MUPA 08

of 13
-
Upload
ovidiu-claudiu-mosneag -
Category
Documents
-
view
70 -
download
0
Transcript of MUPA 08
OPERAII TEHNOLOGICE SIMPLE PE STRUNGUL NORMAL
1. Scopul lucrriiCunoaterea posibilitilor de prelucrare a suprafeelor simple1 pe strungul normal i a principalelor tipuri de scule achietoare utilizate; Stabilirea operaiilor i a sculelor folosite la prelucrarea unor piese pe strung; Realizarea practic a suprafeelor simple prin strunjire.
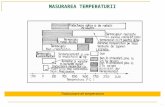
2. Consideraii generaleStrunjirea este unul din procedeele de prelucrare prin achiere cele mai rspndite (cca 30% din totalul operaiilor de achiere), care const din compunerea micrii principale de rotaie a piesei I (n,v) cu micarea de avans continuu II (s), executat de scula achietoare, pe direcie longitudinal, transversal sau combinat (cazul generrii suprafeelor conice sau profilate)2 (fig. 8.1). naintea fiecrei treceri3, se realizeaz poziionarea relativ scul pies, pentru stabilirea adncimii de achiere, prin deplasarea cuitului pe direcie normal direciei de avans (transversal sau longitudinal)4.Sunt prezentate numai cazurile de prelucrare a suprafeelor simple: cilindrice, plane frontale, canale transversale i frontale. Prelucrarea suprafeelor conice, a filetelor, a suprafeelor poligonale i a celor profilate (folosind dispozitive speciale) nu fac obiectul prezentei lucrri. 2 Micarea principal de achiere (micarea de rotaie a piesei) i micarea de avans a sculei se numesc micri de lucru (de generare) i se reprezint simbolic (n schemele de generare sau prelucrare) prin linii continui, conform STAS 1543-86. 3 n mod frecvent, adaosul de prelucrare de pe semifabricat este mprit n mai multe treceri succesive ale sculei; trecerile de degroare sunt urmate de trecerea/trecerile de finisare. 4 Micrile de reglare - poziionare au loc n afara procesului de achiere i se simbolizeaz cu linie ntrerupt.1
MAINI-UNELTE I PRELUCRRI PRIN ACHIERE
a
b
Fig. 8.1. Micrile de lucru la strunjirea suprafeelor cilindrice (a) i a celor plane frontale (b) pe strungul normal Prin strunjire se pot realiza suprafee de revoluie (cilindrice i conice, exterioare sau interioare, riglate sau profilate), suprafee plane, elicoidale, spirale i chiar suprafee poligonale. Procedeul este caracterizat printr-o mare productivitate, iar precizia de prelucrare este suficient de ridicat, nct, pentru multe situaii, strunjirea poate costitui operaie final de prelucrare. Operaia caracteristic pe strungul normal este cea de strunjire (cu cuite de strung), dar se pot efectua i alte tipuri de operaii, ca de exemplu: gurirea (cu burghiul); lrgirea (cu burghiul sau cu lrgitorul); adncirea (cu adncitorul sau cu cuitul); lamarea (cu lamatorul sau cu cuitul); alezarea (cu alezorul sau cu cuitul); filetarea (cu tarodul, cu filiera sau cu cuitul); rectificarea; chiar i frezarea dac freza este fixat n arborele principal, iar semifabricatul pe sania transversal sau direct pe crucior.
3. Operaii tehnologice simple executate pe strung3.1. Strunjirea suprafeelor cilindriceLa prelucrarea prin strunjire a suprafeelor cilindrice (exterioare sau interioare), se disting dou cazuri, n funcie de lungimea suprafeei de prelucrat:2
Operaii tehnologice simple pe strungul normal
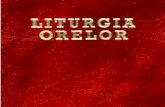
Generarea suprafeelor cilindrice prin forma i poziia tiului sculei5 se aplic la prelucrarea suprafeelor cilindrice de lungime mic i la piese cu rigiditate suficient i presupune utilizarea, n afara micrii principale de rotaie I a semifabricatului, a avansului de ptrundere (n direcie transversal) II al cuitului (fig.8.2). Pe figur nu este precizat micarea de reglaj poziional, efectuat pe direcie longitudinal. Se observ c forma cilindric a suprafeei prelucrate este obinut datorit formei rectilinii a tiului principal i a poziiei acestuia n raport cu axa de rotaie a piesei, iar micarea de avans are rolul strict de obinere a dimensiunii finale a suprafeei (diametrul).
