
Fabricaţia Asistată de Calculatorfiles.vladac-uvab.webnode.ro/200000356-1ca001d995/curs 4...vine...
16
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master 1 Note de curs 1. Strunjirea Strunjirea reprezintă procedeul de prelucrare prin așchiere în care mișcarea principală de rotație este imprimată piesei, iar scula se deplasează paralel cu suprafața piesei. Strunjirea are o răspândire mare datorită următorilor factori: • piesele care conțin suprafețe de revoluție au o pondere destul de mare (arbori, bucșe etc.); • strungurile au o construcție mecanică relativ simplă în comparație cu mașinile de frezat, iar precizia este ridicată; • productivitate foarte mare; • în cazul strunjirii CNC, programarea (în special cea manuală, de la controller) se face destul de facil în comparație cu frezarea; Acești factori fac din strunjire un procedeu ieftin și ușor de implementat. Marea limitare vine însă chiar din natura procesului: necesitatea existenței unei axe de rotație. 1.1. Principiul de lucru şi maşinile unelte utilizate Strunjirea se realizează prin combinarea mișcării principale de rotație executată de obicei de piesă, cu mișcarea de avans a cuțitului. Avansul poate fi rectiliniu în direcț ie longitudinala, transversală, înclinată față de axa mișcării principale sau după o direcție complexă, interpolată. Prin operații de strunjire se pot prelucra suprafețe: • cilindrice și conice (exterioare și interioare); • plane (frontale) – prin deplasarea radială a cuțitului; • toroidale (în secțiune avem un arc de cerc) – prin interpolare circulară; • filetări; • datorită posibilității programării strungurilor folosind metode CAD/CAM se pot prelucra și forme de tip free-form (generatoarea este o curbă de tip spline). Utilizarea de dispozitive speciale permite și strunjirea altor suprafețe, altele decât cele de rotație. Astfel, se pot prelucra suprafețe care nu sunt de rotație dacă se imprimă sculei cu ajutorul unor dispozitive speciale, pe lângă mișcarea de avans longitudinal și o mișcare radială efectuată după o anumita lege, sincronizată cu mișcarea de rotație a piesei, obținându-se astfel piese cu secțiune ovală, sau de altă formă (de genul camelor). Dezvoltarea mașinilor unelte de frezat cu comandă numerică a înlocuit însă aceste metode. O nouă generație de strunguri CNC permit și controlul numeric al axei de rotație (de obicei denumită C) pe lângă cele două axe ale sculei (Z și X). De asemenea, în locul cuțitului de strung poate fi montată o freză antrenată de un motor auxiliar, rezultând astfel o mașină de frezat în 3 axe, axa de rotație luând rolul celei de a treia axe, în sistem polar. Datorită puterii sistemelor CAD/CAM și a controllerelor mașinilor unelte, programarea acestora se face foarte facil, chiar și în acest caz destul de dificil (lipsa unei axe Y propriu zise este preluată de combinația de axe ZXC).
Transcript of Fabricaţia Asistată de Calculatorfiles.vladac-uvab.webnode.ro/200000356-1ca001d995/curs 4...vine...

U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
1 Note de curs
1. Strunjirea Strunjirea reprezintă procedeul de prelucrare prin așchiere în care mișcarea principală
de rotație este imprimată piesei, iar scula se deplasează paralel cu suprafața piesei.
Strunjirea are o răspândire mare datorită următorilor factori:
• piesele care conțin suprafețe de revoluție au o pondere destul de mare (arbori,
bucșe etc.);
• strungurile au o construcție mecanică relativ simplă în comparație cu mașinile
de frezat, iar precizia este ridicată;
• productivitate foarte mare;
• în cazul strunjirii CNC, programarea (în special cea manuală, de la controller)
se face destul de facil în comparație cu frezarea;
Acești factori fac din strunjire un procedeu ieftin și ușor de implementat. Marea limitare
vine însă chiar din natura procesului: necesitatea existenței unei axe de rotație.
1.1. Principiul de lucru şi maşinile unelte utilizate Strunjirea se realizează prin combinarea mișcării principale de rotație executată de
obicei de piesă, cu mișcarea de avans a cuțitului. Avansul poate fi rectiliniu în direcție
longitudinala, transversală, înclinată față de axa mișcării principale sau după o direcție
complexă, interpolată.
Prin operații de strunjire se pot prelucra suprafețe:
• cilindrice și conice (exterioare și interioare);
• plane (frontale) – prin deplasarea radială a cuțitului;
• toroidale (în secțiune avem un arc de cerc) – prin interpolare circulară;
• filetări;
• datorită posibilității programării strungurilor folosind metode CAD/CAM se pot
prelucra și forme de tip free-form (generatoarea este o curbă de tip spline).
Utilizarea de dispozitive speciale permite și strunjirea altor suprafețe, altele decât cele
de rotație. Astfel, se pot prelucra suprafețe care nu sunt de rotație dacă se imprimă
sculei cu ajutorul unor dispozitive speciale, pe lângă mișcarea de avans longitudinal
și o mișcare radială efectuată după o anumita lege, sincronizată cu mișcarea de rotație
a piesei, obținându-se astfel piese cu secțiune ovală, sau de altă formă (de genul
camelor). Dezvoltarea mașinilor unelte de frezat cu comandă numerică a înlocuit însă
aceste metode.
O nouă generație de strunguri CNC permit și controlul numeric al axei de rotație (de
obicei denumită C) pe lângă cele două axe ale sculei (Z și X). De asemenea, în locul
cuțitului de strung poate fi montată o freză antrenată de un motor auxiliar, rezultând
astfel o mașină de frezat în 3 axe, axa de rotație luând rolul celei de a treia axe, în
sistem polar. Datorită puterii sistemelor CAD/CAM și a controllerelor mașinilor unelte,
programarea acestora se face foarte facil, chiar și în acest caz destul de dificil (lipsa
unei axe Y propriu zise este preluată de combinația de axe ZXC).
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
2 Note de curs
Controllerul Sinumerik 840 de la Siemens poate face singur transformarea
coordonatelor XYZ în coordonate polare ZXC, programatorul CAM ne mai trebuind să
își imagineze calcule complexe, el considerând în mediul CAM o mașină clasică de
frezat în coordonate polare XYZ. Alternativ, sistemul CAM poate transforma
coordonatele carteziene în coordonate polare prin procesul de postprocesare, la
mașină ajungând acestea din urmă (ZXC).
După cum spuneam, mașinile unelte folosite sunt strungurile, construite intr-o mare
varietate de tipo-dimensiuni:
• strunguri orizontale – caracterizate prin poziția orizontală a axului principal și
prin universalitatea prelucrărilor care se pot executa pe ele;
• strunguri carusel (verticale) – caracterizate prin poziția verticală a arborelui
principalși destinate prelucrării pieselor masive, cu diametre mari;
• strunguri frontale, destinate prelucrării pieselor cu dimensiuni mari și lungimi
mici;
• strunguri revolver, dotate cu o magazie de scule de tip revolver; sunt destinate
prelucrării pieselor de dimensiuni mici, debitate din bară, precum și a
semifabricatelor turnate sau forjate;
• strunguri semiautomate şi automate – sunt destinate prelucrării pieselor în
producția de serie mare și caracterizate de posibilitatea prelucrării simultane cu
mai multe cuțite;
Toate aceste strunguri pot beneficia de control numeric fie clasic (NC), fie CNC, acest
ultim caz fiind predominant în zilele noastre. Sistemele CAD/CAM pot genera
programe pentru aceste mașini, lucru pe care îl vom studia și noi pe parcursul acestui
curs.
