Lucrare La. Utilaj Tehnologic

If you can't read please download the document
-
Upload
bradu-efim -
Category
Documents
-
view
247 -
download
0
description
despre utilaj
Transcript of Lucrare La. Utilaj Tehnologic
Coala
9
Mod
Coala
N. document
Semnat.
Data
Introducere
nc din cele mai vechi timpuri, pinea i produsele de panificaie au stat la baza alimentaiei oamenilor, fie c era vorba de masa de diminea, prnz sau cin, de la cei sraci la cei bogai, pe tot cuprinsul Pmntului brutritul era o ndeletnicire normal n viaa rural, iar n vremurile mai apropiate de noi fiecare gospodrie avnd cuptor de pine. n trecut pinea alb, ce era fcut din fain alb de calitate superioar, era alimentul bogailor, iar cea neagr, era considerat alimentul sracilor.
n cadrul bunurilor de consum din ara noastr industria panificaiei ocup un loc nsemnat, pinea constituind alimentul ce se consum zilnic.
Importana produselor de panificaie n satisfacerea cerinelor de hran ale populaiei este un factor care determin ca industria de panificaie din Republica Moldova, alturi de celelalte ramuri ale industriei alimentare, s se dezvolte n ritm accelerat.
n concordan cu modelele agricole existente n UE, obiectivele industriei moldoveneti de panificaie trebuie s pun accentul pe: asigurarea securitii alimentare, introducerea tehologiilor i proceselor de producie competitive pe piaa european, armonizarea legii moldoveneti cu acquis-ul comunitar i implementarea sa, alinierea standardelor moldoveneti la cele europene i internaionale, mbuntirea imaginii i statutului profesiunilor de morar i brutar, ct i creterea calitii pregtirii profesionale.
Astzi, consumatorii produselor de panificaie devin din ce n ce mai contieni de igiena pieei i a alimentaiei; pentru ca produsele s fie sigure pentru consum, ei trebuie s respecte att norme tehnologice, ct i sanitare. Prin analiza principalelor coordonate ale pieei produselor de panificaie din Republica Moldova se observ c aceast pia aspir la o determinare i ncadrare ntr-o economie de pia funcional, caracterizat prin existena unei concurene dezvoltate i loiale, un mediu de afaceri conform cerinelor, o putere de cumprare relativ n cretere i de toate tipurile de competitor.
Construcia mainii de divizat
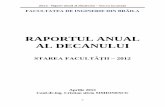
Maina de divizat aluat A2-HTN este destinat divizrii aluatului din tain de secar i de gru n buci de mrime egal. Conform clasificrii cunoscute ea aparine tipului mainilor cu divizare volumetric, cu mecanismul de comprimare cu palete i cu ritmul de lucru fixat. Se utilizeaz la ntreprinderile industriei de panificaie n liniile tehnologice n flux pentru producerea sorturilor de pine, pe vatr i n forme. Elementele de baz ale mainii sunt: mecanismul de acionare, batiul 11, buncrul de recepie 5, camera de lucru 8, capul divizor 4 i transportorul 1.
Maina de divizat aluat A2-HTN: 1 - transportor, 2-cuit, S-corp, 4-tija, 5 -piston dublu, 6 - camera de amortizare, 7 - cap de divizare, 8 - camer de comprimare, 9 -piston, 10 - camera de lucru, 11 - clapeta, 12 -paleta, 13 -arbore de acionare
Principiul de funcionare a mainii
Aluatul din buncrul 5 sub aciunea forei de greutate se alimenteaz n camera de lucru 8, din care este antrenat n continuare de paleta rotativ 7, In prima perioad a procesului, clapeta 6 se afl n poziia deschis, pentru ca gazele care se conin n aluat s fie mpinse napoi n buncrul 5. In perioada urmtoare clapeta 6 se deschide i sub presiunea paletei 7 se umple cu aluat celulele msurtoare din capul divizor . In aceast perioad celulele msurtoare prin intermediul camerei de amortizare 9 comunic cu camera e lucru 8. La atingerea presiunii din camera de lucru 8 valorii limit aluatul de prisos lamineaz n buncrul de recepie 5. Astfel n zona de dozare se menine o presiune stabil. Capul divizor 4 taie bucata de aluat msurat cu marginea celulelor msurtoare. La umplerea repetat a celulei msurtoare, dup ntoarcerea capului divizor 4, are loc mpingerea bucii de aluat de ctre pistonul 10 i separarea lui cu cuitul 2. Bucata de aluat separat de la capul divizor, cade pe transportorul 1 care o transmite la operaia urmtoare (la modelare).
