la depozitare, cat si dupa montare. 7.30. Metodele de marcare trebuie sa fie conform paragrafului 6.2 din SR EN 1090-2+A1. VII. RECEPTIA LUCRARILOR DE MONTAJ 7.31. Furniturile vor fi achizitionate insotite de documentatia specificata de prevederile referitoare la comercializarea produselor pentru constructii. De asemenea, se vor avea in vedere prescriptiile relevante din SR EN 1090-2+A1 si SR EN 1993. 7.32. Receptia lucrarilor de montaj se va face in conformitate cu prescriptiile relevante din SR EN 1090-2+A1 si SR EN 1993, precum si conform legislatiei aplicabile, in vigoare, privind executarea lucrarilor de constructii si calitatea in constructii. 7.33. Rezultatele verificarilor si incercarilor mecanice ale furniturilor, precum si rezultatele verificarilor lucrarilor de montaj, in diversele faze de realizare a imbinarilor cu suruburi de inalta rezistenta pretensionate, vor fi consemnate in documente din sistemul calitatii implementat la nivelul executantului, in conditiile legii, dupa cum urmeaza: - nota de constatare asupra preasamblarii uzinale, consemnandu-se abaterile dimensionale, de la limitele admisibile, remedierile efectuate si metodele prescrise folosite, conf. pct. 6.62. O copie dupa nota de constatare se constituie in piesa la dosarul de receptie; - nota de constatare asupra preasamblarii la santier executata in conditiile prezentate la pct. 7.26, care se constituie, de asemenea in piesa, la dosarul de receptie; - documente care insotesc organele de asamblare la achizitionarea lor (suruburi, piulite, saibe), potrivit legii (declaratia de conformitate si/sau declaratia de performanta, certificatul de calitate, agrementul tehnic, dupa caz), precum si rapoartele de incercari emise de laboratoare de specialitate pe baza incercarilor efectuate pe santier; - procesele verbale de verificare pe faze a calitatii executiei imbinarilor prin suruburi de inalta rezistenta, in care se consemneaza rezultatele tuturor verificarilor efectuate in diferite faze de executie a montajului, inclusiv pregatirea suprafetelor de contact (vezi pct 6.7.1.). 7.34. Verificarea strangerii se va realiza pe baza Fisei de evidenta a imbinarilor pretensionate (vezi ANEXA
Page 30 of 44
2/27/2015about:blank
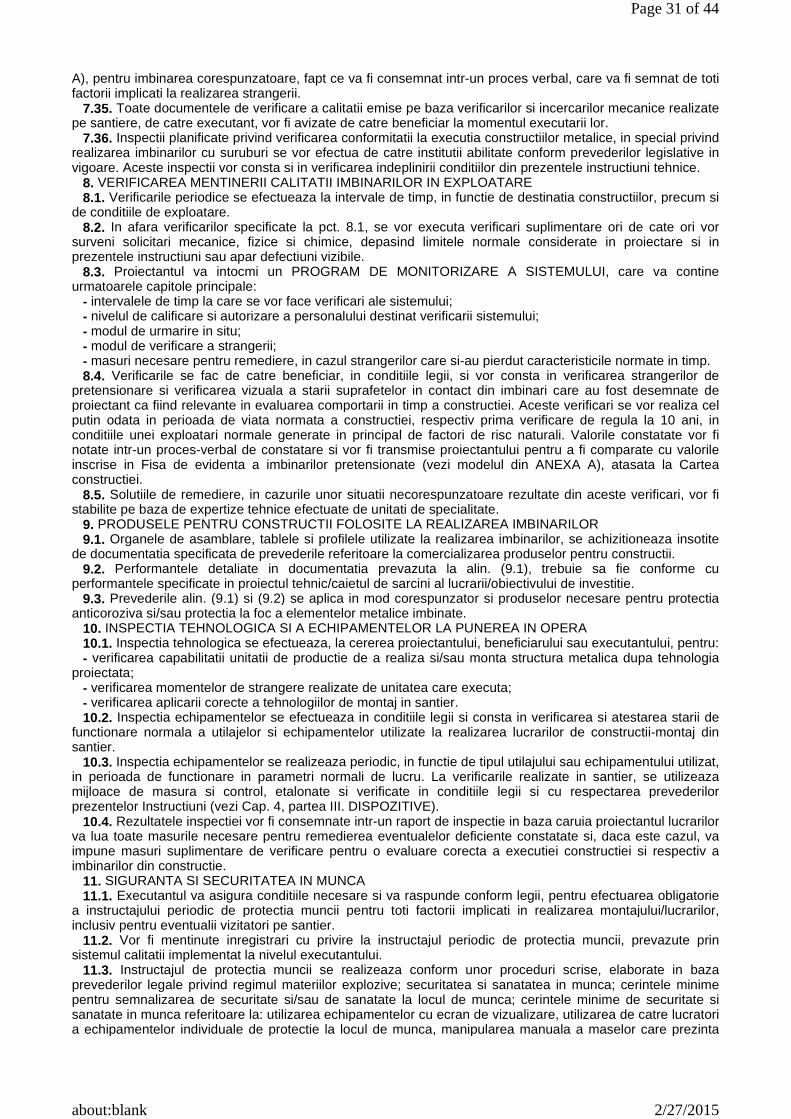
A), pentru imbinarea corespunzatoare, fapt ce va fi consemnat intr-un proces verbal, care va fi semnat de toti factorii implicati la realizarea strangerii. 7.35. Toate documentele de verificare a calitatii emise pe baza verificarilor si incercarilor mecanice realizate pe santiere, de catre executant, vor fi avizate de catre beneficiar la momentul executarii lor. 7.36. Inspectii planificate privind verificarea conformitatii la executia constructiilor metalice, in special privind realizarea imbinarilor cu suruburi se vor efectua de catre institutii abilitate conform prevederilor legislative in vigoare. Aceste inspectii vor consta si in verificarea indeplinirii conditiilor din prezentele instructiuni tehnice. 8. VERIFICAREA MENTINERII CALITATII IMBINARILOR IN EXPLOATARE 8.1. Verificarile periodice se efectueaza la intervale de timp, in functie de destinatia constructiilor, precum si de conditiile de exploatare. 8.2. In afara verificarilor specificate la pct. 8.1, se vor executa verificari suplimentare ori de cate ori vor surveni solicitari mecanice, fizice si chimice, depasind limitele normale considerate in proiectare si in prezentele instructiuni sau apar defectiuni vizibile. 8.3. Proiectantul va intocmi un PROGRAM DE MONITORIZARE A SISTEMULUI, care va contine urmatoarele capitole principale: - intervalele de timp la care se vor face verificari ale sistemului; - nivelul de calificare si autorizare a personalului destinat verificarii sistemului; - modul de urmarire in situ; - modul de verificare a strangerii; - masuri necesare pentru remediere, in cazul strangerilor care si-au pierdut caracteristicile normate in timp. 8.4. Verificarile se fac de catre beneficiar, in conditiile legii, si vor consta in verificarea strangerilor de pretensionare si verificarea vizuala a starii suprafetelor in contact din imbinari care au fost desemnate de proiectant ca fiind relevante in evaluarea comportarii in timp a constructiei. Aceste verificari se vor realiza cel putin odata in perioada de viata normata a constructiei, respectiv prima verificare de regula la 10 ani, in conditiile unei exploatari normale generate in principal de factori de risc naturali. Valorile constatate vor fi notate intr-un proces-verbal de constatare si vor fi transmise proiectantului pentru a fi comparate cu valorile inscrise in Fisa de evidenta a imbinarilor pretensionate (vezi modelul din ANEXA A), atasata la Cartea constructiei. 8.5. Solutiile de remediere, in cazurile unor situatii necorespunzatoare rezultate din aceste verificari, vor fi stabilite pe baza de expertize tehnice efectuate de unitati de specialitate. 9. PRODUSELE PENTRU CONSTRUCTII FOLOSITE LA REALIZAREA IMBINARILOR 9.1. Organele de asamblare, tablele si profilele utilizate la realizarea imbinarilor, se achizitioneaza insotite de documentatia specificata de prevederile referitoare la comercializarea produselor pentru constructii. 9.2. Performantele detaliate in documentatia prevazuta la alin. (9.1), trebuie sa fie conforme cu performantele specificate in proiectul tehnic/caietul de sarcini al lucrarii/obiectivului de investitie. 9.3. Prevederile alin. (9.1) si (9.2) se aplica in mod corespunzator si produselor necesare pentru protectia anticoroziva si/sau protectia la foc a elementelor metalice imbinate. 