MATRITARE- 3
34
1 5.4. Amplasarea locaşurilor, ghidarea şi dimensionarea matriţelor Amplasarea locaşului în matriţele simple cu cavitate finala nu prezintă probleme deosebite. Pentru ca matriţa şi utilajul să nu fie solicitate în timpul deformării semifabricatului de forţele excentrice, cavitatea se amplasează în centrul matriţei. Prin centrul matriţei montată pe ciocanul de matriţare se înţelege locul geometric prin care trece atit axa tijei utilajului, cât şi rezultanta forţelor care se nasc în timpul deformării materialului în cavitate. Pentru cavităţi cu simetrie maximă în cele trei direcţii, centrul cavităţii se va amplasa în centrul de greutate al matriţei. În cazul în care forţa rezultantă are şi componente orizontale care ar putea conduce la alunecarea reciprocă a celor două semimatriţe una peste alta se adoptă mai multe soluţii constructive. Una din acesta soluţii este utilizarea umerilor de sprijin specifică matriţelor cu care se realizează piese din grupa a III-a, aspect prezentat în figura 33. Umerii de sprijin se pot executa fie numai în direcţiile în care acţionează componentele orizontale, fie pe întregul contur al cavităţii. O altă soluţie de anihilare a acţiunii forţelor orizontale asupra dezaxării semimatriţelor este utilizarea bolţurilor de sprijin care pot fi amplasaţi
-
Upload
mihai-nedea -
Category
Documents
-
view
7 -
download
0
description
MATRITARE- 3
Transcript of MATRITARE- 3
-
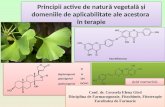
5.4. Amplasarea locaurilor, ghidarea i dimensionarea matrielorAmplasarea locaului n matriele simple cu cavitate finala nu prezint probleme deosebite. Pentru ca matria i utilajul s nu fie solicitate n timpul deformrii semifabricatului de forele excentrice, cavitatea se amplaseaz n centrul matriei. Prin centrul matriei montat pe ciocanul de matriare se nelege locul geometric prin care trece atit axa tijei utilajului, ct i rezultanta forelor care se nasc n timpul deformrii materialului n cavitate. Pentru caviti cu simetrie maxim n cele trei direcii, centrul cavitii se va amplasa n centrul de greutate al matriei. n cazul n care fora rezultant are i componente orizontale care ar putea conduce la alunecarea reciproc a celor dou semimatrie una peste alta se adopt mai multe soluii constructive. Una din acesta soluii este utilizarea umerilor de sprijin specific matrielor cu care se realizeaz piese din grupa a III-a, aspect prezentat n figura 33. Umerii de sprijin se pot executa fie numai n direciile n care acioneaz componentele orizontale, fie pe ntregul contur al cavitii. O alt soluie de anihilare a aciunii forelor orizontale asupra dezaxrii semimatrielor este utilizarea bolurilor de sprijin care pot fi amplasai doi pe diagonal sau n toate cele patru coluri. O semimatri cu boluri de centrare este prezentat n figura 34. De asemenea, mai poate fi utilizat i varianta matririi n pereche, prezentat n figura 35. In acest caz perechile trebuiesc astfel formate nct Ia deformarea materialului n semimatri, forele de dezaxare s se anuleze reciproc.
-
Fig. 33. Matri simpl cu cavitate final i umr de sprijin: a - succesiunea operaiilor de realizare a piesei matriate; b - reprezentare axonometric; c - reprezentare ortogonal; 1 - semifabricat iniial; 2,3 - semifabricate preforjate; 4 - pies matriat cu bavur; 5 - pies matriat debavuratFig. 34. Semimatri cu boluri de centrareFig. 35. Matriarea n pereche
-
Amplasarea cavitilor n matriele cu locauri multiple trebuie fcut n aa fel nct centrul cavitii n care se creeaz cea mai mare solicitare (de obicei cavitatea final) s fie amplasat n centrul matriei sau ct mai aproape de acesta. La amplasarea cavitilor trebuie s se in seama de principiul ca partea din pies cu masa mai mare s fie nspre operator, pentru a se mri sigurana n manipularea semifabricatului de la o cavitate la alta. De asemenea, la matriele cu locauri multiple, cavitile n care nu se nasc fore mari de defonnare (ntindere, ndoire, profilare) trebuie amplasate spre marginile matrielor i pe ct se poate n ordinea n care au loc operaiile. In acest caz trebuie inut seama i de locul n care este amplasat utilajul de nclzire i cel de debavurare. Alte elemente constructive ale matrielor pentru ciocane sunt: suprafeele libere (oglinda matriei), colurile de centrare, orificiile pentru bolurile de manipulare, elementul de fixare (coada de rndunic), prezentate n figura 36 i pastilele de matri.Oglinda matriei (1) este reprezentat de suprafeele din jurul cavitilor de semimatrie. In faza final a deformrii materialului acestea vin n contact fiind supuse presiunii dezvoltat de fora de lovire. Pentru a rezista la strivire, suprafaa libera din jurul cavitilor trebuie s fie de 450 mm2 pentru fiecare ton de mas a berbecului pentru ciocane de pn la 4 t, sau 250 mm2 pentru cele cu masa berbecului mai mare de 4 t.
