Metode de Ungere a Utilajelor
22
Cuprins Argument …………………………………………………………………. pag 1 Cap 1. UNGEREA MASINILOR SI UTILAJELOR ................ pag 2 1.1. IMPORTANŢA UNGERII ………………………………………… pag 2 1.2. LUBRIFIANŢI …………………………………………………….. pag 3 1.3. ALEGEREA LUBRIFIANŢILOR ………………………………... pag 5 1.4. ORGANIZAREA UNGERII ……………………………………... pag 6 Cap 2. SISTEME SI METODE DE UNGERE A MAŞINILOR ŞI UTILAJELOR …………………………………………………………. pag 7 2.1. SISTEME ŞI METODE DE UNGERE …………………………. pag 7 2.2. CONTROLUL UNGERII MASINILOR SI UTILAJELOR …...... pag 12 Cap 3. CALCULE ……………………………………………………. pag 13 3.1. CALCUL GENERAL ……………………………………………... pag 13 3.2. APLICAŢIE ………………………………………………………. pag 14 CAP 4. TEHNOLOGIA UNGERII MAŞINILOR, UTILAJELOR ŞI INSTALAŢIILOR …………………………………………………… pag 15 TEST DE EVALUARE ………………………………………………... pag 20 BIBLIOGRAFIE ………………………………………………………… pag 25 Cap 5. MĂSURI DE TEHNICĂ A SECURITAŢII MUNCII LA INTREŢINEREA MAŞINILOR SI UTILAJELOR ……… pag 26 Anexe…………………………………………………………………….. pag 27 Argument Importanţa acestei teme constă în cunoaşterea metodelor de ungere, a condiţiilor impuse dispozitivelor şi instalaţiilor de ungere folosite, permite alegerea celui mai potrivit sistem de ungere, în raport cu particularităţile fiecărei maşini, utilaj şi instalaţii in parte si prelungirea vieţii acestora. Oricât de îngrijit ar fi prelucrate suprafeţele de contact a două piese aflate in mişcare relativă una fata de cealaltă, la nivelul acestor suprafeţe apar forte de frecare. Lubrifianţii sunt materiale fluide, vâscoase sau solide, care se pot întinde intre suprafeţele de contact a două corpuri solide in contact de frecare, atât pentru a înlocui frecarea uscata dintre cele două corpuri printr-o frecare fluida, pentru a înlocui
Transcript of Metode de Ungere a Utilajelor
Cuprins
Argument . pag 1
Cap 1. UNGEREA MASINILOR SI UTILAJELOR ................ pag 2
1.1. IMPORTANA UNGERII pag 2
1.2. LUBRIFIANI .. pag 3
1.3. ALEGEREA LUBRIFIANILOR ... pag 5
1.4. ORGANIZAREA UNGERII ... pag 6
Cap 2. SISTEME SI METODE DE UNGERE A MAINILOR I UTILAJELOR . pag 7
2.1. SISTEME I METODE DE UNGERE . pag 7
2.2. CONTROLUL UNGERII MASINILOR SI UTILAJELOR ...... pag 12
Cap 3. CALCULE . pag 13
3.1. CALCUL GENERAL ... pag 13
3.2. APLICAIE . pag 14
CAP 4. TEHNOLOGIA UNGERII MAINILOR, UTILAJELOR I INSTALAIILOR pag 15
TEST DE EVALUARE ... pag 20
BIBLIOGRAFIE pag 25
Cap 5. MSURI DE TEHNIC A SECURITAII MUNCII
LA INTREINEREA MAINILOR SI UTILAJELOR pag 26
Anexe.. pag 27
Argument
Importana acestei teme const n cunoaterea metodelor de ungere, a condiiilor impuse dispozitivelor i instalaiilor de ungere folosite, permite alegerea celui mai potrivit sistem de ungere, n raport cu particularitile fiecrei maini, utilaj i instalaii in parte si prelungirea vieii acestora.
Orict de ngrijit ar fi prelucrate suprafeele de contact a dou piese aflate in micare relativ una fata de cealalt, la nivelul acestor suprafee apar forte de frecare.
Lubrifianii sunt materiale fluide, vscoase sau solide, care se pot ntinde intre suprafeele de contact a dou corpuri solide in contact de frecare, att pentru a nlocui frecarea uscata dintre cele dou corpuri printr-o frecare fluida, pentru a nlocui frecarea, ct si pentru a mpiedica o nclzire prea mare,astfel se reduc riscurile de uzare foarte rapid.
Controlul funcionarii ungerii prezint o deosebita importan si const n verificarea: presiunii si a continuitii circulaiei uleiului, verificarea temperaturii de ungere etc. Dac ungerea manual rmane la contiinciozitatea celui care o face, ungerea automata cu ajutorul pompelor acionate de motoare sau e nsasi maina sau utilaj trebuie controlat pentru a nu periclita funcionarea si scoaterea mainii, utilajului sau instalaiei din fluxul de porductie.
Subliniez de asemenea faptul ca, asigurarea funcionarii sistemului de ungere are o importan cu att mai mare, cu cat maina sau utilajul prezint gabarite mai mari sau sunt precizii ridicate.
Cap 1. UNGEREA MASINILOR SI UTILAJELOR
1.1. IMPORTANTA UNGERII
Orict de ngrijit ar fi prelucrate suprafeele de contact a doua piese aflate in micare relativa una fata de cealalt, la nivelul acestor suprafee apar forte de frecare.
