FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI ......FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT...
42
Transcript of FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI ......FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT...

FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
2
UNIVERSITATEA TEHNICĂ “GHEORGHE ASACHI” DIN IAŞI
ŞCOALA DOCTORALĂ A FACULTĂŢII
DE CONSTRUCŢII DE MAŞINI
ŞI MANAGEMENT INDUSTRIAL
CONTRIBUŢII TEORETICE ŞI EXPERIMENTALE
LA STUDIUL PRELUCRABILITĂŢII PRIN GĂURIRE CU BURGHIUL
TEZĂ DE DOCTORAT REZUMAT
Ing. Vasile Manole
Conducător de doctorat : Prof. univ. dr. ing. Laurențiu Slătineanu
IAŞI, 2017
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
3
CUPRINS
Cap. 1. SITUAȚIA ACTUALĂ A CUNOȘTINȚELOR TEHNICE ȘI ȘTIINȚIFICE PRIVIND
PROCESUL DE PRELUCRARE PRIN GĂURIRE CU BURGHIUL UTILIZÂND FORȚE
CONSTANTE DE AVANS …………………………….…………………………………………......5
1.1. Apariția procedeelor de prelucrare prin găurire cu burghiul………………………….5
1.2 Aspecte generale privind procesul de prelucrare prin găurire cu burghiul……………6
1.3 Importanța cunoașterii caracteristicilor de prelucrabilitate prin găurire cu burghiul….7
1.4 Mașinile de găurit și caracteristicile acestora………………………………………….7
1.5 Evoluția cercetărilor privind prelucrabilitatea prin găurire cu burghiul și utilizând forțe
constante de avans………………………………………………………………………………….....7
1.6 Metoda de măsurare a forțelor la găurirea cu burghiul……………………………….9
1.7 Influența materialului semifabricatului asupra indicatorilor de prelucrabilitate………….9
1.8 Influența factorilor constructiv-funcționali ai sculei asupra procesului de găurire cu
burghiul…………………………………………………………………………………………….....9
1.9 Influența formei părții active a tăișului…………………………………………………..10
1.10 Concluzii……………………………………………………………………………….10
Cap. 2. OBIECTIVELE ACTIVITĂȚII DE CERCETARE PRIVIND GĂURIREA CU BURGHIUL
………………………………………………………………………………………........................11
Cap. 3 CONTRIBUȚII TEORETICE LA STUDIUL PRELUCRABILITĂȚII PRIN GĂURIRE CU
BURGHIUL, UTILIZÂND FORȚE CONSTANTE DE AVANS ……………….………………….12
3.1 Elemente de bază privind procesul de găurire cu burghiul utilizând forțe constante de
avans………………………………………………………………………………………………...12
3.2 Analiza sistemică a procesului de găurire cu burghiul…………………………………..12
3.3 Analiza procesului de prelucrare cu burghiul prin intermediul diagramei Ishikawa…….14
3.4 Analiza SWOT a procesului de găurire cu burghiul……………………………………...15
3.5 Utilizarea metodei diagramei de idei în cazul unui echipament pentru studiul
prelucrabilității prin găurire cu burghiul, utilizând forțe constante de avans………………………..16
3.6 Selectarea unei scheme de lucru pentru evaluarea prelucrabilității prin găurire cu burghiul,
utilizând forțe constante de avans…………………………………………………………………....17
3.7 Utilizarea metodei proiectării axiomatice pentru conceperea unui echipament utilizabil la
studiul prelucrabilității prin găurire cu burghiul și folosind forțe constante de avans………………..21
3.8 Factori capabili să exercite o influență asupra valorilor indicilor de prelucrabilitate…….23
3.9 Concluzii………………………………………………………………………………...23
Cap. 4. MATERIALE ȘI ECHIPAMENTE PENTRU STUDIUL PROCESULUI DE PRELUCRARE
PRIN GĂURIRE CU BURGHIUL, UTILIZÂND FORȚE CONSTANTE DE AVANS …………..25
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
4
4.1 Stabilirea materialelor pentru studiul procesului de prelucrare prin găurire cu burghiul
utilizând forțe constante de avans…………………………………………………………………...25
4.2 Echipament pentru studiul procesului de prelucrare prin găurire cu burghiul, utilizând forțe
constante de avans…………………………………………………………………………………..26
4.3 Echipamente pentru studiul procesului de prelucrare prin găurire cu burghiul utilizând
forțe constante de avans …………………………………………………………………………….27
4.3.1 Balanța analitică de tip Partner RADWAG AS20……………..........................27
4.3.2 Microscopul digital de tip Intel Play QX3 plus………………………………...27
4.4 Concluzii………………………………………………………………………………...28
Cap. 5. CONTRIBUȚII EXPERIMENTALE LA STUDIUL PRELUCRABILITĂȚII PRIN
GĂURIRE CU BURGHIUL UTILIZÂND FORȚE CONSTANTE DE AVANS …………………..29
5.1 Aspecte generale privind dezvoltarea unor cercetări experimentale în legătură cu
prelucrabilitatea prin găurire cu burghiul utilizând forțe constante de avans………………………..29
5.2 Etalonarea echipamentului utilizat pentru efectuarea cercetărilor experimentale privind
prelucrabilitatea prin găurire cu burghiul și folosind forțe constante de avans………………………29
5.3. Posibilități de stabilire a unor modele matematice empirice ……………………………31
5.4. Utilizarea metodei celor mai mici pătrate pentru prelucrarea matematică a rezultatelor
experimentale……………..………………………………………………………………………...31
5.5. Planificarea încercărilor experimentale…………………………………………………31
5.6 Rezultate experimentale obținute prin utilizarea metodei celor mai mici pătrate la studiul
prelucrabilității prin găurire cu burghiul, utilizând forțe constante de avans ………………………32
5.7. Rezultatele obținute în cazul epruvetelor din oțel 1 C 45, utilizând metoda Taguchi în
cazul evaluării prelucrabilității prin găurire cu burghiul, utilizând forțe constante de avans
……………………………………………………………………………………………………....34
5.8 Concluzii………………………………………………………………………….....35
Cap. 6. CONCLUZII GENERALE, CONTRIBUȚII PROPRII ȘI DIRECȚII VIITOARE DE
CERCETARE………………………………………………………………………………….........37
6.1 Concluzii generale rezultate din studiul literaturii de specialitate in legătură cu evaluarea
prelucrabilității prin găurire cu burghiul…………………………………………………….............37
6.2 Contribuții proprii teoretice și experimentale……………………………….…………...37
6.3. Concluzii finale și intenții de continuare a cercetărilor………………………………….39
Referințe bibliografice………………………………………………………………………………40
Lista lucrărilor publicate în perioada activității doctorale…………………………………………149
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
5
CAP. 1. SITUAȚIA ACTUALĂ A CUNOȘTINȚELOR TEHNICE ȘI ȘTIINȚIFICE
PRIVIND PROCESUL DE PRELUCRARE PRIN GĂURIRE CU BURGHIUL UTILIZÂND
FORȚE CONSTANTE DE AVANS
1.1.Apariția procedeelor de prelucrare prin găurire cu burghiul
O dată cu evoluția societății, uneltele s-au dezvoltat, astfel încât să fie cât mai simplu de
utilizat.
Burghiul este o sculă care se utilizează pentru a realiza găuri în semifabricate din diverse
materiale metalice, din lemn, din material plastic. Vârful și tăișurile laterale ale acestei scule sunt
esențiale pentru utilizarea lui la realizarea găurilor.
Cu mai mult de 35.000 de ani în urmă, Homo Sapiens a avut ocazia de a identifica beneficiile
folosirii unor instrumente rotative. În esență, se recurgea la rotirea unei bucăți din piatră de stâncă
ascuțită, strânse între mâini, pentru a se obține o gaură într-un obiect din alt material. În acest fel, s-a
ajuns la conturarea soluției pentru o mașina de găurit de mână, prin folosirea unei tije netede, fixate
perpendicular într-un punct pe piesa de prelucrat, după care tija urma a fi antrenată între palme, până
la pătrunderea treptată în material.
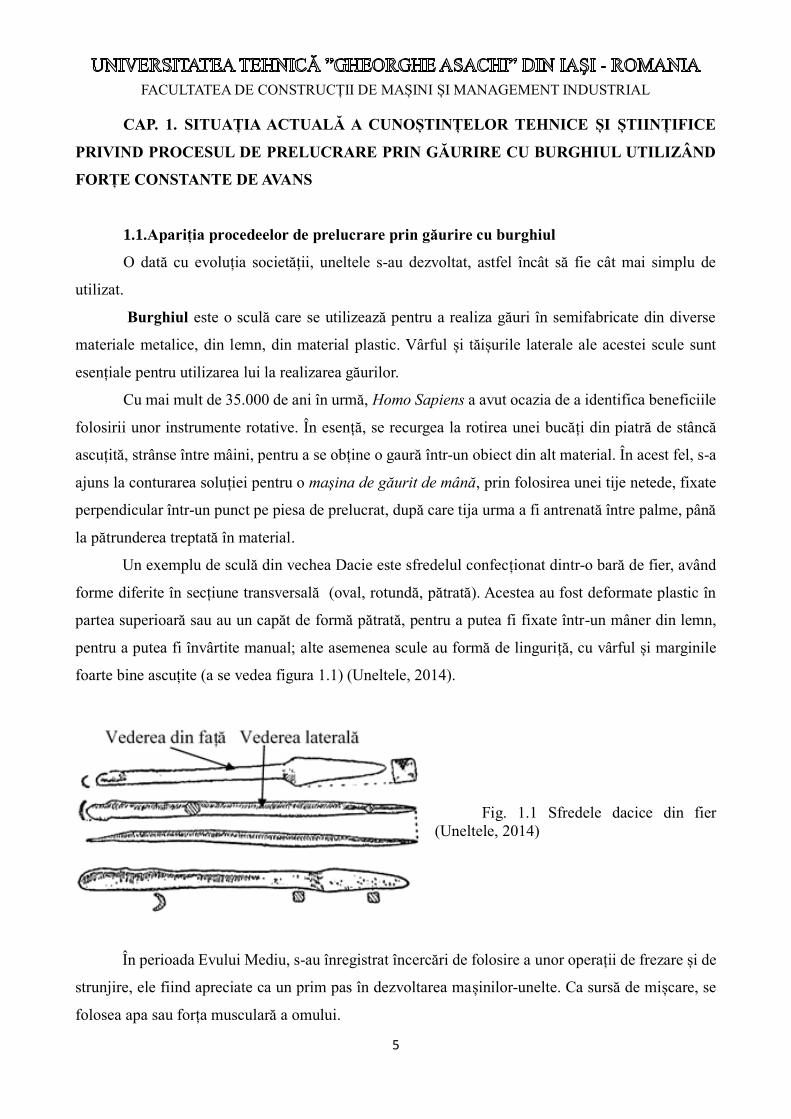
Un exemplu de sculă din vechea Dacie este sfredelul confecționat dintr-o bară de fier, având
forme diferite în secțiune transversală (oval, rotundă, pătrată). Acestea au fost deformate plastic în
partea superioară sau au un capăt de formă pătrată, pentru a putea fi fixate într-un mâner din lemn,
pentru a putea fi învârtite manual; alte asemenea scule au formă de linguriță, cu vârful și marginile
foarte bine ascuțite (a se vedea figura 1.1) (Uneltele, 2014).
Fig. 1.1 Sfredele dacice din fier
(Uneltele, 2014)
În perioada Evului Mediu, s-au înregistrat încercări de folosire a unor operații de frezare și de
strunjire, ele fiind apreciate ca un prim pas în dezvoltarea mașinilor-unelte. Ca sursă de mișcare, se
folosea apa sau forța musculară a omului.

FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
6
Fig. 1.2 Metodă de obținere a găurilor
utilizată în vechimea îndepărtată (Îndrumar, 2014)
Cele dintâi burghie par să fi fost folosite încă din
secolul al XVI-lea, ele dispunând atunci de un
mâner din lemn. Burghie, dar și alte scule pentru
tâmplărie, au fost găsite la bordul navei Carrack,
considerându-se că aceste scule care ar fi fost
inventate de Mary Rose.
La mijlocul secolului al XVIII-lea, importanța unor
ramuri industriale așa cum erau mineritul și industria textilă a
condus și la o dezvoltare rapidă a mijloacelor de producție.
Fig. 1.3 Mașină hidraulică de găurit, concepută de către
Leonardo da Vinci (1452-- 1519)
Astfel, în anul 1765, Smeaton a construit o mașină de
prelucrat alezaje lungi. In 1775, Wilkinson a propus o variantă
îmbunătățită a mașinii lui Smeaton.
1.2 Aspecte generale privind procesul de prelucrare prin găurire cu burghiul
Găurirea cu burghiul (burghierea) este operația tehnologică de prelucrare prin așchiere care
are drept scop obținerea unor găuri (alezaje) în material plin, putându-se executa o asemenea
prelucrare pe mașinile de găurit, pe mașinile de frezat, pe strunguri, pe mașinile de alezat și frezat.
După operația de găurire, găurile mai pot fi prelucrate prin teșire, lărgire, alezare, adâncire sau prin
filetare (Duca et al., 1962; Sauer, 1966; Dițu, 2008; Oprean et al., 1981; Sauer 1982și Ionescu, 1999;
Bohosievici și Pruteanu, 1974; Pruteanu et al., 1981; Neagu et al., 2002; Cănescu, 1972).
Prelucrabilitatea este proprietatea unui material care se referă la capacitatea sa de a fi ușor
de prelucrat. Ea poate fi evaluată, de exemplu, prin luarea în considerare a productivității procesului,
deci a volumul materialului detașat într-un anumit interval de timp (Gherman et al., 2011).
Prelucrabilitatea prin găurire cu burghiul este o proprietate tehnologică ce aparține
materialului supus prelucrării și ea se referă la capacitatea acestuia de a suporta prelucrări prin găurire
cu ajutorul unei scule așchietoare de tip burghiu (Grămescu, 1982; Epureanu et al., 1983; Bohosievici
și Pruteanu, 1974; Pruteanu et al., 1981; Pruteanu, 1990).
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
7
1.3 Importanța cunoașterii caracteristicilor de prelucrabilitate prin găurire cu burghiul
Cunoașterea caracteristicilor de prelucrabilitate a materialelor prin găurire cu burghiul este
importantă atunci când se pune problema stabilirii valorilor parametrilor regimului de așchiere de
către tehnolog, dar și în alte secvențe ale activității de proiectare a tehnologiilor de prelucrare, așa
cum sunt cele de alegere a mașinii-unelte, a sculelor și dispozitivelor, a eventualei prezențe și a naturii
lichidelor de răcire-ungere etc. (Slătineanu, 1980).
1.4 Mașinile de găurit și caracteristicile acestora
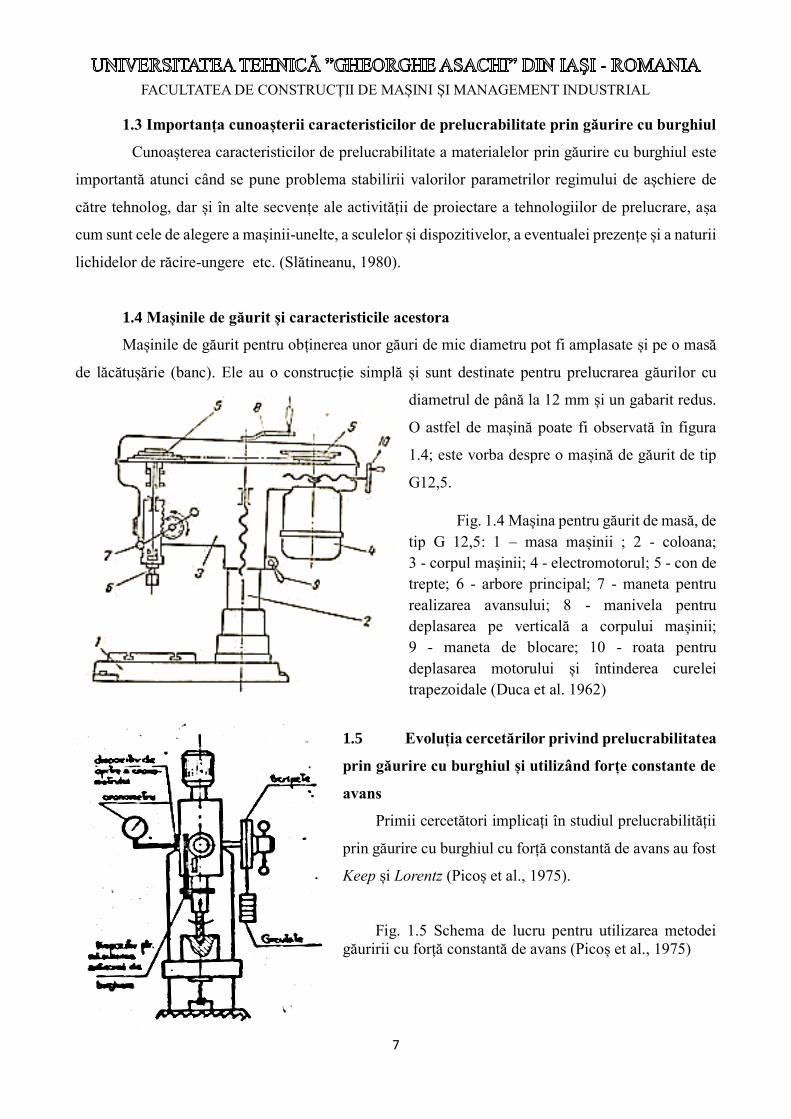
Mașinile de găurit pentru obținerea unor găuri de mic diametru pot fi amplasate și pe o masă
de lăcătușărie (banc). Ele au o construcție simplă și sunt destinate pentru prelucrarea găurilor cu
diametrul de până la 12 mm și un gabarit redus.
O astfel de mașină poate fi observată în figura
1.4; este vorba despre o mașină de găurit de tip
G12,5.
Fig. 1.4 Mașina pentru găurit de masă, de
tip G 12,5: 1 – masa mașinii ; 2 - coloana;
3 - corpul mașinii; 4 - electromotorul; 5 - con de
trepte; 6 - arbore principal; 7 - maneta pentru
realizarea avansului; 8 - manivela pentru
deplasarea pe verticală a corpului mașinii;
9 - maneta de blocare; 10 - roata pentru
deplasarea motorului și întinderea curelei
trapezoidale (Duca et al. 1962)
1.5 Evoluția cercetărilor privind prelucrabilitatea
prin găurire cu burghiul și utilizând forțe constante de
avans
Primii cercetători implicați în studiul prelucrabilității
prin găurire cu burghiul cu forță constantă de avans au fost
Keep și Lorentz (Picoș et al., 1975).