-
Colturile de centrare (3) servesc la controlul montrii semimatrielor cnd matria nu are boluri sau umeri de centrare. Sunt reprezentate de dou suprafee prelucrate pe dou laturi reciproc perpendiculare ale semimatrielor. Se execut de obicei pe muchia dinspre operator i cea lateral unde nu este o cavitate deschis. Adncimea lor este de 2...5 mm iar nlimea corespunztoare fiecrei semimatrie este de 25 mm.Orificiile pentru hoiturile de manipulare. (4) se execut prin gurire pe suprafeele laterale dinspre operator i din spatele matriei. Dimensionarea bolurilor se face inndu-se seama de greutatea semimatriei. Diametrul orificiilor pentru boluri va fi cu 1 mm mai mare dect diametrul bolului rezultat din calcul iar adncimea orificiului se va adopta egal cu 1,5 d. Pentru stabilitate n timpul manipulrii orificiile pentru boluri se vor amplasa cu 10...20 mm deasupra centrului de greutate al semimatriei, considerat n poziia de funcionare.
Fig. 36. Elementele geometrice ale matrielor:1 - oglinda matriei; 2 - cavitate; 3 - col decentrare; 4 - orificiu pentru bol; 5 - elementde fixare (coada de rndunic)
-
Coada de rndunic (5) reprezint elementul specific de fixare a matrielor pe ciocane prin intermediul penelor longitudinale i transversale. Penele transversale au rolul de a nu permite deplasarea longitudinal a matrielor iar cele longitudinale de ngidizare a montrii.Dimensionarea ntregului ansamblu al matrielor presupune i stabilirea nlimii H a acestora. Acest lucru se realizeaz pe baza celei mai adinei caviti utilizndu-se nomograme de tipul celei din figura 37. De asemenea distana dintre pereii cavitilor nvecinate sau dintre o cavitate i marginea matriei trebuie sa fie de 1,5 h.Alte elemente care se iau n considerare la dimensionarea matrielor sunt:- n vederea asigurarea unui numr de 3...5 recondiionri, nlimea H a semimatriei se majoreaz cu aproximativ 25%;- limea B rezultat dup amplasarea locaurilor trebuie s rezulte mai mic cu 40 mm dect distana dintre ghidajele ciocanului pe care se monteaz matria; nlimea total a ansamblului matriei nu trebuie s fie mai mare dect nlimea maxim admis de ciocanul de matriare, n caz contrar scznd randamentul ciocanului; masa maxim a semimatriei superioare nu trebuie s depeasc 35% din masa berbecului.
Fig. 37. Diagram pentru stabilirea nlimii minime ablocului de matri
-
5.5. Fora necesar matririi n cazul matririi cu bavur, fora necesar deformrii plastice depinde n foarte mare msur de felul locaului i de stadiul matririi. In comparaie cu locaurile pregtitoare i cel de eboare valoarea, maxim a forei se atinge n locaul de finisam La rndul sau, n locaul de finisare fora necesar deformrii plastice crete pe msura umplerii locaului i a trecerii materialului n bavur. Variaia forei de matriare n funcie de stadiul deformrii plastice este prezentat n figura 38.In primul stadiu al matririi (fig. 38.a) semifabricatul se refuleaz liber pe nlimea h1 pn la contactul dintre suprafaa lateral a acestuia i pereii locaului matriei. n acest stadiu asupra semifabricatului acineaz fora de deformare P i fora de frecare exterioar T= P. Datorit acestui fapt fora necesar deformrii plastice este relativ mic i aproximativ egal cu fora necesar refulrii libere a unui semifabricat echivalent ca dimensiuni, material i temperatur de deformare cu cel ce se matrieaz.
