Grupa 142 SE TEMA 10 Lixandru Alin Dumitru Catalin Micu Adrian
22
Procedura de examinare cu radiații penetrante Studenți –Lixandru Alin Gabriel - Micu Adrian Daniel - Dumitru Cătălin Grupa: 142 SE
-
Upload
dumitru-catalin -
Category
Documents
-
view
5 -
download
1
description
referat
Transcript of Grupa 142 SE TEMA 10 Lixandru Alin Dumitru Catalin Micu Adrian
Procedura de examinare cu radiaiipenetranteStudeni Lixandru Alin Gabriel- Micu Adrian Daniel
- Dumitru Ctlin
Grupa: 142 SEProfesor Mihai Cleante1. INTRODUCERERadiatiile X
Radiatiile X sunt de natura electromagnetica, deosebindu-se de lumina prin lungimea de unda mai mica. Radiatiile electromagnetice sunt produse prin oscilatia sau acceleratia unei sarcini electrice.Undele electromagnetice au atat componente electrice cat si magnetice. Gama radiatiilor electromagnetice este foarte larga: unde cu frecventa foarte inalta si lungime mica sau frecventa foarte joasa si lungime mare.
Lumina vizibila constituie numai o parte din spectrul undelor electromagnetice. In ordine descrescatoare de frecventa, spectrul undelor electromagnetice se compune din: radiatii gama, radiatii X, radiatii ultraviolete, lumina vizibila, radiatii infrarosii, microunde si unde radio.
Undele electromagnetice nu au nevoie de mediu pentru a se transmite. Astfel, lumina si undele radio pot circula in spatial interplanetar si interstelar, la soare si stele, pana la Pamant. Indiferent de frecventa si lungimea de unda, undele electromagnetice au o viteza de 299.792km/s in vid. Lungimea si frecventa undeleor electromagnetice sunt importante in determinarea efectului termic, al vizibilitatii, al penetrarii si a altor caracteristici.
Radiatiile X sunt radiatii electromagnetice penetrante, cu lungime de unda mai scurta decat a luminii si rezulta prin bombardarea unei tinte de tungsten cu electroni cu viteza mare. Au fost descoperite intamplator in anul 1895 de fizicianul german Wilhem Conrad Roentgen, in timp ce facea experimente de descarcari electrice in tuburi vidate, respectiv el a observat ca din locul unde razele catodice cadeau pe sticla tubului razbeau in exterior raze cu insusiri deosebite; aceste raze strabateau corpurile, impresionau placutele fotografice, etc. El le-a numit raze X deoarece natura lor era necunoscuta. Ulterior au fost numite raze (radiatii) Roentgen, in cinstea fizicianului care le-a descoperit.
Natura radiatiilor X
Radiatiile X sunt radiatii electromagnetice cu o putere de penetrare indirect proportionala cu lungimea de unda. Cu cat lungimea de unda este mai mica, cu atat puterea de penetrare este mai mare. Razele mai lungi, apropiate de banda razelor ultraviolete sunt cunoscute sub denumirea de radiatii moi. Razele mai scurte , apropiate de radiatiile gama, se numesc raze x dure.
Radiatiile X se produc cand electronii cu viteza mare lovesc un obiect material. O mare parte din energia electronilor se transforma in caldura iar restul se transforma in raze x, producand modificari in atomii tintei, ca rezultat al impactului. Radiatia emisa nu este monocromatica ci este compusa dintr-o gama larga de lungimi de unda.
Primul tub care a produs raze X a fost conceput de fizicianul William Crookes. Cu un tub de sticla partial vidat, continand doi electrozi prin care trece curent electric. Ca rezultat al ionizarii, ionii pozitivi lovesc catodul si provoaca iesirea electronilor din catod. Acesti electroni, sub forma unui fascicul de raze catodice, bombardeaza peretii de sticla ai tubului si rezulta razele X. Acest tub produce numai raze X moi, cu energie scazuta.
Un tub catodic imbunatatit, prin introducerea unui catod curbat pentru focalizarea fasciculului de electroni pe o tinta din metal greu, numita anod, produce raze X mai dure, cu lungimi de unda mai scurte si energie mai mare. Razele X produse, depind de presiunea gazului din tub.