Fig. 1.5 Schema de lucru pentru utilizarea metodei
găuririi cu forță constantă de avans (Picoș et al., 1975)
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
8
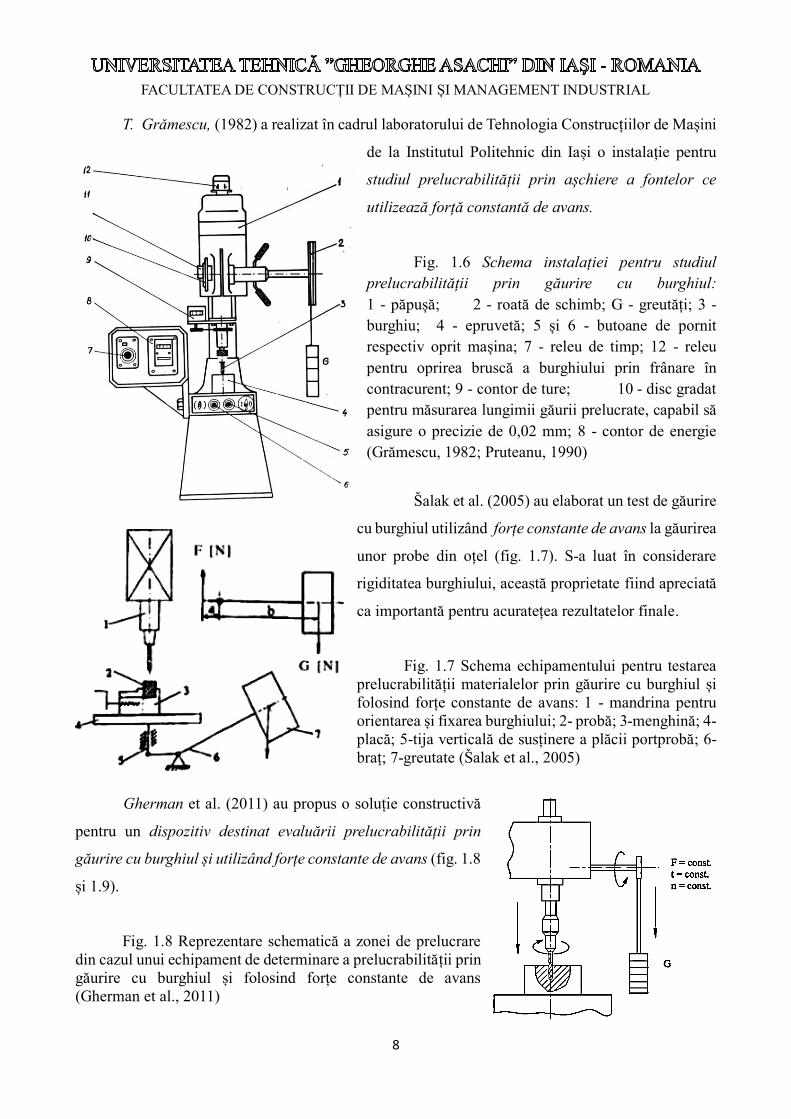
T. Grǎmescu, (1982) a realizat în cadrul laboratorului de Tehnologia Construcțiilor de Mașini
de la Institutul Politehnic din Iași o instalație pentru
studiul prelucrabilității prin așchiere a fontelor ce
utilizează forță constantă de avans.
Fig. 1.6 Schema instalației pentru studiul
prelucrabilității prin găurire cu burghiul:
1 - păpușă; 2 - roată de schimb; G - greutăți; 3 -
burghiu; 4 - epruvetă; 5 și 6 - butoane de pornit
respectiv oprit mașina; 7 - releu de timp; 12 - releu
pentru oprirea bruscă a burghiului prin frânare în
contracurent; 9 - contor de ture; 10 - disc gradat
pentru măsurarea lungimii găurii prelucrate, capabil să
asigure o precizie de 0,02 mm; 8 - contor de energie
(Grămescu, 1982; Pruteanu, 1990)
Šalak et al. (2005) au elaborat un test de găurire
cu burghiul utilizând forțe constante de avans la găurirea
unor probe din oțel (fig. 1.7). S-a luat în considerare
rigiditatea burghiului, această proprietate fiind apreciată
ca importantă pentru acuratețea rezultatelor finale.
Fig. 1.7 Schema echipamentului pentru testarea
prelucrabilității materialelor prin găurire cu burghiul și
folosind forțe constante de avans: 1 - mandrina pentru
orientarea și fixarea burghiului; 2- probă; 3-menghină; 4-
placă; 5-tija verticală de susținere a plăcii portprobă; 6-
braț; 7-greutate (Šalak et al., 2005)
Gherman et al. (2011) au propus o soluție constructivă
pentru un dispozitiv destinat evaluării prelucrabilității prin
găurire cu burghiul și utilizând forțe constante de avans (fig. 1.8
și 1.9).
Fig. 1.8 Reprezentare schematică a zonei de prelucrare
din cazul unui echipament de determinare a prelucrabilității prin
găurire cu burghiul și folosind forțe constante de avans
(Gherman et al., 2011)
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
9
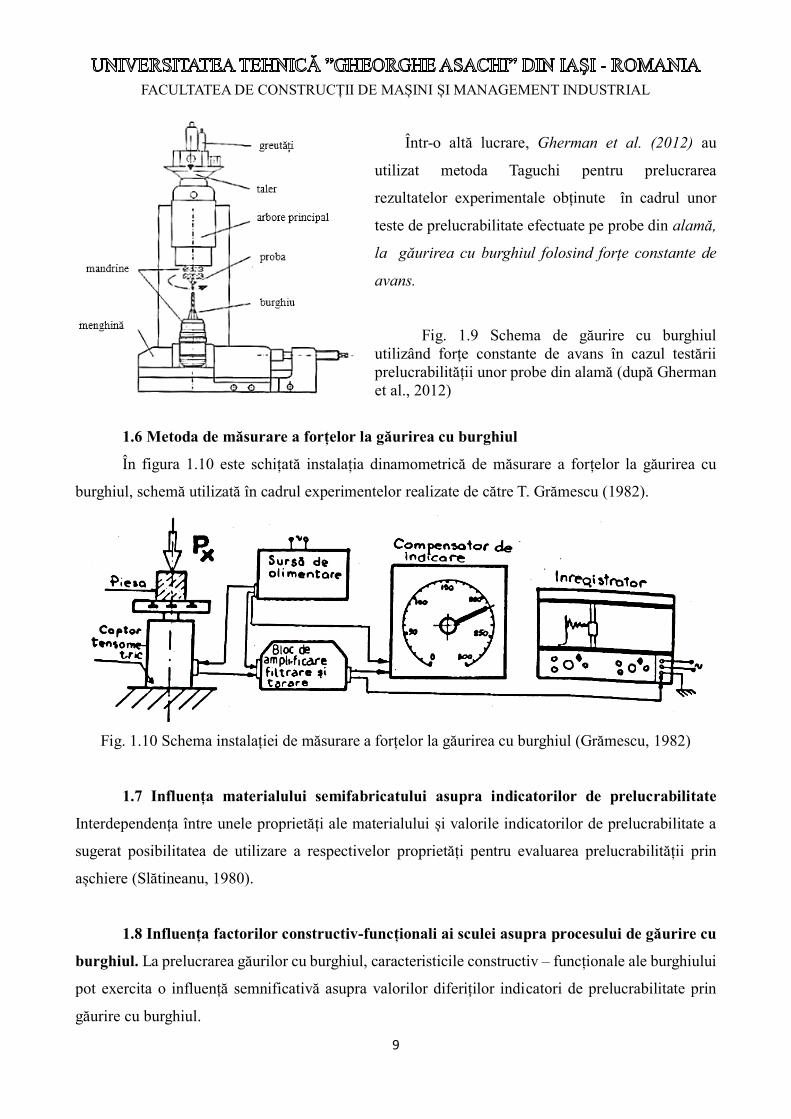
Într-o altă lucrare, Gherman et al. (2012) au
utilizat metoda Taguchi pentru prelucrarea
rezultatelor experimentale obținute în cadrul unor
teste de prelucrabilitate efectuate pe probe din alamă,
la găurirea cu burghiul folosind forțe constante de
avans.
Fig. 1.9 Schema de găurire cu burghiul
utilizând forțe constante de avans în cazul testării
prelucrabilității unor probe din alamă (după Gherman
et al., 2012)
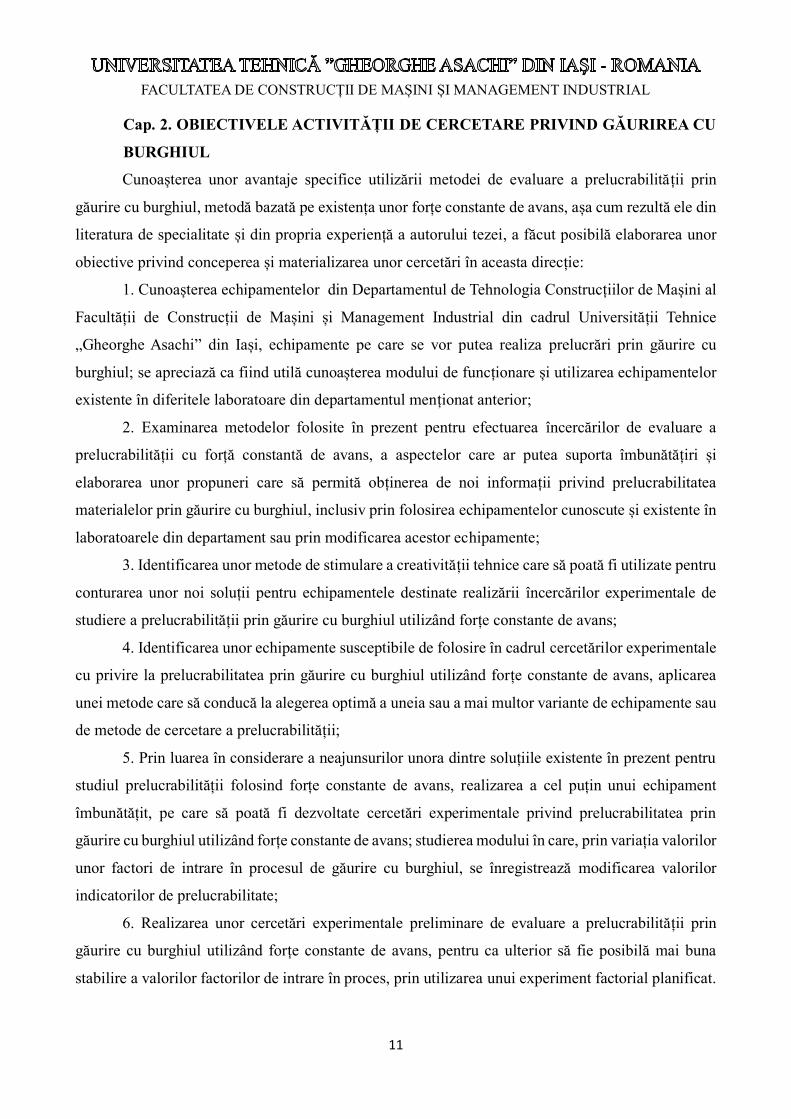
1.6 Metoda de măsurare a forțelor la găurirea cu burghiul
În figura 1.10 este schițată instalația dinamometrică de măsurare a forțelor la găurirea cu
burghiul, schemă utilizată în cadrul experimentelor realizate de către T. Grămescu (1982).
Fig. 1.10 Schema instalației de măsurare a forțelor la găurirea cu burghiul (Grămescu, 1982)
1.7 Influența materialului semifabricatului asupra indicatorilor de prelucrabilitate
Interdependența între unele proprietăți ale materialului și valorile indicatorilor de prelucrabilitate a
sugerat posibilitatea de utilizare a respectivelor proprietăți pentru evaluarea prelucrabilității prin
așchiere (Slătineanu, 1980).
1.8 Influența factorilor constructiv-funcționali ai sculei asupra procesului de găurire cu
burghiul. La prelucrarea găurilor cu burghiul, caracteristicile constructiv – funcționale ale burghiului
pot exercita o influență semnificativă asupra valorilor diferiților indicatori de prelucrabilitate prin
găurire cu burghiul.

FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
10
1.9 Influența formei părții active a tăișului
Partea activă a tăișului sculei așchietoare este un factor ce afectează valorilor unor indicatori
de prelucrabilitate; ea poate avea diverse forme, respectiv tăiș activ format din două drepte
intersectate, tăiș constituit din două drepte racordate printr-un arc de cerc, tăiș de formă curbilinie,
tăiș activ constituit dintr-un tăiș principal, un tăiș auxiliar și un tăiș secundar, tăiș activ format dintr-
un tăiș principal, un tăiș secundar, un tăiș auxiliar și un tăiș de trecere (Mihailide, 1993).
1.10 Concluzii
În cadrul primului capitol al tezei, au fost formulate observații referitoare la evoluția istorică
a inventării și utilizării sculelor așchietoare de tip burghiu și respectiv în legătură cu prelucrabilitatea
materialelor prin găurire cu burghiul. Atât cercetătorii români, cât și cei din străinătate, au abordat
probleme referitoare la metode și soluții tehnologice de proiectare și dezvoltare a unor noi încercări
experimentale, dar și a unor noi procedee de găurire, ulterior unele dintre acestea din urmă fiind
aplicate cu succes în practica industrială. Urmărirea evoluției informațiilor în domeniul de interes a
subliniat faptul că acum câteva mii de ani au fost concepute și realizate obiecte de care ne folosim și
în prezent, chiar dacă unele dintre ele au suportat îmbunătățiri semnificative. Consultarea literaturii
de specialitate a permis mai buna cunoaștere a unor scheme de prelucrare mai rar utilizate, a unor
metode îmbunătățire de calcul și de proiectare a produselor și proceselor, afirmația fiind valabilă
inclusiv în domeniul prelucrării găurilor cu ajutorul burghiului. Au fost analizate câteva conceptele
esențiale pentru realizarea unor cercetări referitoare la prelucrabilitatea prin găurire cu burghiul, la
caracteristicile procesului de găurire cu burghiul și alte aspecte aflate în conexiune cu acestea.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
11
Cap. 2. OBIECTIVELE ACTIVITĂȚII DE CERCETARE PRIVIND GĂURIREA CU
BURGHIUL
Cunoașterea unor avantaje specifice utilizării metodei de evaluare a prelucrabilității prin
găurire cu burghiul, metodă bazată pe existența unor forțe constante de avans, așa cum rezultă ele din
literatura de specialitate și din propria experiență a autorului tezei, a făcut posibilă elaborarea unor
obiective privind conceperea și materializarea unor cercetări în aceasta direcție:
1. Cunoașterea echipamentelor din Departamentul de Tehnologia Construcțiilor de Mașini al
Facultății de Construcții de Mașini și Management Industrial din cadrul Universității Tehnice
„Gheorghe Asachi” din Iași, echipamente pe care se vor putea realiza prelucrări prin găurire cu
burghiul; se apreciază ca fiind utilă cunoașterea modului de funcționare și utilizarea echipamentelor
existente în diferitele laboratoare din departamentul menționat anterior;
2. Examinarea metodelor folosite în prezent pentru efectuarea încercărilor de evaluare a
prelucrabilității cu forță constantă de avans, a aspectelor care ar putea suporta îmbunătățiri și
elaborarea unor propuneri care să permită obținerea de noi informații privind prelucrabilitatea
materialelor prin găurire cu burghiul, inclusiv prin folosirea echipamentelor cunoscute și existente în
laboratoarele din departament sau prin modificarea acestor echipamente;
3. Identificarea unor metode de stimulare a creativității tehnice care să poată fi utilizate pentru
conturarea unor noi soluții pentru echipamentele destinate realizării încercărilor experimentale de
studiere a prelucrabilității prin găurire cu burghiul utilizând forțe constante de avans;
4. Identificarea unor echipamente susceptibile de folosire în cadrul cercetărilor experimentale
cu privire la prelucrabilitatea prin găurire cu burghiul utilizând forțe constante de avans, aplicarea
unei metode care să conducă la alegerea optimă a uneia sau a mai multor variante de echipamente sau
de metode de cercetare a prelucrabilității;
5. Prin luarea în considerare a neajunsurilor unora dintre soluțiile existente în prezent pentru
studiul prelucrabilității folosind forțe constante de avans, realizarea a cel puțin unui echipament
îmbunătățit, pe care să poată fi dezvoltate cercetări experimentale privind prelucrabilitatea prin
găurire cu burghiul utilizând forțe constante de avans; studierea modului în care, prin variația valorilor
unor factori de intrare în procesul de găurire cu burghiul, se înregistrează modificarea valorilor
indicatorilor de prelucrabilitate;
6. Realizarea unor cercetări experimentale preliminare de evaluare a prelucrabilității prin
găurire cu burghiul utilizând forțe constante de avans, pentru ca ulterior să fie posibilă mai buna
stabilire a valorilor factorilor de intrare în proces, prin utilizarea unui experiment factorial planificat.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
12
Cap. 3 CONTRIBUȚII TEORETICE LA STUDIUL PRELUCRABILITĂȚII PRIN
GĂURIRE CU BURGHIUL, UTILIZÂND FORȚE CONSTANTE DE AVANS
3.1 Elemente de bază privind procesul de găurire cu burghiul utilizând forțe constante
de avans
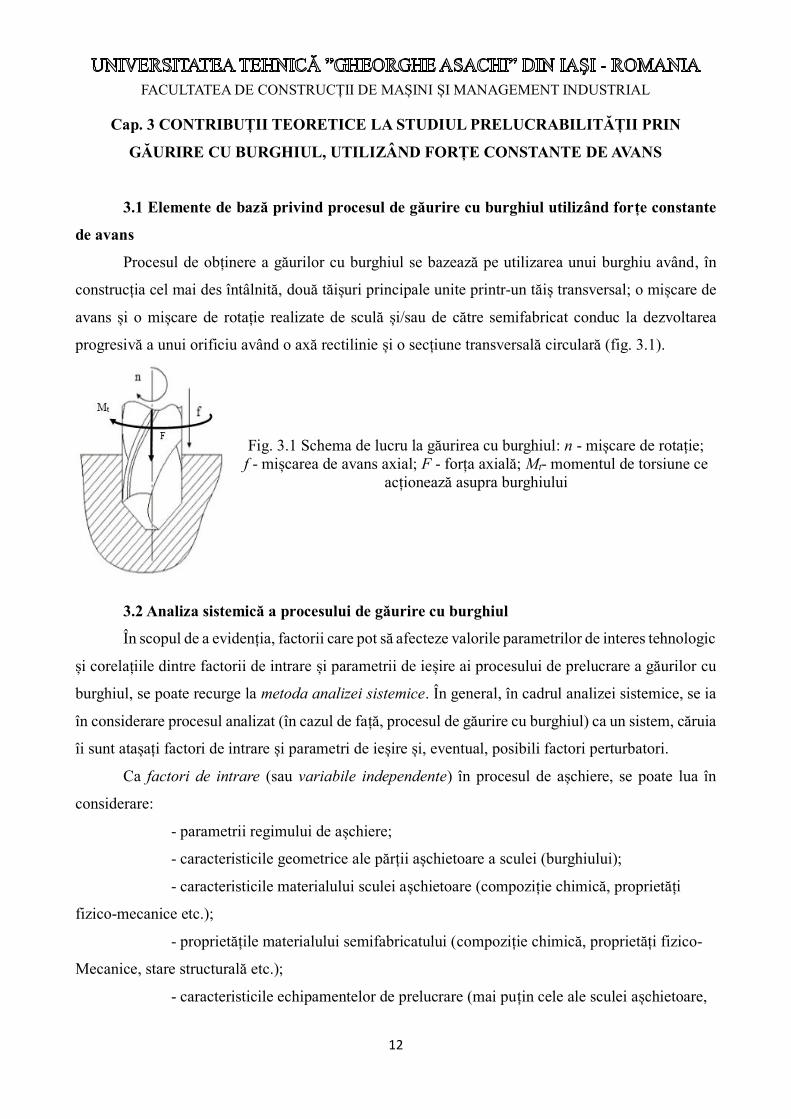
Procesul de obținere a găurilor cu burghiul se bazează pe utilizarea unui burghiu având, în
construcția cel mai des întâlnită, două tăișuri principale unite printr-un tăiș transversal; o mișcare de
avans și o mișcare de rotație realizate de sculă și/sau de către semifabricat conduc la dezvoltarea
progresivă a unui orificiu având o axă rectilinie și o secțiune transversală circulară (fig. 3.1).