1.2. Aplicația NX Turning Nevoia de a fabrica piese strunjite reprezintă un lucru extrem de comun în industria
actuală, precum construcţia de maşini, industria aerospaţială, de automobile. Ca şi în
cazul altor domenii de fabricaţie, maşinile unelte folosite la strunjire au suferit
schimbări rapide datorate progresului tehnologic şi necesităţii de îmbunătăţire a
productivităţii. Noile echipamente de strunjire au făcut progrese remarcabile legate de
automatizare, eficienţă, universalitate, posibilitatea de a prelucra atât prin frezare cât
şi prin strunjire.
Modulul Turning utilizează Operation Navigator pentru a organiza operaţiile şi
parametrii. Se pot crea operaţii de strunjire pentru degroşare, finisare, găurire şi
filetare. Parametrii acestor operaţii, cu ar fi geometria, metodele de fabricare şi sculele
pot fi specificate prin grupurile părinte, parametrii putând fi moşteniţi către operaţiile
subordonate. Alţi parametrii vor fi definiţi în interiorul operaţiilor individuale. Pe măsură
ce piesa parcurge operaţiile din program, semifabricatul dintre operaţii (In Process
Workpiece – IPW). Se actualizează ţinând cont de modificările suferite şi permite
afişarea grafică a materialului care a mai rămas de îndepărtat. Modulul Turning
permite afişarea acestui semifabricat, după fiecare operaţie generată.
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
3 Note de curs
Întrucât secvenţa operaţiilor este importantă, este cel mai bine să vizualizăm
Operation Navigator în forma Program Order. Dacă operaţiile sunt reordonate,
sistemul va recalcula semifabricatul IPW acolo unde este necesar.
Beneficiile utilizării aplicaţiei Turning sunt:
• detectarea automată a regiunilor de prelucrare pentru operaţiile de degroşare
şi finisare, permit obținerea mult mai rapidă a rezultatelor, mai ales în cazul
operaţiilor succesive;
• posibilităţile de animație a îndepărtării de material, atât în modul 2D cât şi în
modul 3D, pentru a verifica traseul sculei
şi a evita coliziunea acesteia cu piesa sau
elementele de fixare;
• rapiditatea de a crea scule şi operații de
strunjire, frezare sau găurire în aceeaşi
sesiune de programare, în cazul maşinilor
multifuncţionale;
• posibilitatea de a crea programe de
comandă numerică pentru maşinile cu mai
mulţi arbori, putem astfel programa
separat operaţiile pentru fiecare arbore şi
apoi reordona operaţiile prin sincronizare.
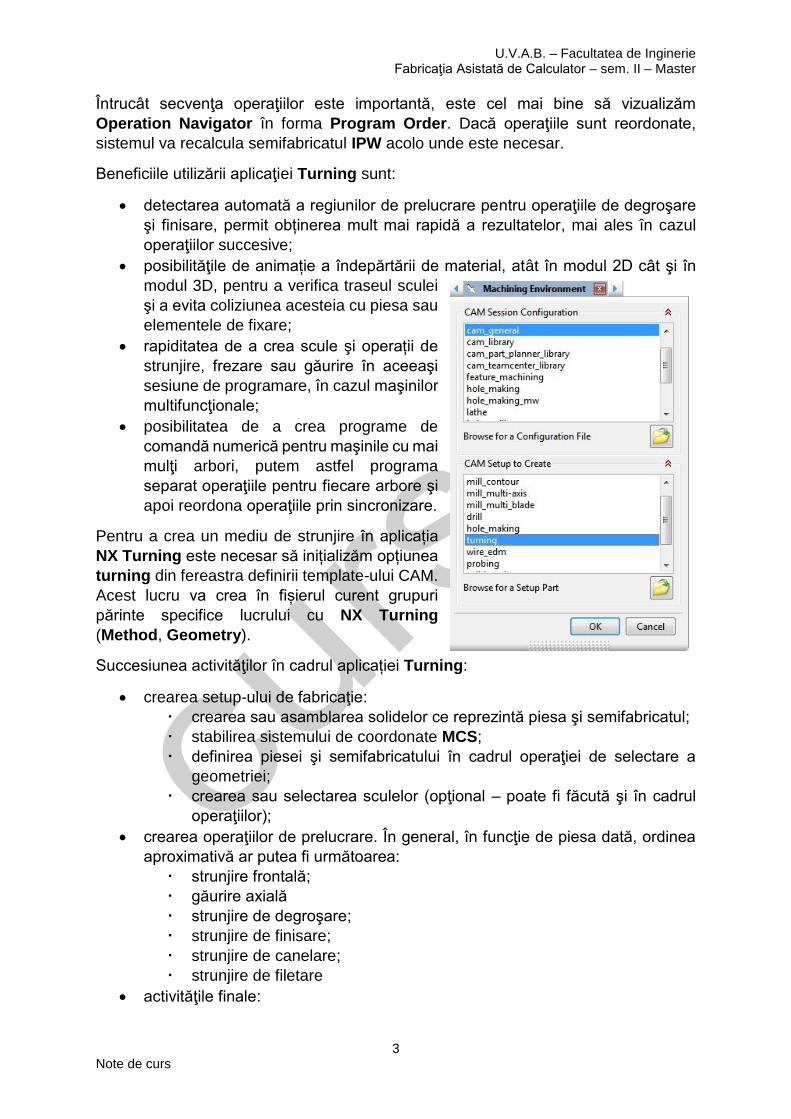
Pentru a crea un mediu de strunjire în aplicația
NX Turning este necesar să inițializăm opțiunea
turning din fereastra definirii template-ului CAM.
Acest lucru va crea în fișierul curent grupuri
părinte specifice lucrului cu NX Turning
(Method, Geometry).
Succesiunea activităţilor în cadrul aplicației Turning:
• crearea setup-ului de fabricaţie:
crearea sau asamblarea solidelor ce reprezintă piesa şi semifabricatul;
stabilirea sistemului de coordonate MCS;
definirea piesei şi semifabricatului în cadrul operaţiei de selectare a
geometriei;
crearea sau selectarea sculelor (opţional – poate fi făcută şi în cadrul
operaţiilor);
• crearea operaţiilor de prelucrare. În general, în funcţie de piesa dată, ordinea
aproximativă ar putea fi următoarea:
strunjire frontală;
găurire axială
strunjire de degroşare;
strunjire de finisare;
strunjire de canelare;
strunjire de filetare
• activităţile finale:

U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
4 Note de curs
verificarea operaţiilor;
postprocesarea;
generarea documentaţiei tehnice (Shop Documentation)
1.3. Definirea sculelor Ca şi în alte aplicaţii CAM, procesorul de strunjire foloseşte informaţii ale sculei pentru
a calcula traiectoria acesteia. Parametrii sculei sunt bazaţi pe orientarea ansamblului
sculă montat în post scula maşinii unelte. Deşi spunem că definim noi scule, de fapt
ne folosim de nişte template-uri pe care le personalizăm în momentul definirii.
Pentru a crea o nouă sculă apăsăm butonul Create Tool din toolbarul Insert sau
din meniu: Insert / Tool. Întrucât avem de-a face cu modulul de strunjire, din fereastra
Create Tool, zona Type, va trebui să ne asigurăm că avem selectat template-ul
Turning. În zona Tool Subtype avem toate tipurile de scule pe care le putem folosi
în aplicaţia Turning. În mare, se împart în câteva
subcategorii:
• găurire – burghie;
• cuţite pentru strunjire exterioară – OD_80_L,
OD_80_R, OD_55_L,OD_55_R;
• cuţite pentru strunjirea interioară – ID_80_L,
ID_55_L, BACKBORE_55_L;
• cuţite pentru canelare – OD_GROVE_L,
FACE_GROVE_L, ID_GROVE_L;
• cuţite de filetare – OD_THREAD_L,
ID_THREAD_L;
• cuţite profilate – FORM_TOOL.