Urmatoarea imbunatatire a fost realizata de William David Coolidge in 1913 prin inventarea tubului de raze X cu catod incalzit. Tubul este vacuumat iar catodul emite electroni prin incalzire cu un curent electric auxiliar. Cauza emiterii electronilor nu este bombardarea cu ioni, ca in cazurile precedente. Accelerarea procesului de emitere a electronilor se face prin aplicarea unui current electric de inalta tensiune, prin tub. Cu cat creste voltajul, scade lungimea de unda a radiatiei.
Fizicianul american Arthur Holly Compton (1892 1962), laureat al Premiului Nobel, prin studiile sale a descoperit asa numitul effect Compton in anul 1922. Teoria sa demonstreaza ca lungimile de unda ale radiatiilor X si gama cresc atunci cand fotonii care le formeaza se ciocnesc de electroni. Fenomenul demonstreaza si natura corpusculara a razelor X.
Proprietatile radiatiilor X
Radiatiille X impresioneaza solutia fotografica, ca si lumina. Absorbtia radiatiilor depinde de densitatea si de greutatea atomica. Cu cat greutatea atomica este mai mica, materialul este mai usor patruns de razele X. Cand corpul uman este expus la radiatiii X, oasele, cu greutate atomica mai mare decat carnea, absorb in mai mare masura radiatiile si apar umbre mai pronuntate pe film. Radiatiile cu neutroni se folosesc in anumite tipuri de radioagrafii, cu rezultate total opuse: partile intunecate de pe film sunt cele mai usoare.
Radiatiile X provoaca fluorescenta anumitor materiale, cum ar fi platinocianidul de bariu si sulfura de zinc. Daca filmul fotografic este inlocuit cu un ecran tratat cu un asemenea material, structura obiectelor opace poate fi observata direct. Aceasta tehnica se numeste fluoroscopie.
Alta caracteristica importanta este puterea de ionizare, care depinde de lungimea de unda. Capacitatea razelor X monocromatice de a ioniza, este direct proportionala cu energia lor. Aceasta proprietate ne ofera o metoda de masurare a energiei razelor X. Cand razele X trec printr-o camera de ionizare, se produce un curent electric proportional cu energia fasciculului incidental. De asemenea, datorita capacitatii de ionizare, razele X pot fi vazute intr-un nor. Alte proprietati: difractia, efectul fotoelectric, efectul Compton si altele.
Aplicatiile radiatiilor X
(Principalele utilizari: cercetari stiintifice, industrie, medicina)
Studiul radiatiilor X a jucat un rol vital in fizica, in special in dezvoltarea mecanicii cuantice. Ca mijloc de cercetare, radiatiile X au permis fizicienilor sa confirme experimental teoria cristalografiei. Folosind metoda difractiei, substantele cristaline pot fi identificate si structura lor determinate. Metoda poate fi aplicata si la pulberi, care nu au structura cristalina, dar o structura moleculara regulata. Prin aceste mijloace se pot identifica compusi chimici si se poate stabili marimea particulelor ultramicroscopice. Prin spectroscopie cu raxe X se pot identifica elementele chimice si izotopii lor. In afara de aplicatiile din fizica, chimie, mineralogie, metalurgie si biologie, razele X se utilizeaza si in industrie, pentru testarea nedestructiva a unor aliaje metalice. Pentru asemenea radiografii se utilizeaza Cobalt 60 si Caesium 137.
De asemenea prin radiatii X se testeaza anumite faze de productie si se elimina defectele. Razele X ultramoi se folosesc in determinarea autenticitatii unor lucrari de arta sau la restaurarea unor picturi. In medicina, radiografele sau fluoroscoapele sunt mijloace de diagnosticare. In radiotarapie se utilizeaza in tratamentul cancerului. Aparatul computerizat, tomograful axial (scanner CAT sau CT) a fost inventat in 1972 de inginerul eletronist Godfrey Hounsfield si a fost pus in aplicare pe scara larga dupa anul 1979.
Principiul examinarii cu radiatii penetrante
Examinarea cu radiatii penetrante (RT) are la baza fenomenul fizic de atenuare a fascicolelor de radiatii X sau GAMMA la traversarea lor prin materialele inconjuratoare. Aceste radiatii, la iesirea din materialul de controlat, impresioneaza un film radiografic in mod diferit in zonele cu discontinuitati fata de restul materialului. Aceasata examinare este complexa din punct de vedere al protectiei muncii.Se pot evidentia majoritatea discontinuitatilor aflate in interiorul materialului. Examinarea se aplica uzual materialelor metalice.