Fig. 3.1 Schema de lucru la găurirea cu burghiul: n - mișcare de rotație;
f - mișcarea de avans axial; F - forța axială; Mt- momentul de torsiune ce
acționează asupra burghiului
3.2 Analiza sistemică a procesului de găurire cu burghiul
În scopul de a evidenția, factorii care pot să afecteze valorile parametrilor de interes tehnologic
și corelațiile dintre factorii de intrare și parametrii de ieșire ai procesului de prelucrare a găurilor cu
burghiul, se poate recurge la metoda analizei sistemice. În general, în cadrul analizei sistemice, se ia
în considerare procesul analizat (în cazul de față, procesul de găurire cu burghiul) ca un sistem, căruia
îi sunt atașați factori de intrare și parametri de ieșire și, eventual, posibili factori perturbatori.
Ca factori de intrare (sau variabile independente) în procesul de așchiere, se poate lua în
considerare:
- parametrii regimului de așchiere;
- caracteristicile geometrice ale părții așchietoare a sculei (burghiului);
- caracteristicile materialului sculei așchietoare (compoziție chimică, proprietăți
fizico-mecanice etc.);
- proprietățile materialului semifabricatului (compoziție chimică, proprietăți fizico-
Mecanice, stare structurală etc.);
- caracteristicile echipamentelor de prelucrare (mai puțin cele ale sculei așchietoare,
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
13
acestea fiind menționate într-un paragraf anterior; ar putea fi vorba aici, deci, de caracteristicile de
interes ale dispozitivelor de orientare și fixare a sculelor și semifabricatelor și respectiv de
caracteristicile mașinii-unelte pe care se efectuează încercarea de prelucrabilitate);
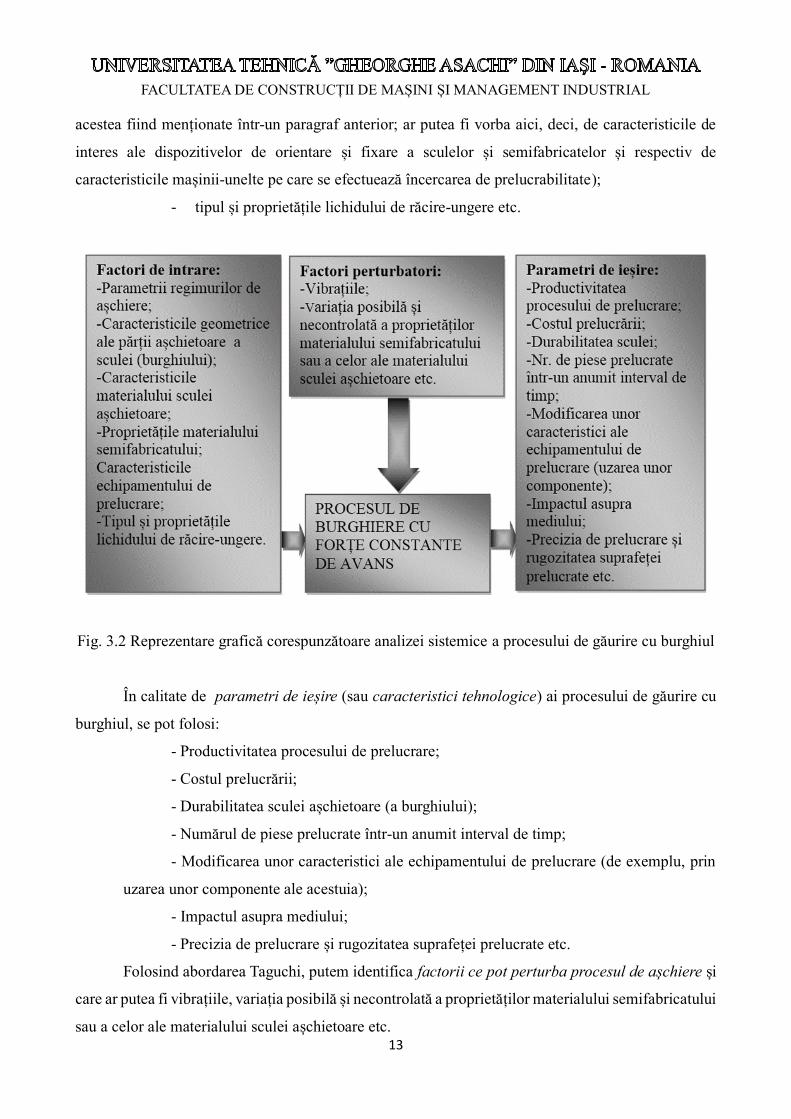
- tipul și proprietățile lichidului de răcire-ungere etc.
Fig. 3.2 Reprezentare grafică corespunzătoare analizei sistemice a procesului de găurire cu burghiul
În calitate de parametri de ieșire (sau caracteristici tehnologice) ai procesului de găurire cu
burghiul, se pot folosi:
- Productivitatea procesului de prelucrare;
- Costul prelucrării;
- Durabilitatea sculei așchietoare (a burghiului);
- Numărul de piese prelucrate într-un anumit interval de timp;
- Modificarea unor caracteristici ale echipamentului de prelucrare (de exemplu, prin
uzarea unor componente ale acestuia);
- Impactul asupra mediului;
- Precizia de prelucrare și rugozitatea suprafeței prelucrate etc.
Folosind abordarea Taguchi, putem identifica factorii ce pot perturba procesul de așchiere și
care ar putea fi vibrațiile, variația posibilă și necontrolată a proprietăților materialului semifabricatului
sau a celor ale materialului sculei așchietoare etc.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
14
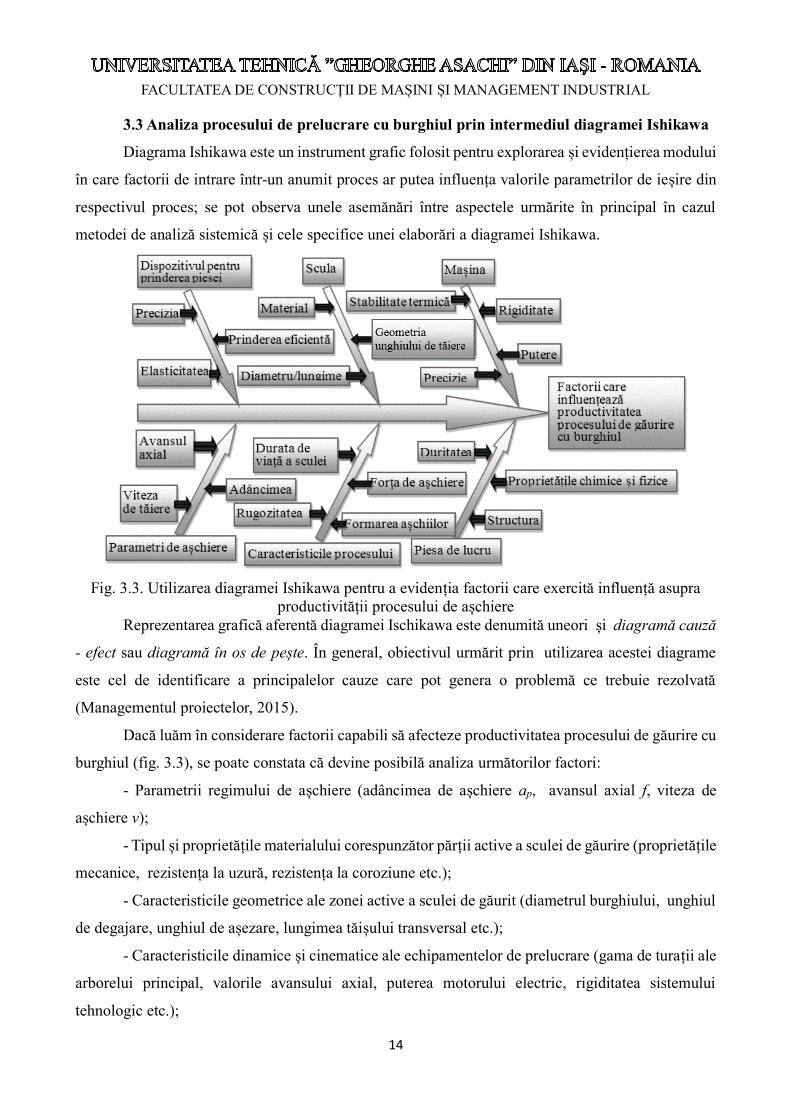
3.3 Analiza procesului de prelucrare cu burghiul prin intermediul diagramei Ishikawa
Diagrama Ishikawa este un instrument grafic folosit pentru explorarea și evidențierea modului
în care factorii de intrare într-un anumit proces ar putea influența valorile parametrilor de ieșire din
respectivul proces; se pot observa unele asemănări între aspectele urmărite în principal în cazul
metodei de analiză sistemică și cele specifice unei elaborări a diagramei Ishikawa.
Fig. 3.3. Utilizarea diagramei Ishikawa pentru a evidenția factorii care exercită influență asupra
productivității procesului de așchiere
Reprezentarea grafică aferentă diagramei Ischikawa este denumită uneori și diagramă cauză
- efect sau diagramă în os de pește. În general, obiectivul urmărit prin utilizarea acestei diagrame
este cel de identificare a principalelor cauze care pot genera o problemă ce trebuie rezolvată
(Managementul proiectelor, 2015).
Dacă luăm în considerare factorii capabili să afecteze productivitatea procesului de găurire cu
burghiul (fig. 3.3), se poate constata că devine posibilă analiza următorilor factori:
- Parametrii regimului de așchiere (adâncimea de așchiere ap, avansul axial f, viteza de
așchiere v);
- Tipul și proprietățile materialului corespunzător părții active a sculei de găurire (proprietățile
mecanice, rezistența la uzură, rezistența la coroziune etc.);
- Caracteristicile geometrice ale zonei active a sculei de găurit (diametrul burghiului, unghiul
de degajare, unghiul de așezare, lungimea tăișului transversal etc.);
- Caracteristicile dinamice și cinematice ale echipamentelor de prelucrare (gama de turații ale
arborelui principal, valorile avansului axial, puterea motorului electric, rigiditatea sistemului
tehnologic etc.);
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
15
- Tipul, proprietățile și metoda de recirculare a lichidului de răcire-ungere în zona de
prelucrare etc.
3.4 Analiza SWOT a procesului de găurire cu burghiul
Analiza SWOT este o metodă utilizată de obicei în domeniul afacerilor, în scopul de a obține
o imagine de ansamblu, dar și unele detalii privind anumite aspecte ale problemei examinate; prin
extensie, analiza SWOT poate fi utilizată și în cazul unui obiect (de exemplu, în cazul unei structuri
materiale) sau în cel al unui proces ce trebuie examinat (Analiza SWOT, 2014).
Tabelul 3.1. Rezultatele folosirii metodei analizei SWOT a procesului de găurire
Puncte tari (strengths, S):
Îndepărtarea relativ simplă a așchiilor, care
sunt deplasate spre suprafața de ieșire din gaură,
prin canalele elicoidale existente în scula
așchietoare;
Disiparea căldurii rezultate în zona de
așchiere cu precădere în materialul masiv al
semifabricatului;
- Sculele utilizate în procesul de găurire sunt
relativ ușor de achiziționat și au dimensiuni într-
o gamă destul de largă;
- Echipamentele de prelucrare sunt accesibile
și au structuri relativ simple;
- Instruire ușoară a operatorilor care
materializează procese de găurire;
- Obținerea unei precizii relativ bune în ceea
ce privește diametrul găurii și a unei rugozități
apreciate de obicei ca acceptabile etc.
Puncte slabe (weaknesses, W):
- Există posibilitatea ca pentru unele diametre
ale găurilor să nu fie identificate scule
standardizate;
- Nu este posibil un control precis al poziției
vârfului sculei și al bătăii radiale a sculei, în
vederea realizării unei valori precise ale
diametrului găurii în curs de obținere;
- Ascuțirea manuală a burghiului nu oferă o
geometrie precisă și la valorile dorite ale
parametrilor geometrici ai părții așchietoare a
burghiului, iar ascuțirea mecanică face necesară
existența unui echipament specializat;
- Sunt necesare aparate relativ complexe pentru
verificarea geometriei părții active a sculei
așchietoare și unele dintre aceste aparate au un
caracter specializat, fiind posibilă utilizarea lor
doar la verificarea burghielor etc.
Oportunități (opportunities, O):
- Apariția unor materiale noi pentru
realizarea părții active a burghiului sau pentru
acoperirea acestuia, asemenea materiale fiind
caracterizate prin proprietăți mecanice și
tehnologice superioare celor cunoscute;
- Încercările de identificare a unor geometrii
optimizate ale burghielor, de concepere și
materializare a unor echipamente de prelucrare
mai accesibile se intensifică, fiind posibilă
reducerea prețurilor de achiziție și solicitând
niveluri mai scăzute de calificare a operatorilor
direcți implicați în folosirea proceselor de
găurire cu burghiul;
- Este posibil să se utilizeze procesul de găurire
pentru dezvoltarea unor metode de evaluare a
prelucrabilității prin găurire cu burghiul.
Amenințări (threats, T):
- Este posibilă apariția unor scule utilizabile
pentru realizarea găurilor plecând de la soluții
constructive diferite de cele specifice folosirii
burghielor clasice;
- Apariția pe piață a unor noi tehnologii de
prelucrare a găurilor, tehnologii care nu folosesc
mașinile de găurit;
- Dezvoltarea unor soluții constructive de
roboți capabili să înlocuiască în bună măsură
mașinile de găurit convenționale și respectiv
apelul la operatori pregătiți pentru folosirea
mașinilor de găurire convenționale etc.;
- Apariția unor materiale foarte greu sau
imposibil de prelucrat prin procedee clasice de
găurire.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
16
3.5 Utilizarea metodei diagramei de idei în cazul unui echipament pentru studiul
prelucrabilității prin găurire cu burghiul, utilizând forțe constante de avans
Diagrama de idei este o reprezentare grafică sub formă arborescentă, în care informațiile
structurate sunt incluse în subcriterii, prin luarea în considerare a cunoștințele științifice și tehnice
disponibile la un moment dat în domeniul de interes. (Seghedin 2011). Principalele etape ale aplicării
metodei diagramei de idei ar putea fi cele menționate în continuare.
1) Stabilirea domeniului tehnic și științific aflat în conexiune cu obiectul supus analizei.
2) Dezvoltarea unor teme de creație tehnică; aceasta are loc prin luarea în considerare a
unor noi soluții tehnice sau cel puțin a unor soluții tehnice îmbunătățite, inclusiv prin analiza soluțiilor
caracterizate de existența anumitor probleme (aspecte dezavantajoase) (Plăhteanu, 1999; Belous,
1990).
