Flansa
53
TEHNOLOGIA MATERIALELOR ~TEMA DE CASA~ Aron Alexandru
-
Upload
moraru-iulia -
Category
Documents
-
view
919 -
download
40
description
proiect flansa
Transcript of Flansa

TEHNOLOGIA MATERIALELOR
~TEMA DE CASA~
Aron Alexandru Grupa: 2110 B
Sa se proiecteze procesul tehnologic optim de realizare a piesei

“Flansa” in conditiile unui numar necesar de bucati n= 1000 buc/an.
Etapele de rezolvare
1.Stabilirea rolului functional al piesei folosind analiza morfofunctionala a suprafetelor
2.Alegerea materialului optim pentru confectionarea piesei
3.Stabilirea procedeelor posibile de realizare a piesei-semifabricat
4.Obtinerea piesei-semifabricat printr-un procedeu tehnologic de turnare
5.Obtinerea piesei-semifabricat printr-un procedeu de deformare plastica
6.Analiza tehnico-economica a doua variante de proces tehnologic si determinarea variantei optime de obtinere a piesei-semifabricat
7.Succesiunea logica a tuturor operatiilor necesare obtinerii piesei-semifabricat prin procedeul optim
8.Succesiunea logica a tuturor operatiilor si fazelor necesare obtinerii piesei finite

1.Stabilirea rolului functional al piesei folosind analiza
morfofunctionala a suprafetelor
Cunoasterea rolului functional este prima etapa in proiectarea oricarui proces tehnologic de realizare a piesei respective, deoarece se face in primul rand o proiectare functionala care trebuie sa se coreleze cu proiectarea tehnologica a piesei. Rolul functional al piesei este dat de rolul functional al fiecarei suprafete ce delimiteaza piesa in spatiu de aceea, in primul rand se stabileste rolul functional al fiecarei suprafete folosind metoda de analiza morfofunctionala a suprafetelor, ce presupune parcurgerea urmatoarelor etape:
1.1. Descompunerea piesei in suprafete cat mai simple (vezi fig.1)1.2. Notarea tuturor suprafetelor ce delimiteaza piesa in spatiu (vezi
fig.1)
1.3. Analiza fiecarei suprafete in parte

S-a analizat fiecare suprafata in parte din urmatoarele puncte de vedere: * forma geometrica a suprafetei * dimensiunile de gabarit * precizia dimensionala, precizia de forma, precizia de pozitie * rugozitatea si duritatea
1.4. Intocmirea unui tabel “SUPRAFETE- CARACTERISTICI ”1.5. Stabilirea tipului si rolului functional posibil al fiecarei suprafete
In functie de proprietatile si abaterile fiecarei suprafete in parte pot exista suprafete: * functionale
* tehnologice* de asamblare* auxiliare
1.6. Stabilirea rolului functional al piesei
In general acest tip de piesa se poate folosi la realizarii imbinarii intre doua conducte, a centrarii si fixarii acestora.

Nr.
crt.
Nr. suprafa
ţă
Configuraţia geometrică a
suprafeţei
Dimensiuni de
gabarit[mm]
Caracteristici Rolul funcţional posibil alsuprafeţei
Procedee tehnologice posibile
de realizare a suprafeţei
Precizia dimensională
Precizia de formă
Precizia de poziţie
RugazitateaRa
DuritateaHB
0 1 2 3 4 5 6 7 8 9 10
1 S1 Plana 110 - - - 3.2 În funcţie de material
Tehnologica
Turnare AşchiereDeformare plastică
2 S2 Cilindrica Φ110 - - - 3.2 În funcţie de material
Tehnologica
Turnare AşchiereDeformare plastică
3 S3 Cilindrica Φ6 - - - 3.2 În funcţie de material
Asmblare Aşchiere
4 S4 Plana 14 - - 3.2 În funcţie de material
Functionala
Turnare AşchiereDeformare plastică
5 S5 Sferica R2 - - - 3.2 În funcţie de material
Auxiliara Aşchiere
6 S6 Cilindrica Φ65 +0.02 -
- - 0.8 În funcţie de material
Tehnologica
Turnare AşchiereDeformare plastică
7 S7 Cilindrica Φ80 +0.02 -
- 0.8 În funcţie de material
Functionala
Turnare AşchiereDeformare plastică
8 S8 Toroidala 70 - - - 3.2 În funcţie de material
Auxiliara Aşchiere
9 S9 Tronconica 2x45° - - - 3.2 În funcţie de material
Auxiliara Aşchiere
10 S10 Plana 80 - - - 3.2 În funcţie de material
Tehnologica
Turnare AşchiereDeformare plastică