După alegerea subtipului corespunzător se apasă
butonul OK şi se intră în fereastra de definire a
parametrilor sculei. Fereastra de definire a sculei
conţine mai multe zone, dintre care cele mai
importante sunt:
• Insert – permite definirea formei plăcuţei. Astfel putem alege din lista ISO
Insert Shape una din opţiunile dorite. Acestea sunt formele standard agreate
de către toţi producătorii de scule. Opţiunile din lista Insert Position orientează
partea aşchietoare a plăcuţei producând o rotaţie corespunzătoare a arborelui
principal;
• zonele Legend şi Dimensions permit vizualizarea, respectiv introducerea
parametrilor plăcuţei. De asemenea, ca şi în cazul frezării, scula poate fi
vizualizată şi manevrată în fereastra grafică;
• zonele Insert Size şi More permit definirea altor parametri standard ai
plăcuţelor. În general, toţi aceşti parametri se regăsesc în catalogul
producătorului de scule;
• tabul Holder permite definirea portsculei . Prin bifarea opţiunii Use Turn Holder
activăm mai multe regiuni prin care putem defini mărimea şi forma acestui
suport;

U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
5 Note de curs
• tabul Tracking permite definirea originii plăcuţei, origine care va fi aceeaşi cu
cea din controllerul maşinii.
1.5. Definirea geometriei Definirea geometriei este un pas important şi obligatoriu în aplicaţia Manufacturing.
Ca principiu de lucru, cea mai mare parte a geometriei va fi definită prin intermediul
grupurilor părinte Geometry. Operaţiile de strunjire vor moşteni de la aceşti părinţi
geometria corespunzătoare, alte elemente geometrice putând fi specificate în
interiorul operaţiei. Deşi operaţiile moştenesc aceeaşi geometrie, în cadrul acestora
vom putea limita zonele de prelucrat cu ajutorul opţiunii Cut Regions. La nivelul
grupului părinte Geometry, Cut Regions se numește Containment.
Pentru a crea o nouă geometrie se apasă butonul Create Geometry din toolbarul
Insert sau din meniu: Insert / Geometry. De
asemenea, putem crea un nou grup executând
click dreapta pe părintele sub care vrem să-l
subordonăm apoi alegem Insert / Geometry.
Cel mai adesea însă, edităm grupurile Geometry
deja existente rezultate în urma iniţializării
template-ului Turning. În mod normal sistemul ar
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
6 Note de curs
trebui să creeze în urma acestui proces, cei trei părinţi geometrie MCS_SPINDLE,
WORKPIECE, TURNING_WORKPIECE. Operaţiile vor fi subordonate grupului
TURNING_WORKPIECE. Nu avem posibilitatea definirii geometriei piesă şi
semifabricat în interiorul operaţiei, vom fi obligaţi să definim această geometrie prin
intermediul părinţilor corespunzători:
• MCS_SPINDLE – are acelaşi rol ca şi în cazul frezării, şi anume definirea
sistemului de coordonate al maşinii unelte;
• WORKPIECE – ca şi în cazul frezării, geometria Workpiece permite definirea
piesei (Part), semifabricatului (Blank) şi a elementelor de evitat (Check).
Pentru a le specifica se apasă butonul corespunzător din zona Geometry şi se
selectează geometria dorită.
• TURNING_WORKPIECE – este un părinte geometrie specific operaţiilor de
strunjire ce se creează automat la iniţializarea template-ului Turning. Este
subordonat părintelui WORKPIECE moştenind de la acesta geometria solidă a
piesei şi a semifabricatului.
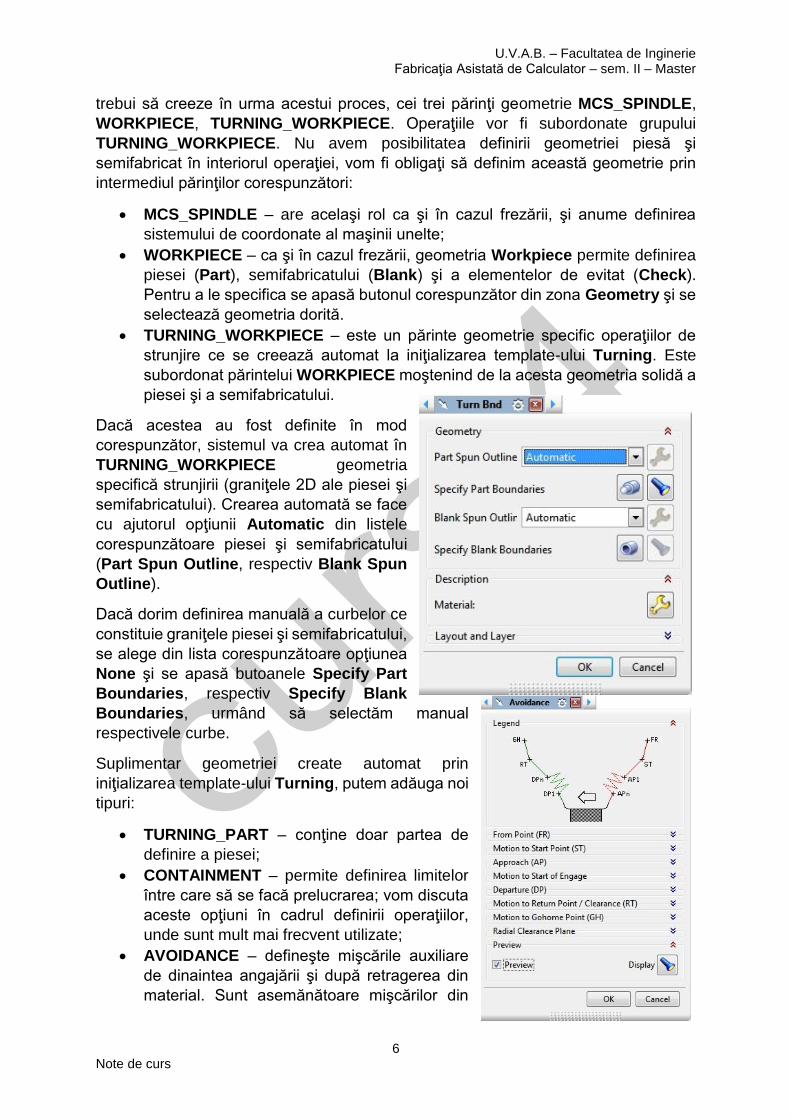
Dacă acestea au fost definite în mod
corespunzător, sistemul va crea automat în
TURNING_WORKPIECE geometria
specifică strunjirii (graniţele 2D ale piesei şi
semifabricatului). Crearea automată se face
cu ajutorul opţiunii Automatic din listele
corespunzătoare piesei şi semifabricatului
(Part Spun Outline, respectiv Blank Spun
Outline).
Dacă dorim definirea manuală a curbelor ce
constituie graniţele piesei şi semifabricatului,
se alege din lista corespunzătoare opţiunea
None şi se apasă butoanele Specify Part
Boundaries, respectiv Specify Blank
Boundaries, urmând să selectăm manual
respectivele curbe.