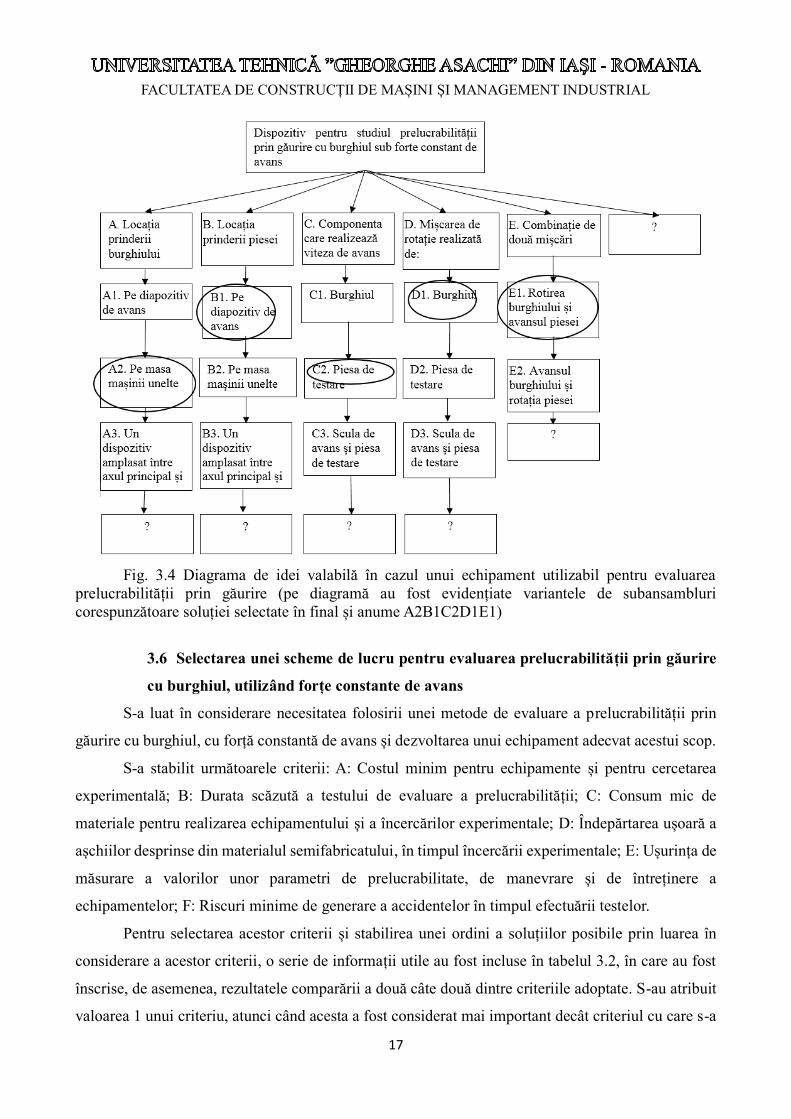
Se poate constata că posibilele subansambluri sau criterii de generare a unor variante
constructive distincte de echipamente, plecând de la folosirea unei mașini de găurit de banc, au fost
următoarele:
A. Modul de orientare și fixare a sculei așchietoare (a burghiului); acesta ar putea fi
amplasat pe sania portburghiu, pe masa mașinii de găurit sau pe un alt dispozitiv aflat între arborele
principal și masa mașinii;
B. Modul de orientare și fixare a semifabricatului; și în acest caz s-ar putea lua în
considerare amplasarea pe sania de susținere a subsistemului portburghiu, pe masa mașinii de găurit
și respectiv într-un dispozitiv aflat între arborele principal și masa mașinii;
C. Componenta care realizează mișcarea de avans, aceasta ar putea fi burghiul, proba pe
care se va efectua încercarea experimentală de prelucrabilitate prin găurire, după cum ar putea exista
și o variantă presupunând realizarea mișcării de avans atât de către burghiu, cât și de către probă;
D. Componenta care execută mișcarea de rotație necesară materializării unui proces de
prelucrare a găurilor cu burghiul; mișcarea de rotație ar putea fi realizată de către burghiu, de către
probă sau atât de către burghiu, cât și de către probă;
E. Combinarea anumitor soluții de asociere a mișcărilor necesar a fi materializate în cadrul
unui proces de găurire cu burghiul; se poate constata că am putea lua în considerare rotirea burghiului
și realizarea mișcării de avans de către probă, dar și rotirea semifabricatului și realizarea mișcării de
avans de către burghiu.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
17
Fig. 3.4 Diagrama de idei valabilă în cazul unui echipament utilizabil pentru evaluarea
prelucrabilității prin găurire (pe diagramă au fost evidențiate variantele de subansambluri
corespunzătoare soluției selectate în final și anume A2B1C2D1E1)
3.6 Selectarea unei scheme de lucru pentru evaluarea prelucrabilității prin găurire
cu burghiul, utilizând forțe constante de avans
S-a luat în considerare necesitatea folosirii unei metode de evaluare a prelucrabilității prin
găurire cu burghiul, cu forță constantă de avans și dezvoltarea unui echipament adecvat acestui scop.
S-a stabilit următoarele criterii: A: Costul minim pentru echipamente și pentru cercetarea
experimentală; B: Durata scăzută a testului de evaluare a prelucrabilității; C: Consum mic de
materiale pentru realizarea echipamentului și a încercărilor experimentale; D: Îndepărtarea ușoară a
așchiilor desprinse din materialul semifabricatului, în timpul încercării experimentale; E: Ușurința de
măsurare a valorilor unor parametri de prelucrabilitate, de manevrare și de întreținere a
echipamentelor; F: Riscuri minime de generare a accidentelor în timpul efectuării testelor.
Pentru selectarea acestor criterii și stabilirea unei ordini a soluțiilor posibile prin luarea în
considerare a acestor criterii, o serie de informații utile au fost incluse în tabelul 3.2, în care au fost
înscrise, de asemenea, rezultatele comparării a două câte două dintre criteriile adoptate. S-au atribuit
valoarea 1 unui criteriu, atunci când acesta a fost considerat mai important decât criteriul cu care s-a
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
18
efectuat comparația și respectiv valoarea 0, atunci când criteriul analizat a fost apreciat ca fiind mai
puțin important și respectiv valori de 0,5, atunci când cele două criterii sunt considerate a fi de
importanță egală.
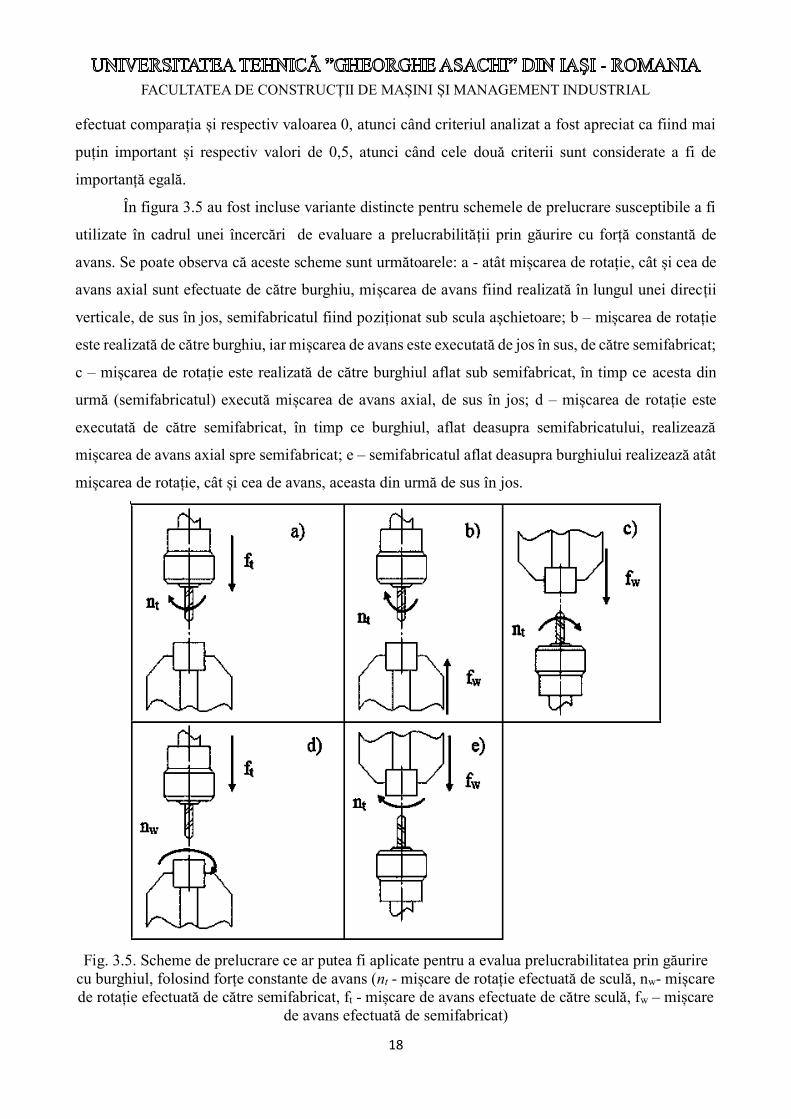
În figura 3.5 au fost incluse variante distincte pentru schemele de prelucrare susceptibile a fi
utilizate în cadrul unei încercări de evaluare a prelucrabilității prin găurire cu forță constantă de
avans. Se poate observa că aceste scheme sunt următoarele: a - atât mișcarea de rotație, cât și cea de
avans axial sunt efectuate de către burghiu, mișcarea de avans fiind realizată în lungul unei direcții
verticale, de sus în jos, semifabricatul fiind poziționat sub scula așchietoare; b – mișcarea de rotație
este realizată de către burghiu, iar mișcarea de avans este executată de jos în sus, de către semifabricat;
c – mișcarea de rotație este realizată de către burghiul aflat sub semifabricat, în timp ce acesta din
urmă (semifabricatul) execută mișcarea de avans axial, de sus în jos; d – mișcarea de rotație este
executată de către semifabricat, în timp ce burghiul, aflat deasupra semifabricatului, realizează
mișcarea de avans axial spre semifabricat; e – semifabricatul aflat deasupra burghiului realizează atât
mișcarea de rotație, cât și cea de avans, aceasta din urmă de sus în jos.
Fig. 3.5. Scheme de prelucrare ce ar putea fi aplicate pentru a evalua prelucrabilitatea prin găurire
cu burghiul, folosind forțe constante de avans (nt - mișcare de rotație efectuată de sculă, nw- mișcare
de rotație efectuată de către semifabricat, ft - mișcare de avans efectuate de către sculă, fw – mișcare
de avans efectuată de semifabricat)
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
19
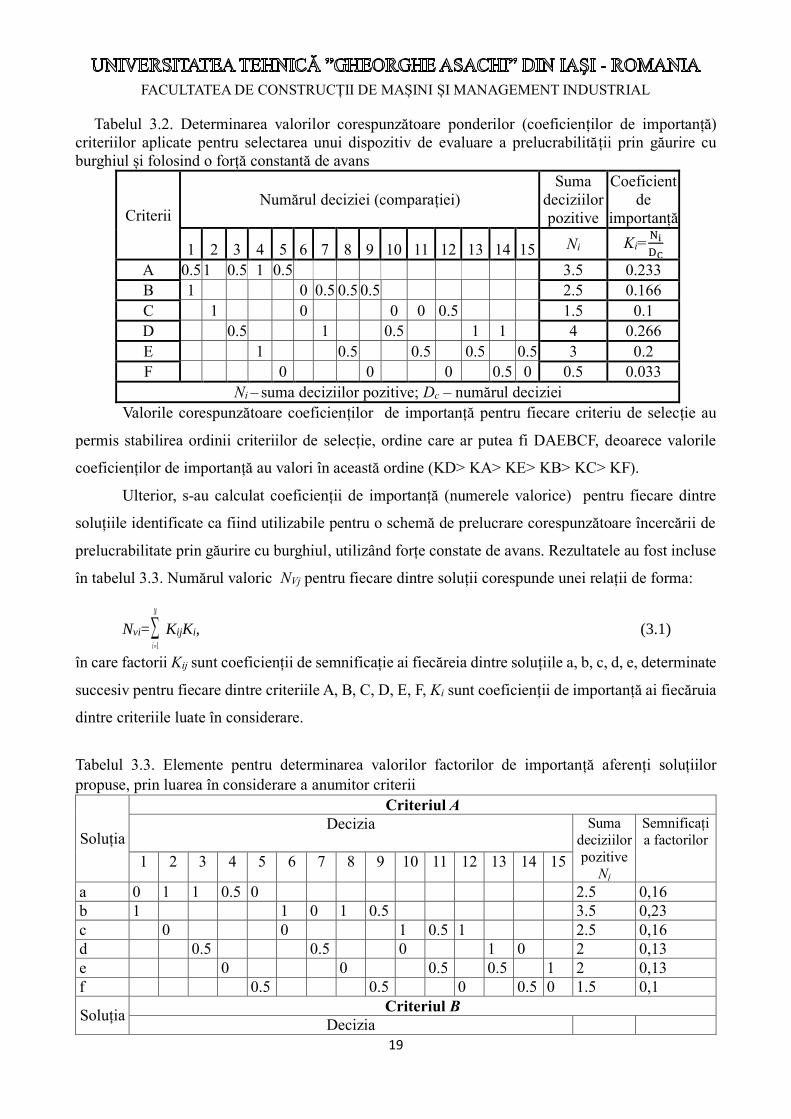
Tabelul 3.2. Determinarea valorilor corespunzătoare ponderilor (coeficienților de importanță)
criteriilor aplicate pentru selectarea unui dispozitiv de evaluare a prelucrabilității prin găurire cu
burghiul și folosind o forță constantă de avans
Criterii Numărul deciziei (comparației)
Suma
deciziilor
pozitive
Coeficient
de
importanță
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Ni Ki=Ni
DC
A 0.5 1 0.5 1 0.5 3.5 0.233
B 1 0 0.5 0.5 0.5 2.5 0.166
C 1 0 0 0 0.5 1.5 0.1
D 0.5 1 0.5 1 1 4 0.266
E 1 0.5 0.5 0.5 0.5 3 0.2
F 0 0 0 0.5 0 0.5 0.033
Ni – suma deciziilor pozitive; Dc – numărul deciziei
Valorile corespunzătoare coeficienților de importanță pentru fiecare criteriu de selecție au
permis stabilirea ordinii criteriilor de selecție, ordine care ar putea fi DAEBCF, deoarece valorile
coeficienților de importanță au valori în această ordine (KD> KA> KE> KB> KC> KF).
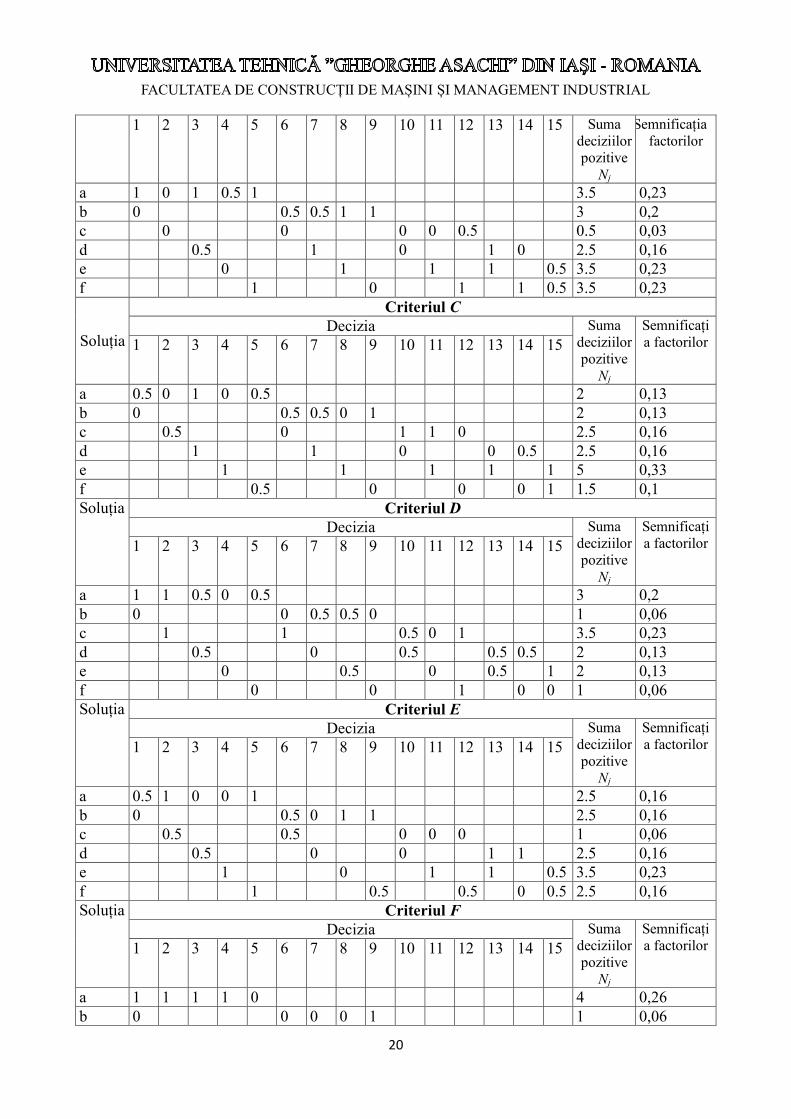
Ulterior, s-au calculat coeficienții de importanță (numerele valorice) pentru fiecare dintre
soluțiile identificate ca fiind utilizabile pentru o schemă de prelucrare corespunzătoare încercării de
prelucrabilitate prin găurire cu burghiul, utilizând forțe constate de avans. Rezultatele au fost incluse
în tabelul 3.3. Numărul valoric NVj pentru fiecare dintre soluții corespunde unei relații de forma:
Nvi=
N
i 1
KijKi, (3.1)
în care factorii Kij sunt coeficienții de semnificație ai fiecăreia dintre soluțiile a, b, c, d, e, determinate
succesiv pentru fiecare dintre criteriile A, B, C, D, E, F, Ki sunt coeficienții de importanță ai fiecăruia
dintre criteriile luate în considerare.