2.Alegerea materialului optim pentru confectionarea piesei
Alegerea optima a unui material pentru o anumita destinatie este o problema deosebit de complexa care trebuie rezolvata de proiectant, ceea ce inseamna alegerea acelui material ce indeplineste cerintele minime de rezistenta si durabilitate ale piesei in conditiile unui pret de cost minim si a unei fiabilitati sporite. Metoda folosita pentru alegerea materialului optim se numeste metoda de analiza a valorilor optime si are la baza valorificarea la maxim a intregului ansamblu de proprietati functionale, tehnologice si economice. Pentru rezolvarea acesteia trebuiesc rezolvate urmatoarele etape:
∙ stabilirea rolului functional al piesei, a tehnologicitatii constructiei si a conditiilor de functionare ale acesteia. Aceasta etapa s-a rezolvat la punctul precedent.
∙ determinarea si stabilirea factorilor analitici ai proble-mei alegerii materialului optim : se face luand in considerare intregul ansamblu de proprietati functionale, tehnologice si economice.
∙ descompunerea factorilor analitici in elemente prima-re. Toti factorii primari sunt prezentati intr-un tabel “ Materiale-Proprietati“ de forma celui prezentat in tabelul de mai jos.
∙ aprecierea calitativa a factorilor analitici : se face folo-sind un sistem de notare in functie de valoarea fiecarei proprietati k acordandu-i-se o nota tk in functie de precizia care se vrea obtinuta.
∙ stabilirea ponderii importantei fiecarui factor primar se face tinand cont de datele rezultate din etapele precedente , acordand fiecarei proprietati k o pondere dk. In stabilirea ponderii trebuie indeplinita conditia: ∑dk = 1

∙ alegerea solutiei optime la momentul dat : se face aplicand criteriul: ∑tkdk ∙ analiza solutiilor din punct de vedere al utilitatii lor si stabilirea conditiilor de inlocuire economica a unui material cu alt material.
In tabelul de mai jos se prezinta aceasta metoda de analiza care foloseste toate elementele prezentate in etapele anterioare. De remarcat este faptul ca la alegerea materialului optim pentru prelucrarea printr-un anumit procedeu tehnologic proprietatii tehnologice de maxim interes (sudabilitate, turnabilitate, deformabilitate, uzinabilitate) i se va acorda o pondere mai mare. Daca din analiza, materialul optim rezultat nu este si cel mai indicat pentru acel procedeu, atunci se va alege urmatorul material ce are ∑tkdk imediat inferioara.
Atunci, din analiza valorilor obtinute in tabel, materialul optim ales este OLC45 acesta fiind cel cu suma ∑tkdk = 2.85 cea mai mare si indeplinind cel mai bine cerintele functionale, tehnologice si economice.