Avantajele mainii de divizat aluat A2 - HTN :
- lipsa scurgerii aluatului;
- precizia nalt de divizare;
- stabilitatea masei;
- posibilitatea reglrii masei de aluat al semifabricatelor;
- simplitatea deservirii organelor de lucru;
- micarea de rotaie continu a organelor de lucru;
- diapazonul larg al productivitii;
- n zona de dozare se menine o presiune stabil;
- simplitatea construciei.
Dezavantajele mainii:
Consum nalt de energieProductivitatea mic
Fazele organelor de lucru a mainii A2-HTN
Faza I - din poziia orizontal paleta efectuiaz o rotaie de 75 n direcia acului ceasornicului. In aceast faz, naintea paletei, se creeaz o suprapresiune nensemnat, care n continuare se reduce n tot volumul camerei de lucru. Comprimarea aluatului va ncepe s creasc dup ce clapeta se va atinge de arborele paletei. Aceast faz mai poart denumirea de zero convenional".
Faza II - rotirea paletei n continuare pn la un unghi de 70 de la zero conventionat" - comprimarea aluatului. In aceast faz celula msurtoare contacteaz cu camera de lucru i datorit presiunii aluatului din camera pereche de pistoane se deplaseaz n stnga elibernd, spaiul pentru aluat. Totodat pistonul evacueaz din celula msurtoare aluatul divizat n ciclul precedent.
Faza III - atingerea de palet a unghiului de 95 de la zero conventionat". Anume n aceast poziie a paletei n camera de lucru presiunea aluatului are valoare maxim.
Faza IV - poziia de 180 de la zero conventionat" - scderea brusc a presiunii n camera de lucru.
Calculul tehnologic
Calculm productivitatea teoretic a divizorului de aluat - Q, kg/s:
Q = m nc.d z , unde
nc.d - este turaia capului divizor, nc.d=0,8 s"1;
z - numrul celulelor din capul divisor, z = 2;
m - masa semifabricatului de aluat, m = 0,45 kg.
Q = 0,45-0,8-2 = 0,7kg/s.
Calculul energetic
Analiza funcionrii mainii ne arat, c la efectuarea procesului de divizare a aluatului se consum o oarecare cantitate de energie necesar pentru comprimarea aluatului n camera de lucru i deplasarea pistonului din capul divisor, pentru tierea aluatului de ctre muchia capului divisor i pentru deplasarea bucilor de aluat pe transportor. Totodat, o parte din energia produs de motor se pierde n transmisiile i angrenajele mainii. Deci, puterea motorului electric este Ntot, W:
Ntot=N1+N2+N3+N4 /
h
, unde
N1 - este puterea consumat la comprimarea aluatului n camera de lucru, kW;
N2 puterea consumat la tierea aluatului de muchia capului divizor. KW;
N3 puterea necesar pentru depirea forei de frecare la deplasarea pistonului din capul divizor, KW;
N4 puterea consumat la deplasarea bucilor de aluat pe transportor, KW;
h
- randamentul mainii,
h
=0,85.