Tabelul 3.3. Elemente pentru determinarea valorilor factorilor de importanță aferenți soluțiilor
propuse, prin luarea în considerare a anumitor criterii
Soluția
Criteriul A
Decizia Suma
deciziilor
pozitive
Nj
Semnificați
a factorilor
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
a 0 1 1 0.5 0 2.5 0,16
b 1 1 0 1 0.5 3.5 0,23
c 0 0 1 0.5 1 2.5 0,16
d 0.5 0.5 0 1 0 2 0,13
e 0 0 0.5 0.5 1 2 0,13
f 0.5 0.5 0 0.5 0 1.5 0,1
Soluția Criteriul B
Decizia
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Suma
deciziilor
pozitive
Nj
Semnificația
factorilor
a 1 0 1 0.5 1 3.5 0,23
b 0 0.5 0.5 1 1 3 0,2
c 0 0 0 0 0.5 0.5 0,03
d 0.5 1 0 1 0 2.5 0,16
e 0 1 1 1 0.5 3.5 0,23
f 1 0 1 1 0.5 3.5 0,23
Soluția
Criteriul C
Decizia Suma
deciziilor
pozitive
Nj
Semnificați
a factorilor 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
a 0.5 0 1 0 0.5 2 0,13
b 0 0.5 0.5 0 1 2 0,13
c 0.5 0 1 1 0 2.5 0,16
d 1 1 0 0 0.5 2.5 0,16
e 1 1 1 1 1 5 0,33
f 0.5 0 0 0 1 1.5 0,1
Soluția Criteriul D
Decizia Suma
deciziilor
pozitive
Nj
Semnificați
a factorilor 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
a 1 1 0.5 0 0.5 3 0,2
b 0 0 0.5 0.5 0 1 0,06
c 1 1 0.5 0 1 3.5 0,23
d 0.5 0 0.5 0.5 0.5 2 0,13
e 0 0.5 0 0.5 1 2 0,13
f 0 0 1 0 0 1 0,06
Soluția Criteriul E
Decizia Suma
deciziilor
pozitive
Nj
Semnificați
a factorilor 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
a 0.5 1 0 0 1 2.5 0,16
b 0 0.5 0 1 1 2.5 0,16
c 0.5 0.5 0 0 0 1 0,06
d 0.5 0 0 1 1 2.5 0,16
e 1 0 1 1 0.5 3.5 0,23
f 1 0.5 0.5 0 0.5 2.5 0,16
Soluția Criteriul F
Decizia Suma
deciziilor
pozitive
Nj
Semnificați
a factorilor 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
a 1 1 1 1 0 4 0,26
b 0 0 0 0 1 1 0,06
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
21
c 1 0.5 0.5 0 1 3 0,2
d 0 0 0.5 0.5 1 2 0,13
e 1 1 0 1 0.5 3.5 0,23
f 0.5 1 0 0 0 1.5 0,1
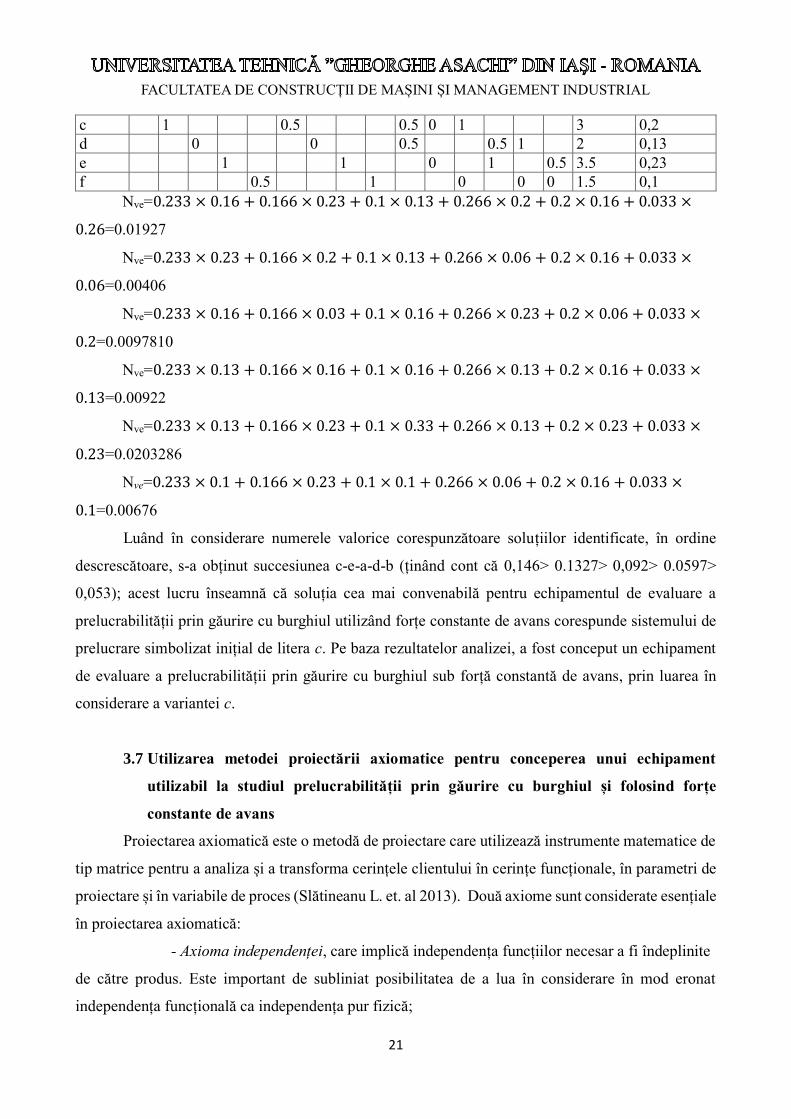
Nve=0.233 × 0.16 + 0.166 × 0.23 + 0.1 × 0.13 + 0.266 × 0.2 + 0.2 × 0.16 + 0.033 ×
0.26=0.01927
Nve=0.233 × 0.23 + 0.166 × 0.2 + 0.1 × 0.13 + 0.266 × 0.06 + 0.2 × 0.16 + 0.033 ×
0.06=0.00406
Nve=0.233 × 0.16 + 0.166 × 0.03 + 0.1 × 0.16 + 0.266 × 0.23 + 0.2 × 0.06 + 0.033 ×
0.2=0.0097810
Nve=0.233 × 0.13 + 0.166 × 0.16 + 0.1 × 0.16 + 0.266 × 0.13 + 0.2 × 0.16 + 0.033 ×
0.13=0.00922
Nve=0.233 × 0.13 + 0.166 × 0.23 + 0.1 × 0.33 + 0.266 × 0.13 + 0.2 × 0.23 + 0.033 ×
0.23=0.0203286
Nve=0.233 × 0.1 + 0.166 × 0.23 + 0.1 × 0.1 + 0.266 × 0.06 + 0.2 × 0.16 + 0.033 ×
0.1=0.00676
Luând în considerare numerele valorice corespunzătoare soluțiilor identificate, în ordine
descrescătoare, s-a obținut succesiunea c-e-a-d-b (ținând cont că 0,146> 0.1327> 0,092> 0.0597>
0,053); acest lucru înseamnă că soluția cea mai convenabilă pentru echipamentul de evaluare a
prelucrabilității prin găurire cu burghiul utilizând forțe constante de avans corespunde sistemului de
prelucrare simbolizat inițial de litera c. Pe baza rezultatelor analizei, a fost conceput un echipament
de evaluare a prelucrabilității prin găurire cu burghiul sub forță constantă de avans, prin luarea în
considerare a variantei c.
3.7 Utilizarea metodei proiectării axiomatice pentru conceperea unui echipament
utilizabil la studiul prelucrabilității prin găurire cu burghiul și folosind forțe
constante de avans
Proiectarea axiomatică este o metodă de proiectare care utilizează instrumente matematice de
tip matrice pentru a analiza și a transforma cerințele clientului în cerințe funcționale, în parametri de
proiectare și în variabile de proces (Slătineanu L. et. al 2013). Două axiome sunt considerate esențiale
în proiectarea axiomatică:
- Axioma independenței, care implică independența funcțiilor necesar a fi îndeplinite
de către produs. Este important de subliniat posibilitatea de a lua în considerare în mod eronat
independența funcțională ca independența pur fizică;
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
22
- Axioma informației, care arată că între cele două matrice corespunzătoare unui
proiect, trebuie să selecteze aceea ce are nevoie de un număr minim de informații pentru utilizator.
Plecând de la necesitățile clientului, cerințele funcționale (în limba engleză, functional
requests, FR) valabile în cazul echipamentului pentru studierea prelucrabilității prin găurire cu
burghiul și folosind o forță de avans constantă ar putea fi:
FR1- Orientați și fixați scula de găurire (burghiul), pentru a realiza procesul de prelucrare;
FR2- Realizați mișcarea de rotație;
FR3- Orientați și fixați proba;
FR4- Realizați o mișcare de avans sub acțiunea unor forțe de avans de mărime constantă;
FR5- Orientați și fixați mandrina pentru poziționarea probei;
FR6- Orientați și fixați mandrina pentru scula de găurire (burghiu).
Parametrii de proiectare specifici ai dispozitivului (s-a folosit prin convenție denumirea de
parametri de proiectare dat fiind faptul că în limba engleză se folosește, de asemenea, conceptul de
design parameters, DP) ar putea fi:
DP1: Mandrina adecvată pentru orientarea și fixarea sculei de găurire (a burghiului);
DP2: Arborele principal al mașinii de găurit de banc;
DP3: Menghina pentru orientarea și fixarea probei din materialul a cărui
prelucrabilitate prin găurire urmează a fi studiată;
DP4: Platou pe care ar putea fi amplasate diferite greutăți, pentru generarea unor
forțe constante de avans;
DP5: Mandrina portprobă atașată saniei deplasabile a mașinii de găurit de banc;
DP6: Menghină pentru orientarea și fixarea mandrinei portburghiu, antrenate în
mișcare de rotație cu ajutorul unui motor electric amplasat pe masa mașinii de găurit de banc.
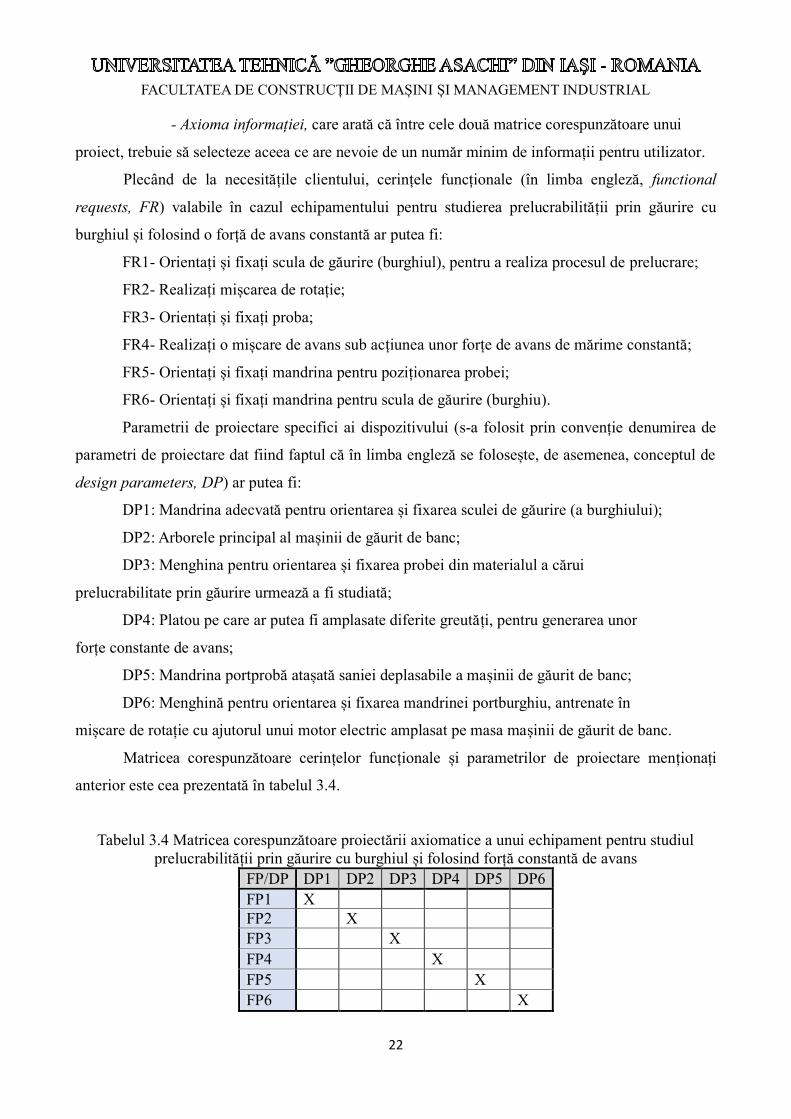
Matricea corespunzătoare cerințelor funcționale și parametrilor de proiectare menționați
anterior este cea prezentată în tabelul 3.4.
Tabelul 3.4 Matricea corespunzătoare proiectării axiomatice a unui echipament pentru studiul
prelucrabilității prin găurire cu burghiul și folosind forță constantă de avans
FP/DP DP1 DP2 DP3 DP4 DP5 DP6
FP1 X
FP2 X
FP3 X
FP4 X
FP5 X
FP6 X
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
23
Informațiile cuprinse în tabelul 3.4 pot fi exprimate matematic și prin intermediul unei relații
matematice matriceale, de forma:
6
5
4
3
2
1
00000
00000
00000
00000
00000
00000
6
5
4
3
2
1
DP
DP
DP
DP
DP
DP
X
X
X
X
X
X
FR
FR
FR
FR
FR
FR
În relația matematică anterioară, s-au folosit o matrice distinctă pentru evidențierea cerințelor
funcționale și a parametrilor de proiectare și respectiv o altă matrice pentru relevarea anumitor
corelații între cerințele funcționale și parametrii de proiectare.
Analiza informațiilor existente în tabelul 3.4 și a celor ilustrate prin relația (3.2) arată că este
vorba despre o proiectare necuplată, existând câte un subansamblu adecvat pentru materializarea
fiecărei cerințe funcționale.
Utilizarea metodei proiectării axiomatice a permis o mai clară definire a cerințelor cărora
trebuie să le corespundă echipamentul pentru studiul prelucrabilității prin găurire folosind forțe
constante de avans și respectiv o identificare a acelor componente ale echipamentului care trebuie
luate în considerare pentru îndeplinirea fiecăreia dintre cerințele formulate anterior.
3.8 Factori capabili să exercite o influență asupra valorilor indicilor de prelucrabilitate
Există mai multe grupuri de factori capabili să exercite o influență asupra valorilor indicilor
de prelucrabilitate. Unele dintre aceste grupuri sunt următoarele:
- Compoziția chimică și structura metalurgică a materialului piesei de prelucrat;
- Proprietățile mecanice ale materialului piesei (rezistența la tracțiune, duritate, alungirea pe
unitatea de lungime, etc.);
- Proprietățile fizice ale materialului piesei de prelucrat (temperaturi de topire și de fierbere,
conductivitate termică, căldură specifică etc.).
3.9 Concluzii
1. Analiza informațiilor din literatura de specialitate referitoare la prelucrarea găurilor cu
burghiul și la aspectele specifice unui asemenea proces de așchiere a permis confirmarea
posibilităților de utilizarea a acestui proces pentru evaluarea prelucrabilității prin găurire, utilizând
forțe de avans constante.
(3.2)

FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
24
2. Utilizarea metodei analizei sistemice a facilitat luarea în considerare a procesului de găurire
în calitate de sistem și respectiv clarificarea unor aspecte privind factorii de intrare în proces și
respectiv parametrii de interes tehnologic, atât în cadrul procesului de găurire în general, cât și în
cazul unor încercări de evaluare a prelucrabilității prin găurire cu burghiul și forțe constante de avans,
în particular.
3. O mai bună evidențiere a complexității factorilor de intrare luați în considerare în cazul
procesului de găurire a fost posibilă prin utilizarea diagramei Ishikawa.
4. Folosirea metodei diagramei de idei a permis relevarea variantelor pentru diferitele
subansambluri ale unui echipament utilizabil la evaluarea prelucrabilității prin găurire cu burghiul,
prin intermediul unor forțe constante de avans.
5. Prin exploatarea informațiilor puse la dispoziție de metoda analizei valorii și a observațiilor
anterioare, a fost selecționată o soluție de echipament susceptibilă a fi utilizată pentru evaluarea
prelucrabilității prin găurire cu burghiul și folosind forțe constante de avans.
6. Utilizarea unor principii din proiectarea axiomatică a facilitat o clarificare a măsurii în care
necesitățile clientului (în cazul de față, necesitățile cercetătorului) pot fi luate în considerare în
vederea stabilirii cerințelor funcționale și a parametrilor de proiectare, în cazul unui echipament
pentru studiul prelucrabilității prin găurire cu burghiul și folosind forțe constante de avans.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
25
Cap. 4. MATERIALE ȘI ECHIPAMENTE PENTRU STUDIUL PROCESULUI DE
PRELUCRARE PRIN GĂURIRE CU BURGHIUL, UTILIZÂND FORȚE CONSTANTE DE
AVANS
Echipamente și materiale pentru studiul sau materializarea procesului de prelucrare
prin găurire cu burghiul utilizând forțe constante de avans
Pentru realizarea cercetării experimentale, au fost necesare epruvete din diferite materiale și
echipamente pentru materializarea sau cercetarea procesului de prelucrare prin burghiere cu forțe
constante de avans.
4.1 Stabilirea materialelor pentru studiul procesului de prelucrare prin găurire cu
burghiul utilizând forțe constante de avans
Pentru stabilirea materialelor necesare în studiul procesului de prelucrare prin găurire cu
burghiul folosind forțe constante de avans, s-a ținut cont de faptul că materialele pot dispune, în
general, de anumite caracteristici fizico-mecanice, termo-mecanice, termice, tehnologice,
caracteristici speciale și caracteristici economice. S-a apreciat că din punctul de vedere al evaluării
prelucrabilității prin găurire cu burghiul, prezintă importanță în mod deosebit unele dintre
caracteristicile fizico-mecanice, termo-mecanice, termice și cele tehnologice.
4.2 Echipament pentru studiul procesului de prelucrare prin găurire cu burghiul,
utilizând forțe constante de avans
Cercetările experimentale privind procesul de găurire cu burghiul utilizând forțe constante de
avans s-au realizat pe o mașină de frezat și găurit de mici dimensiuni, de tip Proxxon, mașină care
este disponibilă în Departamentul de Tehnologia Construcțiilor de Mașini al Facultății de Construcții
de Mașini și Management Industrial din cadrul Universității Tehnice „Gheorghe Asachi” din Iași.
Această mașină permite executarea unor găuri de diametre mici în condiții similare celor ce corespund
folosirii unei mașini de găurit de banc, ea fiind de altfel concepută inclusiv pentru prelucrarea găurilor
cu burghiul. Mașina – unealtă permite rotirea saniei portsculă cu un unghi de până la 900, fiind posibilă
deci și prelucrarea unor suprafețe caracterizate printr-o anumită înclinare în raport cu suprafața
orizontală de orientare a mesei mașinii. Se poate menționa că mașina are capacitatea de a realiza
prelucrări prin găurire oblică, frezare a unor suprafețe plane, frezare a canalelor etc.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
26
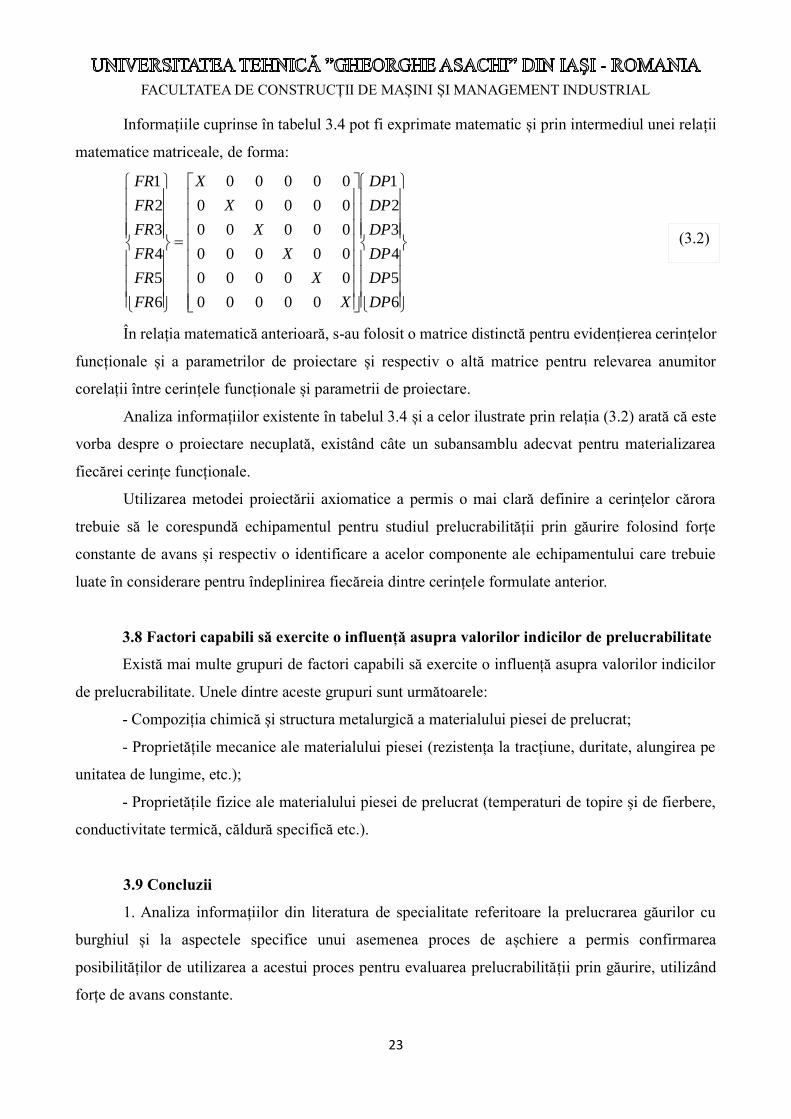
Fig. 4.1 Echipament de tip Proxxon
pentru prelucrări prin frezare și
găurire, completat cu dispozitive
pentru evaluarea prelucrabilității prin
găurire cu forțe constante de avans
S-a apelat în acest caz la aceeași
minimașina de găurit și frezat de tip
Proxxon (mașină menționată anterior)
în calitate de componentă de bază
pentru dezvoltarea unui echipament
necesar în cadrul cercetării
experimentale a prelucrabilității prin
găurire cu burghiul și folosind forțe constante de avans; unele detalii ale acestui echipament pot fi
observate în figura 4.1. Pe minimașina de găurit și frezat au fost montate accesorii ce au permis
efectuarea unor încercări de prelucrabilitate prin găurire cu forțe constante de avans.