Suplimentar geometriei create automat prin
iniţializarea template-ului Turning, putem adăuga noi
tipuri:
• TURNING_PART – conţine doar partea de
definire a piesei;
• CONTAINMENT – permite definirea limitelor
între care să se facă prelucrarea; vom discuta
aceste opţiuni în cadrul definirii operaţiilor,
unde sunt mult mai frecvent utilizate;
• AVOIDANCE – defineşte mişcările auxiliare
de dinaintea angajării şi după retragerea din
material. Sunt asemănătoare mişcărilor din
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
7 Note de curs
operaţiile de frezare cu observaţia că putem împărţi mişcarea după direcţiile
radială şi axială selectabile în listele Motion Type. În plus, putem defini mai
multe puncte care să controleze traiectoria înainte şi după prelucrare (zona
Approach, respectiv Departure); mişcările respective pot fi vizualizate şi în
zona Legend. Aceste mişcări de editare pot fi specificate şi în interiorul
operaţiilor (Non Cutting Moves, paginile Approach şi Departure). Dacă sunt
definite în cadrul părintelui vor fi moştenite automat de către operaţiile
subordonate.
Grupurile părinte Method şi Program permit au aceleaşi funcţii ca şi în cazul frezării,
cu menţiunea că, în cadrul strunjirii metodele poartă nume specifice, iar ordinea
operaţiilor din cadrul unui program are importanţă deosebită.
1.6. Elemente comune ale ferestrelor operaţiilor de strunjire Ferestrele operaţiilor de strunjire (degroşare şi finisare, interioară şi exterioară)
prezintă câteva elemente comune pe care le vom discuta în cele ce urmează,
elementele specifice fiind prezentate în cadrul subcapitolelor corespunzătoare. Ca şi
la frezare, fereastra este împărţită în mai multe zone:
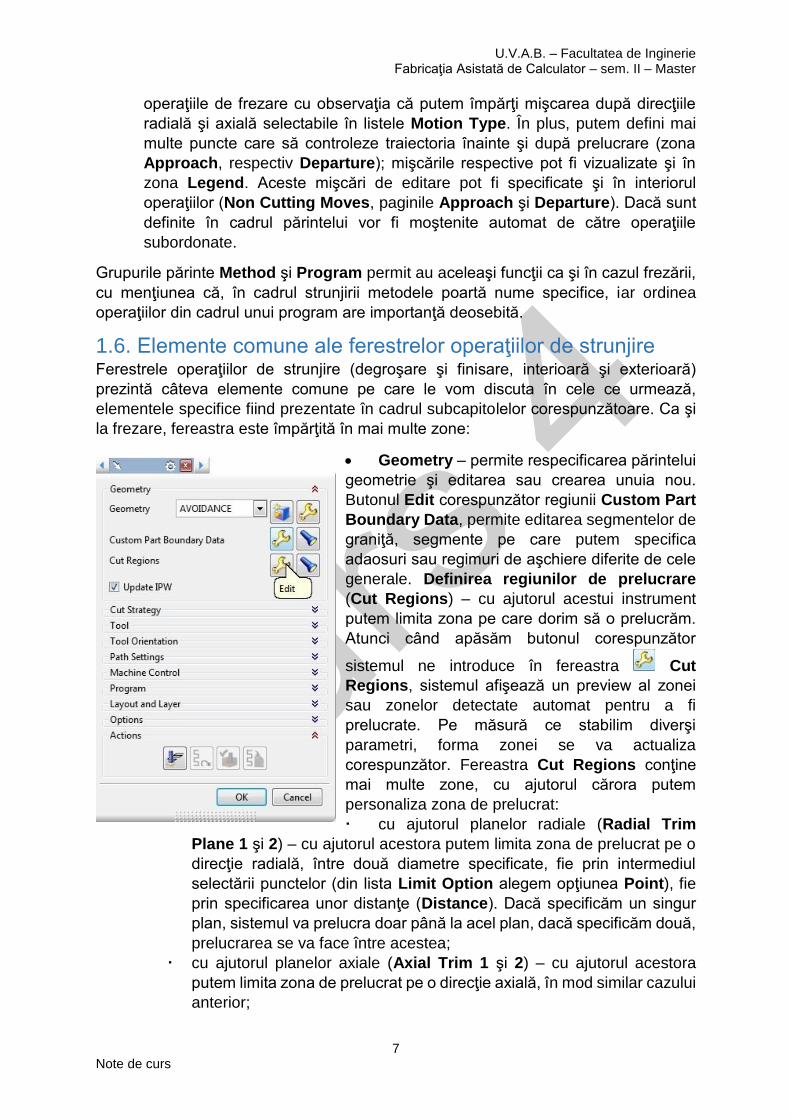
• Geometry – permite respecificarea părintelui
geometrie şi editarea sau crearea unuia nou.
Butonul Edit corespunzător regiunii Custom Part
Boundary Data, permite editarea segmentelor de
graniţă, segmente pe care putem specifica
adaosuri sau regimuri de aşchiere diferite de cele
generale. Definirea regiunilor de prelucrare
(Cut Regions) – cu ajutorul acestui instrument
putem limita zona pe care dorim să o prelucrăm.
Atunci când apăsăm butonul corespunzător
sistemul ne introduce în fereastra Cut
Regions, sistemul afişează un preview al zonei
sau zonelor detectate automat pentru a fi
prelucrate. Pe măsură ce stabilim diverşi
parametri, forma zonei se va actualiza
corespunzător. Fereastra Cut Regions conţine
mai multe zone, cu ajutorul cărora putem
personaliza zona de prelucrat:
cu ajutorul planelor radiale (Radial Trim
Plane 1 şi 2) – cu ajutorul acestora putem limita zona de prelucrat pe o
direcţie radială, între două diametre specificate, fie prin intermediul
selectării punctelor (din lista Limit Option alegem opţiunea Point), fie
prin specificarea unor distanţe (Distance). Dacă specificăm un singur
plan, sistemul va prelucra doar până la acel plan, dacă specificăm două,
prelucrarea se va face între acestea;
cu ajutorul planelor axiale (Axial Trim 1 şi 2) – cu ajutorul acestora
putem limita zona de prelucrat pe o direcţie axială, în mod similar cazului
anterior;
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
8 Note de curs
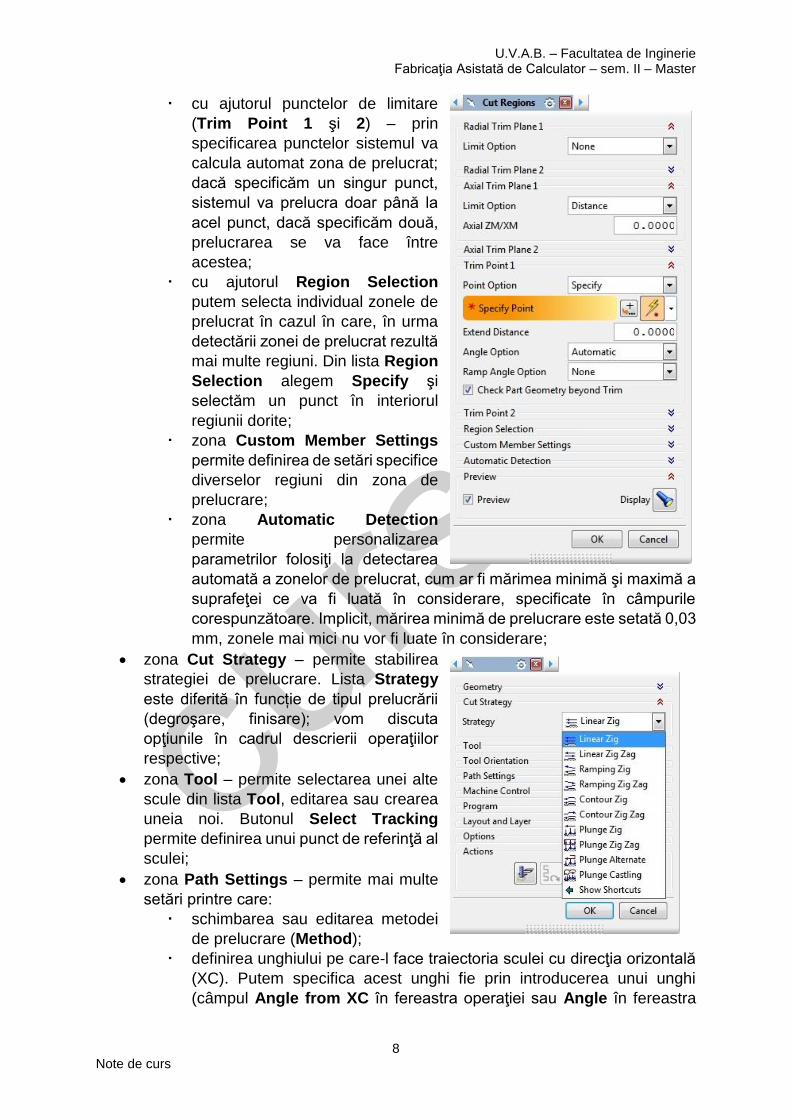
cu ajutorul punctelor de limitare
(Trim Point 1 şi 2) – prin
specificarea punctelor sistemul va
calcula automat zona de prelucrat;
dacă specificăm un singur punct,
sistemul va prelucra doar până la
acel punct, dacă specificăm două,
prelucrarea se va face între
acestea;
cu ajutorul Region Selection
putem selecta individual zonele de
prelucrat în cazul în care, în urma
detectării zonei de prelucrat rezultă
mai multe regiuni. Din lista Region
Selection alegem Specify şi
selectăm un punct în interiorul
regiunii dorite;
zona Custom Member Settings
permite definirea de setări specifice
diverselor regiuni din zona de
prelucrare;
zona Automatic Detection
permite personalizarea
parametrilor folosiţi la detectarea
automată a zonelor de prelucrat, cum ar fi mărimea minimă şi maximă a
suprafeţei ce va fi luată în considerare, specificate în câmpurile
corespunzătoare. Implicit, mărirea minimă de prelucrare este setată 0,03
mm, zonele mai mici nu vor fi luate în considerare;
• zona Cut Strategy – permite stabilirea
strategiei de prelucrare. Lista Strategy
este diferită în funcție de tipul prelucrării
(degroşare, finisare); vom discuta
opţiunile în cadrul descrierii operaţiilor
respective;
• zona Tool – permite selectarea unei alte
scule din lista Tool, editarea sau crearea
uneia noi. Butonul Select Tracking
permite definirea unui punct de referinţă al
sculei;
• zona Path Settings – permite mai multe