Dup cum intre suprafeele in micare exista sau nu substane de ungere, frecarea poate fi: uscata, semifluida si fluida.
In mod normal, la funcionarea de regim a mainilor si utilajelor se produce frecarea fluida. Frecarea fluida se poate menine cnd intre suprafee se realizeaz deplasri cu viteze mari, suprafeele sunt supuse unei apsri mijlocii si sunt alimentate in mod continuu cu lubrifiani.
Frecarea semifluida poate sa apra ca urmare a unei ungeri defectuoase sau insuficiente, precum si la pornirea si oprirea mainii cnd, datorita vitezei prea mici, nu se poate introduce stratul de ulei necesar intre cele doua suprafee in micare relativa.
La staionarea mainii, din cauza sarcinii de pe arbore, lubrifiantul este ndeprtat dintre cele doua suprafee ale fusului si ale cuzinetului, contactul fecundu-se direct pe vrful asperitilor suprafeelor respective, ramanand o cantitate foarte mica de lubrifiant in golurile dintre asperitatea. Astfel, la pornire, ungerea va fi incompleta, semifluida sau chiar uscata, daca maina a staionat un timp ndelungat (fig. 1 ,a).
La viteze de rotaie mici, arborele ncepe sa transporte sub el lubrifiant, care, avnd forma de pana si o oarecare pasiune, ncepe sa-l ridice; in acest caz, ungerea va fi semifluida (fig. 1 ,b ,c). La creterea turaiei, centrul fusului se apropie de cel al cuzinetului, pentru a coincide cu el la turaia foarte mare. In acest ultim caz (fig. 1, d), teoretic, grosimea peliculei de lubrifiant devine constanta pe ntreaga periferie a fusului.
In condiiile frecrii fluide se realizeaz :
Micorarea uzrii suprafeelor de frecare;
Reducerea consumului de energie prin frecare;
Mrirea sarcinilor admisibile;
Mrirea siguranei in funcionare;
Economie de lubrifiani.
1.2. LUBRIFIANTI
Lubrifianii sunt materiale fluide, vscoase sau solide, care se pot ntinde intre suprafeele de contact a doua corpuri solide in contact de frecare, att pentru a nlocui frecarea uscata dintre cele doua corpuri printr-o frecare fluida, pentru a nlocui frecarea, cat si pentru a mpiedica o nclzire prea mare.
Materialele de ungere trebuie sa ndeplineasc urmtoarele condiii:
Sa poat forma un strat de ungere care sa micoreze frecarea;
Sa fie aderente la suprafeele in contact, sa nu se scurg in cazul creterii temperaturii si sa nu se intareasca la scderea temperaturii;
Sa asigure transportul cldurii produse prin frecare sau rezultate din reaciile chimice, spre exterior, att prin corpurile in contact, cat si prin nsui fluxul de lubrifiant;
Sa asigure transportul componenilor chimici activi, in principal oxigen, care produce stratul de oxizi;
Sa asigure protecia contra ptrunderii impuritilor din afara; de exemplu, unsoarea consistenta formeaz la ieirea fusului din lagr un guler protector.
Uleiurile minerale se folosesc cel mai mult deoarece au o structura stabila si pot fi utilizate la viteze mari, la temperaturi ridicate cat si la temperaturi sczute.
Unsorile consistente au o buna aderenta la suprafeele metalice, ceea ce asigura meninerea mai persistenta a stratului de lubrifiant in cazul funcionarii cu ocuri si in perioadele de oprire la funcionarea intermitenta, nu necesita etanri complicate, iar intervalele de nlocuire sunt relativ mari (6-8 luni).
Materialele de ungere solide pot fi utilizate intre suprafeele in micare relativa, intre care exista o presiune foarte ridicata precum si in cazul temperaturilor mari. Utilizarea acestor materiale de ungere presupune reducerea timpului de rodare a mecanismului si o degajare rapida a cldurii rezultate in timpul funcionarii.
Dintre materialele de ungere solide se menioneaz grafitul, talcul, bisulfura de molibden, spunurile metalice ca stearat de calciu, magneziu, teflonul (material sintetic).
Dup natura lor, lubrifianii solizi pot fi adugai in uleiuri sau in unsori, incorporai in materialul cuzinetului sau aplicai pe fus pe cale chimica ori mecanica.
Daca acoperirile cu straturi subiri din lubrifiani solizi, de exemplu, grafit sau bisulfura de molibden, se aplica pe ambele suprafee in micare relativa, durabilitatea cuplului de frecare creste de 2-3 ori fata de cazul acoperirii numai a unei singure suprafee.
Viscozitatea este calitatea de baza a lubrifianilor si reprezint rezistenta pe care o supun particulele lor atunci cnd sunt supuse unei alunecri. Prin viscozitate se poate aprecia daca un lubrifiant este corespunztor unui anumit scop, unor anumite condiii de exploatare.
Viscozitatea scade considerabil cu creterea temperaturii. De aceea, este necesar a se preciza, temperatura la care este variabila valoarea data a viscozitii. Sunt de preferat uleiurile cu variaie cat mai redusa a viscozitii in raport cu temperatura, acestea putnd lucra intr-un interval larg de temperatura cu un regim stabil.