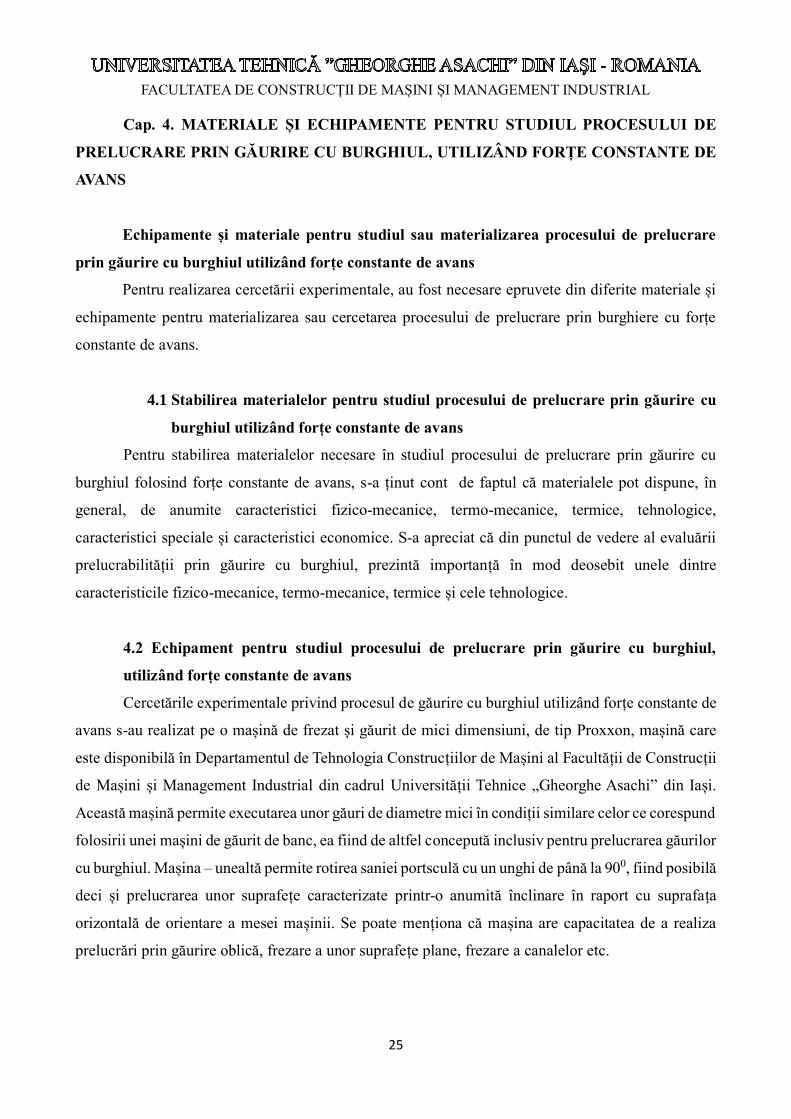
Fig. 4.2. Reprezentare schematică a
zonei de prelucrare în cazul echipamentului
de evaluare a prelucrabilității prin găurire
cu burghiul și folosind forțe constante de
avans: n - mișcarea de rotație a burghiului;
f - mișcare axială de avans a probei

FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
27
4.3 Echipamente pentru studiul procesului de prelucrare prin găurire cu burghiul
utilizând forțe constante de avans
4.3.1 Balanța analitică de tip Partner RADWAG AS20
Fig. 4.3 Balanță analitică de tip Partner RADWAG AS20
Pentru evaluarea productivității procesului de
găurire cu burghiul folosind forțe constante de avans și în
mod concret pentru determinarea maselor probelor înainte
și după efectuarea încercărilor experimentale, a fost
utilizată o balanță analitică de tip Partner RADWAG
AS20.
4.3.2 Microscopul digital de tip Intel Play QX3 plus
Microscopul digital de tip Intel Play QX3 plus poate fi utilizat în asociere cu un calculator
electronic, dispunând de facilități prin care pot fi obținute imagini ale unor probe, la o rezoluție
acceptabilă.
O imagine a microscopului digital
de tip Intel Play QX3 plus este cea
prezentată în figura 4.6.
Fig. 4.4 Microscopul digital Intel Play
QX3 plus
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
28
4.4 Concluzii
1. În cadrul activităților de pregătire a cercetării experimentale, au fost executate epruvete din
materiale diferite. Dacă în cadrul cercetărilor preliminare s-au efectuat teste și pe epruvete din
materiale nemetalice, atunci când s-au efectuat încercări în conformitate cu cerințele unui experiment
factorial ortogonal s-au folosit numai epruvete din materiale metalice (oțel 1 C45, aluminiu, cupru
electrotehnic).
2. În calitate de scule așchietoare folosite pentru evaluarea prelucrabilității prin găurire cu
forță constantă de avans, s-au utilizat burghie elicoidale scurte, cu diametre cuprinse între 1 și 3 mm,
din oțel rapid Rp5. În unele cazuri, s-a recurs la o selectare a burghielor, pentru a se asigura o dispersie
minimă a diametrelor acestora.
3. Observațiile formulate ca urmare a desfășurării cercetărilor experimentale au condus la
conceperea unei soluții îmbunătățite de echipament pentru studiul prelucrabilității prin găurire
folosind forțe de avans constante, echipament pentru care a fost elaborată documentația
corespunzătoare unei propuneri de invenție.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
29
Cap. 5. CONTRIBUȚII EXPERIMENTALE LA STUDIUL PRELUCRABILITĂȚII
PRIN GĂURIRE CU BURGHIUL UTILIZÂND FORȚE CONSTANTE DE AVANS
5.1 Aspecte generale privind dezvoltarea unor cercetări experimentale în legătură
cu prelucrabilitatea prin găurire cu burghiul utilizând forțe constante de avans
Așa cum s-a precizat anterior, prelucrabilitatea este capacitatea unui material de a fi prelucrat
în condiții avantajoase din punctul de vedere al producătorului. S-a menționat, de asemenea,
posibilitatea de a utiliza criterii diferite pentru evaluarea prelucrabilității, plecând de la fenomene și
procese distincte ce au loc în timpul prelucrării prin așchiere, în cazul de față fiind vorba despre o
prelucrare cu ajutorul unei scule de tip burghiu.
5.2 Etalonarea echipamentului utilizat pentru efectuarea cercetărilor experimentale
privind prelucrabilitatea prin găurire cu burghiul și folosind forțe constante de avans
Întrucât soluția constructivă a echipamentului folosit pentru dezvoltarea cercetărilor
experimentale nu permitea folosirea unor greutăți apte să acționeze în lungul unei direcții care să
coincidă cu axa de rotație a burghiului, a fost necesară realizarea unei operații de etalonare, pentru a
se stabili corespondența care există între greutățile amplasate pe platan și forța de avans exercitată
asupra saniei.
Pentru a se stabili mărimea forței de avans necesare în vederea executării unei găuri cu ajutorul
unui burghiu având un diametru de 1 mm, presupunând un avans de lucru f=2,93 mm/rot și o probă
realizată din oțel 1C45, s-a folosit relația recomandată în literatura de specialitate (Picoș et al., 1992)
pentru calculul forței de așchiere la găurirea cu burghiul:
Fz=CapxFzfyFzHBnFz, (5.1)
în care C este o constantă, xFz, yFz și nFz sunt exponenți ale căror valori s-au determinat pe cale
experimentală, ap – adâncimea de așchiere, f – avansul de lucru (în lungul axei burghiului), HB –
duritatea materialului probei sau semifabricatului.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
30
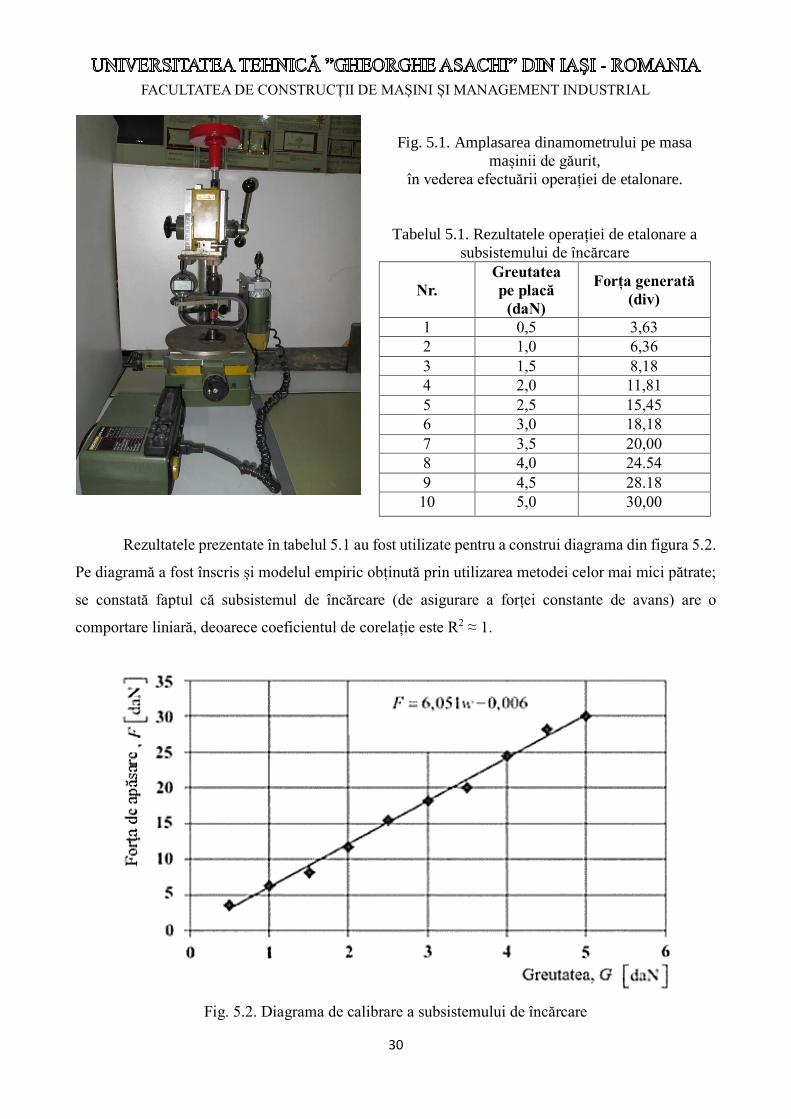
Fig. 5.1. Amplasarea dinamometrului pe masa
mașinii de găurit,
în vederea efectuării operației de etalonare.
Tabelul 5.1. Rezultatele operației de etalonare a
subsistemului de încărcare
Nr.
Greutatea
pe placă
(daN)
Forța generată
(div)
1 0,5 3,63
2 1,0 6,36
3 1,5 8,18
4 2,0 11,81
5 2,5 15,45
6 3,0 18,18
7 3,5 20,00
8 4,0 24.54
9 4,5 28.18
10 5,0 30,00
Rezultatele prezentate în tabelul 5.1 au fost utilizate pentru a construi diagrama din figura 5.2.
Pe diagramă a fost înscris și modelul empiric obținută prin utilizarea metodei celor mai mici pătrate;
se constată faptul că subsistemul de încărcare (de asigurare a forței constante de avans) are o
comportare liniară, deoarece coeficientul de corelație este R2 ≈ 1.
Fig. 5.2. Diagrama de calibrare a subsistemului de încărcare
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
31
5.3. Posibilități de stabilire a unor modele matematice empirice
Determinarea unui model matematic se poate face pe baza rezultatelor unor experimente
practice efectuate în cadrul unei cercetări științifice, asigurându-se condiții pentru analiza, prelucrarea
și interpretarea rezultatelor experimentale obținute.
5.4. Utilizarea metodei celor mai mici pătrate pentru prelucrarea matematică a
rezultatelor experimentale
Metoda matematică a celor mai mici pătrate este o metodă prin care se poate obține o soluție
a unui sistem de ecuații supradeterminat (care are mai multe ecuații decât necunoscute).
5.5. Planificarea încercărilor experimentale
Cercetătorul englez Ronald Fischer a propus cel dintâi utilizarea unei metode de planificare
a experiențelor, într-o lucrare publicată în anul 1935. Ulterior, cercetătorul japonez G. Taguchi a avut
în vedere utilizarea unor planuri ortogonale factoriale fracționate, constatând că în cadrul unui plan
complet de experiențe, este posibil ca nu toate încercările să fie de importanță practică egală.
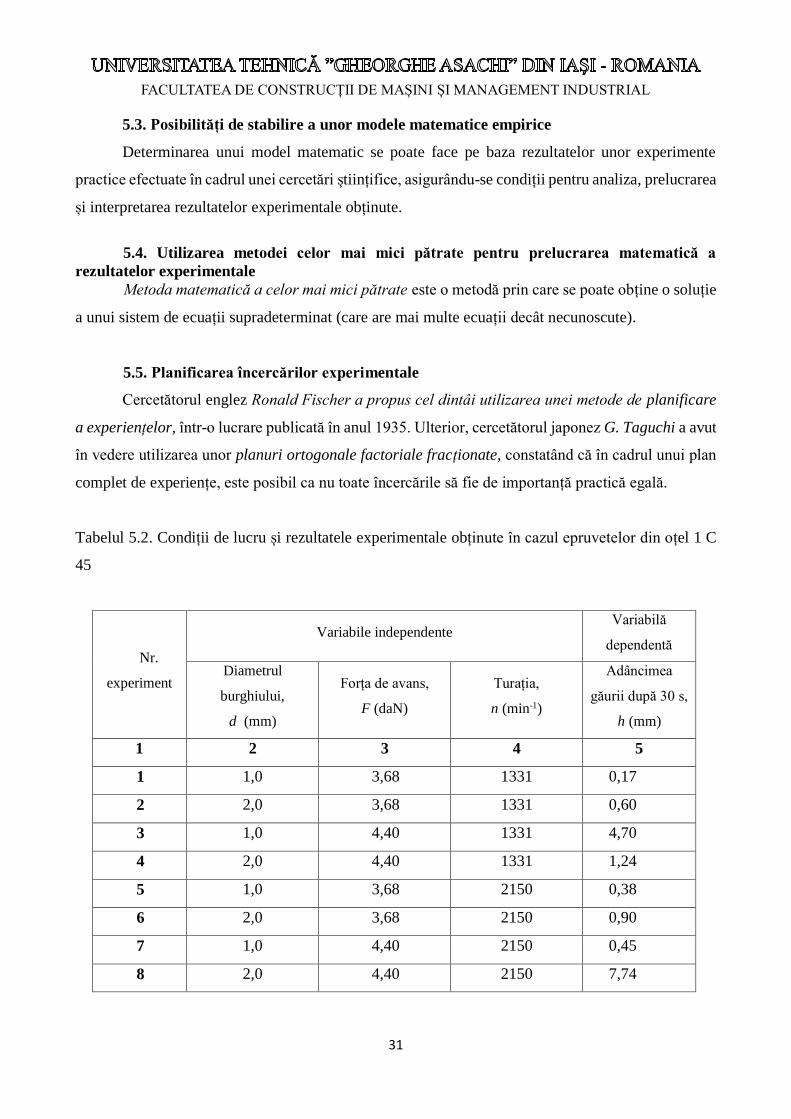
Tabelul 5.2. Condiții de lucru și rezultatele experimentale obținute în cazul epruvetelor din oțel 1 C
45
Nr.
experiment
Variabile independente Variabilă
dependentă
Diametrul
burghiului,
d (mm)
Forța de avans,
F (daN)
Turația,
n (min-1)
Adâncimea
găurii după 30 s,
h (mm)
1 2 3 4 5
1 1,0 3,68 1331 0,17
2 2,0 3,68 1331 0,60
3 1,0 4,40 1331 4,70
4 2,0 4,40 1331 1,24
5 1,0 3,68 2150 0,38
6 2,0 3,68 2150 0,90
7 1,0 4,40 2150 0,45
8 2,0 4,40 2150 7,74
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
32
5.6 Rezultate experimentale obținute prin utilizarea metodei celor mai mici pătrate la
studiul prelucrabilității prin găurire cu burghiul, utilizând forțe constante de avans
Pentru prelucrarea matematică a rezultatelor experimentale, în vederea determinării prin
metoda celor mai mici pătrate a unor funcții de tip putere, așa cum s-a menționat anterior, s-a utilizat
un program specializat de calculator, elaborat de către conf. dr. ing. Gheorghe Crețu (Crețu, 1992).