Controlul radiografic consta in expunerea portiunii de examinat, sau a unei parti din ea, la un fascicol de raze X sau Gamma, in masura sa redea imaginea interna a unui obiect, fara a-l distruge. Imaginea este fixata in mod permanent pe o pelicula radiografica, exploatand proprietatile razelor X si Gamma: propagare rectilinie, putere de penetrare in materie, capacitate de a impresiona o emulsie sensibila.
Aceasta metoda permite vizualizarea interiorului unui obiect examinat, permitand o evaluare volumetrica a defectelor gasite, printre care: porozitati, cute, incluziuni, sufluri, fisuri, sedimente, ramasite, lipsa de penetrare, cavitati, lipsa aliere.
2. DOCUMENTE DE REFERINTAPT CR 13 COLECTIA ISCIR Prescriptii tehnice pentru examinarea cu radiatii penetrante a imbinarilor sudate cap la cap ale instalatiilor macanice sub presiune si de ridicat
EN 584/1/2 Clasificarea filmelor radiografice si procesarea lor.
EN 25580 Negatoscoape
SR EN 970/1999, SR EN 1330-3/2001, SR EN 12517/2002, SR EN 473/2003
SR EN 1435 Examinarea radiografica a imbinarilor sudate.
SR EN 5817 Ghid pentru niveluri de acceptare a defectelor
Cod ASME sectiunea V
SR EN ISO 6520-1999 Clasificarea imperfectiunilor geometrice din imbinarile sudate
Norme fundamentale de radioprotectie CNCAN
Prescripii tehnice ISCIR CR 13 -2003 .
SR EN 444-1996 Examinari nedistructive. Principii generaleSR EN 462/1,/2,/3,/4-1996Examinari nedistructive.Calitatea imaginii radiografiilor, indicatori de calitate
SR EN 462-1:1996
SR EN 462-2:1996
SR EN 462-3:1996
SR EN 462-4:1996
SR EN 473:2003
SR EN 970:1999
SR EN 1330-3:2001
SR EN 25817:1993
SR EN 12517:1998
STAS 7084/2-1982
STAS 8299-1978
3. RESPONSABILITATI
Examinarea mbinrilor sudate cu radiaii penetrante se va executa numai de personal autorizat conform Prescripiilor Tehnice CR 11, Colecia ISCIR, cu respectarea legislaiei n vigoare .
Operatorii care execut examinarea sau fac evaluarea rezultatelor sunt responsabili de respectarea ntocmai a prezentei proceduri .
Laboratorul CND va asigura procedeele de lucru (suprafa, temperatur de lucru, iluminat ) n condiii de deplin securitate nuclear, n conformitate cu regulamentul de funcionare al Unitii nucleare .
Personalul autorizat nivel 2 sau 3 va primi pe baza unei decizii emise de conducerea firmei o tampil individual necesar certificrii documentelor de examinare .
Terminologia, cu condiiile tehnice, clasificarea i simbolizarea defectelor vor fi n conformitate cu standardele prevzute din CR 13 -2003 .Societatile care solicita examinarea cu radiatii penetrante sunt responsabile de asigurarea conditiilor cerute de tehnicile de examinare mentionate in procedura si anume: asigurarea zonei, starea suprafetei, etc.
Pesonalul care efectueaza examinari nedistructive cu radiatii penetrante trebuie sa fie calificat in conformitate cu standardul SR EN 473-2003 si/sau cu prescriptiile tehnice CR 11, colectia ISCIR.
Pentru personalul care executa examinarea, responsabilitatile sunt mentionate in SR EN 473-2003 sau in prescriptiile tehnice ISCIR, CR 11.