setări printre care:
schimbarea sau editarea metodei
de prelucrare (Method);
definirea unghiului pe care-l face traiectoria sculei cu direcţia orizontală
(XC). Putem specifica acest unghi fie prin introducerea unui unghi
(câmpul Angle from XC în fereastra operaţiei sau Angle în fereastra

U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
9 Note de curs
grafică), fie prin specificarea unui vector
(opţiunea Vector din lista Level Angle);
specificarea direcţiei de prelucrare –
putem alege între Forward (către universal)
şi Reverse (de la universal către capătul
liber al piesei);
specificarea stepover-ului – Stepover
este mărimea dintre două treceri succesive
ale sculei prin material, această mărime
poate fi exprimată fie printr-o distanţă, fie
printr-un procent din diametrul sculei (în
cazul frezării). Are importanţă îndeosebi în
cazul strunjirii de degroşare unde avem mai
multe treceri succesive pentru a îndepărta
materialul. Poate fi definit prin mai multe
moduri:
- Constant – mărimea stepover-ului are
o valoare specificată în câmpul Depth.
Ultima trecere va îndepărta restul de
material rămas chiar dacă are o valoare mai
mică.
- Multiple – permite definirea adâncimii
de aşchiere pe fiecare nivel.
- Number of Levels – grosimea
materialului va fi îndepărtată printr-un număr specificat de treceri
(câmpul Number of Levels).
- Variable Average – sistemul va calcula un număr minim de
treceri având grijă să nu depăşească mărimea maximă a pasului
pentru fiecare regiune.
- Variable Maximum – sistemul va aplica mărimea maximă a
pasului de câte ori va fi posibil, urmând ca materialul rămas să fie
îndepărtat dintr-o singură trecere.
Butoanele Cutting Parameters şi Non Cutting Moves – permit
stabilirea parametrilor pentru mişcările de prelucrare şi cele auxiliare,
netăietoare. Conţinutul acestor subferestre este diferit în funcţie de tipul
operaţiei, precum şi de setările din cadrul aceleaşi operaţii. Vor fi
discutate ulterior în cadrul operaţiilor pe care le vom studia.
Celelalte zone (Feeds and Speeds, Machine Control, Program, Actions) au
aceleaşi funcţii ca şi în cazul frezării.
1.7. Verificarea traseului sculei După generarea traiectoriei sculei este nevoie de verificarea acesteia. Ca şi în cazul
frezării acest lucru se face prin activarea butonului Verify din zona Actions sau
executând click dreapta pe o operaţie sau grup de operaţii din ON şi alegând Tool
Path / Verify. Ca şi în cazul frezării, fereastra Tool Path Visualisation are aceleaşi
opţiuni, mai puţin tabul 2D Dynamic.

U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
10 Note de curs
În tabul Replay avem o opţiune suplimentară – 2D Material Removal ce permite
vizualizarea îndepărtării de material în mod 2D; întrucât strunjirea este oricum o
operaţie 2D, această opţiune este foarte des utilizată, ea fiind foarte rapidă, materialul
fiind îndepărtat în mod dinamic (se actualizează făcând click pe diverse segmente ale
traseului).
Modul 3D Dynamic este similar cu cel din frezare
afişând îndepărtarea de material în mod 3D. Un alt
lucru deosebit de util în vizualizarea traiectoriei şi a
materialului îndepărtat este vizualizarea instantanee a
acestora prin simpla selecţie a operaţiilor din
Operation Navigator. Pe lângă afişarea traiectoriei,
sistemul ne prezintă:
• materialul îndepărtat – în culoarea roşu;
• materialul rămas după prelucrare – în culoarea
galben;
• materialul piesei finite – în culoarea mov.
2. Strunjirea de degroşare (Rough Turn) Strunjirea de degroşare este operaţia prin care se îndepărtează masiv adaosul de
prelucrare. Pentru a crea o operaţie de degroşare apăsăm butonul Create
Operation, alegem din lista Type opţiunea Turning, iar din Operation Subtype
alegem una din cele patru opţiuni:
• ROUGH_TURN_OD – operaţie de degroşare exterioară;
• ROUGH_BACK_TURN – strunjire de degroşare exterioară inversă;
• ROUGH_BORE_ID – strunjire de degroşare interioară;
• ROUGH_BACK_BORE – strunjire de degroşare interioară inversă.
Cut Strategy – strategia de prelucrare reprezintă modalitatea în care este îndepărtat
materialul sub forma unor treceri succesive. Avem mai multe opţiuni în lista Strategy,
cele mai multe putând fi atât de tip Zig cât şi Zig Zag. Zig reprezintă modalitatea de
prelucrare în care îndepărtarea materialului se face într-o
singură direcţie (definită în lista Direction). În modul Zig Zag
îndepărtarea materialului se face în ambele direcţii, rezultând un
timp mai scurt de prelucrare. Putem alege între următoarele
opţiuni:
• Linear (Zig şi Zig Zag) – îndepărtarea materialului se
face după nişte direcţii liniare paralele între ele, definite
de unghiul cu direcţia orizontală (câmpul Angle from XC).