În cazul epruvetelor din oțel 1 C 45, s-a obținut relația:
(5.2)
Funcția de tip putere valabilă în cazul rezultatelor experimentale obținute pentru epruvetele
din aluminiu are aspectul:
ℎ = 2,734 ∙ 10−7𝑑0,0919𝐹0,408𝑛2,255 (5.3)
În cazul epruvetelor din cupru, funcția de tip putere este de forma:
ℎ = 19,726𝑑−0,518𝐹1,622𝑛−0,523 (5.4)
Modelele matematice empirice au fost utilizate pentru formularea unor observații asupra
prelucrabilității prin găurire cu burghiul și forțe constante de avans în cazul celor trei materiale din
care au fost realizate epruvetele. Au fost de asemenea executate o serie de diagrame, pentru
evidențierea influenței exercitate de către factorii de intrare în proces (diametru burghiului, mărimea
forței de avans, turația burghiului) asupra adâncimii găurii realizate în epruvetă pentru o durată
prestabilită a încercării experimentale (30 de secunde).
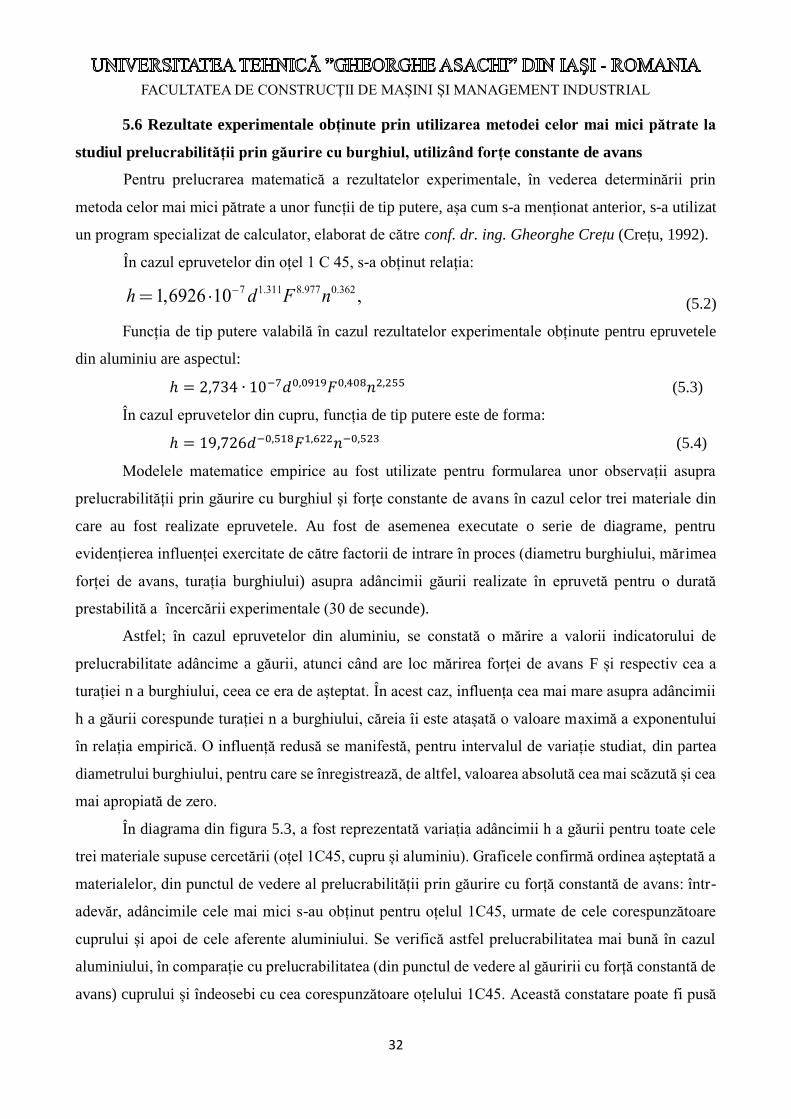
Astfel; în cazul epruvetelor din aluminiu, se constată o mărire a valorii indicatorului de
prelucrabilitate adâncime a găurii, atunci când are loc mărirea forței de avans F și respectiv cea a
turației n a burghiului, ceea ce era de așteptat. În acest caz, influența cea mai mare asupra adâncimii
h a găurii corespunde turației n a burghiului, căreia îi este atașată o valoare maximă a exponentului
în relația empirică. O influență redusă se manifestă, pentru intervalul de variație studiat, din partea
diametrului burghiului, pentru care se înregistrează, de altfel, valoarea absolută cea mai scăzută și cea
mai apropiată de zero.
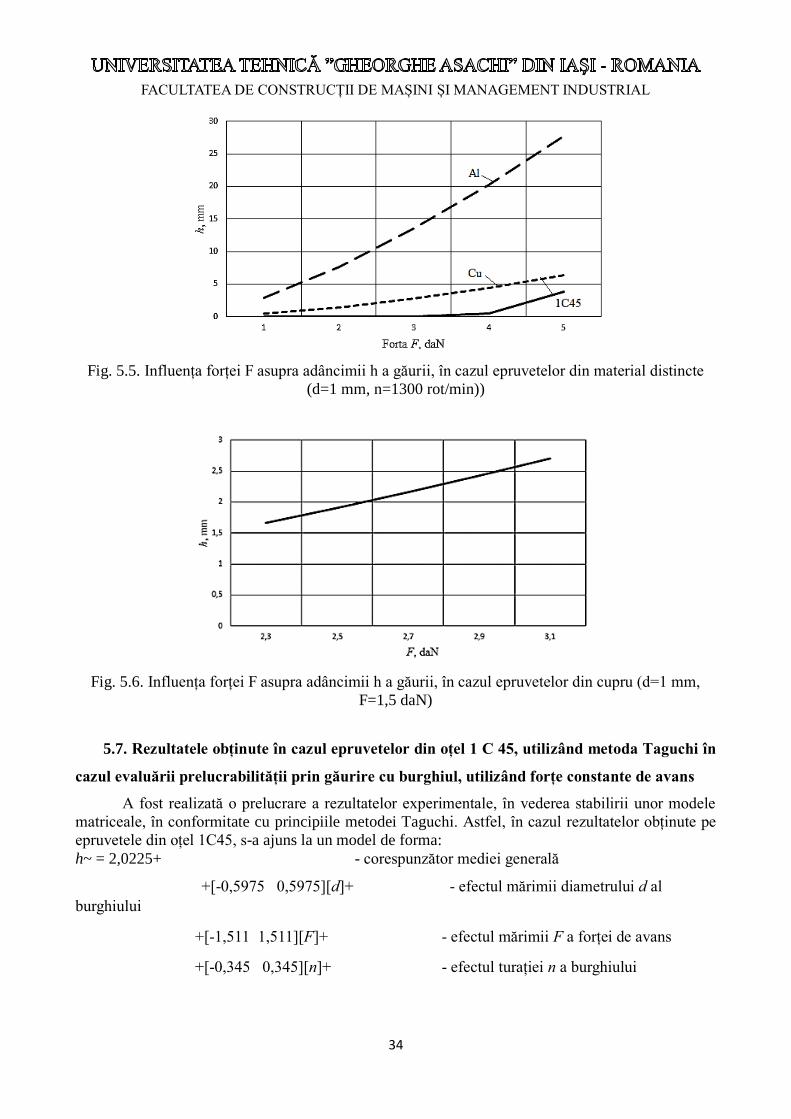
În diagrama din figura 5.3, a fost reprezentată variația adâncimii h a găurii pentru toate cele
trei materiale supuse cercetării (oțel 1C45, cupru și aluminiu). Graficele confirmă ordinea așteptată a
materialelor, din punctul de vedere al prelucrabilității prin găurire cu forță constantă de avans: într-
adevăr, adâncimile cele mai mici s-au obținut pentru oțelul 1C45, urmate de cele corespunzătoare
cuprului și apoi de cele aferente aluminiului. Se verifică astfel prelucrabilitatea mai bună în cazul
aluminiului, în comparație cu prelucrabilitatea (din punctul de vedere al găuririi cu forță constantă de
avans) cuprului și îndeosebi cu cea corespunzătoare oțelului 1C45. Această constatare poate fi pusă
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
33
în legătură cu rezistența mecanică la rupere mai scăzută a aluminiului, în comparație cu valorile
rezistenței la rupere din cazul cuprului și oțelului.
Așa cum s-a menționat, au fost sesizate și aspecte ce necesită o mărire a numărului de încercări
experimentale și a gamei de variație a mărimilor factorilor de intrare, pentru o mai bună clarificare a
influențelor exercitate de către acești factori asupra adâncimii găurii realizate în condițiile încercării
de prelucrabilitate; se intenționează, de altfel, o extindere în viitor a cercetărilor experimentale pentru
acele domenii pentru care pot fi identificate explicații suplimentare și care ar putea justifica mai bine
comportarea materialelor studiate din punctul de vedere al găuririi cu forță constantă de avans.
Fig. 5.3. Influența forței F și a turației n asupra adâncimii h a găurii, în cazul epruvetelor din
aluminiu (d=1 mm)
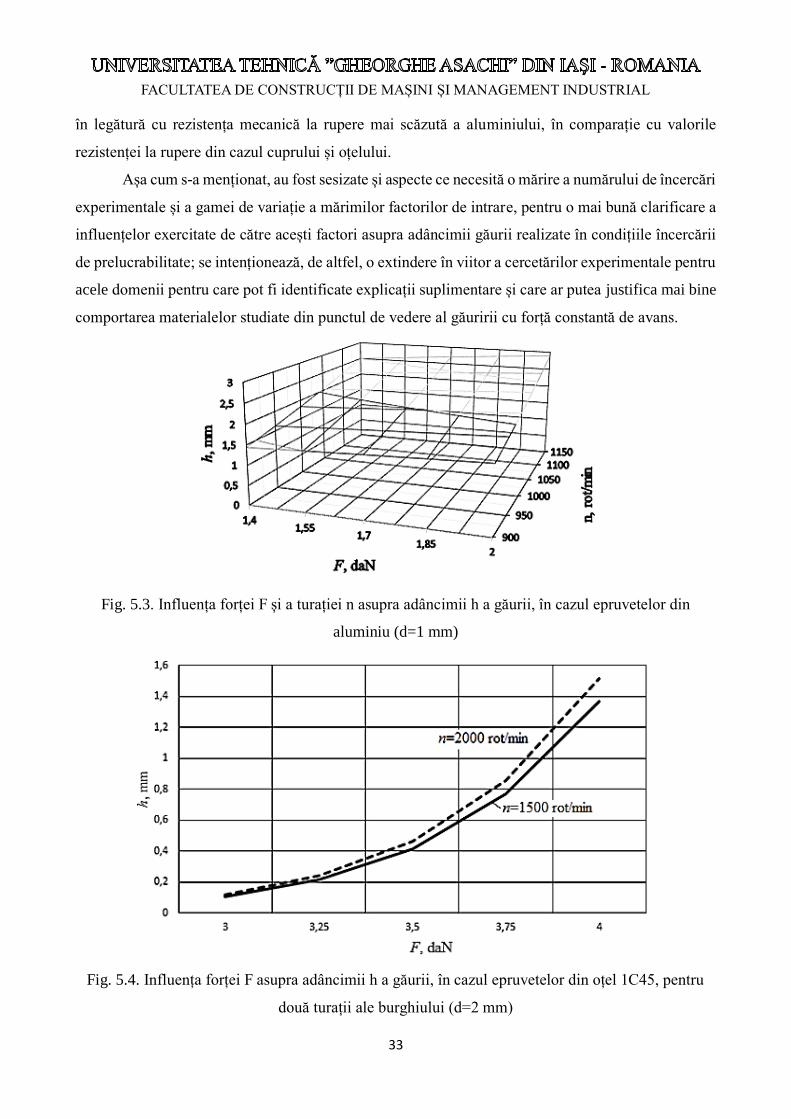
Fig. 5.4. Influența forței F asupra adâncimii h a găurii, în cazul epruvetelor din oțel 1C45, pentru
două turații ale burghiului (d=2 mm)
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
34
Fig. 5.5. Influența forței F asupra adâncimii h a găurii, în cazul epruvetelor din material distincte
(d=1 mm, n=1300 rot/min))
Fig. 5.6. Influența forței F asupra adâncimii h a găurii, în cazul epruvetelor din cupru (d=1 mm,
F=1,5 daN)
5.7. Rezultatele obținute în cazul epruvetelor din oțel 1 C 45, utilizând metoda Taguchi în
cazul evaluării prelucrabilității prin găurire cu burghiul, utilizând forțe constante de avans
A fost realizată o prelucrare a rezultatelor experimentale, în vederea stabilirii unor modele
matriceale, în conformitate cu principiile metodei Taguchi. Astfel, în cazul rezultatelor obținute pe
epruvetele din oțel 1C45, s-a ajuns la un model de forma:
h~ = 2,0225+ - corespunzător mediei generală
+[-0,5975 0,5975][d]+ - efectul mărimii diametrului d al
burghiului
+[-1,511 1,511][F]+ - efectul mărimii F a forței de avans
+[-0,345 0,345][n]+ - efectul turației n a burghiului
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
35
F,,
,,d
t
6835421351
36575273251 - efectul interacțiunii dF
n
,,
,,F
t
287512881
4697302871 - efectul interacțiunii Fn
ndt
03275,58251,0
5345,25115,1 - efectul interacțiunii dn
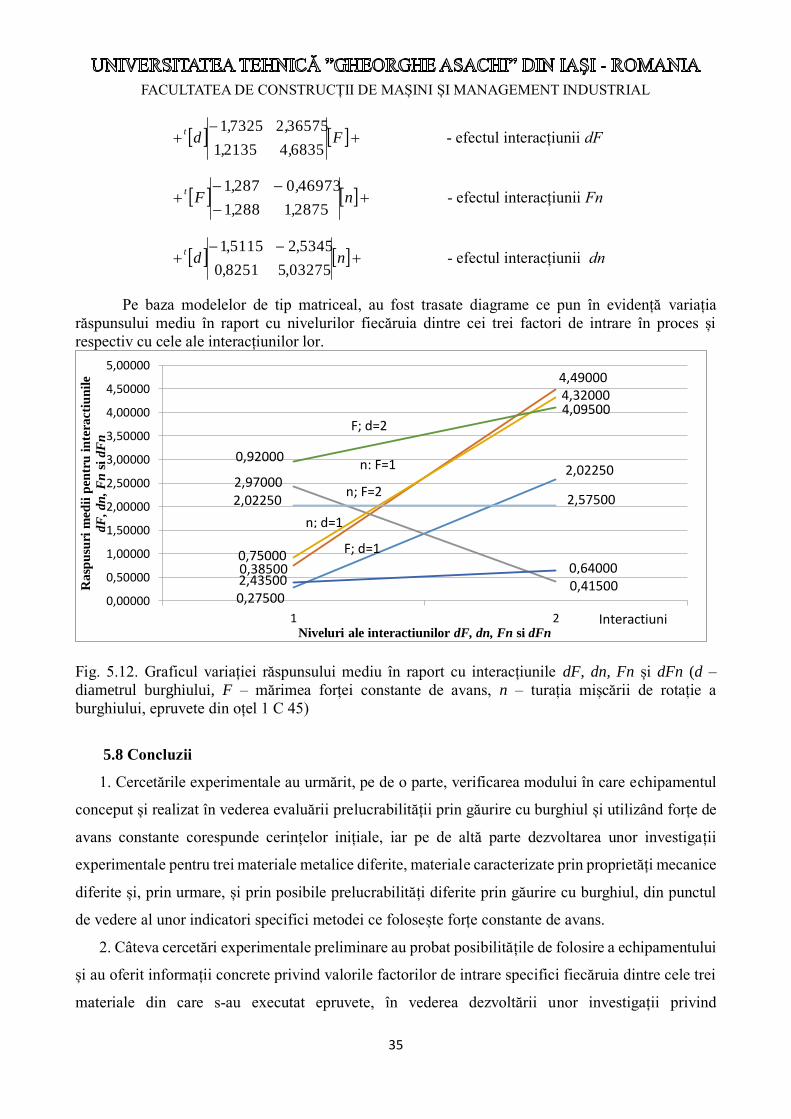
Pe baza modelelor de tip matriceal, au fost trasate diagrame ce pun în evidență variația
răspunsului mediu în raport cu nivelurilor fiecăruia dintre cei trei factori de intrare în proces și
respectiv cu cele ale interacțiunilor lor.
Fig. 5.12. Graficul variației răspunsului mediu în raport cu interacțiunile dF, dn, Fn și dFn (d –
diametrul burghiului, F – mărimea forței constante de avans, n – turația mișcării de rotație a
burghiului, epruvete din oțel 1 C 45)
5.8 Concluzii
1. Cercetările experimentale au urmărit, pe de o parte, verificarea modului în care echipamentul
conceput și realizat în vederea evaluării prelucrabilității prin găurire cu burghiul și utilizând forțe de
avans constante corespunde cerințelor inițiale, iar pe de altă parte dezvoltarea unor investigații
experimentale pentru trei materiale metalice diferite, materiale caracterizate prin proprietăți mecanice
diferite și, prin urmare, și prin posibile prelucrabilități diferite prin găurire cu burghiul, din punctul
de vedere al unor indicatori specifici metodei ce folosește forțe constante de avans.
2. Câteva cercetări experimentale preliminare au probat posibilitățile de folosire a echipamentului
și au oferit informații concrete privind valorile factorilor de intrare specifici fiecăruia dintre cele trei
materiale din care s-au executat epruvete, în vederea dezvoltării unor investigații privind
0,00000
0,50000
1,00000
1,50000
2,00000
2,50000
3,00000
3,50000
4,00000
4,50000
5,00000
1 2
Rasp
usu
ri m
edii
pen
tru
in
tera
ctiu
nil
e
dF
, dn
, F
nsi
dF
n
Niveluri ale interactiunilor dF, dn, Fn si dFn
0,92000
2,02250
0,75000
2,57500
0,41500
4,32000
Interactiuni
0,64000
2,970002,02250
F; d=2
n: F=1
n; F=2
n; d=1
F; d=1
4,09500
2,435000,38500
0,27500
4,49000
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
36
prelucrabilitatea lor prin găurire; aceste materiale au fost oțelul 1C45, cuprul electrotehnic și
aluminiul. Era de așteptat ca, datorită unor proprietăți fizico-mecanice destul de diferite ale acestor
materiale, să se obțină și valori diferite ale indicatorilor de prelucrabilitate ce se puteau determina cu
ajutorul echipamentului conceput și realizat.
3. Au fost concepute și materializate planuri de cercetare experimentale în concordanța cu
cerințele unui experiment factorial planificat, cu trei variabile independente și două niveluri de
experimentare pentru fiecare dintre variabilele luate în considerare. Așa cum s-a menționat anterior,
la stabilirea valorilor corespunzătoare celor două niveluri ale variabilelor independente, s-a ținut cont
de rezultatele unor încercări experimentale preliminare.