-
La nceput fora P crete brusc pe distana de 1-2 mm pn cnd se realizeaz contactul deplin ntre material i matri, adic pn ncepe refularea propriu-zis i n continuare fora crete pe msura mririi seciunii transversale a semifabricatului. Din momentul n care semifabricatul atinge suprafaa lateral a locaului matriei, adic din momentul nceperii stadiului doi (fig. 38.b), refularea nu se mai produce liber, iar curgerea materialului este dirijat de forma locaului. Datorit apariiei forei laterale Q i a forelor de frecare exterioar T1 fora necesar deformrii plastice pe nlimea h2 crete n continuare. n continuare, n stadiul trei, dup ce au fost umplute complet toate cavitile locaului de matriare (fig. 38.c), materialul nemaiavmd alte posibiliti este obligat s curg n magazia canalului de bavur, dei pragul de strangulare opune o rezisten foarte mare i mereu crescnd. Ca o consecin a creterii forelor Fb i Tb, fora total de matriare P n timpul deformrii pe nlimea Ah crete brusc.Avnd n vedere ca n cazul operaiilor pregtitoare i de eboare deformarea materialului se produce aproximativ n acelai fel cu primele dou stadii analizate, rezult c i fora necesar deformrii plastice n timpul acestor operaii este mai nuc dect cea necesara n timpul operaiei de finisare in stadiul trei. Din aceast cauz calculul forei de matriare se face numai pentru operaia de finisare. n practic, determinarea mrimii utilajului se face pa baza unor formule empirice sau nomograme.
-
Dintre relaiile empirice utilizate pentru determinarea mrimii utilajului pot fi amintite:G=p.S (41)n care: G este greutatea prii cztoare, n daN; p - presiunea medie, n daN/cm2 (p = 4....8 daN/cm2 n funcie de rezistena la deformare a materialului i configuraia piesei); S - suprafaa piesei, inclusiv a pragului de strangulare a bavurii n planul de separaie n cm2. Pentru determinri mai exacte n cazul pieselor rotunde se recomand urmtoarea relaie:(42)n care: G este greutatea prii cztoare n daN; d - diametrul piesei matriate n planul de separaie in cm; Rd - rezistena la deformare la sfritul matririi in daN/mm2. In cazul pieselor alungite se calculeaz mai nti greutatea G cu relaia (42) n care diametrul d este nlocuit cu diametrul echivalent de calculat cu relaia:(43)unde: S este suprafaa piesei matriate n planul de separaie n cm2.
-
Dup stabilirea lui de i G, valoarea real a greutii Greal se determin cu relaia:(44)n care: l este lungimea piesei n cm; bm - limea medie calculat cu relaia:(45)Greutatea prii cztoare determinat cu una din relaiile de mai sus este valabil pentru ciocanele cu dubl aciune i producie de serie mare. Dac ciocanul folosit este cu simpl aciune, valorile lui G trebuiesc majorate cu 50...80%.
-
5.6. Matriarea la preseMatriarea la prese, pe ling elementele de baz ale matririi la ciocane prezint i unele particulariti determinate de modul de funcionare al preselor. Principala cauz care determin aceste particulariti o constituie viteza diferit de deplasare a sculelor, vitez care este mult mai mare la ciocane dect la prese. O a doua cauz o constituie modul de lucru al acestor utilaje. Astfel, n timp ce la ciocane cursa este variabil, glisorul putndu-se opri n orice poziie, la unele prese cum sunt cele cu excentric cursa este fix.Datorit celor artate deformarea materialului i deci curgerea acestuia de care este condiionat dimensionarea locaurilor de matriare are loc n alte condiii la prese n comparaie cu cicanele. Tinnd seama i de faptul c prin construcie i mod de funcionare nsi presele se deosebesc ntre ele, rezult c particularitile pe care le prezint matriarea la prese trebuie analizate pentru fiecare caz n parte i nu n general.
-
6.1. Matriarea la presele cu excentricElementele care conduc la particularitile tehnologice de matriare sunt legate de caracteristicile funcionale ale preselor cu excentric i anume:-cursa berbecului este fix;-lucrul mecanic pe care utilajul l dezvolt la o curs este dependent de energia cinetic nmagazinat n volant;-fora maxim admisibil dezvoltat este dependent de rezistena batiului i a construciei utilajului.Cursa fixa a berbecului nu permite executarea unor alungiri i liri pronunate la o singur faz realizat ntr-un singur loca. Cu ct intensitatea deformrii pe direcie orizontal (longitudinal sau transversal) trebuie s fie mai mare cu att numrul de locauri n care se realizeaz deformarea trebuie s ne mai mare, fapt care conduce la un randament tehnologic sczut.Unul din avantajele principale ale matririi la presele cu excentric este acela c se pot realiza piese n limite dimensionale restrnse i cu nclinri tehnologice de matriare minime, n caviti nchise. Acest lucru este posibil datorit dotrii preselor cu extractoare care se pot amplasa att n semimatria superioar ct i n cea interioar.