• Ramping (Zig şi Zig Zag) – reprezintă modalitatea de
îndepărtare a materialului în care adâncimea de tăiere
este variabilă; acest lucru se face prin înclinarea şi
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
11 Note de curs
alternarea traseelor succesive. Are un avantaj faţă de metoda anterioară, prin
faptul că punctul de stres maxim de la contactul dintre sculă şi material se mută
continuu de-a lungul muchiei de prelucrare prelungind astfel durata de viaţă a
plăcuţei. Alegând astfel de metode se activează lista Ramping Mode ce
defineşte modalitatea în care se execută mişcările înclinate.
• Contour (Zig şi Zig Zag) – îndepărtarea materialului se face de-a lungul unor
traiectorii paralele offsetate plecând de la suprafaţa piesei.
• Plunge (Zig şi Zig Zag) – îndepărtarea materialului se face perpendicular pe
direcţia de avans. Este folosită îndeosebi la prelucrarea canalelor;
• Plunge Alternate – prelucrarea se face ca şi în cazul anterior, numai că
alternativ plecând din centrul zonei de prelucrare.
• Plunge Castling – este asemănătoare cu metoda Plunge, diferenţa constă în
optimizarea uzurii sculei.
Reversal Mode – determină modul în care sunt prelucrate degajările din zonele de
tăiere.
Clean Up – reprezintă trecerea de final pentru a îndepărta resturile rămase în urma
trecerilor succesive. Din lista Clean Up putem alege una din opţiunile legate de
înclinaţie (Steep), nivel (Level), putem prelucra tot profilul (All) sau nimic (None).
Limitele Steep și Level de definesc în Cutting Parameters, pagina Contour Types.
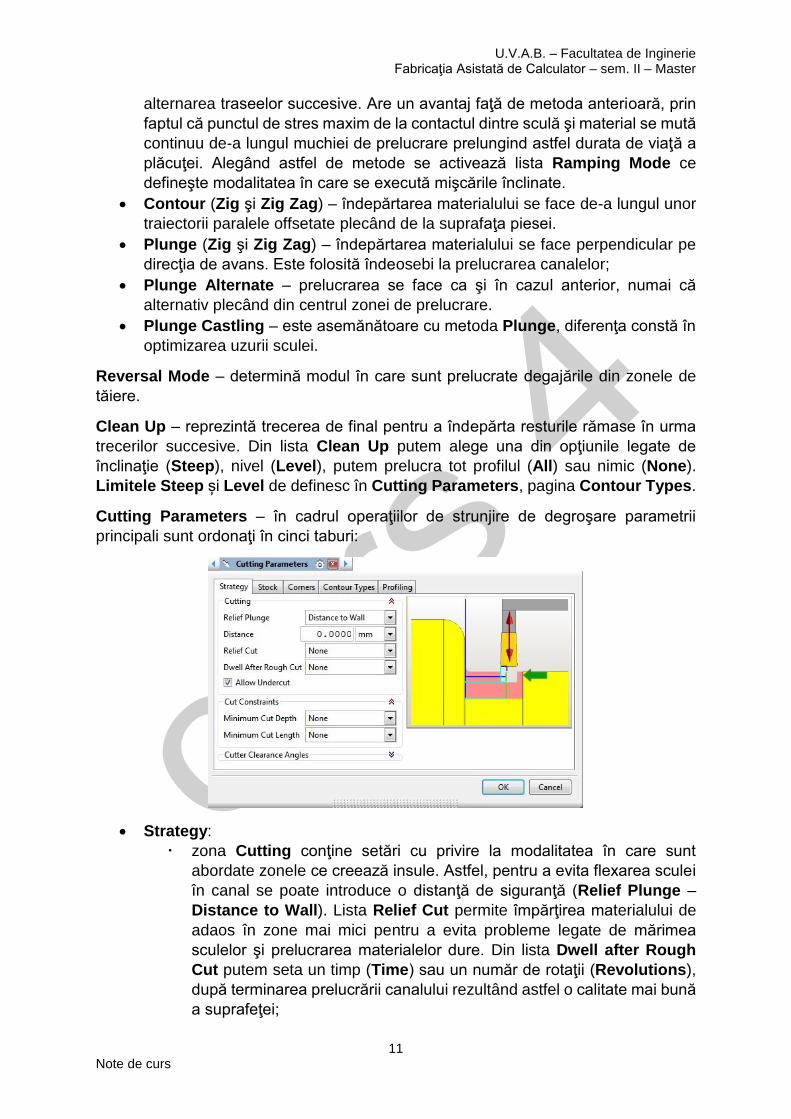
Cutting Parameters – în cadrul operaţiilor de strunjire de degroşare parametrii
principali sunt ordonaţi în cinci taburi:
• Strategy:
zona Cutting conţine setări cu privire la modalitatea în care sunt
abordate zonele ce creează insule. Astfel, pentru a evita flexarea sculei
în canal se poate introduce o distanţă de siguranţă (Relief Plunge –
Distance to Wall). Lista Relief Cut permite împărţirea materialului de
adaos în zone mai mici pentru a evita probleme legate de mărimea
sculelor şi prelucrarea materialelor dure. Din lista Dwell after Rough
Cut putem seta un timp (Time) sau un număr de rotaţii (Revolutions),
după terminarea prelucrării canalului rezultând astfel o calitate mai bună
a suprafeţei;
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
12 Note de curs
zona Cut Constraints permite stabilirea unor adâncimi sau lungimi
minime de prelucrare (Minimum Cut Depth, respectiv Minimum Cut
Length);
zona Cutter Clearance Angles permite definirea unor unghiuri de
siguranţă, astfel încât pe care să le facă muchia tăietoare cu suprafaţa
de prelucrare (First şi Last Cutting Edge).
• Stock permite definirea grosimii materialului de adaos rămas după operaţie.
Poate fi definit fie constant (valoare generală) cât şi separat pe feţe (Face) sau
pe diametre (Radial). Avem un adaos pentru degroşare şi operaţia de Cleanup
(zona Rough Stock), adaos pe zonele profilate (Profile Stock), adaos pentru
semifabricat (Blank Stock – se adaugă la profilul iniţial al semifabricatului). În
zona Tolerances putem defini toleranţele pe care le va folosi sistemul în
determinarea traiectoriei.