Nr. Crt
Material
Proprietăţi funcţionaleProprietăţi tehnologice
Proprietăţi economice
OBSFizice Chimice Mecanice
Densitate [kg/dm3]
Conductibi-litatea termică [cal/cmsoC]
Rezistenţa la coroziune [mm/an]
Duritatea [HB]
Rezistenţa la rupere [daN/mm2]
(E*106) [daN/cm2]
Turnabili-tatea
Deforma-bilitatea
Uzinabili-tatea
Preţulde cost [um/kg]
V t1 V t2 V t3 V t4 V t5 V t6 V t7 V t8 V t9 V t10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 231 OL 37 7,3 2 0,2 2 < 0,5 2 163 3 32 2 2,0 2 S 1 B 2 FB 3 2000 3 2,352 OL 50 7,3 2 0,2 2 < 0,5 2 164 3 58 2 2,0 2 S 1 B 2 FB 3 2250 3 2,353
OLC 457,8 2 0,2 2 < 0,5 2 207 3 70 2 2,1 3 S 1 B 2 FB 3 2375 3 2,85 Mat.
optim4 OLC 20 7,4 2 0,2 2 < 0,5 2 190 3 50 2 2,2 3 S 1 B 2 FB 3 2500 3 2,655 OT 400 7,82 2 0,2 2 < 0,5 2 110 2 40 1 2,1 3 FB 3 S 1 FB 3 2000 3 2,76 OT 600 7,82 2 0,2 2 < 0,5 2 169 2 60 2 2,1 3 FB 3 S 1 FB 3 2125 3 2,77 CuZn 15 8,8 2 0,3 3 < 0,5 2 80 1 23 1 1,2 2 FB 3 B 2 FB 3 5000 2 2,458 CuZn39Pb2 8,4 2 0,24 2 < 0,3 3 65 1 16 1 1,2 2 B 2 FB 3 FB 3 6000 1 2,059 CuSn 10 8,8 2 0,11 2 < 0,5 2 70 1 23 1 1,5 2 FB 3 B 3 FB 3 4500 2 2,2510 ATSi5Cu 2,6 2 0,2 2 < 0,1 3 90 1 20 1 0,8 1 FB 3 B 2 FB 3 3125 2 2,1511 41MoCr 11 7,5 2 0,2 2 < 0,5 2 217 3 105 3 2,1 3 S 1 B 2 B 2 3125 2 2,112 12Cr 130 7,5 2 0,3 3 < 0,2 3 187 2 60 2 2,1 3 S 1 S 1 B 2 6500 1 2,013 18MoCr10 7,6 2 0,19 1 < 0,05 3 207 3 88,8 3 1,9 2 S 1 B 2 FB 3 10500 1 2,0514 20MoNi35 7,6 2 0,2 2 < 0,05 3 208 3 117,8 3 1,8 2 S 1 B 2 FB 3 10000 1 2,115 40Cr10 7,4 2 0,1 1 < 0,05 3 217 3 98 3 1,4 2 S 1 B 2 B 2 7500 1 2,416 Fgn 700-2 7,3 2 0,02 1 < 0,5 2 280 3 70 3 1,6 2 FB 3 S 1 B 2 1650 3 2,2517 Fgn 450-5 7,3 2 0,01 1 < 0,5 2 280 3 45 2 1,6 2 FB 3 S 1 B 2 1600 3 2,2518 Fmn 320 7,3 2 0,14 1 > 0,5 2 160 2 32 1 1,6 2 FB 3 S 1 FB 3 1850 3 2,3519 Fc 100 7,4 2 0,13 1 < 0,1 3 150 2 10 1 1,9 2 FB 3 N 0 FB 3 1500 3 2,620 Fc 150 7,3 2 0,135 1 < 0,1 3 150 2 15 1 1,9 2 FB 3 N 0 FB 3 1550 3 2,621 Fc 200 7,1 2 0,14 1 < 0,1 3 210 3 20 1 2 2 FB 3 N 0 FB 3 1550 3 2,622 Fc 250 7,2 2 0,15 1 < 0,1 3 240 3 25 1 2,1 3 FB 3 N 0 FB 3 1550 3 2,4523 Fc 300 7,2 2 0,16 1 < 0,1 3 260 3 30 1 2,1 3 FB 3 N 0 FB 3 1550 3 2,4524 Fc 350 7,2 2 0,17 1 < 0,1 3 280 3 35 1 2,1 3 FB 3 N 0 FB 3 1600 3 2,4525 Fc 400 7,3 2 0,19 1 < 0,1 3 300 3 40 2 2,3 3 FB 3 N 0 FB 3 1600 3 2,45
Ponderea dk d1=0,05 d2=0,05 d3=0,15 d4=0,15 d5=0,1 d6=0,05 d7=0,1 d8=0,1 d9=0,1 d10=0,15 1,0

3.Stabilirea procedeelor posibile de realizare a piesei-semifabricat
Pentru a putea alege procedeele tehnologice acceptabile de realizare a piesei-semifabricat este necesara o analiza a procedeelor tehnologice posibile, avandu-se in vedere clasa din care face parte piesa, tehnologicitatea constructiei, greutatea si dimensiunile de gabarit si tipul productiei. Stabilitatea procesului tehnologic depinde de procedeul de elaborare si alegere a semifabricatului. In functie de acesta se stabilesc apoi felul si numarul operatiilor si fazelor, succesiunea lor si masinile pe care se va realiza piesa finita. Pentru a stabili procedeele tehnologice posibile de obtinere a piesei se va face o analiza a tehnologicitatii pieselor-semifabricat turnate, forjate si matritate.
Din studiul tehnologicitatii pentru turnare se constata ca piesa res-pecta recomandarile privind tehnologicitatea pieselor-semifabricat tur-nate cum ar fi :
alegerea planului de separatie al formei de turnare chiar planul de simetrie al piesei
dimensiunea maxima a piesei se va aseza in plan orizontal uniformitatea racordarilor constructive adaosuri de inclinare, tehnologice si de prelucrare mici
In comparatie cu metoda de obtinere a semifabricatului prin forjare sau matritare, metoda de turnare prezinta unele avantaje, ca :
obtinerea unei forme rationale din punct de vedere al solici- tarilor
un numar mic de operatii un utilaj mai simplu si mai ieftin durata de realizare a semifabricatului este scurtata
Pe langa aceste avantaje trebuie avut in vedere si unele dezavantaje si anume :