Capacitatea de ungere este proprietatea lubrifiantului de a adera la suprafaa metalica in situaii dificile de frecare sau la presiuni foarte ridicate.
Punctul de inflamabilitate este temperatura la care uleiul nclzit intr-o cochilie deschisa, la presiunea atmosferica, se aprinde sub aciunea unei flecari.
Pentru uleiurile minerale punctul de inflamabilitate este de 150-200C. Punctul de inflamabilitate intersecteaz mai mult la alegerea uleiurilor pentru motoare cu ardere interna, compresoare etc.
Punctul de solidificare (congelare) este temperatura la care uleiul, sub aciunea propriei sale greutatea, nu mai poate curge in mod vizibil. Acest fenomen are loc nu la o temperatura precisa, ci intr-un interval de temperaturi.
Emulsionabilitatea este proprietatea uleiului de a se amesteca cu apa calda, formnd emulsie si de a nu se separa ulterior, proprietate nedorita mai ales la turbinele cu vapori.
Spumarea se datoreaz bulelor de aer dispersate in ulei a cror degajare la suprafaa uleiului formeaz spuma, favoriznd procesul de oxidare a uleiului. In acelai timp scade conductibilitatea termica, ceea ce conduce la micorarea capacitaii de rcire a uleiului si de preluare a cldurii in procesul de frecare a diferitelor organe de maini.
Dup ntrebuinare, uleiurile uzate se colecteaz in vederea rafinrii, pentru obinerea de uleiuri de baza.
1.3. ALEGEREA LUBRIFIANTILOR
Alegerea corecta a lubrifianilor se face in funcie de: viteza de deplasare relativa a suprafeelor in contact; presiunea specifica ce apare pe suprafeele de alunecare; regimul termic al mainii sau temperatura de lucru a locului de ungere si a mediului ambient; calitatea suprafeelor in contact; felul frecrii (alunecare sau rostogolire); sistemul de ungere.
Uleiurile se aleg inndu-se seama de vscozitate, capacitatea de ungere (onctuozitatea), caracteristici fizice si chimice, stabilitate in exploatare a acestor caracteristici.
In cazul ungerii prin picurare sau cu fitil, se pune un accent deosebit pe onctuozitate si aceasta mai ales pentru agregatele care funcioneaz cu presiuni de contact ridicate.
La ungerea cu recirculaie, cnd aceeai cantitate de ulei este meninuta timp mai ndelungat in circuit, intereseaz in mod deosebit stabilitatea chimica a uleiului respectiv.
In perioada de rodaj sunt indicate uleiurile mai fluide, eventual cu aditivi, care micoreaz pericolul grupajului.
Modul cum se noteaz i se aleg uleiurile este artat n tabelul din (fig.2).
Unsorile consistente au ca nsuire de baza punctul de picurare, adic temperatura la care unsoarea ncepe sa picure sub aciunea propriei sale greutatea. O unsoare consistenta este cu att mai buna cu cat temperatura de picurare este mai ridicata, ungerea ramanand totui asigurata la temperatura de exploatare.
Tabelul din (fig.2) cuprinde tipurile de unsori consistente standardizate in tara noastr, cu indicarea domeniului de utilizare.
Uleiurile, fata de unsorile consistente, prezint urmtoarele avantaje:
sunt folosite la orice turaii, chiar si la cele foarte mari;
si menin capacitatea de ungere la temperatura la care unsorile consistente fie ca si-o pierd cum este cazul la temperaturi ridicate fie ca produc pierderi mari de energie cum se ntmpla la temperaturi sczute;
au frecare interioara mai mica, ceea ce le face folosibile la aparatele sensibile, de precizie;
permit nlocuirea completa a lubrifiantului, fara a fi nevoie de demontarea si splarea prealabila a elementelor agregatului uns.
Ca dezavantaje ale uleiurilor se menioneaz:
etanarea dificila si costisitoare contra pierderilor de lubrifiant;
necesitatea completrii mai frecvente.
1.4. ORGANIZAREA UNGERII
Organizarea raionala a ungerii trebuie sa cuprind:
alegerea lubrifiantului;
stabilirea cantitii necesare de lubrifiant pe cantitatea si a materialului de curatire pe baza normelor de consum;
depozitarea in condiii optime a lubrifianilor;
masuri pentru reducerea pierderilor prin scurgere si evaporri;
masuri pentru manipularea corecta a lubrifianilor;
respectarea normelor de tehnica a securitii muncii si a normelor de prevenire si stingere a incendiilor.Cap 2. SISTEME SI METODE DE UNGERE A MAINILOR I UTILAJELOR2.1. SISTEME I METODE DE UNGERE
In funcie de numrul locurilor de ungere, de modul de debitare a uleiului si caracterul circulaiei uleiului, se deosebesc mai multe metode de ungere. Astfel clasificarea tipurilor de ungere se face : dup numrul locurilor de ungere, se deosebesc: ungerea individuala, cnd fiecare loc de ungere este deservit de un sistem propriu de ungere; ungere centralizata, cnd mai multor locuri de ungere le este asigurat lubrifiantul printr-o instalaie centrala de ungere;
dup modul de debitare a uleiului exista ungere fara presiune, cnd uleiul ajunge la suprafeele care trebuie unse datorita forei de gravitaie, a capilaritii sau a absorbiei moleculare; ungere sub presiune cnd uleiul este trimis in circuitul de ungere cu ajutorul unei pompe;
dup caracterul circulaiei uleiului, se disting; ungere in circuit nchis (sau cu recuperarea uleiului), cnd uleiul revenit in bazin dup efectuarea ungerii este repus in circulaie; ungere in circuit deschis, la care uleiul nu mai poate fi recuperat ( de exemplu, ungerea unor ghidaje si a unor uruburi conductoare).
