Domenii de Aplicatie Ale Robotilor Industriali
8
DOMENII DE APLICATIE ALE ROBOŢILOR INDUSTRIALI ROBOTUL INDUSTRIAL MANIPULEAZĂ NR CRT OBIECTE DE LUCRU NR CRT SCULE DOMENIUL DE APLICAŢIE DOMENIUL DE APLICAŢIE 1. Servirea unor maşini utilaje/instalaţii/dispozitive 4 Furnal (desfundare canal de turnare) 1.1 Cuptoare de oţelărie (încăr-care, manipulare lingouri) 4.1 Formare 1.2 Laminoare (manipulare lin-gouri, laminate) 5 Prelucrarea unor semifabri-cate 1.3 Utilaje de miezuit 5.1 Turnate, demaselotare 1.4 Cubilouri (încărcare, ma-nipulare oale de turnare) 5.2 Turnate, curăţire 1.5 Maşini de turnat sub presiune 5.3 Turnate, forjate, aşchiate, debavurare şi polizare 1.6 Utilaje de turnare de precizie 6 Sablare 1.7 Utilaje de tratament termic (cuptoare, băi) 7 Prelucrarea unor semifabricate 1.8 Ciocane şi prese de forjare 7.1 Prin aşchiere 1.9 Ciocane şi prese de matriţare la cald 7.2 Prin fascicul laser 1.10 Maşini de forjat orizontale 7.3 Prin jet de apă cu înaltă presiune 1.11 Prese de matriţare şi stanţare la rece 8 Sudare 1.12 Utilaje de presat materiale plastice 8.1 Prin presiune în puncte 1.13 Cuptoare de uscat 8.2 Cu arc în mediu de gaz protector 1.14 Utilaje fixe pentru deba-vurare, demaselotare, cu-răţire, sablare sudare, vop-sire 9 Lipire 10 Metalizare 1.15 Maşini unelte de prelucrat prin aşchiere 11 Vopsire 11.1 11.2 Umedă 1.16 Maşini unelte de prelucrat prin procedee neconven-ţionale Uscată 1.17 Maşini de lucru în industria alimentară, textilă, de pielărie, de încălţăminte, a lemnului, etc. 12 Măsurare, control de calita-te, testare 1.18 Dispozitive ale instalaţiei aducătoare / de evacuare 13 Operaţii în “camere curate” 2 Paletizare / depaletizare 14 3 Montaj În figurile de mai jos se prezintă diferiţi roboţi industriali: Robotul serveşte o presă de forjat Presă de forjat Robotul industrial serveşte două maşini de turnat sub presiune. Robot Maşina de turnat 2 IA /E
-
Upload
slaromaster -
Category
Documents
-
view
253 -
download
2
description
Robotilor Industriali
Transcript of Domenii de Aplicatie Ale Robotilor Industriali

DOMENII DE APLICATIE ALE ROBOŢILOR INDUSTRIALI
ROBOTUL INDUSTRIAL MANIPULEAZĂ
NR CRT
OBIECTE DE LUCRU
NR CRT
SCULE
DOMENIUL DE APLICAŢIE DOMENIUL DE APLICAŢIE
1. Servirea unor maşini utilaje/instalaţii/dispozitive
4 Furnal (desfundare canal de turnare)
1.1 Cuptoare de oţelărie (încăr-care, manipulare lingouri) 4.1 Formare1.2 Laminoare (manipulare lin-gouri, laminate) 5 Prelucrarea unor semifabri-cate1.3 Utilaje de miezuit 5.1 Turnate, demaselotare
1.4 Cubilouri (încărcare, ma-nipulare oale de turnare) 5.2 Turnate, curăţire1.5 Maşini de turnat sub presiune 5.3 Turnate, forjate, aşchiate, debavurare şi polizare
1.6 Utilaje de turnare de precizie 6 Sablare
1.7 Utilaje de tratament termic (cuptoare, băi) 7 Prelucrarea unor semifabricate1.8 Ciocane şi prese de forjare 7.1 Prin aşchiere1.9 Ciocane şi prese de matriţare la cald 7.2 Prin fascicul laser1.10 Maşini de forjat orizontale 7.3 Prin jet de apă cu înaltă presiune1.11 Prese de matriţare şi stanţare la rece 8 Sudare1.12 Utilaje de presat materiale plastice 8.1 Prin presiune în puncte1.13 Cuptoare de uscat 8.2 Cu arc în mediu de gaz protector1.14 Utilaje fixe pentru deba-vurare, demaselotare, cu-răţire,
sablare sudare, vop-sire9 Lipire
10 Metalizare1.15 Maşini unelte de prelucrat prin aşchiere 11 Vopsire
11.111.2
Umedă1.16 Maşini unelte de prelucrat prin procedee neconven-ţionale Uscată
1.17Maşini de lucru în industria alimentară, textilă, de pielărie, de încălţăminte, a lemnului, etc.
12Măsurare, control de calita-te, testare
1.18 Dispozitive ale instalaţiei aducătoare / de evacuare 13 Operaţii în “camere curate”
2 Paletizare / depaletizare 14
3Montaj
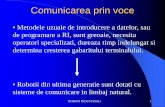
În figurile de mai jos se prezintă diferiţi roboţi industriali:
Definiţii utilizate la roboţi industriali sunt:
IA /E
Maşina deturnat 1
Maşina deturnat 2
Robot
Robotul industrial serveşte două maşini de turnat sub presiune.
IA / E
Presă deforjat
Robot
Robotul serveşte o presă de forjat