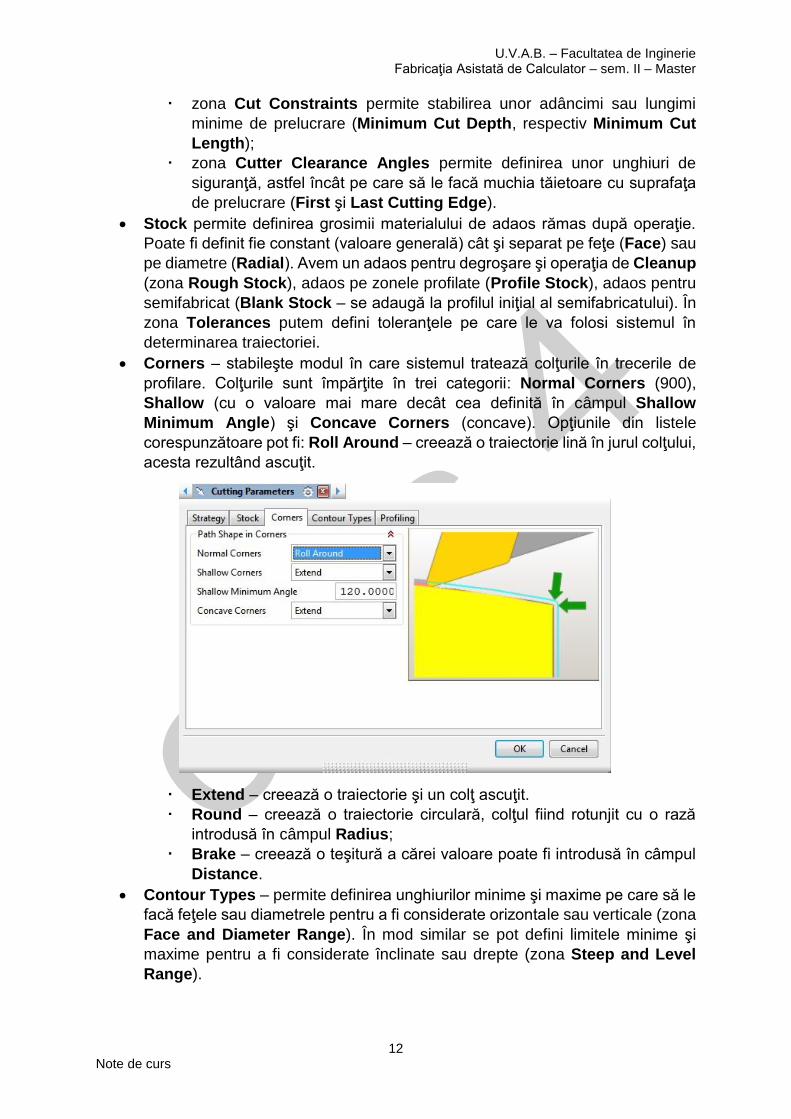
• Corners – stabileşte modul în care sistemul tratează colţurile în trecerile de
profilare. Colţurile sunt împărţite în trei categorii: Normal Corners (900),
Shallow (cu o valoare mai mare decât cea definită în câmpul Shallow
Minimum Angle) şi Concave Corners (concave). Opţiunile din listele
corespunzătoare pot fi: Roll Around – creează o traiectorie lină în jurul colţului,
acesta rezultând ascuţit.
Extend – creează o traiectorie şi un colţ ascuţit.
Round – creează o traiectorie circulară, colţul fiind rotunjit cu o rază
introdusă în câmpul Radius;
Brake – creează o teşitură a cărei valoare poate fi introdusă în câmpul
Distance.
• Contour Types – permite definirea unghiurilor minime şi maxime pe care să le
facă feţele sau diametrele pentru a fi considerate orizontale sau verticale (zona
Face and Diameter Range). În mod similar se pot defini limitele minime şi
maxime pentru a fi considerate înclinate sau drepte (zona Steep and Level
Range).

U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
13 Note de curs
• Profiling – prin bifarea opţiunii Additional Profiling se activează mai multe
setări ce controlează o trecere de finisare la sfârşitul operaţiei. Poate înlocui în
multe cazuri operaţia de finisare propriu-zisă, cu condiţia folosirii aceleaşi scule.
Aceste setări sunt practic similare cu cele întâlnite la operaţia de finisare pe
care o vom discuta ulterior.
Non Cutting Moves – permite setarea mişcărilor auxiliare, de angajare şi retragere
din material, precum şi a altor mişcări de evitare. Conţine mai multe taburi:
• Engage – defineşte mişcările de angajare în material. Sunt împărţite pe mai
multe categorii:
Profiling – controlează angajarea pe piesă în timpul trecerii de profilare.
Blank – controlează angajarea sculei în semifabricat la începutul unei
mişcări liniare.
Part – controlează angajarea sculei pe geometria piesei finite.
Safe – previne intrarea sculei pe suprafaţă după ce au fost efectuare
numai angajări în semifabricat; va fi ultima trecere de degroşare.
Plunge şi Initial Plunge – controlează angajarea pentru mişcările de tip
Plunge.
Toate aceste mişcări de angajare pot avea diverse forme în funcţie de tipul ales din
lista corespunzătoare. Astfel putem avea mai multe opţiuni:
- Arc-Auto – scula se va apropia de material printr-o mişcare circulară.
- Linear-Auto – angajarea se face pe direcţia primului segment de prelucrare.
- Linear-Delta – angajarea porneşte dintr-un punct definit prin coordonate având
ca origine punctul de angajare (XY).
- Linear – angajarea se face pe o distanţă şi la un unghi faţă de sistemul de
coordonate WCS.
- Linear-Relative to Cut – angajarea se face pe o distanţă şi la un unghi în
funcţie de mişcarea adiacentă angajării.
- Point – permite angajarea directă dintr-un punct specificat.
- Two Circles – angajarea se face după două arce de cerc tangente.
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
14 Note de curs
• Retract – defineşte mişcarea de retragere după prelucrare. Se defineşte în
mod similar cu Engage.
• Clearance – permite definirea unor zone de siguranţă pentru retragerea şi
deplasarea sculei de la un traseu la celălalt. Putem defini atât o zonă de
siguranţă radială cât şi una axială, fie prin specificarea unui punct, fie printr-o
distanţă.
• Aproach şi Departure – permit definirea mişcărilor suplimentare pe care le
face scula înainte, respectiv după prelucrare. Au fost tratate la definirea
grupului părinte Avoidance.
• Local Return – defineşte zone în care se retrage scula în interiorul operaţiei.
• More – setări suplimentare cu privire la mişcările auxiliare.
3. Strunjirea de finisare (Finish Turn) Strunjirea de finisare este folosită de obicei ca ultimă operație pentru îndepărtarea
materialului de adaos lăsat după strunjirea de degroșare. Avem mai multe tipuri de
finisare în funcție de geometria piesei:
• FINISH_TURN_OD – strunjire exterioară;
• FINISH_BORE_ID – strunjire interioară;
• FINISH_BACK_BORE – strunjire inversă.
Pentru a crea o operație de strunjire de finisare apăsăm butonul Create Operation
din toolbarul Insert, din lista Type alegem opțiunea turning, iar din zona Operation
Subtype alegem iconița corespunzătoare celor trei tipuri de finisări. Fereastra
operației de finisare este destul de asemănătoare cu cea de degroșare, vom discuta
în cele ce urmează elementele diferite:
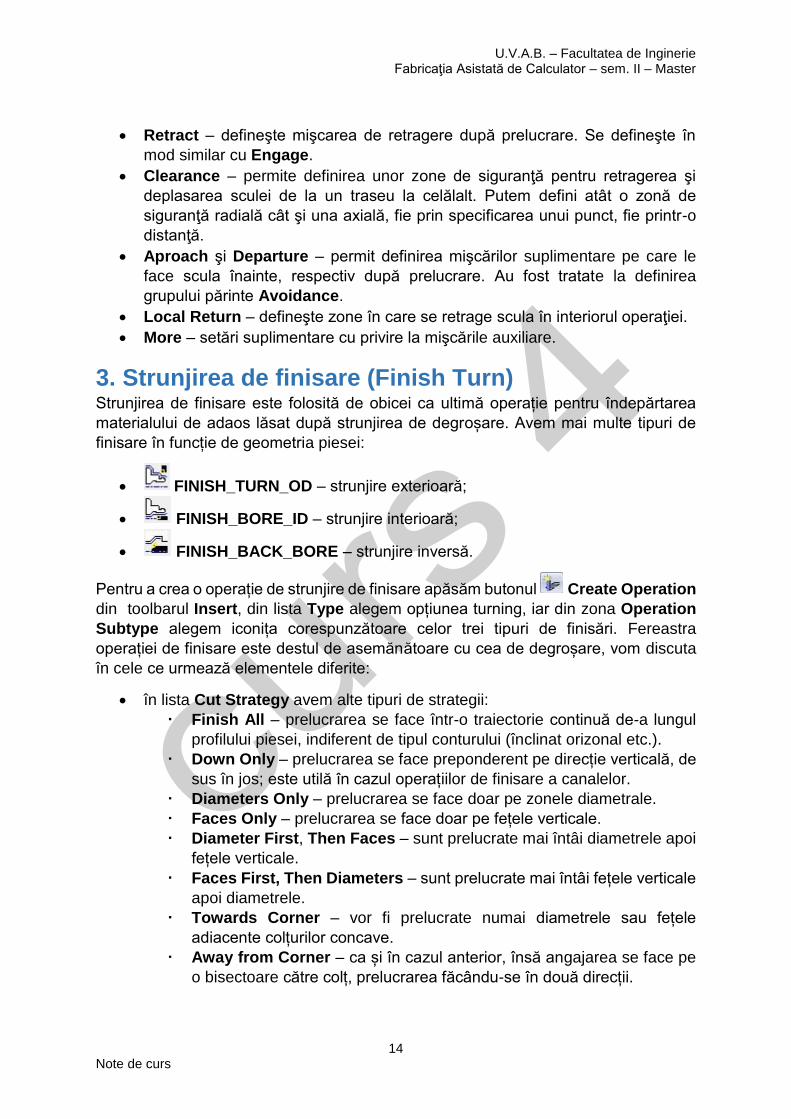
• în lista Cut Strategy avem alte tipuri de strategii:
Finish All – prelucrarea se face într-o traiectorie continuă de-a lungul
profilului piesei, indiferent de tipul conturului (înclinat orizonal etc.).