Sistemul, modalitatea de ungere si lubrifiantul pentru un utilaj sau o instalaie se
stabilesc pe baza urmtoarelor criterii:
importanta organului cruia trebuie sa i se asigure ungerea in ansamblul funcional al mainii, utilajului, instalaiei respective;
calitatea lubrifiantului raportata la modul de funcionare a acestui organ;
cantitatea de lubrifiant necesara pe cantitatea de timp (ora) si pentru un schimb ntreg (8h).
In funcie de aceste criterii, se stabilesc: sistemul de ungere (centralizata sau nu, cu sau fara presiune, cu sau fara recuperare); amplasarea dispozitivelor de ungere prin care trebuie sa se urmreasc accesibilitatea la locul de ungere cu posibilitate de control a acestei funcionari si, in unele cazuri, cu semnalizarea automata a opririi ungerii.
Dispozitivele si instalaiile de ungere, folosite la maini, utilaje si instalaii trebuie sa respecte urmtoarele condiii:
posibilitatea de reglare a debitului de ulei;
umplerea cu lubrifiant sa se poat face uor;
operaia de curatore a dispozitivului de ungere sa se poat face comod;
sigurana in funcionare si posibilitatea de control a acesteia;
simplitate si cost redus.
Cunoaterea metodelor de ungere, a condiiilor impuse dispozitivelor si instalaiilor de ungere folosite permite alegerea celui mai potrivit sistem de ungere, in raport cu particularitile fiecrei maini, utilaj si instalaii in parte.
Sistemele de ungere sunt de mai multe feluri:
sisteme pentru ungere individuala, periodica sau continua, cu sau fara presiune;
sisteme pentru ungere centralizata, periodica sau continua, cu sau fara presiune;
sisteme combinate.
Ungerea cu unsoare consitentaUngerea cu unsoare consistenta se aplica la maini cu turaii mici sau cnd cantitatea necesara de lubrifiant este redusa; lagre cu rulmeni, lagrele agregatelor care lucreaz in atmosfera libera, in praf; unele angrenaje. Ungerea se face cu ajutorul ungtoarelor cu bila, care conform STAS 1116 78, sunt: de tip A cu cap si filet conic (fig. 3.a); tip B cu cap plat si filet cilindric (fig. 3.b); de tip C cu cap plat fixat la presare (fig. 3.c). La aceste ungtoare orificiul de ungere este nchis intr-o bila apsata de un arc. In timpul alimentarii cu presa de mana, unsoarea nvinge apsarea arcului si ptrunde in interior.
Ungtoarele pot fi montate si in poziie nclinata, la 45 sau la 90, prin folosirea unor piese de poziie (fig. 4).
Alimentarea periodica a ungtoarelor se face cu pompa de mana pentru unsoare consistenta (STAS 5290 80).
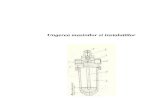
In afara ungtoarelor cu bila, se folosesc si ungtoarele cu plnie (fig. 5) executate conform STAS 748 69. Spaiul dintre corpul 1 si capacul 2 al ungtorului fiind umplut cu unsoare consistenta, prin strngerea capacului filetat, lubrifiantul este forat sa patruda prin orificiul central si prin alezajul executat in corpul lagrului si cuzinetului, pana la fus.
Ungerea cu unsoare a fusului unei osii poate fi realizata si direct (fig. 6): in captul osiei se executa locaul si canalele de alimentare, prin care lubrifiantul este mpins prin nurubarea unui urub de presare, prevzut cu cap pentru cheie.
De asemenea s-a dovedit corespunztoare ungerea directa din depozitul capacului lagrului. Masa de unsoare introdusa intr-o camera de forma tronconica, cu baza mare pe partea inferioara, se reazme direct pe fus, alunecnd sub aciunea greutii proprii, pe msura consumului de lubrifiant.
Ungerea centralizata, realizata prin alimetarea simultana a mai multor puncte de unsoare presata dintr-un cilindru al crui piston este acionat manual sau mecanic, cu posibilitatea de reglaj exact al cantitii necesare fiecrui loc de ungere, asigura o eficienta superioara dispozitivelor anterioare (fig. 7). Unsoarea circula de la pompa prin conducta principala cp la distribuitorul principal dp si de la acesta, prin conductele de alimentare a distribuitoarelor c, la distribuitoarele pariale d.
Ungerea cu ulei. Ungerea individuala efectuata manual se aplica organelor cu solicitri mici si viteze mici. Ca dispozitive de ungere se folosesc ungtoarele cu capac plan sau cilindric, alimentate cu cana de ulei si ungtoarele cu bila (fig. 8), in care uleiul se introduce manual, sub presiune, cu ajutorul unei pompe denumite tecalemit.
Sistemele de ungere cu fitil se bazeaz pe fenomenul capilaritii fitilului de bumbac sau din cnepa (fig. 9). Uneori un rezervor central poate asigura ungerea simultana a mai multor locuri de ungere, fiecare fitil avnd canal vertical propriu pentru picurarea uleiului absorbit si un record individual de legtura cu tubul de conducere a uleiului.