Calculm puterea consumat la comprimarea aluatului din camera de lucru N1, W:
N1= M1 * w1, unde:
M1 este momentul aplicat arborelui paletei n urma acionrii presiunii aluatului din camera de lucru, Nm;
w1 viteza unghiular a paletei,
1
-
s
;
(
)
(
)
2
2
max
max
1
*
*
2
/
1
*
*
2
/
1
r
R
l
P
r
R
S
P
M
-
=
+
=
, unde:
Pmax presiunea maxim a aluatului din camera de lucru, Pmax = 0,2Mpa;
S suprafaa paletei, S=0,0072
2
m
;
R raza paletei, R=0,18m;
r raza arboelui paletei, r=0,04m;
l limea paletei, l=0,22m.
(
)
Nm
M
4
,
158
04
,
0
18
,
0
0072
,
0
*
10
*
2
,
0
*
2
/
1
6
1
=
+
=
p
n
w
*
2
1
p
=
, unde:
np este turaia paletei, np =0,16
1
-
s
w1=2*3,14*0,16=10,048
1
-
s
n1=10,048 * 158,41591,6W.
Calculm puterea consumat la tierea aluatului de ctre muchia capului divisor -N2, W(se determin ca produsul dintre momentul format de rezistena aluatului la tiere i viteza unghiular a capului divisor):
N2=M2-w2, unde:
M2- este momentul aplicat arborelui capului divisor la tierea aluatului, Nm;
w2 - viteza unghiular a capului divisor, s"1.
M2 =2
p
-q -Rp Red, unde :
q - este rezistena specific a aluatului la tiere, q = 700 N/m;
RP - raza pistonului, Rp = 0,1 m;
Red - raza capului divisor, Rcd=0,25m;
M2 2*3,14*700*0,1*0,25=106,76Nm.
w2 =2n ncd, unde
ncd - este turaia capului divisor, nc.d=0,8 s"1.
w2 =2 -3,14 -0,8 = 5,24 s"1.
N2 = 5,24-106,76 = 536,36 W.
Calculm puterea necesar pentru deplasarea pistonului din capul divisor - N3, W (se determin ca puterea necesar pentru nfrngerea forelor de frecare pe parcursul acestei deplasri):
N3 = Ffr *v, unde :
Ffr - este fora de frecare a pistonului i a aluatului de ctre pereii camerei msurtoare a capului divisor, N ;
v- viteza liniar a pistonului, v= 0,67 m/s.
Ffr = g(mp-f1 + mal*f2), unde:
g - este acceleraia cderii libere, g = 9,8 m/s2;
mp - masa pistonului, mp = 2,2 kg ;
mal- masa aluatului din celula msurtoare, mal = 0,45kg ;
fi - coeficientul de frecare a pistonului de pereii celulei msurtoare, se accept: f1 = 0,3;
f2 - coeficientul de frecare a aluatului de pereii celulei msurtoare, se accept: f2 = 0,85.
Ffr= 10 ( 2,2 0,35 + 0,45 0,8) =13,1 N
N3 = 13,l 0,67 = 8,8 W.
Calculm energia utilizat pentru punerea n funciune a pistonului - N4, W (care se consum la depirea rezistenei benzii la mersul util, depirea rezistenei benzii la mersul n gol, ridicarea aluatului la o oarecare nlime, pierdere de energie n mecanismul de descrcare):
N4 = Q g L (sina + Ccosa), unde:
Q - este productivitatea mainii, Q = 0,7 kg/s;
L - lungimea transportorului, L = 1,3 m;
C - coeficient dependent de rezistenele aprute pe parcursul deplasrii,C= 5;
a - unghiul de nclinare a transportorului, a = 10.
N4 = 0,7- 10- 1,3 (sin10 + 5cos 10) =51,87 W.
Asigurarea proteciei muncii
Protecia muncii este un sistem de reguli de securitate, de masuri i mijloace social economice, tehnice, curative ce acioneaz n baza actelor normative, asigur securitatea pstrrii sntii angajailor n hale i seciile ntreprinderii i meninerea capacitii de munc n timpul lucrului.