4. Într-o primă etapă, rezultatele experimentale au fost prelucrate matematic, folosindu-se un
program de calculator bazat pe metoda celor mai mici pătrate. În acest sens, a fost posibilă stabilirea
unor modele matematice empirice, preferându-se (în concordanță, de altfel, cu modelele matematice
existente în literatura de specialitate) funcții de tip putere, funcții de natură să permită formularea
directă a unor aprecieri referitoare la influența exercitată de către factorii de intrare în proces asupra
parametrului de ieșire. Aceste modele matematice empirice au fost utilizate pentru elaborarea unor
reprezentări grafice care completează în mod sugestiv informațiile referitoare la afectarea valorilor
parametrului de ieșire din proces (adâncimea găurii obținute pentru o durată a procesului de 30 s) de
către valorile factorilor de intrare în proces (diametrul d al burghiului, mărimea forței de avans F și
turația n a mișcării de rotație a sculei așchietoare). Au fost formulate explicații ale variațiilor
constatate în cazul indicatorului de prelucrabilitate adâncimea găurii obținute sub acțiunea unei forțe
cunoscute de avans, în raport cu valorile variabilelor independente luate în considerare (diametrul d
al burghiului, mărimea F a forței de avans, turația n a burghiului).
5. A fost utilizată metoda Taguchi, metodă de natură să ofere informații și asupra posibilelor
influențe exercitate de către interacțiunile grupurilor de câte doi factori de intrare sau de către grupul
tuturor celor trei factori de intrare în proces. Au fost elaborate reprezentări grafice corespunzătoare
variației răspunsurilor medii pentru fiecare dintre factorii de intrare în proces și respectiv pentru
interacțiunile lor; aceste reprezentări grafice au completat informațiile referitoare la modul în care
sunt afectate valorile parametrului de răspuns de către factorii de intrare în proces.
6. Au fost elaborate modele matriceale corespunzătoare rezultatelor experimentale pentru fiecare
dintre cele trei material pe care s-au efectuat cercetări experimentale, în concordanță cu cerințele
specifice utilizării metodei Taguchi.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
37
Cap. 6. CONCLUZII GENERALE, CONTRIBUȚII PROPRII ȘI DIRECȚII
VIITOARE DE CERCETARE
6.1 Concluzii generale rezultate din studiul literaturii de specialitate in legătură cu
evaluarea prelucrabilității prin găurire cu burghiul
S-a efectuat o cercetare documentară, urmărindu-se atât aspecte specifice prelucrabilității prin
găurire cu burghiul, cât și informații având un caracter mai general, referitoare la prelucrarea prin
așchiere sau la procesul de găurire cu burghiul, în general.
Din studiul literaturii de specialitate accesibile, s-a constatat că procedeele clasice de
prelucrare prin găurire cu burghiul utilizează în mod obișnuit o mișcare de avans efectuată de către
burghiu de sus în jos.
Pentru materialelor metalice, indicatorii de prelucrabilitate înregistrează valori diferite, în
funcție de criteriile și metodele de evaluare folosite la determinarea lor.
Luând în considerare diferitele metode de evaluare a prelucrabilității prin burghiere, au fost
formulate o serie de observații generale ce au fost identificate prin consultarea literaturii de
specialitate. Diversele cercetări efectuate până în prezent în legătură cu evaluarea prelucrabilității prin
burghiere au avut în vedere utilizarea unor metode distincte, dar și o analiză mai amănunțită asupra
modului în care se poate acționa prin intermediul unor factori de intrare în proces în vederea
îmbunătățirii condițiilor de prelucrare. Metodele rapide de evaluare a prelucrabilității sunt avantajate
de timpul scurt de lucru pentru observarea comportării materialului studiat în cazul unui anumit
proces de așchiere, dar se apreciază că, în acest fel (prin utilizarea unor metode rapide), nu se vor
obține în mod neapărat rezultate suficient de precise.
Studiul literaturii de specialitate în ceea ce privește încercările de prelucrabilitate prin așchiere
cu forțe constante de avans a evidențiat ca o direcție actuală de cercetare efectuarea unor investigații
valabile pentru cazul obținerii găurilor de mic diametru (cu diametre cuprinse între 1 și 10 mm) și
respectiv al obținerii unor găuri cu diametre mai mici de 1 mm (microgăurire).
6.2 Contribuții proprii teoretice și experimentale
S-a constatat că orientarea și fixarea semifabricatului/ probei într-o mandrina atașată arborelui
principal al mașinii de găurit cu coloană sau al unei mașini de găurit de banc și apelându-se la o
mișcare de avans de lucru de sus în jos, spre burghiul aflat pe masa de lucru a mașinii, contribuie la
o îndepărtare mai bună a așchiilor rezultate în timpul procesului de prelucrare, devenind posibilă o
reducere a duratei prelucrării, a forței axiale și respectiv o creștere a durabilității sculei.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
38
Studiul condițiilor în care se desfășoară procesul de găurire cu burghiul a permis realizarea
unei analize sistemice a respectivului proces, cu separarea și evidențierea factorilor de intrare, a
parametrilor de ieșire din proces și respectiv a factorilor perturbatori, adică a acelor factori mai puțin
susceptibili de control, dar care pot exercita influență asupra valorilor parametrilor de ieșire din
procesul de găurire și deci și asupra valorilor indicatorilor de prelucrabilitate.
Informații suplimentare corespunzătoare procesului de găurire cu burghiul și în mod concret
în legătură cu productivitatea procesului de găurire s-au obținut prin folosirea unei analize Ishikawa
și prin elaborarea unei reprezentări grafice în concordanță cu cerințele specifice acestei metode de
analiză.
A fost realizată o analiză SWOT, apreciindu-se că în acest mod se poate completa imaginea
corespunzătoare procesului de găurire cu burghiul și implicit cea legată de evaluarea prelucrabilității
materialelor printr-un asemenea procedeu de prelucrare, prin luarea în considerare a ceea ce înseamnă
punctele tari și cele slabe, respectiv amenințările și oportunitățile aferente procesului de prelucrare
supus analizei.
Ca urmare a analizelor efectuate și a utilizării unor metode de selectare optimă a soluției pentru
echipamentul de evaluare a prelucrabilității prin găurire cu burghiul și folosind forțe constante de
avans, a fost concepută o soluție ce presupunea realizarea, de către semifabricat, a unei mișcări de
avans de sus în jos, în timp ce motorul de antrenare a burghiului în mișcare de rotație este amplasat
pe masa mașinii de găurit. În definitivarea soluției constructive a echipamentului au fost utilizate și
elemente specifice metodei proiectării axiomatice.
Încercările experimentale s-au efectuat în conformitate cu cerințele unui experiment factorial
planificat, cu trei variabile independente (diametrul d al burghiului, mărimea forței de avans F și
turația n a mișcării de rotație a burghiului), la două niveluri și prin luarea în considerare, în calitate
de indicator de prelucrabilitate, a adâncimii h a găurii realizate pentru o durată a procesului de găurire
de 30 s.
Rezultatele experimentale au fost prelucrate matematic cu ajutorul unui program de calculator
ce are la bază metoda celor mai mici pătrate. În acest fel, au fost dezvoltate modele matematice
empirice, capabile să evidențieze influența exercitată de variația între anumite limite a mărimilor
factorilor de intrare asupra mărimii parametrului de răspuns (adâncimea găurii obținute în condiții
prestabilite). Argumente legate de utilizarea preferențială, în literatura de specialitate, a unor funcții
de tip putere, au condus la adoptarea unui asemenea tip de funcție și pentru modelele matematice
empirice propuse. Informații sugestive au fost obținute încă prin elaborarea unor reprezentări grafice
ce iau în considerare modelele matematice empirice determinate.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
39
S-a apreciat că rezultatele experimentale pot fi interpretate prin utilizarea unor principii
specifice metodei Taguchi, metodă de natură să ofere informații inclusiv în legătură cu influența
exercitată asupra parametrului de răspuns de către interacțiunile unor grupe de câte doi factori de
intrare in proces sau de către interacțiunea tuturor celor trei factori de intrare în proces. Au fost
realizate, ca atare, calculele necesare pentru evidențierea, cu ajutorul metodei Taguchi, atât a
influenței directe a fiecărui factor de răspuns, cât și a influenței interacțiunilor factorilor în cauză.
Pentru toate cele trei materiale utilizate în cadrul încercărilor experimentale, au fost elaborate
modelele matriceale, în conformitate cu principiile valabile în cadrul metodei Taguchi.
S-a apreciat că cercetările experimentale efectuate probează buna funcționare și posibilitățile
de utilizare a echipamentului propus pentru studiul prelucrabilității prin găurire cu burghiul și folosind
forțe constante de avans.
Ca urmare a cercetărilor teoretice și experimentale, au fost elaborate și publicate prin
contribuția autorului tezei un număr de 13 lucrări, în cazul a 5 lucrări autorul tezei fiind prim autor. 5
dintre aceste lucrări au fost indexate ISI Thompson Reuters și 2 au fost indexate în baza de date
Scopus. A fost elaborată o propunere de invenție pentru un echipament de evaluare a prelucrabilității
prin găurire cu burghiul și utilizând forțe constante de avans.
6.3. Concluzii finale și intenții de continuare a cercetărilor
Au fost concepute și materializate programe de efectuare a încercărilor experimentale,
prin respectarea cerințelor specifice unui experiment factorial cu trei variabile independente la două
niveluri, intenționându-se să se determine modele matematice empirice de tip funcție putere, iar pe
de altă parte să se elaboreze modele matriceale prin luarea în considerare a principiilor specifice
utilizării metodei Taguchi.
În viitor, se intenționează continuarea activității de cercetare experimentală, urmând a se
efectua experimentări și pe alte materiale metalice și nemetalice, în afara celor utilizate în cadrul
cercetării doctorale (oțel 1C45, cupru electrotehnic și aluminiu).
Se intenționează, de asemenea, continuarea cercetărilor în vederea îmbunătățirii soluției
constructive a echipamentului propus pentru evaluarea prelucrabilității prin găurire cu burghiul,
abordându-se eventual și alte criterii de determinare a prelucrabilității, în afara celui bazat pe folosirea
forței de avans.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
40
Referințe bibliografice selective
1. Belous, V., Manualul inventatorului, Editura Tehnică, București, 1990.
2. Bohosievici, C., Pruteanu, O., Tehnologia fabricării mașinilor, Volumul I, Iași: Tipar
Rotaprint, executat la Institutul Politehnic, 1974.
3. Cănescu, T., Tehnologia fabricării mașinilor, București: Editura didactică și pedagogică,
1972.
4. Crețu, G., Bazele cercetării experimentale. Îndrumar de laborator, Universitatea Tehnică
“Gheorghe Asachi” din Iași, 1992.
5. Dițu, V., Bazele așchierii materialelor-Teorie și aplicații, București: Matrix Rom, 2008.
6. Duca Z., Găurirea, București: Editura Tehnică, 1962.
7. Epureanu, Al., Pruteanu, O., Gavrilas, I., Tehnologia Construcțiilor de mașini, , București:
Editura didactică și pedagogică, 1983.
8. Gherman L., Coteață M., Slătineanu L., Device for the evaluation of the machinability by
drilling, Sevastopol, 2011.
9. Gherman, L.A., Slătineanu, L., Coteață, M., Echipament pentru evaluarea prelucrabilității
prin burghiere cu forță constantă de avans, la Universitatea Tehnică „Gheorghe Asachi” din Iași, nr.
a 2011 01045, 2011.
10. Gherman, L., Palaghia, I., Slătineanu, L., Taguchi modelling of experimental results for
brass drilling at constant feed force, Proceeding of The 16th International Conference Modern
Technologies, Quality and Innovation Vol. I, Iași, Chișinău, Belgrad, ModTech 2012, 413-416.
11. Grămescu, T., Contribuții la studiul prelucrabilității unor fonte standardizate românești.
Teză de doctorat, Iași, 1982.
12. Grămescu, T., Contribuții la studiul prelucrabilității unor fonte standardizate românești.
Rezumatul tezei de doctorat, Iași, 1982.
13. Ionescu, N., Contribuții la studiul prelucrării materialelor metalice prin așchiere asistată
de vibrații ultrasonice, Teză de doctorat, București, Universitatea Politehnica din București, 1999.
14. Mihailide, M., Scule așchietoare pentru Mașini-Unelte, Iași, 1993
15. Neagu, C., Tonoiu, S., Purcărea, M., Iliescu, M., Tehnologia construcțiilor de mașini-
Tehnologii de prelucrare, București: Matrix Rom, 2002.
16. Oprean, A., Sandu, I., Gh., Minciu, C., Deacu, L., Giurgiuman, H., Oancea, N., Bazele
așchierii și generării suprafețelor, București: Editura didactică și pedagogică, 1981.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
41
17. Picoș, C., Pruteanu, O., Bohosievici, C., Coman, Gh., Braha, V., Paraschiv, Dr.,
Slătineanu, L., Grămescu, Tr., Proiectarea tehnologiilor de prelucrare mecanică prin așchiere,
Manual de proiectare, Vol. 2, Chișinău: Editura Universitas Chișinău, 1992.
18. Picoș, C., Slǎtineanu, L., Grǎmescu, T., Tehnologia construcțiilor de mașini,
Prelucrabilitatea prin așchiere a fontelor și oțelurilor, Iași: Tipar Rotaprint, Institutul Politehnic, Iași,
1975.
19. Pruteanu, O., Epureanu, Al., Bohosievici, C., Gyenge, CS., Tehnologia fabricării
mașinilor, București: Editura didactică și pedagogică, 1981.
20. Pruteanu, O., V., Bohosievici, C., Braha, V., Paraschiv, Dr., Slătineanu, L., Grămescu,
Tr., Chirilă, V., Lupescu, O., Muscă, Gv., Ianișevschi, M., Leonte, P., Crețu Gh., Tehnologia
construcției de mașini-Îndrumar de laborator, Iași, 1990.
21. Sauer, I., Scule pentru prelucrarea găurilor, București: Editura Tehnică București, 1966.
22. Sauer, L., Ionescu, C., Găurirea adâncă, București: Editura Tehnică, 1982.
23. Šalak, A., Selecká, M., Danninger, H., Machinability of powder metallurgy steels,
Cambridge International Science Publishing, 2005.
24. Seghedin, N., E., Creativitate tehnică, etică, proprietate intelectuală, suport de curs,
Universitatea Tehnică „Gheorghe Asachi” din Iași, 2011.
25. Slǎtineanu, L., Contribuții la studiul prelucrabilitǎții prin așchiere a unor oțeluri românești,
Teza de doctorat, Iași: Institutul Politehnic Iași, 1980.
FACULTATEA DE CONSTRUCȚII DE MAȘINI ȘI MANAGEMENT INDUSTRIAL
42
Lista lucrărilor publicate în perioada activității doctorale
1. Manole V., Slătineanu L., Bădănac A., Caracaș G., Use of Some Means to Stimulate Creativity in
Designing a Device for Study of Machinability by Drilling Under Constant Force Feed, The 18‐th International Conference "Inventica 2014", p. 246-254, Revista de Inventica – Journal of Inventics, vol. 17,
nr. 85, August 2014, p. 1-7
2. Bădănac A., Lupescu O., Manole V., Rusu O. T., Researches to Improving Tool Life of the Cutting Inserts
Coated with Titanium Thin Layers, Academic Journal of Manufacturing Engineering, vol. 12, nr. 2, 2014,
p. 6-11 (lucrare indexată Scopus)
3. Bosoancă G., Slătineanu L., Coteață M., Bădănac A., Manole V., Device for Wire Electrical Discharge
Machining, Applied Mechanics and Materials, vol. 657, 2014, p. 569-573 (lucrare indexată ISI).
4. Bădănac A., Lupescu O., Manole V., Popa S., Some Researches Regarding the Durability of the Metal
Carbide Cutting Inserts Coated with Ti Thin Layers, Applied Mechanics and Materials, vol. 657, 2014, p.
281-285 (lucrare indexată ISI).
5. Manole V., Slătineanu L., Bădănac A., Hodorogea D., Bosoancă Gh., Equipment for the Study of
Machinability by Drilling under Constant Force Feed, Applied Mechanics and Materials, vol. 657, 2014, p.
33-37 (lucrare indexată ISI).
6. Manole V., Negoescu F., Slătineanu L., Stănilă R., Bădănac A., Correlation between machinability by
classical machining methods and use of nonconventional technologies, Revista de Tehnologii
Neconventionale, vol. 19, nr. 2, 2015, p. 24-29
7. Olaru S. C., Nagîț Gh., Rîpanu M.I., Manole V., Aspects of Searching Some Possibilities to Diminish the
Processing Errors at Stamping Process, Applied Mechanics and Materials vol. 809-810 (2015) p 295-300.
8. Bădănac A., Bosoancă Gh., Manole V., Bălan A. C., Popa M., Hușanu V., Durability of Cutting Inserts
Coated With Ion-Plated Altin Thin Films, ModTech International Conference, 2015, p. 2-6 (lucrare indexată
ISI).
9. Manole V., Slătineanu L., Olaru S.C., Beșliu I., Iurea P., Gonçalves-Coelho A., Results of an
Experimental Research Concerning the Evaluation of Machinability by Drilling under Constant Feed
Force, IManE International Conference, 2015, vol. 809-810, p. 145-152
10. Manole V., Munteanu A., Coteață M., Slătineanu L., Some Considerations Concerning the Analysis of
Drilling Process, Applied Mechanics and Materials, vol. 760, 2015), p. 495-500.
11. Slătineanu L., Dodun O., Coteaţă M., Coman I., Manole V., Gika C. V., Requirements statement in
product design, Materials Science and Engineering, vol. 161, p. 296-303, 2016 (lucrare indexată ISI).
12. Manole V., Slătineanu L., Bădănac A., Olaru S. C., Dodun O., Nonconventional aspects in evaluation
of the machinability by drilling under constant feed force, Nonconventional Technologies Review, nr. 3,
2016, p. 36-40.
13. Bădănac A., Lupescu O., Manole V., Ungureanu C., Popa M., Wear and Durability Variation Compared
with Thickness of Cutting Inserts Coated with AlTiN Thin Films, ModTech, 2016, p.2-6 (lucrare indexată
Scopus).
14. Slătineanu L., Manole V., Dispozitiv pentru evaluarea prelucrabilității prin găurire cu forță constantă
de avans, propunere de invenție, nr. 556/25.03.2016.