Ungtoarele cu inel asigura ungerea datorita aderentei uleiului pe inel. Este un dispozitiv de ungere foarte bun, economic, deoarece uleiul nu se pierde. Inelul de ungere se sprijin pe partea superioara a fusului cuzinetul fiind tiat in mod corespunztor iar partea lui inferioara atrna in baia de ulei din corpul lagrului. Ungerea se produce in momentul rotirii arborelui si asigura o cantitate de ulei cu att mai mare cu cat turaia arborelui este mai mare. Ungerea cu inel se poate aplica numai in cazul arborilor orizontali.
Ungerea individuala in baie de ulei este utilizata mai rar si in special pentru rulmeni. In acest caz, nivelul uleiului nu trebuie sa treac de mijlocul bilei sau al rolei din partea inferioara, deoarece o cantitate mai mare de ulei duce la spumarea lui si, ca urmare, la o ungere defectuoasa, remarcata imediat prin supranclzirea lagrului. Daca rulmenii nu sunt expui aciunii impuritilor din afara si etanarea are numai scopul de a mpiedica curgerea uleiului, este suficienta utilizarea aibelor de stropire. Pentru a se realiza transportul de ulei, este necesar ca turaia arborelui sa fie mai mare.
Ungerea prin barbotaj consta din antrenarea si mprocarea unei cantiati de ulei din baie pe interiorul carcasei mainii sau utilajului, de unde prin prelingere este condus prin santuri colectoare la locurile de ungere. Barbotarea lubrifiantului se face cu rotile dinate, inelele sau discurile fixate pe arbori, sau diferite elemente montate in acest scop pe piesele in micare.
Ungerea individuala in baie de ulei cu element intermediar se folosete in cazul ghidajelor de lungime mare (de exemplu, la raboteza). Elementul intermediar const din doua role conice 1 montate pe axul 2 ce se sprijin pe arcul 3, al crui rol este de a menine in contact permanent rolele cu ghidajul saniei. In timpul deplasrii saniei, rolele se rotesc si transporta uleiul din bazin pe ghidajele mesei.
Ungerea cu pernia de psla , care se afla intr-o baie de ulei si face contact cu fusul 2 ce trebuie uns, asigura prin capilaritate acesteia transmiterea cantitii de ulei necesara. Pernia de psla 1 da rezultate bune la turaii mici si mijlocii. La turaii mari, viteza de absorbie capilara nu poate asigura debitul corespunztor de ulei.
Ungerea centralizata fara presiune necesita o instalaie hidraulica ce consta dintr-un rezervor de ulei R (fig. 10), o pompa P care absoarbe uleiul din rezervor prin filtrul F si l trimite la un distribuitor D, de unde, prin conductele C1, C2, .. Cn, uleiul este dirijat, sub aciunea gravitaiei, la locurile de ungere. Ungerea se face fara presiune, deoarece distribuitorul este deschis la partea superioara. Pompa poate fi acionata manual cu maneta m la intervale relative mari, pentru a reumple cu ulei distribuitorul.
Cnd pompa este acionata de un motor electric sau de un element al mainii, ungerea devine continua. Debitul trebuie sa fie egal cu debitul celor n conducte, pentru ca distribuitorul sa nu ramana gol sau sa se reverse.
Sistemele de ungere continua sub presiune (fig. 11). Uleiul absorbit prin filtrul F1 de pompa p, care asigura presiunea corespunztoare, este filtrat a doua oara de filtrul F2 si dirijat la distribuitorul D, nchis in partea superioara; uleiul este dirijat la locurile de ungere prin conductele C1, C2, .. Cn.
Ungerea cu ceata de ulei este un procedeu economic, care consta in pulverizarea foarte fina a uleiului prin aer comprimat. Ceata de ulei asigura o ungere superioara, datorita fenomenului de adsorbie moleculara a particulelor foarte fine de ulei, si un consum sczut de ulei. Ungtorul cu ceata de ulei funcioneaz astfel: aerul intra prin orificiul I si, traversnd ungtorul, genereaz o zona de mica presiune in concordanta cu seciunea redusa 1 a tubului Venturi. Acelai aer, trecnd prin canalul 2, aflat la partea inferioara a tubului Venturi, pune sub presiune paharul 4 coninnd lubrifiantul. Deoarece camera 3 este legata de seciunea ngusta a tubului Venturi, intre pahar si canalul 6 se stabilete o diferena de presiune care mpinge lubrifiantul prin eava 5 in canalul 6, de unde cade sub forma de picturi in fluxul de aer care l difuzeaz sub forma de ceata de ulei si l transporta ctre orificiul de ieire E. Un urub de reglare (drosel), nseriat in canalul care leag eava 5 cu camera 3, permite reglarea cantitii de ulei antrenata in circuit.
2.2. CONTROLUL UNGERII MASINILOR SI UTILAJELORControlul funcionarii ungerii prezint o deosebita importanta si consta in verificarea: presiunii si a continuitii circulaiei uleiului, verificarea temperaturii de ungere etc. Daca ungerea manuala ramane la contiinciozitatea celui care o face, ungerea automata cu ajutorul pompelor acionate de motoare sau e insasi maina sau utilaj trebuie controlata pentru a nu periclita funcionarea si scoaterea mainii, utilajului sau instalaiei din fluxul de porductie.