-
Din punct de vedere al lucrului mecanic de deformare dezvoltat de berbec la o curs se face precizarea c acesta reprezint numai o parte din energia total nmagazinat de volant. Valoarea prii de energie care se transform n lucru mecanic de deformare trebuie s fie att de mare nct n timpul cursei de lucru a berbecului viteza de rotaie a volantului s nu scad sub 10% din valoarea maxima. Aceast scdere se compenseaz ulterior n pauza dintre cursele de lucru, viteza de rotaie a volantului revenind la valoarea nominal. Datorit vitezelor mici de lucru (0,3...0,8 m/s) i a funcionrii linitite, matriele pentru presele cu excentric se execut separat pentru fiecare faz n parte, nefiind necesar, ca n cazul ciocanelor s se realizeze blocuri cu dimensiuni mari. Astfel de matrie se monteaz independent pe masa i n berbecul presei, fr ca reglarea unui post s fie condiionat de poziia celorlalte posturi. La fixarea semimatrielor trebuie avut n vedere ca prile libere ale suprafeelor frontale s nu vin n contact, cnd berbecul se afl n punctul mort inferior. Cea mai mare nsemntate pentru realizarea unor piese cu dimensiunile n limite de toleran restrnse o are starea suprafeei semifabricatului introdus la deformare i forma canalului de colectare a bavurii. In cavitatea de matriare, chiar dac este pregtitoare, nu trebuie s se deformeze semifabricatul scos direct din cuptor, pentru c prin deformarea lui la o singur curs, oxizii de pe suprafa se vor imprima n material. Intruct rigiditatea berbecului n ghidajele preselor cu excentric poate asigura matriarea fr deplasri ale matrielor n planul orizontal de separaie, ghidarea suplimentar a semimatrielor se recomand numai pentru piese cu configuraii deosebite.
-
Pentru reducerea frecrii dintre semifabricat i suprafaa cavitii, n timpul matririi se impune lubrifierea care poate fi fcut cu emulsii de ulei i grafit. Cum defonnarea n fiecare cavitate se realizeaz la o singur curs a berbecului gazele rezultate prin arderea lubrifiantului pot rmne n cavitate mpiedicnd curgerea materialului i deci umplerea cavitilor. Din acest motiv, n fundul cavitilor n zona n care aceasta prezint cea mai mare adincime se prevd orificii de evacuare a gazelor cu diametrul cuprins ntre 1,2 i 1,5 mm. ntre parametrii funcionali ai preselor cu excentric i cei ai tehnologiei de deformare exist o interdependen direct. Aceast interdependen trebuie luat n considerare att la proiectarea tehnologic ct i la cea de alegere a utilajului. Astfel, pentru evitarea suprasolicitrii batiului o mare importan o are reglarea distanei minime ntre cele dou semimatrie, cnd berbecul se afl n punctul mort inferior. La matriarea deschis aceast distan trebuie s fie egal cu nlimea pragului de strangulare a canalului de bavur, iar Ia matriarea nchis aceast reglare este legat de dimensiunile piesei. In acest din urm caz o atenie deosebit trebuie acordat dimensiunilor semifabricatului iniial. Dac volumul de material cuprins n semifabricatul iniial este mai mic, atunci piesa rezult cu contur incomplet. Cnd ns volumul semifabricatului iniial va fi mai mare exist pericolul ca presa s fie suprasolicitat, iar berbecul s se blocheze datorit imposibilitii efecturii cursei complete.
-
6.2. Matriarea la presele cu friciune (cu urub) Matriarea la presele cu friciune se execut la o singur curs a berbecului, realizndu-se numai forme finale ale piesei n locauri amplasate pe axa vertical a prii cztoare. Dac pentru obinerea pieselor se impun i operaii pregtitoare de deformare, acestea trebuie realizare la alte utilaje care pot fi cuplate in fluxul tehnologic cu presele cu urub care se obine forma final. In orice caz se va evita executarea pieselor cu nervuri nalte, chiar dac semifabricatul se supune operaiilor pregtitoare. Acest lucru este impus de faptul c, datorit vitezelor reduse de lucru a preselor, materialul curge cu preponderen n plan orizontal. Presele cu friciune sunt dotate cu extractoare, care se monteaz de obicei n semimatria inferioar. Acest lucru d posibilitatea realizrii unor piese cu adaosuri minime de nclinare. Pe de alt parte, extractorul ajut retragerea berbecului dup ce acesta i-a efectuat cursa de lucru. Matriarea la presele cu friciune se poate executa deschis sau nchis. Indiferent de metod, tehnologia trebuie realizat n aa fel nct defonnarea semifabricatului s se produc numai prin refulare sau prin refulare i mpingere n jos. Cel mai frecvent se utilizeaz metoda matririi deschise. Matriarea nchis nu i-a gsit ntrebuinare larg din cauza pericolului de suprasolicitare a utilajului ca o consecin a abaterilor dimensionale mari ale semifabricatului sau a dereglrii matrielor la funcionarea ndelungat a acestora.