10. INSPECTIA TEHNOLOGICA SI A ECHIPAMENTELOR LA PUNEREA IN OPERA 10.1. Inspectia tehnologica se efectueaza, la cererea proiectantului, beneficiarului sau executantului, pentru: - verificarea capabilitatii unitatii de productie de a realiza si/sau monta structura metalica dupa tehnologia proiectata; - verificarea momentelor de strangere realizate de unitatea care executa; - verificarea aplicarii corecte a tehnologiilor de montaj in santier. 10.2. Inspectia echipamentelor se efectueaza in conditiile legii si consta in verificarea si atestarea starii de functionare normala a utilajelor si echipamentelor utilizate la realizarea lucrarilor de constructii-montaj din santier. 10.3. Inspectia echipamentelor se realizeaza periodic, in functie de tipul utilajului sau echipamentului utilizat, in perioada de functionare in parametri normali de lucru. La verificarile realizate in santier, se utilizeaza mijloace de masura si control, etalonate si verificate in conditiile legii si cu respectarea prevederilor prezentelor Instructiuni (vezi Cap. 4, partea III. DISPOZITIVE). 10.4. Rezultatele inspectiei vor fi consemnate intr-un raport de inspectie in baza caruia proiectantul lucrarilor va lua toate masurile necesare pentru remedierea eventualelor deficiente constatate si, daca este cazul, va impune masuri suplimentare de verificare pentru o evaluare corecta a executiei constructiei si respectiv a imbinarilor din constructie. 11. SIGURANTA SI SECURITATEA IN MUNCA 11.1. Executantul va asigura conditiile necesare si va raspunde conform legii, pentru efectuarea obligatorie a instructajului periodic de protectia muncii pentru toti factorii implicati in realizarea montajului/lucrarilor, inclusiv pentru eventualii vizitatori pe santier. 11.2. Vor fi mentinute inregistrari cu privire la instructajul periodic de protectia muncii, prevazute prin sistemul calitatii implementat la nivelul executantului. 11.3. Instructajul de protectia muncii se realizeaza conform unor proceduri scrise, elaborate in baza prevederilor legale privind regimul materiilor explozive; securitatea si sanatatea in munca; cerintele minime pentru semnalizarea de securitate si/sau de sanatate la locul de munca; cerintele minime de securitate si sanatate in munca referitoare la: utilizarea echipamentelor cu ecran de vizualizare, utilizarea de catre lucratori a echipamentelor individuale de protectie la locul de munca, manipularea manuala a maselor care prezinta
Page 31 of 44
2/27/2015about:blank
riscuri pentru lucratori, in special de afectiuni dorsolombare, precum si cerintele minime de securitate si sanatate pentru locul de munca, in concordanta si cu respectarea Planului de masuri a comitetului de securitate si sanatate in munca si Instructiunile proprii de securitatea muncii pentru activitati specifice din cadrul executantului. 11.4. Executantul va realiza si testarea psihologica a personalului care lucreaza in conditii speciale de munca, conform legislatiei specifice, in vigoare (lucrul la inaltime, lucrul in conditii de izolare, lucrul cu substante explozive, soferii, etc.).
ANEXA A
(informativa)
FISA DE EVIDENTA A IMBINARILOR PRETENSIONATE
A.1. In tabelul A.1 este prezentat formularul fisei de evidenta a imbinarilor pretensionate.
Tabelul A.1 - Formular al fisei de evidenta a imbinarilor pretensionate
(1) Pentru localizarea pozitiei imbinarii, se vor folosi axele principala si secundara de inertie ale structurii metalice din care face parte imbinarea. (2) Imbinarea va fi notata prin precizarea elementelor structurale conectate. Exemplu: (Grinda Principala 1 -Stalp Marginal 1: GP1 - SM1). (3) In campul corespunzator din tabel, va fi inserata o schema a imbinarii, ca vedere bidimensionala cu
PROIECTANT EXECUTANT
T r o n s o n
N i v e l
P o z i t i e
(1)
I m b i n a r e
(2)
Schema imbinarii
(3)
Momente de strangere [N • m]
Realizare moment(4)
[N • m]
Observatii(5)
Nr. surub
Treapta initiala
Treapta finala Treapta
initialaTreapta finala
min. max.
... ... ... ... ... ... ... ... ... ... ... ...
* * *
G P 1 - S M 1
1 225 330 400 225 335Refacerea stangerii datorita depasirii treptei finale a momentului de strangere
2 225 330 400 ... ... -
3 225 330 400 ... ... -
4 225 330 400 ... ... -
5 225 330 400 ... ... -
6 225 330 400 ... ... -
1 225 330 400 ... ... -
2 225 330 400 ... ... -
3 225 330 400 ... ... -
4 225 330 400 ... ... -
5 225 330 400 ... ... -
6 225 330 400 ... ... -
... ... ... ... ... ... ... ... ... ... ... -
Page 32 of 44
2/27/2015about:blank
marcarea elementelor imbinate. De asemenea, pe schema imbinarii se va marca, prin numerotare, ordinea de strangere a suruburilor. (4) Functie de tipului dispozitivului de strangere folosit, sunt posibile situatiile: - In cazul folosirii dispozitivelor de stangere controlata cu posibilitatea stocarii valorilor momentului de strangere, in coloanele Treapta initiala si Treapta finala, pe formularul de lucru se vor nota pozitiile inregistrarilor corespunzatoare din memoria dispozitivului de stangere. Ulterior, la descarcarea inregistrarilor, pozitiile notate pe formularul de lucru vor fi inlocuite, pe formularul final, cu valorile corespunzatoare ale momentului de strangere realizat. - In cazul folosirii dispozitivelor de strangere cu avertizare, fara indicarea si stocarea valorii momentului de strangere (de exemplu, chei mecanice), in coloanele Treapta initiala si Treapta finala, se va bifa realizarea momentului de strangere reglat. (5) Se vor nota toate dificultatile aparute in procesul de strangere, in vederea realizarii pretensionarii.