Pentru ca lucrtorii s-i desfoare din plin activitatea i s-si pun n scopul produciei ntreaga capacitate de munc trebuie s aib condiii de munc corespunztoare.
Dintre msurile specifice ntreprinderii de panificaie se menioneaz:
Mecanizarea muncilor grele.Instalarea de aprtori i ngrdiri pentru a mpiedica accesul muncitorilor la organele mainii care prezint pericol de accidentare.Izolarea cablurilor electrice i punerea la motoarele electrice legturi la pmnt.Supravegherea ntreinerii mainilor i utilajelor pentru asigurarea unei funcionri normale a lor i de a evita accidente de munc.Dotarea locurilor de munc cu instalaii necesare pentru mbuntirea condiiilor de lucru instalaii de evacuare a cldurii, fumului .a.Asigurarea tuturor seciilor de lucru cu iluminare natural.
Incendiul la ntreprindere poate fi caracterizat ca un proces de ardere necontrolat i nedirijat ce provoac pierderi materiale. Procesul de ardere poate avea loc n prezena obiectului de ardere, oxidant, impuls termic.
Pentru a reduce riscul procesului de ardere este necesar:
De a reduce concentraia de oxigen din aer pn la valori mici de 12-14% ce nu susin arderea;De a reduce temperatura obiectului arztor pn la temperatura mai joas de temperatura lui de aprindere.
La ntreprindere este organizat o comisie pentru evitarea pericolului de incendiu i explozie a ncperilor. Aceast comisie este condus de ctre directorul tehnic al unitii economice i include specialiti n problemele incendiare pe protecia muncii i serviciuluii medical.
Funciile de baz ale acestei comisii snt:
de a verifica starea antiincendiar a ntreprinderilor;de a acorda ajutor antiincendiar;evacuarea bunurilor materiale n caz de incendiu i stingerea lui.
La ntreprindere la majoritatea aparatelor se instaleaz sisteme de verificare i aspiraie a aerului. Scopul acestor ventilaii este de a asigura parametrii aerului n ncperile de producie n cazul influenei diferitor factori de producie.
n procesul lucrului instalaiilor electrice asupra organismului uman pot exercita o influen nociv: cmpurile electromagnetice, zgomotul, vibraia, iluminarea insuficient, temperatura sporit sau sczut a aerului, poluarea aerului cu substane nocive. Instalaiile electrice defecte pot s ia foc sau s explodeze. Deservirea instalaiilor electrice e nsoit de eforturi emoionale mari, suprasolicitaii psihofiziologice (atenia, memoria, vzul, auzul,).
Msurile tehnice i organizatorice de protecie au scopul de a asigura inaccesibilitatea prilor conductoare de curent i imposibilitatea unei atingeri neprevzute de ele, de a exclude electrocutrile n caz de scurt circuit al curentului la masa instalaiei electrice sau la pmnt, de a preveni aciunile incorecte ale personalului n timpul lucrului la instalaiile electrice. Personalul care deservete instalaiile electrice trebuie s fie este instruit despre tehnica securitii.
La fabricile de pine i chiar la fabricile n ansamblu este exploatat o mare varietate de instalaii electrice, lucrul corect cu ele constituind un mijloc important de profilaxie a electrotraumatismelor.
Fiecare angajat n cadrul unei ntreprinderi trebuie cunoasc i s respecte urmtoarele:
locul de lucru trebuie sa fie curat;locul de lucru nu se las fr supraveghere;corpul motorului electric i butoanele electrice trebuie s fie legate la pmnt; Butoanele electrice se pornesc i se opresc cu minile uscate;Butoanele lectrice nu se spal ci se terg cu o crp umed n caz c sunt murdare.n caz de ieire din funciune a utilajului, utilajul se oprete, se aduce la cunotin maistrului de schimb i se cheam electricianul de schimb;
Se interzice de a introduce minile n camera de lucru a mainii n timp ce maina funcioneaz.