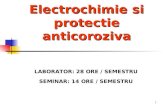
a b Fig. 8.2. Strunjirea cilindric exterioar (a) i interioar (b) cu generatoare materializat Generarea suprafeelor cilindrice cu avans generator6, la care curba de profil a suprafeei (rectilinie i paralel cu axa de rotaie a piesei n cazul suprafeelor cilindrice) este obinut datorit micrii de avans longitudinal II al sculei (prin deplasarea cruciorului i a saniei longitudinale) (fig.8.3). n acest caz, avansul are att rol de ndeprtare a adaosului, ct i rol n generarea suprafeei. Teoretic se consider c generatoarea suprafeei cilindrice rezult ca traiectorie a vrfului sculei, la deplasarea pe direcia de a avans.
5
Metoda este cunoscut sub denumirea de metoda generatoarei materializate, prin care generatoarea suprafeei cilindrice este materializat prin forma rectilinie a tiului i poziia paralel a acestuia cu axa de rotaie a semifabricatului. 6 Metoda este cunoscut sub denumirea de metoda generatoarei cinematice.
3
MAINI-UNELTE I PRELUCRRI PRIN ACHIERE
a b Fig. 8.3. Strunjirea cilindric exterioar cu generatoare cinematic: (a) suprafee exterioare de reducere; (b) suprafa exterioar cu prag n funcie de scopul urmrit i de tipul cuitului utilizat, suprafeele exterioare obinute pot fi de reducere (v. fig. 8.3a) n cazul utilizrii cuitelor cu unghiul de atac principal < 90 sau cu prag (v. fig. 8.3b) la utilizarea cuitelor cu = 90. La strunjirea suprafeelor cilindrice, ndeprtarea adaosului total de prelucrare n mai multe treceri se poate realiza prin trei metode (fig. 8.4): n straturi succesive (v. fig. 8.4a) recomandat la prelucrarea pieselor cu rigiditate redus, metod care presupune micorarea diametrului piesei pe ntreaga lungime, la fiecare trecere a sculei; n trepte succesive (v. fig. 8.4b) aplicabil n cazul arborilor rigizi, prin care se efectueaz toate trecerile pentru fiecare tronson n parte, pn la obinerea diametrului final. Ordinea de prelucrare este de la captul liber (sau vrful de sprijin rotativ) spre dispozitivul universal de prindere. mixt (o combinaie ntre primele dou metode). Metoda n trepte succesive este cea mai productiv, deoarece spaiul total parcurs de cuit este minim. Pentru strunjirea suprafeelor cilindrice interioare lungi (fig. 8.5) se pot utiliza dou tipuri de cuite standardizate, la care geometria tiului principal4
Operaii tehnologice simple pe strungul normal
este uor diferit: cuitul cu < 90 este destinat prelucrrii gurilor strpunse (v.fig.8.5a), iar cuitul cu > 90 gurilor nfundate sau cu prag (v.fig. 8.5b).
Fig. 8.4. Strunjirea cilindric n straturi succesive (a) i n trepte succesive (b)
a b Fig. 8.5. Strunjirea suprafeelor cilindrice interioare: (a) gaur strpuns; (b) gaur nfundat sau cu prag
3.2. Strunjirea suprafeelor plane frontaleCa i n cazul suprafeelor cilindrice, la strunjirea suprafeelor plane frontale se disting dou situaii, n funcie de direcia de avans a sculei i de modul de generare a suprafeei:
5
MAINI-UNELTE I PRELUCRRI PRIN ACHIERE
Generarea suprafeelor plane prin forma i poziia tiului sculei (fig.8.6) are n vedere orientarea tiului activ al cuitului n planul suprafeei de generat, astfel c generatoarea acesteia (rectilinie i normal pe axa de rotaie a semifabricatului) este materializat prin forma i poziia tiului. Metoda se aplic la obinerea suprafeelor cu a b lime mai mic de 6...10 mm Fig. 8.6. Strunjirea suprafeelor plane i are n vedere utilizarea frontale cu generatoare materializat avansului longitudinal II (normal la suprafaa prelucrat), ntre scul i pies realizndu-se contact pe ntreaga lungime a generatoarei. Metoda impune o rigiditate sporit piesei i sculei, motiv pentru care se evit la prelucrarea suprafeelor frontale interioare. Generarea cu avans generator (fig.8.7), caz n care cuitul avanseaz pe direcie transversal, n lungul generatoarei suprafeei de prelucrat7. De aceast
a b c Fig. 8.7. Strunjirea suprafeelor plane frontale cu generatoare cinematic7
Se consider c generatoarea suprafeei plane este obinut cinematic, ca traiectorie a vrfului sculei, n deplasarea lui transversal.