Operatorul de examinari nedistructive are obligatia ca inainte de a incepe activitatea propriu-zisa, sa asigure zona prin montarea panourilor avertizoare pentru inchiderea zonei de lucru cu radiatii, sa examineze vizual fiecare componenta, pe intreaga zona de examinare, att din punct de vedere al curatirii de impuritati, ct si din punctul de vedere al existentei eventualelor discontinuitati vizuale cu ochiul liber
4. DESCRIEREA ACTIVITATILOR
n vederea desfurrii corespunztoare a examinrilor cu radiaii penetrante este absolut necesar existena unor spaii special amenajate, dotate i autorizate conform legii 111/96 i a Normelor Republicane de Securitate Nucleare. Instalaiile de radiografiere utilizate trebuie s corespund cerinelor impuse de Normele Republicane de Securitate Nuclear .
Examinarea cu radiaii penetrante a mbinrilor sudate se va efectua n conformitate cu prevederile SREN 444. Pentru instalaiile mecanice sub presiune i de ridicat sa va folosi tehnica de examinare A .
Materialele, accesoriile i aparatura specific pentru verificarea cu radiaii penetrante a mbinrilor sudate (filme, I.C.I., intensificatoare, surse de radiaii, negatoscoape) trebuie s fie omologate de ISCIR . Filmele radiografice utilizate pentru examinarea cu radiaii penetrante a mbinrilor sudate fac parte din clasa GII(doi) .
Expunerea filmelor radiografice utilizate se face cu radiaii x (U= 230-300 kV, I= 5-14 mA). Aceste valori variaz n limitele de mai sus n funcie de aparatul utilizat RAP sau MXR-301 .
Domeniul de grosimi ce poate fi examinat variaz ntre grosimi de material variind ntre 6-32mm .
Pentru aprecierea calitii imaginii radiografice se vor utiliza indicatori de calitate a imaginii cu trepte i guri sau cu fire .
Expunerea filmelor radiografice se va efectua fr ecrane intensificatoare, cu ecrane intensificatoare metalice sau cu ecrane intensificatoare fluorometalice . Densitatea de nnegrire minim a radiografiei, n zona metalului depus fr defecte, va fi conform SREN 444.
Stabilirea calitii imaginii radiografice obinute prin tehniica de examinare A se va face conform tabelelor1,2,3,4, sau 5 din CR 13 -03, n funcie de tipul indicatorului de calitate a imaginii utilizat i modul de plasare al acestuia .
Poziionarea ICI i modul de utilizare a tabelelor 1+5 vor fi n conformitate cu prevederile anexei 2 din CR 13-2003.
Fiecare operator va avea un indicativ pe radiografie, format dintr-un numr sau liter din plumb stabilite prin decizie dat de conducerea unitii, astfel nct s poat fi identificat operatorul care a executat radiografia .
Repetarea radiografiei datorit imaginilor echivoce sau lipsei de sensibilitate a imaginii se va identifica pe radiografie printr-o liter din plumb ( E2, E3, etc. )
Dac dou radiografii ale aceleiai poziii examinate prezint imagini echivoce n zone diferite se poate accepta examinarea. n acest caz ambele filme se vor arhiva i vor fi menionate n anexa buletinului de examinare .
n cazul examinrilor mbinrilor sudate cap la cap a evilor conform anexei 2 din CR 13-03, indicatorul de calitate a imaginii radiografice va fi poziionat pe eav n zona cea mai apropiat de sursa de radiaii.
Poziionarea ICI i modul de utilizare a tabelelor 1+5 vor fi n conformitate cu prevederile anexei 2 din CR 13-03. Pentru mbinrile sudate rectilinii se va folosi tabelul 1 sau 2 din CR13-03 . Remanierile se vor identifica pe radiogram printr-o liter din plumb (R1 remedierea nti R2 remedierea a doua, etc).5. CRITERII DE ACCEPTARE A CALITII IMAGINII RADIOGRAFICE
Sunt considerate acceptabile toate radiografiile care ndeplinesc, n urma examinrii, urmtoarele condiii :
-lips imaginii echivoce n zone de interes .
-nivelul de calitate al imaginii este cel cerut n tabelul 1,2,3,4.
Criteriile de acceptare sunt cele indicate n capitolul 4.13 al CR13-03 .
6. STABILIREA CALITII MBINRILOR SUDATE CAP LA CAP
n sensul prezentelor pescripii tehnice se definesc urmtoarele noiuni :
- Indicaie de discontinuitate rotunjit este orice imagine cu contur regulat, circular sau oval a carei dimensiune maxim este mai mic sau egal cu trei ori dimensiunea minim a sa .