ANEXA B
(informativa)
PRECIZARI ASUPRA STUDIULUI COMPORTARII IMBINARILOR CU SURUBURI PRETENSIONATE,
FOLOSIND METODA ELEMENTULUI FINIT B.1. Generalitati Scopul acestei anexe este acela de a propune recomandari privind studiul comportarii componentelor din alcatuirea imbinarilor cu suruburi pretensionate, folosind metoda elementului finit. Metoda elementului finit va fi folosita numai in scopul studiului comportamentului elementelor structurale din alcatuirea imbinarilor cu suruburi pretensionate. Fundamentarea prin calcul a solutiei tehnice, precum si a parametrilor unei imbinari cu suruburi pretensionate se face numai pe baza standardelor in vigoare care reglementeaza domeniul, respectiv a prezentelor instructiuni tehnice. B.2. Modele de material Daca in studiul comportarii componentelor din alcatuirea imbinarilor cu suruburi pretensionate, folosind metoda elementului finit, se iau in considerare cazuri de incarcare pentru care se estimeaza ca tensiunea echivalenta corespunzatoare teoriei de rezistenta adoptate, depaseste limita corespunzatoare comportarii liniare a materialului, se recomanda folosirea unor modele de material biliniare. NOTA 1 - Pentru otelurile de constructii laminate la cald, se recomanda folosirea modelelor biliniare fara consolidare. NOTA 2 - Pentru otelurile din care sunt realizate suruburile de inalta rezistenta pretensionate se recomanda folosirea modelelor biliniare cu consolidare izotropa. B.3. Modelarea schematizata a dispozitivelor de fixare Daca obiectivul principal al studiului folosind metoda elementului finit il constituie starile de tensiuni si de deformatii ce se produc in elementele imbinate, pentru modelarea dispozitivelor de fixare se recomanda folosirea elementelor finite unidimensionale de tip bara cu noduri rigide. Astfel, pentru elementul finit asociat tijei surubului din alcatuirea dispozitivului de fixare se va declara sectiune transversala circulara, avand diametrul egal cu diametrul nominal al surubului. Acest element finit va avea axa locala coincidenta cu axa gaurii. Pentru modelarea legaturii dintre capul surubului si componenta adiacenta din imbinare, respectiv dintre piulita si componenta adiacenta, se vor folosi elemente finite unidimensionale de tip bara cu noduri rigide, dispuse radial in jurul elementului finit care schematizeaza tija sururbului. NOTĂ: Unele platforme de analiza cu elemente finite au implementate instrumente specializate in scopul modelarii prin metoda descrisa mai sus a asambarilor cu suruburi. B.4. Folosirea simetriilor Ori de cate ori este posibil, se recomanda folosirea simetriilor din modelul fizic real, pentru a genera modele cu elemente finite de dimensiuni cat mai mici si care sa asigure o precizie accceptabila a rezultatelor obtinute. Ori de cate ori se folosesc simetriile, se vor impune constrangeri necesare si suficiente in planele de simetrie. B.5. Rafinarea discretizarilor Se recomanda rafinarea discretizarilor, cel putin in urmatoarele situatii: - atunci cand se doreste analiza comportarii zonei filetate a suruburilor din imbinare, se va rafina discretizarea in zona filetului; - atunci cind se doreste analiza concentrarii tensiunilor in zona gaurilor pentru suruburi, se va rafina
Page 33 of 44
2/27/2015about:blank

discretizarea in vecinatatea acestora. B.6. Modelarea pretensionarii O modalitate simpla de a modela pretensionarea suruburilor folosite la realizarea imbinarilor pretensionate este aceea prin care se induc tensiuni termice care vor produce stragerea componentelor imbinate cu o forta egala cu forta de pretensionare dorita. NOTĂ: Chiar daca in realitate sistemul este de fapt pretensionat din alte cauze decat cele termice, tehnica de modelare pe platforma de analiza cu elemente finite ramane aceeasi. Daca se cunosc pretensionarea necesara si proprietatile termice ale materialului surubului, se poate calcula diferenta necesara de temperatura, cu urmatoarea relatie:
∆T = F c,P / αEA (B.1)
unde: Fc,P - forta de pretensionare de calcul; α - coeficientul deformatiei termice liniare a materialului surubului; E - modulul de elasticitate longitudinala a materialului surubului; A - aria nominala a sectiunii transversale a surubului. Diferenta de temperatura calculata cu relatia (B.1) se aplica in modelul cu elemente finite in scopul simularii pretensionarii, dupa cum urmeaza: 1. se stabileste o temperatura de referinta Tr care se atribuie tuturor elementelor finite din model, cu exceptia elementelor finite care modeleaza suruburile din imbinare; 2. elementelor finite care modeleaza suruburile din imbinare li se atribuie temperatura Tb:
Tb = ∆T - T r (B.2)
Unele platforme de analiza cu elemente finite permit indicarea directa a fortei de pretensionare, in cazul modelarii schematizate a dispozitivelor de fixare. Folosirea acestei alternative, presupune rularea a doua analize: - in prima analiza se impune un anumit nivel de pretensionare a suruburilor. Datorita elasticitatii materialelor componentelor imbinarii (placi si dispozitive de fixare), la finalul primei analize, pretensionarea din suruburi este mai mica decat cea declarata initial. - in a doua analiza, pe baza pretensionarii reale de la finalul primei analize, pretensionarea aplicata suruburilor este marita corespunzator, astfel incat pretensionarea finala sa corespunda (cu o eroare acceptabila) pretensionarii reglementate. B.7. Tipuri de analize Tipul analizelor efectuate trebuie sa respecte natura incarcarilor, natura modelelor de material declarate in model, precum si marimea preconizata a deformatiilor modelului: - pentru incarcari statice, modele liniare de material si deformatii preconizate ale modelului respectand ipoteza micilor deformatii, se vor realiza analize statice liniare; - in cazul in care cel putin una din conditiile anterioare nu este indeplinita se vor realiza analize statice neliniare. B.8. Personal autorizat Personalul desemnat pentru studiul comportarii imbinarilor pretensionate, folosind metoda elementului finit trebuie sa indeplineasca urmatoarele conditii: - sa aiba pregatire relevanta in domeniul folosirii metodei elementului finit pentru analiza structurilor de rezistenta; - sa aiba o experienta de cel putin 5 ani in domeniul proiectarii imbinarilor metalice.