rezistenta este mai mica pericolul rebuturilor creste datorita unor defecte de turnare greu
de inlaturat. Piesa-semifabricat poate fi obtinuta si printr-un procedeu de deformare plastica, deoarece indeplineste conditiile impuse de tehnologicitatea pieselor-semifabricat forjate si matritate, cum ar fi :
modificarea configuratiei geometrice a piesei-semifabricat obtinuta prin forjare libera poate fi facuta astfel incat adaosurile de prelucrare, tehnologice si de debitare sa fie minime
razele de racordare ale muchiilor exterioare pot fi alese cat mai mici, pentru ca pierderile dde material indepartat prin aschiere si manopera sa fie reduse
forma constructiva a piesei-semifabricat rezultata permite obbtinerea gradului maxim de apropiere de piesa finite
In realizarea unui semifabricat obtinut prin deformare plastica, o conditie esentiala este repartizarea corespunzatoare a fibrelor de curgere a materialului, de-a lungul acestuia. Piesa studiata mai poate fi obtinuta si direct prin aschiere din bara laminata, insa randamentul de utilizare a materialului in acest caz este foarte scazut. Principalii factori care determina alegerea metodei si procedeului de realizare a semifabricatului sunt :
natura materialului piesei forma si dimensiunile piesei finite precizia geometrica si rugozitatea piesei finite tipul productiei volumul de munca necesar costul prelucrarilor mecanice ulterioare.
Indicarea unuia sau a altuia dintre procedeele tehnologice de obtinere a semifabricatului este conditionata si de factori economici. Obtinerea unor semifabricate cu forma si dimensiuni apropiate de piesa finite este mai scumpa ca cea a semifabricatelor mai putin precise.

Volumul productiei este si el un factor important in alegerea proce-

deului de obtinere a semifabricatului. Astfel, cu cat numarul de piese este mai mare cu atat cheltuielile ce revin pe bucata vor fi mai mici. La productia de serie mare sunt indicate procedee prin care sa se obtina semifabricate cu forme si dimensiuni apropiate de cele ale pieseifinite, cu tolerante stranse, deci cu adaosuri de prelucrare mici, iar in productia de seria mica acesti factori nu mai sunt de prima importanta. In concluzie, s-au ales ca procedee tehnologice acceptabile de realizare a piesei-semifabricat pentru piesa studiata turnarea in forme temporare din amestec de formare obisnuit, realizata manual, si forjarea libera.

4.Obtinerea piesei-semifabricat printr-un procedeu tehnologic de
turnare
Asa cum s-a stabilit la punctul anterior o varianta acceptabile de ob-tinere a piesei-semifabricat pentru piesa “Flansa” o constituie turnarea in fome temporare din amestec de formare obisnuit, realizata manual. Pregatirea formei de turnare, in vederea umplerii cu metal, constituie una din cele mai importante tehnologii din ansamblul procesului de fabricare a piesei turnate. De corecta executie a formelor de turnare depinde in cea mai mare proportie calitatea piesei turnate, deoarece prin metoda de formare fo-losita se influenteaza nemijlocit :
calitatea suprafetelor piesei turnate precizia dimensionala a piesei compactitatea masei metalice structura de cristalizare a aliajului turnat pretul de cost al piesei fabricate
Procesul tehnologic de obtinere a pieselor prin turnare in forme tem-porare poate fi structurat pe urmatoarele etape distincte :
realizarea modelului si a cutiilor de miez, pe baza desenului piesei turnate sau a desenului de executie a modelului si a cutiilor de miez
realizarea formei de turnare si a miezurilor, asamblarea formelor
elaborarea aliajului, transportul si alimentarea formelor tratamentele aplicate la umplerea formei, solidificarea piesei dezbaterea formelor, extragerea piesei solidificate si scoate-
rea miezurilor din piesa separarea retelei de turnare si a maselotelor curatirea tratamentele termice si de suprafata, remedierea defectelor controlul final al piesei