- Indicaie de discontinuitate alungit este orice imagine cu contur regulat sau neregulat, de form alungit a carei dimensiune maxim este mai mare de trei ori dimensiunea minima a sa .
- Indicaie de discontinuitate rotunjit izolat este acea indicaie a crei margine este situat la o distan de cel puin 25mm fa de marginea indicaiei celei mai apropiate
- Indicaii de discontinuiti rotunjite distribuite sunt acele indicaii ntre marginile crora este o distan cuprins ntre 25mm i de trei ori dimensiunea maxim a celei mai mari
- Indicaii de discontinuiti rotunjite grupate sunt formate din cel puin trei indicaii ntre marginile crora este o distan mai mic dect de trei ori dimensiunea maxim a celei mai mari. Lungimea grupului se definete prin distana dintre marginile exterioare ale celor doua indicaii care sunt cele mai ndeprtate ntre ele .
- Indicaii de discontinuiti rotunjite aliniate sunt formate din cel puin trei indicaii care ating o linie paralel cu axa mbinrii sudate, trasat prin centrul celor dou indicaii extreme, iar distana dintre marginile a dou indicaii succesive este mai mare dect de trei ori dimensiunea maxim a celei mai mari.
- Indicaii de discontinuiti rotunjite aliniate grupate n cadrul indicaiilor de discontinuiti rotunjite aliniate sunt formate din cel puin dou astfel de indicaii ntre marginile crora este o distan egal sau mai mic dect de trei ori dimensiunea maxim a celei mai mari .
- Dou sau mai multe indicaii de discontinuiti rotunjite ntre marginile crora este o distan egal sau mai mic dect dimensiunea maxim a celei mai mari, se apreciaz cu o singur indicaie de discontinuitate a crei dimensiune maxim este egal cu distana maxim ntre marginile exterioare ale indicaiilor discontinuitilor respective.
- Indicaii de discontinuiti alungite izolate sunt acele indicaii ntre ale cror margini cele mai apropiate este o distan mai mare dect de ase ori lungimea maxim a celei mai mari indicaii .
- Indicaii de discontinuiti alunjite aliniate sunt formate din cel puin dou indicaii de discontinuiti alungite ntre ale cror margini cele mai apropiate este o distan egal sau mai mic dect de ase ori lungimea maxim a celei mai mari indicaii.
- Dou sau mai multe indicaii de discontinuiti alunjite ntre marginile crora este o distan egal sau mai mic dect dimensiunea maxim a celei mai mari se apreciaz ca o singur discontinuitate a crei dimensiune maxim este egal cu distana maxim ntre marginile exterioare ale indicaiilor discontinuitilor respective.
- Se definete drept grosime t , grosimea materialului de baz al mbinarii sudate . n cazul cnd cele doua materiale de baz cu care se realizeaz mbinarea sudat au grosimi diferite, grosimea t va fi egal cu grosimea materialului de baz cel mai subire.
n imbinrile sudate nu sunt admise defecte de tipul fisur, lips de topire, neptrundere i crestturi.
Discontinuiti admise n mbinrile sudate sunt cele care au indicaia (imaginea proiectat pe radiofilm) rotunjit sau alunjit, n limitele prevzute .
Discontinuiti rotunjite din imbinrile sudate se admit dup cum urmeaz. Vor fi considerate relevante numai acele indicaii de discontinuiti rotunjite ale cror dimensiuni maxime depesc urmtoarele valori :
- 1/10 t pentru t mai mic decit 3 mm
- 0,4 mm pentru t cuprins ntre 3 mm i 6 mm inclusiv
- 0,8 mm pentru t cuprins ntre 6 mm i 60 mm inclusiv
- 1,5 mm pentru t mai mare dect 60 mm
Discontinuitile rotunjite izolate sunt admise dac dimensiunea maxim a indicaiilor acestora este egal sau mai mic dect 1/3 t, dar nu mai mare de 6 mm.
n cazul retasurilor la rdcin izolate, lungimea acestora sa nu fie mai mare de 20 % din circumferina interioara a evii ;
n cazul mai multor retasuri la radacin, lungimea total a acestora s nu depeasc 30 % din circumferina interioar a evii, iar distana dintre dou retasuri alturate s fie cel puin egal cu 10 % din circumferina respectiv.