-
Construcia matrielor este n ansamblu identic cu cea a matrielor simple de la ciocane cu deosebirea c unghiurile de nclinare din partea inferioar a piesei pot fi alese a valori minime. nlimea pragului de strangulare a canalului pentru colectarea bavurii se poate determina cu una din relaiile:[mm] - pentru piese din oel (46)[mm] - pentru piese din metale i aliaje neferoase (47)n care: Sp este suprafaa piesei n planul de separaie, mm.Ghidarea matrielor la presele cu friciune joac un rol mai important dect n cazul matririi la alte utilaje. Soluia care se adopt cel mai frecvent este cea care utilizeaz umeri circulari. O asemenea ghidare elimin orice solicitare suplimentar, care apare n planul orizontal i care s-ar transmite n organele utilajului.Pentru piese mai complexe, care supun matria unei uzuri pronunate se practic metoda executrii sculelor cu partea activ pastilat.Presele cu friciune sunt caracterizate de fora maxim pe care o dezvolt n vederea deformrii plastice.Pentru alegerea utilajului se calculeaz fora necesar matririi piesei respective, for care se compar cu cea pe care o dezvolt presele cu friciune existente.
-
Rebelski recomand pentru calculul forei pentru matriarea pieselor de oel relaia:[daN] (48) n care: a este un coeficient care ine seama de metoda matririi piesei: = 3 pentru matriare nchis; = 4 pentru matriare deschis; = 5 pentru matriare cu refulare i mpingere; Sp - suprafaa piesei n planul de separaie inclusiv a pragului de strangulare al canalului de bavur, n mm2. Vp - volumul piesei matriate, n mm3. Rc - rezistena, la curgere a materialului corespunztoare temperaturii la sfrit de matriare, n daN/mm2. Pentru matriarea pieselor din aliaje neferoase se recomanda relaia:[daN] (49)n care: Rc se adopt la valoarea corespunztoare temperaturii de sfrit de matriare, n daN/mm2.
-
5.7. Particulariti tehnologice la matriarea pe M.F.OMainile de forjat orizontal, denumite prescurtat MFO, sunt prese mecanice cu excentric, care lucreaz n poziie orizontal. Organele n care se monteaz sculele sunt doi berbeci mobili i batiul presei. Pe batiu i pe unul din berbeci se monteaz cele dou semimatrie n care sunt executate cavitile cu forma negativ a piesei matriate, iar n cel de-al doilea berbec se fixeaz coaxial cu axa celor dou semimatne aflate n poziie nchis, un poanson care refuleaz materialul n cavitatea format prin nchiderea, semimatrielor. De multe ori n poanson se execut i o cavitate in care s se formeze o parte din forma negativ a piesei matriate. Schema ansamblului de scule utilizate la MFO i fazele tehnologice de realizare a unei piese rezult din figura 39.