marcarea, conservarea, depozitarea, ambalarea si livrarea catre beneficiar.
Pretul de cost al pieselor turnate depinde de cantitatea de materiale si manopera necesare pentru executia lor. In cazul formarii manuale, manopera pentru confectionarea modelului si a cutiilor de miez depaseste cu mult pe cea pentru confectionarea formei, de aceea piesa trebuie sa fie astfel proiectata incat sa permita confectionarea usoara a modelului si a miezurilor. Modelul si miezurile determina configuratia exterioara, respectiv in-terioara a viitoarei piese realizata prin turnare.
4.1. Intocmirea desenului piesei brut turnate
In vederea intocmirii desenului piesei brut turnate trebuie parcurse urmatoarele etape :
stabilirea pozitiei de fomare : in cazul productiei de unicate si de serie mica se recomanda ca operatia de formare sa se execute manual
stabilirea pozitie de turnare : pozitia piesei in forma de tur-nare si suprafata de separare a acesteia trebuie sa asigure: calitatea solicitata a piesei turnate, consumuri minime pentru realizare si prelucrare mecanica. La alegerea pozitiei de turnare in forma trebuie sa se tina seama de urmatoarele recomandari: la turnarea pieselor de forma complicata si de mare raspundere, partile cele mai importante trebuie sa fie amplasate in partea inferioara a formei, cunoscand faptul ca incluziunile de nisip, zgura si gaze au tendinta de ridicare spre partile superioare ale piesei; daca suprafete ale piesei turnate ce urmeaza a fi prelucrate, sunt amplasate in partea superioara a formei se vor lua masuri astfel incat defectele caracteristice de turnare (retasuri, sufluri, incluziuni ) sa se produca in maselote, rasuflatori sau in adaosurile de prelu-crare prevazute pe suprafetele superioare ale piesei turnate; la turnarea pieselor din aliaje cu contractie mare in timpul solidificarii, pozitia piesei in forma va fi aleasa astfel incat sa se asigure solidificarea dirijata a metalului de la partile sub-

tiri spre cele groase si de la acestea spre maselote; pozitia piesei in forma de turnare trebuie aleasa astfel incat sa se asigure consum de metal minim si un cost cat mai mic.
alegerea planului de separatie : pentru extragerea modelului din forma, acesta se sectioneaza in doua sau chiar mai multe bucati. In general, la alegerea planului de separatie sunt posibile mai multe solutii, in functie de simetria piesei tur-nate, de prezenta suprafetelor care urmeaza sa fie prelucra-te prin aschiere, de utilajul existent pentru formare si turna-re. Dintre solutiile posibile se alege cea care permite: simpli-ficarea la minimum a constructiei modelului care urmeaza sa fie executat din cat mai putine parti componente; extra-gerea usoara a piesei din forma; suprafata de separatie a formei trebuie sa fie pe cat posibil plana si una singura; obtinerea formei cu cele mai putine miezuri, deoarece mie-zurile necesita manopera suplimentara; montarea usoara si sigura a miezurilor in forma; umplerea usoara si completa a formei.
stabilirea adaosurilor de prelucrare : adaosurile de prelucra-re se prevad pe toate suprafetele piesei ale caror precizii di-mensionale si rugozitati nu pot fi obtinute prin turnare. Factorii principali de care depinde marimea adaosului de prelucrare sunt: natura aliajului care se toarna; pozitia su-prafetei; metoda de formare; dimensiunea piesei si a supra-fetei care se prelucreaza; clasa de precizie a piesei turnate.
stabilirea adaosurilor tehnologice : acestea se prevad pe toate suprafetele a caror configuratie sau pozitie nu poate fi obtinuta direct din turnare sau in vederea simplificarii for-mei tehnologice a piesei.
stabilirea adaosurilor de inclinare : deoarece modelul tre-buie extras din forma, se admite ca peretii perpendiculari pe planul de separatie sa fie construiti cu inclinari, asa-numite inclinari constructive, chiar daca nu sunt prevazute pe dese-nul piesei finite. Daca suprafetele respective se prelucreaza prin aschiere, inclinarile constructive trebuie sa fie cat mai mici posibil, pentru a nu se mari manopera la prelucrare si pierderile de metal prin aschii.
stabilirea racordarilor constructive : racordarile construc-

tive sunt rotunjiri ale unghiurilor interioare sau exterioare intre doi pereti ai piesei turnate. Scopul racordarilor con-structive este multiplu: de a preveni efectul daunator al transcristalizarii, de a preveni formarea nodurilor termice; de a preveni ruperea formei la extragerea modelului. Marimea razei de racordare interioara r se alege intre 1/5 si 1/3 din media aritmetica a grosimii peretilor de racordat, iar raza exterioara R se ia egala cu raza mica r, plus media aritmetica a grosimii peretilor care se racordeaza.