Asigurarea funcionarii sistemului de ungere are o importanta cu att mai mare, cu cat maina sau utilajul prezint gabarite mai mari sau sunt precizii ridicate.
Pentru controlul si sigurana funcionarii ungerii se folosesc de la dispozitive foarte simple (indicatoarele de nivel) pana la instalaii complicate care avertizeaz sonor si luminos lipsa ungerii.
Controlul circulaiei uleiului se face cu indicatorul; in acest caz uleiul curge sau picura prin eava curba 1, ceea ce se poate observa din cilindrul de sticla 2, care formeaz o parte din corpul indicatorului.
In sistemele de ungere mai pretenioase se folosesc aparate care indica existenta sau lipsa presiunii, circulaia sau lipsa uleiului. De asemenea, sunt sisteme electrice ce controleaz temperatura uleiului sau a lagrelor si care pot semnaliza optic sau sonor si, in cazul limita, pot opri funcionarea mainii.
La mainile grele, instalaia de ungere este dublata cu o instalaie de rezerva astfel incat, in caz de defeciune, intra in funciune dublura ceea ce asigura funcionarea fara ntrerupere a mainii. Intre timp, se poate repara. Sunt maini la care pornirea nu are loc dect daca in sistemul de ungere presiunea a atins valoarea prescrisa. La aceste construcii, butonul de pornire acioneaz si instalaia electrica a sistemului de ungere.
CAP 4. TEHNOLOGIA UNGERII MASINILOR, UTILAJELOR SI INSTALATIILOR
Efectuarea unei ungeri corecte presupune:
tergerea lagrelor si desfundarea orificiilor sau canalelor de ungere nainte de nceperea ungerii;
ungerea se face atent, fara risipa, pentru a se evita scurgerea uleiului;
ungerea se efectueaz numai cnd maina este oprita;
dup efectuarea ungerii se terge uleiul scurs si se aseaza aparatorile la locul lor;
cu ocazia ungerii, daca se observa anumite defeciuni ale mainii, ele se semnaleaz maistrului;
se controleaz funcionarea sistemului de ungere si a temperaturii lagrelor;
dup terminarea ungerii se las maina sa funcioneze in gol, observnd dup sunet eventualele defeciuni;
se verifica cu atenie tipul si calitatea lubrifiantului folosit.
Lagrele cu alunecare se ung in general cu uleiuri, datorita condiiilor de lucru ale lor, ca: temperaturi nalte, viteze mari, care impun o ntreinere si un control special al lubrifianilor. Ungerea se face cu cana de ulei, cu ungtorul de picurare, cu ungtorul cu fitil sau cu plnie, cu inelele de ungere sau cu instalaiile de ungere sub presiune in circuit nchis.
Lubrifiantul ajunge pe suprafaa fusului prin canalele de ungere prevzute in cuzinet, al cror profil nu trebuie sa aib unghiuri ascuite, pentru a nu rupe pelicula de ulei.
Uleiul se completeaz la circa 10 zile, iar acolo unde exista uzri, chiar mai des. Uleiul folosit se nlocuiete in trei luni, iar daca a devenit tulbure, murdar sau prea vscos, si sub acest termen. Cnd lagrele cu alunecare nu sunt unse corespunztor, se produce nclzirea lor, care provoac topirea aliajelor antifriciune si chiar distrugerea camasilor cuzineilor.
Ungerea lagrelor cu rostogolire se realizeaz cu uleiuri sau cu unsori consistente. La viteze mari se utilizeaz lubrifiani cu vscozitate mica, iar la sarcini mari, lubrifiani cu vscozitate mare; daca lagrul lucreaz si la temperatura si cu sarcina mare, se vor utiliza lubrifiani foarte vscoi. La turaii mici se folosesc, de obicei, unsori consistente.
La schimbarea lubrifiantului, corpul lagrului si rulmentul se spal cu petrol sau benzina si se usuc in aer cald fara a folosi bumbac sau crpe. Unsoarea consistenta se aplica cu ajutorul unor lopatele din lemn sau cu pompe de ungere.
Ca sisteme de ungere pentru lagrele cu rostogolire se recomanda:
ungerea in baie de ulei, indicata pentru rulmenii cu turaie sczuta sau medie si sarcini mari;
ungerea prin picurare in cazul rulmenilor cu turaii ridicate si incarcari mici;
ungerea prin circulaie de ulei sub presiune la rulmenii ce lucreaz la turaii ridicate si sarcini mari sau expui la temperaturi mari;
ungerea prin pulverizare de ulei, pentru rulmenii ce funcioneaz la turaii ridicate si care necesita cantitatea reduse de ulei si bine dozate.
Ungerea angrenajelor se realizeaz mai greu, deoarece suprafeele de contact al roilor fiind mici si presiunea specifica relativ mare, lubrifiantul este ndeprtat de pe locul de ungere. In plus, datorita forei centrifuge care apare in timpul funcionarii roilor dinate, lubrifiantul are tendina de a fi ndeprtat, astfel ca filmul de ulei este destul de greu de meninut. De aceea, lubrifianii trebuie in primul rnd sa aib o aderenta mare.