n cazul examinrii unei mbinri sudate placate, aprecierea calitii mbinrilor sudate placate, se va face separat pentru mbinarea materialului de rezisten i a placajului, n funcie de grosimile acestora. n acest scop se va examina mai nti n mod obligatoriu mbinarea sudat a materialului de rezisten i apoi ansamblul. Stabilirea calitii mbinrii sudate a materialului de rezisten se face n conformitate cu prevederile prezentei prescripii, iar stabilirea calitii mbinrii placajului se va face n conformitate cu prevederile proiectului ( desenul tip de ansamblu )
n cazuri speciale, n care se consider necesar, n condiiile prevzute de SR EN 444, aprecierea calitii mbinrilor sudate, se va face conform proiectului, documentaiei de execuie, pe baza unor proceduri tehnice de lucru avizate de ISCIR INSPECT respectnd standardele aplicabile precum i prescripiile tehnice colecia ISCIR aplicabile i altor reglementri ( standarde europene ) cu acordul scris al ISCIR INSPECT .
7. INSTRUIREA PERSONALULUI
Prezenta procedur va fi prelucrat de ctre eful laboratorului CND la emitere, modificare, i revizie cu tot personalul din cadrul Laboratorului CND.
8. NREGISTRAREA REZULTATELOR
n cazul acceptrii imaginii radiografice a filmului, precum i a calitii mbinrii sudate pe care o reprezint, interpretatorul va certifica acest lucru prin aplicarea tampilei pe o poriune a filmului n afara zonei de interes .
Laboratorul de examinri cu radiaii penetrante va avea i va ine la zi un registru de eviden a lucrrilor executate, conform CR13-2003 .
Rezultatul examinrii prin radiaii penetrante va fi cosemnat ntr-un buletin de examinare ntocmit conform anexei 1,din CR13-2003.
Planul de examinare radiografic face parte din desenul tip de ansamblu i este completat de interpretatorul radiografiilor .9. ANEXE
Anexa cu geometriile de expunere
Buletin de examinare cu radiaii penetrante conform CR 13-2003.
Intre producator si beneficiar se pot conveni detalii, completari sau modificari fata de prevederile acestei proceduri. De asemenea, la solicitarea beneficiarului raportul de examinare poate fi eliberat pe alt tip de formular dect cel continut in prezenta procedura.
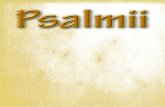
Tehnica de iradiere prin doi pereti:
a) iradierea cordoanelor circulare la tuburi
b) iradierea cordoanelor longitudinale la tuburi
c) iradierea oblica a cordoanelor circulare la tevi, cu interpretarea ambilor pereti (expunere in elipsa)
d) iradierea cordoanelor circulare la tevi cu axa fascicolului in planul sudurii, cu interpretarea ambilor pereti
Criterii de acceptare si respingere
Se considera respinse urmatoarele discontinuitati: discontinuitati rotunjite izolate mai mari decit 1/3t sau 6mm, discontinuitati rotujite distribuite mai mari de 1/4t sau 4mm, discontinuitati rotunjite grupate daca lungimea grupului depaseste 2t sau 25mm, mai multe grupari de discontinuitati rotunjite daca depasesc 25mm pe o lungime de 150mm aimbinarilor sudate, discontinuitati rotunjite aliniate daca dimensiunile maxime ale indicatiilor sunt mai mari decat t pe o lungime de 12t, discontinuitati alungite izolate mai mari decat t/3, discontinuitati alungite aliniate daca lungimea totala a grupului depaseste t pe o lungime de 12t a imbinarii sudate, unde t este grosimea sudurii materialului de baza (conform CR 13-2003). In nodurile de sudura discontinuitatile rotunjite se amplifica cu coeficientul 0,5 iar cele alungite cu coeficientul 0,3. Se considera respinse retasurile in cazul cand lungimea acestora este mai mare de 20% din circumferinta tevii iar in cazul mai multor retasuri, lungimea totala a acestora sa depaseasca 30% din circumferinta interioara a tevii iar distanta dintre doua retasuri alaturate sa fie mai mica de 10% din circumferinta respectiva. Nu se admit fisuri si lipsa de topire.