6
Operaii tehnologice simple pe strungul normal
dat, avansul II, pe direcie transversal, este un avans generator. La strunjirea de finisare a suprafeelor plane inelare, sensul avansului transversal poate fi i de la interior spre exterior (v.fig.8.7b).
3.3. Strunjirea canalelor circulare i a racordrilor. RetezareaCanalele circulare nguste (fig.8.8) se execut cu cuite cu cap ngustat, n prezent micrii principale de rotaie a piesei i a avansului de ptrundere: avansul transversal pentru canalele transversale exterioare (v.fig. 8.8a) i interioare (v.fig.8.8b); avansul longitudinal pentru canalele frontale (v.fig.8.8c). n schimb, la prelucrarea canalelor transversale de lime mare (peste 5 6 mm), aplicarea metodei de mai sus ar conduce la rapoarte exagerate ntre limea i grosimea achiei, cu efecte negative asupra stabilitii procesului de lucru (ar apare vibraii puternice), asupra forelor de achiere i a calitii suprafeei prelucrate. De aceea, se recomand s se utilizeze tot un cuit cu cap ngustat (cu lungimea tiului principal mai mic dect limea canalului), iar canalul s fie executat n dou etape (fig. 8.9): n prim faz s se execute un avans de ptrundere (avans transversal manual sau mecanic), iar n faza a dou s se cupleze avansul longitudinal. adncimea Dac canalului este mic, el poate fi realizat dintr-o singur trecere longitudinal. n caz contrar, se vor executa mai multe treceri longitudinale, fiecare Fig. 8.8. Strunjirea canalelor: (a) canal dintre ele fiind precedate transversal cilindric exterior; (b) canal transversal de o avansare pe direcie cilindric interior; (c) canal frontal7
MAINI-UNELTE I PRELUCRRI PRIN ACHIERE
transversal pn la adncimea necesare avansului longitudinal. La retezarea pe strung (figura 8.10) se utilizeaz un cuit asemntor cuitului de canelat, cu deosebirea c tiul principal este nclinat uor fa de axa a b semifabricatului (unghiul Fig. 8.9. Strunjirea canalelor late: (a) etapa = 5 15), pentru ca piesa avansului de ptrundere; (b) etapa strunjirii debitat s rezulte cu longitudinale suprafaa plan curat (eventualul rest de material din zona central s rmn pe piesa fixat n dispozitivul universal de prindere al mainii). Degajrile pentru rectificare intr n categoria canalelor circulare i se execut cu cuite ngustate cu profil special, folosind avansul manual orientat dup o direcie nclinat (figura 8.11). n cazul pieselor de revoluie prelucrate pe strung, piese la care urmeaz a se efectua ulterior rectificarea unei suprafee cilindrice i a unei suprafee plane frontale nvecinate, este obligatorie strunjirea unei degajri, care s asigure meninerea muchiei vii (nerotunjite) a
Fig. 8.10. Retezarea prin strunjire
Fig. 8.11. Strunjirea degajrilor pentru rectificare8
Operaii tehnologice simple pe strungul normal
discului abraziv (ieirea discului abraziv) 8. Pentru realizarea racordrilor se utilizeaz cuite cu vrful rotunjit i profil impus (cuite nestandardizate) (fig. 8.12). La alegerea variantei de prelucrare trebuie avute n vedere urmtoarele elemente specifice canalelor: dimensiunile de baz ale canalului; cerinele de precizie i calitate.