Lubrifianii folosii sunt uleiurile minerale si unsorile consistente care trebuie sa asigure continuitatea filmului de lubrifiant de pe flancurile dinilor in contact si sa micoreze zgomotul produs in timpul funcionarii. Sistemele de ungere folosite sunt: ungerea prin barbotare si ungerea sub presiune (in circuit deschis sau nchis).
Ungerea transmisiilor cu lan depinde de viteza lanului, frecarea avnd loc intre roata de antrenare si lan si intre zalele lanului. La viteze de deplasare de 4 6 m/s, ungere se face prin picurare, uleiul fiind repartizat prin mai multe conducte, la partea neantrenata a lanului (fig. 12). In felul acesta, uleiul poate ptrunde in jocurile dintre zale si boluri, asigurnd o ungere abundenta.
In cazurile vitezelor de 6 7 m/s, ungerea se face prin barbotaj, scufundarea lanului facandu-se pana la inaltimea zalelor. La viteze mai mari de 7 m/s, uleiul se trimite continuu, cu ajutorul unei pompe.
Controlul ungerii lanurilor se va face prin gurile de vizitare la nceperea fiecrui schimb sau cnd se constata o defeciune in funcionarea transmisiei. Curirea si ungerea lanurilor care lucreaz in condiii normale se fac la un interval de 3 5 luni, minimum de doua ori pe an. Cnd lanurile lucreaz neprotejate, in praf si noroi, se recomanda demontarea periodica sau cel puin de doua ori pe luna pentru curtarea (prin splare) si ungerea lor.
Ungerea cablurilor se face cu uleiuri a cror vscozitate depinde de temperatura de lucru.
In timpul exploatrii, in afara ungerii interne (realizata cu uleiul mbibat in inima vegetala) trebuie asigurata si ungerea suprafeei exterioare a cablului, cu care acesta vine in contact cu elementele de transmitere a muscarii si cele de ghidare. Pe langa reducerea frecrilor, lubrifiantul trebuie sa asigure si o buna protecie a cablului mpotriva coroziunii.
nainte de ungere, cablul trebuie curit de murdria si de unsoarea veche.
Sistemele de ungere depind de condiiile de exploatare: temperatura, turaie, sarcina de ncrcare, timp de funcionare continua etc. Cele mai rspndite sisteme de ungere sunt:
ungerea manuala la cablurile ce lucreze cu viteze reduse si timp efectiv de lucru sczut;
ungerea in baie de ulei, recomandat pentru majoritatea tipurilor de transmisii prin cabluri;
ungerea prin picurare, in condiiile unui consum redus de ulei;
ungerea prin pulverizare, cnd uleiul necesar ungerii are vscozitate sczuta si exista posibilitatea racordrii sistemului de pulverizare la o reea de aer comprimat.
Ungerea curelelor se efectueaz pentru meninerea flexibilitii si elasticitii, cu unsori neutre, fara acizi care sa atace cureaua. Curelele trebuie ferite de ulei mineral; daca acesta a ajuns totui pe curea, aceasta se spla cu apa calda si spun. Pentru curelele de piele sau textile, se recomanda unsoarea formata din seu de vaca si ulei de ricin sau untura de peste. Curelele din pnza cauciucata nu se ung.
Ungerea ghidajelor . Ghidajele pe care se deplaseaz mesele, sniile, crucioarele mainilor unelte suporta sarcini importante in timpul funcionarii si de aceea ungerea lor are un mare rol in buna funcionare a mainilor si utilajelor. Uneori, pe suprafaa ghidajelor se executa canale in zigzag, prin care se reuete sa se menin o cantitate suficienta de lubrifiant. Aceste canale nu trebuie sa aib ieire in afara suprafeelor de lucru, pentru a nu se pierde uleiul.
Pentru evitarea scurgerii, la ungerea ghidajelor verticale se vor folosi uleiuri cu o vscozitate mai mare dect a uleiurilor destinate ungerii ghidajelor orizontale. Ungerea corecta a ghidajelor orizontale depinde in mare msura de respectarea orizontalitii pe fundaie
Pentru protecia ghidajelor se folosesc elemente care indeparteaza achiile fine si praful abraziv cu ajutorul unei perii de psla 1 fixate cu o piesa de tabla 2 pe sania 3, sau folosindu-se pe ranga peria de psla un raclor 4 din tabla de alama sau aluminiu.
Periile de psla prezint dezavantajul ca se mbcsesc repede cu praf abraziv si achii fine, ceea ce necesita o frecventa splare cu petrol. Ghidajele anumitor maini (maini de rabotat, maini de rectificat etc.) pot fi protejate cu un labirint in lungul lor si al saniei, aplicndu-se in acest scop o lama sau chiar doua, un ape sanie si alt ape batiul mainii.
O alta metoda de protejare a ghidajelor consta in folosirea unor aparatori sub forma de burduf, din pnza sau materiale plastice, in funcie de mrimea ghidajului sau a saniei.
La mainile unelte moderne ungerea ghidajelor este hidrostatica. In acest caz, desprinderea saniei de ghidaj are loc nainte de deplasarea lor una fata de alta, datorita lubrifiantului introdus sub presiune intre suprafeele in contact, reducnd astfel la minimum fenomenul de uzare.
Ungerea mainilor de ridicat si transportat se realizeaz avnd in vedere ca acestea lucreaz in medii diferite.