-
pachetul de scule poate conine mai multe seturi de matriare i poansoane n care s se execute succesiv modelarea semifabricatului (preforjarea), pn la forma final a piesei matriate;preforjarea i matriarea finala se realizeaz cu dou planuri de separaie, fapt ce d posibilitatea obinerii unor piese cu configuraii complexe;nclinrile de matriare sunt minime;se realizeaz piese cu guri ptrunse;pot fi realizate matriri nchise i deschise;n pachetul de scule pot fi asamblate atit matrie pentru nlturarea bavurilor obinute prin matriare deschis, ct i cuite pentru debitarea semifabricatelor;matriarea pieselor poate fi realizat din bare laminare cu lungimi ntre 3 i 6 m. Acest lucru permite obinerea succesiv a mai multor piese dintr-o bar nclzit o singur dat. In acest caz dup obinerea fiecrei piese se aplic debitarea acesteia;pachetul de scule poate fi realizat cu pastile. Din punct de vedere constructiv se deosebesc dou tipuri de maini de forjat orizontal: una de construcie mai veche cu nchiderea flcilor cu semimatrie pe orizontal i alta, construit mai recent, cu nchiderea flcilor pe vertical. Indiferent de tipul constructiv, mainile de forjat orizontal pot fi utilizate pentru fabricaia de serie sau n mas a pieselor simetrice sau asimetrice de tipul celor cu flane de capt, cu poriuni ngroate, cu guri ptrunse sau neptrunse, roi dinate, inele de rulmeni etc. Formele de semifabricate realizate prin deformare pe MFO pot fi forme finale (piese matriate), sau forme intermediare (semifabricate preforjate). Printre particularitile tehnologice de deformare a semifabricatelor se enumera:
-
Fig. 40. Reguli de baz pentru matriarea la mainile de forjat orizontalLa deformarea pe mainile de forjat orizontal, semifabricatele sunt refulate. Operaia are loc sub aciunea poansonului dup ce semifabricatul este strns n semimatrie (fig. 39). Prin refulare raportul dintre dimensiunile captului barei (L/d), poate avea diferite valori n funcie de modul n care este condus operaia. n figura. 40 sunt prezentate variantele generale de realizare a refulrii la MFO i condiiile dimensionale specifice fiecruia. Dup cum se remarc, lungimea maxim a captului barei care se refuleaz este condiionat de modul n care se face refularea (deschis sau n cavitate). Cu toate c la MFO se pot refula semifabricate cu seciunea transversal de orice form, cel mai frecvent se utilizeaz semifabricate cuprofilul rotund.
-
Capetele barelor se pot refula n dou moduri: n cavitatea matriei (fig. 41.a) i n poanson (fig. 41.b). Limitarea lungimii poriunii de refulat se realizeaz cu limitatoare de curs. Modul cum acestea funcioneaz depinde de lungimea barei din care se execut. Astfel, de exemplu,pentru piesele care rezult din bare cu lungime mare, limitatorul basculant se amplaseaz n faa cavitii de refulat (fig. 42.a). Dac ns bara este cu lungime mic, atunci se adopt soluia amplasrii limitatorului n spatele cavitii din matri (fig, 42.b), servind n acelai timp ca mpingtor. Pentru piese care se realizeaz bucat cu bucat, manipularea semifabricatelor se face cu cleti care au flcile construite special.
Fig. 41. Modul de amplasare a cavitilor de refulare: a - n matri; b - n poanson
Fig. 42. Limitarea barei de refulat cu limitator mecanic: 1 - semimatri fix; 2 - semimatri mobila; 3 - semifabricat (bar); 4 - limitator
-
Pentru ca s se limiteze lungimea barei de refulat, n partea opus cavitii se construiesc locauri n care cletii ptrund n peretele de fund al acestora (fig. 43.a). O alt soluie pentru manipularea semifabricatelor bucat cu bucat este i cea a utilizrii unor scule dispozitiv, n care mai nti se introduc barele de refulat, iar apoi ntregul ansamblu ntre semimatrie, scula dispozitiv se susine de o tij (fig. 43.b).
Fig. 43. Limitarea lungimii barei de refulat cu scul dispozitiv: 1 - semimatri fix; 2 - semimatri mobil; 3 - semifabricat;4 - limitator; 5 - poanson; 6 - clete; 7 - scul dispozitiv; 8 - tija de susinere
-
n cazul utilizrii semifabricatelor laminate cu lungime mare, deprtarea piesei matritate se realizeaz prin debitare cu un cuit de forfecare fixat n semimatri mobil, aspect prezentat n figura 44. Dup efectuarea debitrii i nchiderea semimatrielor, cuitul de forfecare joac i rolul de opritor mpotriva alunecrii bucii debitate. Dac acest rol nu ar fi ndeplinit, n faza iniial, cnd poansonul apas asupra materialului, bucata debitat ar aluneca printre semimatrie.
Fig. 44. Debitarea piesei matritate din bar:a - faza iniial; b - faza final; 1 - poanson; 2 - semimatri fix; 3 - semimatri mobil; 4 - bar; 5 - pies matriat; 6 - cuit de debitare
-
Cnd n semimatrie se realizeaz doar perforri, atunci prile de strngere a barei se execut cu anuri de frnare. Matriarea deschis executat la mainile de forjat orizontal trebuie realizat astfel nct bavura s se formeze n planul transversal. n caz contrar bavura se nltur greoi. Cnd bavura este transversal, ndeprtarea ei se poate efectua tot pe scule montate n ansamblu cu cele de preforjare, matriare i debitare.Perforarea parial sau total se realizeaz prin nglobarea n poanson a unui perforator. La piesele realizate din mai multe faze, perforarea parial se execut cu perforatoare care la fiecare faz ptrund n semifabricat la adncime din ce n ce mai mare pn cnd se obin dimensiunile gurii dorite. Daca ns perforarea se realizeaz pe ntreaga nlime a piesei, atunci dup efectuarea fazelor pregtitoare se prevede, n stadiul final, perforarea total. In figura 45 se prezint succesiunea tehnologic a realizrii unor inele cu guri ptrunse n dou variante: cnd gaura are dimensiunea barei din care se obine piesa i cnd gaura are o dimensiune mai mare dect a barei.