Fig. 8.12. Strunjirea racordrilor
3.4. Strunjirea suprafeelor excentriceArborii la care raportul lungime diametru este pronunat mai mare dect unu se strunjesc de obicei ntre vrfuri (un vrf cu antrenor montat n arborele principal al strungului, n locul dispozitivului universal de prindere i un altul rotativ montat n pinola ppuii mobile). n cazul n care arborele urmeaz a avea tronsoane excentrice (fig. 8.13a),
Fig. 8.13. Strunjirea suprafeelor excentrice8
Forma i dimensiunile vrfului cuitului sunt determinate de forma canalului dedegajare (impus prin standarde n funcie de dimensiunile arborelui) i de adaosul lsat la strunjire n vederea abrazrii.
9
MAINI-UNELTE I PRELUCRRI PRIN ACHIERE
se las pe capete adaosuri tehnologice, n care se execut dou rnduri de guri de centrare, distanate la valoarea excentricitii e. Semifabricatul se fixeaz ntre vrfuri, mai nti n gurile de centrare situate pe axa I-I, pentru strunjirea suprafeei centrale 1 (de diametru mai mare), iar apoi n gurile de pe axa II-II, pentru executarea tronsoanelor de capt 2. Suprafeele cilindrice excentrice de pe semifabricatele nguste (de forma discurilor) sau a celor gurite (fig. 8.13b) se obin fie prin fixarea excentric n platoul cu patru bacuri (deplasnd n sensuri contrare dou bacuri opuse), fie n dispozitivul universal cu trei bacuri, punnd sub unul din bacuri un adaos de grosime g = 1,5e (1+e/2D), pentru obinerea excentricitii e (fig.8.13c).
3.5. Alte operaii tehnologice efectuate pe strungul normalCentruirea (fig. 8.14) este operaia prin care se realizeaz gurile de centrare9 pe suprafeele frontale ale pieselor lungi, n vederea prinderii i prelucrrii semifabricatului ntre vrfuri. Operaia se execut dup strunjirea frontal, cu burghie de centruire fixate (prin intermediul unei mandrine) n pinola ppuii mobile (n prezena micrii de rotaie a piesei, burghiul va fi deplasat manual n direcie axial). Standardul romnesc STAS 1114/2-82 prezint trei forme de burghie de centruire: forma A, B i R, pentru prelucrarea gurilor de centrare de form A cu conicitate simpl (v. fig. 8.14a), form B cu conicitate dubl (v. fig. 8.14b) i respectiv forma R cu suprafa de contact sferic (v. fig. 8.14c).
a
b
c
Fig. 8.14. Executarea pe strungul normal a gurilor de centrare de form A (a), B (b) i R (c)
9
Forma i dimensiunile gurilor de centrare sunt indicate n STAS 1361-82.
10
Operaii tehnologice simple pe strungul normal
Burghierea, lrgirea, adncirea, alezarea, lamarea sunt operaii specifice mainilor de gurit i alezat, dar pot fi efectuate i pe strung, ntocmai ca i centruirea: scula achietoare corespunztoare (burghiu, lrgitor, adncitor, alezor, lamator) este fixat n pinola ppuii mobile (direct n conul pinolei sau prin intermediul unor reducii, ori cu ajutorul unor dispozitive de prindere intermediare) i i se imprim manual micarea de avans axial. Burghierea urmat eventual de lrgirea cu burghiul sau cu lrgitorul sunt operaii premergtoare oricrei strunjiri interioare. Filetarea cu tarodul, filiera sau cuitul. Pe strungul normal, filetarea se poate face cu ajutorul tarozilor, filierelor sau a cuitelor de filetat. La filetarea cu tarodul (filete interioare) sau filiera (filete exterioare) semifabricatul este fixat n dispozitivul universal de prindere al strungului (sau n alt dispozitiv similar) i execut micarea principal de rotaie. Scula se fixeaz n pinola ppuii mobile prin intermediul unei mandrine speciale, care i asigur deplasarea axial liber, dar o mpiedic la rotire. Tarodul sau filiera pot fi acionate i manual, de ctre operator, cu ajutorul unor dispozitive simple (port-tarodul sau port-filiera). Filetarea cu ajutorul cuitelor are la baz generarea suprafeelor elicoidale cu ajutorul cinematicii strungului, care asigur interdependena dintre micarea de rotaie a piesei i micarea de avans a cuitului, astfel nct, la o rotaie complet a semifabricatului, s corespund o deplasare a cuitului egal cu pasul elicei. Aceast condiie cinematic se realizeaz printr-un lan cinematic rigid (cu raport de transfer constant), numit lan de filetare, a crui reglare pentru diveri pai ai elicei, se realizeaz cu ajutorul roilor de schimb sau cu ajutorul cutiei de filete i avansuri10.