La macaralele care lucreaz in aer liber de folosesc uleiuri cu vscozitatea corespunztoare anotimpului: vara, uleiuri vscoase, iarna, uleiuri fluide. Macaralele sunt echipate cu instalaii centrale de ungere sub presiune care alimenteaz simultan toate locurile de ungere. In turnatorii, din cauza cldurii, lagrele se ung, in general, cu unsoare consistenta prin ungtoare cu plnie cu bila.
Ungerea mainilor - unelte
Sistemele de ungere adoptate depind de condiiile de lucru. Astfel la mainile unelte la care suprafeele in frecare au viteze mici de deplasare se folosete ungerea manuala; la cele cu viteze mai mari, dispozitive cu role cufundate in baie de ulei, iar pentru mainile unelte cu o gama mare de viteze se folosete ungerea sub presiune in circuit nchis.
La ungerea mainilor unelte trebuie respectate urmtoarele:
verificarea instalaiei de ungere la luarea in primire a mainii;
ungerea tuturor organelor de lucru ale mainii nainte de punerea in funciune;
se vor unge de cel puin trei ori pe schimb organele ce lucreaz cu viteza mare;
verificarea in permanenta a temperaturii lagrelor si a nivelului uleiului;
schimbarea uleiului din instalaiile de ungere la termenele prevzute in cartea mainii.
Ungerea compresoarelor.
Si in acest caz, pe langa ungere, uleiul contribuie la etanarea dintre piston si cilindru.
Este de reinut ca pentru ungerea cilindrilor compresoarelor de oxigen se folosete apa, ntruct oxigenul in prezenta uleiului provoac explozie. La compresoarele mainilor frigorifice se folosesc uleiuri care congeleaz mai greu, spre a se evita blocarea supapelor.
Cap 5. MSURI DE TEHNIC A SECURITAII MUNCII
LA INTREINEREA MAINILOR I UTILAJELOR
Modul in care se face ntreinerea mainilor, utilajelor si instalaiilor trebuie sa conduc la protecia personalului muncitor contra accidentelor si la reducerea efortului fizic.
Lucrrile de ntreinere a mainilor, utilajelor si instalaiilor se fac numai cnd acestea sunt in stare de repaus, pentru ca prtile in micare sa nu produc accidente.
Pentru ungerea diverselor pari ale mainilor, utilajelor si instalaiilor se vor utileze dispozitivele existente in acest scop.
In vederea realizrii unei atmosfere corespunztoare si fara pericol de incendiu, in interiorul depozitului sau magaziei vor exista dispozitive de aerisire si ventilaie, iar fumatul si iluminatul cu felinare cu petrol sau cu lumnri sunt categoric interzise.
Locurile unde exista pericol de incendiu trebuie dotate cu materiale de stingere a incendiilor.
Clasa si grupa Notare dupa STAS 871 80 Caracteristici principale
Uleiuri pentru motoare:- cu aprindere prin
scanteie;
- neaditivate
- aditivateM 20; M 30;
M 40; M 50
M 20/20 W Extra
M 30 Extra
M 10 W/30 Super 1
M 20 W/40 Super 1
R 45 (rodaj)Cifra care urmeaza simbolul M indica clasa de vascozitate SAE la 50o C.
ClasaSAE cSt 0E minmaxminmax2030
44
502961
91
1414576
102
152
4 8
12
18,5 6 10
13,5
20
- cu aprindere princomprimare;
- neaditive;
- aditive
- de nave
- de avioaneD 30; D 40
M 20/20 W Super 2
M 30 Super 2
M 40 Super 2
D 30 Super 2
D 40 Super 2
D 30 Premium
D 40 PremiumUleiurile M 10 W/30 Super 1 si M 20 W/40 Super 1 multigrade in cazuri
speciale se folosesc si la ungerea
Motoarelor diesel
N 22 Aaditivat
AVI 9 ( R 1 )aditivat
Uleiuri pentru transmisiiIndustriale (aditivate)TIN 25 EP; TIN42EPTIN 55EP; TIN82EP
TIN 125 EP;
TIN 200 EP;
TIN 300 EP;
TIN 210 EPCCifra care urmeaza simbolul M indica clasa de vascozitate SAE la 50o C.
Uleiuri pentru instalatiihidraulice
- neaditivate
- aditivateH 19; H 35; H 57;H 72; H 230;
H 12; H 20; H 30;
H 38
HA 9
Uleiuri pentru aschiereP 1 C; PE 1 A;PE 1 B
Uleiuri pentru ghidajede masini - unelteG 20; G 40;G 55; G 95
Uleriuri pentru masinitextileTe 6; Te 12;Te 14; Te 16
Bibliografie
1. Buzdugan, Gh., Beles, A., Mitescu, C., Voinea, R., Petre, A., Blumenfeld, M., Constantinescu, L.,
Culegere de problemede rezistena materialelor,
Bucureti, Editura Didactic si Pedagogic, 1972
2. Mitescu, C., Rezistena materialelor,
Bucureti, Editura Tehnic, 1954
3. Buzdugan, Gh., Rezistena materialelor,
Bucureti, Editura Didactic i pedagogic, 1967
4. Stan, Aurelian, Grumzescu, Mircea,
Rezistena materialelor
Bucureti, Editura Tehnic, 1954
5. Tripa, Mihai, Rezistena,
Bucureti, Editura Didactic si Pedagogic, 1967
6. Gheorghe, G., Msurarea debitelor de fluide,
Bucureti, Editura Tehnic, 1978