oPrin “paletizare / depaletizare” se înţelege operaţia de aşezare / scoatere a obiectelor din locaşurile depozitelor tip paletă.
oPrin “montaj” (“asamblare”) se înţelege operaţia de construcţie a unui ansamblu prin îmbinarea mai multor obiecte de lucru componente.
oPrin “fază de operaţie” se înţelege secvenţa componentă a operaţiei aferentă unui obiect de lucru din mulţimea obiectelor de lucru manipulate
o În timpul fazei de montaj propriu-zis, robotul industrial trebuie să fie condus după un program de traiectorie continuă.
o Prin “servire” se înţelege operaţia de introducere a obiectului de lucru în maşina / utilajul / instalaţia / dispozitivul în care se produce operaţia de prelucrare şi extragerea lui după terminarea prelucrării.În timpul operaţiilor robotizate de prelucrare cu scule purtate se necesită reglarea /
ascuţirea / curăţirea periodică a sculelor. De acestă, în componenţa sistemului de fabricaţie robotizat se vor prevede posturi de lucru automate care permit executarea operaţiilor amintite, cuprinse în ciclogramele de lucru ale sistemului şi în programele de comandă aferente.
Flexibilitatea robotului în aplicaţiile în care acesta manipulează scule este asigurată prin reprogramare, respectiv prin posibilitatea schimbării efectorului final, inclusiv automat, robotul conlucrând în acest caz cu un depozit automat de scule / capete de forţă cu scule.
Sistemele de fabricaţie în care robotul execută operaţii tehnologice cu scule purtate pot cuprinde şi instalaţii aducătoare / de evacuare cu dispozitive de transfer şi roboţi de manipulare a obiectelor şi dispozitivelor de lucru în operaţii de “servire”.
Domenile de aplicaţie în care robotul manipulează scule, sunt: Destuparea manuală a canalului de turnare la furnale este o operaţie cu un înalt
grad de dificultate fizică şi periculoasă pentru integritatea operatorului uman care execută operaţia. El poate fi înlocuit de o instalaţie de teleoperare, care manipulează un ciocan de perforat acţionat pneumatic (un cap de forţă), cu care operaţia de destupare se realizează prin lovituri mecanice.
confecţionarea formelor de turnătorie, unele dintre ele nu se pot executa prin vibrare şi necesită îndesarea pământului de turnare prin batere. Această operaţie poate fi executată de robot (instalaţii de teleoperare), care manipulează un cap de forţă cu sculă de îndesare (de “batere”) acţionată pneumatic.
Demaselotarea şi curăţirea pieselor turnate, debavurarea şi polizarea pieselor turnate, forjate sau prelucrate prin aşchiere se realizează folosind scule adecvate, acţionate prin capete de forţă manipulate de roboţi. Dificultatea operaţiei constă în geometria neregulată, imprevizibilă a obiectelor de lucru supuse prelucrării. Se folosesc instalaţii de teleoperare cu reacţie de forţă / moment sau roboţi industriali conduşi adaptiv, pe baza informaţiilor furnizate de senzori de forţă / moment.
Sudarea prin presiune în puncte utilizează ca efector final al robotului un cleşte de sudare, al cărui electrozi sunt presaţi pe componentele de tablă care urmează a fi asamblate.Robotul trebuie să poziţioneze electrozii în punctul de sudură de executat şi să orienteze axa comună a acestora, normală pe suprafeţele componentelor de tablă. Transferul cleştilor de la un punct de sudură la altul poate fi realizat după un program punct cu punct (PTP).Dispozitivul de ghidare al robotului de sudare prin presiune în puncte trebuie să aibă cel puţin 5 grade de

mobilitate, să asigure acceleraţii mari la trecerea de la un punct la altul iar mecanismul generator de traiectorie trebuie să asigure realizarea unui spaţiu de lucru mare. Sistemul de fabricaţie în care există un post de sudare prin presiune în puncte trebuie să conţină şi un post de corectare (prin frezare) a formei geometrice a electrodului.Repetabilitatea roboţilor utilizaţi pentru sudare prin presiune în puncte este
cuprinsă între 0,5 1 mm. Roboţii industriali utilizaţi în operaţii de acoperire a suprafeţelor prin vopsire,
manipulează scule de tip “pistol”. Acestea conţin o duză prin care realizează pulverizarea vopselei lichide sau împrăştierea vopselei sub formă de pulbere. Pulverizarea se realizează fie sub acţiunea unui jet de aer comprimat, fie sub presiunea care se exercită asupra suprafeţei lichidului aflat într-un rezervor din care se alimentează pistolul (procedeul “airless”). În acelaşi rezervor se realizează la nevoie şi preîncălzirea vopselei.
Posibilităţi de amplasare ale transformatorului electric TE: a) - suspendat separat,
b) - montat pe robot, c) - înglobat în cleşte
Post de lucru robotizat pt. debavura-rea chiulaselor de motor cu 6 cilindri
c)b)a)
TE
TE
TE
Post de lucru robotizat pentru sudarea prin puncte a unei uşi de autocamion Instalaţie de vopsire robotizată pentru caroserii
de autoturisme

Sistemul robotizat de vopsire trebuie să conţină un dispozitiv automat de curăţire a pistolului, cu funcţionarea inclusă în ciclul de funcţionare al robotului. În cazul în care robotul trebuie să vopsească cu vopsele de diferite culori / calităţi, el va fi prevăzut cu un dispozitiv de schimbare automată a efectorului final, care va conlucra cu un depozit de scule (pistoale) amplasate în periferia robotului. Comanda roboţilor de vopsire se face prin programe multipunct (MP) sau de traiectorie continuă (CP).
În componenţa sistemului de acoperire robotizată mai intră o instalaţie aducătoare / de evacuare, cu mişcările dispozitivelor faţă de care robotul îşi sincronizează propriile mişcări. Prelucrarea prin aşchiere a unor obiecte cu ajutorul unor scule purtate de robot se utilizează în cazul obiectelor de dimensiuni mari, care nu pot fi montate în dispozitivele de lucru ale maşinilor unelte. Senzori de forţă - moment controlează desfăşurarea procesului de aşchiere. Robotul trebuie să aibă o exactitate de repetabilitate de 0,01 0,05 mm.
Eficienţe tehnico-economice deosebite prezintă robotizarea proceselor de prelucrare prin tehnologii neconvenţionale: cu fascicul laser sau cu jet de apă de înaltă presiune.
Cu ajutorul fasciculului laser se pot efectua operaţii de sudare, de tăiere şi de tratament termic superficial de precizie, cu influenţarea minimală a structurii metalului din zona de prelucrat. Scula manipulată de robot este în acest caz un cap laser (Fig. 16), conţinând un sistem optic, care asigură concentrarea puterii fasciculului pe o suprafaţă mică a obiectului.
În figura de mai jos se prezintă principiul de funcţionare al robotului manipulând un “instrument de zero”, în cadrul operaţiei de măsurare a unei caroserii de automobil.
Deseori, operaţiile de control de calitate şi inspecţie se realizează cu ajutorul unor capete de lucru echipate cu senzori video (metode “ochi în mână”). Roboţii utilizaţi în operaţii de măsurare, control de calitate, testare şi inspecţie, manipulează ca şi scule capete de lucru, care realizează operaţiile respective în diferite zone ale obiectului de lucru. Construcţia capetelor de lucru în cauză este adecvată tipului de operaţie de realizat.
Conducerea fasciculului laser prin dispozitivul de ghidare al robotului folosind un sistem de oglinzi
Fig. 17 Măsurarea caroseriei de autoturism de către robot

În figura alăturată se prezintă un cap de inspecţie cu senzori video, purtat de robot pentru controlul calităţii suprafeţei, pe care un alt cap purtat de acelaşi robot depune un strat de etanşare sub formă de fluid vâscos (care se autolipeşte).
Comanda roboţilor utilizaţi în operaţii de măsurare, control de calitate, testare şi inspecţie se realizează după programe “punct cu punct” (PTP) în cazul în care zonele de măsurat / controlat / testat / inspectat sunt amplasate izolat sau pe ”traiectorie continuă“ (CP) dacă aceste zone prezintă o continuitate în lungul unei linii. Exactitatea de repetabilitate a roboţilor utilizaţi în asemenea aplicaţii trebuie să fie corelată cu exactitatea măsurătorilor care urmează a fi efectuate.
Conceperea şi realizarea aplicaţiilor industriale ale roboţilor prezintă unele particularităţi:
1. roboţii trebuie să continue înlocuirea oamenilor în munci periculoase (de aceasta beneficiază toţi);
2. roboţii trebuie să continue înlocuirea oamenilor în munci pe care ei nu vor să le execute (şi de aceasta beneficiază toţi);
3. roboţii ar trebui să înlocuiască oamenii în munci pe care le pot executa mai economicos (aceasta la început va dezavantaja pe unii, dar în final va fi în avantajul tuturor, ca şi în cazul primelor două legi).
Pentru succesul robotizării sunt necesare următoarele condiţii:1. să existe o necesitate clar percepută;2. să fie disponibile tehnologii adecvate şi practicieni competenţi;3. să existe un suport financiar adecvat.
Activităţile de fabricaţie s-au automatizat - robotizat atunci când:1. energia necesară sau mediul înconjurător depăşeşte posibilităţile de suportare
ale operatorului uman;2. priceperea necesară pentru a produce ceva util depăşeşte capacităţile
operatorului uman;3. cererea pentru produs este atât de mare încât există o motivaţie pentru căutarea
unor modalităţi de fabricaţie mai bune.
Cap de inspecţie cu senzor video purtat de robot