Fig. 45. Fazele tehnologice de realizare a unor inele cu guri ptrunse: a - gaura are diametrul barei;b - gaura are diametrul mai mare dect al barei; I, II i III - fazele matririi.
-
5.7.1. Stabilirea succesiunii refulrii la mainile de forjat orizontal i a forei de deformarePentru stabilirea succesiunii tehnologice a fazelor de deformare este necesar s fie cunoscute regulile prezentate n figura 40, care sunt valabile pentru realizarea refulrii la o singur faz (curs). Cnd condiiile impuse nu sunt respectate, atunci urmeaz s se precizeze numrul de faze astfel nct s se poat obine forma dorit a piesei. La forjarea discurilor sau a anselor cu diametru relativ mare, se poate porni de la refularea unei bare cu lungimea mai mare cu de apte ori diametrul acesteia dac se preforjeaz succesiv n caviti de forme tronconice. Cavitile sub forma trunchiurilor de con se execut n poanson iar cele pentru, faza final a refulrii n cavitatea matriei. Proiectarea formelor tronconice intermediare se face plecnd de la volumul Vf al flanei ce trebuie realizat. Acest volum trebuie s includ i pierderile rezultate prin oxidarea n timpul nclzirii. Se determin astfel lungimea L a barei, corespunztoare unui diametru d0 ales (fig. 46).
-
Relaia de calcul este:Dac L > 2,6 do refularea nu poate fi executat dintr-o singur faza. n acest caz se alege un numr de faze ct se poate de mic. Acest scop poate fi realizat dac este ndeplinit condiia:(50)(51)Din figura 46 rezult c: h 1= L L1 (52)ceea ce conduce la expresia:(53)respectiv:(54)Se fac urmtoarele notaii: i m+n-2.6=aRezult deci nlimea h1 a primului trunchi de con:(55)
-
Pentru a se preciza diametrul d1 al bazei trunchiului de con, trebuie cunoscute: raportul n = d1 /d0i relaia de legtur dintre "m" i n. In acest scop se egaleaz volumul Vf cu cel al trunchiului de con cu dimensiunile :(56)Pentru stabilirea valoric a raportului dintre "m" i "a" se utilizeaz cmpul I din nomograma prezentat n figura 47, iar pentru relaia dintre "m" i "n, nomograma din figura 48. Se poate astfel preciza nlimea primului tnmchi de con i diametrul de ia baza acestuia. Pentru cel de-al doilea trunchi de con, nlimea h2 va fi: (57)n care:(58)Relaia dintre "q" i "a" poate fi stabilit cu ajutorul cmpului II din nomograma prezentat n figura 47. Diametrul bazei mari a trunchiului de con este: (59)n care:(60)
-
Fig. 47. Nomograni pentru determinarea numrului de treceri la matriarea pe mainile de forjat orizontalFig. 48. Nomogram pentru stabiliirea diametrului mare al trunchiului de con pentru fiecare trecere realizat prin refularea la M.FO
-
n vederea stabilirii legturii ntre "p" i "a" se poate utiliza cmpul II din diagrama prezentata n figura 48. nlimea celui de-al treilea trunchi de con va fi:(61)n care:(62)Relaia de legtur ntre w i "q" se stabilete din cmpul III al nomogramei redate n figura 47. Diametrul bazei trunchiului de con este:(63)n care:(64)Legtura valoric dintre "v" i "p" rezult din cmpul III al diagramei prezentate n figura 48. Ca i n cazul preselor cu excentric, pentru stabilirea forei de matriare trebuie avut n vedere ca lucrul mecanic necesar deformrii s nu depeasc valoarea energiei pe care o elibereaz volantul cnd numrul lui de rotaii scade de la n1 la n2.
-
Tabelul 1. Valorile coeficientului de amplificare a rezistenei la deformare Fora necesar deformrii depinde de forma piesei, diametrul acesteia n planul de separaie al poansonului i volumul de material supus refulrii. Relaia de calcul are forma:(65)n care: n este coeficientul de mrire a rezistenei la deformare n funcie de modul curgerii materialului n timpul refulrii (tabelul 1); R - rezistena Ia deformare corespunztoare temperaturii i vitezei relative de defonnaie, n daN/mm2; S - suprafaa piesei Ia planul de separaie al poansonului inclusiv al bavurii, n mm2.