4.2. Intocmirea desenului modelului
Constructia desenului modelului se face pornind de la desenul piesei brut turnate, care se completeaza cu adaosurile de contractie si cu mar-cile pentru sustinerea miezurilor, daca piesa prezinta goluri interioare. Modificarea volumului si, implicit, a dimensiunilor, care are loc la incalzirea sau racirea aliajelor metalice, nu poate fi eliminate, ea avand loc ca urmare a proprietatilor fizice, specifice fiecarui aliaj. Aceasta modificare de volum poate si trebuie sa fie compensate sau diminuata in cadrul proiectarii tehnologiei de turnare prin aplicarea adaosului de contractie. Modelele nu se pot construi absolute exacte, conform cotelor de pe desen, oricata atentie s-ar acorda la confectionarea lor. In plus, urmarirea construirii unui model deosebit de precis mareste pretul de cost in mod nejustificat. De aceea, se admite in practica constructia de modele cu anumite tolerante.
4.3. Executia formei de turnare
De corecta executie a formei de turnare depinde in cea mai mare proportie calitatea piesei turnate deoarece prin metoda de formare folosita se influenteaza nemijlocit: calitatea suprafetei piesei turnate; precizia dimensionala; compactitatea masei metalice; structura de cristaliza-re a aliajului turnat; pretul de cost al piesei fabricate. Dupa solidificarea si racirea piesei turnate sub o anumita temperatu-ra, formele se dezbat ( se distrug ) in vederea extragerii piesei. Este de dorit ca timpul de mentinere a pieselor in forma dupa turnare sa fie cat mai scurt pentru a realiza o productivitate ridicata. Timpul de mentinere a pieselor in forma difera de la un aliaj la altul, iar la acelasi aliaj timpul creste cu masa piesei. Dupa dezbaterea formelor, piesa se supune operatiei de indepartare a retelei de turnare.


5.Obtinerea piesei-semifabricat printr-un procedeu de deformare
plastica
Deformarea plastica este metoda de prelucrare dimensionala prin care, in scopul obtinerii unor semifabricate sau produse finite, se realizeaza deformarea permanenta a materialelor fara fisurare, prin aplicarea fortelor exterioare. Avantajele metodei de prelucrare a metalelor prin deformare sunt:
consumul minim de material imbunatatirea proprietatilor din cauza structurii mai omogene sau
mai dense care rezulta in urma acestor prelucrari precizia mare de prelucrare mai ale la rece reducerea duratei prelucrarii ulterioare prin aschiere posibilitatile de obtinere a unor forme complexe cu un numar minim
de operatii si manopera simpla marirea productivitatii muncii.
Necesitatea aplicarii unor forte mari pentru deformare, face ca investitiile initiale sa fie mari, ceea ce poate fi considerat ca un dezavantaj al acestei metode. Procedeul de deformare plastica acceptabil pentru piesa studiata este forjarea libera. Forjarea permite realizarea celor mai variate forme de piese, de la cele mai simple pana la unele complexe, cu mase variind de la cateva sute de grame pana la sute de tone. Pe langa faptul ca permite obtinerea unor piese cu forme si dimensiuni variate, asigura si imbunatatirea substantiala a proprietati-lor mecanice ale materialului, fapt ce face ca procedeul sa se utilizeze si pentru obtinerea unor piese care in exploatare vor fi supuse la solicitari deosebit de mari: arbori in trepte, axe, biele, arbori cotiti, supape, etc.

Pentru realizarea piesei studiate prin forjare libera trebuie parcurse urmatoarele etape:
5.1. Intocmirea desenului piesei brut forjate
Constructia desenului piesei brut forjate se realizeaza pornind de la desenul de executie al piesei finite, pe care se trec :
adaosurile de prelucrare Ap : se prevad pe toate suprafetele a caror precizie dimensionala si rugozitate nu poate fi obtinuta direct din forjare libera. Marimea adaosurilor de prelucrare si abaterile limita la semifabricatele forjate liber se stabilesc in functie de lungimea maxima a piesei finite, precum si de tipul piesei. Pentru piesa
“Flansa” adaosul de prelucrare este de 18+/- 6.
adaosurile tehnologice At : se amplaseaza pe toate suprafetele ce nu pot rezulta din forjarea libera sau in vederea cresterii tehnologicitatii la forjare. Pentru piesa “Flansa” adaosurile tehnologice se prevad la suprafeta S3.
adaosurile de debitare Ad : se prevad la capetele piulitei si au maxim 15 °
racordarile constructive Rc : sunt rotunjiri ale unghiurilor interioare sau exterioare intre doi pereti ai piesei forjate, deoarece prin procedeul tehnologic de forjare libera nu se pot obtine unghiuri ascutite.
Modul de amplasare pe piesa “Flansa” este prezentat in figura urmatoare:


6.Analiza tehnico-economica a doua variante de proces tehnologic si
determinarea variantei optime de obtinere a piesei-semifabricat
Rezolvarea acestei probleme se face tinand cont de expresia costului unui lot de piese obtinut printr-un proces tehnologic de turnare in forme temporare si a unui proces tehnologic de forjare libera. Pentru fiecare din aceste doua tehnologii de obtinere a piesei studiate se poate scrie relatia: C1,2 = F1,2 + n∙V1,2 [lei/lot]
in care : F1,2 reprezinta cheltuielile fixe V1,2 reprezinta cheltuielile variabile
Daca se considera primul proces tehnologic de obtinere a piesei turnarea in forme temporare se poate scrie relatia: CTT = 1000 u.m. + 1000∙120 u.m. [lei/lot] CTT =109000 [lei/lot]
unde:- CTT este costul unui lot de piese obtinut prin turnare in forme temporare - F1 = 1000 u.m. reprezinta costurile fixe pentru acest procedeu (costurile cu ramele de turnare, cu amestecul de formare, cu regia sectiei, cu SDV-urile ) - V1 = 120 u.m. sunt costurile variabile (cu manopera, cu materialul din care se vor face piesele, etc.) - u.m. = unitate de masura etalon
Daca se considera al doilea process tehnologic de obtinere a piesei de-formarea plastica prin forjare libera se poate scrie relatia:

CDF = 6000 u.m. + 1000∙100 u.m. [lei/lot] CDF =96000 [lei/lot]
unde: -CDF este costul unui lot de piese obtinut prin deformare plastica-F2 = 6000 u.m. reprezinta costurile fixe pentru acest procedeu(costurile cu instalatia de deformare, regia sectiei, cu SDV-urile)
- V2 = 100 u.m. sunt costurile variabile (cu manopera, cu materialul din care se vor realize piesele, etc.)
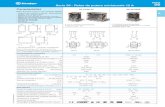
Exprimarea grafica a celor doua costuri pentru cele doua tipuri de procese tehnologice este prezentata in figura fig.6.1.
Pentru alegerea variantei optime de proces tehnologic se determina valoa-rea lui ncr = 250 buc ( prin egalarea expresiilor costurilor celor doua procese tehnologice ).
Deci, pentru un numar de bucati mai mic de 250 procesul tehnologic optim de obtinere a piesei este PT1 prin urmare varianta optima este turnarea in forme temporare din amestec de formare obisnuit. Daca numarul de piese ce trebuie realizat este mai mare de 250 bucati, procesul tehnologic optime de realizare a piesei este forjarea libera.
Pentru piesa “Flansa” procesul tehnologic optim de realizare este forjarea libera.

Fig.6.1. Alegerea variantei optime a unui procedeu tehnologic de realizare a unui lot de piese

7. Succesiunea logica a tuturor operatiilor necesare obtinerii piesei-semifabricat
prin procedeul optim
Procedeul tehnologic optim de obtinere a semifabricatului a rezultat forjarea libera. Procesul tehnologc de obtinere prin forjare libera a piesei “Flansa” cuprinde urmatoarele etape :
7.1. Stabilirea rolului functional al piesei
Pentru rezolvarea acestei etape, deoarece rolul functional al piesei nu se modifica, se va folosi analiza similara prezentata in capitolul 1.
7.2. Alegerea materialului optim
Se face folosind metoda analizei valorilor optime. Deoarece in prima parte, materialul optim determinat a fost OLC 45, acesta se va folosi si pentru obtinerea piesei printr-un procedeu de deformare plastica deoarece corespunde si cerintelor acestui procedeu tehnologic.
7.3. Intocmirea desenului piesei brut forjate
Pentru realizarea acestei etape se va folosi intocmirea piesei brut forjate de la capitolul 5.1.
7.4. Determinarea masei semifabricatului initial
Pentru determinarea masei semifabricatului initial msf ce va fi prelucrat prin forjare libera se foloseste urmatoarea formula:
msf =mpf + ma + mat + map + mad + mrc
unde:
mpf - masa piesei finite