Down Only – prelucrarea se face preponderent pe direcție verticală, de
sus în jos; este utilă în cazul operațiilor de finisare a canalelor.
Diameters Only – prelucrarea se face doar pe zonele diametrale.
Faces Only – prelucrarea se face doar pe fețele verticale.
Diameter First, Then Faces – sunt prelucrate mai întâi diametrele apoi
fețele verticale.
Faces First, Then Diameters – sunt prelucrate mai întâi fețele verticale
apoi diametrele.
Towards Corner – vor fi prelucrate numai diametrele sau fețele
adiacente colțurilor concave.
Away from Corner – ca și în cazul anterior, însă angajarea se face pe
o bisectoare către colț, prelucrarea făcându-se în două direcții.
U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
15 Note de curs
Sculele folosite pentru finisare pot fi tot cele de la degroșare, însă există și scule
specializate ce au un unghi mai mic între muchiile tăietoare. Din lista Tool Subtype a
ferestrei Create Tool putem alege OD_55_L, OD_55_R, ID_55_L,
BACKBORE_55_L.
• lista Cut Fillets – specifică modalitatea în care sunt prelucrate zonele de
conexiune între diametre și fețe; acestea pot fi prelucrate odată cu fețele
verticale (With Faces), cu diametrele (With Diameters), prelucrate doar până
la jumătatea distanței (Split) sau deloc (None).
• lista Multiple Passes din subzona Step Over – permite îndepărtarea
semifabricatului în mai multe treceri succesive. Din lista Multiple Passes
alegem una din opțiuni (aceleași ca și la strunjirea de degroșare).
• lista Spring Passes din aceeași zonă permite definirea unor treceri adiționale,
pe aceeași traiectorie (pentru a finisa mai bine suprafețele).
4. Prelucrări axiale Cu ajutorul unui strung pot fi executate și găuri, alezări, filetări, cu condiția ca acestea
să fie coaxiale cu axa de rotație a piesei. Ca și în cazul operațiilor clasice de strunjire
piesa se rotește iar scula are doar mișcare de avans (nu se rotește).
Operațiile de găurire pot genera cod în urma postprocesării în două moduri:
• cicluri specifice controllerului – sistemul generează în continuare un ciclu
conținând toți parametri necesari operației, de obicei are o singură linie.
• o serie de mișcări ce simulează ciclul de prelucrare– mișcarea este
descompusă în mai multe linii de program.
Sculele cu care se execută aceste operații ce pot fi definite sunt burghiele
(Drilling Tool) și centruitoarele (Spotdrilling Tool).
Operațiile de prelucrare coaxiale au aproximativ aceeași interfață, diferă doar ciclurile
ce vor fi generate pentru mașina unealtă, de asemenea, anumite opțiuni sunt implicite
pentru unele operații. Avem astfel:
• centruire (Centerline Spotdrill);
• găurire simplă (Centerline Drilling);
• găurire cu retragere (Centerline Peckdrill) – găurire se face din mai multe
mișcări, burghiul avansând și retrăgându-se, permițând astfel o răcire mai bună
și îndepărtarea așchiilor;
• găurire cu ruperea așchiei (Centerline Breakchip) – în timpul găuririi burghiul
își oprește mișcarea de avans pentru a rupe așchia;
• alezare (Centerline Reaming);
• filetare (Centerline Tapping).
Fereastra operației conține următoarele zone deosebite de cele discutate anterior:
• zona CycleType – permite definirea parametrilor ciclurilor, conține mai multe
regiuni:

U.V.A.B. – Facultatea de Inginerie Fabricaţia Asistată de Calculator – sem. II – Master
16 Note de curs
Cycle – definește tipul ciclului de prelucrare.
Putem alege între Drill (găurire simplă), Drill
Deep (găurire adâncă), Drill Break Chip
(găurire cu ruperea așchiei), Tap (filetare) și
Tap Float (filetare cu cuțit zburător), Bore
(alezare).
Option Output – setează modul în care va fi
generat codul pentru mașina unealtă. Putem
alege între Machine Cycle (ciclu – de ex. G81,
G33) și Simulated (mișcări separate care
simulează ciclul).
Engage Distance – permite definirea unei
distanțe de angajare.
Spindle Stop – permite oprirea sau nu a
arborelui principal înaintea retragerii burghiului
din gaură.
Retract – definește locul în care să se retragă
burghiul după operație.
• zona Start Point and Depth – cu
ajutorul acestei zone definim punctul de intrare
și adâncimea găurii executate. Avem mai
multe regiuni:
Start Position – poziția de start a prelucrării.
Putem alege între Automatic (sistemul va
selecta poziția de start în funcție de
semifabricatul existent – IPW) sau Specify –
sistemul ne va pune să selectăm poziția prin
intermediul unui punct – se activează regiunea
Specify Point.
Entrance Diameter – permite reducerea
distanței de angajare atunci când a fost executată anterior o teșitură sau
gaură; sistemul, în funcție de diametrul acesteia, va ajusta punctul de
contact al burghiului cu materialul piesei.
Depth Option – cu ajutorul acestei opțiuni specificăm adâncimea găurii.
Cel mai adesea specificăm o distanță (Distance) sau selectăm un punct
(End Point).
Break Through – permite definirea unei distanțe suplimentare parcurse
de burghiu (de ex. în scopul străpungerii găurii).
• în zona Path Settings – mai avem câteva opțiuni:
Clearance Distance – este distanța până la care se execută mișcările
rapide, după aceasta începe mișcarea de angajare.
Dwell – permite stabilirea unui timp (Time) sau a unui număr de rotații
care să se execute după terminarea prelucrării (pentru o calitate mai
bună a suprafeței).
Drilling Location – permite găurirea în care axa sculei are un offset față
de cea a piesei.


![Clasificarea senzorilor fizici [2] - pub.romtti.pub.ro/wp-content/uploads/2019/03/Curs-3-SIMSM.pdfFigura G. Tehnici de obținere a imaginilor: a) – senzor cu dublă rotație; b)](https://static.fdocumente.com/doc/165x107/60a069f0e4e2ab12c2067afb/clasificarea-senzorilor-fizici-2-pub-figura-g-tehnici-de-obinere-a-imaginilor.jpg)