4. Materiale necesare desfurrii lucrrii practiceCuite de strung standardizate i nestandardizate din oel rapid i cu plcue dure; Scule utilizabile la prelucrri pe strung: burghie, lrgitoare, adncitoare, lamatoare, alezoare, tarozi, filiere etc; Dispozitive necesare operaiilor pe strung: platou cu patru bacuri; vrfuri de centrare; dispozitive de antrenare (inim de antrenare, vrfuri de antrenare).Suprafeele elicoidale cilindrice sau conice i spiralele plane sunt considerate suprafee complexe i nu constituie obiectul prezentei lucrri.10
11
MAINI-UNELTE I PRELUCRRI PRIN ACHIERE
5. Metodologia desfurrii lucrrii practice1. Se execut pe strungul normal, dup alegerea corespunztoare a cuitelor, o suprafa cilindic exterioar, o suprafa plan frontal i un canal transversal, urmrind micrile de generare; 2. Prin fixarea unui burghiu de centruire n pinola ppuii mobile, se realizeaz o gaur de centrare pe suprafaa frontal prelucrat anterior. n continuare, dup nlocuirea burghiului de centruire cu un burghiu elicoidal, se execut burghierea piesei, folosind avansul manual al pinolei; 3. Folosind un cuit ncovoiat pentru degroare (cuit la 45), se teesc muchiile vii la 2 x 45, cu utilizarea avansului longitudinal sau transversal manual; 4. Avnd ca punct de plecare un desen de execuie pentru o pies mecanic, se deseneaz schemele de prelucrare (cu figurarea suprafeei de prelucrat, a sculei i a micrilor de lucru), pentru suprafeele precizate de conductorul lucrrii. Se indic, corespunztor fiecrei suprafee prelucrate, tipul sculei utilizate, iar n cazul cuitelor de strung, inclusiv standardul (conform tabelului 3.1 Lucrarea 3). 6. Coninutul referatului Ca parte teoretic, n referat trebuie s fie precizate: metodele de strunjire a suprafeelor cilindrice exterioare i interioare (cu generatoare materializat; cu generatoare cinematic); metodele de strunjire a suprafeelor plane frontale (cu generatoare materializat; cu generatoare cinematic); metodele de prelucrare pe strung a canalelor transversale nguste i late. retezarea pe strung, executarea racordrilor i a degajrilor pentru rectificare; metodele de strunjire a suprafeelor excentrice; alte operaii tehnologice efectuate pe strung (centruirea; burghierealrgirea; adncirea; alezarea; lamarea; filetarea). Ca parte practic , referatul va trebui s cuprind: desenul de execuie pentru piesa mecanic impus i schemele de prelucrare pentru suprafeele executate pe strung, cu precizarea tipului de scul utilizat.12
Operaii tehnologice simple pe strungul normal
7. Referine bibliografice1. Cozmnc,M. Bazele achierii i generrii suprafeelor. vol.II. Bazele generrii suprafeelor. Litografia I.P.Iai 1980. 2. Duca,Z. Bazele teoretice ale prelucrrii pe maini-unelte. Bucureti, Editura Didactic i Pedagogic, 1969. 3. Hollanda,D., Mehedineanu,M., ru,E., Oancea,N. Achiere i scule achietoare. Bucureti, Editura Didactic i Pedagogic, 1982. 4. Oprean,A., Sandu,I.Gh., Minciu,C., Deacu,L., Giurgiuman,H., Oancea,N. Bazele achierii i generrii suprafeelor. Bucureti, Editura Didactic i Pedagogic, 1981. 5. Panait,S. Bazele achierii i generrii suprafeelor. Litografia I.P.Iai 1992.
13