ma - masa pierderilor prin arderemat - masa adaosurilor tehnologicemap - masa adaosurilor de prelucraremad - masa adaosurilor de debitaremrc - masa razelor de racordare
7.5. Debitarea la dimensiuni
Tinand cont de legea volumului constant, semifabricatul ce se va prelucra prin forjare libera va fi de forma cilindrica cu diametrul d =110 mm si lungimea l = 210 mm.
7.6. Controlul initial
Aceasta etapa are in vedere controlul semifabricatului initial prin metode nedistructive pentru a nu fi in situatia de a incepe prelucrarea unui material cu defecte ( retasuri interioare sau exterioare, fisuri, crapaturi ) mai ales in cazul in care semifabricatul initial a fost obtinut prin turnare continua.
7.7. Stabilirea parametrilor regimului de incalzire
Forjarea libera este un procedeu de deformare plastic ace se poate realiza la cald sau la rece. Prin deformarea la cald fortele necesare procesului se reduc considerabil. In aceasta situatie parametrii ce caracterizeaza procesul de incalzire sunt : temperatura de inceput de deformare si de sfarsit de deformare; viteza de incalzire ; durata incalzirii si mediul de incalzire .
7.8. Alegerea utilajului de incalzire
Se face in functie de valorile parametrilor regimului de incalzire si in functie de natura semifabricatului. S-a ales un cuptor cu incalzire cu flacara.
7.9. Incalzirea semifabricatului in vederea forjarii
Se face la o temperatura mai mare cu 300°C decat temperatura de inceput de deformare.

7.10. Forjarea propriu-zisa
In vederea obtinerii semifabricatului prin forjare libera din care se va prelucra piesa “Flansa” se vor parcurge urmatoarele etape:
refularea semifabricatului initial – este operatia de forjare libera ce consta in modificarea sectiunii transversale a unui semifabricat
gaurirea pe dorn – se executa in vederea obtinerii alezajului strapuns al piesei ; aceasta etapa executandu-se in mai multe etape :
- pregaurirea cu ajutorul unui dorn la adancimea de 50 mm- gaurirea propriu-zisa- strapungerea gaurii cu ajutorul unui dorn de strapungere- calibrarea gaurii
intinderea pe dorn
7.11. Curatirea piesei obtinute
Se inlatura eventual stratul decarburat sau oxizii de la suprafata materialului astfel incat sa fie pregatit pentru urmatoarea etapa de prelucrare si anume prelucrarea prin aschiere.
7.12. Tratamentul termica final
Se face in functie de viitoarea destinatie a semifabricatului forjat.
7.13. Controlul final
7.14. Ambalarea si expedierea catre beneficiar



8. Succesiunea logica a tuturor operatiilor si fazelor necesare
obtinerii piesei finite
Nr Denumireaoperatiei
Succesiunea operatiilor Scule
folositeMasinaunealta
1 Control semifabricat
-control cu ultrasunete sau Rx-se controleaza toate dimesiunile
2Frezare şi centruire
-frezare suprafata frontala capat stanga-frezare suprafata frontala capat dreapta-centruire A1,6 STAS 361-82
- burghiu elicoidal;- burghiu de centruit;- freză cilindro-frontală;- dispozitiv de frezat;- şubler
Maşină de frezat şi centruit
3 Strunjire de degroşare
-strunjire cilindrica exterioara Φ110-strunjire cilindrica exterioara Φ80-strunjire cilindrica interioara Φ65-strunjire frontala capat stanga-strunjire frontala capat dreapta
- cuţit de strunjit exterior;- universal cu trei bacuri;- cuţit de strunjit frontal;- şubler
S.N. 400



4 Frezare canal de pană
-frezare canal de pana de latime 8mm pe o lungime de 21mmm- frezare canal de pana de latime 5.85mm pe o lungime de 6mmm
- freză cilindro-frontală;- dispozitiv de frezat;- subler
F.V. 32x132
5 Gaurirea -gaurire la Φ6 -burghiu elicoidal


6 Tratament termic Cuptor

7 Rectificare
-rectificare de degrosare-rectificare de finisare
- inimă de antrenare;- piatră abrazivă cilindrică;micrometru
R.I. 3250
8 Control final
-se controleaza toate dimensiunile-se masoara rugozitatile pe fusuri si maneton
-Subler -micrometru-Rugozimetru