ANEXA C
(informativa)
Page 34 of 44
2/27/2015about:blank

EXEMPLU DE CALCUL
IMBINARE CU SURUBURI PRETENSIONATE, DE CATEGORIA C C.1. Formularea problemei Se cere realizarea unei imbinari cu suruburi de inalta rezistenta pretensionate, de categoria C, in scopul transmiterii unui efort axial static FEd = 300 kN, intre doua elemente realizate din platbanda Pl 160 X16 din otel S 235, conform SR EN 10025-2. C.2. Solutie tehnica Solutia tehnica adoptata foloseste doua eclise dispuse de-o parte si de alta a elementelor supuse la intindere (vezi schema de principiu din figura 1). Eclisele sunt realizate din platbanda Pl 160 X 8 din otel S 235, conform SR EN 10025-2. Suprafetele de contact ale ecliselor si ale elementelor centrale sunt tratate corespunzator clasei A (vezi tabelul 5.7), careia ii corespunde coeficientul de frecare µ = 0,5.
Figura C.1 - Schema de principiu a solutiei adoptate
Pentru realizarea imbinarii se are in vedere sistemul HV, folosind 12 dispozitive de fixare dispuse in 3 randuri si 4 coloane, ca in figura C.2. Imbinarea prezinta un plan de simetrie perpendicular pe directia efortului axial transmis (vezi figura C.2).
Figura C.2 - Geometria imbinarii cu suruburi pretensionate
NOTA 1 - In figura C.2, e1, e2, p1 si p2 au semnificatiile distantelor explicitate in tabelul 5.2.
NOTA 2 - Lungimea l a ecliselor va fi stabilita dupa adoptarea numarului dispozitivelor de fixare, a modului de amplasare a acestora in imbinare, precum si a distantelor in directie longitudinala care definesc amplasarea gaurilor suruburilor (a se vedea relatia (C.2) si tabelul 5.2). Cu notatiile din figura C.2, se pot scrie relatiile:
160 = 2 • (e 2 + p 2) (C.1)
l = 10 + 2 • (2e 1 + p 1) (C.2)
NOTĂ: Deoarece latimea platbandelor din care se executa elementele imbinate este impusa (160 mm), la stabilirea dimensiunilor e2 si p2 se vor respecta atat cerintele impuse prin tabelul 5.2, cat si relatia (C.1). Datorita simetriei, se considera in calcul doar una din partile rezultate prin intersectarea imbinarii cu planul de simetrie, asa cum este reprezentat in figura C.3.
Figura C.3 - Modelul considerat in calcul
Se adopta suruburi de inalta rezistenta M16 (d = 16 mm), grupa 10.9, avand lungimea sub cap l = 60 mm, si lungimea partii filetate lg = max 32 mm (vezi tabelul 2 din SR EN 14399-4). In conformitate cu jocurile nominale inscrise in tabelul 6.3 in cazul gaurilor rotunde normale, rezulta diametrul gaurilor pentru suruburi:
Page 35 of 44
2/27/2015about:blank

d0 = 18 mm
In continuare se adopta distantele in directie longitudinala si transversala intre axele dispozitivelor de fixare, in vederea stabilirii amplasarii gaurilor suruburilor, precum si a lungimii necesare a ecliselor. Se au in vedere cele inscrise in tabelul 5.2, precum si grosimea celui mai subtire element imbinat,
t = min {t 1;t 2} = min {8;16} = 8 mm
In tabelul C.1 sunt sintetizate caracteristicile geometrice e1, e2, p1, p2 si l.
Tabelul C.1 - Caracteristici geometrice ale imbinarii
C.3. Validarea solutiei tehnice prin calcul Conditia de rezistenta la lunecare a imbinarii, presupune respectarea inegalitatii:
nb • F s,Rd ≤ F Ed (C.3)
unde: nb - numarul dispozitivelor de fixare care lucreaza la preluarea efortului axial impus: nb = 6; Fs,Rd - rezistenta de calcul la lunecare a unui surub, la starea limita ultima (vezi mai jos). In plus, in conformitate cu precizarile din tabelul 5.1, pentru acest caz se impune respectarea urmatorului sistem de conditii:
unde:
Dimensiune Domeniu de variatie sau relatie de calcul
Domeniu numeric sau valoare numerica
Valoare adoptata
e1 [mm] 1,2d0 ≤ e1 ≤ 4t + 40 mm 21,6 mm ≤ e1 ≤ 72 mm 25
e2 [mm] 1,2d0 ≤ e2 ≤ 4t + 40 mm 21,6 mm ≤ e2 ≤ 72 mm 25
p1 [mm]2,2d0 ≤ p1 ≤ min{14t; 200
mm}
39,6 mm ≤ p1 ≤ min{112 mm; 200
mm}50
p2 [mm]2,4d0 ≤ p2 ≤ min{14t; 200
mm}
43,2 mm ≤ p2 ≤ min{112 mm; 200
mm}55
l [mm] l = 10 + 2 (2e1 + p1) l = 10 + 2 (2 25 + 50) = 210 210
Page 36 of 44
2/27/2015about:blank

Fv,Ed - forta de calcul care produce forfecarea unui surub din imbinare, in starea limita ultima; Fb,Rd - forta capabila la presiune pe gaura; Nnet,Rd - valoarea de calcul a rezistentei la intindere a sectiunii transversale nete. Acceptand ca efortul axial transmis de imbinare se distribuie in mod egal pe dispozitivele de fixare, rezulta:
Fv,Ed = F Ed / n b (C.5)
Dupa inlocuirea valorilor numerice in relatia (C.5), se obtine:
Fv,Ed = 300/6 = 50 kN
Forta de pretensionare de calcul se determina cu relatia (5.7):
Fp,C = 0,7 f ub A s (C.6)
unde: fub - rezistenta de rupere la tractiune statica a materialului surubului (tabelul 5.3, pentru surub grupa 10.9):
fub = 1000 N/mm2;
As - sectiunea transversala nominala rezistenta a surubului (tabelul 4.3, pentru filet M16 cu pas normal ): A
⋅ 157 mm2. Inlocuind valorile numerice in relatia (C.6), rezulta:
Fp,C = 0,7 • 1000 • 157 = 109900 N ϒ 110 kN
NOTĂ: Pentru cazul suruburilor cu pas normal, forta de pretensionare de calcul se poate determina ca mai sus, sau poate fi luata direct din tabelul 19 din SR EN 1090-2+A1. Forta de calcul la lunecare a unui surub pretensionat in starea limita ultima se determina cu relatia (5.6):
Fs,Rd = k s n µFp,C / ϒM3 (C.7)
in care: ks - coeficient a carui valoare se ia din tabelul 5.6 (pentru gauri normale): ks = 1; n - numarul suprafetelor de frecare (vezi figura C.3): n = 2; µ - coeficientul de frecare dintre suprafetele in contact ale elementelor imbinate (avand valoarea precizata mai sus): µ = 0,5; Fp,C - forta de pretensionare de calcul: Fp,C = 110 kN;
Page 37 of 44
2/27/2015about:blank
⋅M3 - coeficient partial de siguranta (tabelul 2.1 din SR EN 1993-1-8): ⋅M3 = 1,25.
Fs,Rd = 1 • 2 • 0,5 • 110 / 1,25 = 88 kN
Forta capabila la presiune pe gaura se calculeaza cu relatia (a se vedea tabelul 5.4):
Fb,Rd = k 1 ab f u d t / ϒM3 (C.8)
in care: k1 - coeficient adimensional, depinzand de pozitia surubului in directie perpendiculara pe directia efortului transmis de imbinare (vezi figura C.3 si tabelul 5.4): - pentru suruburile de margine: k1 = min {2,8 22/d0 -1,7; 2,5} = min {2.19; 2,5} = 2,19;
- pentru suruburile interioare: k1 = min {1,4 p2/d0 - 1,7; 2,5} = min {2,56; 2,5} = 2,5. ab - coeficient adimensional care tine seama de pozitia surubului in directie paralela cu directia efortului transmis de imbinare (vezi figura C.3 si tabelul 5.4):
ab = min { αd; f ub / f u; 1,0} = min = min {0,46; 2,78; 1,0} = 0,46
fu - rezistenta de rupere la tractiune statica a materialului platbandelor din care se realizeaza elementele
imbinate (vezi tabelul 4.1, pentru S 235): fu = 360 N/mm2.
NOTĂ: In relatia (C.8), t este grosimea cumulata a elementelor din imbinare la nivelul carora se realizeaza contactul cu surubul. In cazul considerat, avand in vedere grosimile platbandelor din care sunt realizate elementele imbinate, precum si solutia adoptata pentru aceasta, t = 2t1 = t2 = 16 mm. Deoarece pentru coeficientul k1 sunt disponibile doua valori (vezi mai sus), valoarea fortei capabile la presiune pe gaura a unui surub depinde de pozitia acestuia in directie perpendiculara pe directia efortului transmis de imbinare: - pentru suruburile de margine:
Fb,Rd,margine = 2,19 • 0,46 • 360 • 16 • 16 / 1,25 ϒ 74274 N ϒ 74,27 kN
- pentru suruburile interioare:
Fb,Rd,interior = 2,5 • 0,46 • 360 • 16 • 16 / 1,25 ϒ 84787 N ϒ 84,79 kN
Forta capabila la presiune pe gaura este:
Page 38 of 44
2/27/2015about:blank
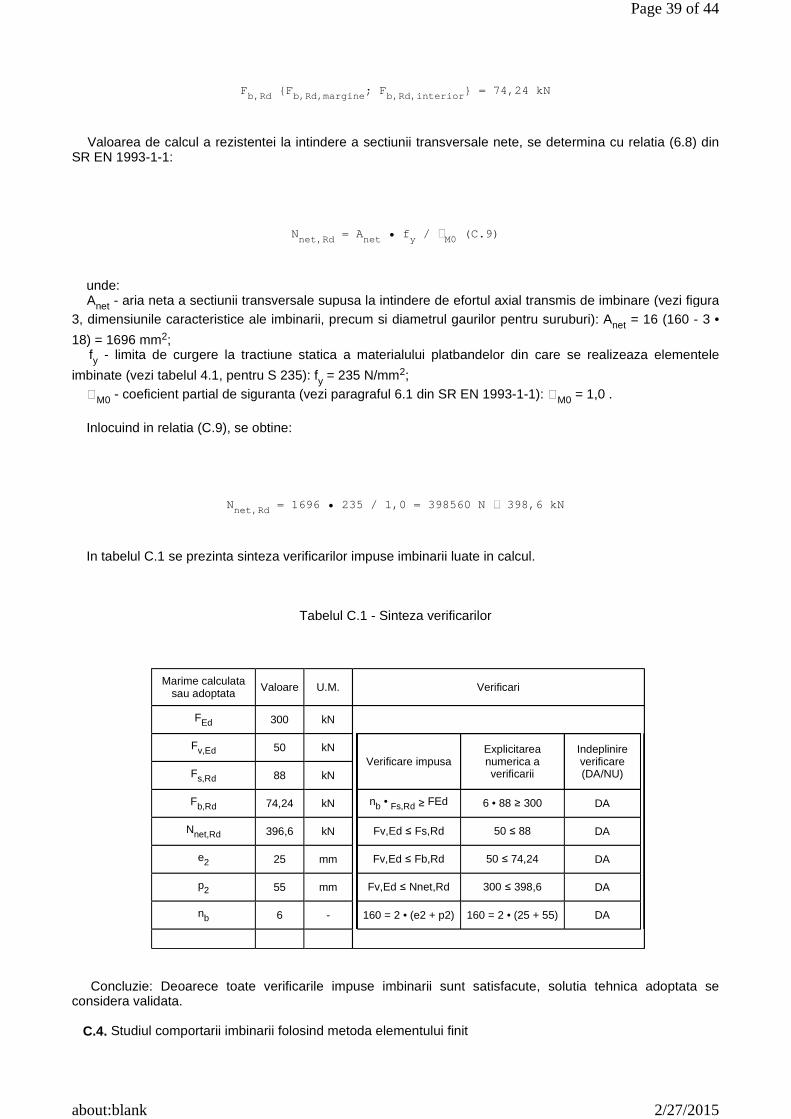
Fb,Rd {F b,Rd,margine ; F b,Rd,interior } = 74,24 kN
Valoarea de calcul a rezistentei la intindere a sectiunii transversale nete, se determina cu relatia (6.8) din SR EN 1993-1-1:
Nnet,Rd = A net • f y / ϒM0 (C.9)
unde: Anet - aria neta a sectiunii transversale supusa la intindere de efortul axial transmis de imbinare (vezi figura 3, dimensiunile caracteristice ale imbinarii, precum si diametrul gaurilor pentru suruburi): Anet = 16 (160 - 3 •
18) = 1696 mm2; fy - limita de curgere la tractiune statica a materialului platbandelor din care se realizeaza elementele
imbinate (vezi tabelul 4.1, pentru S 235): fy = 235 N/mm2;
⋅M0 - coeficient partial de siguranta (vezi paragraful 6.1 din SR EN 1993-1-1): ⋅M0 = 1,0 . Inlocuind in relatia (C.9), se obtine:
Nnet,Rd = 1696 • 235 / 1,0 = 398560 N ϒ 398,6 kN
In tabelul C.1 se prezinta sinteza verificarilor impuse imbinarii luate in calcul.
Tabelul C.1 - Sinteza verificarilor
Concluzie: Deoarece toate verificarile impuse imbinarii sunt satisfacute, solutia tehnica adoptata se considera validata. C.4. Studiul comportarii imbinarii folosind metoda elementului finit
Marime calculata sau adoptata Valoare U.M. Verificari
FEd 300 kN
Fv,Ed 50 kNVerificare impusa
Explicitarea numerica a verificarii
Indeplinire verificare (DA/NU)Fs,Rd 88 kN
Fb,Rd 74,24 kN nb • Fs,Rd ≥ FEd 6 • 88 ≥ 300 DA
Nnet,Rd 396,6 kN Fv,Ed ≤ Fs,Rd 50 ≤ 88 DA
e2 25 mm Fv,Ed ≤ Fb,Rd 50 ≤ 74,24 DA
p2 55 mm Fv,Ed ≤ Nnet,Rd 300 ≤ 398,6 DA
nb 6 - 160 = 2 • (e2 + p2) 160 = 2 • (25 + 55) DA
Page 39 of 44
2/27/2015about:blank

C.4.1. Obiective Obiectivele urmarite in studiu, folosind metoda elementului finit sunt urmatoarele: - simularea pretensionarii suruburilor din imbinare; - verificarea tensiunilor normale, paralele cu directia efortului transmis de imbinare, in elementele centrale, si in eclise, atat in zonele slabite de gaurile pentru suruburi, cat si la marginea acestora; - stabilirea nivelului de deformatie in directie paralela cu efortul transmis, al elementelor imbinate; - verificarea la lunecare a imbinarii. C.4.2. Procedura de lucru Pentru atingerea obiectivelor propuse, s-a adoptat urmatoarea procedura de lucru: - generarea modelului tridimensional al imbinarii, respectand solutia tehnica adoptata; - simplificarea modelului tridimensional al imbinarii, tinand seama de simetria modelului fizic real, precum si de obiectivele studiului; - exportul modelului simplificat pe o platforma de analiza cu elemente finite; - generarea modelului cu elemente finite; - stabilirea tipului de analiza si rezolvarea modelului numeric de calcul asociat modelului cu elemente finite; - analiza si interpretarea rezultatelor; - concluzii. C.4.3. Aspecte ale modelarii In general, daca nu se urmareste decat generarea unui model numeric de calcul folosind metoda elementului finit, modelarea tridimensionala detaliata a imbinarii supusa studiului nu este strict necesara. In acest context, se poate genera direct modelul tridimensional simplificat al imbinarii. In prezentul studiu a fost generat si modelul tridimensional detaliat al imbinarii (vezi figura C.4), pentru a se pune in evidenta simplificarea acestuia, reprezentata in figura C.5.
Figura C.4 - Modelul complet al imbinarii
Figura C.5 - Modelul tridimensional simplificat
Modelul tridimensional simplificat al imbinarii a fost generat tinand seama de simetria acesteia in raport cu planul perpendicular pe directia efortului transmis. Totodata, deoarece prin studiu nu se intentioneaza determinarea tensiunilor induse in suruburi de pretensionare, din modelul tridimensional simplificat au fost eliminate dispozitivele de fixare (ansamblurile formate din suruburi, saibe si piulite), urmand ca acestea sa fie schematizate pe platforma de analiza cu elemente finite pe baza recomandarilor din ANEXA B. NOTĂ: In modelul simplificat, semieclisele au fost generate ca reuniuni de doua parti identice avand contact in planul de simetrie continand axele gaurilor centrale. Scopul acestei modelari este acela de a asigura generarea nodurilor in acest plan, in procesul de discretizare pe platforma de analiza cu elemente finite. Pentru generarea retelei de discretizare au fost folosite doua tipuri de elemente finite: - elemente finite tridimensionale - reteaua asociata modelului tridimensional importat; - elemente finite unidimensionale de tip bara cu noduri rigide - schematizarea dispozitivelor de fixare. In figura C.6 este reprezentat modelul cu elemente finite al imbinarii obtinut in urma preprocesarii realizata pe platforma de analiza cu elemente finite.
Figura C.6 - Modelul cu elemente finite a - model complet; b - schematizarea dispozitivelor de fixare
Reteaua de discretizare cu elemente finite tridimensionale a fost generata plecand de la o dimensiune a elementului finit reprezentand 70% din dimensiunea implicita. De asemenea, au fost impuse 6 centre de rafinare (cu raza de 25 mm), plasate in centrele de greutate ale cilindrilor care materializeaza gaurile de surub. In jurul centrelor de rafinare, dimensiunile elementelor finite initiale au fost micsorate de 2,5 ori. Reteaua de discretizare cu elemente finite unidimensionale de tip bara cu noduri rigide a fost generata in scopul schematizarii dispozitivelor de fixare. In figura C.6 b este reprezentata, la scara marita, aceasta discretizare (cu "ascunderea" tuturor celorlalte entitati ale modelului reprezentat in figura C.6 a). Elementele finite unidimensionale care materializeaza tijele suruburilor au fost declarate ca avand sectiune transversala circulara cu diametrul egal cu diametrul nominal al filetului ( d = 16 mm ). In tabelul C.2 sunt sintetizate rezultatele procesului de discretizare.
Page 40 of 44
2/27/2015about:blank
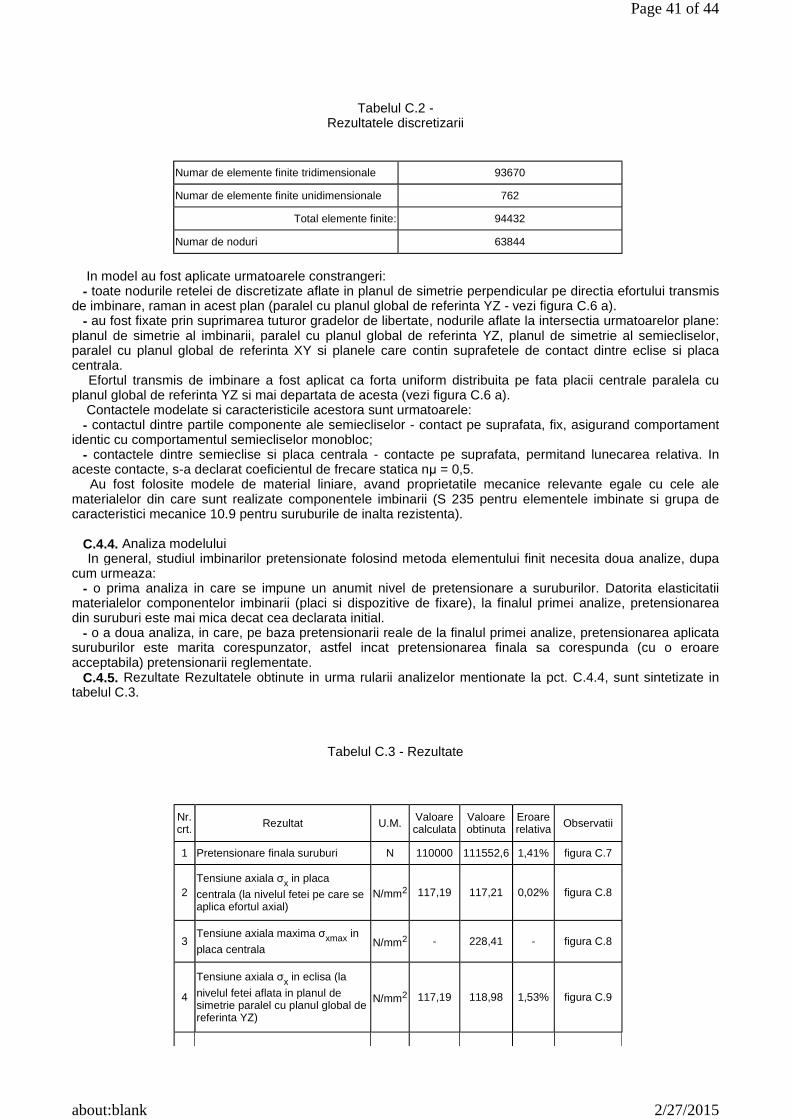
Tabelul C.2 - Rezultatele discretizarii
In model au fost aplicate urmatoarele constrangeri: - toate nodurile retelei de discretizate aflate in planul de simetrie perpendicular pe directia efortului transmis de imbinare, raman in acest plan (paralel cu planul global de referinta YZ - vezi figura C.6 a). - au fost fixate prin suprimarea tuturor gradelor de libertate, nodurile aflate la intersectia urmatoarelor plane: planul de simetrie al imbinarii, paralel cu planul global de referinta YZ, planul de simetrie al semiecliselor, paralel cu planul global de referinta XY si planele care contin suprafetele de contact dintre eclise si placa centrala. Efortul transmis de imbinare a fost aplicat ca forta uniform distribuita pe fata placii centrale paralela cu planul global de referinta YZ si mai departata de acesta (vezi figura C.6 a). Contactele modelate si caracteristicile acestora sunt urmatoarele: - contactul dintre partile componente ale semiecliselor - contact pe suprafata, fix, asigurand comportament identic cu comportamentul semiecliselor monobloc; - contactele dintre semieclise si placa centrala - contacte pe suprafata, permitand lunecarea relativa. In aceste contacte, s-a declarat coeficientul de frecare statica nµ = 0,5. Au fost folosite modele de material liniare, avand proprietatile mecanice relevante egale cu cele ale materialelor din care sunt realizate componentele imbinarii (S 235 pentru elementele imbinate si grupa de caracteristici mecanice 10.9 pentru suruburile de inalta rezistenta). C.4.4. Analiza modelului In general, studiul imbinarilor pretensionate folosind metoda elementului finit necesita doua analize, dupa cum urmeaza: - o prima analiza in care se impune un anumit nivel de pretensionare a suruburilor. Datorita elasticitatii materialelor componentelor imbinarii (placi si dispozitive de fixare), la finalul primei analize, pretensionarea din suruburi este mai mica decat cea declarata initial. - o a doua analiza, in care, pe baza pretensionarii reale de la finalul primei analize, pretensionarea aplicata suruburilor este marita corespunzator, astfel incat pretensionarea finala sa corespunda (cu o eroare acceptabila) pretensionarii reglementate. C.4.5. Rezultate Rezultatele obtinute in urma rularii analizelor mentionate la pct. C.4.4, sunt sintetizate in tabelul C.3.
Tabelul C.3 - Rezultate
Numar de elemente finite tridimensionale 93670
Numar de elemente finite unidimensionale 762
Total elemente finite: 94432
Numar de noduri 63844
Nr. crt. Rezultat U.M. Valoare
calculataValoare obtinuta
Eroare relativa Observatii
1 Pretensionare finala suruburi N 110000 111552,6 1,41% figura C.7
2Tensiune axiala σx in placa
centrala (la nivelul fetei pe care se aplica efortul axial)
N/mm2 117,19 117,21 0,02% figura C.8
3Tensiune axiala maxima σxmax in
placa centralaN/mm2 - 228,41 - figura C.8
4
Tensiune axiala σx in eclisa (la
nivelul fetei aflata in planul de simetrie paralel cu planul global de referinta YZ)
N/mm2 117,19 118,98 1,53% figura C.9
Page 41 of 44
2/27/2015about:blank

NOTA 1 - Tensiunea axiala σx in eclisa (poz. 4 in tabelul C.3) este influentata de prezenta gaurilor pentru suruburi. Pentru valori relevante se recomanda ca selectia nodului in care se solicita afisarea tensiunii sa se faca astfel incat acesta sa se afle, pe cat posibil, in afara zonelor de influenta a perturbatiilor geometrice reprezentate de gauri. NOTA 2 - Tensiunea axiala maxima σxmax (poz. 5 in tabelul C.3) in eclisa (mai mare decat limita de curgere a materialului) se atinge doar local, fara a fi un fenomen generalizat in volumul eclisei. In acest context, desi posibila, nu este necesara sa se faca o alta analiza, folosind modele neliniare de material. Valoarea absoluta a diferentei dintre valorile absolute ale deplasarilor axiale (pozitia 7 si pozitia 8 din tabelul C.3) este:
∆ = 0,004 mm,
ceea ce demonstreaza ca imbinarea verifica la lunecare. Imbinarile pretensionate care nu verifica la lunecare sunt caracterizate de valori cu cel putin 3 ordine de marime mai mari decat valoarea obtinuta. Concluzie: In baza rezultatelor obtinute, solutia tehnica adoptata se considera validata.
Figura C.7 - Pretensionare finala
Figura C.8 - Distributia tensiunilor axiale σx in placa centrala
Figura C.9 - Distributia tensiunilor axiale σx in eclisa
Figura C.10 - Distributia deplasarii in directie axiala
Figura C.11 - Deplasare in directie axiala a unui nod de pe eclisa aflat la periferia unei gauri si in plan paralel
cu planul global de referinta XY
5Tensiune axiala maxima σxmax in
eclisaN/mm2 - 298,84 figura C.9
6 Valoarea absoluta a deplasarii axiale maxime mm - 0,102 - figura C.10
7
Valoarea absoluta a deplasarii axiale a unui nod de pe eclisa, aflat la periferia unei gauri si in plan paralel cu planul global de referinta XY
mm - 0,041 - figura C.11
8
Valoarea absoluta a deplasarii axiale a unui nod de pe placa centrala, aflat la periferia unei gauri si in plan paralel cu planul global de referinta XY
mm - 0,045 - figura C.12
Page 42 of 44
2/27/2015about:blank
Figura C.12 - Deplasare in directie axiala a unui nod de pe placa centrala aflat la periferia unei gauri si in plan
paralel cu planul global de referinta XY
ANEXA D
Referinte tehnice - SR EN ISO 898-1: Caracteristici mecanice ale elementelor de asamblare executate din otel carbon si otel aliat. Partea 1: Suruburi partial si complet filetate si prezoane de clase de calitate specificate. Filete cu pas normal si filete cu pas fin - SR EN 1090-1: Executarea structurilor de otel si structurilor de aluminiu. Partea 1: Cerinte pentru evaluarea conformitatii componentelor structurale - SR EN 1090-2+A1: Executia structurilor de otel si structurilor de aluminiu. Partea 2: Cerinte tehnice pentru structuri de otel - SR EN 1991-1-6 - Eurocod 1: Actiuni asupra structurilor. Partea 1-6: Actiuni generale. Actiuni pe durata executiei - SR EN 1991-1-6 /NB - Eurocod 1: Actiuni asupra structurilor. Partea 1-6: Actiuni generale. Actiuni pe durata executiei. Anexa Nationala - SR EN ISO 4759-3 Tolerante pentru elemente de asamblare. Partea 3: Saibe plate pentru suruburi partial si complet filetate si piulite. Grade A si C - SR EN 1993-1-1: Eurocod 3: Proiectarea structurilor de otel. Partea 1-1: Reguli generale si reguli pentru cladiri - SR EN 1993-1-8: Eurocod 3: Proiectarea structurilor de otel. Partea 1-8: Proiectarea imbinarilor - SR EN 1993-1-10: Eurocod 3: Proiectarea structurilor de otel. Partea 1-10: Alegerea claselor de calitate a otelului - SR EN ISO 4759-3 : Tolerante pentru elemente de asamblare. Partea 3: Saibe plate pentru suruburi partial si complet filetate si piulite. Grade A si C - SR EN ISO 6789 : Scule de asamblare pentru suruburi si piulite. Scule dinamometrice manuale. Conditii si metode de incercare pentru verificarea conformitatii proiectarii, conformitatii calitatii si procedura de reetalonare - SR EN ISO 9001 : Sisteme de management al calitatii. Cerinte - SR EN ISO 9223 : Coroziunea metalelor si aliajelor. Corozivitatea atmosferelor. Clasificare, determinare si estimare - SR EN 10025-2: Produse laminate la cald din oteluri de constructii. Partea 2: Conditii tehnice de livrare pentru oteluri de constructii nealiate - SR EN 10025-3: Produse laminate la cald din oteluri de constructii. Partea 3: Conditii tehnice de livrare pentru oteluri de constructii sudabile cu granulatie fina in stare normalizata/laminare normalizata - SR EN 10025-4: Produse laminate la cald din oteluri de constructii. Partea 4: Conditii tehnice de livrare pentru oteluri de constructii sudabile cu granulatie fina obtinute prin laminare termomecanica - SR EN 10025-5 : Produse laminate la cald din oteluri pentru constructii. Partea 5: Conditii tehnice de livrare pentru oteluri de constructii cu rezistenta imbunatatita la coroziunea atmosferica - SR EN 10025-6+A1: Produse laminate la cald din oteluri pentru constructii. Partea 6: Conditii tehnice de livrare pentru produse plate din otel cu limita de curgere ridicata in stare calita si revenita - SR EN 10029: Table din otel laminate la cald, cu grosimi mai mari sau egale cu 3 mm. Tolerante la dimensiuni si de forma. - SR EN 10034: Profile I si H de otel pentru constructii. Tolerante de forma si la dimensiuni. - SR EN 10051: Table, benzi late si benzi late fasiate laminate continuu la cald, din oteluri aliate si nealiate. Tolerante la dimensiuni si de forma - SR EN 10055: Profile T cu aripi egale si cu muchii rotunjite laminate la cald din otel. Dimensiuni si tolerante la forma si la dimensiuni - SR EN 10056-1: Corniere cu aripi egale si inegale din otel pentru constructii. Partea 1: Dimensiuni - SR EN 10056-2: Corniere cu aripi egale si cu aripi neegale de otel pentru constructii. Partea 2: Tolerante de forma si la dimensiuni - SR EN 10164: Oteluri de constructii cu caracteristici de deformare imbunatatite pe directie perpendiculara pe suprafata produsului. Conditii tehnice de livrare - SR EN 10210-1: Profile cave finisate la cald pentru constructii, din oteluri de constructie nealiate si cu granulatie fina. Partea 1: Conditii tehnice de livrare - SR EN 10210-2: Profile cave finisate la cald pentru constructii, de oteluri de constructie nealiate si cu granulatie fina. Partea 2: Tolerante, dimensiuni si caracteristici ale profilului - SR EN 10219-1: Profile cave deformate la rece pentru constructii, de oteluri de constructie nealiate si cu
Page 43 of 44
2/27/2015about:blank
granulatie fina. Partea 1: Conditii tehnice de livrare - SR EN 10219-2: Profile cave deformate la rece pentru constructii sudate, din oteluri de constructie nealiate si cu granulatie fina. Partea 2: Tolerante, dimensiuni si caracteristici ale profilului - SR EN ISO 12944-2:2002 - Vopsele si lacuri. Protectia prin sisteme de vopsire a structurilor de otel impotriva coroziunii. Partea 2: Clasificare a mediului - SR EN 14399 - 3: Asamblari de inalta rezistenta cu suruburi pretensionate pentru structuri metalice. Partea 3: Sistem HR. Ansambluri cu cap hexagonal si piulita - SR EN 14399 - 4: Asamblari de inalta rezistenta cu suruburi pretensionate pentru structuri metalice. Partea 4: Sistem HV. Ansambluri cu cap hexagonal si piulita - SR EN 14399 - 5: Asamblari de inalta rezistenta cu suruburi pretensionate pentru structuri metalice. Partea 5: Saibe plate - SR EN 14399 - 6: Asamblari de inalta rezistenta cu suruburi pretensionate pentru structuri metalice. Partea 6: Saibe plate tesite - SR EN 14399 - 7: Asamblari de inalta rezistenta cu suruburi pretensionate pentru structuri metalice. Partea 7: Sistem HR. Ansambluri cu cap inecat crestat si piulita - SR EN 14399 - 8: Asamblari de inalta rezistenta cu suruburi pretensionate pentru structuri metalice. Partea 8: Sistem HV. Ansambluri surub de pasuire cu cap hexagonal si piulita - SR EN 14399 - 9: Asamblari de inalta rezistenta cu suruburi pretensionate pentru structuri metalice. Partea 9: Sistem HR sau HV. Saibe indicatoare de pretensionare pentru asambluri surub si piulita - SR EN 14399 - 10: Asamblari de inalta rezistenta cu suruburi pretensionate pentru structuri metalice. Partea 10: Sistem HRC. Ansambluri surub si piulita cu pretensionare calibrata. - SR EN 20898-2: Caracteristici mecanice ale elementelor de asamblare. Partea 2: Piulite cu sarcini de proba indicate - filete cu pas normal - SR EN 26157-1 : Elemente de asamblare. Defecte de suprafata. Partea 1: Suruburi partial filetate, suruburi complet filetate si prezoane de uz general - GP 121/1-2013 : Ghid de proiectare si executie privind protectia impotriva coroziunii a constructiilor din otel Notă: La data utilizarii reglementarii tehnice se va consulta ultima forma in vigoare a referintelor tehnice.
Page 44 of 44
2/27/2015about:blank