-
5.8. Debavurarea i perforarea Operaia de debavurare se aplic pieselor matriate deschis iar perforarea pieselor obinute prin orice procedeu de matriare care nu poate realiza guri ptrunse. Prin debavurarea pieselor matriate se nelege nlturarea plusului de material rezultat la periferia piesei matriate n planul de separaie. Perforarea gurilor din piesele matriate este operaia de nlturare a puntielor. La piesele care prezint att bavur ct i punti, debavurarea i perforarea pot fi executate simultan sau succesiv att la cald (imediat dup matriare) ct i la rece. Alegerea modului de executare depinde de configuraia piesei i compoziia dumic a materialului. In vederea reducerii forelor de debavurare se recomanda ca piesele de dimensiuni mari s fie debavurate i perforate la cald. De asemenea, aceeai recomandare se face i pentru piesele din oeluri cu peste 0,5% C. Ca utilaje de debavurare i perforare se utilizeaz presele verticale cu excentric, care pe lng berbecul principal au i unul lateral (patin lateral). Dac fora necesar executrii operaiilor depete 5.000 KN, se recomand utilizarea preselor hidraulice.
-
Fora necesar debavurrii i perforrii se determin cu relaia:(66)n care: Rm este rezistena la rupere a materialului n condiii de lucru, n daN/mm2; S - suprafaa total de forfecare (bavur i eventual punti), n mm2. Flg. 49. Metode de debavurare i perforare:a - succesiv; b - simultan; 1 - poansoane de presare; 2 - poanson de perforare; 3 - plac dedebavurare; 4 - plac de ghidare i sprijin; 5 - suportul pe care se monteaz sculele;6 - tiranii extractorului; 7 - extractor; 8 - pies matriata.Prile active ale sculelor pentru debavurare se numesc plci, iar cele pentru perforare poansoane. Plcile i poansoanele au forma i dimensiunile con-turului piesei n planele de debavurare i perforare. In figura 49 se prezint dou ansambluri de scule pentru debavurare i perforare succesiv i simultan
-
n figura 50 reprezentarea axonometric a sculelor pentru debavurarea unei biele. Pentru o bun funcionare a ntregului ansamblu al sculelor se impune ca ntre muchia de tiere a plcii de debavurare i dimensiunea transversal a poansonului de presare s existe un joc de 0,3...1,5 mm. n vederea evacurii pieselor debavurate i perforate, ansamblul sculelor se prevede cu extractoare care pot fi cu resorturi elastice sau pur i simplu elemente mecanice cuplate cu funcionarea utilajului.Fig. 50. Reprezentare axonometric a sculelor pentru debavurarea unei biele:1 - suportul inferior i superior, 2 - poanson; 3 - plac de presiune; 4 - extractor de bavur i plac de debavurare; 5 - bavur; 6 - pies matriati debavurat
-
5.9. Redresarea i calibrareaDup operaiile de debavurare i perforare i uneori chiar dup rcirea pieselor matriate sau a celor forjate liber, conturul acestora sufer modificri datorit unor factori care acioneaz asupra lor. Printre acestea se enumera: solicitrile mecanice, tensiunile structurale, tensiunile termice provocate de rcirea neuniform a. Scopul redresrii i calibrrii const n redarea formei pieselor conform desenului tehnologic. Redresarea si calibrarea sunt operaii care se realizeaz la cald sau la rece. Pentru piesele matriate, cele dou operaii pot fi executate n cavitile finale ale matrielor sau n scule special construite i montate pe un alt utilaj cum ar fi de exemplu cel de debavurare.
Fig. 51. Metode de calibrare: a - plan; b - combinat; c - volumetric
-
sculele s aib caviti executate n limite restrnse de tolerane, utilajul s prezinte o rigiditate ridicat, o reglare perfect a semimatrielor i lubrifierea prilor active ale sculelor.
Cel mai frecvent redresarea i n special calibrarea se execut la cald, imediat dup operaiile de debavurare i perforare. Sunt situaii cnd la calibrare mai apare n planul de separaie al piesei o bavur suplimentar. Aceasta se nltur apoi la rece. Calibrarea la rece realizeaz piese cu dimensiunile n limite mai restrnse. Aceast metod se recomand s se efectueze dup tratamentul termic primar. Metodele de calibrare sunt schiate n figura 51. Printre acestea se enumera: calibrarea plan, calibrarea volumetric i calibrarea combinat. Pentru ca, dup calibrare, piesele s corespund ntru totul condiiilor impuse, este necesar ca: